
熱可塑性複合材で形成されるパネルを製造する方法
本発明は、支持具(1)を有する金型を使用して、複合材料で形成されるパネルを製造する方法に関し、該製造方法は、繊維状プリプレグ(20)のスタック(18)を生成することから成るレイアップ工程を実施し、次いで、前記スタックの上に配置される成形板(36)を使用してパネルを形成する事を目的とするスタックを連接する工程を実施する。本発明によると、前記製造方法は、互いに部分的に被覆するポリイミド薄膜(28)の第一セット(26)が、前記プライのスタック及び成形板の間で前記プライのスタック(18)と接触して配置されるようにして実施される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概して複合材料、特に熱可塑性複合材で形成されるパネルの製造方法に関する。情報として、このパネルは実際、PEEK樹脂又はPPS樹脂状熱可塑性基質、及び長炭素繊維を有する複合材料を含んでも良いだけでなく、場合によってエポキシ樹脂熱硬化性基質及び炭素繊維を有する複合材料を含んでも良い。
【0002】
本発明は、好ましくは、約1mm〜20mmの厚さを有するパネルの製造方法に関し、それらパネルは、本発明に対する特定の適用分野である、航空分野において一般的に見受けられる。事実、本発明が対象とする製造方法は、通常65%近い繊維率を有する航空機機体パネルを形成する手段として実施することができる。この為、本発明の実施は、実質的に平坦なパネル、又は航空機機体の構成において従来から使用される、いわゆる単一曲率又は二重曲率パネルの形成を公平にもたらし得る。前述の両方の場合において、本発明による製造方法を実施することで製造されたパネルは必然的に、すぐに組立て可能な機体パネルを形成するために後工程を経ることができ、例えば工程は、形成されたパネル上での連続的な溶接によって、芯材(stiffener)を回復するよう試みることを含んでも良く、これらの補強は、平板を型押しして形成することもできるし、本発明による製造方法によって形成する事もできる。
【背景技術】
【0003】
複合材料でパネルを製造する従来型の方法は、全体的に、2つの連続した工程、すなわち、連接工程が後に続くレイアップ工程、及び成形工程を実施することから成る。
【0004】
レイアップ工程は、例えばそれぞれが細切れ片形態である、樹脂繊維状プリプレグのプライのスタックを形成する事から成り、これはスタック方向に重ね合わされた複数の層又は折り畳み材を形成する事を目的としている。スタックを連接する工程は、スタック上部に配置された成形板を使用してパネルを形成する事から成る。実際この成形板は、加圧/減圧によって、繊維状プリプレグの層によって形成されたユニットをスタックの方向に成形すること、及びスタックに存在する空気とガスとを同時に排出することを可能にし、そのようにして形成されたパネルは、例えば約5%未満という、条件を満たした空隙比を有している。スタックを連接する工程は、例えば滅菌器内にスタックを配置することによって、繊維に対して事前に浸透させる樹脂を溶融させるために、スタックを要求された温度に至らせる手段としてスタックを加熱することで行い、したがって、1つの構成部品で、最終的な成形部品を形成するという目的を有している。
【0005】
従来技術で公知とされる実施形態において、成形板は通常、連接工程の間、繊維のプライのスタックと接触しており、これは形成されたパネルの最終的な品質に悪影響を与え得る。事実、この製造方法によれば、成形板の表面状態は、連接工程の最後に形成されたパネルの上表面で圧痕されるという、大きな危険を有することが最初に指摘されており、これは時々、例えば航空機機体パネルに対する航空学などの、特定の分野で直面する高い表面品質要求との不適合の原因となる可能性がある。
【0006】
さらに、コーキング板、又はコーキングシートとも呼ばれる、スタックと接触するこの成形板は、連接工程の間、このスタックからの十分な排気を妨げる。この制約が、必然的に、形成された部品内での空隙率の出現を自然にもたらし得、これはこの部品の全体的な機械抵抗の弱さと同義である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】白国特許第758263号明細書
【発明の概要】
【課題を解決するための手段】
【0008】
したがって本発明の目的は、従来技術に対して、前述の欠点を解決する複合材料でパネルを製造する方法を提案することである。
【0009】
このため、本発明の対象は、支持具を有する金型を使用して、複合材料でパネルを製造する方法であり、レイアップ工程は、繊維状プリプレグのスタック形成で構成されながら実施され、次いで、このスタックプライの上部に配置された成形板を使用して、パネルを形成することを目的とするスタックの連接工程が続く。本発明によると、前記製造方法は、互いに部分的に被覆する第一ポリイミド薄膜セットが、プライのスタック及び成形板間のプライのスタックスタックと接触して配置されるようにして実施される。
【0010】
したがって、連接工程の間、スタックの上表面と接触して配置されたポリイミド薄膜の光沢ある外観は、形成されたパネルに対して、非常に申し分のない表面状態の形成を有利に可能にし、それは、例えば航空機機体パネルに対する航空学などの、特定の分野でなされる高い表面品質要求に完全に適合する。
【0011】
さらにこの第一ポリイミド薄膜セットは、スタック上表面における、成形板の表面状態の圧痕防止を有利に可能にすることに加え、この組立品は連接工程の間、素晴らしいガス排出法をも有利に可能にする。これは、スタック内部で最初から見受けられる空気及びガスを、ポリイミド薄膜の重複領域を通って予定通り排出することによって説明され、したがって、繊維プライのスタックの方向で、上に向かうガスに対する全体的な密封を確実とはせず、組立品を有利に形成する。
【0012】
したがって、排気が十分に行われ、以前直面した空隙率に関して低い空隙率を有するパネル形成、及び特に良い全体的な機械抵抗特性を与えることを可能にする。
【0013】
本発明の実施に対して使用されたポリイミド薄膜は、当業者が既知とする、芳香族テトラカルボキシリック・ジアンハイドライド、及び芳香族ジアミン間の反応による任意の方法を使用して形成され得る。例えばこれら薄膜の厚さは、30μm前後、より一般的には約20〜50μm間であり得る。
【0014】
情報として、市場で入手可能な、下記薄膜が使用され得る。
−AIRTECH社による、熱イミド50μm薄膜
−RICHMOND社(商品番号UHT750)による、熱イミド50μm薄膜
−KANEKA社(商品番号200AV)による、熱イミド50μm薄膜
【0015】
一般的に、これらの薄膜の薄さのため、その重複/被覆領域は、連接後のスタック表面上に現れる、圧痕による表面上の傷のみを許可し、これらの傷は、表面状態に何ら損傷を与えるものでなく、形成されたパネルの全体的な機械的特性を著しく低下させない。
【0016】
”熱イミド”と称されて使用されたポリイミド薄膜は、必然的に、スタックの連接工程の間、400℃、又はそれ以上に達し得る高温に耐えるように選択される。これらは、最終的なパネルに統合される必要は無く、従ってそれらは、成形されたスタック、又は成形しているスタックの上表面から、例えば剥離によって、簡単に取り外すために提供される。もっとも頻繁に直面する事例において、使用された薄膜は、成形されたスタックの上表面、又は連接工程の最後に成形している板と接着せず、これらポリイミド薄膜の取り外しは、明らかに、任意の特定の問題点を提起しない。
【0017】
前記製造方法は、互いに部分的に被覆する第二ポリイミド薄膜セットが、プライのスタック及び金型支持具間のプライのスタック層と接触して配置されるようにして実施されることが好ましい。
【0018】
したがって、上述の有利な特性、及び成形されたスタックによって構成されたパネルの上表面に形成された有利な特性は、第二ポリイミド薄膜セットによって、このパネルの下表面に対して取得されることができる。事実そのような実施によっては、連接工程の間、スタックの下部が光沢ある外観を被覆するポリイミド薄膜と接触しているので、金型支持具の表面状態はもはや、パネルの下表面で有利に圧痕されるものではない。
【0019】
情報として、本発明の範囲内で、例えこの可能性が当然ながら残っているとしても、繊維プライのスタックの方向に沿って考慮された、第一及び第二ポリイミド薄膜セットの重複領域をずらす、すなわち、この方向に2枚ずつ互いに向かい合う重複領域を構成しないことが望ましい。
【0020】
前記製造方法は、第一排水繊維の成形板上に配置する工程も備えることが好ましく、この工程は、第一繊維がこの成形板と接触して配置され、及びこの同じ成形板によって第一ポリイミド薄膜セットから引き離されるようにして実施され、したがって成形板における2枚の相対する表面が、第一薄膜セット及び第一排水繊維それぞれと接触するという意味を含んでいる。第二排水繊維の金型支持具上での配置という工程も含んでおり、この工程は、第二排水繊維が、最外層部及び第二ポリイミド薄膜セット間における、金型の支持具と接触して配置されるようにして実施される。
【0021】
次いで前述の繊維は、スタック連接工程の間、ガスの十分な排気を可能にし、これは、互いに部分的に重複しているポリイミド薄膜セットに関係している。
【0022】
さらに前記製造方法は、少なくとも1つの楔を配置する工程も備えることが好ましく、これは、スタックの最後の連接工程の間に生じるだろうエッジ効果を制限し、それぞれの楔はこのスタックの一端に沿って配置されている。スタックの周全体に亘ってそのような楔が備わっていることが好ましく、それゆえ材料の節約が可能になる。前述したエッジ効果の積極的な影響は、これらの楔が、横断的な材料の流れを制限できるという事実に起因する。事実、成形工程の間、成形板はスタックを”押圧”している。この押圧効果に基づいて、この温度で非常に流動的である樹脂は、この板の端部方向へ流れる傾向がある。それは前述した楔に対して”当接”しており、コーキング楔とも呼ばれる。成形板がコーキング楔に到達するとき、その接触面上で標準的な応力を発揮する。したがってそれぞれの楔は、褶曲した平面において、樹脂の推進、成形板の標準的な効果、及び大理石板上でのその反応に対して支配されており、それゆえ最後に、一方では成形板、及び他方では大理石板の間での摩擦が生じる。次いでこの摩擦は、樹脂からの応力効果に基づいて、楔が動かないようにしており、それゆえ、最外層の傾き、及び形成されたパネル端部の希薄化を抑制する。
【0023】
エッジ効果を抑制しているそれぞれの楔は、スタック連接工程の最後に、このスタックから形成されるように設計されたパネルの厚さと略同等の厚さを有していることが好ましい。この特異性が、最終的な板の厚さを制御することも有利に可能にしており、それゆえ、楔のそれよりも薄くても良い。情報として、スタック周縁の全ての点における楔の厚さは、最終的なパネルのそれよりも僅かに薄く、例えばそれは、0.1〜0.5mm前後のサイズである。
【0024】
しかしながら、スタック周縁の任意の点における初期(標準)厚さが、最終的なパネルのそれよりも僅かに厚い、例えば0.1〜0.5mm前後のサイズである楔を提供することもまた可能である。そのような場合、これらの楔を、正常な状態で連接する間の圧縮によって変形させることができ、必然的に、所望の厚さを有するパネルを形成することが可能となる。説明に役立つ実施形態として、楔は、例えば691PXシリコンなどの高温エラストマーで製造されることができる。そのような構成に従って、次いで、エッジ効果が完全に解消される。
