
熱成形用積層シートの成形方法
【課題】 金属調の光沢を有する装飾層による高い光沢値を活かして装飾性に優れる成形品を得ることが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】 半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、
金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させる。
【解決手段】 半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、
金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属調の光沢を有する装飾層を備えた熱成形用積層シートの成形方法に関し、特に自動車内外装部品、家電用部品、建材用部品などの装飾に有用な、外装塗装不要の成形方法に関する。
【背景技術】
【0002】
従来、装飾用途の自動車内外装部品、家電用部品、建材用部品などは、射出成形、真空成形やインモールド成形等の成形加工を施した後、成形品表面をスプレー塗装などで塗料を塗布し、乾燥・加熱硬化させ、成形品の表面保護や着色、装飾等の意匠性を付与することが広く行われている。特に、金属調の意匠を要求される場合は、顔料の練り込みの困難さ、顔料流れ跡が目立ちやすいなどの理由で、着色法より塗装法が採用されることが多い。塗装法の場合、塗膜を焼付け、架橋させれば、表面保護の効果も期待できる。
【0003】
しかしながら、塗装法は、揮発性有機溶剤の排出に対する作業環境の問題や、成形品ごとの塗布、乾燥、加熱硬化等の作業行程と生産設備が必要となり、生産性が低い問題が有る。また、現在の塗料は揮発性有機溶剤を用いるものが主流であるため、揮発性有機溶剤の排出に対する作業環境保護、外部環境保護の観点から、水系塗料あるいは粉体塗料を使用する等の無溶剤化が図られているが、金属調の意匠の表現は現状では困難である。
これに対し、塗料を使用する代りに成形性支持樹脂層を積層した着色シートを、射出成形時に一体化して成形する方法が紹介されている。この方法によれば、金属調意匠の樹脂成形部材を無溶剤で製造することが可能である。
【0004】
光沢値の高い金属調の意匠性を有するシートとしては、アルミ蒸着したポリエチレンテレフタレートフィルムやポリプロピレンフィルム等をドライラミネートした積層シートが知られている。また、鱗片状でかつ表面が平滑なアルミニウム粒子を含有するアクリレート系エマルジョン層を有する積層シートが記載されている(例えば特許文献1参照)。
しかしながら、これらのシートは平面として金属調意匠を有しているものの、蒸着面に展延性が十分にないため、真空成形またはインモールド成形等の成形加工を施した場合に、割れや光沢のムラを生ずる等、金属調の装飾層の意匠性の保持が不十分であった。
【0005】
また、金属薄膜細片を結着樹脂ワニス中に分散したインキ皮膜を有する積層シートを用いることが提案されている(例えば特許文献2参照)。この方法によれば、高い光沢値を持つシートが作製可能でかつ熱成形時の展延性を改善することができる。しかしながら、真空成形時の加熱によりシート自体の光沢値が大幅に低下し、加熱前の良好な光沢を維持した成形体を得ることが出来ない問題があった。
【0006】
近年、成形加工時に意匠性を有する軟質な熱可塑性樹脂からなる加飾用積層シートを供し、成形品表面に該加飾用積層シートを貼り合わせ、意匠性を有する被覆成型品を得る方法が数多く提案されている。加飾用シートは熱成形時の立体変形に追従できるような熱可塑性樹脂で構成されているので、成形時の塗膜の割れや破れ、剥離が生じるなどの問題はなく、塗装工程がないので作業環境や生産性に優れる。しかし、表面硬度に限界があり、耐擦傷性や耐溶剤性などに劣るといった問題が有った。
【0007】
この問題を解決するため、表面層に硬化性樹脂層を有する加飾用積層シートを使用し、成形加工後硬化させ、被覆成型品を得る方法が開発されている。この方法は、成形加工時の段階では表面層である硬化性樹脂層は未硬化のため延伸性が高く、また成形品を被覆した後は硬化性樹脂層を硬化させるので、得られる成型品表面は、高硬度で耐擦傷性に優れる。
しかし、成形時の熱により未硬化の硬化性樹脂が金型表面に付着し易く、その結果加飾用積層シートと一体化した成形品の外観が損なわれる恐れがあった。また、付着物を金型から除去しなければならず生産性が悪いといった問題もあった。
【0008】
成形前に、表面層である硬化性樹脂層を一部架橋させておき、成形加工後に再度硬化させる加飾用積層シートが開発されている。(例えば、特許文献3、4参照)これは、UV樹脂と熱硬化性樹脂との混合物を使用し、成形前に熱硬化性樹脂成分を架橋させておき(半硬化状態)、成形後UV照射してUV硬化樹脂成分を架橋させるものである。これにより、付着物が金型に付着する問題は解決できる。しかし、成形後UV照射を行う必要があるので煩雑であることや、UV硬化性樹脂と熱硬化性樹脂とが相溶しずらいといった問題、あるいは、UV硬化性樹脂成分は一般に伸び率が低く成形時に割れ等が発生するといった問題があった。
【0009】
UV硬化方法を使用せず、熱硬化方法のみを利用する表面層を有する加飾用積層シートとしては、例えば特許文献5が知られている。これは、水酸基、アミノ基又はカルボキシル基を有する反応性アクリル樹脂と、ブロックイソシアネートとを主成分とした熱硬化性樹脂を表面層に有するシートであり、成形前に一部熱により架橋をさせておき、成形後熱硬化させる。しかし、真空成形やインモールド成形直前の高温加熱により硬化反応が進行しすぎ、成形時に該積層シートが延びることができず、特に該クリアー層に割れや剥離を起こし易いといった問題や、加熱時、ブロックイソシアネート基からフェノール類、有機カルポン酸等のマスク剤が脱離して金型や成形品表面に付着し、成形体の外観不良や表面光沢の低下を招くといった問題があった。
【特許文献1】特開平5−111991号公報
【特許文献2】特開2002−46230号公報
【特許文献3】特開2000−117925号公報
【特許文献4】特開2004−1350号公報
【特許文献5】特開平3−157414号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、金属調の光沢を有する装飾層による高い光沢値を活かして装飾性に優れる成形品を得ることが可能な熱成形用積層シートの成形方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明の熱成形用積層シートの成形方法は、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させることを特徴とする。
【発明の効果】
【0012】
本発明により、表面に凹凸の模様が転写されたトップコート層を通して装飾層の金属調の光沢が視認され、両者の視覚的効果が相まって、外観や表面光沢、意匠性に優れる成形品が得られる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の熱成形用積層シートの成形方法について詳しく説明する。
本発明では、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、好ましく用いることができる。
また、本発明では、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを用いることもできる。
【0014】
〔トップコート層(A)〕
本発明においてトップコート層(A)とは、シートのプレス成形(マッチモールド成形)において最表面となる層のことである。
本発明で使用する半硬化状態のトップコート層(A)は、熱硬化可能な成分を部分的に硬化させたものであり、プレス成形時の加熱で熱硬化の反応率が上昇し、充分な特性が得られる硬化状態になるものをいう。
【0015】
半硬化状態のトップコート層(A)としては、詳しくは後述するが、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜73%の範囲で半硬化させた層が好適である。
【0016】
本発明で用いられる「2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂」(以下これを熱可塑性樹脂Aと略称する場合がある。)において、熱可塑性樹脂とは、アクリル系重合体やフルオロオレフィン系重合体に代表されるビニル系重合体、ポリエステル、アルキッド樹脂、ポリウレタンなどの重合体が挙げられる。中でも、ビニル系重合体が成形性と成形品の物性バランスが良好な点で特に好ましい。
【0017】
(熱可塑性樹脂A)
前記熱可塑性樹脂Aは、公知の方法で単独重合または共重合させて得られる。例えば、熱可塑性樹脂Aがビニル系重合体である場合、2級水酸基を有するビニル系単量体を公知の方法で単独重合または共重合させて得られる。2級水酸基を有するビニル系単量体は、分子内に不飽和二重結合と2級水酸基を有する化合物で有れば良く、例えば、アクリル酸2−ヒドロキシプロピル、メタクリル酸2−ヒドロキシプロピル、アクリル酸2−ヒドロキシブチル、メタクリル酸2−ヒドロキシブチルなどの不飽和カルボン酸モノアルキルエステル化合物;不飽和カルボン酸とα−オレフィンエポキシドのようなモノエポキシ化合物との付加物;アクリル酸グリシジル又はメタクリル酸グリシジルとジオクチルアミンなどのジアルキル2級アミンとの付加物;アクリル酸グリシジル又はメタクリル酸グリシジルと酢酸、プロピオン酸などの脂肪酸との付加物;アクリル酸グリシジル又はメタクリル酸グリシジルと塩酸などの無機酸との付加物が挙げられる。
【0018】
前記2級水酸基を含有するビニル系重合体は、他の汎用のビニル系単量体を共重合させてもよい。他の汎用のビニル系単量体としては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸n−プロピル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸イソブチル、アクリル酸tert−ブチル、アクリル酸ヘキシル、アクリル酸2−エチルヘキシル、アクリル酸n−オクチル、アクリル酸デシル、アクリル酸ラウリル、アクリル酸ステアリル、アクリル酸シクロヘキシル等のアクリル酸の炭素数1〜22のアルキルエステル又はシクロアルキルエステル;
【0019】
メタクリル酸メチル、メタクリル酸エチル、メタクリル酸n−プロピル、メタクリル酸イソプロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸tert−ブチル、メタクリル酸ヘキシル、メタクリル酸2−エチルヘキシル、メタクリル酸オクチル、メタクリル酸デシル、メタクリル酸ラウリル、メタクリル酸ステアリル、メタクリル酸シクロヘキシル等のメタクリル酸の炭素数1〜22のアルキルエステル又はシクロアルキルエステル;
【0020】
アクリル酸メトキシブチル、メタクリル酸メトキシブチル、アクリル酸メトキシエチル、メタクリル酸メトキシエチル、アクリル酸エトキシブチル、メタクリル酸エトキシブチル等のアクリル酸又はメタクリル酸の炭素数2〜18のアルコキシアルキルエステル類;
【0021】
N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタ)アクリレート、N−tert−ブチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート等のアミノアルキルアクリレート系単量体またはアミノアルキルメタクリレート系単量体;
【0022】
アクリルアミド、メタクリルアミド、N−メチル(メタ)アクリルアミド、N−エチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド等のアクリルアミド系単量体またはメタクリルアミド系単量体;
グリシジルアクリレート、グリシジルメタクリレート等のグリシジル基含有単量体;
スチレン、α−メチルスチレン、ビニルトルエンなどのビニル芳香族化合物;
アクリロニトリル、酢酸ビニル、塩化ビニル等が挙げられる。
【0023】
また、前記2級水酸基を含有するビニル系重合体において、1級水酸基を有するビニル系単量体を共重合させると、硬化速度や水酸基価を調節することができ好ましい。1級水酸基を有するビニル系単量体としては例えば、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、3−ヒドロキシプロピルアクリレート、3−ヒドロキシプロピルメタクリレート、4−ヒドロキシブチルアクリレート、4−ヒドロキシブチルメタクリレートなどの不飽和カルボン酸モノアルキルエステル化合物、上述の水酸基含有モノマーとラクトン類(例えばε−カプロラクトン、γ−バレロラクトン等)との付加物が挙げられる。特に、上述の水酸基含有モノマーとラクトン類(例えばε−カプロラクトン、γ−バレロラクトン等)との付加物を使用すると、成形時の三次元深絞り性が向上し、より好ましい。
【0024】
また、得られた成形品の光沢性をより一層高めるためには、前記2級水酸基を含有するビニル系重合体において、ジアリル化合物を共重合させると効果的である。ジアリル化合物としては、アクリル酸アリル、メタクリル酸アリル、ジアリル酢酸、ジアリルカルビノール、ジアリルエーテル、ジアリルクロロシラン等が挙げられるが、共重合体の安定性や原料化合物の入手しやすさといった観点から、アクリル酸アリル、メタクリル酸アリルが好ましい。ジアリル化合物は、全単量体成分に対して0.5〜30重量%の範囲で使用することが好ましい。0.5重量%以上とすることにより、人の目で光沢感を明瞭に感じることが可能な光沢値が得られ、外装材として極めて優れた光沢を得ることができる。ジアリル化合物の使用量が30重量%を越えると、製造時に反応装置内で反応混合物がゲル化するおそれがある。
【0025】
単独重合または共重合法としては、溶液ラジカル重合法、非水分散重合法又は塊状重合法等の公知の重合法を利用することができる。中でも、溶液ラジカル重合法が簡便で好ましい。溶液ラジカル重合法の一例としては、例えば、キシレン、トルエン等の芳香族炭化水素類、イソブタノール、n−ブタノール等のアルコール類、酢酸ブチル等のエステル類、メチルアミルケトン等のケトン類、セロソルブ、ブチルセロソルブ、セロソルブアセテート等のエーテル類等の有機溶剤中で、N,N−アゾビスジイソブチロニトリル等のアゾ化合物、ベンゾイルパーオキサイド等の有機過酸化物等のラジカル重合開始剤、n−ドデシルメルカプタン等の連鎖移動剤等を用いて、反応温度約50〜160℃で、約1〜30時間反応させる。
【0026】
前記熱可塑性樹脂Aの水酸基価は、30〜120(KOHmg/g)の範囲であると、クリアー硬化層の架橋密度が1.0×10−5〜3.0×10−5(mol/cm3)の範囲で充分なものとなり成形性と塗膜物性とのバランスがとれ好ましい。水酸基価を30(KOHmg/g)以上とすることにより、硬化塗膜の架橋密度が充分なものとなり、耐溶剤性などが良好となる傾向があり、水酸基価を120(KOHmg/g)以下とすることにより成形時の延伸による塗膜の割れや剥離が著しく減少し三次元成形性が良好となる傾向がある。この水酸基価の特に好ましい範囲は40〜100(KOHmg/g)である。
【0027】
前記熱可塑性樹脂Aの2級水酸基の割合は、熱可塑性樹脂Aが有する全水酸基量の50〜100モル%を占める割合であることが、三次元成形性が特に良好になる点で好ましい。2級水酸基の割合が50モル%未満になると、2級水酸基のイソシアネート基との反応遅延性の効果が不十分となり真空成形時の高温加熱によりクリアー硬化層の硬化反応が進行しすぎて成形時の延伸で塗膜の割れや剥離が起こり易いことがある。
【0028】
前記熱可塑性樹脂Aの数平均分子量(ポリスチレン換算の値)は5,000〜50,000の範囲が好ましい。数平均分子量が5,000以上であると硬化塗膜の耐溶剤性が良好となる傾向にあり、数平均分子量が50,000以下であると三次元成形性が良好となる傾向にある。より好ましい範囲は10,000〜30,000である。
【0029】
前記熱可塑性樹脂Aのfoxの計算式によって導かれるガラス転移温度(以下、Tgと略記)は30〜100℃であることが好ましい。この範囲とすることで、トップコート層(A)の成形性と塗膜物性とのバランスをとることができる。Tgを30℃以上とすることによって、硬化塗膜が硬くなり、成形時の延伸による塗膜の割れや剥離が著しく減少し、更には、耐溶剤性などが良好となる。また、Tgを100℃以下とすることにより、硬化塗膜が適度に軟らかくなって成形時の延伸による塗膜の割れや剥離が著しく減少し、三次元成形性が良好となる。
【0030】
前記熱可塑性樹脂Aの酸価は1.0(KOHmg/g)以下である。この範囲とすることで、三次元成形性が良好になる。酸価が1.0(KOHmg/g)を超えると、酸成分の硬化触媒の効果が顕著になり、真空成形時の高温加熱によりクリアー硬化層の硬化反応が進行しすぎて成形時の延伸で塗膜の割れや剥離が起こり易くなる問題がある。酸価を低減する方法は、例えば、トップコート層(A)を構成する成分から酸価成分となる化合物の使用量を減らす又は使用しないことにより容易に行うことが出来る。酸価成分としては特に限定はされないが、(1)2級水酸基含有熱可塑性樹脂に使用する重合性ビニルモノマーとして、カルボン酸官能基、酸無水物官能基、フェノール性水酸基などの酸価成分となる官能基を含有するビニルモノマー、(2)2級水酸基含有熱可塑性樹脂の合成に用いる重合触媒として、熱分解生成物にカルボン酸官能基を含有する重合触媒、(3)無機酸、有機酸等、フェノール類などを含有する反応溶剤、希釈用溶剤などが有り、熱可塑性樹脂Aの酸価が1.0以下となるように酸価成分の使用量を減らすことが出来る。
【0031】
本発明においては、前記熱可塑性樹脂A中の2級水酸基量を全水酸基量の50〜100モル%を占める割合とし、更に酸価1.0(KOHmg/g)以下とすることで、より相乗効果が得られ、三次元成形性が特に良好になる。
【0032】
(ポリイソシアネート化合物)
本発明で用いられるポリイソシアネート化合物は、1分子中にイソシアネート基を平均2個以上有する化合物である。数平均分子量(ポリスチレン換算の値)は10,000以下のものが好ましく、5,000以下がなお好ましく、特に好ましくは2,000以下である。中でも、1分子中に3つ以上のイソシアネート基を含有する、いわゆる3価以上のイソシアネート化合物を使用するのが好ましい。
【0033】
3価以上のイソシアネート化合物としては、具体的には、2−イソシアナトエチル−2,6−ジイソシアナトカプロエート、1,3,5−トリイソシアナトシクロヘキサン、2,4,6−トリイソシアナトシクロヘプタン、1,2,5−トリイソシアナトシクロオクタンなどの脂肪族トリイソシアネート、1,3,5−トリイソシアナトベンゼン、2,4,6−トリイソシアナトナフタレンなどの芳香族トリイソシアネート、ジイソシアネート類を環化三量化せしめて得られる、いわゆるイソシアヌレート環構造を有するポリイソシアネート類が挙げられる。
【0034】
ポリイソシアネート化合物としては、これら3価以上の有機ポリイソシアネート化合物に、2価のイソシアネート化合物類、即ち、ジイソシアネート類を併用することが好ましい。
【0035】
前記ジイソシアネート類としては、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、ダイマー酸ジイソシアネート、リジンジイソシアネート等の脂肪族ジイソシアネート類;
水素添加キシリレンジイソシアネート、シクロヘキシレンジイソシアネート、1,3−ビスイソシアナートメチルシクロヘキサン、2−メチル−1,3−ジイソシアナートシクロヘキサン、2−メチル−1,5−ジイソシアナートシクロヘキサン、メチレンビス(シクロヘキシルイソシアネート)、イソホロンジイソシアネート等の環状脂肪族ジイソシアネート類;
トリレンジイソシアネート、フェニレンジイソシアネート、ジフェニルメタンジイソシアネート、m−キシリレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネートキシリレンジイソシアネート、α,α,α’,α’−テトラメチル−m−キシリレンジイソシアネート、テトラメチルキシリレンジイソシアネート、ナフタレンジイソシアネート等の芳香族ジイソシアネート類が挙げられる。
【0036】
更に、3価以上のポリイソシアネート化合物は、ブロックポリイソシアネート、ビウレット構造を有するポリイソシアネート類、イソシアネート基含有ビニル系重合体類などとも併用することができる。
【0037】
ここで、ブロックポリイソシアネートとは、イソシアネート化合物の遊離のイソシアネート基をフェノール類、オキシム類、ラクタム類、アルコール類、メルカプタン類などのブロック剤で封鎖し、高温加熱時に反応して硬化できるようにしたものである。その具体例としては、2価以上のポリイソシアネートの2量体もしくは3量体、2価以上のポリイソシアネートと多価アルコール、低分子量ポリエステル樹脂もしくは水等とをイソシアネート基過剰の条件で反応させてなる付加物等が挙げられる。
ビウレット構造を有するポリイソシアネート類は、遊離のイソシアネート基を有するポリイソシアネート類と、水とを反応せしめて得られる一群の化合物である。
【0038】
イソシアネート基含有ビニル系重合体類とは、イソシアネート基含有ビニル単量体の単独重合体、又はイソシアネート基含有ビニル単量体をこれらと共重合可能なビニル系単量体類などと共重合せしめて得られる共重合体をいう。
イソシアネート基含有ビニル単量体としては、2−イソシアナトエチル(メタ)アクリレート、3−イソプロペニル−α,α−ジメチルベンジルイソシアネートもしくは(メタ)アクリロイルイソシアネート等が挙げられる。また、イソシアネート基含有ビニル単量体と共重合可能なビニル系単量体としては、(メタ)アクリル系、ビニルエステル系、ビニルエーテル系、芳香族ビニル系もしくはフルオロオレフィン系のビニル系単量体が挙げられる。
【0039】
熱可塑性樹脂Aとポリイソシアネート化合物との配合比としては、熱可塑性樹脂Aの中の水酸基1当量当たりポリイソシアネート化合物中のイソシアネート基が0.5〜1.5当量の範囲が好ましく、特に0.7〜1.2当量の範囲が硬化塗膜の各種性能のバランスから好ましい。
【0040】
(硬化触媒)
熱可塑性樹脂Aとポリイソシアネート化合物を反応硬化させる場合、必要に応じて公知の硬化触媒を添加することが出来る。
具体的には、例えば、N−メチルモルフォリン、ピリジン、1,8−ジアザビシクロ[5.4.0]ウンデセン−7(DBU)、1,5−ジアザビシクロ[4.3.0]ノネン−5(DBN)、1,4−ジアザビシクロ[2.2.2]オクタン(DABCO)、トリ−n−ブチルアミン、ジメチルベンジルアミン、ブチルアミン、オクチルアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、イミダゾール、1−メチルイミダゾール、2,4−ジメチルイミダゾール、1,4−ジエチルイミダゾール、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(N−フェニル)アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルメチルジメトキシシランの如き各種のアミン化合物類;
【0041】
テトラメチルアンモニウム塩、テトラブチルアンモニウム塩、トリメチル(2−ヒドロキシルプロピル)アンモニウム塩、シクロヘキシルトリメチルアンモニウム塩、テトラキス(ヒドロキシルメチル)アンモニウム塩、ジラウリルジメチルアンモニウム塩、トリオクチルメチルアンモニウム塩、o−トリフルオロメチルフェニルトリメチルアンモニウム塩の如き、各種の4級アンモニウム塩類であって、且つ、代表的な対アニオンとしてのクロライド、ブロマイド、カルボキシレート、ハイドロオキサイドなどを有する、いわゆる4級アンモニウム塩類;
ジブチル錫ジラウレート、ジブチル錫アセテート、ジオクチル酸鉛、ナフテン酸コバルトの如き、各種の有機金属化合物などがある。
【0042】
硬化触媒の添加量は特に制限はないが、あまり過剰に添加するとポットライフ(可使時間)が短くなり熱可塑性樹脂Aとポリイソシアネート化合物を含有する組成物がゲル化することがある。通常は、該組成物1000部に対して硬化触媒が0.01〜1部を添加することが好ましい。
【0043】
(トップコート層(A)のイソシアネート反応率)
トップコート層(A)は、イソシアネート反応率20〜73%の範囲で、成形前に半硬化させておく。成形加工時の加熱等の条件によるが、イソシアネート反応率が20%未満では硬化反応不足のため成形加工時の熱により硬化塗膜が金型付着して金型汚染を起こすことがある。またイソシアネート反応率が73%超では金型表面の凹凸の模様(表面起伏形状)が転写しにくい上、成形加工時の延伸で割れや剥離を起こすこともある。成形前の半硬化条件は、通常、50〜80℃(50℃が実施例)の範囲で5日〜1日程度行う。
【0044】
本発明で使用する熱成形用積層シートのトップコート層(A)は、2級水酸基を有し酸価を殆ど有さないため反応速度が非常に遅く、この硬化条件内であれば所望のイソシアネート反応率にすることが容易である。一方、反応温度が100℃以上になると反応速度が急速に上がる。成形加工時のヒーター温度は通常200℃以上であり、この場合成形加工時のシート温度は100℃以上となる。従って、このような通常の成形加工条件でほぼ硬化させることが可能である。
【0045】
なお、本発明においては、プレス成形後のトップコート層(A)のイソシアネート反応率が100%であることは必須ではない。一般に、熱硬化型あるいはUV硬化型塗料やシートにおいては、イソシアネート反応率を100%とすることは困難であり、大体90%以上で反応は頭打ちになる。それ以上のエネルギー付与は逆に塗膜劣化等の原因となることがある。従って通常は(ものにもよるが)、90%以上の反応率を示せば性能が発現するように設計している。本発明の成形方法においても同様であり、性能が発現できる位に反応しておればよく、通常はイソシアネート反応率が90%以上であればよい。
【0046】
