
熱成形品の製造方法
【課題】保護フィルム付き熱可塑性樹脂板の熱成形において、把持による保護フィルムの剥がれを防止して、保護フィルム付きの熱成形品を有利に製造する。
【解決手段】両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形する。この可動性の把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有している。
【解決手段】両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形する。この可動性の把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、両面に樹脂製の保護フィルムが貼合された熱可塑性樹脂板を熱成形して、保護フィルム付きの熱成形品を製造する方法に関するものである。
【背景技術】
【0002】
熱可塑性樹脂板は、機械加工や熱成形などの二次加工工程を経て、最終製品となるが、この二次加工の際に熱可塑性樹脂表面に傷がつくと、商品価値が著しく低下する。そのため、熱可塑性樹脂板の両面に保護フィルムを貼合して、また製造ないし入手した熱可塑性樹脂板の両面に既に保護フィルムが貼合されている場合はこの保護フィルムを剥がさずに、二次加工を行うことが知られている(例えば特許文献1〜4参照)。そして、この保護フィルムとしては、熱成形の際に熱可塑性樹脂板の変形に追従できることから、例えばポリオレフィン系やポリエステル系などの樹脂製のものが使用されている。
【0003】
【特許文献1】特開昭62−82018号公報
【特許文献2】特開平2−88218号公報
【特許文献3】特開平2−88219号公報
【特許文献4】特開平11−240069号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
樹脂板の熱成形は通常、その周縁部分を把持して、加熱賦型することにより行われる。本発明者は、上記の如き保護フィルム付き樹脂板の熱成形について種々検討を行い、その際、樹脂板の把持手段として、樹脂板を支えるための支持体と、樹脂板を押さえつけるための可動性の把持部材を備えた把持装置を用いたところ、加熱により軟化した保護フィルムが把持部材に密着して、把持を解く際に樹脂表面から剥がれてしまうことがあった。そこで、かかる問題を解消すべく鋭意研究を行った結果、把持部材に特定の表面処理を施すことにより、保護フィルムの剥がれが防止され、保護フィルム付きの熱成形品を有利に製造しうることを見出し、本発明を完成するに至った。
【課題を解決するための手段】
【0005】
すなわち本発明は、両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形することからなり、上記把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有することを特徴とする熱成形品の製造方法を提供するものである。
【発明の効果】
【0006】
本発明によれば、保護フィルム付き熱可塑性樹脂板の熱成形において、保護フィルムの剥がれを防止することができ、保護フィルム付きの熱成形品を有利に製造することができる。
【発明を実施するための最良の形態】
【0007】
以下に本発明を詳細に説明する。本発明の熱成形品の製造方法は、両面に樹脂製の保護フィルムが貼合された熱可塑性樹脂板を熱成形することからなる。
【0008】
熱可塑性樹脂板としては、例えば、ポリスチレン樹脂、ポリ塩化ビニル樹脂、アクリロニトリル−スチレン共重合樹脂、メタクリル酸メチル−スチレン共重合樹脂、アクリロニトリル−ブタジエン−スチレン共重合樹脂、ポリカーボネート樹脂、アクリル樹脂などの各種熱可塑性樹脂の板が用いられる。この熱可塑性樹脂板の厚みは、通常1〜15mm程度である。
【0009】
熱可塑性樹脂板の両面を保護するために貼合される樹脂フィルムとしては、例えば、ポリエチレンフィルムやポリプロピレンフィルムのようなポリオレフィン系フィルム、ポリエチレンテレフタレートフィルムのようなポリエステル系フィルム、あるいはこれらの積層フィルムなどが好適である。この樹脂フィルムの厚みは、通常5〜150μm、好ましくは40〜90μmである。この樹脂フィルムがあまり薄いと、熱可塑性樹脂表面を保護する効果が得られ難く、あまり厚いと、コスト高となる。この樹脂フィルムは、例えば、インフレーション法やTダイ押出法などで連続的に製造することができる。