【0025】
すなわち、エッジ効果を抑制しているそれぞれの楔が、このスタックにおける連接工程の最後に形成された所望のパネルの厚さよりも大きな初期厚さを有し、次いでそれぞれの楔は、連接工程実施の間、成形板による圧縮によって変形されるように、設計、及び構成されている。
【0026】
さらに、エッジ効果を抑制するそれぞれの楔が、複数の排水溝を備える少なくとも1つの表面を備えるようにして実施することが可能であり、さらにスタック連接工程の間、より良くガスを排気するという目的を有している。情報として、これらの溝は、コーキング楔と相対する2つの表面、すなわち成形板と接触する表面、及び支持具としての役割を果たす大理石板と接触する表面に形成されることが好ましい。それらの相対的な位置は、他表面に対して、ある表面を千鳥配列とすることが好ましい。
【0027】
さらにスタックの連接工程は、一方では、支持具によって部分的に形成され、密閉された、そこにスタック及び成形板を配置させる仕切り空間内を減圧することによって、他方では、繊維状プリプレグにおけるこれと同じスタックを加熱することによって実施されることができる。しかしながら、例えこの解決策が、上述された解決策と関連性がないとしても、本発明の範囲内で、代替的に圧力によって繊維のスタックが成形されるようにして実施されても良い。
【0028】
減圧を適用する好適な事例において、金型は密閉した仕切り空間に対して負圧を掛ける手段も含み、この空間は支持具内に提供されたオリフィスを介して連結されており、例えば、大理石、セラミック、チタニウム、又は当業者によって既知とされるその他好適な材料から形成された板の形態を取る。
【0029】
連接工程の間、プリプレグ樹脂を溶融するのに必要とされるスタックの加熱に関して、金型は支持具に統合された加熱手段も含む。さらなる情報として、これらの加熱手段は、電気抵抗、及び/又は冷却液の循環流路の形態を取ることができ、それらは循環流路を製造している間、前述の支持具内で製造される。
【0030】
あるいは金型は、本発明の範囲内で、スタックを所望の温度に至らせる手段として、滅菌器内に配置され得る。しかしながら、レイアップ及びスタックの連接、両方を実施出来るそのような金型は、スタックの工程が、その中のスタックされたもののまだ互いに固定されていないプライに組み込まれた金型を動かす必要無く実施されることができるという利点を有している。事実、そのように金型を動かすという工程は、スタックを形成する層の間で動かすことに比べて危険性を有し、そのような材料で製造されたこれらの層は自然には接着しないので、これらの層が熱可塑性複合材料によって形成されるとき、これら上述の全ての危険性に直面する。
【0031】
前記製造方法は、スタック連接工程の最後に、実質的に平坦なパネルを形成することを意図しており、場合によっては、例えば型押し工程を形成するなど、平坦なパネルが後工程に耐えることを意図することができ、しかしながらこれらの工程は、本発明の対象とする部分ではない。
【0032】
あるいは、前記製造方法は、スタック連接工程の最後に、単一曲率又は二重曲率を有するパネルを形成することを意図している。情報として、単一曲率パネルは”展開可能(developable)”と呼ばれ、及びそれらが平面上で”巻きを解き(unwound)”得ることを意味する母線を有する。他方では、例えば航空機コックピットパネル等の、二重曲率パネルは、”展開可能(developable)”でなく、それゆえ、母線を有さず、すなわちそれらが平面上で”巻きを解く(unwound)”ことができない。事実それらは、例えばパネルの縦方向に第一曲率、及び例えばこの同じパネルの横方向に、第一曲率とは異なる第二曲率を有する。
【0033】
そのような場合、レイアップ工程は、既にスタックされた他の層の上に、繊維状プリプレグの所定の層を配置するようにして実施され、所定の層は、少なくとも1つの溶接スポットを使用して、既にスタックされた少なくとも1つの繊維状プリプレグ層の1枚に固定される。したがってこれは、例えば、互いに良く接着しない熱可塑性複合材の層から形成されるスタックの寸法を維持することを可能にし、互いに連結しているそれぞれの端部における連続する溶接が、特に、常に同じ寸法を有してはいないが連続する層から形成される単一又は二重曲率パネルの製造を含む時に常に実施されており、それゆえ、連続した層における特定の端部間での不整合のため、そのような連続した溶接によって、それらの周縁部全体を覆って2枚ずつ組立てることは不可能である。
【0034】
さらに、スタックにおけるこのスポット溶接技術が、曲率を有するパネルを製造するために使用されることが好ましい一方で、平坦なパネルを製造することも可能である。しかしながら、例えスポット溶接技術が残存していることが好ましいとしても、最新の事例において、連続した層の端部における連続した溶接は、通常、異なるスタックにおける同一寸法が原因となって、見込まれる解決策を構成する。
【0035】
前述されたように、前記製造方法は、航空機機体パネルの製造に好適に適用でき、前記機体パネルは、実質的に平坦、単一曲率、又は二重曲率を有しており、それらは、例えば10m2〜30m2とし得る領域を有している。このため、本発明による製造方法を実施することで形成されるパネルは、組立て準備状態にある機体パネルを形成する手段として、後工程に耐えるようにすることが出来る。例えばこれらの工程は、成形されたパネル上での連続した溶接を介して、芯材を回復することを目的とする工程を含み、これらの補強は、幾つかの平面を型押しすることによって実現されることができ、又は本発明の製造方法によって形成されることができる。
【0036】
本発明のその他利点及び特性は、下記説明に限定することなく、詳細に説明されるだろう。
【0037】
この説明は、添付の図面に関してなされる。
【図面の簡単な説明】
【0038】
【図1a】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1b】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1c】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1d】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1e】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1f】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1g】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1h】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1i】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1j】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1k】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図2】本発明の第二好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、工程を図示している。
【発明を実施するための形態】
【0039】
最初に図1a〜図1kを参照すると、本発明の第一好適実施形態による、複合材料でパネルを製造する方法を実施する過程で行われた、異なる連続した工程を理解できる。この第一実施形態において、形成を望まれるパネルは、実質的に平坦な形状、例えば全体的に正方形又は長方形形状を有し、及び1mm〜20mm間の厚さを有する。情報としてこれは、例えば65%近い繊維率を含む、航空機機体パネルと同じような分野の、航空学における特定の適用分野で使用する。
【0040】
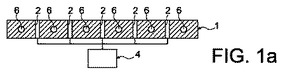
図1aにおいて、この製造方法の実施に使用された金型は、最初に支持具を備え、該支持具は参照番号1を付与された大理石板に連結され得ることを理解できる。この板1は、この大理石板1内に提供される複数の貫通したオリフィス2近傍に沿って延在する平面に対して、垂直に貫通されている。以下でより明白に詳説されるように、貫通したオリフィス2は、従来型の液体連通ネットワーク(図示せず)を使用する負圧手段4に連結され、当業者によって既知とされる任意の形状とすることができる。
【0041】
さらにここで大理石板1は、複数の機械抵抗、又は冷却液循環流路6の形態を取る加熱手段を備え、それらは、支持具としての役割を果たす大理石板1内に一体化して提供される。
【0042】
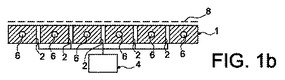
第一好適実施形態による前記製造方法は、板1の上に排水繊維8を構成することによって開始され、この繊維は次いで、第二織物8と呼ばれる。例えばそれは、HEXCEL FabricS社製の上質なガラス繊維(商品番号2165 Z6040)、又は粗悪なガラス繊維(商品番号7628 TF 970)などのガラス繊維によって、当業者によって既知とされる方法で形成される。図1bに示される第二排水繊維8は、最外層を成形することを目的とする、このスタック層における最外層を連接する工程の過程で、この第二繊維8上に位置するように設計された多量の複合材料層からの排気を確実にすることを可能にし、これは下記でより明確になるだろう。
【0043】
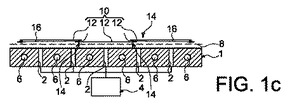
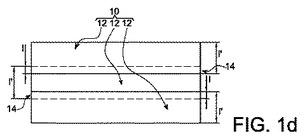
次に、互いに部分的に被覆するポリイミド薄膜セットを配置し、図1cで参照番号10を付与されたこのセットは、次いで第二ポリイミド薄膜セットと呼ばれる。したがって、この第二セット10は、ここでは3枚の、複数のポリイミド薄膜12によって形成され、これらは互いに部分的に被覆し、より詳細には2枚ずつが被覆しており、いわゆる被覆又は重複領域を設ける。好ましくは、各薄膜12は細切れ片の形態で存在し、たとえこれらの細切れ片が、形成されるよう設計されたパネルの縦横方向に対して傾いているとの考慮が代替的に可能であっても、これらの細切れ片は図1dで明確に示されるように互いに平行に配置されている。したがって被覆領域14は、より狭い幅を有する細切れ片に連結されることもでき、それは薄膜12のように同じ配列方向によって方向付けられている。セット10は決して、所定の点で互いに重ねられた2枚の薄膜12より多くを備えないことが好ましい。図1cにおける矢印16によって図示されるように、被覆領域14は、スタックにおける最外層の連結工程の過程で、それらが空気及びガスを透過させることが出来るという利点を有し、それはこれらの同じ領域14で与えられ、セット10の密閉は有利に完全に保証されるものではない。情報として、被覆領域14の幅”l”、及びポリイミド薄膜12の細切れ片の幅”l’”は、パネルの曲率によって変化する。したがって、2m2より小さな総面積を有する平坦なパネルを製造するのに、約254mm(10inch)の幅”l’”を有する細切れ片を使用することが好ましく、平坦なパネルの総面積が2m2より大きい場合、約350mm(13.8inch)の幅”l’”を有する細切れ片を使用することが好ましい。
【0044】