なお、ここでいうイソシアネート反応率は、トップコート層(A)用組成物を適当な透明樹脂フィルム、例えば25μmPETフィルムを用いて塗布し、実際の乾燥・硬化条件と同様にして硬化させた試験用フィルムと完全硬化(110℃/2時間加熱処理)させた補正用フィルムの2種類を作製し、FT−IR(フーリエ変換赤外分光光度計)を用いて透過法又はATR法でイソシアネート官能基の硬化前後のIRスペクトルの吸光度ピーク高さを測定し、次式(1)から求めた値である。
【0047】
反応率(%)=(P0−P)×100/(P0−P1) ・・・・ (1)
(ただし、式(1)において、P0は「硬化前の試験用フィルムの吸光度ピーク高さ」であり、Pは「硬化後の試験用フィルムの吸光度ピーク高さ」であり、P1は「完全硬化後の補正用フィルムの吸光度ピーク高さ」である。)
【0048】
〔熱可塑性フィルム層(B)〕
本発明で熱成形用積層シートに使用する熱可塑性フィルム層(B)は、加熱により展延性を有する熱可塑性樹脂層である。熱可塑性フィルム層(B)は、透明または半透明の単層または多層フィルムが好適であり、着色剤を含有してもよい。
具体的には、金型を用いたプレス成形加工を行うため、軟化点が30〜300℃の範囲である熱可塑性樹脂を主体とするフィルムが好ましく、さらに好ましい軟化温度は50〜250℃である。前記熱可塑性樹脂の例を挙げれば、ポリエチレンやポリプロピレンなどのポリオレフィン樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレートなどのポリエステル樹脂、ポリメチルメタクリレートやポリエチルメタクリレートなどのアクリル樹脂、シリコン−アクリル樹脂、アイオノマー、ポリスチレン、ポリウレタン、ポリアクリルニトリル、アクリルニトリル−スチレン樹脂、メチルメタクリレート−スチレン樹脂、ナイロンなどのポリアミド樹脂、エチレン−酢酸ビニル樹脂、エチレン−アクリル酸樹脂、エチレン−エチルアクリレート樹脂、エチレン−ビニルアルコール樹脂、ポリ塩化ビニルやポリ塩化ビニリデンなどの塩素樹脂、ポリフッ化ビニルやポリフッ化ビニリデンなどのフッ素樹脂、ポリカーボネート樹脂、環状ポリオレフィン樹脂、変性ポリフェニレンエーテル樹脂、メチルペンテン樹脂、セルロース系樹脂等が好ましく用いられる。
【0049】
これらの熱可塑性樹脂の中でも、一体成形可能性、耐候性の点から、ポリふっ化ビニリデン、ポリカーボネート樹脂またはアクリル系樹脂を主成分とするフィルムが好ましい。また、熱成形性及び装飾層の鮮鋭性が優れることから、アクリル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、および環状ポリオレフィン樹脂の群から選択される1種または2種以上を主成分とするフィルムが好ましい。
また、該フィルムの透明性を阻害しない範囲内で、前記例示の樹脂を2種類以上を混合若しくは多層化して用いても良い。
熱可塑性フィルム層(B)の厚みは特に制限しないが、装飾保護層(後述)および装飾層(C)がインキ等の展着層である場合の塗工性、および、熱成形性が良好なことから、30〜2000μmの範囲が好ましく、より好ましくは、50〜500μmである。
熱可塑性フィルム層(B)は、また着色剤を含有してもよい。あるいは、衝撃強度や成形性が損なわれない範囲で、可塑剤、酸化防止剤、紫外線吸収剤、耐電防止剤、難燃剤および滑剤等の添加剤を配合してもよく、これらの添加剤は単独で使用しても2種類以上を併用してもよい。
【0050】
また、耐衝撃性を改善する目的で、熱可塑性フィルム層(B)として用いられる前記例示の各種樹脂を、透明性を阻害しない範囲内でゴム変性体としても良い。ゴム変性体とする方法については特に限定されないが、各種樹脂の重合時にブタジエン等のゴム成分モノマーを添加して共重合する方法、及び、該樹脂と合成ゴム若しくは熱可塑性エラストマーとを熱溶融ブレンドする方法が挙げられる。また、熱可塑性フィルム層(B)は、透明性を損なわない範囲内で、酸化防止剤、紫外線吸収剤、潤滑剤等のフィルム用途に常用される各種添加剤を含有しても良い。更に、意匠性の観点から、顔料若しくは染料等の着色剤を含有し、意図的に透明性を低下させることもできる。熱可塑性樹脂フィルムの製造方法は特に限定されず、常法によりフィルム化すれば良く、さらに、熱成形時の展延性を阻害しない範囲内で、一軸方向若しくは二軸方向に延伸処理を施しても良い。
【0051】
〔装飾層(C)〕
本発明で使用する装飾層(C)は特に限定されず、その好ましい一例としては、金属薄膜細片と結着樹脂を含有し金属調の光沢を有するインキ層(以下、高輝性インキ層と言う。)を有する構成が挙げられる。また、好ましい他の例としては、真空蒸着法、スパッタリング法、メッキ法などにより形成した金属薄膜層を有する構成が挙げられる。
【0052】
(高輝性インキ層)
金属薄膜細片を含有する金属調の光沢インキ(以下、高輝性インキと言う。)を用いた高輝性インキ層として装飾層(C)を形成すると、金属調の光沢を有する成形品を得ることができる。このような装飾層(C)において、高輝性インキ層の膜厚は薄すぎると隠蔽性に劣り意匠性が損なわれる傾向があり、厚すぎると、特に高輝性インキを使用した場合、金属片の配向が乱れることがある。このため、高輝性インキ層の膜厚としては、5μm以下が好ましく、0.05〜5μmがより好ましく、特に好ましくは0.5〜3μmである。
【0053】
(高輝性インキ)
前記高輝性インキとは、金属薄膜細片を結着樹脂中に分散してなり、鏡面状金属光沢を有するインキである。該インキ中の不揮発分に対する金属薄膜細片の含有量は3〜60質量%の範囲内が好ましい。金属薄膜細片を使用した高輝性インキは、該インキを印刷または塗布した際に金属薄膜細片が被塗物表面に対して平行方向に配向する結果、従来の金属粉を使用したメタリックインキでは得られない、高輝度の鏡面状金属光沢が得られる。
【0054】
(高輝性インキ中の金属薄膜細片)
前記高輝性インキに用いられる金属薄膜細片の金属としては特に限定されず、例えば、アルミニウム(Al)、金(Au)、白金(Pt)、銀(Ag)、銅(Cu)、真鍮(Cu−Zn)、チタン(Ti)、クロム(Cr)、ニッケル(Ni)、インジウム(In)、モリブデン(Mo)、タングステン(W)、パラジウム(Pd)、イリジウム(Ir)、シリコン(Si)、タンタル(Ta)、ニッケルクロム(Ni−Cr)、ステンレス鋼(SUS)、クロム銅(Cr−Cu)、アルミニウムシリコン(Al−Si)等が挙げられる。該金属を薄膜にする方法としては、アルミニウムのように融点の低い金属の場合は蒸着を、アルミニウム、金、銀、銅など展性を有する金属の場合は箔を、融点が高く展性に乏しい金属の場合はスパッタリング等を挙げることができる。なかでも、蒸着金属薄膜から得た金属薄膜細片が好ましく用いられる。
【0055】
前記金属薄膜の厚さは、0.01〜0.1μmが好ましく、さらに好ましくは0.02〜0.08μmである。インキ中に分散させる金属薄膜細片の面方向の大きさは5〜25μmが好ましく、さらに好ましくは10〜15μmである。金属薄膜細片の面方向の大きさが5μm未満の場合は、高輝性インキの塗膜の輝度が低下するほか、インキをグラビア方式あるいはスクリーン印刷方式で印刷または塗布する場合に、版の目詰まりの原因となる。
【0056】
以下に、金属薄膜細片の作製方法を、特に好ましい蒸着法を用いた場合を例として説明する。金属を蒸着する支持体フィルムには、ポリオレフィンフィルムやポリエステルフィルムなどを用いることができる。まず、支持体フィルム上に塗布等によって剥離層を設けた後、該剥離層上に所定の厚さになるよう金属を蒸着する。蒸着膜面には、酸化を防ぐためトップコート層を塗布する。剥離層およびトップコート層を形成するためのコーティング剤は、互いに同一のものを使用することができ、また、異なるものを使用することもできる。
【0057】
前記剥離層または前記トップコート層に使用する樹脂は、特に限定されない。具体的には、例えば、ニトロセルロース等のセルロース誘導体、アクリル樹脂、ビニル系樹脂、ポリアミド、ポリエステル、エチレン−ビニルアルコール(EVA)樹脂、塩素化ポリエチレン、塩素化EVA樹脂、石油系樹脂などを挙げることができる。剥離層またはトップコート層に使用する溶剤としては、トルエン、キシレン等の芳香族系炭化水素;n−ヘキサン、シクロヘキサン等の脂肪族または脂環式炭化水素;酢酸エチル、酢酸プロピル等のエステル類;メタノール、エタノール、イソプロピルアルコール等のアルコール類;アセトン、メチルエチルケトン等のケトン類;エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル等のアルキレングリコールモノアルキルエーテル等が好ましく用いられる。
【0058】
上記金属蒸着フィルムを、前記剥離層および前記トップコート層を溶解する溶剤中に浸漬して撹拌し、金属蒸着膜を分離する。さらに剥離した金属蒸着膜を溶剤中で撹拌することによって面方向の大きさが約5〜25μmの金属薄膜細片とし、濾別、乾燥する。剥離に用いられる溶剤は、前記剥離層および前記トップコート層を溶解するものであれば、それ以外に特に限定はない。金属薄膜をスパッタリングで作製した場合も、上記と同様な方法で金属薄膜細片とすることができる。金属箔を用いる場合は、溶剤中に浸漬してそのまま撹拌機で所定の大きさに粉砕すればよい。
【0059】
金属薄膜細片は、インキ中における分散性を高めるために表面処理するのが好ましい。表面処理剤としては、ステアリン酸、オレイン酸、パルミチン酸等の有機脂肪酸;メチルシリルイソシアネート等のイソシアネート類;ニトロセルロース、セルロースアセテートプロピオネート、セルロースアセテートブチレート、エチルセルロース等のセルロース誘導体が挙げられ、公知慣用の方法で金属薄膜細片の表面に吸着させる。
【0060】
(高輝性インキ中の結着樹脂)
前記高輝性インキに用いられる結着樹脂としては、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料などに通常用いられているものを用いることができる。具体例としては、塗料用アクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、塩化ビニル−酢酸ビニル樹脂、エチレン−酢酸ビニル樹脂、ポリオレフィン樹脂、塩素化オレフィン樹脂、エチレン−アクリル樹脂などの重合系樹脂;あるいは塗料用ポリウレタン樹脂、ポリアミド樹脂、ウレア樹脂、エポキシ樹脂、ポリエステル樹脂、石油系樹脂、セルロース誘導体樹脂等が好ましく用いられる。また、これらの樹脂にカルボン酸基、燐酸基、スルホン酸基、アミノ基、四級アンモニウム塩基などの極性基を化学的に結合させたものを、使用または併用してもよい。
【0061】
(高輝性インキ中の添加剤)
前記高輝性インキには、必要に応じて、意匠性、展延性を阻害しない限り、インキ中に消泡、沈降防止、顔料分散、流動性改質、ブロッキング防止、帯電防止、酸化防止、光安定性、紫外線吸収、内部架橋等を目的として、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料等に使用されている各種添加剤を加えても構わない。このような添加剤としては、着色用顔料、染料、ワックス、可塑剤、レベリング剤、界面活性剤、分散剤、消泡剤、キレート化剤、ポリイソシアネート等を挙げることができる。
【0062】
(高輝性インキ中の溶剤)
前記高輝性インキに用いられる溶剤としては、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料等に使用されている公知慣用の溶剤を使用することができる。具体的には、トルエン、キシレン等の芳香族系炭化水素;n−ヘキサン、シクロヘキサン等の脂肪族または脂環式炭化水素;酢酸エチル、酢酸プロピル等のエステル類;メタノール、エタノール、イソプロピルアルコール等のアルコール類;アセトン、メチルエチルケトン等のケトン類;エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル等のアルキレングリコールアルキルエーテル等を挙げることができる。
【0063】
(高輝性インキの調製方法)
一般にインキの配合原料を安定して分散させるには、ロールミル、ボールミル、ビーズミル、あるいはサンドミル等を使用して練肉することにより、顔料その他添加剤をサブミクロンまで微粒子化する。しかし、上述の高輝性インキにおいては、金属光沢を発現させるために配合する金属薄膜細片は5〜25μmの大きさが好ましく、上記練肉を行った場合は金属薄膜細片が微粒子化してしまい、金属光沢が極端に低下するおそれがある。したがって、高輝性インキを調製する場合には練肉は行わず、単に上記配合原料を混合してインキとすることが望ましい。そのためには、分散性を向上させる目的で、前記したように金属薄膜細片を表面処理しておくことが好ましい。
【0064】
(インキ層の印刷または塗工方法)
本発明で使用される熱成形用シートの高輝性インキ層、該インキ層にさらに積層してもよい他のインキ層、および接着剤の印刷または塗工の方式は、グラビア印刷、フレキソ印刷、スクリーン印刷等の印刷方式;グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター、コンマコーター、コンマリバースコーター、マイクロリバースコーター等の塗工方式を用いることができる。インキの膜厚は薄すぎると隠蔽性に劣り意匠性が損なわれる傾向があり、厚すぎると金属薄膜細片の配向が不均一になりやすい。このため、高輝性インキ層の膜厚としては、5μm以下が好ましく、0.05〜5μmがより好ましく、特に好ましくは0.5〜3μmである。高輝性インキ層にさらに他のインキ層を積層した場合も同様であり、該他のインキ層の膜厚としては、5μm以下が好ましく、0.05〜5μmがより好ましく、特に好ましくは0.5〜3μmである。
該熱可塑性フィルム層(B)と装飾層(C)の密着性を制御する目的で、該熱可塑性フィルム層(B)の表面にはコロナ処理やプライマー塗工等の表面処理を施しても良い。
【0065】
(金属薄膜層)
金属調の光沢を有する成形品を得るため、本発明では、熱成形用積層シートの装飾層(C)として、金属薄膜層を有する構成を採用することも可能である。装飾層(C)として金属薄膜層を形成する場合、熱可塑性フィルム層(B)上に形成する方法と、支持基材層(D)上に形成する方法があるが、意匠性の観点から、熱可塑性フィルム層(B)上に形成する方法が好ましい。金属薄膜層の形成方法は特に限定されず、真空蒸着法、スパッタリング法、メッキ法などにより形成することができる。これら金属蒸着層や金属メッキ層等の金属薄膜の成分としては特に限定されず、例えば、アルミニウム(Al)、金(Au)、白金(Pt)、銀(Ag)、銅(Cu)、真鍮(Cu−Zn)、チタン(Ti)、クロム(Cr)、ニッケル(Ni)、インジウム(In)、モリブデン(Mo)、タングステン(W)、パラジウム(Pd)、イリジウム(Ir)、シリコン(Si)、タンタル(Ta)、ニッケルクロム(Ni−Cr)、ステンレス鋼(SUS)、クロム銅(Cr−Cu)、アルミニウムシリコン(Al−Si)等が挙げられる。
装飾層(C)が薄すぎると隠蔽性に劣り意匠性が損なわれる場合があり、厚すぎると熱成形時に色むらが発生しやすいことから、前記金属薄膜層の厚さは、0.01〜0.1μmが好ましく、さらに好ましくは0.02〜0.08μmである。また、熱可塑性フィルム層(B)と金属薄膜層の密着性を制御する目的で、該熱可塑性フィルム層(B)の表面には、コロナ処理やプライマー塗工等の表面処理を施しても良い。
【0066】
〔支持基材層(D)〕
本発明で使用する支持基材層(D)は、プレス成形(マッチモールド成形)を行うため、軟化温度が30〜300℃の範囲である熱可塑性樹脂を主体とするフィルムが好ましく、さらに好ましい軟化温度は50〜250℃である。前記熱可塑性樹脂の例を挙げれば、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂、アクリロニトリル/アクリルゴム/スチレン(AAS)樹脂、アクリロニトリル/エチレンゴム/スチレン(AES)樹脂、(メタ)アクリル酸エステル/スチレン(MS)樹脂、スチレン/ブタジエン/スチレン(SBS)樹脂、スチレン/イソプレン/ブタジエン/スチレン(SIBS)樹脂、ポリエチレン(PE)系樹脂やポリプロピレン(PP)系樹脂、ポリ塩化ビニル(PVC)系樹脂などの汎用樹脂、ならびにオレフィン系エラストマー(TPO)、ポリ塩化ビニル系エラストマー(TPVC)、スチレン系エラストマー(SBC)、ウレタン系エラストマー(TPU)、ポリエステル系エラストマー(TPEE)、ポリアミド系エラストマー(TPAE)等の熱可塑性エラストマー(TPE)等を用いることができる。また、前記例示の樹脂を2種類以上を混合若しくは多層化して用いても良い。なかでも、自動車外装部品を代表とする複雑な形状を有する成形体においても賦形性が優れていることから、ポリプロピレン系樹脂やポリエチレン系樹脂およびそれらのブレンド品やAAS樹脂、ABS樹脂などが、より好ましく使用される。これらの樹脂には、衝撃強度などの改良を目的として、エチレンプロピレンゴム(EPR)、SBS、SIBS、スチレン/エチレン/ブタジエン/スチレン(SEBS)などのゴム系改質剤を添加しても構わない。支持基材層(D)の厚みは特に制限しないが、例えば、10μm〜4000μmが好ましい。
【0067】
(支持基材層(D)中の無機フィラー)
熱成形用積層シートは熱成形によって三次元形状の成形体となる。このとき支持基材層(D)と熱可塑性フィルム層(B)に使用される熱可塑性樹脂の成形収縮率が異なると、成形体に変形が起こり、良好な形状を保つことが難しい。この場合には、支持基材層(D)の樹脂に無機フィラーを添加すると、成形収縮率を細かく制御することができ、支持基材層(D)と熱可塑性フィルム層(B)とで熱可塑性樹脂の成形収縮率の差を小さくすることができるので、成形中および成形後の変形を防ぐことができる。本発明で使用可能な無機フィラーの種類は特に限定されないが、タルク、炭酸カルシウム、クレー、珪藻土、マイカ、珪酸マグネシウム、シリカなどが挙げられる。
【0068】
支持基材層(D)中の無機フィラーの添加量は、成形加工性と成形収縮率のバランスの点から、支持基材層(D)中の樹脂に対する質量百分率にして5〜60質量%が好ましい。無機フィラーの粒径は、特に限定しないが、粒径が大きすぎると支持基材層(D)の表面に凹凸が生じ、装飾層(C)を有する加飾シートの場合、装飾鮮鋭性が損なわれるおそれがある。このため、装飾層(C)の下地である支持基材層(D)は平滑性が要求されるため、支持基材層(D)に添加される無機フィラーの平均粒径は4μm以下が好ましく、さらに好ましくは2μm以下である。
【0069】
(支持基材層(D)中の着色剤)
支持基材層(D)に着色剤を含有させると、成形体の下地色の隠蔽性が良好となるので好ましい。ここで用いる着色剤は、特に限定されず、目的とする意匠に合わせて、一般の熱可塑性樹脂の着色に使用される慣用の無機顔料、有機顔料、染料などが使用できる。例えば、酸化チタン、チタンイエロー、酸化鉄、複合酸化物系顔料、群青、コバルトブルー、酸化クロム、バナジウム酸ビスマス、カーボンブラック、酸化亜鉛、炭酸カルシウム、硫酸バリウム、シリカ、タルク等の無機顔料;アゾ系顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料、アンスラキノン系顔料、イソインドリノン系顔料、イソインドリン系顔料、ペリレン系顔料、ペリノン系顔料、キノフタロン系顔料、チオインジゴ系顔料、ジケトピロロピロール系顔料などの有機顔料;金属錯体顔料等が挙げられる。また、染料としては、主として油溶性染料のグループから選ばれる1種または2種以上を使用することが好ましい。
【0070】
支持基材層(D)に配合される着色剤の添加量は、着色剤の種類、目的とする熱成形用シートの厚みや色調等により異なるが、色相や下地色の隠蔽性を確保し、かつ衝撃強度を維持するために、支持基材層(D)を構成する樹脂に対する質量百分率にして0.1〜20質量%の範囲が好ましく、より好ましくは、0.5〜15質量%の範囲である。樹脂に対して、着色剤の添加量が20質量%を超えると衝撃強さが低下し、着色剤の添加量が0.1質量%未満であると、色相や下地色の隠蔽性が十分でない傾向にある。
【0071】
(支持基材層(D)中の他の添加剤)
さらに支持基材層(D)には、その衝撃強度や成形性が損なわれない範囲で、可塑剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、滑剤等の添加剤を添加してもよく、これらの添加剤は単独で使用しても2種類以上を併用してもよい。
【0072】
〔装飾保護層〕
熱可塑性フィルム層(B)と装飾層(C)との間には、耐熱性、耐溶剤性、意匠性、耐候性等を向上させる目的で、一層以上の半硬化の硬化性樹脂層からなる装飾保護層を設けてもよい。特に、装飾層(C)が高輝性インキからなる場合、インキ保護層として下記の装飾保護層を設けることが望ましい。装飾保護層に使用できる樹脂の種類については、熱成型用シートの展延性を阻害しない限り、特に制限はないが、耐インキ溶剤性、成形時の耐熱性が良好であることから、熱硬化性組成物からなる架橋層からなるインキ保護層が好ましい。中でも、架橋密度の調整の容易さ、耐候性、熱可塑性フィルム層(B)との接着性などの点から、アクリル系樹脂が好ましい。前記樹脂の架橋機構についても特に制限はなく、アクリル系樹脂の場合、UV硬化、EB硬化、水酸基含有共重合体/イソシアネート硬化、シラノール/水硬化、エポキシ/アミン硬化などが使用できる。中でも、架橋密度の調整の容易さ、耐候性、反応速度、反応副生物の有無、製造コストなどの点から、水酸基含有共重合体/イソシアネート硬化が好ましい。ここで言う半硬化とは、完全硬化状態ではないことを意味し、熱成形温度や、使用するシートの硬さに応じて架橋密度を制御することができる。
【0073】
また、装飾保護層に意匠性を付与するため、装飾保護層中に着色剤を添加して着色層としてもよい。その場合に着色剤の添加量は、着色剤の種類、目的とする色調、装飾保護層の厚み等により異なるが、装飾層(C)を隠蔽しないように、装飾保護層の全光線透過率は20%以上であることが好ましく、特に、全光線透過率が40%以上であることがより好ましい。装飾保護層に添加できる着色剤としては、顔料が好ましい。ここで用いる顔料は特に限定されず、着色顔料、メタリック顔料、干渉色顔料、蛍光顔料、体質顔料、防錆顔料などの公知慣用の顔料を使用することができる。
【0074】
(装飾保護層中の着色顔料)
前記着色顔料としては、例えばキナクリドンレッド等のキナクリドン系顔料、ピグメントレッド等のアゾ系顔料、フタロシアニンブルー、フタロシアニングリーン、ペリレンレッド等のフタロシアニン系顔料などの有機顔料;酸化チタンやカーボンブラックなどの無機顔料が挙げられる。メタリック顔料としては、アルミニウム粉、ニッケル粉、銅粉、真鍮粉、クロム粉等が挙げられる。干渉色顔料としては、真珠光沢状のパールマイカ粉や真珠光沢状の着色パールマイカ粉等が挙げられる。
【0075】
蛍光顔料としては、キナクリドン系顔料、アンスラキノン系顔料、ペリレン系顔料、ペリノン系顔料、ジケトピロロピロール系顔料、イソインドリノン系顔料、縮合アゾ系顔料、ベンズイミダゾロン系顔料、モノアゾ系顔料、不溶性アゾ系顔料、ナフトール系顔料、フラバンスロン系顔料、アンスラピリミジン系顔料、キノフタロン系顔料、ピランスロン系顔料、ピラゾロン系顔料、チオインジゴ系顔料、アンスアンスロン系顔料、ジオキサジン系顔料、フタロシアニン系顔料、インダンスロン系顔料等の有機顔料;ニッケルジオキシンイエローや銅アゾメチンイエローなどの金属錯体;酸化チタン、酸化鉄、酸化亜鉛等の金属酸化物;硫酸バリウム、炭酸カルシウム等の金属塩;カーボンブラック、アルミニウム、雲母などの無機顔料が挙げられる。
【0076】
(熱成形用積層シートの製造方法)
本発明で用いる熱成形用積層シートを構成する各層を積層する方法及び順序は特に限定されないが、例えば、熱可塑性フィルム層(B)の一方の面にトップコート層(A)、他方の面にインキ保護層、装飾層(C)、他のインキ層を塗工したのち、前記装飾層(C)または他のインキ層の側に支持基材層(D)を接合することにより得ることができる。
また、装飾層(C)が金属薄膜層からなる場合には、例えば、熱可塑性フィルム層(B)の一方の面に塗工などによりトップコート層(A)を、他方の面に真空蒸着法などにより金属薄膜層を形成したのち、前記金属薄膜層の側に支持基材層(D)を接合することにより、熱成形用積層シートを得ることができる。
前記装飾層(C)または他のインキ層と支持基材層(D)とを接合するには、両者の間に接着剤層又は粘着剤層を介して接着することが好ましい。この積層方法によれば、接着剤層又は粘着剤層が装飾層(C)の裏側(すなわち支持基材層(D)の側)となり、装飾層(C)の金属調光沢を損なうことがない。
【0077】
トップコート層(A)及び装飾層(C)等のインキ層の積層方法は、公知の印刷又は塗工方法で行えばよく、例えば、グラビア印刷、フレキソ印刷、スクリーン印刷等の印刷方法、グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター及びコンマコーター、コンマリバースコーター、マイクログラビアコーター等の塗工方法を用いることができる。
【0078】
接着剤層による接着方法としては、慣用の溶剤型接着剤を用いたドライラミネーション法、ウェットラミネーション法、ホットメルトラミネーション法等で積層することができる。前記接着剤層を構成する接着剤は、慣用のフェノール樹脂系接着剤、レゾルシノール樹脂系接着剤、フェノール−レゾルシノール樹脂系接着剤、エポキシ樹脂系接着剤、ユリア樹脂系接着剤、ポリウレタン系接着剤、ポリアロマチック系接着剤などの熱硬化性樹脂系接着剤;エチレン−不飽和カルボン酸共重合体などを用いた反応型接着剤;酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂、ポリビニルアルコール、ポリビニルアセタール、塩化ビニル樹脂、ナイロン、シアノアクリレート樹脂等の熱可塑性樹脂系接着剤;クロロプレン系接着剤、ニトリルゴム系接着剤、SBR系接着剤、天然ゴム系接着剤などのゴム系接着剤などが挙げられる。特に、アクリル樹脂とポリプロピレン系樹脂との接着性が良好であり、かつマッチモールド成形のときの伸びの追随性が良好なことから、アクリルウレタン系接着剤が好ましい。