【0010】
樹脂フィルムの貼合面には通常、接着層が設けられるか、コロナ処理等の密着性向上のための処理が施される。接着層に用いられる材料としては、例えば、エチレン−酢酸ビニル共重合体(EVA)、超低密度ポリエチレン(VLDPE)、線状低密度ポリエチレン(LLDPE)のような低融点の熱可塑性樹脂に、水添テルペン樹脂、テルペン樹脂、テルペンフェノール樹脂、石油樹脂のような粘着付与剤を添加した接着剤などが挙げられる。接着層の厚みは、通常10〜50μm程度である。
【0011】
本発明では、上記の如き熱可塑性樹脂板の両面に樹脂フィルムが貼合されてなる保護フィルム付きの樹脂板を熱成形して、保護フィルム付きの熱成形品を製造するが、その際、樹脂板の一部、例えば周縁部分を把持するための手段として、樹脂板を支えるための支持体と、樹脂板を押さえつけるための可動性の把持部材を備えた把持装置を用い、この支持体と把持部材の間に樹脂板を挟んで固定する。このとき、把持部材として、一般的な鉄鋼製のものを用いると、加熱により軟化した保護フィルムが把持部材に密着して、把持を解く際に樹脂表面から剥がれてしまうことがある。そこで、把持部材として、少なくとも保護フィルムと接触する箇所に、炭化チタン(TiC)、窒化チタン(TiN)、炭化窒化チタン(TiCN)又は炭化タングステン(W2C、WC)からなる表面被膜を有するものを使用する。かかる特定の表面処理が施された把持部材を使用して上記把持装置を構成することにより、保護フィルムが把持部材に密着し難くなり、保護フィルムの剥がれを防ぐことができる。
【0012】
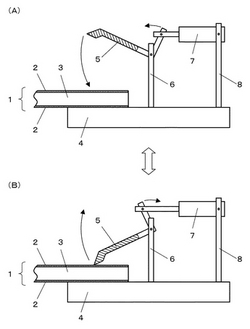
本発明に好適に用いることができる把持装置の例を、図1に基づいて説明する。図1は、シューマンクランプ方式と称される把持装置の側面図であり、(A)は、保護フィルム付き樹脂板1を把持する前ないし把持を解放した後の状態を示し、(B)は、保護フィルム付き樹脂板1を把持した状態を示している。すなわち、図1(A)に示すように、熱可塑性樹脂板3の両面に樹脂製保護フィルム2,2が貼合されてなる保護フィルム付き樹脂板1は、まず、その端辺に近い部分が、支持体である底面支持板4の上に置かれ、次いで、上面側から把持部材5により押さえつけられて、把持される。ここで、把持部材5は、支軸6により回転可能に支持されており、その作動手段として、エアーシリンダー7が備えられている。エアーシリンダー7は、支軸8により揺動可能に支持されており、加圧エアーにより駆動して、把持部材5を下矢印方向に回転移動させる。
【0013】
こうして、図1(B)に示すように把持された保護フィルム付き樹脂板1は、この状態で加熱賦型に付され、次いで、エアーシリンダー7の加圧を解いて、把持部材5を上矢印方向に回転移動させ、把持を解放する。このとき、把持部材5は、斜線部で示すように、保護フィルム付き樹脂板1との接触箇所に炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有しているので、保護フィルム2は、熱軟化しても把持部材5に密着し難く、熱可塑性樹脂板3から剥がれ難くなっている。
【0014】
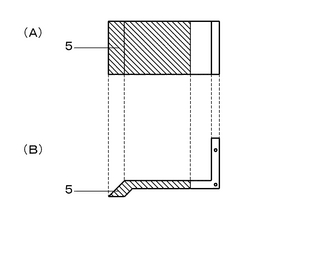
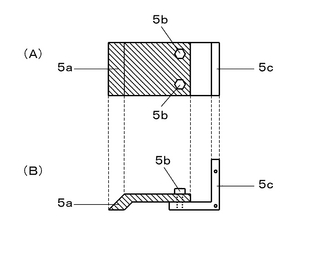
なお、図1では、1個の把持部材5の作動手段として、1個のエアーシリンダー6を用いた例を示したが、複数箇所で把持を行う場合は、1個のエアーシリンダー6を複数個の把持部材5の作動手段として共用してもよい。また、図1では、把持部材5として、図2の上面図(A)及び側面図(B)に示される如き、曲げ板状の部材の一部表面(斜線部)に被膜が形成された例を示したが、この把持部材5は複数の部材から構成されてもよい。例えば、図3の上面図(A)及び側面図(B)に示される如き、被膜が形成されていない曲げ板状の部材5cに、略全面に被膜が形成された部材5aを、ネジ5bなどにより固定したものであってもよい。
【0015】