さらに、曲率を有するパネルの場合、細切れ片要素の幅”l’”は、小さな曲率に対して350mm(13.8inch)前後であり、際立った曲率に対して254mm(10inch)前後である。
【0045】
さらに、パネルの寸法に関わらず、被覆領域14の幅”l”は、15mm前後に固定されることが好ましい。
【0046】
耐熱イミドと呼ばれて使用されるポリイミド薄膜12は、400℃、又はそれ以上に達し得る高温に耐えるように選択され、例えばポリイミド薄膜は、特に複合材料と共に予め浸された樹脂層の溶融を確実にすることを目的とするスタックの連接工程の過程などで曝される。これらの薄膜12の厚さは、好ましくは約20〜50μmであり、多数のこれらと同じ第二薄膜12と同様の配列は、薄膜が、最後にスタックされたスタック及び大理石板1の間における接触を阻止し得るように決定される。
【0047】
前記製造方法は、複数の繊維状プリプレグ20のスタック18を形成することから成る、レイアップ工程を実行することで継続され、前記スタックは、大理石板1が延在する平面(図示せず)に対して実質的に直角なスタック方向21に沿っている。したがって、例えばPEEK樹脂、又はPPS樹脂熱可塑性基質、及び長炭素繊維を有する熱可塑性複合材で形成されることが好ましい層20は、それゆえこのスタック方向21において互いよりも上側へ配置される。必然的に、スタックを形成する多数のこれら20各々は、パネルの最終的な所望の厚さによって決定される。
【0048】
図1eにおいて、前記方向21で考慮される、このスタック18の下側表面は、第二ポリイミド薄膜セット10と完全に接触していることを理解できる。これによって、後に成形されるスタックに対して、下表面が、航空分野の要求に完全に適合する非常に高い品質を有する表面状態を備えることを確実にすることができる。情報として、繊維状プリプレグ20の層が互いの上側に配列されるので、スタックされた最後の層は、既にスタックされた完成品に固定されることができ、例えばこの固定は、これら各層の端部に配置された1つ又は数個の溶接スポットを使用して行われることが好ましく、これら端部は通常、実質的に正方形、又は長方形を有している。これが、スタック内における異なる層20間の相対的な動きを防止することを可能にし、この動きは事実、熱可塑性複合材において、これら層に接着させた弱い接着力が原因となり起こるようである。本発明の範囲内で、このタイプの維持を確実にする手段として、連続的な溶接が見込まれることも明記される。
【0049】
今、図1fを参照すると、前記製造方法は、最後のスタック18の連接工程の過程で生じるであろうエッジ効果を抑制する楔22を配置することで、継続していることを理解できる。これらの楔は、図1gに示されるようにスタック18の全周に亘り提供されることが好ましく、それゆえ、各々がこのスタックの端部長さに平行している。レイアップ工程の実施に先立って支持具1上に代替的に配置されるこれらの楔22は、例えば高温に耐える粘着テープなどのような好適な組立手段を使用して、最後の板1上に固定して維持される。前述の組立品は、最外層と接触している一方で、これらの楔22が、第二排水繊維8、及び第二ポリイミド薄膜セット10の更に上方に配置され得るようにして構成される。
【0050】
前記方向21におけるそれらの寸法と対応するこれら楔の厚さは、このスタック18から形成されるように設計されたパネルの厚さと略同等である。このパネルの厚さは板1に搭載される楔22の厚さよりも小さいとすることは出来ないということを考えれば、この特異性が明らかに、スタック18の成形を目的とする連接工程の制御を可能にする。情報として、この楔の厚さは、形成されるように設計された最後のパネルの厚さよりも、約0.1mm〜0.5mm小さく提供される。
【0051】
さらに、後述されるように、第二排水繊維8及び第一排水繊維と相まって、ガスの十分な排気を確実にする手段として、図1gに図示されるように、各楔22がそれらの上表面、及び/又は下表面に形成される、排水溝、又は排水リッジ24を有する。
【0052】
さらにこれらの楔は、それらの横方向に互いに固定することができ、より正確には、スタックから離れる方向に、例えば支持具1に備わる止め具を使用して固定される。しかしながら、本発明の範囲内で、これらの楔が、支持具1に完全に自由に並進するという事例を提供することも可能である。
【0053】
さらに、厚さが最後のパネルの厚さよりも例えば0.1mm〜0.5mm前後の大きさで僅かに大きい楔を提供することも、一方で可能である。そのような場合、エッジ効果を完全に無くするこれらの楔は、所望の厚さを有するパネルを形成し得る手段として、連接工程の過程で圧縮によって変形可能に提供される。
【0054】
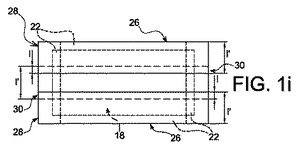
次に、第一ポリイミド薄膜セットと呼ばれるポリイミド薄膜セット26を再び配置し、これらは互いに部分的に被覆する複数の薄膜30で形成される。例えば、互いに部分的に被覆、より詳細には2枚ずつが被覆、又は重複領域を形成する、3枚(又はそれ以上)のポリイミド薄膜28で形成される限りにおいて、この第一セット26は、上述の第二セット10と同一、又は類似している。各薄膜28は細切れ片の形態であることが好ましく、図1iに明確に示されるようにこれらの細切れ片は互いに平行に配置されている。したがって、被覆領域30は、より狭い幅を有する細切れ片に連結されることもでき、それは薄膜28のように同じ配列方向に方向付けられている。セット26は決して、所定の点で互いに重ねられた2枚の薄膜28より多くを備えないことが好ましい。図1hの矢印32によって図式的に示されるように、再生領域30は、それらが、第二セット10の再生領域14のように、スタックにおける最後の連接工程の過程で、空気及びガスの透過を可能にするという意味の利点を有する。
【0055】
さらなる情報として、再生領域30の幅”l”、及びポリイミド薄膜28の細切れ片の幅”l’”は上述される通りであり、好ましくは、第二ポリイミド薄膜セットのために選択されたそれらと同一である。さらに、使用されるポリイミド薄膜28は、第一セットの薄膜、すなわち400℃又はそれ以上に達し得る高温に耐えるように選択された薄膜と同じ型であり、例えばそれら薄膜は、特に複合材料と共に予め浸される樹脂層の溶融を確実にする目的でスタックの連接工程の過程で曝される。ここで再び、薄膜28の厚さは、約20〜50μmであることが好ましく、多数のこれら同じ第一薄膜28と同様の配列は、それらが、スタックされた層20のスタック及び最後に配置された成形板の間で接触を妨げ得るように決定される。これを実施するため、図1iに図式的に示されるように、第一セット26は、スタック18の上表面全体を覆って延在するように提供されるだけでなく、それぞれの楔22上にも張り出すように提供され、場合によっては、第一薄膜28によって完全に被覆されることも可能である。図1iに示されるように、細切れ片28の縦方向において、細切れ片は僅かに楔22を越えることが好ましく、これは横断的に配置された他の楔に対する場合ではない。このため、細切れ片28は、本発明の範囲内で横断的に構成されたこれら同一な楔22を被覆しない。
【0056】
前記方向21で考慮される、スタック18の上表面が第一ポリイミド薄膜セット26と全体的に接触する限りにおいて、後に成形されたスタックが、好ましくは航空領域の要求に対応する非常に高い品質の表面を有する上表面を保証することも可能にする。
【0057】
図1hで最も明らかなように、第一セット26の被覆/重複領域30それぞれは、前記方向21で第二セット10の被覆/重複領域14の1つと向かい合って配置される。それでもなお、これらの重複領域14、30をずらす事、すなわちこの同じ方向21で、2枚ずつ互いに向かい合わせて配置させる以外でも重複領域を構成する事が可能である。しかしながら、好ましくは、これらの重複領域14、30は、未だ成形されていない下表面、又は外表面と全て接触したまま、すなわち、スタックされた第一、又は最後の層20と全て接触したままの状態であることが望ましい。
【0058】
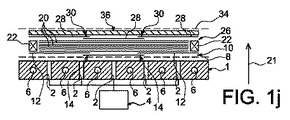
図1jで示されるように、スタック18の連接工程に先立って、コーキング板又はコーキングシートと呼ばれる成形板36を配置させる工程が実施され、この成形板は、例えばステンレス鋼などの従来型の金属材料で製造される。この成形板36は、その下部成形表面がポリイミド薄膜28の第一セット26と接触するようにして、スタック18の上部に配置される。図1jで図式的に示されるように、その寸法は、スタック18の全周に亘って備わる各楔22に対して、場合によっては当接可能な手段として提供される。所望のパネルが実質的に平坦な形状を有していなければならないと考えれば、必然的に、成形板36は、支持具1を形成する板と実質的に平行に配置される。
【0059】
図1jにも示されるように、前記製造方法は、第一排水繊維34を成形板36の上部に配置することによって継続される。必然的に、この第一排水繊維34は、前述された第二排水繊維8によって果たされた役割と同じ役割を有し、これら2枚の繊維8、34間における唯一の差異は、それらがスタック18の下表面、及び前記スタックの上表面にそれぞれ連結されるよう設計されていることである。このため、それは同じ排水特性を有する、同じタイプの繊維であるとすることができる。
【0060】
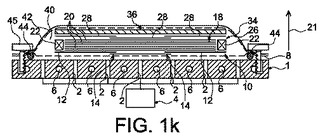
スタック18の連接工程を実施する前に実行される最後の工程は、大理石板1を使用して密閉仕切り空間40を創り出すことから成っており、図1Kで明らかなように、前述の部品全てを覆う密閉ブラダー42を搭載している。これを実施するため、ブラダー42は、後の部品内にネジ締めされた1つ又は数個の位置決めネジを使用して、大理石板1の上でスタック18の全周に亘って嵌め込まれており、このネジ頭45は、同じ板1と接触して存在する密閉装置44を締め付けている。情報として、及び図に示されるように、2枚の排水繊維8、及び34は、ブラダー42とこの同じ密閉装置44との間に排水繊維を配置することによって、位置決めネジ45を介して密閉装置44に嵌め込まれる事もできる。
【0061】
したがって、板1及び密閉ブラダー42が共に密閉仕切り空間40を形成し、繊維状プリプレグ20のスタックはこの仕切り空間内に見受けられ、次いでこのスタック18を全体的に成形することを目的とする、前記連接工程を経ることが出来る。
【0062】
これを実施するため、板1内に配置された貫通したオリフィス2、及び仕切り空間における開口部を使用してこの仕切り空間の内部を減圧することができる、加熱手段6及び負圧手段4を同時に実施する。より詳細には、加熱手段は、スタック18内に400℃前後の温度を加えるように、及びこのスタックの成形に必要な樹脂を溶融するように作動される。当然、上述されたように、前記ポリイミド薄膜20及び28はそのような温度に耐え、連接工程の過程で損傷を受けないように設計されている。オリフィス2を介して仕切り空間40内で減圧が行われるとき、次いでブラダー42が成形板36に圧力を加え、したがって前記成形板はスタック21の方向に対して直角に移動することによって、支持板1に接近する傾向がある。したがって、ブラダー42の動きに基づいてこのように移動することによって、第一ポリイミド薄膜26と接触している板36は、板1に対するスタック方向21において層20の固着を創り出し、次いで、これらの層の成形を行い、これら同じ層におけるプリプレグ樹脂の溶融によって互いに一体化することを意図している。この連接工程は、成形によって形成されたパネルが、前記方向21における所望の厚さ及び楔22の厚さによって上限を定められた任意の割合での厚さを有するまで実施され、このとき、最後のパネルの暑さよりも僅かに小さく提供される。連接工程の最後でこの目標厚さに到達するとき、仕切り空間40はブラダー42を引っ込めることによって開口され、次いで、所望のパネルを形成して得られ、成形されたパネルは金型から離脱されることが出来る。