【0079】
これら接着剤の塗工方式は、グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター、コンマコーター、コンマリバースコーター、マイクロリバースコーター等の塗工方式を用いることができる。接着剤又は粘着剤の塗布量は、0.1〜30g/m2の範囲が好ましく、特に好ましくは2〜10g/m2である。2g/m2より少なすぎると接着力が弱くなり、10g/m2より多すぎると乾燥性が低下し外観不良となり易い。接着剤層の厚さとしては、0.1〜30μmの範囲が好ましく、より好ましくは、1〜20μm、特に好ましくは、2〜10μmである。
【0080】
また、接着剤層に代えて、粘着剤層を設けることもできる。粘着剤層を構成する粘着剤としては、アクリル系粘着剤、ゴム系粘着剤、ポリアルキルシリコン系粘着剤、ウレタン系粘着剤、ポリエステル系粘着剤等が好ましく用いられる。
【0081】
また、支持基材層(D)の接着面は、接着剤層を構成する接着剤との親和性を向上させる目的で、プラズマ処理、コロナ処理、フレーム処理、電子線照射処理、粗面化処理、オゾン処理、等の表面処理、真空蒸着、スパッタリング、イオンプレーティング等のドライプレーティング処理が施されても良い。
【0082】
(熱成形用積層シートの成形方法)
本発明では、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜細片及び結着樹脂を含有し金属調の光沢を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させる。
なお、プレス成形により三次元形状を有する成形体とした後で、該成形品を射出成形金型内の雌型側にインサートし、射出樹脂と一体化するインサート射出成形法で成形することができる。
【0083】
(プレス成形)
プレス成形(本発明では特に区別なく、マッチモールド成形ともいう。)は、加熱ゾーンで加熱されたシートを挟むようにして雌型(凹型ともいう。)と雄型(凸型ともいう。)をマッチングさせることにより成形を行う。ここで用いられる金型には通常金型内の空気の逃げ道としての真空口が設けられているが、この穴を用いて補助的に真空吸引を行っても構わない。低温で本マッチモールド成形を行うことにより、成形前のシートと同様の輝度の高い金属光沢を維持した成形体が成形可能である。
【0084】
(金型の表面の模様)
金型の表面に凹凸からなる模様を設ける方法は、金属表面に凹および/または凸を形成可能な公知の加工方法を特に限定なく採用することが可能である。このような加工方法としては、例えばヤスリ等による磨き加工、砂やガラスビーズ等の吹き付けによるサンドブラスト加工、酸等の薬品を用いたエッチング加工などが挙げられる。模様の種類としては、例えば、ヘアライン調、木目調、皮シボ(皮革様の模様)、カーボン柄、石目調、岩目、砂目調、大理石調、ファイバー調、梨地、線シボ、幾何学的模様、文字、絵文字、各種図形などが挙げられ、規則的なパターンを示す模様であっても、不規則な模様であっても良く、複数の模様を組み合わせて用いても良い。金型の表面を加工するときには、インク、樹脂、粘着フィルムなどを所定のパターンまたは所定の領域に付着させ、加工しない部分を保護することにより、露出した箇所のみに凹凸を形成することもできる。
【0085】
表面に凹凸を有する金型を用いてプレス成形を行うことにより、金型の凹凸が反転してトップコート層(A)の表面に転写され、成形品の表面に金型表面の模様を再現することができる。金型表面の模様を構成する凹の深さおよび凸の高さは、熱成形用積層シートのトップコート層(A)の厚み以下であることが好ましい。
【0086】
(クランプ枠を用いたプレス成形)
本発明では、プレス成形の方法として、熱成形用積層シートの金型成形すべき部分を加熱可塑化したのち、前記金型成形すべき部分の周囲全周を一対のクランプ枠を用いて両面からクランプし、一方の金型の少なくとも一部を前記クランプ枠の内側にて前記加熱可塑化した部分に押し当てて前記一方の金型と前記クランプ枠との間で前記加熱可塑化した部分を伸長させ、しかるのち、他方の金型を前記加熱可塑化した部分に接触させ、前記一方の金型と前記他方の金型とにより前記加熱可塑化した部分を挟み込んで成形する方法を用いることが好ましい。
【0087】
これにより、熱成形用シートの金型成形すべき部分の周囲全周を枠状のクランプ枠でクランプすることにより強力に固定することができる上、さらに、前記クランプ枠の内側の熱成形用シートに金型を押し当てることによって、成形直前の該熱成形用シートの張力を適正化(均一化)することができる。これにより、一対の金型内へのシート引き込みによる皺の発生および不均一な展延による意匠性の低下を抑制することができる。クランプ枠は可動であるので、クランプ枠によるクランプを加熱可塑化後に行うことにより、シートの張力を適正化することができる。しかも、一対のマッチモールド成形用金型で熱成形用シートを挟み込むことにより所望の形状を付与することができるので、真空成形に比べて低温での成形が可能となり、型再現性が著しく向上する上、意匠性材料への悪影響(金属薄膜細片含有インキ層の光沢低下、金属薄膜層のひび割れ等)を避けることができる。
【0088】
(クランプ枠を備えるプレス成形装置)
図1および図2は、クランプ枠を用いたプレス成形方法および成形装置の第1形態例を説明する模式的断面図である。図1と図2では成形方法が異なるが、同一の成形装置を用いている。この成形装置は、熱成形用シートの少なくとも一部を加熱可塑化したのち該可塑化した部分の両面に一対の金型を接触させて成形する装置であって、前記シートの金型成形すべき部分の周囲全周をクランプする枠状のクランプ枠を各金型の周囲に具備し、前記クランプ枠は前記金型に対して相対的に移動自在とされたものである。
【0089】
図1および図2において符号1は熱成形用積層シートを表す。本発明で用いられる成形装置は、一方のマッチモールド成形用金型としての雄型10および雌型20と、それぞれの金型10,20が固定される固定板13,23と、熱成形用積層シート1の金型成形すべき部分2の周囲全周を両面からクランプする一対のクランプ枠14,24と、クランプ枠を金型に対して駆動する駆動手段としてのシリンダー16,26を備える。
【0090】
図4に示すように、雄型10は、熱成形用積層シート1に接触して成形体の凹部側の形状を成形する雄型本体11と、雄型本体11を収容するボックス12を備える。雄型本体11の裏面とボックス12の底面との間には、間隙を埋めるためブロック12a(図1および図2参照)が挿入されており、ボックス12は固定板13に固定されている。雄型本体11は、外周部に設けられた水平面11aと、雄型本体11の中央部に設けられた天面11cと、水平面11aおよび天面11cの間をつなぐ斜面11bとを有し、斜面11bおよび天面11cは、水平面11aより高い位置にある。この雄型10には、金型の温度を調節するため、内部に水や油等の媒体の流路(図示せず)が設けてあり、金型温度調節機と接続することができるが、金型の温度調節方法としては特に限定されず、前記手法以外でも構わない。
雄型10の水平面11aと斜面11bの接合部には、必要に応じて、エアー抜き穴や真空孔(不図示)を設けてもよい。これらの孔は、成形体に跡が残らないよう、なるべく小さいほうが好ましい。孔の直径は、具体的には、直径0.3〜1.2mmの範囲内が好ましく、0.3〜0.6mmの範囲がより好ましい。
【0091】
雄型10の周囲には、枠状のクランプ枠14が設けられている。クランプ枠14の両側部には一対の張出部14aが外側に突設されており、この張出部14aには、シリンダー16の駆動軸(ロッド)16aの先端が固定されている。これにより、クランプ枠14は雄型10に対して相対的に移動自在に構成されている。図4(a)は、クランプ枠14を雄型10に対して下げた状態を、図4(b)はクランプ枠14を雄型10に対して上げた状態を示す。クランプ枠14を駆動するシリンダー16は、雄型10のボックス12と共通の固定板13に固定されている。このため、固定板13を不図示の駆動手段で駆動させることにより、熱成形用積層シート1に対して雄型10とクランプ枠14との両方を同時に近づけ、また遠ざけることができる。
【0092】
図5に示すように、雌型20は、熱成形用積層シート1に接触して成形体の凸部側の形状を成形する雌型本体21と、雌型本体21を収容するボックス22を備える。雌型本体21の裏面とボックス22の底面との間には、間隙を埋めるためブロック22a(図1および図2参照)が挿入されており、ボックス22は固定板23に固定されている。雌型本体21は、外周部に設けられた水平面21aと、雌型本体21の中央部に設けられた底面21cと、水平面21aおよび底面21cの間をつなぐ斜面21bとを有し、斜面21bおよび底面21cは、水平面21aより低い位置にある。この雌型20には、金型の温度を調節するため、内部に水や油等の媒体の流路(図示せず)が設けてあり、金型温度調節機と接続することができるが、金型の温度調節方法としては特に限定されず、前記手法以外でも構わない。
雌型20の斜面21bと底面21cの接合部には、必要に応じて、エアー抜き穴や真空孔(不図示)を設けてもよい。これらの孔は、成形体に跡が残らないよう、なるべく小さいほうが好ましい。孔の直径は、具体的には、直径0.3〜1.2mmの範囲内が好ましく、0.3〜0.6mmの範囲がより好ましい。
【0093】
雌型20の周囲には、枠状のクランプ枠24が設けられている。クランプ枠24の両側部には一対の張出部24aが外側に突設されており、この張出部24aには、シリンダー26の駆動軸(ロッド)26aの先端が固定されている。これにより、クランプ枠24は雌型20に対して相対的に移動自在に構成されている。図5(a)は、クランプ枠24を雌型20に対して下げた状態を、図5(b)はクランプ枠24を雌型20に対して上げた状態を示す。クランプ枠24を駆動するシリンダー26は、雌型20のボックス22と共通の固定板23に固定されている。このため、固定板23を不図示の駆動手段で駆動させることにより、熱成形用積層シート1に対して雌型20とクランプ枠24との両方を同時に近づけ、また遠ざけることができる。
【0094】
マッチモールド成形においては、雄型10の表面形状と雌型20の表面形状を同形状とする。ただし、雄型10と雌型20を合わせた際の両金型間のクリアランスは、使用する熱成形用積層シート1の厚みおよび熱成形時の展開率を考慮して適切に調整する必要がある。具体的には、雄型10と雌型20とのクリアランスは、実際に得られる三次元成形体の厚み分布に対して−50〜+30%の範囲内にすることが好ましく、より好ましくは、−30〜+10%の範囲内で設計すると良い。金型間のクリアランスが大きすぎると、熱成形時に両金型でシートを挟み込むことができなくなり、得られる成形体の型再現性が悪くなると共に、冷却ムラにより該成形体の変形が大きくなる。逆に、前記クリアランスが小さすぎると成形体に圧迫痕及び真空孔痕が残りやすくなる。特に、熱成形用積層シート1として意匠性を有する加飾シートを用いる場合、前記クリアランスを適切にすることで、成形時の意匠性の変化が小さくなり、目的とする意匠性を有する成形体が得やすくなる。
また、金型を加温して用いる場合は、金型の熱膨張率を考慮して金型設計(特に、クリアランス調整)を行う必要がある。
【0095】
本発明において、金型10,20の具体的な形状や寸法は、成形体の形状や寸法によって適宜設計が可能であり、また熱成形用積層シート1の熱成形性に依存するため、特に限定されるものではないが、十分な型再現性を有する三次元成形体を得るためには、金型のコーナー部のR値は0.2mm以上、展開率は500%以内、最大絞り比(最大高さ/底部の最低長さ)が1.5以下、最大傾斜角度87°以内が好ましい。さらに好ましくは、コーナー部のR値が0.5mm以上、展開率が350%以内、最大絞り比が1.0以下、最大傾斜角度が85°以内である。
【0096】
本発明は、熱成形用積層シート1を成形するための雄型10および雌型20に加えて、可動式のクランプ枠14,24を併用することにより、マッチモールド成形特有の問題である成形皺の発生(これは金型内へのシート引き込みにより発生する。)を効果的に抑制することができる。また、低温成形時のシート弛みによる成形皺の発生も同時に抑制することができる。
【0097】
可動式クランプ枠14,24は、可動式ゆえに加熱後にシート1をクランプすることができるため、熱成形用積層シート1を強力に固定することが可能で、金型10,20内へのシート1の引き込みによる成形皺を著しく抑制することができる。汎用の連続成形機では、加熱時のシート固定方法として枠状クランプを用いる場合は少なく、また、枠状クランプを使用する場合であっても、加熱前にシートをクランプするため、シート固定力が不十分であった。また、熱可塑性樹脂からなるシート1は、一般的にガラス転移温度以下では熱膨張によりシートが弛みやすく、この弛みにより成形皺が発生するという問題があるが、本発明の特徴的要素である可動式クランプ枠14,24を用いれば、加熱後の熱成形用積層シート1をクランプ枠14,24で保持したまま雄型10または雌型20に押し当てることにより、成形前(雌型20と雄型10の勘合前)の皺を除去することが出来る。
可動式クランプ枠14,24の構造としては、加熱後にシート1を固定でき、かつ、可動時に雄型10及び雌型20とぶつからない形状が好ましい。具体的には、可動式クランプ枠14,24とボックス12,22(ボックスが無い場合、雄型10及び雌型20)との距離は、シートの性状および厚みに依存するため限定されないが、成形前の皺を効果的に抑制できることから、シート厚みより大きく20mm以下の範囲内が好ましい。
【0098】
クランプ枠14,24は、熱成形用積層シート1をクランプするシート固定部15,25の面上に、例えば図7に示すように、互いに嵌合する凸部31と凹部32との組み合わせを有することが好ましい。これにより、熱成形用積層シート1を両クランプ枠14,24間にクランプしたときに、一方のクランプ枠に突設された凸部31を他方のクランプ枠に凹設された凹部32に嵌入させ、熱成形用積層シート1をより強力に固定できる。これら凸部31及び凹部32の組み合わせ方としては、雄型側クランプ枠14に凸部31、雌型側クランプ枠24に凹部32を設けるのでもよく、逆に、雄型側クランプ枠14に凹部32、雌型側クランプ枠24に凸部31を設けるのでもよく、これらを併用してもよい。
凸部31および凹部32の形状は特に限定されるものではなく、凸部31としては、ピン状、リブ状、鋸歯状、山形、三角形状、柱状など各種形状を採用可能である。また凹部32としては溝、底を有する穴、貫通穴など各種形状を採用可能である。クランプ時、凸部31と凹部32で熱成形用積層シート1を挟み込む形態でもよいし、熱成形用積層シート1を食い破って穴を開ける形態でもよい。
【0099】
クランプ枠14,24の可動方向は、特に限定されないが、金型10,20の水平面11a,21aに対して垂直な上下方向であることが、シート1の張りを金型に接触させる圧力によって調節することが可能になり、成形皺を効果的に抑制できる上、コスト的に有利であることから好ましい。また、クランプ枠14,24を可動させる動力についても、特に限定されないが、空気圧または油圧を用いたシリンダー16,26を用いる方式が簡便であることから好ましく、とりわけ空気圧式シリンダー(以下、エアーシリンダーと示す。)のほうが実行速度が速いためより好ましい。また、シリンダーを用いる場合、シートのクランプ力が均一となることから、シリンダーを2個以上使用することが好ましく、4個以上の使用がより好ましい。
【0100】
クランプ枠14,24を用いて成形用シートを固定するクランプ力は、熱成形用積層シート1の性状およびクランプ枠の形状によるため限定されないが、マッチモールド成形時の金型内へのシート引き込みによる皺不良を良好に抑制できることから5kgf{約50N}以上が好ましい。また、クランプ応力としては0.05kgf/cm2{約5kPa}以上が好ましい。
【0101】
本発明の金型10,20及び可動式クランプ枠14,24の材質は、特に限定されず、従来マッチモールド成形用金型に使用される各種金属等を用いることができる。具体的には、アルミニウム系鋼材、鉄系鋼材、熱硬化樹脂等が挙げられ、特に、金型の材料としては硬質アルミニウム鋼材が好ましい。また、必要に応じて、研磨処理、フッ素樹脂処理、アルマイト処理、窒化処理、硼化処理、メッキ処理等の表面処理を施すこともできる。
【0102】
本発明に係るマッチモールド成形用金型及び成形方法は、シート加熱装置、下型可動装置、上型可動装置が具備されている各種成形機で用いることができるが、操作性の観点から、真空成形機(プラグ機構付き)若しくは真空圧空成形機が好ましい。シート加熱装置としては、シート表面に加熱装置の痕が残らないことから、シートの片面若しくは両面からの間接加熱方式が好ましい。また、多様な成形方法が可能となることから、下型可動装置及び上型可動装置の少なくとも一方に真空機構が具備されていることが好ましい。また、真空機構を有する可動装置の一方の可動装置には、圧空機構が具備されていても良い。また、下型可動装置及び上型可動装置の駆動方式は特に限定されず、エアーシリンダー式、油圧シリンダー式、サーボモーター式等を用いることができる。ただし、下型と上型の型閉力は、熱成形用積層シート1の性状および金型形状に依存するため限定されないが、10kgf{約100N}以上必要であり、型再現性が良好となることから、100kgf以上{約1kN以上}であることがより好ましい。また、型閉応力としては、0.05kgf/cm2{約5kPa}以上が好ましい。なお、ここで言う型閉力とは、雌型と雄型とを勘合する際の最大圧縮力を示す。具体的には、下型可動装置及び上型可動装置の最大推力の小さいほうから、雌型用及び雄型用の可動式クランプ枠の最大推力の大きいほうを差し引いた推力を示す。
【0103】
すなわち、本発明のクランプ枠を有する成形装置を用いれば、下型可動装置、上型可動装置、雌型用可動式クランプ枠及び雄型用可動式クランプ枠の推力の調整により、シートのクランプ力、成形速度、型閉力を自在に選択することができる。例えば、可動式クランプ枠の推力を高くすると、シートのクランプ力が高く、成形速度が遅く、型閉力が低くなり、逆に、可動式クランプ枠の推力を低くすると、シートのクランプ力が低く、成形速度が速く、型閉力が高くなる。
【0104】
本発明に係る成形方法としては、以下の(1)ないし(9)の手順によるマッチモールド成形を用いることが好ましい。
(1) 熱成形用積層シート1を成形機付属のクランプ(不図示)で固定する。
(2) ヒーター(不図示)を該シート1の上方および/または下方の位置へ移動させる。
(3) 該シート1を所定温度になるまで前記ヒーターで加熱する。
(4) 前記ヒーターを成形機外に退避させる。
(4′) 加熱位置と成形位置が異なる場合は、加熱されたシートを金型位置まで移動させる。
(5) シート1の上側に配置した雌型20を下降させ、シート1の下側に配置した雄型10を上昇させる。
(6) 熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、雌型20の下降及び雄型10の上昇を利用して、そのまま雌型20と雄型10でシート1を挟み込むようにして三次元形状とする、
(7)雌型20と雄型10で該シート1を挟み込んだまま所定時間保持する。
(8)雌型20を上昇、雄型10を下降させ、三次元形状とした成形体を両金型10,20および両クランプ枠14,24から離した後、該成形体をエアー等で所定時間冷却する。
(9)成形機付属のクランプを開放する。
【0105】
(6)において、シートをクランプするときにシートが金型と接していないほうが、シート伸びが均等になりやすいため好ましい。
(2)〜(4)において、シリンダー16,26の上昇及び下降の動作を手動又は電磁弁の操作によりクランプ枠14,24の高さを調節し、作動時のクランプ枠14,24とヒーターとの接触を回避することができる。
なお、上記手順(2)に代えて、該シート1を金型10,20間から退避させて、成形機外に設置したヒータ(不図示)の位置まで移動させても構わない。この場合、上記手順(4)に代えて、該シート1を成形機外から金型10,20間の位置に移動させる。
また、(8)において、シリンダー16の作動により離型速度が早くなり、成形体と雄型との離型性が劣る場合は、シリンダー16の作動を手動又は電磁弁操作により開放した上で雌型を下降させれば良い。
また、シート1上側に雄型10、シート1下側に雌型20を配置することも可能である。この場合、手順(5),(6)では雄型10を下降、雌型20を上昇させ、手順(8)では雄型10を上昇、雌型20を下降させる。
【0106】
手順(6)において、可動式クランプ枠14,24の形状選択および推力調整により、以下の2通りの成形法A,Bを選択することができる。いずれの成形法を適用することも可能であり、金型デザインやシート構成等を考慮して、より適正な方法を選択するのが望ましい。
【0107】
(成形法A)
図1(a)に示すように、熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、図1(b)に示すように、雌型側クランプ枠24の下降推力を雄型側クランプ枠14の上昇推力より小さくすることにより、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雌型20に押し当てる。すなわち、雌型20の水平面21aを熱成形用積層シート1の中央部に押し当て、熱成形用積層シート1の金型成形すべき部分2を雄型10側に突出させる。これにより、熱成形用積層シート1には、雌型20の水平面21aに接触した部分と、クランプ枠14,24でクランプされた部分との間で段差を生じさせてシート1の皺を伸ばすことができる。しかるのち、図1(c)に示すように、雄型10と雌型20とでシート1を挟み込んで三次元形状に成形する。
【0108】
図1(b)において、雌型20の水平面21aと、雌型側クランプ枠24がシート1をクランプする面25との間の高低差は、熱成形用積層シート1の性状および金型形状に依るため特に限定されないが、低温成形時のシート弛みを効果的に除去できることから2〜30mmの範囲内が好ましい。なお、前記高低差の符号は、雌型20の水平面21aが雌型側クランプ枠24のクランプ面25より雄型10側に突出している場合を正とする。
この成形法Aによれば、装飾層を有する加飾シートを用いる場合、該装飾層が可視となる意匠面を雌型20側に向けることにより、装飾鮮鋭性が良好な成形体が得やすい。さらに、印刷柄を装飾層として有する加飾シートを用いて、得られる成形体を部分的に加飾する場合、図柄位置を合わせやすく、また、成形時の偏肉が起こりにくいため、図柄自体の不均一変形も少なくなる。
また、雌型20が下側、雄型10が上側であっても同様である。
【0109】
(成形法B)
図2(a)に示すように、熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、図2(b)に示すように、雌型側クランプ枠24の下降推力を雄型側クランプ枠14の上昇推力より大きくすることにより、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雄型10に押し当てる。すなわち、雄型10の天面11cを熱成形用積層シート1の中央部に押し当て、熱成形用積層シート1の金型成形すべき部分2を雌型20側に突出させる。これにより、熱成形用積層シート1には、雄型10の天面11cに接触した部分2aと、クランプ枠14,24でクランプされた部分との間で段差を生じさせてシート1の皺を伸ばすことができる。しかるのち、図2(c)に示すように、雄型10と雌型20とでシート1を挟み込んで三次元形状に成形する。
【0110】
図2(b)において、雄型10の水平面11aと、雄型側クランプ枠14がシート1をクランプする面15との間の高低差は、熱成形用積層シート1の性状および金型形状に依存するため特に限定されないが、低温成形時のシート弛みを効果的に除去できることから−30〜15mmの範囲内が好ましい。なお、前記高低差の符号は、雄型10の水平面11aが雄型側クランプ枠14のクランプ面15より雌型20側に突出している場合を正とし、前記水平面11aが前記クランプ面15より低い位置にある場合を負とする。図2(b)に示す例では、雄型10の水平面11aと雄型側クランプ枠14のクランプ面15とがほぼ同一面上にあり、前記高低差はほぼ0mmである。また、雄型側クランプ枠14がシート1をクランプする面15との間の高低差を0mm未満とし、且つ、雄型に設けた真空孔から真空吸引することにより、型再現性がさらに良好となる場合がある。
【0111】
この成形法Bによれば、雄型10の天面11cとクランプ枠14,24との間でシート1(金型に接触していない部分2b)は雄型10の斜面11bにも水平面11aにも接触させずに伸長させることができるので、成形体の勾配部(金型10,20の斜面11b,21bによって成形される部分)により多くの面積のシートを配分することができる。よって、展開率の高い部分や勾配の大きい部分を有するような形状の金型を用いる場合に、型再現性が良好な成形体が得やすい。なお、雌型20が下側、雄型10が上側であっても同様である。
【0112】
次に、本発明の成形方法および成形装置の第2形態例を説明する。
図3は、本発明の成形方法の第2形態例を説明する模式的断面図である。図6は、図3で用いられるクランプ枠を設けた雌型を示す斜視図である。
本形態例では、雄型10および雄型側クランプ枠14としては、上記第1形態例と同様に、図4に示すものを用いることができる。雌型側クランプ枠24としては、図3および図6に示すように、クランプ枠24の内周縁部にフランジ部27が延びており、該フランジ部27が雄型側クランプ枠14の内周縁部よりも内側にあるクランプ枠を用いる。この場合、雌型20Aとしては、雌型本体21の水平面21aの高さがフランジ部27の厚み以上に、ボックス22の端縁より突出しているものを用いる。雌型本体21の高さを調節する方法としては、雌型本体21の裏側に高さ調節用のプレート22bを挿入する方法があり、この方法によれば、図5の雌型20のボックス22内にプレート22bを追加するだけで図6の雌型20Aを構成することができる。