把持部材は、具体的には、鉄鋼材料を母材とし、その表面に蒸着法により、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンの被膜を形成したものであることができる。母材の鉄鋼材料の例としては、材料記号で表すと、SK、SKS、SKD、SKH、SUSなどが挙げられる。また、蒸着法としては、高温又は低温の化学蒸着法(CVD法)や物理蒸着法(PVD法)を採用することができる。
【0016】
高温化学蒸着法は、900〜1050℃程度の加熱下に、原料ガスを反応させて、母材表面上に反応生成物の被膜を形成する方法で、炭化チタン被膜や炭化窒化チタン被膜の形成に有利に採用される。低温化学蒸着法は、300〜500℃程度の加熱下に、原料ガスを反応させて、母材表面上に反応生成物の被膜を形成する方法で、炭化タングステン被膜の形成に有利に採用される。また、物理蒸着法は、電子ビームで金属を溶融、蒸発させ、この金属蒸気と窒素やアセチレンの如き反応ガスをプラズマで正イオン化して、これを負の電圧を印加した母材に引き寄せて被膜を形成する方法で、窒化チタン被膜や炭化窒化チタン被膜の形成に有利に採用される。
【0017】
なお、保護フィルム付き樹脂板を支えるための支持体としては、通常、上記把持部材の母材の如き、鉄鋼製のものが用いられるが、表面被膜の形成は任意である。これは、支持体も把持部材同様、把持の際、保護フィルムと接触して押圧されるが、把持部材に比べて保護フィルムとの接触面積が大きいため、単位面積あたりの押圧力が小さく、保護フィルムが密着し難いからである。もちろん、必要に応じて支持体にも、上記把持部材と同様に表面被膜を形成してもよい。
【0018】
以上説明した把持装置により保護フィルム付き樹脂板を把持して、熱成形することにより、保護フィルム付きの熱成形品が得られる。熱成形の方法としては、例えば、真空成形法や圧空成形法などが挙げられ、さらにプラグアシストや予張ブローを組み合わせて行ってもよい。具体的な熱成形品の例としては、バスタブや洗面ボールなどが挙げられる。
【実施例】
【0019】
本発明で規定する把持部材の表面被膜の重要性を説明するために、熱成形は行わずに、図1に示す把持装置を用いて、保護フィルム付き樹脂板の把持、加熱及び把持の開放を繰り返した例を、以下に示す。保護フィルム付き樹脂板には、アクリル樹脂板〔住友化学工業(株)製の“スミペックス SA”;厚さ5mm〕の両面に樹脂製保護フィルム〔東レ合成フィルム(株)製の“7461−#70”;厚さ70μm〕が貼合されたものを使用した。
【0020】
実験例1
把持部材5として、SK5を母材とし、その表面に窒化チタン被膜が物理蒸着法により形成されたものを用いた。保護フィルム付き樹脂板1を底面支持板4の上に置き、エアーゲージ圧0.45MPaでエアーシリンダー7を加圧して把持部材5を押しつけ、保護フィルム付き樹脂板1を把持した。次いで、この樹脂板1を遠赤外線ヒーターで200℃まで加熱した後、60℃まで冷却して把持を解放し、さらにこれら把持、加熱及び把持の開放の一連の操作を、保護フィルム付き樹脂板1はその都度交換しながら繰り返し行い、樹脂製保護フィルム2の剥離の有無を観察した。その結果、24回繰り返しても(計25回)、把持部周辺その他に樹脂製保護フィルム2の剥離は見られなかった。
【0021】
比較実験例1
把持部材5として、SK5製のもの(表面被膜なし)を用いた以外は、実験例1と同様に行った。その結果、2回繰り返した時点で(計3回)、把持部周辺に樹脂製保護フィルム2の剥離が見られた。
【図面の簡単な説明】
【0022】
【図1】把持装置の一例を模式的に示す側面図であり、(A)は把持開放状態を表し、(B)は把持状態を表す。
【図2】図1に示される把持部材の例を模式的に示す上面図(A)及び側面図(B)である。
【図3】把持部材の別の例を模式的に示す上面図(A)及び側面図(B)である。
【符号の説明】
【0023】
1……保護フィルム付き樹脂板、
2……樹脂製保護フィルム、
3……熱可塑性樹脂板、
4……底面支持板、
5……把持部材、
6……把持部材支軸、
7……エアーシリンダー、
8……エアーシリンダー支軸。
【技術分野】
【0001】
本発明は、両面に樹脂製の保護フィルムが貼合された熱可塑性樹脂板を熱成形して、保護フィルム付きの熱成形品を製造する方法に関するものである。
【背景技術】
【0002】