【0063】
情報として、仕切り空間40はブラダー42を離脱させることで開口され、次いで、所望のパネルを形成して得られた成形されたパネルが金型から離脱されることができる。場合によっては、ポリイミド薄膜12、28を離脱させる必要があっても良く、前記ポリイミド薄膜は形成されたパネルの上、及び/又は下表面に連続して接着する。しかしながら、ポリイミド/耐熱イミド薄膜は通常、スタック18の連接工程の最後で、この工程を実施するために提供された任意のその他部品に接着せず、それら薄膜の離脱は任意特定の問題を有利に構成しない。
【0064】
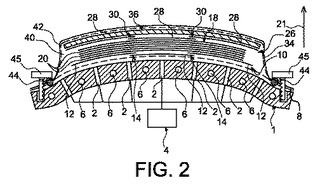
今、図2を参照すると、本発明による第二好適実施形態を理解でき、その目的は、もはや実質的に平坦なパネルを形成する事ではなく、単一、又は二重曲率を有するパネルを形成する事である。
【0065】
情報として、このタイプのパネルは、航空機の機体パネルのように、従来的に航空学領域で使用される。
【0066】
図2は、金型及びスタックが、スタックの連接工程が実施される前に存在しているだけの時の、それらの状態を図示している。それゆえ、本発明の第一好適実施形態の場合において、図1kで示された状態に対応している。
【0067】
この図2で理解できるように、この組立品に繋がる全ての工程は、第一実施形態として図1a〜図1kを参照して説明された工程と同様である。そうは言うものの、この組立品は、使用された金型の特定の部品形状、及び提供されなかった、エッジ効果を抑制する楔の欠如により、第一実施形態で直面した事と異なる。それでもなお、これらは、本発明の範囲内における第一実施形態で説明されたように、同じ方法で構成されることが出来る。
【0068】
したがって、機体パネルに対して単一又は二重曲率を形成する手段として、大理石支持具1は、もはや平坦な板の形態を採るものではなく、パネルの2つの表面の1面に対して、所望のそれに対する補完的な寸法を有する。同様に、成形板36は成形表面を有し、該成形表面は、もはや平坦ではなく、パネル用に製造される必要のある2つの表面の他方の面の成形表面に対して補完的な形状を有する寸法を備える。当然、図2は凹状支持表面、及び板36の凸状成形表面を示しているが、これらの凸状表面及び凹状表面(各々、単一又は二重曲率を有している)間における反転した構成は、本発明の範囲内で検討されることができる。
【0069】
第一実施形態との他の相違点は、スタック18の熱可塑性複合材において、接着力の弱い異なる層20の間で固定する点にある。事実、もしパネル用に追求された単一又は二重曲率が、異なる幅を有する細切れ片の重ね合わせに行き着くのならば、これら細切れ片端部の間での不整合は、それらの全周に亘って連続的に溶接することによる2枚直接連続した細切れ片の固定を妨げる。この問題に直面するため、次いで我々は、全周に亘ってこれらの層を溶接することに代わって、注意深く選択された1つ又は数個の溶接スポットでそれらを溶接することを検討する。引き続くこの方法は、もしスタックにおける最初の層がこの方法で支持具1に固定されることができないならば、スタックにおける二番目のそれから始まる繊維20の各層を固定する為に選択されることが出来る。したがって、この同じ大理石板1に関するスタック18の最初の層の正しい維持を確実にする手段として、板1の支持具表面に対する最初の層20の固着は、手段4を使用して実施される負圧の適用を介して再実施されることができる。事実、これら同じ手段4を使用して吸引が実施されるとき、ブラダー42が支持具1上に配置される前であっても、貫通したオリフィスを介して吸引された空気は、有利に、この同じ大理石支持具1に対するスタック18における最初の層20の固着の原因となる。したがってこれは、スタック18における連接工程を実施する手段として、後に密閉した仕切り空間40内での減圧を提供することを狙う、主たる目的以外の目的の為、負圧適用手段4を使用することができる。
【0070】
本発明の第二好適実施形態におけるその他の特異性は、金型の一部を構成する、成形板36の正確な形状を形成することから成る。事実この板36は、有利に、マイカ、及び樹脂を含む材料で作られており、このことは、特許文献1、又はVON ROLL ISOLA社によって提示された商標であるMIGLASILに基づいて開示されており、最初の加熱中に変形可能な特性、及び一度加熱が完了すると極端に硬化する特性を与える。結果として、この板36は前述の材料で製造されており、要求された最終的な寸法に近づくように粗く実施される。単一又は二重曲率を有するパネル製造の為に、それを最初に使用する間、この実施された板は、前述の方法、すなわち第一ポリイミド薄膜セット26で配置される。次いで、高温で繊維のスタックを連接する工程の過程で、成形板36はスタック18に対して固着しながら変形し、及びこの板36が硬化する焼成温度へ同時に到達するだろう。結果として、正確な最終的な形態を採用する密閉したブラダー42によって掛けられた圧力の効果に基づいて、この板がスタック18に対して全体的に変形するのはたった一度であり、次いで、使用される材料における特定の特性の為、それは後の全ての加熱の間ずっと、持続されることができる。
【0071】
したがって、続く高温での成形工程の間中ずっと、完璧に持続することができるので、非常に正確な曲率を有するこの板36は、同じ金型を使用して連続したパネルを製造するのに使用されることができ、その正確な形状は、最初の焼成の過程で採用される。
【0072】
本発明の範囲内で、その正確な最終形状をそのまま有するように、製造された板を備える事があるいは可能であり、それゆえ、この形状を得るために最初のパネルを製造するのに用いる必要はない。
【0073】
もちろん、説明されている当業者によって様々な変更がなされてもよく、もっぱら実施形態に限定するものではない。
【符号の説明】
【0074】
1 大理石板
10 第二ポリイミド薄膜セット
12 ポリイミド薄膜
14 被覆領域
18 スタック
2 オリフィス
20 繊維状プリプレグ
21 スタック方向
22 楔
24 排水リッジ
26 第一ポリイミド薄膜セット
30 再生領域
4 負圧手段
40 仕切り空間
42 ブラダー
44 密閉装置
45 位置決めねじ
6 冷却液循環流路
8 排水繊維
【技術分野】
【0001】
本発明は、概して複合材料、特に熱可塑性複合材で形成されるパネルの製造方法に関する。情報として、このパネルは実際、PEEK樹脂又はPPS樹脂状熱可塑性基質、及び長炭素繊維を有する複合材料を含んでも良いだけでなく、場合によってエポキシ樹脂熱硬化性基質及び炭素繊維を有する複合材料を含んでも良い。
【0002】
本発明は、好ましくは、約1mm〜20mmの厚さを有するパネルの製造方法に関し、それらパネルは、本発明に対する特定の適用分野である、航空分野において一般的に見受けられる。事実、本発明が対象とする製造方法は、通常65%近い繊維率を有する航空機機体パネルを形成する手段として実施することができる。この為、本発明の実施は、実質的に平坦なパネル、又は航空機機体の構成において従来から使用される、いわゆる単一曲率又は二重曲率パネルの形成を公平にもたらし得る。前述の両方の場合において、本発明による製造方法を実施することで製造されたパネルは必然的に、すぐに組立て可能な機体パネルを形成するために後工程を経ることができ、例えば工程は、形成されたパネル上での連続的な溶接によって、芯材(stiffener)を回復するよう試みることを含んでも良く、これらの補強は、平板を型押しして形成することもできるし、本発明による製造方法によって形成する事もできる。
【背景技術】
【0003】
複合材料でパネルを製造する従来型の方法は、全体的に、2つの連続した工程、すなわち、連接工程が後に続くレイアップ工程、及び成形工程を実施することから成る。
【0004】
レイアップ工程は、例えばそれぞれが細切れ片形態である、樹脂繊維状プリプレグのプライのスタックを形成する事から成り、これはスタック方向に重ね合わされた複数の層又は折り畳み材を形成する事を目的としている。スタックを連接する工程は、スタック上部に配置された成形板を使用してパネルを形成する事から成る。実際この成形板は、加圧/減圧によって、繊維状プリプレグの層によって形成されたユニットをスタックの方向に成形すること、及びスタックに存在する空気とガスとを同時に排出することを可能にし、そのようにして形成されたパネルは、例えば約5%未満という、条件を満たした空隙比を有している。スタックを連接する工程は、例えば滅菌器内にスタックを配置することによって、繊維に対して事前に浸透させる樹脂を溶融させるために、スタックを要求された温度に至らせる手段としてスタックを加熱することで行い、したがって、1つの構成部品で、最終的な成形部品を形成するという目的を有している。
【0005】
従来技術で公知とされる実施形態において、成形板は通常、連接工程の間、繊維のプライのスタックと接触しており、これは形成されたパネルの最終的な品質に悪影響を与え得る。事実、この製造方法によれば、成形板の表面状態は、連接工程の最後に形成されたパネルの上表面で圧痕されるという、大きな危険を有することが最初に指摘されており、これは時々、例えば航空機機体パネルに対する航空学などの、特定の分野で直面する高い表面品質要求との不適合の原因となる可能性がある。
【0006】
さらに、コーキング板、又はコーキングシートとも呼ばれる、スタックと接触するこの成形板は、連接工程の間、このスタックからの十分な排気を妨げる。この制約が、必然的に、形成された部品内での空隙率の出現を自然にもたらし得、これはこの部品の全体的な機械抵抗の弱さと同義である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】白国特許第758263号明細書
【発明の概要】
【課題を解決するための手段】
【0008】
したがって本発明の目的は、従来技術に対して、前述の欠点を解決する複合材料でパネルを製造する方法を提案することである。
【0009】
このため、本発明の対象は、支持具を有する金型を使用して、複合材料でパネルを製造する方法であり、レイアップ工程は、繊維状プリプレグのスタック形成で構成されながら実施され、次いで、このスタックプライの上部に配置された成形板を使用して、パネルを形成することを目的とするスタックの連接工程が続く。本発明によると、前記製造方法は、互いに部分的に被覆する第一ポリイミド薄膜セットが、プライのスタック及び成形板間のプライのスタックスタックと接触して配置されるようにして実施される。
【0010】
したがって、連接工程の間、スタックの上表面と接触して配置されたポリイミド薄膜の光沢ある外観は、形成されたパネルに対して、非常に申し分のない表面状態の形成を有利に可能にし、それは、例えば航空機機体パネルに対する航空学などの、特定の分野でなされる高い表面品質要求に完全に適合する。
【0011】
さらにこの第一ポリイミド薄膜セットは、スタック上表面における、成形板の表面状態の圧痕防止を有利に可能にすることに加え、この組立品は連接工程の間、素晴らしいガス排出法をも有利に可能にする。これは、スタック内部で最初から見受けられる空気及びガスを、ポリイミド薄膜の重複領域を通って予定通り排出することによって説明され、したがって、繊維プライのスタックの方向で、上に向かうガスに対する全体的な密封を確実とはせず、組立品を有利に形成する。