【0113】
本形態例におけるクランプ枠14,24は、第1形態例の成形装置で述べたのと同様に、熱成形用積層シート1をクランプするシート固定部15,25の面上に互いに嵌合する凸部31と凹部32との組み合わせ(図8,図9参照)を有することが好ましい。これにより、熱成形用積層シート1を両クランプ枠14,24間にクランプしたときに、一方のクランプ枠に突設された凸部31を他方のクランプ枠に凹設された凹部32に嵌入させ、熱成形用積層シート1をより強力に固定できる。これら凸部31及び凹部32の組み合わせ方としては、雄型側クランプ枠14に凸部31、雌型側クランプ枠24に凹部32を設けるのでもよく、雄型側クランプ枠14に凹部32、雌型側クランプ枠24に凸部31を設けるのでもよく、これらを併用してもよい。
【0114】
本形態例においては、上述の成形法B(シートに対して先に雄型を押し当てる)と同様の方法によりシート1の成形ができる。すなわち、図3(a)に示すように、熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、図3(b)に示すように、雌型側クランプ枠24のクランプ圧力を雄型側クランプ枠14のクランプ圧力より大きくすることにより、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雄型10に押し当てる。すなわち、雄型10の天面11cを熱成形用積層シート1の中央部に押し当て、熱成形用積層シート1の金型成形すべき部分2を雌型20A側に突出させる。これにより、熱成形用積層シート1には、雄型10の天面11cに接触した部分2aと、クランプ枠14,24でクランプされた部分との間で段差を生じさせて皺を伸ばすことができる。しかるのち、図3(c)に示すように、雄型10と雌型20Aとでシート1を挟み込んで三次元形状に成形する。
【0115】
さらに、図3(b)の段階において、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雄型10に押し当てたとき、雌型側クランプ枠24の内周縁部のフランジ部27と雄型10の外周縁部17(ここではボックス12の端縁)との間で熱成形用積層シート1をクランプし、さらに、雄型10の裾部(水平面11aと斜面11bの接合部)に設けた真空孔18(図3(b)参照)より、熱成形用積層シート1の加熱可塑化した部分2を雄型10側から真空吸引する。
この構成によれば、雄型側の真空を効果的に使用することができるため、さらに型再現性良好な成形体が得やすい。真空吸引の際、雄型10の凸部とフランジ部27との間隔(図3(b)において水平方向の間隔)は、皺発生が抑制できるとともに、型再現性が更に良好となることから、5〜50mmが好ましい。また、フランジ部27の形状としては、雄型10の凸部とフランジ部27との間隔が均一である必要はなく、展開率が高い部分の間隔を意図的に長くしたり、ブリッジ不良が発生しやすい部分の間隔を意図的に短くしたりすれば、意匠保持性および型再現性を更に良好にすることができる。
【0116】
(プレス成形の温度条件)
成形時の熱成形用積層シート1の温度は、原反として使用する熱成形用積層シートの熱成形性および金型形状に依存するため特に限定されないが、意匠性を有する加飾シートを用いる場合、低温で成形するほど意匠性変化が少なく、装飾鮮鋭性の優れた成形体が得やすく、また、本発明によれば、比較的低温でも型再現性良好な成形体が得られることから、該シートの真空成形温度(該シートを真空成形で成形する際の最適な温度)よりも10℃以上低いことが好ましい。特に、金属光沢性加飾シートの場合に高光沢性の成形体が得られることから好ましい。さらに、成形体の部分加飾を目的とした印刷柄を装飾層として有する加飾シートの場合に図柄合わせしやすいことから好ましい。
【0117】
具体的には、トップコート層(A)と、熱可塑性フィルム層(B)と、装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを用いる場合、プレス成形による成形温度は、(T1−20)℃〜(T2+35)℃の温度範囲で成形すると、良好な意匠性と型再現性を有する成形体が得られるため好ましい。型再現と光沢のバランスが良好となることから(T1−10)℃〜(T2+25)℃がより好ましく、展開率の高い成形体でも変形や破断の発生が起きにくいことから(T1+5)℃〜(T2+20)℃が更に好ましい。
なお、装飾保護層を有する熱成形用積層シートの熱成形にあたっては、熱成形用積層シートに型再現性不良が起こりやすくなるため、熱成形温度の下限値を(T1−10)℃として、(T1−10)℃〜(T2+35)℃で熱成形することが好ましい。
【0118】
ただしT1は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の高い方の温度であり、T2は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の低い方の温度である。
ただし、ここでいう転移温度とは、JIS K7244−1法に準拠して測定される動的粘弾性測定を用いて、周波数1Hz、昇温速度3℃/分の測定条件で測定した貯蔵弾性率の温度依存曲線の低温側のベースラインを高温側に延長した直線と、階段状変化部分の曲線の勾配が最大になるような点でひいた接線との交点の温度とする。
【0119】
さらに具体的には、遠赤外線ヒーターを用いた場合、ヒーター温度で200〜500℃、間接加熱時間を5〜30秒とし、該シートがマッチモールド成形可能となる温度、例えば、DMAの貯蔵弾性率(E’)が10〜500MPaとなる温度にすることが好ましい。また、金型温度については、得られる成形体の外観や成形収縮率を確認しながら決める必要があるが、これを20〜200℃とし、雄型と雌型とでシートを挟み込む時間(前記の工程(7)に該当する。)は10秒〜5分とすることが好ましい。また、金型温度は、熱成形用シート1の性状によるため特に限定されず、得られる成形体の外観、型再現性、成形収縮率および変形具合によって適宜調整すれば良い。例えば、2つの金型との間に必要に応じて温度勾配を設けても良い。また、プレス成形終了後、得られた成形体をエアー等で冷却することが好ましい。
【0120】
上述の装飾層を有する積層シートにおいて、どちらの面から金型に接触させるかは特に限定はないが、熱可塑性フィルム層(B)(装飾層(C)が可視となる意匠面の側)から金型に接触させると、装飾層の金属薄膜細片の配向が揃った状態を金型によって維持しやすいので、装飾鮮鋭性が良好な成形体が得やすい。また、支持基材層(D)側から変形させた場合、装飾層(C)の変形がマイルドになり、意匠性保持効果が高いと考えられる。一方、型再現性の観点からは、変形し難い(例えば、転移温度が高い)ほうから変形させたほうが良い場合もある。そこで、金型デザインやシート構成等を考慮して、より適正な方法を選択するのが望ましい。
【0121】
〔加飾成形体〕
(インサート射出成形)
高光沢の成形用積層シートを、本発明の熱成形用積層シートの成形方法に従い、プレス成形により成形体とした後、得られた成形体と樹脂を一体成形することにより高光沢を有する樹脂との成形体(以下、加飾成形体と言う。)を得ることができる。
加飾成形体は、成形体をその熱可塑性樹脂フィルム側が射出成形金型の雌型に接するように配置し、前記成形体の裏面側に射出樹脂を充填することにより一体成形する方法、若しくは射出金型内で熱成形を行った後、そのまま射出金型内で射出樹脂との一体化を行う方法により作製することができる。いずれも高光沢を有し、破断がなく、型再現性に優れた加飾成形体を得ることができる。
【0122】
目的とする射出成形体の形状が二次元形状、若しくは、該シートの最大展開率が120%未満の単純な三次元形状の場合には、該シートを成形体とせず、プレス成形でヘアライン等の模様を付けたシート形状のまま、射出成形金型内に挿入することによりインサート射出成形体とすることが出来る。
【0123】
射出樹脂としては、支持基材層(D)との密着性の観点から、支持基材層(D)と同系統の樹脂が好ましい。具体的には支持基材層(D)がポリプロピレン系樹脂の場合、射出樹脂中にポリプロピレン樹脂が40質量%以上であることが好ましく、50質量%以上であることがより好ましく、60質量%以上であることが更に好ましい。前記射出樹脂がポリプロピレン樹脂を主成分とする場合、該ポリプロピレン樹脂とともに配合可能な他の樹脂としては、本発明の支持基材層(D)を構成するものとして前記に例示した各種熱可塑性樹脂や熱可塑性エラストマー等を好ましく用いることが出来る。この場合、射出樹脂中に前記ポリプロピレン樹脂を40質量%以上含有し、その他に、一般的にポリプロピレン樹脂と溶融混合可能な各種樹脂を含有しても良い。
【0124】
ポリプロピレン樹脂と溶融混合可能な樹脂としては、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、スチレン−エチレン−ブタジエン−スチレン共重合体及びスチレン−エチレン−プロピレン−スチレン共重合体等のスチレン系エラストマー、エチレン−プロピレン共重合体及びエチレン−プロピレン−ジエン共重合体に代表されるエチレンプロピレンラバー等のオレフィン系エラストマーが挙げられる。支持基材層(D)がABS樹脂の場合には射出樹脂中に40質量%以上のABS樹脂が含まれることが好ましいが、支持基材層(D)の樹脂との接着性が十分であれば、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂、アクリロニトリル/アクリルゴム/スチレン(AAS)樹脂、アクリロニトリル/エチレンゴム/スチレン(AES)樹脂、(メタ)アクリル酸エステル/スチレン(MS)樹脂等を主成分とする樹脂として用いても構わない。
【0125】
また、前記射出樹脂中には、射出成形体の変形を防ぐ目的で無機フィラーを添加することが出来る。該無機フィラーとしては、特に限定はされないが、タルク、炭酸カルシウム、クレー、珪藻土、マイカ、珪酸マグネシウム、シリカ等が挙げられる。
【0126】
更に、前記射出樹脂中には、低温衝撃性やインモールド成形性が損なわれない範囲で、着色剤、可塑剤、酸化防止剤、紫外線吸収剤、耐電防止剤、難燃剤および滑剤等の添加剤を配合しても良く、これらの添加剤は単独で使用しても2種類以上を併用してもよい。
【0127】
射出樹脂の充填温度は特に限定されるものではないが、樹脂温度が低すぎると支持基材層(D)と射出樹脂が剥がれ易くなり、樹脂温度が高すぎると射出成形体にヒケと呼ばれる反りが発生し易くなる。このため、ポリプロピレン樹脂の場合、射出樹脂の充填温度は180〜270℃が好ましく、200〜260℃がより好ましい。ABS樹脂の場合は200〜290℃が好ましく、210〜260℃がより好ましい。射出金型温度は、雄型と雌型共に20〜100℃とすることが好ましいが、射出成形体に反り等が発生する場合は雄型及び雌型に温度勾配を付けることが必要となる。また、射出金型内に挿入した成形体を、射出樹脂充填前にあらかじめ金型温度まで加温するため、射出遅延時間(型閉めから射出までの時間)を1〜100秒の範囲内で設定しても良い。
【0128】
以上説明したように、本発明の成形方法によって得られる成形品では、熱成形用積層シートのトップコート層(A)に金型表面の凹凸の模様が転写される。この結果、装飾層(C)の金属調の光沢の上にトップコート層(A)の転写による凹凸の模様が重なり合い、両者の視覚的効果が相まった美麗な成形品が得られる。また、転写した模様の凹凸の設計によっては、散乱や干渉等の光学的効果を付与することもでき、多様な意匠を得ることも可能である。
【実施例】
【0129】
以下に具体例をもって本発明を説明するが、本発明はこれらに限定されるものではない。なお、実施例及び比較例における物性評価は下記の測定法または試験法にて行った。また、実施例中の「部」及び「%」は、いずれも質量基準によるものとする。
【0130】
(金型模様の転写評価法)
熱成形用積層シートのトップコート層(A)側から見た成形体の転写評価は目視で行い、以下の通り判定した。該評価で使用した台形状金型は、雌型金型が間口120×90mm、底部66×51.7mm、深さ25mmであり、雄型金型が間口120.3×90.5mm、底部66.6×52.3mm、深さ25mmであり、成形は雄雌の両金型をマッチさせる形で成形を行った。尚、成形温度は120℃、金型温度は60℃、型締め力は300kgfとした。この際、熱成形用積層シートは、雄型金型面に支持基材層(D)側が接するように配置した。得られた台形状成形体のトップコート層(A)側の凸面を天面とし評価を行った。天面の展開率は約110%であった。なお、ここでいう展開率は、元の面積に比して全体の面積が1.5倍になった場合を150%として表した。
【0131】
◎:金型のヘアライン模様をハッキリ忠実に再現している。
○:金型よりは薄いがヘアライン模様がハッキリ認識できる。
△:ヘアライン模様は転写しているが薄くて見にくい。
×:ヘアライン模様を判別することができない。
【0132】
(熱成形用積層シートの最大展開率評価法)
熱成形用積層シートの最大展開率は、雌型金型が間口220×140mm、底部5R、深さ95mmであり、雄型金型が間口220.3×140.5mm、底部5.15R、深さ95mmの三角型の金型を用い、成形は雄雌の両金型をマッチさせる形で成形を行った。尚、成形温度は150℃、金型温度は60℃、型締め力は300kgとした。
この金型で得られる展開率は110〜220%であり、この中でヒビ割れや剥離が入っていない最小厚みをマイクロメーターによって読み取り、最大展開率として評価を行った
【0133】
○:展開倍率が220%でもトップコート層にヒビ割れや剥離が見られなかった。
△:展開倍率が200〜220%の範囲でトップコート層にヒビ割れや剥離が発生した。
×:展開倍率が200%未満でトップコート層にヒビ割れや剥離が発生した。
【0134】
なお、最大展開率は下記の式で求めた。
【0135】
最大展開率(%)=(t0/t1)×100
(ただし、t0は「成形前の熱成形用積層シートの厚さ」を表し、t1は「成形後の成形体の厚さ」を表す。)
【0136】
(耐擦傷性)
前記「最大展開率評価」と同様に作製した成形体から、長さ5cm、幅2cmに切り出した試験片のトップコート層(A)側を、耐摩擦・摩耗試験機で、荷重500gで300回摩擦後(#0000のスチールウール)、脱脂綿でトップコート層(A)の汚れを拭き取り、外観評価より耐擦傷性を判断した。
【0137】
◎:傷がほとんど目立たない。
○:傷が少し認められる。
△:傷が目立つ。
×:著しく傷が目立つ。
【0138】
(耐溶剤性)
ラビングテスター(大平理化工業株式会社製)を用いて、前記「最大展開率評価」と同様に作製した成形体から長さ5cm、幅5cmに切り出した平均展開率140%の試験片を、トップコート層(A)側にキシレンを脱脂綿に十分に染み込ませてから載せ、その上を試験機端子で押さえ、1kgの荷重をかけてキシレンを染み込ませた脱脂綿を10往復させた後、トップコート層(A)を目視評価し、以下の通り判定した。
【0139】
○:トップコート層(A)の外観が変化がない。
△:トップコート層(A)に若干の傷付有り。
×:トップコート層(A)に傷付きが目立つ。
【0140】
(耐酸性)
前記「最大展開率評価」と同様に作製した成形体から長さ5cm、幅5cmに切り出した平均展開率140%の試験片のトップコート層(A)表面に5%硫酸水溶液0.4mlをスポット状に滴下し、熱風乾燥機にて80℃で30分間加熱した後、水洗、乾燥させて、トップコート層(A)表面を目視評価し、以下の通り判定した。
【0141】
○:トップコート層(A)に変化がない。
△:トップコート層(A)にスポット跡が少し認められる。
×:トップコート層(A)にスポット跡、シミ、白化、フクレ等の変化が認められる。
【0142】
(密着性)
前記「最大展開率評価」と同様に作製した成形体から平均展開率140%の平らな部分を適宜切り出し、試験片とした。碁盤目テープ剥離法(JIS K5400)に準じて試験を行った。試験後、トップコート層(A)の升目の中で欠落した目の数を数え、以下の通り判定した。
【0143】
○:トップコート層(A)の升目に欠落が全く認められない。
△:トップコート層(A)の升目の欠落の数が10%未満認められる。
×:トップコート層(A)の升目の欠落の数が10%以上認められる。
【0144】
(熱成形用積層シートのトップコート層(A)の反応率)
反応率は、トップコート層(A)用の樹脂組成物を、厚さ25μmのPETフィルムにバーコーター#30を用いて塗布し60℃乾燥器に1分間入れて乾燥させて、後述の実施例の表1,2に記載されたクリアー硬化層の硬化条件で硬化させたフィルム(F1)と、樹脂組成物を完全硬化(110℃/2時間加熱処理)させた補正用フィルム(F2)の2種類を作製した。
FT−IR(フーリエ変換赤外分光光度計)を用いて透過法又はATR法でイソシアネート官能基の硬化前後のIRスペクトルの吸光度ピーク高さを測定し、次式から反応率を求めた。
【0145】
反応率(%)=(P0−P)×100/(P0−P1) ・・・・ (1)
【0146】
ただし、式(1)において、P0は「硬化前の試験用フィルムの吸光度ピーク高さ」であり、トップコート層(A)用樹脂組成物を塗布し溶剤乾燥させた状態での吸光度のピーク高さを表す。Pは「硬化後の試験用フィルムの吸光度ピーク高さ」であり、硬化させたフィルム(F1)の吸光度のピーク高さを表す。P1は「完全硬化後の補正用フィルムの吸光度ピーク高さ」であり、補正用フィルム(F2)の吸光度のピーク高さを表す。
【0147】
(熱成形用積層シートの作製)
以下の製造例1〜4は、それぞれの実施例及び比較例に用いたトップコート層(A)の成分である熱可塑性樹脂の製造例である。
【0148】
数平均分子量:GPC測定結果のポリスチレン換算値を示す。
不揮発分:アルミ皿に試料1gを精秤し、トルエンにて薄く均一に拡げた後風乾し、更に108℃の熱風乾燥機中で1時間乾燥し、乾燥前後の重量から求めた。
水酸基価:水酸基含有モノマーの仕込み組成からKOH中和量として算出した。
トップコート層(A)のTg:DSC法で測定した。
酸価:0.05mol/リットル水酸化カリウム−トルエン溶液滴定法により測定した。
【0149】
(製造例1)2級水酸基が100モル%で酸価が0.1以下の樹脂(A−1)の合成
温度調節器、窒素導入管、滴下装置(2基)、撹拌装置を備え付けた3L反応容器に、酢酸エチル400部を仕込み、窒素置換後、75℃に昇温した。別途、メタクリル酸メチル446部、メタクリル酸n−ブチル164.5部、メタクリル酸2−ヒドロキシプロピル89.6部(2級水酸基が100モル%)をよく混合した溶液(以下、モノマー溶液と称する)と酢酸エチル70部、パーブチルO(商品名、日本油脂株式会社製)3部、ABN−V(商品名、日本ヒドラジン工業社製)3部、ABN−E(商品名、日本ヒドラジン工業社製)3部をよく混合した溶液(以下、触媒溶液と称する。)、それぞれを滴下装置に仕込み、直ちに窒素置換した。
窒素雰囲気下で反応容器内に前述のモノマー溶液と触媒溶液をそれぞれ4時間かけて滴下仕込した。仕込中、急激な反応温度の上昇がないようにモノマー溶液と触媒溶液の滴下速度を調整した。滴下終了後、約2時間撹拌ホールドし、酢酸エチル233部を仕込んだ。仕込後、更に、10時間攪拌ホールドを行い反応を終了し、不揮発分50%の樹脂(A−1)を得た。得られた樹脂の固形分は、数平均分子量が18,600、水酸基当量が50、酸価が0.1以下、計算Tgが70℃であった。
【0150】
(製造例2)2級水酸基が100モル%で酸価が0.6の樹脂(A−2)の合成
使用する溶剤が酢酸ブチル、モノマー溶液がメタクリル酸メチル470.4部、メタクリル酸ターシャリーブチル85.4部、メタクリル酸2−ヒドロキシプロピル143.5部(2級水酸基が100モル%)、メタクリル酸0.7部を使用し、反応温度を85℃にする以外は、製造例1と同様にして製造した。反応物の性状は、不揮発分50%の樹脂(A−2)を得た。得られた樹脂の固形分では、数平均分子量が15,200、水酸基当量が80、酸価が0.6、計算Tgが85℃であった。
【0151】
(製造例3)2級水酸基が100モル%で酸価が0.6の樹脂(A−3)の合成
使用する溶剤が酢酸ブチル、モノマー溶液がメタクリル酸メチル331部、メタクリル酸2−エチルヘキシル278.5部、メタクリル酸2−ヒドロキシプロピル89.6部(2級水酸基が100モル%)、メタクリル酸0.7部を使用し、反応温度を85℃にする以外は、製造例1と同様にして製造した。反応物の性状は、不揮発分50%の樹脂(A−3)を得た。得られた樹脂の固形分では、数平均分子量が21,000、水酸基当量が50、酸価が0.6、計算Tgが40℃であった。
【0152】
(製造例4)2級水酸基が0モル%で酸価が6.6の樹脂(A−4)の合成
使用する溶剤が酢酸ブチル、モノマー溶液がメタクリル酸メチル462部、メタクリル酸ターシャリーブチル103.4部、メタクリル酸2−ヒドロキシエチル128部(1級水酸基が100モル%)、メタクリル酸6.6部を使用し、反応温度を80℃にする以外は、製造例1と同様にして製造した。反応物の性状は、不揮発分50%の樹脂(A−4)を得た。得られた樹脂の固形分では、数平均分子量が20,200、水酸基当量が80、酸価が6.6、計算Tgが95℃であった。
【0153】
〔トップコート層(A)用組成物〕
前記製造例1〜4で得た熱可塑性樹脂(A−1)〜(A−4)を使用し、トップコート層(A)用樹脂組成物を調製した。該樹脂組成物の組成は、表1及び表2に記載した。
なお、表1及び表2において、硬化剤としては、BURNOCK DN−981(商品名、大日本インキ化学工業株式会社製、イソシアヌレート環含有ポリイソシアネート、数平均分子量1000、不揮発分75%(溶剤:酢酸エチル)、イソシアネート(NCO)官能基濃度は13.7%である。)を用いた。
【0154】
硬化触媒としては、1%ジブチル錫ジラウレート/酢酸ブチル溶液を用いた。
NCO/OH当量比は、硬化剤のイソシアネート基量と熱可塑性樹脂の当量比である。
【0155】
〔熱可塑性フィルム層(B)〕
熱可塑性フィルム層(B)として透明で表面光沢値が140%、鉛筆硬度H、Tg104℃(JISK7121)、厚さ125μmのゴム変性PMMAフィルム(B−1)を使用した。
【0156】
〔装飾層(C)用高輝性インキ〕
(インキ用アルミニウム薄膜細片)
ニトロセルロース(HIG7)を、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤に溶解して6%溶液とした。該溶液を、スクリーン線数175線/インチ、セル深度25μmのグラビア版でポリエステルフィルム上に塗布して剥離層を形成した。十分乾燥した後、剥離層上に厚さが0.04μmとなるようにアルミニウムを蒸着し、蒸着膜面に、剥離層に使用したものと同じニトロセルロース溶液を、剥離層の場合と同じ条件で塗布し、トップコート層を形成した。
上記蒸着フィルムを、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤中に浸積してポリエステルフィルムからアルミニウム蒸着膜を剥離したのち、大きさが約150μmとなるよう攪拌機でアルミニウム蒸着膜を粉砕し、アルミニウム薄膜細片を調製した。
【0157】
(インキ用アルミニウム薄膜細片スラリー)
アルミニウム薄膜細片 10部
酢酸エチル 35部
メチルエチルケトン 30部
イソプロピルアルコール 30部
【0158】
上記(合計105部)を混合し、撹拌しながら、さらに下記組成のニトロセルロース溶液5部を加えた。
【0159】
ニトロセルロース(HIG1/4) 25%
酢酸エチル:イソプロピルアルコール=6:4混合溶剤 75%
【0160】
上記混合物を、温度を35℃以下に保ちながら、ターボミキサーを使用して、アルミニウム薄膜細片の大きさが5〜25μmになるまで攪拌し、アルミニウム薄膜細片スラリー(不揮発分10%)を調製した。
【0161】
(高輝性インキの調製)
アルミニウム薄膜細片スラリー(不揮発分10%) 30部
カルボン酸含有塩化ビニル−酢酸ビニル樹脂 3部
カルボン酸含有ウレタン樹脂 7部
酢酸エチル 23部
メチルエチルケトン 26部
イソプロピルアルコール 10部
【0162】
上記(合計99部)を混合し、不揮発分中のアルミニウム薄膜細片濃度35質量%であるインキ(C−1)を調製した。なお、上記において、カルボン酸含有塩化ビニル−酢酸ビニル樹脂(UCC社製「ビニライト VMCH」)及びカルボン酸含有ウレタン樹脂(大日本インキ化学製「タイホフォースNT810−45」不揮発分45%)は、結着樹脂として使用するものである。
【0163】
(インキ保護層用熱硬化性樹脂溶液の調製)
温度調節器、窒素導入管、滴下装置(2基)、撹拌装置を備え付けた反応容器に酢酸ブチル850部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)1部を仕込み、窒素置換後、110℃まで1.5時間かけて昇温した。
別途、メタクリル酸メチル660部、メタクリル酸ターシャリーブチル148部、メタクリル酸2−ヒドロキシエチル183部、メタクリル酸4.5部をよく混合した溶液のモノマー溶液と、酢酸イソブチル200部、パーブチルO(商品名、日本油脂株式会社製、t−ブチルパーオキシ−2−エチルヘキサノエート)9部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)2部をよく混合した溶液の触媒溶液とを、それぞれを滴下装置に仕込み、直ちに窒素置換した。
窒素雰囲気下で反応容器内に前述のモノマー溶液と触媒溶液を反応温度の急激な上昇がないように仕込速度を調整しつつ、5時間かけて滴下した。滴下終了後、約15時間攪拌を続けた結果、不揮発分60%の樹脂組成物を得た。得られた樹脂の固形分では、数平均分子量が500,000、水酸基価が79KOHmg/g、酸価が3.59KOHmg/g、計算Tgが95℃であった。
【0164】