熱可塑性樹脂板は、機械加工や熱成形などの二次加工工程を経て、最終製品となるが、この二次加工の際に熱可塑性樹脂表面に傷がつくと、商品価値が著しく低下する。そのため、熱可塑性樹脂板の両面に保護フィルムを貼合して、また製造ないし入手した熱可塑性樹脂板の両面に既に保護フィルムが貼合されている場合はこの保護フィルムを剥がさずに、二次加工を行うことが知られている(例えば特許文献1〜4参照)。そして、この保護フィルムとしては、熱成形の際に熱可塑性樹脂板の変形に追従できることから、例えばポリオレフィン系やポリエステル系などの樹脂製のものが使用されている。
【0003】
【特許文献1】特開昭62−82018号公報
【特許文献2】特開平2−88218号公報
【特許文献3】特開平2−88219号公報
【特許文献4】特開平11−240069号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
樹脂板の熱成形は通常、その周縁部分を把持して、加熱賦型することにより行われる。本発明者は、上記の如き保護フィルム付き樹脂板の熱成形について種々検討を行い、その際、樹脂板の把持手段として、樹脂板を支えるための支持体と、樹脂板を押さえつけるための可動性の把持部材を備えた把持装置を用いたところ、加熱により軟化した保護フィルムが把持部材に密着して、把持を解く際に樹脂表面から剥がれてしまうことがあった。そこで、かかる問題を解消すべく鋭意研究を行った結果、把持部材に特定の表面処理を施すことにより、保護フィルムの剥がれが防止され、保護フィルム付きの熱成形品を有利に製造しうることを見出し、本発明を完成するに至った。
【課題を解決するための手段】
【0005】
すなわち本発明は、両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形することからなり、上記把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有することを特徴とする熱成形品の製造方法を提供するものである。
【発明の効果】
【0006】
本発明によれば、保護フィルム付き熱可塑性樹脂板の熱成形において、保護フィルムの剥がれを防止することができ、保護フィルム付きの熱成形品を有利に製造することができる。
【発明を実施するための最良の形態】
【0007】
以下に本発明を詳細に説明する。本発明の熱成形品の製造方法は、両面に樹脂製の保護フィルムが貼合された熱可塑性樹脂板を熱成形することからなる。
【0008】
熱可塑性樹脂板としては、例えば、ポリスチレン樹脂、ポリ塩化ビニル樹脂、アクリロニトリル−スチレン共重合樹脂、メタクリル酸メチル−スチレン共重合樹脂、アクリロニトリル−ブタジエン−スチレン共重合樹脂、ポリカーボネート樹脂、アクリル樹脂などの各種熱可塑性樹脂の板が用いられる。この熱可塑性樹脂板の厚みは、通常1〜15mm程度である。
【0009】
熱可塑性樹脂板の両面を保護するために貼合される樹脂フィルムとしては、例えば、ポリエチレンフィルムやポリプロピレンフィルムのようなポリオレフィン系フィルム、ポリエチレンテレフタレートフィルムのようなポリエステル系フィルム、あるいはこれらの積層フィルムなどが好適である。この樹脂フィルムの厚みは、通常5〜150μm、好ましくは40〜90μmである。この樹脂フィルムがあまり薄いと、熱可塑性樹脂表面を保護する効果が得られ難く、あまり厚いと、コスト高となる。この樹脂フィルムは、例えば、インフレーション法やTダイ押出法などで連続的に製造することができる。
【0010】
樹脂フィルムの貼合面には通常、接着層が設けられるか、コロナ処理等の密着性向上のための処理が施される。接着層に用いられる材料としては、例えば、エチレン−酢酸ビニル共重合体(EVA)、超低密度ポリエチレン(VLDPE)、線状低密度ポリエチレン(LLDPE)のような低融点の熱可塑性樹脂に、水添テルペン樹脂、テルペン樹脂、テルペンフェノール樹脂、石油樹脂のような粘着付与剤を添加した接着剤などが挙げられる。接着層の厚みは、通常10〜50μm程度である。
【0011】