【0012】
したがって、排気が十分に行われ、以前直面した空隙率に関して低い空隙率を有するパネル形成、及び特に良い全体的な機械抵抗特性を与えることを可能にする。
【0013】
本発明の実施に対して使用されたポリイミド薄膜は、当業者が既知とする、芳香族テトラカルボキシリック・ジアンハイドライド、及び芳香族ジアミン間の反応による任意の方法を使用して形成され得る。例えばこれら薄膜の厚さは、30μm前後、より一般的には約20〜50μm間であり得る。
【0014】
情報として、市場で入手可能な、下記薄膜が使用され得る。
−AIRTECH社による、熱イミド50μm薄膜
−RICHMOND社(商品番号UHT750)による、熱イミド50μm薄膜
−KANEKA社(商品番号200AV)による、熱イミド50μm薄膜
【0015】
一般的に、これらの薄膜の薄さのため、その重複/被覆領域は、連接後のスタック表面上に現れる、圧痕による表面上の傷のみを許可し、これらの傷は、表面状態に何ら損傷を与えるものでなく、形成されたパネルの全体的な機械的特性を著しく低下させない。
【0016】
”熱イミド”と称されて使用されたポリイミド薄膜は、必然的に、スタックの連接工程の間、400℃、又はそれ以上に達し得る高温に耐えるように選択される。これらは、最終的なパネルに統合される必要は無く、従ってそれらは、成形されたスタック、又は成形しているスタックの上表面から、例えば剥離によって、簡単に取り外すために提供される。もっとも頻繁に直面する事例において、使用された薄膜は、成形されたスタックの上表面、又は連接工程の最後に成形している板と接着せず、これらポリイミド薄膜の取り外しは、明らかに、任意の特定の問題点を提起しない。
【0017】
前記製造方法は、互いに部分的に被覆する第二ポリイミド薄膜セットが、プライのスタック及び金型支持具間のプライのスタック層と接触して配置されるようにして実施されることが好ましい。
【0018】
したがって、上述の有利な特性、及び成形されたスタックによって構成されたパネルの上表面に形成された有利な特性は、第二ポリイミド薄膜セットによって、このパネルの下表面に対して取得されることができる。事実そのような実施によっては、連接工程の間、スタックの下部が光沢ある外観を被覆するポリイミド薄膜と接触しているので、金型支持具の表面状態はもはや、パネルの下表面で有利に圧痕されるものではない。
【0019】
情報として、本発明の範囲内で、例えこの可能性が当然ながら残っているとしても、繊維プライのスタックの方向に沿って考慮された、第一及び第二ポリイミド薄膜セットの重複領域をずらす、すなわち、この方向に2枚ずつ互いに向かい合う重複領域を構成しないことが望ましい。
【0020】
前記製造方法は、第一排水繊維の成形板上に配置する工程も備えることが好ましく、この工程は、第一繊維がこの成形板と接触して配置され、及びこの同じ成形板によって第一ポリイミド薄膜セットから引き離されるようにして実施され、したがって成形板における2枚の相対する表面が、第一薄膜セット及び第一排水繊維それぞれと接触するという意味を含んでいる。第二排水繊維の金型支持具上での配置という工程も含んでおり、この工程は、第二排水繊維が、最外層部及び第二ポリイミド薄膜セット間における、金型の支持具と接触して配置されるようにして実施される。
【0021】
次いで前述の繊維は、スタック連接工程の間、ガスの十分な排気を可能にし、これは、互いに部分的に重複しているポリイミド薄膜セットに関係している。
【0022】
さらに前記製造方法は、少なくとも1つの楔を配置する工程も備えることが好ましく、これは、スタックの最後の連接工程の間に生じるだろうエッジ効果を制限し、それぞれの楔はこのスタックの一端に沿って配置されている。スタックの周全体に亘ってそのような楔が備わっていることが好ましく、それゆえ材料の節約が可能になる。前述したエッジ効果の積極的な影響は、これらの楔が、横断的な材料の流れを制限できるという事実に起因する。事実、成形工程の間、成形板はスタックを”押圧”している。この押圧効果に基づいて、この温度で非常に流動的である樹脂は、この板の端部方向へ流れる傾向がある。それは前述した楔に対して”当接”しており、コーキング楔とも呼ばれる。成形板がコーキング楔に到達するとき、その接触面上で標準的な応力を発揮する。したがってそれぞれの楔は、褶曲した平面において、樹脂の推進、成形板の標準的な効果、及び大理石板上でのその反応に対して支配されており、それゆえ最後に、一方では成形板、及び他方では大理石板の間での摩擦が生じる。次いでこの摩擦は、樹脂からの応力効果に基づいて、楔が動かないようにしており、それゆえ、最外層の傾き、及び形成されたパネル端部の希薄化を抑制する。
【0023】
エッジ効果を抑制しているそれぞれの楔は、スタック連接工程の最後に、このスタックから形成されるように設計されたパネルの厚さと略同等の厚さを有していることが好ましい。この特異性が、最終的な板の厚さを制御することも有利に可能にしており、それゆえ、楔のそれよりも薄くても良い。情報として、スタック周縁の全ての点における楔の厚さは、最終的なパネルのそれよりも僅かに薄く、例えばそれは、0.1〜0.5mm前後のサイズである。
【0024】
しかしながら、スタック周縁の任意の点における初期(標準)厚さが、最終的なパネルのそれよりも僅かに厚い、例えば0.1〜0.5mm前後のサイズである楔を提供することもまた可能である。そのような場合、これらの楔を、正常な状態で連接する間の圧縮によって変形させることができ、必然的に、所望の厚さを有するパネルを形成することが可能となる。説明に役立つ実施形態として、楔は、例えば691PXシリコンなどの高温エラストマーで製造されることができる。そのような構成に従って、次いで、エッジ効果が完全に解消される。
【0025】
すなわち、エッジ効果を抑制しているそれぞれの楔が、このスタックにおける連接工程の最後に形成された所望のパネルの厚さよりも大きな初期厚さを有し、次いでそれぞれの楔は、連接工程実施の間、成形板による圧縮によって変形されるように、設計、及び構成されている。
【0026】
さらに、エッジ効果を抑制するそれぞれの楔が、複数の排水溝を備える少なくとも1つの表面を備えるようにして実施することが可能であり、さらにスタック連接工程の間、より良くガスを排気するという目的を有している。情報として、これらの溝は、コーキング楔と相対する2つの表面、すなわち成形板と接触する表面、及び支持具としての役割を果たす大理石板と接触する表面に形成されることが好ましい。それらの相対的な位置は、他表面に対して、ある表面を千鳥配列とすることが好ましい。
【0027】
さらにスタックの連接工程は、一方では、支持具によって部分的に形成され、密閉された、そこにスタック及び成形板を配置させる仕切り空間内を減圧することによって、他方では、繊維状プリプレグにおけるこれと同じスタックを加熱することによって実施されることができる。しかしながら、例えこの解決策が、上述された解決策と関連性がないとしても、本発明の範囲内で、代替的に圧力によって繊維のスタックが成形されるようにして実施されても良い。
【0028】
減圧を適用する好適な事例において、金型は密閉した仕切り空間に対して負圧を掛ける手段も含み、この空間は支持具内に提供されたオリフィスを介して連結されており、例えば、大理石、セラミック、チタニウム、又は当業者によって既知とされるその他好適な材料から形成された板の形態を取る。
【0029】
連接工程の間、プリプレグ樹脂を溶融するのに必要とされるスタックの加熱に関して、金型は支持具に統合された加熱手段も含む。さらなる情報として、これらの加熱手段は、電気抵抗、及び/又は冷却液の循環流路の形態を取ることができ、それらは循環流路を製造している間、前述の支持具内で製造される。
【0030】
あるいは金型は、本発明の範囲内で、スタックを所望の温度に至らせる手段として、滅菌器内に配置され得る。しかしながら、レイアップ及びスタックの連接、両方を実施出来るそのような金型は、スタックの工程が、その中のスタックされたもののまだ互いに固定されていないプライに組み込まれた金型を動かす必要無く実施されることができるという利点を有している。事実、そのように金型を動かすという工程は、スタックを形成する層の間で動かすことに比べて危険性を有し、そのような材料で製造されたこれらの層は自然には接着しないので、これらの層が熱可塑性複合材料によって形成されるとき、これら上述の全ての危険性に直面する。
【0031】
前記製造方法は、スタック連接工程の最後に、実質的に平坦なパネルを形成することを意図しており、場合によっては、例えば型押し工程を形成するなど、平坦なパネルが後工程に耐えることを意図することができ、しかしながらこれらの工程は、本発明の対象とする部分ではない。
【0032】
あるいは、前記製造方法は、スタック連接工程の最後に、単一曲率又は二重曲率を有するパネルを形成することを意図している。情報として、単一曲率パネルは”展開可能(developable)”と呼ばれ、及びそれらが平面上で”巻きを解き(unwound)”得ることを意味する母線を有する。他方では、例えば航空機コックピットパネル等の、二重曲率パネルは、”展開可能(developable)”でなく、それゆえ、母線を有さず、すなわちそれらが平面上で”巻きを解く(unwound)”ことができない。事実それらは、例えばパネルの縦方向に第一曲率、及び例えばこの同じパネルの横方向に、第一曲率とは異なる第二曲率を有する。
【0033】
そのような場合、レイアップ工程は、既にスタックされた他の層の上に、繊維状プリプレグの所定の層を配置するようにして実施され、所定の層は、少なくとも1つの溶接スポットを使用して、既にスタックされた少なくとも1つの繊維状プリプレグ層の1枚に固定される。したがってこれは、例えば、互いに良く接着しない熱可塑性複合材の層から形成されるスタックの寸法を維持することを可能にし、互いに連結しているそれぞれの端部における連続する溶接が、特に、常に同じ寸法を有してはいないが連続する層から形成される単一又は二重曲率パネルの製造を含む時に常に実施されており、それゆえ、連続した層における特定の端部間での不整合のため、そのような連続した溶接によって、それらの周縁部全体を覆って2枚ずつ組立てることは不可能である。
【0034】
さらに、スタックにおけるこのスポット溶接技術が、曲率を有するパネルを製造するために使用されることが好ましい一方で、平坦なパネルを製造することも可能である。しかしながら、例えスポット溶接技術が残存していることが好ましいとしても、最新の事例において、連続した層の端部における連続した溶接は、通常、異なるスタックにおける同一寸法が原因となって、見込まれる解決策を構成する。
【0035】
前述されたように、前記製造方法は、航空機機体パネルの製造に好適に適用でき、前記機体パネルは、実質的に平坦、単一曲率、又は二重曲率を有しており、それらは、例えば10m2〜30m2とし得る領域を有している。このため、本発明による製造方法を実施することで形成されるパネルは、組立て準備状態にある機体パネルを形成する手段として、後工程に耐えるようにすることが出来る。例えばこれらの工程は、成形されたパネル上での連続した溶接を介して、芯材を回復することを目的とする工程を含み、これらの補強は、幾つかの平面を型押しすることによって実現されることができ、又は本発明の製造方法によって形成されることができる。