上述の水酸基含有ビニル共重合体の水酸基の当量数と、ポリイソシアネート化合物「URNOCK DN−981」(商品名、大日本インキ化学工業株式会社製、イソシアヌレート環含有ポリイソシアネート、数平均分子量約1000、不揮発分75%、溶剤:酢酸エチル、官能基数3、NCO濃度13.7%)のイソシアネート基の当量数が0.8〜1.2:を0.8〜1.2となる割合で配合、混合し、インキ保護層用熱硬化性樹脂溶液(P−1)を調製した。
【0165】
(接着剤)
二液型のポリエステルウレタン系接着剤(大日本インキ化学工業株式会社製「LX−630PX」とその硬化剤「KR−90」の二液混合型接着剤)を42:1の重量割合で混合し接着剤を調製した。
【0166】
〔支持基材層(D)〕
支持基材層として住友化学社製ランダムPP(ノーブレンFS3611)を押出機ホッパーより投入し、加工温度200℃にてTダイから押出成形し、40℃に加熱されたキャストロールを通した後、巻き取り、無延伸原反シート(D−1)を製造した。
【0167】
(熱成形用積層シートの作製方法)
実施例1〜5及び比較例1〜4で用いた熱成形用積層シートは、トップコート層(A)/熱可塑性フィルム層(B)/インキ保護層/装飾層(C)/接着剤層/支持基材層(D)の層構成を有する厚さ約430μmとし、下記の方法により作製した。
熱可塑性樹脂(B−1)フィルムに前記トップコート層(A)用組成物(A−1)〜(A−4)をマイクログラビアコーターを使用して乾燥膜厚15.0μmとなるように塗布、乾燥後、前記表1及び2に記載の硬化条件に従って熱風乾燥器にて半硬化処理を行い、トップコート層(A)を得た。
次に、トップコート層(A)を有する面と反対面の熱可塑性樹脂(B−1)フィルムにインキ保護層となる熱硬化性樹脂溶液(P−1)を乾燥膜厚2μmとなるように塗工し乾燥させた。塗工後、50℃で4日間、熱風乾燥器に入れて硬化させ、インキ保護層を得た。
インキ保護層上に、前記装飾層(C)用インキ(C−1)をグラビアコーターを使用して乾燥膜厚1μmとなるように塗工した。
支持基材層(D−1)の接着面にコロナ処理を行い、接着剤をバーコーター#20番を用いて塗工した。40℃に設定したゴムロールラミ装置を用いてインキ層(C−1)と支持基材層(D−1)と張り合わせ、直ちに、50℃、3日間、熱風乾燥器にいれて接着剤の硬化処理を行い、熱成形用積層シートを完成させた。
【0168】
(マッチモールド成形)
得られた熱成形用積層シートを、株式会社ハーミス社製FE38PHの小型真空成形機を用いてクランプ後、シートを両面より間接加熱し、ヒーターが退避したのち、雌金型を上昇後、雄金型を下降させ、マッチモールド成形法により成形体を作製した。下面のヒーター温度は270℃、上面のヒーター温度は230℃とし、シートを加熱後成形した。
【0169】
(インサート成形)
マッチモールド成形で得られた成形体のトップコート層(A)側の天面を、射出成形用金型の雌型に接触するように密着させ、金型温度40℃で加熱後、200℃に加熱したノバテック社製PP樹脂(商品名「TX1868H5」)からなる溶融樹脂を金型内に射出して一体成形し、表層に熱成形用積層シートを供する射出成形体を作製した。なお、射出成形機は住友重機械工業株式会社の住友ネスタール射出成形機プロマット80/40、金型は2段プレート成形体が取れる65mm×40mm×厚さ3mmと1.5mm(厚さが3mmと1.5mmの2段の階段状プレート)のものを用いた。
インサート成形時のシート温度は、射出樹脂と同じ約200℃であった。なお、シートの温度は、金型表面とシートとの間に熱電対温度計を取り付けて、射出成形時の温度を測定した。
【0170】
上述したとおり、金型模様の転写評価は、台形状金型を用いてマッチモールド成形法で得た成形体について、最大展開率は三角形状金型を用いてマッチモールド成形法で得た成形体について、それぞれ評価した。また、耐擦傷性、耐溶剤性、耐酸性、密着性などの物性は、最大展開率の評価用に作製した成形体の底面部分を使用してインサート成形体を作製し、該インサート成形体から切り出した試験片について評価した。
評価結果を表1及び表2に示す。
【0171】
【表1】

【0172】
【表2】
【0173】
比較例1のように、イソシアネート反応率が20%に満たないと充分な金型模様の転写性は得られるが、耐擦傷性や耐溶剤性が不十分なことが分かる。
比較例2のように反応率が75%以上の領域になると、耐擦傷性や耐溶剤性は良好となるが転写性や最大展開率が低下してしまうことが分かる。
比較例3,4は、2級水酸基がない又は少なく、酸価が多すぎる例であるが、転写性も悪く、最大展開率が低く、割れが発生も発生することが分かる。
【産業上の利用可能性】
【0174】
本発明の成形方法により成形された成形体は、自動車関連部材、建材部材、家電品等の用途に使用される外装塗装不要の光沢値の高い金属光沢を有する分野に有用である。
【図面の簡単な説明】
【0175】
【図1】本発明で用いられるマッチモールド成形方法の第1形態例の成形法Aを説明する模式的断面図であり、(a)はシートをクランプ枠でクランプした状態、(b)はクランプしたシートを一方の金型に接触させた状態、(c)はクランプしたシートを両方の金型で型締めしている状態を示す。
【図2】本発明で用いられるマッチモールド成形方法の第1形態例の成形法Bを説明する模式的断面図であり、(a)はシートをクランプ枠でクランプした状態、(b)はクランプしたシートを一方の金型に接触させた状態、(c)はクランプしたシートを両方の金型で型締めしている状態を示す。
【図3】本発明で用いられるマッチモールド成形方法の第2形態例を説明する模式的断面図であり、(a)はシートをクランプ枠でクランプした状態、(b)はクランプしたシートを一方の金型に接触させた状態、(c)はクランプしたシートを両方の金型で型締めしている状態を示す。
【図4】クランプ枠を設けた雄型の一例を示す斜視図であり、(a)は金型に対してクランプ枠を下げた状態、(b)は金型に対してクランプ枠を上げた状態を示す。
【図5】クランプ枠を設けた雌型の一例を示す斜視図であり、(a)は金型に対してクランプ枠を下げた状態、(b)は金型に対してクランプ枠を上げた状態を示す。
【図6】クランプ枠を設けた雌型の他の例を示す斜視図であり、(a)は金型に対してクランプ枠(一部を切り欠いて図示してある)を下げた状態、(b)は金型に対してクランプ枠を上げた状態を示す。
【図7】第1形態例のマッチモールド成形方法で用いられる成形装置においてクランプ枠が互いに嵌合する凹部および凸部を有する場合の一例を示す概略図である。
【図8】第2形態例のマッチモールド成形方法で用いられる成形装置においてクランプ枠が互いに嵌合する凹部および凸部を有する場合の一例を示す概略図である。
【図9】第2形態例のマッチモールド成形方法で用いられる成形装置においてクランプ枠が互いに嵌合する凹部および凸部を有する場合の他の例を示す概略図である。
【符号の説明】
【0176】
1…熱成形用積層シート、2…金型成形すべき部分、10…雄型、11…雄型本体、12…ボックス、13…固定板、14…クランプ枠、15…クランプ面、17…雄型の外周縁部、18…真空孔、20…雌型、21…雌型本体、22…ボックス、23…固定板、24…クランプ枠、25…クランプ面、27…フランジ部、31…凸部、32…凹部。
【技術分野】
【0001】
本発明は、金属調の光沢を有する装飾層を備えた熱成形用積層シートの成形方法に関し、特に自動車内外装部品、家電用部品、建材用部品などの装飾に有用な、外装塗装不要の成形方法に関する。
【背景技術】
【0002】
従来、装飾用途の自動車内外装部品、家電用部品、建材用部品などは、射出成形、真空成形やインモールド成形等の成形加工を施した後、成形品表面をスプレー塗装などで塗料を塗布し、乾燥・加熱硬化させ、成形品の表面保護や着色、装飾等の意匠性を付与することが広く行われている。特に、金属調の意匠を要求される場合は、顔料の練り込みの困難さ、顔料流れ跡が目立ちやすいなどの理由で、着色法より塗装法が採用されることが多い。塗装法の場合、塗膜を焼付け、架橋させれば、表面保護の効果も期待できる。
【0003】
しかしながら、塗装法は、揮発性有機溶剤の排出に対する作業環境の問題や、成形品ごとの塗布、乾燥、加熱硬化等の作業行程と生産設備が必要となり、生産性が低い問題が有る。また、現在の塗料は揮発性有機溶剤を用いるものが主流であるため、揮発性有機溶剤の排出に対する作業環境保護、外部環境保護の観点から、水系塗料あるいは粉体塗料を使用する等の無溶剤化が図られているが、金属調の意匠の表現は現状では困難である。
これに対し、塗料を使用する代りに成形性支持樹脂層を積層した着色シートを、射出成形時に一体化して成形する方法が紹介されている。この方法によれば、金属調意匠の樹脂成形部材を無溶剤で製造することが可能である。
【0004】
光沢値の高い金属調の意匠性を有するシートとしては、アルミ蒸着したポリエチレンテレフタレートフィルムやポリプロピレンフィルム等をドライラミネートした積層シートが知られている。また、鱗片状でかつ表面が平滑なアルミニウム粒子を含有するアクリレート系エマルジョン層を有する積層シートが記載されている(例えば特許文献1参照)。
しかしながら、これらのシートは平面として金属調意匠を有しているものの、蒸着面に展延性が十分にないため、真空成形またはインモールド成形等の成形加工を施した場合に、割れや光沢のムラを生ずる等、金属調の装飾層の意匠性の保持が不十分であった。
【0005】
また、金属薄膜細片を結着樹脂ワニス中に分散したインキ皮膜を有する積層シートを用いることが提案されている(例えば特許文献2参照)。この方法によれば、高い光沢値を持つシートが作製可能でかつ熱成形時の展延性を改善することができる。しかしながら、真空成形時の加熱によりシート自体の光沢値が大幅に低下し、加熱前の良好な光沢を維持した成形体を得ることが出来ない問題があった。
【0006】
近年、成形加工時に意匠性を有する軟質な熱可塑性樹脂からなる加飾用積層シートを供し、成形品表面に該加飾用積層シートを貼り合わせ、意匠性を有する被覆成型品を得る方法が数多く提案されている。加飾用シートは熱成形時の立体変形に追従できるような熱可塑性樹脂で構成されているので、成形時の塗膜の割れや破れ、剥離が生じるなどの問題はなく、塗装工程がないので作業環境や生産性に優れる。しかし、表面硬度に限界があり、耐擦傷性や耐溶剤性などに劣るといった問題が有った。
【0007】
この問題を解決するため、表面層に硬化性樹脂層を有する加飾用積層シートを使用し、成形加工後硬化させ、被覆成型品を得る方法が開発されている。この方法は、成形加工時の段階では表面層である硬化性樹脂層は未硬化のため延伸性が高く、また成形品を被覆した後は硬化性樹脂層を硬化させるので、得られる成型品表面は、高硬度で耐擦傷性に優れる。
しかし、成形時の熱により未硬化の硬化性樹脂が金型表面に付着し易く、その結果加飾用積層シートと一体化した成形品の外観が損なわれる恐れがあった。また、付着物を金型から除去しなければならず生産性が悪いといった問題もあった。
【0008】
成形前に、表面層である硬化性樹脂層を一部架橋させておき、成形加工後に再度硬化させる加飾用積層シートが開発されている。(例えば、特許文献3、4参照)これは、UV樹脂と熱硬化性樹脂との混合物を使用し、成形前に熱硬化性樹脂成分を架橋させておき(半硬化状態)、成形後UV照射してUV硬化樹脂成分を架橋させるものである。これにより、付着物が金型に付着する問題は解決できる。しかし、成形後UV照射を行う必要があるので煩雑であることや、UV硬化性樹脂と熱硬化性樹脂とが相溶しずらいといった問題、あるいは、UV硬化性樹脂成分は一般に伸び率が低く成形時に割れ等が発生するといった問題があった。
【0009】
UV硬化方法を使用せず、熱硬化方法のみを利用する表面層を有する加飾用積層シートとしては、例えば特許文献5が知られている。これは、水酸基、アミノ基又はカルボキシル基を有する反応性アクリル樹脂と、ブロックイソシアネートとを主成分とした熱硬化性樹脂を表面層に有するシートであり、成形前に一部熱により架橋をさせておき、成形後熱硬化させる。しかし、真空成形やインモールド成形直前の高温加熱により硬化反応が進行しすぎ、成形時に該積層シートが延びることができず、特に該クリアー層に割れや剥離を起こし易いといった問題や、加熱時、ブロックイソシアネート基からフェノール類、有機カルポン酸等のマスク剤が脱離して金型や成形品表面に付着し、成形体の外観不良や表面光沢の低下を招くといった問題があった。
【特許文献1】特開平5−111991号公報
【特許文献2】特開2002−46230号公報
【特許文献3】特開2000−117925号公報
【特許文献4】特開2004−1350号公報
【特許文献5】特開平3−157414号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、金属調の光沢を有する装飾層による高い光沢値を活かして装飾性に優れる成形品を得ることが可能な熱成形用積層シートの成形方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明の熱成形用積層シートの成形方法は、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させることを特徴とする。
【発明の効果】
【0012】
本発明により、表面に凹凸の模様が転写されたトップコート層を通して装飾層の金属調の光沢が視認され、両者の視覚的効果が相まって、外観や表面光沢、意匠性に優れる成形品が得られる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の熱成形用積層シートの成形方法について詳しく説明する。
本発明では、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、好ましく用いることができる。
また、本発明では、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを用いることもできる。
【0014】
〔トップコート層(A)〕
本発明においてトップコート層(A)とは、シートのプレス成形(マッチモールド成形)において最表面となる層のことである。
本発明で使用する半硬化状態のトップコート層(A)は、熱硬化可能な成分を部分的に硬化させたものであり、プレス成形時の加熱で熱硬化の反応率が上昇し、充分な特性が得られる硬化状態になるものをいう。
【0015】
半硬化状態のトップコート層(A)としては、詳しくは後述するが、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜73%の範囲で半硬化させた層が好適である。
【0016】
本発明で用いられる「2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂」(以下これを熱可塑性樹脂Aと略称する場合がある。)において、熱可塑性樹脂とは、アクリル系重合体やフルオロオレフィン系重合体に代表されるビニル系重合体、ポリエステル、アルキッド樹脂、ポリウレタンなどの重合体が挙げられる。中でも、ビニル系重合体が成形性と成形品の物性バランスが良好な点で特に好ましい。
【0017】
(熱可塑性樹脂A)
前記熱可塑性樹脂Aは、公知の方法で単独重合または共重合させて得られる。例えば、熱可塑性樹脂Aがビニル系重合体である場合、2級水酸基を有するビニル系単量体を公知の方法で単独重合または共重合させて得られる。2級水酸基を有するビニル系単量体は、分子内に不飽和二重結合と2級水酸基を有する化合物で有れば良く、例えば、アクリル酸2−ヒドロキシプロピル、メタクリル酸2−ヒドロキシプロピル、アクリル酸2−ヒドロキシブチル、メタクリル酸2−ヒドロキシブチルなどの不飽和カルボン酸モノアルキルエステル化合物;不飽和カルボン酸とα−オレフィンエポキシドのようなモノエポキシ化合物との付加物;アクリル酸グリシジル又はメタクリル酸グリシジルとジオクチルアミンなどのジアルキル2級アミンとの付加物;アクリル酸グリシジル又はメタクリル酸グリシジルと酢酸、プロピオン酸などの脂肪酸との付加物;アクリル酸グリシジル又はメタクリル酸グリシジルと塩酸などの無機酸との付加物が挙げられる。
【0018】
前記2級水酸基を含有するビニル系重合体は、他の汎用のビニル系単量体を共重合させてもよい。他の汎用のビニル系単量体としては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸n−プロピル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸イソブチル、アクリル酸tert−ブチル、アクリル酸ヘキシル、アクリル酸2−エチルヘキシル、アクリル酸n−オクチル、アクリル酸デシル、アクリル酸ラウリル、アクリル酸ステアリル、アクリル酸シクロヘキシル等のアクリル酸の炭素数1〜22のアルキルエステル又はシクロアルキルエステル;
【0019】
メタクリル酸メチル、メタクリル酸エチル、メタクリル酸n−プロピル、メタクリル酸イソプロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸tert−ブチル、メタクリル酸ヘキシル、メタクリル酸2−エチルヘキシル、メタクリル酸オクチル、メタクリル酸デシル、メタクリル酸ラウリル、メタクリル酸ステアリル、メタクリル酸シクロヘキシル等のメタクリル酸の炭素数1〜22のアルキルエステル又はシクロアルキルエステル;
【0020】
アクリル酸メトキシブチル、メタクリル酸メトキシブチル、アクリル酸メトキシエチル、メタクリル酸メトキシエチル、アクリル酸エトキシブチル、メタクリル酸エトキシブチル等のアクリル酸又はメタクリル酸の炭素数2〜18のアルコキシアルキルエステル類;
【0021】
N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタ)アクリレート、N−tert−ブチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート等のアミノアルキルアクリレート系単量体またはアミノアルキルメタクリレート系単量体;
【0022】
アクリルアミド、メタクリルアミド、N−メチル(メタ)アクリルアミド、N−エチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド等のアクリルアミド系単量体またはメタクリルアミド系単量体;
グリシジルアクリレート、グリシジルメタクリレート等のグリシジル基含有単量体;
スチレン、α−メチルスチレン、ビニルトルエンなどのビニル芳香族化合物;
アクリロニトリル、酢酸ビニル、塩化ビニル等が挙げられる。
【0023】
また、前記2級水酸基を含有するビニル系重合体において、1級水酸基を有するビニル系単量体を共重合させると、硬化速度や水酸基価を調節することができ好ましい。1級水酸基を有するビニル系単量体としては例えば、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、3−ヒドロキシプロピルアクリレート、3−ヒドロキシプロピルメタクリレート、4−ヒドロキシブチルアクリレート、4−ヒドロキシブチルメタクリレートなどの不飽和カルボン酸モノアルキルエステル化合物、上述の水酸基含有モノマーとラクトン類(例えばε−カプロラクトン、γ−バレロラクトン等)との付加物が挙げられる。特に、上述の水酸基含有モノマーとラクトン類(例えばε−カプロラクトン、γ−バレロラクトン等)との付加物を使用すると、成形時の三次元深絞り性が向上し、より好ましい。
【0024】
また、得られた成形品の光沢性をより一層高めるためには、前記2級水酸基を含有するビニル系重合体において、ジアリル化合物を共重合させると効果的である。ジアリル化合物としては、アクリル酸アリル、メタクリル酸アリル、ジアリル酢酸、ジアリルカルビノール、ジアリルエーテル、ジアリルクロロシラン等が挙げられるが、共重合体の安定性や原料化合物の入手しやすさといった観点から、アクリル酸アリル、メタクリル酸アリルが好ましい。ジアリル化合物は、全単量体成分に対して0.5〜30重量%の範囲で使用することが好ましい。0.5重量%以上とすることにより、人の目で光沢感を明瞭に感じることが可能な光沢値が得られ、外装材として極めて優れた光沢を得ることができる。ジアリル化合物の使用量が30重量%を越えると、製造時に反応装置内で反応混合物がゲル化するおそれがある。
【0025】
単独重合または共重合法としては、溶液ラジカル重合法、非水分散重合法又は塊状重合法等の公知の重合法を利用することができる。中でも、溶液ラジカル重合法が簡便で好ましい。溶液ラジカル重合法の一例としては、例えば、キシレン、トルエン等の芳香族炭化水素類、イソブタノール、n−ブタノール等のアルコール類、酢酸ブチル等のエステル類、メチルアミルケトン等のケトン類、セロソルブ、ブチルセロソルブ、セロソルブアセテート等のエーテル類等の有機溶剤中で、N,N−アゾビスジイソブチロニトリル等のアゾ化合物、ベンゾイルパーオキサイド等の有機過酸化物等のラジカル重合開始剤、n−ドデシルメルカプタン等の連鎖移動剤等を用いて、反応温度約50〜160℃で、約1〜30時間反応させる。
【0026】
前記熱可塑性樹脂Aの水酸基価は、30〜120(KOHmg/g)の範囲であると、クリアー硬化層の架橋密度が1.0×10−5〜3.0×10−5(mol/cm3)の範囲で充分なものとなり成形性と塗膜物性とのバランスがとれ好ましい。水酸基価を30(KOHmg/g)以上とすることにより、硬化塗膜の架橋密度が充分なものとなり、耐溶剤性などが良好となる傾向があり、水酸基価を120(KOHmg/g)以下とすることにより成形時の延伸による塗膜の割れや剥離が著しく減少し三次元成形性が良好となる傾向がある。この水酸基価の特に好ましい範囲は40〜100(KOHmg/g)である。
【0027】
前記熱可塑性樹脂Aの2級水酸基の割合は、熱可塑性樹脂Aが有する全水酸基量の50〜100モル%を占める割合であることが、三次元成形性が特に良好になる点で好ましい。2級水酸基の割合が50モル%未満になると、2級水酸基のイソシアネート基との反応遅延性の効果が不十分となり真空成形時の高温加熱によりクリアー硬化層の硬化反応が進行しすぎて成形時の延伸で塗膜の割れや剥離が起こり易いことがある。
【0028】
前記熱可塑性樹脂Aの数平均分子量(ポリスチレン換算の値)は5,000〜50,000の範囲が好ましい。数平均分子量が5,000以上であると硬化塗膜の耐溶剤性が良好となる傾向にあり、数平均分子量が50,000以下であると三次元成形性が良好となる傾向にある。より好ましい範囲は10,000〜30,000である。
【0029】
前記熱可塑性樹脂Aのfoxの計算式によって導かれるガラス転移温度(以下、Tgと略記)は30〜100℃であることが好ましい。この範囲とすることで、トップコート層(A)の成形性と塗膜物性とのバランスをとることができる。Tgを30℃以上とすることによって、硬化塗膜が硬くなり、成形時の延伸による塗膜の割れや剥離が著しく減少し、更には、耐溶剤性などが良好となる。また、Tgを100℃以下とすることにより、硬化塗膜が適度に軟らかくなって成形時の延伸による塗膜の割れや剥離が著しく減少し、三次元成形性が良好となる。
【0030】
前記熱可塑性樹脂Aの酸価は1.0(KOHmg/g)以下である。この範囲とすることで、三次元成形性が良好になる。酸価が1.0(KOHmg/g)を超えると、酸成分の硬化触媒の効果が顕著になり、真空成形時の高温加熱によりクリアー硬化層の硬化反応が進行しすぎて成形時の延伸で塗膜の割れや剥離が起こり易くなる問題がある。酸価を低減する方法は、例えば、トップコート層(A)を構成する成分から酸価成分となる化合物の使用量を減らす又は使用しないことにより容易に行うことが出来る。酸価成分としては特に限定はされないが、(1)2級水酸基含有熱可塑性樹脂に使用する重合性ビニルモノマーとして、カルボン酸官能基、酸無水物官能基、フェノール性水酸基などの酸価成分となる官能基を含有するビニルモノマー、(2)2級水酸基含有熱可塑性樹脂の合成に用いる重合触媒として、熱分解生成物にカルボン酸官能基を含有する重合触媒、(3)無機酸、有機酸等、フェノール類などを含有する反応溶剤、希釈用溶剤などが有り、熱可塑性樹脂Aの酸価が1.0以下となるように酸価成分の使用量を減らすことが出来る。
【0031】
本発明においては、前記熱可塑性樹脂A中の2級水酸基量を全水酸基量の50〜100モル%を占める割合とし、更に酸価1.0(KOHmg/g)以下とすることで、より相乗効果が得られ、三次元成形性が特に良好になる。
【0032】
(ポリイソシアネート化合物)
本発明で用いられるポリイソシアネート化合物は、1分子中にイソシアネート基を平均2個以上有する化合物である。数平均分子量(ポリスチレン換算の値)は10,000以下のものが好ましく、5,000以下がなお好ましく、特に好ましくは2,000以下である。中でも、1分子中に3つ以上のイソシアネート基を含有する、いわゆる3価以上のイソシアネート化合物を使用するのが好ましい。
【0033】
3価以上のイソシアネート化合物としては、具体的には、2−イソシアナトエチル−2,6−ジイソシアナトカプロエート、1,3,5−トリイソシアナトシクロヘキサン、2,4,6−トリイソシアナトシクロヘプタン、1,2,5−トリイソシアナトシクロオクタンなどの脂肪族トリイソシアネート、1,3,5−トリイソシアナトベンゼン、2,4,6−トリイソシアナトナフタレンなどの芳香族トリイソシアネート、ジイソシアネート類を環化三量化せしめて得られる、いわゆるイソシアヌレート環構造を有するポリイソシアネート類が挙げられる。
【0034】
ポリイソシアネート化合物としては、これら3価以上の有機ポリイソシアネート化合物に、2価のイソシアネート化合物類、即ち、ジイソシアネート類を併用することが好ましい。
【0035】
前記ジイソシアネート類としては、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、ダイマー酸ジイソシアネート、リジンジイソシアネート等の脂肪族ジイソシアネート類;
水素添加キシリレンジイソシアネート、シクロヘキシレンジイソシアネート、1,3−ビスイソシアナートメチルシクロヘキサン、2−メチル−1,3−ジイソシアナートシクロヘキサン、2−メチル−1,5−ジイソシアナートシクロヘキサン、メチレンビス(シクロヘキシルイソシアネート)、イソホロンジイソシアネート等の環状脂肪族ジイソシアネート類;