本発明では、上記の如き熱可塑性樹脂板の両面に樹脂フィルムが貼合されてなる保護フィルム付きの樹脂板を熱成形して、保護フィルム付きの熱成形品を製造するが、その際、樹脂板の一部、例えば周縁部分を把持するための手段として、樹脂板を支えるための支持体と、樹脂板を押さえつけるための可動性の把持部材を備えた把持装置を用い、この支持体と把持部材の間に樹脂板を挟んで固定する。このとき、把持部材として、一般的な鉄鋼製のものを用いると、加熱により軟化した保護フィルムが把持部材に密着して、把持を解く際に樹脂表面から剥がれてしまうことがある。そこで、把持部材として、少なくとも保護フィルムと接触する箇所に、炭化チタン(TiC)、窒化チタン(TiN)、炭化窒化チタン(TiCN)又は炭化タングステン(W2C、WC)からなる表面被膜を有するものを使用する。かかる特定の表面処理が施された把持部材を使用して上記把持装置を構成することにより、保護フィルムが把持部材に密着し難くなり、保護フィルムの剥がれを防ぐことができる。
【0012】
本発明に好適に用いることができる把持装置の例を、図1に基づいて説明する。図1は、シューマンクランプ方式と称される把持装置の側面図であり、(A)は、保護フィルム付き樹脂板1を把持する前ないし把持を解放した後の状態を示し、(B)は、保護フィルム付き樹脂板1を把持した状態を示している。すなわち、図1(A)に示すように、熱可塑性樹脂板3の両面に樹脂製保護フィルム2,2が貼合されてなる保護フィルム付き樹脂板1は、まず、その端辺に近い部分が、支持体である底面支持板4の上に置かれ、次いで、上面側から把持部材5により押さえつけられて、把持される。ここで、把持部材5は、支軸6により回転可能に支持されており、その作動手段として、エアーシリンダー7が備えられている。エアーシリンダー7は、支軸8により揺動可能に支持されており、加圧エアーにより駆動して、把持部材5を下矢印方向に回転移動させる。
【0013】
こうして、図1(B)に示すように把持された保護フィルム付き樹脂板1は、この状態で加熱賦型に付され、次いで、エアーシリンダー7の加圧を解いて、把持部材5を上矢印方向に回転移動させ、把持を解放する。このとき、把持部材5は、斜線部で示すように、保護フィルム付き樹脂板1との接触箇所に炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有しているので、保護フィルム2は、熱軟化しても把持部材5に密着し難く、熱可塑性樹脂板3から剥がれ難くなっている。
【0014】
なお、図1では、1個の把持部材5の作動手段として、1個のエアーシリンダー6を用いた例を示したが、複数箇所で把持を行う場合は、1個のエアーシリンダー6を複数個の把持部材5の作動手段として共用してもよい。また、図1では、把持部材5として、図2の上面図(A)及び側面図(B)に示される如き、曲げ板状の部材の一部表面(斜線部)に被膜が形成された例を示したが、この把持部材5は複数の部材から構成されてもよい。例えば、図3の上面図(A)及び側面図(B)に示される如き、被膜が形成されていない曲げ板状の部材5cに、略全面に被膜が形成された部材5aを、ネジ5bなどにより固定したものであってもよい。
【0015】
把持部材は、具体的には、鉄鋼材料を母材とし、その表面に蒸着法により、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンの被膜を形成したものであることができる。母材の鉄鋼材料の例としては、材料記号で表すと、SK、SKS、SKD、SKH、SUSなどが挙げられる。また、蒸着法としては、高温又は低温の化学蒸着法(CVD法)や物理蒸着法(PVD法)を採用することができる。
【0016】
高温化学蒸着法は、900〜1050℃程度の加熱下に、原料ガスを反応させて、母材表面上に反応生成物の被膜を形成する方法で、炭化チタン被膜や炭化窒化チタン被膜の形成に有利に採用される。低温化学蒸着法は、300〜500℃程度の加熱下に、原料ガスを反応させて、母材表面上に反応生成物の被膜を形成する方法で、炭化タングステン被膜の形成に有利に採用される。また、物理蒸着法は、電子ビームで金属を溶融、蒸発させ、この金属蒸気と窒素やアセチレンの如き反応ガスをプラズマで正イオン化して、これを負の電圧を印加した母材に引き寄せて被膜を形成する方法で、窒化チタン被膜や炭化窒化チタン被膜の形成に有利に採用される。
【0017】