【0036】
本発明のその他利点及び特性は、下記説明に限定することなく、詳細に説明されるだろう。
【0037】
この説明は、添付の図面に関してなされる。
【図面の簡単な説明】
【0038】
【図1a】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1b】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1c】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1d】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1e】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1f】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1g】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1h】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1i】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1j】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図1k】本発明の第一好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、異なる工程を図示している。
【図2】本発明の第二好適実施形態による、複合材料で形成されたパネルの製造方法を実施する過程で行われた、工程を図示している。
【発明を実施するための形態】
【0039】
最初に図1a〜図1kを参照すると、本発明の第一好適実施形態による、複合材料でパネルを製造する方法を実施する過程で行われた、異なる連続した工程を理解できる。この第一実施形態において、形成を望まれるパネルは、実質的に平坦な形状、例えば全体的に正方形又は長方形形状を有し、及び1mm〜20mm間の厚さを有する。情報としてこれは、例えば65%近い繊維率を含む、航空機機体パネルと同じような分野の、航空学における特定の適用分野で使用する。
【0040】
図1aにおいて、この製造方法の実施に使用された金型は、最初に支持具を備え、該支持具は参照番号1を付与された大理石板に連結され得ることを理解できる。この板1は、この大理石板1内に提供される複数の貫通したオリフィス2近傍に沿って延在する平面に対して、垂直に貫通されている。以下でより明白に詳説されるように、貫通したオリフィス2は、従来型の液体連通ネットワーク(図示せず)を使用する負圧手段4に連結され、当業者によって既知とされる任意の形状とすることができる。
【0041】
さらにここで大理石板1は、複数の機械抵抗、又は冷却液循環流路6の形態を取る加熱手段を備え、それらは、支持具としての役割を果たす大理石板1内に一体化して提供される。
【0042】
第一好適実施形態による前記製造方法は、板1の上に排水繊維8を構成することによって開始され、この繊維は次いで、第二織物8と呼ばれる。例えばそれは、HEXCEL FabricS社製の上質なガラス繊維(商品番号2165 Z6040)、又は粗悪なガラス繊維(商品番号7628 TF 970)などのガラス繊維によって、当業者によって既知とされる方法で形成される。図1bに示される第二排水繊維8は、最外層を成形することを目的とする、このスタック層における最外層を連接する工程の過程で、この第二繊維8上に位置するように設計された多量の複合材料層からの排気を確実にすることを可能にし、これは下記でより明確になるだろう。
【0043】
次に、互いに部分的に被覆するポリイミド薄膜セットを配置し、図1cで参照番号10を付与されたこのセットは、次いで第二ポリイミド薄膜セットと呼ばれる。したがって、この第二セット10は、ここでは3枚の、複数のポリイミド薄膜12によって形成され、これらは互いに部分的に被覆し、より詳細には2枚ずつが被覆しており、いわゆる被覆又は重複領域を設ける。好ましくは、各薄膜12は細切れ片の形態で存在し、たとえこれらの細切れ片が、形成されるよう設計されたパネルの縦横方向に対して傾いているとの考慮が代替的に可能であっても、これらの細切れ片は図1dで明確に示されるように互いに平行に配置されている。したがって被覆領域14は、より狭い幅を有する細切れ片に連結されることもでき、それは薄膜12のように同じ配列方向によって方向付けられている。セット10は決して、所定の点で互いに重ねられた2枚の薄膜12より多くを備えないことが好ましい。図1cにおける矢印16によって図示されるように、被覆領域14は、スタックにおける最外層の連結工程の過程で、それらが空気及びガスを透過させることが出来るという利点を有し、それはこれらの同じ領域14で与えられ、セット10の密閉は有利に完全に保証されるものではない。情報として、被覆領域14の幅”l”、及びポリイミド薄膜12の細切れ片の幅”l’”は、パネルの曲率によって変化する。したがって、2m2より小さな総面積を有する平坦なパネルを製造するのに、約254mm(10inch)の幅”l’”を有する細切れ片を使用することが好ましく、平坦なパネルの総面積が2m2より大きい場合、約350mm(13.8inch)の幅”l’”を有する細切れ片を使用することが好ましい。
【0044】
さらに、曲率を有するパネルの場合、細切れ片要素の幅”l’”は、小さな曲率に対して350mm(13.8inch)前後であり、際立った曲率に対して254mm(10inch)前後である。
【0045】
さらに、パネルの寸法に関わらず、被覆領域14の幅”l”は、15mm前後に固定されることが好ましい。
【0046】
耐熱イミドと呼ばれて使用されるポリイミド薄膜12は、400℃、又はそれ以上に達し得る高温に耐えるように選択され、例えばポリイミド薄膜は、特に複合材料と共に予め浸された樹脂層の溶融を確実にすることを目的とするスタックの連接工程の過程などで曝される。これらの薄膜12の厚さは、好ましくは約20〜50μmであり、多数のこれらと同じ第二薄膜12と同様の配列は、薄膜が、最後にスタックされたスタック及び大理石板1の間における接触を阻止し得るように決定される。
【0047】
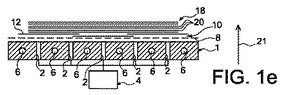
前記製造方法は、複数の繊維状プリプレグ20のスタック18を形成することから成る、レイアップ工程を実行することで継続され、前記スタックは、大理石板1が延在する平面(図示せず)に対して実質的に直角なスタック方向21に沿っている。したがって、例えばPEEK樹脂、又はPPS樹脂熱可塑性基質、及び長炭素繊維を有する熱可塑性複合材で形成されることが好ましい層20は、それゆえこのスタック方向21において互いよりも上側へ配置される。必然的に、スタックを形成する多数のこれら20各々は、パネルの最終的な所望の厚さによって決定される。
【0048】
図1eにおいて、前記方向21で考慮される、このスタック18の下側表面は、第二ポリイミド薄膜セット10と完全に接触していることを理解できる。これによって、後に成形されるスタックに対して、下表面が、航空分野の要求に完全に適合する非常に高い品質を有する表面状態を備えることを確実にすることができる。情報として、繊維状プリプレグ20の層が互いの上側に配列されるので、スタックされた最後の層は、既にスタックされた完成品に固定されることができ、例えばこの固定は、これら各層の端部に配置された1つ又は数個の溶接スポットを使用して行われることが好ましく、これら端部は通常、実質的に正方形、又は長方形を有している。これが、スタック内における異なる層20間の相対的な動きを防止することを可能にし、この動きは事実、熱可塑性複合材において、これら層に接着させた弱い接着力が原因となり起こるようである。本発明の範囲内で、このタイプの維持を確実にする手段として、連続的な溶接が見込まれることも明記される。
【0049】
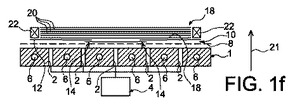
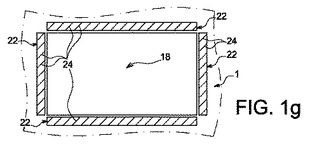
今、図1fを参照すると、前記製造方法は、最後のスタック18の連接工程の過程で生じるであろうエッジ効果を抑制する楔22を配置することで、継続していることを理解できる。これらの楔は、図1gに示されるようにスタック18の全周に亘り提供されることが好ましく、それゆえ、各々がこのスタックの端部長さに平行している。レイアップ工程の実施に先立って支持具1上に代替的に配置されるこれらの楔22は、例えば高温に耐える粘着テープなどのような好適な組立手段を使用して、最後の板1上に固定して維持される。前述の組立品は、最外層と接触している一方で、これらの楔22が、第二排水繊維8、及び第二ポリイミド薄膜セット10の更に上方に配置され得るようにして構成される。
【0050】
前記方向21におけるそれらの寸法と対応するこれら楔の厚さは、このスタック18から形成されるように設計されたパネルの厚さと略同等である。このパネルの厚さは板1に搭載される楔22の厚さよりも小さいとすることは出来ないということを考えれば、この特異性が明らかに、スタック18の成形を目的とする連接工程の制御を可能にする。情報として、この楔の厚さは、形成されるように設計された最後のパネルの厚さよりも、約0.1mm〜0.5mm小さく提供される。
【0051】
さらに、後述されるように、第二排水繊維8及び第一排水繊維と相まって、ガスの十分な排気を確実にする手段として、図1gに図示されるように、各楔22がそれらの上表面、及び/又は下表面に形成される、排水溝、又は排水リッジ24を有する。
【0052】
さらにこれらの楔は、それらの横方向に互いに固定することができ、より正確には、スタックから離れる方向に、例えば支持具1に備わる止め具を使用して固定される。しかしながら、本発明の範囲内で、これらの楔が、支持具1に完全に自由に並進するという事例を提供することも可能である。
【0053】
さらに、厚さが最後のパネルの厚さよりも例えば0.1mm〜0.5mm前後の大きさで僅かに大きい楔を提供することも、一方で可能である。そのような場合、エッジ効果を完全に無くするこれらの楔は、所望の厚さを有するパネルを形成し得る手段として、連接工程の過程で圧縮によって変形可能に提供される。
【0054】
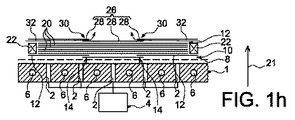
次に、第一ポリイミド薄膜セットと呼ばれるポリイミド薄膜セット26を再び配置し、これらは互いに部分的に被覆する複数の薄膜30で形成される。例えば、互いに部分的に被覆、より詳細には2枚ずつが被覆、又は重複領域を形成する、3枚(又はそれ以上)のポリイミド薄膜28で形成される限りにおいて、この第一セット26は、上述の第二セット10と同一、又は類似している。各薄膜28は細切れ片の形態であることが好ましく、図1iに明確に示されるようにこれらの細切れ片は互いに平行に配置されている。したがって、被覆領域30は、より狭い幅を有する細切れ片に連結されることもでき、それは薄膜28のように同じ配列方向に方向付けられている。セット26は決して、所定の点で互いに重ねられた2枚の薄膜28より多くを備えないことが好ましい。図1hの矢印32によって図式的に示されるように、再生領域30は、それらが、第二セット10の再生領域14のように、スタックにおける最後の連接工程の過程で、空気及びガスの透過を可能にするという意味の利点を有する。