トリレンジイソシアネート、フェニレンジイソシアネート、ジフェニルメタンジイソシアネート、m−キシリレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネートキシリレンジイソシアネート、α,α,α’,α’−テトラメチル−m−キシリレンジイソシアネート、テトラメチルキシリレンジイソシアネート、ナフタレンジイソシアネート等の芳香族ジイソシアネート類が挙げられる。
【0036】
更に、3価以上のポリイソシアネート化合物は、ブロックポリイソシアネート、ビウレット構造を有するポリイソシアネート類、イソシアネート基含有ビニル系重合体類などとも併用することができる。
【0037】
ここで、ブロックポリイソシアネートとは、イソシアネート化合物の遊離のイソシアネート基をフェノール類、オキシム類、ラクタム類、アルコール類、メルカプタン類などのブロック剤で封鎖し、高温加熱時に反応して硬化できるようにしたものである。その具体例としては、2価以上のポリイソシアネートの2量体もしくは3量体、2価以上のポリイソシアネートと多価アルコール、低分子量ポリエステル樹脂もしくは水等とをイソシアネート基過剰の条件で反応させてなる付加物等が挙げられる。
ビウレット構造を有するポリイソシアネート類は、遊離のイソシアネート基を有するポリイソシアネート類と、水とを反応せしめて得られる一群の化合物である。
【0038】
イソシアネート基含有ビニル系重合体類とは、イソシアネート基含有ビニル単量体の単独重合体、又はイソシアネート基含有ビニル単量体をこれらと共重合可能なビニル系単量体類などと共重合せしめて得られる共重合体をいう。
イソシアネート基含有ビニル単量体としては、2−イソシアナトエチル(メタ)アクリレート、3−イソプロペニル−α,α−ジメチルベンジルイソシアネートもしくは(メタ)アクリロイルイソシアネート等が挙げられる。また、イソシアネート基含有ビニル単量体と共重合可能なビニル系単量体としては、(メタ)アクリル系、ビニルエステル系、ビニルエーテル系、芳香族ビニル系もしくはフルオロオレフィン系のビニル系単量体が挙げられる。
【0039】
熱可塑性樹脂Aとポリイソシアネート化合物との配合比としては、熱可塑性樹脂Aの中の水酸基1当量当たりポリイソシアネート化合物中のイソシアネート基が0.5〜1.5当量の範囲が好ましく、特に0.7〜1.2当量の範囲が硬化塗膜の各種性能のバランスから好ましい。
【0040】
(硬化触媒)
熱可塑性樹脂Aとポリイソシアネート化合物を反応硬化させる場合、必要に応じて公知の硬化触媒を添加することが出来る。
具体的には、例えば、N−メチルモルフォリン、ピリジン、1,8−ジアザビシクロ[5.4.0]ウンデセン−7(DBU)、1,5−ジアザビシクロ[4.3.0]ノネン−5(DBN)、1,4−ジアザビシクロ[2.2.2]オクタン(DABCO)、トリ−n−ブチルアミン、ジメチルベンジルアミン、ブチルアミン、オクチルアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、イミダゾール、1−メチルイミダゾール、2,4−ジメチルイミダゾール、1,4−ジエチルイミダゾール、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(N−フェニル)アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルメチルジメトキシシランの如き各種のアミン化合物類;
【0041】
テトラメチルアンモニウム塩、テトラブチルアンモニウム塩、トリメチル(2−ヒドロキシルプロピル)アンモニウム塩、シクロヘキシルトリメチルアンモニウム塩、テトラキス(ヒドロキシルメチル)アンモニウム塩、ジラウリルジメチルアンモニウム塩、トリオクチルメチルアンモニウム塩、o−トリフルオロメチルフェニルトリメチルアンモニウム塩の如き、各種の4級アンモニウム塩類であって、且つ、代表的な対アニオンとしてのクロライド、ブロマイド、カルボキシレート、ハイドロオキサイドなどを有する、いわゆる4級アンモニウム塩類;
ジブチル錫ジラウレート、ジブチル錫アセテート、ジオクチル酸鉛、ナフテン酸コバルトの如き、各種の有機金属化合物などがある。
【0042】
硬化触媒の添加量は特に制限はないが、あまり過剰に添加するとポットライフ(可使時間)が短くなり熱可塑性樹脂Aとポリイソシアネート化合物を含有する組成物がゲル化することがある。通常は、該組成物1000部に対して硬化触媒が0.01〜1部を添加することが好ましい。
【0043】
(トップコート層(A)のイソシアネート反応率)
トップコート層(A)は、イソシアネート反応率20〜73%の範囲で、成形前に半硬化させておく。成形加工時の加熱等の条件によるが、イソシアネート反応率が20%未満では硬化反応不足のため成形加工時の熱により硬化塗膜が金型付着して金型汚染を起こすことがある。またイソシアネート反応率が73%超では金型表面の凹凸の模様(表面起伏形状)が転写しにくい上、成形加工時の延伸で割れや剥離を起こすこともある。成形前の半硬化条件は、通常、50〜80℃(50℃が実施例)の範囲で5日〜1日程度行う。
【0044】
本発明で使用する熱成形用積層シートのトップコート層(A)は、2級水酸基を有し酸価を殆ど有さないため反応速度が非常に遅く、この硬化条件内であれば所望のイソシアネート反応率にすることが容易である。一方、反応温度が100℃以上になると反応速度が急速に上がる。成形加工時のヒーター温度は通常200℃以上であり、この場合成形加工時のシート温度は100℃以上となる。従って、このような通常の成形加工条件でほぼ硬化させることが可能である。
【0045】
なお、本発明においては、プレス成形後のトップコート層(A)のイソシアネート反応率が100%であることは必須ではない。一般に、熱硬化型あるいはUV硬化型塗料やシートにおいては、イソシアネート反応率を100%とすることは困難であり、大体90%以上で反応は頭打ちになる。それ以上のエネルギー付与は逆に塗膜劣化等の原因となることがある。従って通常は(ものにもよるが)、90%以上の反応率を示せば性能が発現するように設計している。本発明の成形方法においても同様であり、性能が発現できる位に反応しておればよく、通常はイソシアネート反応率が90%以上であればよい。
【0046】
なお、ここでいうイソシアネート反応率は、トップコート層(A)用組成物を適当な透明樹脂フィルム、例えば25μmPETフィルムを用いて塗布し、実際の乾燥・硬化条件と同様にして硬化させた試験用フィルムと完全硬化(110℃/2時間加熱処理)させた補正用フィルムの2種類を作製し、FT−IR(フーリエ変換赤外分光光度計)を用いて透過法又はATR法でイソシアネート官能基の硬化前後のIRスペクトルの吸光度ピーク高さを測定し、次式(1)から求めた値である。
【0047】
反応率(%)=(P0−P)×100/(P0−P1) ・・・・ (1)
(ただし、式(1)において、P0は「硬化前の試験用フィルムの吸光度ピーク高さ」であり、Pは「硬化後の試験用フィルムの吸光度ピーク高さ」であり、P1は「完全硬化後の補正用フィルムの吸光度ピーク高さ」である。)
【0048】
〔熱可塑性フィルム層(B)〕
本発明で熱成形用積層シートに使用する熱可塑性フィルム層(B)は、加熱により展延性を有する熱可塑性樹脂層である。熱可塑性フィルム層(B)は、透明または半透明の単層または多層フィルムが好適であり、着色剤を含有してもよい。
具体的には、金型を用いたプレス成形加工を行うため、軟化点が30〜300℃の範囲である熱可塑性樹脂を主体とするフィルムが好ましく、さらに好ましい軟化温度は50〜250℃である。前記熱可塑性樹脂の例を挙げれば、ポリエチレンやポリプロピレンなどのポリオレフィン樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレートなどのポリエステル樹脂、ポリメチルメタクリレートやポリエチルメタクリレートなどのアクリル樹脂、シリコン−アクリル樹脂、アイオノマー、ポリスチレン、ポリウレタン、ポリアクリルニトリル、アクリルニトリル−スチレン樹脂、メチルメタクリレート−スチレン樹脂、ナイロンなどのポリアミド樹脂、エチレン−酢酸ビニル樹脂、エチレン−アクリル酸樹脂、エチレン−エチルアクリレート樹脂、エチレン−ビニルアルコール樹脂、ポリ塩化ビニルやポリ塩化ビニリデンなどの塩素樹脂、ポリフッ化ビニルやポリフッ化ビニリデンなどのフッ素樹脂、ポリカーボネート樹脂、環状ポリオレフィン樹脂、変性ポリフェニレンエーテル樹脂、メチルペンテン樹脂、セルロース系樹脂等が好ましく用いられる。
【0049】
これらの熱可塑性樹脂の中でも、一体成形可能性、耐候性の点から、ポリふっ化ビニリデン、ポリカーボネート樹脂またはアクリル系樹脂を主成分とするフィルムが好ましい。また、熱成形性及び装飾層の鮮鋭性が優れることから、アクリル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、および環状ポリオレフィン樹脂の群から選択される1種または2種以上を主成分とするフィルムが好ましい。
また、該フィルムの透明性を阻害しない範囲内で、前記例示の樹脂を2種類以上を混合若しくは多層化して用いても良い。
熱可塑性フィルム層(B)の厚みは特に制限しないが、装飾保護層(後述)および装飾層(C)がインキ等の展着層である場合の塗工性、および、熱成形性が良好なことから、30〜2000μmの範囲が好ましく、より好ましくは、50〜500μmである。
熱可塑性フィルム層(B)は、また着色剤を含有してもよい。あるいは、衝撃強度や成形性が損なわれない範囲で、可塑剤、酸化防止剤、紫外線吸収剤、耐電防止剤、難燃剤および滑剤等の添加剤を配合してもよく、これらの添加剤は単独で使用しても2種類以上を併用してもよい。
【0050】
また、耐衝撃性を改善する目的で、熱可塑性フィルム層(B)として用いられる前記例示の各種樹脂を、透明性を阻害しない範囲内でゴム変性体としても良い。ゴム変性体とする方法については特に限定されないが、各種樹脂の重合時にブタジエン等のゴム成分モノマーを添加して共重合する方法、及び、該樹脂と合成ゴム若しくは熱可塑性エラストマーとを熱溶融ブレンドする方法が挙げられる。また、熱可塑性フィルム層(B)は、透明性を損なわない範囲内で、酸化防止剤、紫外線吸収剤、潤滑剤等のフィルム用途に常用される各種添加剤を含有しても良い。更に、意匠性の観点から、顔料若しくは染料等の着色剤を含有し、意図的に透明性を低下させることもできる。熱可塑性樹脂フィルムの製造方法は特に限定されず、常法によりフィルム化すれば良く、さらに、熱成形時の展延性を阻害しない範囲内で、一軸方向若しくは二軸方向に延伸処理を施しても良い。
【0051】
〔装飾層(C)〕
本発明で使用する装飾層(C)は特に限定されず、その好ましい一例としては、金属薄膜細片と結着樹脂を含有し金属調の光沢を有するインキ層(以下、高輝性インキ層と言う。)を有する構成が挙げられる。また、好ましい他の例としては、真空蒸着法、スパッタリング法、メッキ法などにより形成した金属薄膜層を有する構成が挙げられる。
【0052】
(高輝性インキ層)
金属薄膜細片を含有する金属調の光沢インキ(以下、高輝性インキと言う。)を用いた高輝性インキ層として装飾層(C)を形成すると、金属調の光沢を有する成形品を得ることができる。このような装飾層(C)において、高輝性インキ層の膜厚は薄すぎると隠蔽性に劣り意匠性が損なわれる傾向があり、厚すぎると、特に高輝性インキを使用した場合、金属片の配向が乱れることがある。このため、高輝性インキ層の膜厚としては、5μm以下が好ましく、0.05〜5μmがより好ましく、特に好ましくは0.5〜3μmである。
【0053】
(高輝性インキ)
前記高輝性インキとは、金属薄膜細片を結着樹脂中に分散してなり、鏡面状金属光沢を有するインキである。該インキ中の不揮発分に対する金属薄膜細片の含有量は3〜60質量%の範囲内が好ましい。金属薄膜細片を使用した高輝性インキは、該インキを印刷または塗布した際に金属薄膜細片が被塗物表面に対して平行方向に配向する結果、従来の金属粉を使用したメタリックインキでは得られない、高輝度の鏡面状金属光沢が得られる。
【0054】
(高輝性インキ中の金属薄膜細片)
前記高輝性インキに用いられる金属薄膜細片の金属としては特に限定されず、例えば、アルミニウム(Al)、金(Au)、白金(Pt)、銀(Ag)、銅(Cu)、真鍮(Cu−Zn)、チタン(Ti)、クロム(Cr)、ニッケル(Ni)、インジウム(In)、モリブデン(Mo)、タングステン(W)、パラジウム(Pd)、イリジウム(Ir)、シリコン(Si)、タンタル(Ta)、ニッケルクロム(Ni−Cr)、ステンレス鋼(SUS)、クロム銅(Cr−Cu)、アルミニウムシリコン(Al−Si)等が挙げられる。該金属を薄膜にする方法としては、アルミニウムのように融点の低い金属の場合は蒸着を、アルミニウム、金、銀、銅など展性を有する金属の場合は箔を、融点が高く展性に乏しい金属の場合はスパッタリング等を挙げることができる。なかでも、蒸着金属薄膜から得た金属薄膜細片が好ましく用いられる。
【0055】
前記金属薄膜の厚さは、0.01〜0.1μmが好ましく、さらに好ましくは0.02〜0.08μmである。インキ中に分散させる金属薄膜細片の面方向の大きさは5〜25μmが好ましく、さらに好ましくは10〜15μmである。金属薄膜細片の面方向の大きさが5μm未満の場合は、高輝性インキの塗膜の輝度が低下するほか、インキをグラビア方式あるいはスクリーン印刷方式で印刷または塗布する場合に、版の目詰まりの原因となる。
【0056】
以下に、金属薄膜細片の作製方法を、特に好ましい蒸着法を用いた場合を例として説明する。金属を蒸着する支持体フィルムには、ポリオレフィンフィルムやポリエステルフィルムなどを用いることができる。まず、支持体フィルム上に塗布等によって剥離層を設けた後、該剥離層上に所定の厚さになるよう金属を蒸着する。蒸着膜面には、酸化を防ぐためトップコート層を塗布する。剥離層およびトップコート層を形成するためのコーティング剤は、互いに同一のものを使用することができ、また、異なるものを使用することもできる。
【0057】
前記剥離層または前記トップコート層に使用する樹脂は、特に限定されない。具体的には、例えば、ニトロセルロース等のセルロース誘導体、アクリル樹脂、ビニル系樹脂、ポリアミド、ポリエステル、エチレン−ビニルアルコール(EVA)樹脂、塩素化ポリエチレン、塩素化EVA樹脂、石油系樹脂などを挙げることができる。剥離層またはトップコート層に使用する溶剤としては、トルエン、キシレン等の芳香族系炭化水素;n−ヘキサン、シクロヘキサン等の脂肪族または脂環式炭化水素;酢酸エチル、酢酸プロピル等のエステル類;メタノール、エタノール、イソプロピルアルコール等のアルコール類;アセトン、メチルエチルケトン等のケトン類;エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル等のアルキレングリコールモノアルキルエーテル等が好ましく用いられる。
【0058】
上記金属蒸着フィルムを、前記剥離層および前記トップコート層を溶解する溶剤中に浸漬して撹拌し、金属蒸着膜を分離する。さらに剥離した金属蒸着膜を溶剤中で撹拌することによって面方向の大きさが約5〜25μmの金属薄膜細片とし、濾別、乾燥する。剥離に用いられる溶剤は、前記剥離層および前記トップコート層を溶解するものであれば、それ以外に特に限定はない。金属薄膜をスパッタリングで作製した場合も、上記と同様な方法で金属薄膜細片とすることができる。金属箔を用いる場合は、溶剤中に浸漬してそのまま撹拌機で所定の大きさに粉砕すればよい。
【0059】
金属薄膜細片は、インキ中における分散性を高めるために表面処理するのが好ましい。表面処理剤としては、ステアリン酸、オレイン酸、パルミチン酸等の有機脂肪酸;メチルシリルイソシアネート等のイソシアネート類;ニトロセルロース、セルロースアセテートプロピオネート、セルロースアセテートブチレート、エチルセルロース等のセルロース誘導体が挙げられ、公知慣用の方法で金属薄膜細片の表面に吸着させる。
【0060】
(高輝性インキ中の結着樹脂)
前記高輝性インキに用いられる結着樹脂としては、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料などに通常用いられているものを用いることができる。具体例としては、塗料用アクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、塩化ビニル−酢酸ビニル樹脂、エチレン−酢酸ビニル樹脂、ポリオレフィン樹脂、塩素化オレフィン樹脂、エチレン−アクリル樹脂などの重合系樹脂;あるいは塗料用ポリウレタン樹脂、ポリアミド樹脂、ウレア樹脂、エポキシ樹脂、ポリエステル樹脂、石油系樹脂、セルロース誘導体樹脂等が好ましく用いられる。また、これらの樹脂にカルボン酸基、燐酸基、スルホン酸基、アミノ基、四級アンモニウム塩基などの極性基を化学的に結合させたものを、使用または併用してもよい。
【0061】
(高輝性インキ中の添加剤)
前記高輝性インキには、必要に応じて、意匠性、展延性を阻害しない限り、インキ中に消泡、沈降防止、顔料分散、流動性改質、ブロッキング防止、帯電防止、酸化防止、光安定性、紫外線吸収、内部架橋等を目的として、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料等に使用されている各種添加剤を加えても構わない。このような添加剤としては、着色用顔料、染料、ワックス、可塑剤、レベリング剤、界面活性剤、分散剤、消泡剤、キレート化剤、ポリイソシアネート等を挙げることができる。
【0062】
(高輝性インキ中の溶剤)
前記高輝性インキに用いられる溶剤としては、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料等に使用されている公知慣用の溶剤を使用することができる。具体的には、トルエン、キシレン等の芳香族系炭化水素;n−ヘキサン、シクロヘキサン等の脂肪族または脂環式炭化水素;酢酸エチル、酢酸プロピル等のエステル類;メタノール、エタノール、イソプロピルアルコール等のアルコール類;アセトン、メチルエチルケトン等のケトン類;エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル等のアルキレングリコールアルキルエーテル等を挙げることができる。
【0063】
(高輝性インキの調製方法)
一般にインキの配合原料を安定して分散させるには、ロールミル、ボールミル、ビーズミル、あるいはサンドミル等を使用して練肉することにより、顔料その他添加剤をサブミクロンまで微粒子化する。しかし、上述の高輝性インキにおいては、金属光沢を発現させるために配合する金属薄膜細片は5〜25μmの大きさが好ましく、上記練肉を行った場合は金属薄膜細片が微粒子化してしまい、金属光沢が極端に低下するおそれがある。したがって、高輝性インキを調製する場合には練肉は行わず、単に上記配合原料を混合してインキとすることが望ましい。そのためには、分散性を向上させる目的で、前記したように金属薄膜細片を表面処理しておくことが好ましい。
【0064】
(インキ層の印刷または塗工方法)
本発明で使用される熱成形用シートの高輝性インキ層、該インキ層にさらに積層してもよい他のインキ層、および接着剤の印刷または塗工の方式は、グラビア印刷、フレキソ印刷、スクリーン印刷等の印刷方式;グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター、コンマコーター、コンマリバースコーター、マイクロリバースコーター等の塗工方式を用いることができる。インキの膜厚は薄すぎると隠蔽性に劣り意匠性が損なわれる傾向があり、厚すぎると金属薄膜細片の配向が不均一になりやすい。このため、高輝性インキ層の膜厚としては、5μm以下が好ましく、0.05〜5μmがより好ましく、特に好ましくは0.5〜3μmである。高輝性インキ層にさらに他のインキ層を積層した場合も同様であり、該他のインキ層の膜厚としては、5μm以下が好ましく、0.05〜5μmがより好ましく、特に好ましくは0.5〜3μmである。
該熱可塑性フィルム層(B)と装飾層(C)の密着性を制御する目的で、該熱可塑性フィルム層(B)の表面にはコロナ処理やプライマー塗工等の表面処理を施しても良い。
【0065】
(金属薄膜層)
金属調の光沢を有する成形品を得るため、本発明では、熱成形用積層シートの装飾層(C)として、金属薄膜層を有する構成を採用することも可能である。装飾層(C)として金属薄膜層を形成する場合、熱可塑性フィルム層(B)上に形成する方法と、支持基材層(D)上に形成する方法があるが、意匠性の観点から、熱可塑性フィルム層(B)上に形成する方法が好ましい。金属薄膜層の形成方法は特に限定されず、真空蒸着法、スパッタリング法、メッキ法などにより形成することができる。これら金属蒸着層や金属メッキ層等の金属薄膜の成分としては特に限定されず、例えば、アルミニウム(Al)、金(Au)、白金(Pt)、銀(Ag)、銅(Cu)、真鍮(Cu−Zn)、チタン(Ti)、クロム(Cr)、ニッケル(Ni)、インジウム(In)、モリブデン(Mo)、タングステン(W)、パラジウム(Pd)、イリジウム(Ir)、シリコン(Si)、タンタル(Ta)、ニッケルクロム(Ni−Cr)、ステンレス鋼(SUS)、クロム銅(Cr−Cu)、アルミニウムシリコン(Al−Si)等が挙げられる。
装飾層(C)が薄すぎると隠蔽性に劣り意匠性が損なわれる場合があり、厚すぎると熱成形時に色むらが発生しやすいことから、前記金属薄膜層の厚さは、0.01〜0.1μmが好ましく、さらに好ましくは0.02〜0.08μmである。また、熱可塑性フィルム層(B)と金属薄膜層の密着性を制御する目的で、該熱可塑性フィルム層(B)の表面には、コロナ処理やプライマー塗工等の表面処理を施しても良い。
【0066】
〔支持基材層(D)〕
本発明で使用する支持基材層(D)は、プレス成形(マッチモールド成形)を行うため、軟化温度が30〜300℃の範囲である熱可塑性樹脂を主体とするフィルムが好ましく、さらに好ましい軟化温度は50〜250℃である。前記熱可塑性樹脂の例を挙げれば、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂、アクリロニトリル/アクリルゴム/スチレン(AAS)樹脂、アクリロニトリル/エチレンゴム/スチレン(AES)樹脂、(メタ)アクリル酸エステル/スチレン(MS)樹脂、スチレン/ブタジエン/スチレン(SBS)樹脂、スチレン/イソプレン/ブタジエン/スチレン(SIBS)樹脂、ポリエチレン(PE)系樹脂やポリプロピレン(PP)系樹脂、ポリ塩化ビニル(PVC)系樹脂などの汎用樹脂、ならびにオレフィン系エラストマー(TPO)、ポリ塩化ビニル系エラストマー(TPVC)、スチレン系エラストマー(SBC)、ウレタン系エラストマー(TPU)、ポリエステル系エラストマー(TPEE)、ポリアミド系エラストマー(TPAE)等の熱可塑性エラストマー(TPE)等を用いることができる。また、前記例示の樹脂を2種類以上を混合若しくは多層化して用いても良い。なかでも、自動車外装部品を代表とする複雑な形状を有する成形体においても賦形性が優れていることから、ポリプロピレン系樹脂やポリエチレン系樹脂およびそれらのブレンド品やAAS樹脂、ABS樹脂などが、より好ましく使用される。これらの樹脂には、衝撃強度などの改良を目的として、エチレンプロピレンゴム(EPR)、SBS、SIBS、スチレン/エチレン/ブタジエン/スチレン(SEBS)などのゴム系改質剤を添加しても構わない。支持基材層(D)の厚みは特に制限しないが、例えば、10μm〜4000μmが好ましい。
【0067】
(支持基材層(D)中の無機フィラー)
熱成形用積層シートは熱成形によって三次元形状の成形体となる。このとき支持基材層(D)と熱可塑性フィルム層(B)に使用される熱可塑性樹脂の成形収縮率が異なると、成形体に変形が起こり、良好な形状を保つことが難しい。この場合には、支持基材層(D)の樹脂に無機フィラーを添加すると、成形収縮率を細かく制御することができ、支持基材層(D)と熱可塑性フィルム層(B)とで熱可塑性樹脂の成形収縮率の差を小さくすることができるので、成形中および成形後の変形を防ぐことができる。本発明で使用可能な無機フィラーの種類は特に限定されないが、タルク、炭酸カルシウム、クレー、珪藻土、マイカ、珪酸マグネシウム、シリカなどが挙げられる。
【0068】
支持基材層(D)中の無機フィラーの添加量は、成形加工性と成形収縮率のバランスの点から、支持基材層(D)中の樹脂に対する質量百分率にして5〜60質量%が好ましい。無機フィラーの粒径は、特に限定しないが、粒径が大きすぎると支持基材層(D)の表面に凹凸が生じ、装飾層(C)を有する加飾シートの場合、装飾鮮鋭性が損なわれるおそれがある。このため、装飾層(C)の下地である支持基材層(D)は平滑性が要求されるため、支持基材層(D)に添加される無機フィラーの平均粒径は4μm以下が好ましく、さらに好ましくは2μm以下である。
【0069】
(支持基材層(D)中の着色剤)
支持基材層(D)に着色剤を含有させると、成形体の下地色の隠蔽性が良好となるので好ましい。ここで用いる着色剤は、特に限定されず、目的とする意匠に合わせて、一般の熱可塑性樹脂の着色に使用される慣用の無機顔料、有機顔料、染料などが使用できる。例えば、酸化チタン、チタンイエロー、酸化鉄、複合酸化物系顔料、群青、コバルトブルー、酸化クロム、バナジウム酸ビスマス、カーボンブラック、酸化亜鉛、炭酸カルシウム、硫酸バリウム、シリカ、タルク等の無機顔料;アゾ系顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料、アンスラキノン系顔料、イソインドリノン系顔料、イソインドリン系顔料、ペリレン系顔料、ペリノン系顔料、キノフタロン系顔料、チオインジゴ系顔料、ジケトピロロピロール系顔料などの有機顔料;金属錯体顔料等が挙げられる。また、染料としては、主として油溶性染料のグループから選ばれる1種または2種以上を使用することが好ましい。
【0070】