なお、保護フィルム付き樹脂板を支えるための支持体としては、通常、上記把持部材の母材の如き、鉄鋼製のものが用いられるが、表面被膜の形成は任意である。これは、支持体も把持部材同様、把持の際、保護フィルムと接触して押圧されるが、把持部材に比べて保護フィルムとの接触面積が大きいため、単位面積あたりの押圧力が小さく、保護フィルムが密着し難いからである。もちろん、必要に応じて支持体にも、上記把持部材と同様に表面被膜を形成してもよい。
【0018】
以上説明した把持装置により保護フィルム付き樹脂板を把持して、熱成形することにより、保護フィルム付きの熱成形品が得られる。熱成形の方法としては、例えば、真空成形法や圧空成形法などが挙げられ、さらにプラグアシストや予張ブローを組み合わせて行ってもよい。具体的な熱成形品の例としては、バスタブや洗面ボールなどが挙げられる。
【実施例】
【0019】
本発明で規定する把持部材の表面被膜の重要性を説明するために、熱成形は行わずに、図1に示す把持装置を用いて、保護フィルム付き樹脂板の把持、加熱及び把持の開放を繰り返した例を、以下に示す。保護フィルム付き樹脂板には、アクリル樹脂板〔住友化学工業(株)製の“スミペックス SA”;厚さ5mm〕の両面に樹脂製保護フィルム〔東レ合成フィルム(株)製の“7461−#70”;厚さ70μm〕が貼合されたものを使用した。
【0020】
実験例1
把持部材5として、SK5を母材とし、その表面に窒化チタン被膜が物理蒸着法により形成されたものを用いた。保護フィルム付き樹脂板1を底面支持板4の上に置き、エアーゲージ圧0.45MPaでエアーシリンダー7を加圧して把持部材5を押しつけ、保護フィルム付き樹脂板1を把持した。次いで、この樹脂板1を遠赤外線ヒーターで200℃まで加熱した後、60℃まで冷却して把持を解放し、さらにこれら把持、加熱及び把持の開放の一連の操作を、保護フィルム付き樹脂板1はその都度交換しながら繰り返し行い、樹脂製保護フィルム2の剥離の有無を観察した。その結果、24回繰り返しても(計25回)、把持部周辺その他に樹脂製保護フィルム2の剥離は見られなかった。
【0021】
比較実験例1
把持部材5として、SK5製のもの(表面被膜なし)を用いた以外は、実験例1と同様に行った。その結果、2回繰り返した時点で(計3回)、把持部周辺に樹脂製保護フィルム2の剥離が見られた。
【図面の簡単な説明】
【0022】
【図1】把持装置の一例を模式的に示す側面図であり、(A)は把持開放状態を表し、(B)は把持状態を表す。
【図2】図1に示される把持部材の例を模式的に示す上面図(A)及び側面図(B)である。
【図3】把持部材の別の例を模式的に示す上面図(A)及び側面図(B)である。
【符号の説明】
【0023】
1……保護フィルム付き樹脂板、
2……樹脂製保護フィルム、
3……熱可塑性樹脂板、
4……底面支持板、
5……把持部材、
6……把持部材支軸、
7……エアーシリンダー、
8……エアーシリンダー支軸。
【特許請求の範囲】
【請求項1】
両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形することからなり、上記把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有することを特徴とする熱成形品の製造方法。
【請求項1】
両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形することからなり、上記把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有することを特徴とする熱成形品の製造方法。
【図1】



【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−103253(P2006−103253A)
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願番号】特願2004−295800(P2004−295800)
【出願日】平成16年10月8日(2004.10.8)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願日】平成16年10月8日(2004.10.8)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]