【0055】
さらなる情報として、再生領域30の幅”l”、及びポリイミド薄膜28の細切れ片の幅”l’”は上述される通りであり、好ましくは、第二ポリイミド薄膜セットのために選択されたそれらと同一である。さらに、使用されるポリイミド薄膜28は、第一セットの薄膜、すなわち400℃又はそれ以上に達し得る高温に耐えるように選択された薄膜と同じ型であり、例えばそれら薄膜は、特に複合材料と共に予め浸される樹脂層の溶融を確実にする目的でスタックの連接工程の過程で曝される。ここで再び、薄膜28の厚さは、約20〜50μmであることが好ましく、多数のこれら同じ第一薄膜28と同様の配列は、それらが、スタックされた層20のスタック及び最後に配置された成形板の間で接触を妨げ得るように決定される。これを実施するため、図1iに図式的に示されるように、第一セット26は、スタック18の上表面全体を覆って延在するように提供されるだけでなく、それぞれの楔22上にも張り出すように提供され、場合によっては、第一薄膜28によって完全に被覆されることも可能である。図1iに示されるように、細切れ片28の縦方向において、細切れ片は僅かに楔22を越えることが好ましく、これは横断的に配置された他の楔に対する場合ではない。このため、細切れ片28は、本発明の範囲内で横断的に構成されたこれら同一な楔22を被覆しない。
【0056】
前記方向21で考慮される、スタック18の上表面が第一ポリイミド薄膜セット26と全体的に接触する限りにおいて、後に成形されたスタックが、好ましくは航空領域の要求に対応する非常に高い品質の表面を有する上表面を保証することも可能にする。
【0057】
図1hで最も明らかなように、第一セット26の被覆/重複領域30それぞれは、前記方向21で第二セット10の被覆/重複領域14の1つと向かい合って配置される。それでもなお、これらの重複領域14、30をずらす事、すなわちこの同じ方向21で、2枚ずつ互いに向かい合わせて配置させる以外でも重複領域を構成する事が可能である。しかしながら、好ましくは、これらの重複領域14、30は、未だ成形されていない下表面、又は外表面と全て接触したまま、すなわち、スタックされた第一、又は最後の層20と全て接触したままの状態であることが望ましい。
【0058】
図1jで示されるように、スタック18の連接工程に先立って、コーキング板又はコーキングシートと呼ばれる成形板36を配置させる工程が実施され、この成形板は、例えばステンレス鋼などの従来型の金属材料で製造される。この成形板36は、その下部成形表面がポリイミド薄膜28の第一セット26と接触するようにして、スタック18の上部に配置される。図1jで図式的に示されるように、その寸法は、スタック18の全周に亘って備わる各楔22に対して、場合によっては当接可能な手段として提供される。所望のパネルが実質的に平坦な形状を有していなければならないと考えれば、必然的に、成形板36は、支持具1を形成する板と実質的に平行に配置される。
【0059】
図1jにも示されるように、前記製造方法は、第一排水繊維34を成形板36の上部に配置することによって継続される。必然的に、この第一排水繊維34は、前述された第二排水繊維8によって果たされた役割と同じ役割を有し、これら2枚の繊維8、34間における唯一の差異は、それらがスタック18の下表面、及び前記スタックの上表面にそれぞれ連結されるよう設計されていることである。このため、それは同じ排水特性を有する、同じタイプの繊維であるとすることができる。
【0060】
スタック18の連接工程を実施する前に実行される最後の工程は、大理石板1を使用して密閉仕切り空間40を創り出すことから成っており、図1Kで明らかなように、前述の部品全てを覆う密閉ブラダー42を搭載している。これを実施するため、ブラダー42は、後の部品内にネジ締めされた1つ又は数個の位置決めネジを使用して、大理石板1の上でスタック18の全周に亘って嵌め込まれており、このネジ頭45は、同じ板1と接触して存在する密閉装置44を締め付けている。情報として、及び図に示されるように、2枚の排水繊維8、及び34は、ブラダー42とこの同じ密閉装置44との間に排水繊維を配置することによって、位置決めネジ45を介して密閉装置44に嵌め込まれる事もできる。
【0061】
したがって、板1及び密閉ブラダー42が共に密閉仕切り空間40を形成し、繊維状プリプレグ20のスタックはこの仕切り空間内に見受けられ、次いでこのスタック18を全体的に成形することを目的とする、前記連接工程を経ることが出来る。
【0062】
これを実施するため、板1内に配置された貫通したオリフィス2、及び仕切り空間における開口部を使用してこの仕切り空間の内部を減圧することができる、加熱手段6及び負圧手段4を同時に実施する。より詳細には、加熱手段は、スタック18内に400℃前後の温度を加えるように、及びこのスタックの成形に必要な樹脂を溶融するように作動される。当然、上述されたように、前記ポリイミド薄膜20及び28はそのような温度に耐え、連接工程の過程で損傷を受けないように設計されている。オリフィス2を介して仕切り空間40内で減圧が行われるとき、次いでブラダー42が成形板36に圧力を加え、したがって前記成形板はスタック21の方向に対して直角に移動することによって、支持板1に接近する傾向がある。したがって、ブラダー42の動きに基づいてこのように移動することによって、第一ポリイミド薄膜26と接触している板36は、板1に対するスタック方向21において層20の固着を創り出し、次いで、これらの層の成形を行い、これら同じ層におけるプリプレグ樹脂の溶融によって互いに一体化することを意図している。この連接工程は、成形によって形成されたパネルが、前記方向21における所望の厚さ及び楔22の厚さによって上限を定められた任意の割合での厚さを有するまで実施され、このとき、最後のパネルの暑さよりも僅かに小さく提供される。連接工程の最後でこの目標厚さに到達するとき、仕切り空間40はブラダー42を引っ込めることによって開口され、次いで、所望のパネルを形成して得られ、成形されたパネルは金型から離脱されることが出来る。
【0063】
情報として、仕切り空間40はブラダー42を離脱させることで開口され、次いで、所望のパネルを形成して得られた成形されたパネルが金型から離脱されることができる。場合によっては、ポリイミド薄膜12、28を離脱させる必要があっても良く、前記ポリイミド薄膜は形成されたパネルの上、及び/又は下表面に連続して接着する。しかしながら、ポリイミド/耐熱イミド薄膜は通常、スタック18の連接工程の最後で、この工程を実施するために提供された任意のその他部品に接着せず、それら薄膜の離脱は任意特定の問題を有利に構成しない。
【0064】
今、図2を参照すると、本発明による第二好適実施形態を理解でき、その目的は、もはや実質的に平坦なパネルを形成する事ではなく、単一、又は二重曲率を有するパネルを形成する事である。
【0065】
情報として、このタイプのパネルは、航空機の機体パネルのように、従来的に航空学領域で使用される。
【0066】
図2は、金型及びスタックが、スタックの連接工程が実施される前に存在しているだけの時の、それらの状態を図示している。それゆえ、本発明の第一好適実施形態の場合において、図1kで示された状態に対応している。
【0067】
この図2で理解できるように、この組立品に繋がる全ての工程は、第一実施形態として図1a〜図1kを参照して説明された工程と同様である。そうは言うものの、この組立品は、使用された金型の特定の部品形状、及び提供されなかった、エッジ効果を抑制する楔の欠如により、第一実施形態で直面した事と異なる。それでもなお、これらは、本発明の範囲内における第一実施形態で説明されたように、同じ方法で構成されることが出来る。
【0068】
したがって、機体パネルに対して単一又は二重曲率を形成する手段として、大理石支持具1は、もはや平坦な板の形態を採るものではなく、パネルの2つの表面の1面に対して、所望のそれに対する補完的な寸法を有する。同様に、成形板36は成形表面を有し、該成形表面は、もはや平坦ではなく、パネル用に製造される必要のある2つの表面の他方の面の成形表面に対して補完的な形状を有する寸法を備える。当然、図2は凹状支持表面、及び板36の凸状成形表面を示しているが、これらの凸状表面及び凹状表面(各々、単一又は二重曲率を有している)間における反転した構成は、本発明の範囲内で検討されることができる。
【0069】
第一実施形態との他の相違点は、スタック18の熱可塑性複合材において、接着力の弱い異なる層20の間で固定する点にある。事実、もしパネル用に追求された単一又は二重曲率が、異なる幅を有する細切れ片の重ね合わせに行き着くのならば、これら細切れ片端部の間での不整合は、それらの全周に亘って連続的に溶接することによる2枚直接連続した細切れ片の固定を妨げる。この問題に直面するため、次いで我々は、全周に亘ってこれらの層を溶接することに代わって、注意深く選択された1つ又は数個の溶接スポットでそれらを溶接することを検討する。引き続くこの方法は、もしスタックにおける最初の層がこの方法で支持具1に固定されることができないならば、スタックにおける二番目のそれから始まる繊維20の各層を固定する為に選択されることが出来る。したがって、この同じ大理石板1に関するスタック18の最初の層の正しい維持を確実にする手段として、板1の支持具表面に対する最初の層20の固着は、手段4を使用して実施される負圧の適用を介して再実施されることができる。事実、これら同じ手段4を使用して吸引が実施されるとき、ブラダー42が支持具1上に配置される前であっても、貫通したオリフィスを介して吸引された空気は、有利に、この同じ大理石支持具1に対するスタック18における最初の層20の固着の原因となる。したがってこれは、スタック18における連接工程を実施する手段として、後に密閉した仕切り空間40内での減圧を提供することを狙う、主たる目的以外の目的の為、負圧適用手段4を使用することができる。
【0070】
本発明の第二好適実施形態におけるその他の特異性は、金型の一部を構成する、成形板36の正確な形状を形成することから成る。事実この板36は、有利に、マイカ、及び樹脂を含む材料で作られており、このことは、特許文献1、又はVON ROLL ISOLA社によって提示された商標であるMIGLASILに基づいて開示されており、最初の加熱中に変形可能な特性、及び一度加熱が完了すると極端に硬化する特性を与える。結果として、この板36は前述の材料で製造されており、要求された最終的な寸法に近づくように粗く実施される。単一又は二重曲率を有するパネル製造の為に、それを最初に使用する間、この実施された板は、前述の方法、すなわち第一ポリイミド薄膜セット26で配置される。次いで、高温で繊維のスタックを連接する工程の過程で、成形板36はスタック18に対して固着しながら変形し、及びこの板36が硬化する焼成温度へ同時に到達するだろう。結果として、正確な最終的な形態を採用する密閉したブラダー42によって掛けられた圧力の効果に基づいて、この板がスタック18に対して全体的に変形するのはたった一度であり、次いで、使用される材料における特定の特性の為、それは後の全ての加熱の間ずっと、持続されることができる。
【0071】
したがって、続く高温での成形工程の間中ずっと、完璧に持続することができるので、非常に正確な曲率を有するこの板36は、同じ金型を使用して連続したパネルを製造するのに使用されることができ、その正確な形状は、最初の焼成の過程で採用される。
【0072】