支持基材層(D)に配合される着色剤の添加量は、着色剤の種類、目的とする熱成形用シートの厚みや色調等により異なるが、色相や下地色の隠蔽性を確保し、かつ衝撃強度を維持するために、支持基材層(D)を構成する樹脂に対する質量百分率にして0.1〜20質量%の範囲が好ましく、より好ましくは、0.5〜15質量%の範囲である。樹脂に対して、着色剤の添加量が20質量%を超えると衝撃強さが低下し、着色剤の添加量が0.1質量%未満であると、色相や下地色の隠蔽性が十分でない傾向にある。
【0071】
(支持基材層(D)中の他の添加剤)
さらに支持基材層(D)には、その衝撃強度や成形性が損なわれない範囲で、可塑剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、滑剤等の添加剤を添加してもよく、これらの添加剤は単独で使用しても2種類以上を併用してもよい。
【0072】
〔装飾保護層〕
熱可塑性フィルム層(B)と装飾層(C)との間には、耐熱性、耐溶剤性、意匠性、耐候性等を向上させる目的で、一層以上の半硬化の硬化性樹脂層からなる装飾保護層を設けてもよい。特に、装飾層(C)が高輝性インキからなる場合、インキ保護層として下記の装飾保護層を設けることが望ましい。装飾保護層に使用できる樹脂の種類については、熱成型用シートの展延性を阻害しない限り、特に制限はないが、耐インキ溶剤性、成形時の耐熱性が良好であることから、熱硬化性組成物からなる架橋層からなるインキ保護層が好ましい。中でも、架橋密度の調整の容易さ、耐候性、熱可塑性フィルム層(B)との接着性などの点から、アクリル系樹脂が好ましい。前記樹脂の架橋機構についても特に制限はなく、アクリル系樹脂の場合、UV硬化、EB硬化、水酸基含有共重合体/イソシアネート硬化、シラノール/水硬化、エポキシ/アミン硬化などが使用できる。中でも、架橋密度の調整の容易さ、耐候性、反応速度、反応副生物の有無、製造コストなどの点から、水酸基含有共重合体/イソシアネート硬化が好ましい。ここで言う半硬化とは、完全硬化状態ではないことを意味し、熱成形温度や、使用するシートの硬さに応じて架橋密度を制御することができる。
【0073】
また、装飾保護層に意匠性を付与するため、装飾保護層中に着色剤を添加して着色層としてもよい。その場合に着色剤の添加量は、着色剤の種類、目的とする色調、装飾保護層の厚み等により異なるが、装飾層(C)を隠蔽しないように、装飾保護層の全光線透過率は20%以上であることが好ましく、特に、全光線透過率が40%以上であることがより好ましい。装飾保護層に添加できる着色剤としては、顔料が好ましい。ここで用いる顔料は特に限定されず、着色顔料、メタリック顔料、干渉色顔料、蛍光顔料、体質顔料、防錆顔料などの公知慣用の顔料を使用することができる。
【0074】
(装飾保護層中の着色顔料)
前記着色顔料としては、例えばキナクリドンレッド等のキナクリドン系顔料、ピグメントレッド等のアゾ系顔料、フタロシアニンブルー、フタロシアニングリーン、ペリレンレッド等のフタロシアニン系顔料などの有機顔料;酸化チタンやカーボンブラックなどの無機顔料が挙げられる。メタリック顔料としては、アルミニウム粉、ニッケル粉、銅粉、真鍮粉、クロム粉等が挙げられる。干渉色顔料としては、真珠光沢状のパールマイカ粉や真珠光沢状の着色パールマイカ粉等が挙げられる。
【0075】
蛍光顔料としては、キナクリドン系顔料、アンスラキノン系顔料、ペリレン系顔料、ペリノン系顔料、ジケトピロロピロール系顔料、イソインドリノン系顔料、縮合アゾ系顔料、ベンズイミダゾロン系顔料、モノアゾ系顔料、不溶性アゾ系顔料、ナフトール系顔料、フラバンスロン系顔料、アンスラピリミジン系顔料、キノフタロン系顔料、ピランスロン系顔料、ピラゾロン系顔料、チオインジゴ系顔料、アンスアンスロン系顔料、ジオキサジン系顔料、フタロシアニン系顔料、インダンスロン系顔料等の有機顔料;ニッケルジオキシンイエローや銅アゾメチンイエローなどの金属錯体;酸化チタン、酸化鉄、酸化亜鉛等の金属酸化物;硫酸バリウム、炭酸カルシウム等の金属塩;カーボンブラック、アルミニウム、雲母などの無機顔料が挙げられる。
【0076】
(熱成形用積層シートの製造方法)
本発明で用いる熱成形用積層シートを構成する各層を積層する方法及び順序は特に限定されないが、例えば、熱可塑性フィルム層(B)の一方の面にトップコート層(A)、他方の面にインキ保護層、装飾層(C)、他のインキ層を塗工したのち、前記装飾層(C)または他のインキ層の側に支持基材層(D)を接合することにより得ることができる。
また、装飾層(C)が金属薄膜層からなる場合には、例えば、熱可塑性フィルム層(B)の一方の面に塗工などによりトップコート層(A)を、他方の面に真空蒸着法などにより金属薄膜層を形成したのち、前記金属薄膜層の側に支持基材層(D)を接合することにより、熱成形用積層シートを得ることができる。
前記装飾層(C)または他のインキ層と支持基材層(D)とを接合するには、両者の間に接着剤層又は粘着剤層を介して接着することが好ましい。この積層方法によれば、接着剤層又は粘着剤層が装飾層(C)の裏側(すなわち支持基材層(D)の側)となり、装飾層(C)の金属調光沢を損なうことがない。
【0077】
トップコート層(A)及び装飾層(C)等のインキ層の積層方法は、公知の印刷又は塗工方法で行えばよく、例えば、グラビア印刷、フレキソ印刷、スクリーン印刷等の印刷方法、グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター及びコンマコーター、コンマリバースコーター、マイクログラビアコーター等の塗工方法を用いることができる。
【0078】
接着剤層による接着方法としては、慣用の溶剤型接着剤を用いたドライラミネーション法、ウェットラミネーション法、ホットメルトラミネーション法等で積層することができる。前記接着剤層を構成する接着剤は、慣用のフェノール樹脂系接着剤、レゾルシノール樹脂系接着剤、フェノール−レゾルシノール樹脂系接着剤、エポキシ樹脂系接着剤、ユリア樹脂系接着剤、ポリウレタン系接着剤、ポリアロマチック系接着剤などの熱硬化性樹脂系接着剤;エチレン−不飽和カルボン酸共重合体などを用いた反応型接着剤;酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂、ポリビニルアルコール、ポリビニルアセタール、塩化ビニル樹脂、ナイロン、シアノアクリレート樹脂等の熱可塑性樹脂系接着剤;クロロプレン系接着剤、ニトリルゴム系接着剤、SBR系接着剤、天然ゴム系接着剤などのゴム系接着剤などが挙げられる。特に、アクリル樹脂とポリプロピレン系樹脂との接着性が良好であり、かつマッチモールド成形のときの伸びの追随性が良好なことから、アクリルウレタン系接着剤が好ましい。
【0079】
これら接着剤の塗工方式は、グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター、コンマコーター、コンマリバースコーター、マイクロリバースコーター等の塗工方式を用いることができる。接着剤又は粘着剤の塗布量は、0.1〜30g/m2の範囲が好ましく、特に好ましくは2〜10g/m2である。2g/m2より少なすぎると接着力が弱くなり、10g/m2より多すぎると乾燥性が低下し外観不良となり易い。接着剤層の厚さとしては、0.1〜30μmの範囲が好ましく、より好ましくは、1〜20μm、特に好ましくは、2〜10μmである。
【0080】
また、接着剤層に代えて、粘着剤層を設けることもできる。粘着剤層を構成する粘着剤としては、アクリル系粘着剤、ゴム系粘着剤、ポリアルキルシリコン系粘着剤、ウレタン系粘着剤、ポリエステル系粘着剤等が好ましく用いられる。
【0081】
また、支持基材層(D)の接着面は、接着剤層を構成する接着剤との親和性を向上させる目的で、プラズマ処理、コロナ処理、フレーム処理、電子線照射処理、粗面化処理、オゾン処理、等の表面処理、真空蒸着、スパッタリング、イオンプレーティング等のドライプレーティング処理が施されても良い。
【0082】
(熱成形用積層シートの成形方法)
本発明では、半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜細片及び結着樹脂を含有し金属調の光沢を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させる。
なお、プレス成形により三次元形状を有する成形体とした後で、該成形品を射出成形金型内の雌型側にインサートし、射出樹脂と一体化するインサート射出成形法で成形することができる。
【0083】
(プレス成形)
プレス成形(本発明では特に区別なく、マッチモールド成形ともいう。)は、加熱ゾーンで加熱されたシートを挟むようにして雌型(凹型ともいう。)と雄型(凸型ともいう。)をマッチングさせることにより成形を行う。ここで用いられる金型には通常金型内の空気の逃げ道としての真空口が設けられているが、この穴を用いて補助的に真空吸引を行っても構わない。低温で本マッチモールド成形を行うことにより、成形前のシートと同様の輝度の高い金属光沢を維持した成形体が成形可能である。
【0084】
(金型の表面の模様)
金型の表面に凹凸からなる模様を設ける方法は、金属表面に凹および/または凸を形成可能な公知の加工方法を特に限定なく採用することが可能である。このような加工方法としては、例えばヤスリ等による磨き加工、砂やガラスビーズ等の吹き付けによるサンドブラスト加工、酸等の薬品を用いたエッチング加工などが挙げられる。模様の種類としては、例えば、ヘアライン調、木目調、皮シボ(皮革様の模様)、カーボン柄、石目調、岩目、砂目調、大理石調、ファイバー調、梨地、線シボ、幾何学的模様、文字、絵文字、各種図形などが挙げられ、規則的なパターンを示す模様であっても、不規則な模様であっても良く、複数の模様を組み合わせて用いても良い。金型の表面を加工するときには、インク、樹脂、粘着フィルムなどを所定のパターンまたは所定の領域に付着させ、加工しない部分を保護することにより、露出した箇所のみに凹凸を形成することもできる。
【0085】
表面に凹凸を有する金型を用いてプレス成形を行うことにより、金型の凹凸が反転してトップコート層(A)の表面に転写され、成形品の表面に金型表面の模様を再現することができる。金型表面の模様を構成する凹の深さおよび凸の高さは、熱成形用積層シートのトップコート層(A)の厚み以下であることが好ましい。
【0086】
(クランプ枠を用いたプレス成形)
本発明では、プレス成形の方法として、熱成形用積層シートの金型成形すべき部分を加熱可塑化したのち、前記金型成形すべき部分の周囲全周を一対のクランプ枠を用いて両面からクランプし、一方の金型の少なくとも一部を前記クランプ枠の内側にて前記加熱可塑化した部分に押し当てて前記一方の金型と前記クランプ枠との間で前記加熱可塑化した部分を伸長させ、しかるのち、他方の金型を前記加熱可塑化した部分に接触させ、前記一方の金型と前記他方の金型とにより前記加熱可塑化した部分を挟み込んで成形する方法を用いることが好ましい。
【0087】
これにより、熱成形用シートの金型成形すべき部分の周囲全周を枠状のクランプ枠でクランプすることにより強力に固定することができる上、さらに、前記クランプ枠の内側の熱成形用シートに金型を押し当てることによって、成形直前の該熱成形用シートの張力を適正化(均一化)することができる。これにより、一対の金型内へのシート引き込みによる皺の発生および不均一な展延による意匠性の低下を抑制することができる。クランプ枠は可動であるので、クランプ枠によるクランプを加熱可塑化後に行うことにより、シートの張力を適正化することができる。しかも、一対のマッチモールド成形用金型で熱成形用シートを挟み込むことにより所望の形状を付与することができるので、真空成形に比べて低温での成形が可能となり、型再現性が著しく向上する上、意匠性材料への悪影響(金属薄膜細片含有インキ層の光沢低下、金属薄膜層のひび割れ等)を避けることができる。
【0088】
(クランプ枠を備えるプレス成形装置)
図1および図2は、クランプ枠を用いたプレス成形方法および成形装置の第1形態例を説明する模式的断面図である。図1と図2では成形方法が異なるが、同一の成形装置を用いている。この成形装置は、熱成形用シートの少なくとも一部を加熱可塑化したのち該可塑化した部分の両面に一対の金型を接触させて成形する装置であって、前記シートの金型成形すべき部分の周囲全周をクランプする枠状のクランプ枠を各金型の周囲に具備し、前記クランプ枠は前記金型に対して相対的に移動自在とされたものである。
【0089】
図1および図2において符号1は熱成形用積層シートを表す。本発明で用いられる成形装置は、一方のマッチモールド成形用金型としての雄型10および雌型20と、それぞれの金型10,20が固定される固定板13,23と、熱成形用積層シート1の金型成形すべき部分2の周囲全周を両面からクランプする一対のクランプ枠14,24と、クランプ枠を金型に対して駆動する駆動手段としてのシリンダー16,26を備える。
【0090】
図4に示すように、雄型10は、熱成形用積層シート1に接触して成形体の凹部側の形状を成形する雄型本体11と、雄型本体11を収容するボックス12を備える。雄型本体11の裏面とボックス12の底面との間には、間隙を埋めるためブロック12a(図1および図2参照)が挿入されており、ボックス12は固定板13に固定されている。雄型本体11は、外周部に設けられた水平面11aと、雄型本体11の中央部に設けられた天面11cと、水平面11aおよび天面11cの間をつなぐ斜面11bとを有し、斜面11bおよび天面11cは、水平面11aより高い位置にある。この雄型10には、金型の温度を調節するため、内部に水や油等の媒体の流路(図示せず)が設けてあり、金型温度調節機と接続することができるが、金型の温度調節方法としては特に限定されず、前記手法以外でも構わない。
雄型10の水平面11aと斜面11bの接合部には、必要に応じて、エアー抜き穴や真空孔(不図示)を設けてもよい。これらの孔は、成形体に跡が残らないよう、なるべく小さいほうが好ましい。孔の直径は、具体的には、直径0.3〜1.2mmの範囲内が好ましく、0.3〜0.6mmの範囲がより好ましい。
【0091】
雄型10の周囲には、枠状のクランプ枠14が設けられている。クランプ枠14の両側部には一対の張出部14aが外側に突設されており、この張出部14aには、シリンダー16の駆動軸(ロッド)16aの先端が固定されている。これにより、クランプ枠14は雄型10に対して相対的に移動自在に構成されている。図4(a)は、クランプ枠14を雄型10に対して下げた状態を、図4(b)はクランプ枠14を雄型10に対して上げた状態を示す。クランプ枠14を駆動するシリンダー16は、雄型10のボックス12と共通の固定板13に固定されている。このため、固定板13を不図示の駆動手段で駆動させることにより、熱成形用積層シート1に対して雄型10とクランプ枠14との両方を同時に近づけ、また遠ざけることができる。
【0092】
図5に示すように、雌型20は、熱成形用積層シート1に接触して成形体の凸部側の形状を成形する雌型本体21と、雌型本体21を収容するボックス22を備える。雌型本体21の裏面とボックス22の底面との間には、間隙を埋めるためブロック22a(図1および図2参照)が挿入されており、ボックス22は固定板23に固定されている。雌型本体21は、外周部に設けられた水平面21aと、雌型本体21の中央部に設けられた底面21cと、水平面21aおよび底面21cの間をつなぐ斜面21bとを有し、斜面21bおよび底面21cは、水平面21aより低い位置にある。この雌型20には、金型の温度を調節するため、内部に水や油等の媒体の流路(図示せず)が設けてあり、金型温度調節機と接続することができるが、金型の温度調節方法としては特に限定されず、前記手法以外でも構わない。
雌型20の斜面21bと底面21cの接合部には、必要に応じて、エアー抜き穴や真空孔(不図示)を設けてもよい。これらの孔は、成形体に跡が残らないよう、なるべく小さいほうが好ましい。孔の直径は、具体的には、直径0.3〜1.2mmの範囲内が好ましく、0.3〜0.6mmの範囲がより好ましい。
【0093】
雌型20の周囲には、枠状のクランプ枠24が設けられている。クランプ枠24の両側部には一対の張出部24aが外側に突設されており、この張出部24aには、シリンダー26の駆動軸(ロッド)26aの先端が固定されている。これにより、クランプ枠24は雌型20に対して相対的に移動自在に構成されている。図5(a)は、クランプ枠24を雌型20に対して下げた状態を、図5(b)はクランプ枠24を雌型20に対して上げた状態を示す。クランプ枠24を駆動するシリンダー26は、雌型20のボックス22と共通の固定板23に固定されている。このため、固定板23を不図示の駆動手段で駆動させることにより、熱成形用積層シート1に対して雌型20とクランプ枠24との両方を同時に近づけ、また遠ざけることができる。
【0094】
マッチモールド成形においては、雄型10の表面形状と雌型20の表面形状を同形状とする。ただし、雄型10と雌型20を合わせた際の両金型間のクリアランスは、使用する熱成形用積層シート1の厚みおよび熱成形時の展開率を考慮して適切に調整する必要がある。具体的には、雄型10と雌型20とのクリアランスは、実際に得られる三次元成形体の厚み分布に対して−50〜+30%の範囲内にすることが好ましく、より好ましくは、−30〜+10%の範囲内で設計すると良い。金型間のクリアランスが大きすぎると、熱成形時に両金型でシートを挟み込むことができなくなり、得られる成形体の型再現性が悪くなると共に、冷却ムラにより該成形体の変形が大きくなる。逆に、前記クリアランスが小さすぎると成形体に圧迫痕及び真空孔痕が残りやすくなる。特に、熱成形用積層シート1として意匠性を有する加飾シートを用いる場合、前記クリアランスを適切にすることで、成形時の意匠性の変化が小さくなり、目的とする意匠性を有する成形体が得やすくなる。
また、金型を加温して用いる場合は、金型の熱膨張率を考慮して金型設計(特に、クリアランス調整)を行う必要がある。
【0095】
本発明において、金型10,20の具体的な形状や寸法は、成形体の形状や寸法によって適宜設計が可能であり、また熱成形用積層シート1の熱成形性に依存するため、特に限定されるものではないが、十分な型再現性を有する三次元成形体を得るためには、金型のコーナー部のR値は0.2mm以上、展開率は500%以内、最大絞り比(最大高さ/底部の最低長さ)が1.5以下、最大傾斜角度87°以内が好ましい。さらに好ましくは、コーナー部のR値が0.5mm以上、展開率が350%以内、最大絞り比が1.0以下、最大傾斜角度が85°以内である。
【0096】
本発明は、熱成形用積層シート1を成形するための雄型10および雌型20に加えて、可動式のクランプ枠14,24を併用することにより、マッチモールド成形特有の問題である成形皺の発生(これは金型内へのシート引き込みにより発生する。)を効果的に抑制することができる。また、低温成形時のシート弛みによる成形皺の発生も同時に抑制することができる。
【0097】
可動式クランプ枠14,24は、可動式ゆえに加熱後にシート1をクランプすることができるため、熱成形用積層シート1を強力に固定することが可能で、金型10,20内へのシート1の引き込みによる成形皺を著しく抑制することができる。汎用の連続成形機では、加熱時のシート固定方法として枠状クランプを用いる場合は少なく、また、枠状クランプを使用する場合であっても、加熱前にシートをクランプするため、シート固定力が不十分であった。また、熱可塑性樹脂からなるシート1は、一般的にガラス転移温度以下では熱膨張によりシートが弛みやすく、この弛みにより成形皺が発生するという問題があるが、本発明の特徴的要素である可動式クランプ枠14,24を用いれば、加熱後の熱成形用積層シート1をクランプ枠14,24で保持したまま雄型10または雌型20に押し当てることにより、成形前(雌型20と雄型10の勘合前)の皺を除去することが出来る。
可動式クランプ枠14,24の構造としては、加熱後にシート1を固定でき、かつ、可動時に雄型10及び雌型20とぶつからない形状が好ましい。具体的には、可動式クランプ枠14,24とボックス12,22(ボックスが無い場合、雄型10及び雌型20)との距離は、シートの性状および厚みに依存するため限定されないが、成形前の皺を効果的に抑制できることから、シート厚みより大きく20mm以下の範囲内が好ましい。
【0098】
クランプ枠14,24は、熱成形用積層シート1をクランプするシート固定部15,25の面上に、例えば図7に示すように、互いに嵌合する凸部31と凹部32との組み合わせを有することが好ましい。これにより、熱成形用積層シート1を両クランプ枠14,24間にクランプしたときに、一方のクランプ枠に突設された凸部31を他方のクランプ枠に凹設された凹部32に嵌入させ、熱成形用積層シート1をより強力に固定できる。これら凸部31及び凹部32の組み合わせ方としては、雄型側クランプ枠14に凸部31、雌型側クランプ枠24に凹部32を設けるのでもよく、逆に、雄型側クランプ枠14に凹部32、雌型側クランプ枠24に凸部31を設けるのでもよく、これらを併用してもよい。
凸部31および凹部32の形状は特に限定されるものではなく、凸部31としては、ピン状、リブ状、鋸歯状、山形、三角形状、柱状など各種形状を採用可能である。また凹部32としては溝、底を有する穴、貫通穴など各種形状を採用可能である。クランプ時、凸部31と凹部32で熱成形用積層シート1を挟み込む形態でもよいし、熱成形用積層シート1を食い破って穴を開ける形態でもよい。
【0099】
クランプ枠14,24の可動方向は、特に限定されないが、金型10,20の水平面11a,21aに対して垂直な上下方向であることが、シート1の張りを金型に接触させる圧力によって調節することが可能になり、成形皺を効果的に抑制できる上、コスト的に有利であることから好ましい。また、クランプ枠14,24を可動させる動力についても、特に限定されないが、空気圧または油圧を用いたシリンダー16,26を用いる方式が簡便であることから好ましく、とりわけ空気圧式シリンダー(以下、エアーシリンダーと示す。)のほうが実行速度が速いためより好ましい。また、シリンダーを用いる場合、シートのクランプ力が均一となることから、シリンダーを2個以上使用することが好ましく、4個以上の使用がより好ましい。
【0100】
クランプ枠14,24を用いて成形用シートを固定するクランプ力は、熱成形用積層シート1の性状およびクランプ枠の形状によるため限定されないが、マッチモールド成形時の金型内へのシート引き込みによる皺不良を良好に抑制できることから5kgf{約50N}以上が好ましい。また、クランプ応力としては0.05kgf/cm2{約5kPa}以上が好ましい。
【0101】
本発明の金型10,20及び可動式クランプ枠14,24の材質は、特に限定されず、従来マッチモールド成形用金型に使用される各種金属等を用いることができる。具体的には、アルミニウム系鋼材、鉄系鋼材、熱硬化樹脂等が挙げられ、特に、金型の材料としては硬質アルミニウム鋼材が好ましい。また、必要に応じて、研磨処理、フッ素樹脂処理、アルマイト処理、窒化処理、硼化処理、メッキ処理等の表面処理を施すこともできる。
【0102】
本発明に係るマッチモールド成形用金型及び成形方法は、シート加熱装置、下型可動装置、上型可動装置が具備されている各種成形機で用いることができるが、操作性の観点から、真空成形機(プラグ機構付き)若しくは真空圧空成形機が好ましい。シート加熱装置としては、シート表面に加熱装置の痕が残らないことから、シートの片面若しくは両面からの間接加熱方式が好ましい。また、多様な成形方法が可能となることから、下型可動装置及び上型可動装置の少なくとも一方に真空機構が具備されていることが好ましい。また、真空機構を有する可動装置の一方の可動装置には、圧空機構が具備されていても良い。また、下型可動装置及び上型可動装置の駆動方式は特に限定されず、エアーシリンダー式、油圧シリンダー式、サーボモーター式等を用いることができる。ただし、下型と上型の型閉力は、熱成形用積層シート1の性状および金型形状に依存するため限定されないが、10kgf{約100N}以上必要であり、型再現性が良好となることから、100kgf以上{約1kN以上}であることがより好ましい。また、型閉応力としては、0.05kgf/cm2{約5kPa}以上が好ましい。なお、ここで言う型閉力とは、雌型と雄型とを勘合する際の最大圧縮力を示す。具体的には、下型可動装置及び上型可動装置の最大推力の小さいほうから、雌型用及び雄型用の可動式クランプ枠の最大推力の大きいほうを差し引いた推力を示す。
【0103】
すなわち、本発明のクランプ枠を有する成形装置を用いれば、下型可動装置、上型可動装置、雌型用可動式クランプ枠及び雄型用可動式クランプ枠の推力の調整により、シートのクランプ力、成形速度、型閉力を自在に選択することができる。例えば、可動式クランプ枠の推力を高くすると、シートのクランプ力が高く、成形速度が遅く、型閉力が低くなり、逆に、可動式クランプ枠の推力を低くすると、シートのクランプ力が低く、成形速度が速く、型閉力が高くなる。
【0104】
本発明に係る成形方法としては、以下の(1)ないし(9)の手順によるマッチモールド成形を用いることが好ましい。
(1) 熱成形用積層シート1を成形機付属のクランプ(不図示)で固定する。
(2) ヒーター(不図示)を該シート1の上方および/または下方の位置へ移動させる。
(3) 該シート1を所定温度になるまで前記ヒーターで加熱する。
(4) 前記ヒーターを成形機外に退避させる。
(4′) 加熱位置と成形位置が異なる場合は、加熱されたシートを金型位置まで移動させる。
(5) シート1の上側に配置した雌型20を下降させ、シート1の下側に配置した雄型10を上昇させる。
(6) 熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、雌型20の下降及び雄型10の上昇を利用して、そのまま雌型20と雄型10でシート1を挟み込むようにして三次元形状とする、
(7)雌型20と雄型10で該シート1を挟み込んだまま所定時間保持する。
(8)雌型20を上昇、雄型10を下降させ、三次元形状とした成形体を両金型10,20および両クランプ枠14,24から離した後、該成形体をエアー等で所定時間冷却する。
(9)成形機付属のクランプを開放する。
【0105】
(6)において、シートをクランプするときにシートが金型と接していないほうが、シート伸びが均等になりやすいため好ましい。