本発明の範囲内で、その正確な最終形状をそのまま有するように、製造された板を備える事があるいは可能であり、それゆえ、この形状を得るために最初のパネルを製造するのに用いる必要はない。
【0073】
もちろん、説明されている当業者によって様々な変更がなされてもよく、もっぱら実施形態に限定するものではない。
【符号の説明】
【0074】
1 大理石板
10 第二ポリイミド薄膜セット
12 ポリイミド薄膜
14 被覆領域
18 スタック
2 オリフィス
20 繊維状プリプレグ
21 スタック方向
22 楔
24 排水リッジ
26 第一ポリイミド薄膜セット
30 再生領域
4 負圧手段
40 仕切り空間
42 ブラダー
44 密閉装置
45 位置決めねじ
6 冷却液循環流路
8 排水繊維
【特許請求の範囲】
【請求項1】
繊維状プリプレグ(20)のスタック(18)を生成することから成る、レイアップ工程を実施し、次いで前記スタック工程の後に、前記スタックの上に配置された成形板(36)を使用して前記パネルを形成する事を目的として前記スタック(18)の連接工程を実施する、支持具(1)を有する金型を使用して複合材でパネルを製造する方法において、
互いに部分的に被覆するポリイミド薄膜(28)の第一セット(26)が、前記スタック及び前記成形板(36)の間で前記スタック(18)と接触して配置されるようにして実施されることを特徴とする、複合材でパネルを製造する方法。
【請求項2】
互いに部分的に被覆するポリイミド薄膜(12)の第二セット(10)が、前記スタック及び前記金型の前記支持具(1)の間で前記スタック(18)と接触して配置されるようにして実施されることを特徴とする請求項1に記載の製造方法。
【請求項3】
第一排水繊維(34)を前記成形板(36)上に配置する工程も含み、該工程は、前記第一繊維(34)が前記成形板(36)と接触して配置され、前記同一の板(36)によって前記ポリイミド薄膜(28)の前記第一セット(26)から離脱されるようにして実施され、第二排水繊維(8)を前記金型の前記支持具(1)上に配置する工程もまた備え、該工程は、前記第二排水繊維(8)が、前記支持具及び前記ポリイミド薄膜(12)の前記第二セット(10)の間で前記金型の前記支持具(1)と接触して配置されるようにして実施されることを特徴とする請求項2に記載の製造方法。
【請求項4】
前記スタックの前記最後の連接工程の過程で生じるであろう、エッジ効果を抑制する少なくとも1つの楔(22)を配置する工程も備え、各楔(22)は前記スタック(18)の縁に沿って配置されることを特徴とする請求項1〜3のいずれか一項に記載の製造方法。
【請求項5】
前記エッジ効果を抑制する各楔(22)が、前記スタックの前記連接工程の最後において前記スタック(18)から形成されるように設計された前記パネルの厚さと、略同等な厚さを有することを特徴とする請求項4に記載の製造方法。
【請求項6】
前記エッジ効果を抑制する各楔(22)が、複数の排水溝(24)を備える少なくとも1つの表面を有することを特徴とする請求項4又は請求項5に記載の製造方法。
【請求項7】
前記エッジ効果を抑制する各楔(22)が、前記スタックの前記連接工程の最後において、前記スタック(18)から形成されるように設計された前記パネルの厚さよりも大きな初期厚さを有し、各楔が、前記連接工程の実施の過程で、前記成形板(36)による圧縮によって変形されるようにして設計、及び配置されることを特徴とする請求項4〜6にいずれか一項に記載の製造方法。
【請求項8】
前記スタック(18)の前記連接工程は、前記支持具(1)によって部分的に形成され、前記スタック(18)及び前記成形板(36)が配置される密閉仕切り空間(40)内に負圧を加えることによって実施され、他方では、前記繊維状プリプレグ(20)のスタック(18)を加熱することによって実施されることを特徴とする請求項1〜8のいずれか一項に記載の製造方法。
【請求項9】
前記金型が、前記支持具(1)内に備わる貫通したオリフィス(2)に連結される密閉仕切り空間(40)に対する負圧適用手段(4)も含むことを特徴とする請求項8に記載の製造方法。
【請求項10】
前記支持具(1)が大理石板の形態を取ることを特徴とする請求項9に記載の製造方法。
【請求項11】
前記金型が、前記繊維状プリプレグ(20)のスタック(18)への加熱手段(6)も備え、前記加熱手段(6)は前記支持具(1)に一体化されることを特徴とする請求項8〜10のいずれか一項に記載の製造方法。
【請求項12】
前記スタックの前記連接工程の最後において、実質的に平坦なパネルを形成するよう設計されることを特徴とする請求項1〜11のいずれか一項に記載の製造方法。
【請求項13】
前記スタックの前記連接工程の最後において、単一曲率を有するパネルを形成するよう設計されることを特徴とする請求項1〜11のいずれか一項に記載の製造方法。
【請求項14】
前記スタックの前記連接工程の最後において、二重曲率を有するパネルを形成するよう設計されることを特徴とする請求項1〜11のいずれか一項に記載の製造方法。
【請求項15】
前記レイアップ工程は、次いで別の既にスタックされた層(20)の上に所定の繊維状プリプレグの層(20)を配置し、前記所定の層(20)が、少なくとも1つの溶接スポットを使用して、既にスタックされた繊維状プリプレグにおける前記層(20)の少なくとも1つに固定されることを特徴とする請求項13又は請求項14に記載の製造方法。
【請求項16】
航空機機体パネルの製造に適用されることを特徴とする請求項1〜15のいずれか一項に記載の製造方法。
【請求項1】
繊維状プリプレグ(20)のスタック(18)を生成することから成る、レイアップ工程を実施し、次いで前記スタック工程の後に、前記スタックの上に配置された成形板(36)を使用して前記パネルを形成する事を目的として前記スタック(18)の連接工程を実施する、支持具(1)を有する金型を使用して複合材でパネルを製造する方法において、
互いに部分的に被覆するポリイミド薄膜(28)の第一セット(26)が、前記スタック及び前記成形板(36)の間で前記スタック(18)と接触して配置されるようにして実施されることを特徴とする、複合材でパネルを製造する方法。
【請求項2】
互いに部分的に被覆するポリイミド薄膜(12)の第二セット(10)が、前記スタック及び前記金型の前記支持具(1)の間で前記スタック(18)と接触して配置されるようにして実施されることを特徴とする請求項1に記載の製造方法。
【請求項3】
第一排水繊維(34)を前記成形板(36)上に配置する工程も含み、該工程は、前記第一繊維(34)が前記成形板(36)と接触して配置され、前記同一の板(36)によって前記ポリイミド薄膜(28)の前記第一セット(26)から離脱されるようにして実施され、第二排水繊維(8)を前記金型の前記支持具(1)上に配置する工程もまた備え、該工程は、前記第二排水繊維(8)が、前記支持具及び前記ポリイミド薄膜(12)の前記第二セット(10)の間で前記金型の前記支持具(1)と接触して配置されるようにして実施されることを特徴とする請求項2に記載の製造方法。
【請求項4】
前記スタックの前記最後の連接工程の過程で生じるであろう、エッジ効果を抑制する少なくとも1つの楔(22)を配置する工程も備え、各楔(22)は前記スタック(18)の縁に沿って配置されることを特徴とする請求項1〜3のいずれか一項に記載の製造方法。
【請求項5】
前記エッジ効果を抑制する各楔(22)が、前記スタックの前記連接工程の最後において前記スタック(18)から形成されるように設計された前記パネルの厚さと、略同等な厚さを有することを特徴とする請求項4に記載の製造方法。
【請求項6】
前記エッジ効果を抑制する各楔(22)が、複数の排水溝(24)を備える少なくとも1つの表面を有することを特徴とする請求項4又は請求項5に記載の製造方法。
【請求項7】
前記エッジ効果を抑制する各楔(22)が、前記スタックの前記連接工程の最後において、前記スタック(18)から形成されるように設計された前記パネルの厚さよりも大きな初期厚さを有し、各楔が、前記連接工程の実施の過程で、前記成形板(36)による圧縮によって変形されるようにして設計、及び配置されることを特徴とする請求項4〜6にいずれか一項に記載の製造方法。
【請求項8】
前記スタック(18)の前記連接工程は、前記支持具(1)によって部分的に形成され、前記スタック(18)及び前記成形板(36)が配置される密閉仕切り空間(40)内に負圧を加えることによって実施され、他方では、前記繊維状プリプレグ(20)のスタック(18)を加熱することによって実施されることを特徴とする請求項1〜8のいずれか一項に記載の製造方法。
【請求項9】
前記金型が、前記支持具(1)内に備わる貫通したオリフィス(2)に連結される密閉仕切り空間(40)に対する負圧適用手段(4)も含むことを特徴とする請求項8に記載の製造方法。
【請求項10】
前記支持具(1)が大理石板の形態を取ることを特徴とする請求項9に記載の製造方法。
【請求項11】
前記金型が、前記繊維状プリプレグ(20)のスタック(18)への加熱手段(6)も備え、前記加熱手段(6)は前記支持具(1)に一体化されることを特徴とする請求項8〜10のいずれか一項に記載の製造方法。
【請求項12】
前記スタックの前記連接工程の最後において、実質的に平坦なパネルを形成するよう設計されることを特徴とする請求項1〜11のいずれか一項に記載の製造方法。
【請求項13】
前記スタックの前記連接工程の最後において、単一曲率を有するパネルを形成するよう設計されることを特徴とする請求項1〜11のいずれか一項に記載の製造方法。
【請求項14】
前記スタックの前記連接工程の最後において、二重曲率を有するパネルを形成するよう設計されることを特徴とする請求項1〜11のいずれか一項に記載の製造方法。
【請求項15】
前記レイアップ工程は、次いで別の既にスタックされた層(20)の上に所定の繊維状プリプレグの層(20)を配置し、前記所定の層(20)が、少なくとも1つの溶接スポットを使用して、既にスタックされた繊維状プリプレグにおける前記層(20)の少なくとも1つに固定されることを特徴とする請求項13又は請求項14に記載の製造方法。
【請求項16】
航空機機体パネルの製造に適用されることを特徴とする請求項1〜15のいずれか一項に記載の製造方法。
【図1a】

【図1b】
【図1c】
【図1d】
【図1e】
【図1f】
【図1g】
【図1h】
【図1i】
【図1j】
【図1k】
【図2】
【図1b】
【図1c】
【図1d】
【図1e】
【図1f】
【図1g】
【図1h】
【図1i】
【図1j】
【図1k】
【図2】
【公表番号】特表2010−503549(P2010−503549A)
【公表日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2009−527824(P2009−527824)
【出願日】平成19年9月13日(2007.9.13)
【国際出願番号】PCT/EP2007/059646
【国際公開番号】WO2008/031866
【国際公開日】平成20年3月20日(2008.3.20)
【出願人】(501446228)エアバス・フランス (93)
【Fターム(参考)】
【公表日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成19年9月13日(2007.9.13)
【国際出願番号】PCT/EP2007/059646
【国際公開番号】WO2008/031866
【国際公開日】平成20年3月20日(2008.3.20)
【出願人】(501446228)エアバス・フランス (93)
【Fターム(参考)】
[ Back to top ]