(2)〜(4)において、シリンダー16,26の上昇及び下降の動作を手動又は電磁弁の操作によりクランプ枠14,24の高さを調節し、作動時のクランプ枠14,24とヒーターとの接触を回避することができる。
なお、上記手順(2)に代えて、該シート1を金型10,20間から退避させて、成形機外に設置したヒータ(不図示)の位置まで移動させても構わない。この場合、上記手順(4)に代えて、該シート1を成形機外から金型10,20間の位置に移動させる。
また、(8)において、シリンダー16の作動により離型速度が早くなり、成形体と雄型との離型性が劣る場合は、シリンダー16の作動を手動又は電磁弁操作により開放した上で雌型を下降させれば良い。
また、シート1上側に雄型10、シート1下側に雌型20を配置することも可能である。この場合、手順(5),(6)では雄型10を下降、雌型20を上昇させ、手順(8)では雄型10を上昇、雌型20を下降させる。
【0106】
手順(6)において、可動式クランプ枠14,24の形状選択および推力調整により、以下の2通りの成形法A,Bを選択することができる。いずれの成形法を適用することも可能であり、金型デザインやシート構成等を考慮して、より適正な方法を選択するのが望ましい。
【0107】
(成形法A)
図1(a)に示すように、熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、図1(b)に示すように、雌型側クランプ枠24の下降推力を雄型側クランプ枠14の上昇推力より小さくすることにより、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雌型20に押し当てる。すなわち、雌型20の水平面21aを熱成形用積層シート1の中央部に押し当て、熱成形用積層シート1の金型成形すべき部分2を雄型10側に突出させる。これにより、熱成形用積層シート1には、雌型20の水平面21aに接触した部分と、クランプ枠14,24でクランプされた部分との間で段差を生じさせてシート1の皺を伸ばすことができる。しかるのち、図1(c)に示すように、雄型10と雌型20とでシート1を挟み込んで三次元形状に成形する。
【0108】
図1(b)において、雌型20の水平面21aと、雌型側クランプ枠24がシート1をクランプする面25との間の高低差は、熱成形用積層シート1の性状および金型形状に依るため特に限定されないが、低温成形時のシート弛みを効果的に除去できることから2〜30mmの範囲内が好ましい。なお、前記高低差の符号は、雌型20の水平面21aが雌型側クランプ枠24のクランプ面25より雄型10側に突出している場合を正とする。
この成形法Aによれば、装飾層を有する加飾シートを用いる場合、該装飾層が可視となる意匠面を雌型20側に向けることにより、装飾鮮鋭性が良好な成形体が得やすい。さらに、印刷柄を装飾層として有する加飾シートを用いて、得られる成形体を部分的に加飾する場合、図柄位置を合わせやすく、また、成形時の偏肉が起こりにくいため、図柄自体の不均一変形も少なくなる。
また、雌型20が下側、雄型10が上側であっても同様である。
【0109】
(成形法B)
図2(a)に示すように、熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、図2(b)に示すように、雌型側クランプ枠24の下降推力を雄型側クランプ枠14の上昇推力より大きくすることにより、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雄型10に押し当てる。すなわち、雄型10の天面11cを熱成形用積層シート1の中央部に押し当て、熱成形用積層シート1の金型成形すべき部分2を雌型20側に突出させる。これにより、熱成形用積層シート1には、雄型10の天面11cに接触した部分2aと、クランプ枠14,24でクランプされた部分との間で段差を生じさせてシート1の皺を伸ばすことができる。しかるのち、図2(c)に示すように、雄型10と雌型20とでシート1を挟み込んで三次元形状に成形する。
【0110】
図2(b)において、雄型10の水平面11aと、雄型側クランプ枠14がシート1をクランプする面15との間の高低差は、熱成形用積層シート1の性状および金型形状に依存するため特に限定されないが、低温成形時のシート弛みを効果的に除去できることから−30〜15mmの範囲内が好ましい。なお、前記高低差の符号は、雄型10の水平面11aが雄型側クランプ枠14のクランプ面15より雌型20側に突出している場合を正とし、前記水平面11aが前記クランプ面15より低い位置にある場合を負とする。図2(b)に示す例では、雄型10の水平面11aと雄型側クランプ枠14のクランプ面15とがほぼ同一面上にあり、前記高低差はほぼ0mmである。また、雄型側クランプ枠14がシート1をクランプする面15との間の高低差を0mm未満とし、且つ、雄型に設けた真空孔から真空吸引することにより、型再現性がさらに良好となる場合がある。
【0111】
この成形法Bによれば、雄型10の天面11cとクランプ枠14,24との間でシート1(金型に接触していない部分2b)は雄型10の斜面11bにも水平面11aにも接触させずに伸長させることができるので、成形体の勾配部(金型10,20の斜面11b,21bによって成形される部分)により多くの面積のシートを配分することができる。よって、展開率の高い部分や勾配の大きい部分を有するような形状の金型を用いる場合に、型再現性が良好な成形体が得やすい。なお、雌型20が下側、雄型10が上側であっても同様である。
【0112】
次に、本発明の成形方法および成形装置の第2形態例を説明する。
図3は、本発明の成形方法の第2形態例を説明する模式的断面図である。図6は、図3で用いられるクランプ枠を設けた雌型を示す斜視図である。
本形態例では、雄型10および雄型側クランプ枠14としては、上記第1形態例と同様に、図4に示すものを用いることができる。雌型側クランプ枠24としては、図3および図6に示すように、クランプ枠24の内周縁部にフランジ部27が延びており、該フランジ部27が雄型側クランプ枠14の内周縁部よりも内側にあるクランプ枠を用いる。この場合、雌型20Aとしては、雌型本体21の水平面21aの高さがフランジ部27の厚み以上に、ボックス22の端縁より突出しているものを用いる。雌型本体21の高さを調節する方法としては、雌型本体21の裏側に高さ調節用のプレート22bを挿入する方法があり、この方法によれば、図5の雌型20のボックス22内にプレート22bを追加するだけで図6の雌型20Aを構成することができる。
【0113】
本形態例におけるクランプ枠14,24は、第1形態例の成形装置で述べたのと同様に、熱成形用積層シート1をクランプするシート固定部15,25の面上に互いに嵌合する凸部31と凹部32との組み合わせ(図8,図9参照)を有することが好ましい。これにより、熱成形用積層シート1を両クランプ枠14,24間にクランプしたときに、一方のクランプ枠に突設された凸部31を他方のクランプ枠に凹設された凹部32に嵌入させ、熱成形用積層シート1をより強力に固定できる。これら凸部31及び凹部32の組み合わせ方としては、雄型側クランプ枠14に凸部31、雌型側クランプ枠24に凹部32を設けるのでもよく、雄型側クランプ枠14に凹部32、雌型側クランプ枠24に凸部31を設けるのでもよく、これらを併用してもよい。
【0114】
本形態例においては、上述の成形法B(シートに対して先に雄型を押し当てる)と同様の方法によりシート1の成形ができる。すなわち、図3(a)に示すように、熱成形用積層シート1を両面からクランプ枠14,24によりクランプした後、図3(b)に示すように、雌型側クランプ枠24のクランプ圧力を雄型側クランプ枠14のクランプ圧力より大きくすることにより、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雄型10に押し当てる。すなわち、雄型10の天面11cを熱成形用積層シート1の中央部に押し当て、熱成形用積層シート1の金型成形すべき部分2を雌型20A側に突出させる。これにより、熱成形用積層シート1には、雄型10の天面11cに接触した部分2aと、クランプ枠14,24でクランプされた部分との間で段差を生じさせて皺を伸ばすことができる。しかるのち、図3(c)に示すように、雄型10と雌型20Aとでシート1を挟み込んで三次元形状に成形する。
【0115】
さらに、図3(b)の段階において、加熱後に可動式クランプ枠14,24により固定された熱成形用積層シート1を、先に雄型10に押し当てたとき、雌型側クランプ枠24の内周縁部のフランジ部27と雄型10の外周縁部17(ここではボックス12の端縁)との間で熱成形用積層シート1をクランプし、さらに、雄型10の裾部(水平面11aと斜面11bの接合部)に設けた真空孔18(図3(b)参照)より、熱成形用積層シート1の加熱可塑化した部分2を雄型10側から真空吸引する。
この構成によれば、雄型側の真空を効果的に使用することができるため、さらに型再現性良好な成形体が得やすい。真空吸引の際、雄型10の凸部とフランジ部27との間隔(図3(b)において水平方向の間隔)は、皺発生が抑制できるとともに、型再現性が更に良好となることから、5〜50mmが好ましい。また、フランジ部27の形状としては、雄型10の凸部とフランジ部27との間隔が均一である必要はなく、展開率が高い部分の間隔を意図的に長くしたり、ブリッジ不良が発生しやすい部分の間隔を意図的に短くしたりすれば、意匠保持性および型再現性を更に良好にすることができる。
【0116】
(プレス成形の温度条件)
成形時の熱成形用積層シート1の温度は、原反として使用する熱成形用積層シートの熱成形性および金型形状に依存するため特に限定されないが、意匠性を有する加飾シートを用いる場合、低温で成形するほど意匠性変化が少なく、装飾鮮鋭性の優れた成形体が得やすく、また、本発明によれば、比較的低温でも型再現性良好な成形体が得られることから、該シートの真空成形温度(該シートを真空成形で成形する際の最適な温度)よりも10℃以上低いことが好ましい。特に、金属光沢性加飾シートの場合に高光沢性の成形体が得られることから好ましい。さらに、成形体の部分加飾を目的とした印刷柄を装飾層として有する加飾シートの場合に図柄合わせしやすいことから好ましい。
【0117】
具体的には、トップコート層(A)と、熱可塑性フィルム層(B)と、装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを用いる場合、プレス成形による成形温度は、(T1−20)℃〜(T2+35)℃の温度範囲で成形すると、良好な意匠性と型再現性を有する成形体が得られるため好ましい。型再現と光沢のバランスが良好となることから(T1−10)℃〜(T2+25)℃がより好ましく、展開率の高い成形体でも変形や破断の発生が起きにくいことから(T1+5)℃〜(T2+20)℃が更に好ましい。
なお、装飾保護層を有する熱成形用積層シートの熱成形にあたっては、熱成形用積層シートに型再現性不良が起こりやすくなるため、熱成形温度の下限値を(T1−10)℃として、(T1−10)℃〜(T2+35)℃で熱成形することが好ましい。
【0118】
ただしT1は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の高い方の温度であり、T2は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の低い方の温度である。
ただし、ここでいう転移温度とは、JIS K7244−1法に準拠して測定される動的粘弾性測定を用いて、周波数1Hz、昇温速度3℃/分の測定条件で測定した貯蔵弾性率の温度依存曲線の低温側のベースラインを高温側に延長した直線と、階段状変化部分の曲線の勾配が最大になるような点でひいた接線との交点の温度とする。
【0119】
さらに具体的には、遠赤外線ヒーターを用いた場合、ヒーター温度で200〜500℃、間接加熱時間を5〜30秒とし、該シートがマッチモールド成形可能となる温度、例えば、DMAの貯蔵弾性率(E’)が10〜500MPaとなる温度にすることが好ましい。また、金型温度については、得られる成形体の外観や成形収縮率を確認しながら決める必要があるが、これを20〜200℃とし、雄型と雌型とでシートを挟み込む時間(前記の工程(7)に該当する。)は10秒〜5分とすることが好ましい。また、金型温度は、熱成形用シート1の性状によるため特に限定されず、得られる成形体の外観、型再現性、成形収縮率および変形具合によって適宜調整すれば良い。例えば、2つの金型との間に必要に応じて温度勾配を設けても良い。また、プレス成形終了後、得られた成形体をエアー等で冷却することが好ましい。
【0120】
上述の装飾層を有する積層シートにおいて、どちらの面から金型に接触させるかは特に限定はないが、熱可塑性フィルム層(B)(装飾層(C)が可視となる意匠面の側)から金型に接触させると、装飾層の金属薄膜細片の配向が揃った状態を金型によって維持しやすいので、装飾鮮鋭性が良好な成形体が得やすい。また、支持基材層(D)側から変形させた場合、装飾層(C)の変形がマイルドになり、意匠性保持効果が高いと考えられる。一方、型再現性の観点からは、変形し難い(例えば、転移温度が高い)ほうから変形させたほうが良い場合もある。そこで、金型デザインやシート構成等を考慮して、より適正な方法を選択するのが望ましい。
【0121】
〔加飾成形体〕
(インサート射出成形)
高光沢の成形用積層シートを、本発明の熱成形用積層シートの成形方法に従い、プレス成形により成形体とした後、得られた成形体と樹脂を一体成形することにより高光沢を有する樹脂との成形体(以下、加飾成形体と言う。)を得ることができる。
加飾成形体は、成形体をその熱可塑性樹脂フィルム側が射出成形金型の雌型に接するように配置し、前記成形体の裏面側に射出樹脂を充填することにより一体成形する方法、若しくは射出金型内で熱成形を行った後、そのまま射出金型内で射出樹脂との一体化を行う方法により作製することができる。いずれも高光沢を有し、破断がなく、型再現性に優れた加飾成形体を得ることができる。
【0122】
目的とする射出成形体の形状が二次元形状、若しくは、該シートの最大展開率が120%未満の単純な三次元形状の場合には、該シートを成形体とせず、プレス成形でヘアライン等の模様を付けたシート形状のまま、射出成形金型内に挿入することによりインサート射出成形体とすることが出来る。
【0123】
射出樹脂としては、支持基材層(D)との密着性の観点から、支持基材層(D)と同系統の樹脂が好ましい。具体的には支持基材層(D)がポリプロピレン系樹脂の場合、射出樹脂中にポリプロピレン樹脂が40質量%以上であることが好ましく、50質量%以上であることがより好ましく、60質量%以上であることが更に好ましい。前記射出樹脂がポリプロピレン樹脂を主成分とする場合、該ポリプロピレン樹脂とともに配合可能な他の樹脂としては、本発明の支持基材層(D)を構成するものとして前記に例示した各種熱可塑性樹脂や熱可塑性エラストマー等を好ましく用いることが出来る。この場合、射出樹脂中に前記ポリプロピレン樹脂を40質量%以上含有し、その他に、一般的にポリプロピレン樹脂と溶融混合可能な各種樹脂を含有しても良い。
【0124】
ポリプロピレン樹脂と溶融混合可能な樹脂としては、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、スチレン−エチレン−ブタジエン−スチレン共重合体及びスチレン−エチレン−プロピレン−スチレン共重合体等のスチレン系エラストマー、エチレン−プロピレン共重合体及びエチレン−プロピレン−ジエン共重合体に代表されるエチレンプロピレンラバー等のオレフィン系エラストマーが挙げられる。支持基材層(D)がABS樹脂の場合には射出樹脂中に40質量%以上のABS樹脂が含まれることが好ましいが、支持基材層(D)の樹脂との接着性が十分であれば、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂、アクリロニトリル/アクリルゴム/スチレン(AAS)樹脂、アクリロニトリル/エチレンゴム/スチレン(AES)樹脂、(メタ)アクリル酸エステル/スチレン(MS)樹脂等を主成分とする樹脂として用いても構わない。
【0125】
また、前記射出樹脂中には、射出成形体の変形を防ぐ目的で無機フィラーを添加することが出来る。該無機フィラーとしては、特に限定はされないが、タルク、炭酸カルシウム、クレー、珪藻土、マイカ、珪酸マグネシウム、シリカ等が挙げられる。
【0126】
更に、前記射出樹脂中には、低温衝撃性やインモールド成形性が損なわれない範囲で、着色剤、可塑剤、酸化防止剤、紫外線吸収剤、耐電防止剤、難燃剤および滑剤等の添加剤を配合しても良く、これらの添加剤は単独で使用しても2種類以上を併用してもよい。
【0127】
射出樹脂の充填温度は特に限定されるものではないが、樹脂温度が低すぎると支持基材層(D)と射出樹脂が剥がれ易くなり、樹脂温度が高すぎると射出成形体にヒケと呼ばれる反りが発生し易くなる。このため、ポリプロピレン樹脂の場合、射出樹脂の充填温度は180〜270℃が好ましく、200〜260℃がより好ましい。ABS樹脂の場合は200〜290℃が好ましく、210〜260℃がより好ましい。射出金型温度は、雄型と雌型共に20〜100℃とすることが好ましいが、射出成形体に反り等が発生する場合は雄型及び雌型に温度勾配を付けることが必要となる。また、射出金型内に挿入した成形体を、射出樹脂充填前にあらかじめ金型温度まで加温するため、射出遅延時間(型閉めから射出までの時間)を1〜100秒の範囲内で設定しても良い。
【0128】
以上説明したように、本発明の成形方法によって得られる成形品では、熱成形用積層シートのトップコート層(A)に金型表面の凹凸の模様が転写される。この結果、装飾層(C)の金属調の光沢の上にトップコート層(A)の転写による凹凸の模様が重なり合い、両者の視覚的効果が相まった美麗な成形品が得られる。また、転写した模様の凹凸の設計によっては、散乱や干渉等の光学的効果を付与することもでき、多様な意匠を得ることも可能である。
【実施例】
【0129】
以下に具体例をもって本発明を説明するが、本発明はこれらに限定されるものではない。なお、実施例及び比較例における物性評価は下記の測定法または試験法にて行った。また、実施例中の「部」及び「%」は、いずれも質量基準によるものとする。
【0130】
(金型模様の転写評価法)
熱成形用積層シートのトップコート層(A)側から見た成形体の転写評価は目視で行い、以下の通り判定した。該評価で使用した台形状金型は、雌型金型が間口120×90mm、底部66×51.7mm、深さ25mmであり、雄型金型が間口120.3×90.5mm、底部66.6×52.3mm、深さ25mmであり、成形は雄雌の両金型をマッチさせる形で成形を行った。尚、成形温度は120℃、金型温度は60℃、型締め力は300kgfとした。この際、熱成形用積層シートは、雄型金型面に支持基材層(D)側が接するように配置した。得られた台形状成形体のトップコート層(A)側の凸面を天面とし評価を行った。天面の展開率は約110%であった。なお、ここでいう展開率は、元の面積に比して全体の面積が1.5倍になった場合を150%として表した。
【0131】
◎:金型のヘアライン模様をハッキリ忠実に再現している。
○:金型よりは薄いがヘアライン模様がハッキリ認識できる。
△:ヘアライン模様は転写しているが薄くて見にくい。
×:ヘアライン模様を判別することができない。
【0132】
(熱成形用積層シートの最大展開率評価法)
熱成形用積層シートの最大展開率は、雌型金型が間口220×140mm、底部5R、深さ95mmであり、雄型金型が間口220.3×140.5mm、底部5.15R、深さ95mmの三角型の金型を用い、成形は雄雌の両金型をマッチさせる形で成形を行った。尚、成形温度は150℃、金型温度は60℃、型締め力は300kgとした。
この金型で得られる展開率は110〜220%であり、この中でヒビ割れや剥離が入っていない最小厚みをマイクロメーターによって読み取り、最大展開率として評価を行った
【0133】
○:展開倍率が220%でもトップコート層にヒビ割れや剥離が見られなかった。
△:展開倍率が200〜220%の範囲でトップコート層にヒビ割れや剥離が発生した。
×:展開倍率が200%未満でトップコート層にヒビ割れや剥離が発生した。
【0134】
なお、最大展開率は下記の式で求めた。
【0135】
最大展開率(%)=(t0/t1)×100
(ただし、t0は「成形前の熱成形用積層シートの厚さ」を表し、t1は「成形後の成形体の厚さ」を表す。)
【0136】
(耐擦傷性)
前記「最大展開率評価」と同様に作製した成形体から、長さ5cm、幅2cmに切り出した試験片のトップコート層(A)側を、耐摩擦・摩耗試験機で、荷重500gで300回摩擦後(#0000のスチールウール)、脱脂綿でトップコート層(A)の汚れを拭き取り、外観評価より耐擦傷性を判断した。
【0137】
◎:傷がほとんど目立たない。
○:傷が少し認められる。
△:傷が目立つ。
×:著しく傷が目立つ。
【0138】
(耐溶剤性)
ラビングテスター(大平理化工業株式会社製)を用いて、前記「最大展開率評価」と同様に作製した成形体から長さ5cm、幅5cmに切り出した平均展開率140%の試験片を、トップコート層(A)側にキシレンを脱脂綿に十分に染み込ませてから載せ、その上を試験機端子で押さえ、1kgの荷重をかけてキシレンを染み込ませた脱脂綿を10往復させた後、トップコート層(A)を目視評価し、以下の通り判定した。
【0139】
○:トップコート層(A)の外観が変化がない。
△:トップコート層(A)に若干の傷付有り。
×:トップコート層(A)に傷付きが目立つ。
【0140】
(耐酸性)
前記「最大展開率評価」と同様に作製した成形体から長さ5cm、幅5cmに切り出した平均展開率140%の試験片のトップコート層(A)表面に5%硫酸水溶液0.4mlをスポット状に滴下し、熱風乾燥機にて80℃で30分間加熱した後、水洗、乾燥させて、トップコート層(A)表面を目視評価し、以下の通り判定した。
【0141】
○:トップコート層(A)に変化がない。
△:トップコート層(A)にスポット跡が少し認められる。
×:トップコート層(A)にスポット跡、シミ、白化、フクレ等の変化が認められる。
【0142】
(密着性)
前記「最大展開率評価」と同様に作製した成形体から平均展開率140%の平らな部分を適宜切り出し、試験片とした。碁盤目テープ剥離法(JIS K5400)に準じて試験を行った。試験後、トップコート層(A)の升目の中で欠落した目の数を数え、以下の通り判定した。
【0143】
○:トップコート層(A)の升目に欠落が全く認められない。
△:トップコート層(A)の升目の欠落の数が10%未満認められる。
×:トップコート層(A)の升目の欠落の数が10%以上認められる。
【0144】
(熱成形用積層シートのトップコート層(A)の反応率)
反応率は、トップコート層(A)用の樹脂組成物を、厚さ25μmのPETフィルムにバーコーター#30を用いて塗布し60℃乾燥器に1分間入れて乾燥させて、後述の実施例の表1,2に記載されたクリアー硬化層の硬化条件で硬化させたフィルム(F1)と、樹脂組成物を完全硬化(110℃/2時間加熱処理)させた補正用フィルム(F2)の2種類を作製した。
FT−IR(フーリエ変換赤外分光光度計)を用いて透過法又はATR法でイソシアネート官能基の硬化前後のIRスペクトルの吸光度ピーク高さを測定し、次式から反応率を求めた。
【0145】
反応率(%)=(P0−P)×100/(P0−P1) ・・・・ (1)
【0146】
ただし、式(1)において、P0は「硬化前の試験用フィルムの吸光度ピーク高さ」であり、トップコート層(A)用樹脂組成物を塗布し溶剤乾燥させた状態での吸光度のピーク高さを表す。Pは「硬化後の試験用フィルムの吸光度ピーク高さ」であり、硬化させたフィルム(F1)の吸光度のピーク高さを表す。P1は「完全硬化後の補正用フィルムの吸光度ピーク高さ」であり、補正用フィルム(F2)の吸光度のピーク高さを表す。
【0147】
(熱成形用積層シートの作製)
以下の製造例1〜4は、それぞれの実施例及び比較例に用いたトップコート層(A)の成分である熱可塑性樹脂の製造例である。
【0148】
数平均分子量:GPC測定結果のポリスチレン換算値を示す。
不揮発分:アルミ皿に試料1gを精秤し、トルエンにて薄く均一に拡げた後風乾し、更に108℃の熱風乾燥機中で1時間乾燥し、乾燥前後の重量から求めた。
水酸基価:水酸基含有モノマーの仕込み組成からKOH中和量として算出した。
トップコート層(A)のTg:DSC法で測定した。
酸価:0.05mol/リットル水酸化カリウム−トルエン溶液滴定法により測定した。
【0149】
(製造例1)2級水酸基が100モル%で酸価が0.1以下の樹脂(A−1)の合成
温度調節器、窒素導入管、滴下装置(2基)、撹拌装置を備え付けた3L反応容器に、酢酸エチル400部を仕込み、窒素置換後、75℃に昇温した。別途、メタクリル酸メチル446部、メタクリル酸n−ブチル164.5部、メタクリル酸2−ヒドロキシプロピル89.6部(2級水酸基が100モル%)をよく混合した溶液(以下、モノマー溶液と称する)と酢酸エチル70部、パーブチルO(商品名、日本油脂株式会社製)3部、ABN−V(商品名、日本ヒドラジン工業社製)3部、ABN−E(商品名、日本ヒドラジン工業社製)3部をよく混合した溶液(以下、触媒溶液と称する。)、それぞれを滴下装置に仕込み、直ちに窒素置換した。
窒素雰囲気下で反応容器内に前述のモノマー溶液と触媒溶液をそれぞれ4時間かけて滴下仕込した。仕込中、急激な反応温度の上昇がないようにモノマー溶液と触媒溶液の滴下速度を調整した。滴下終了後、約2時間撹拌ホールドし、酢酸エチル233部を仕込んだ。仕込後、更に、10時間攪拌ホールドを行い反応を終了し、不揮発分50%の樹脂(A−1)を得た。得られた樹脂の固形分は、数平均分子量が18,600、水酸基当量が50、酸価が0.1以下、計算Tgが70℃であった。
【0150】
(製造例2)2級水酸基が100モル%で酸価が0.6の樹脂(A−2)の合成
使用する溶剤が酢酸ブチル、モノマー溶液がメタクリル酸メチル470.4部、メタクリル酸ターシャリーブチル85.4部、メタクリル酸2−ヒドロキシプロピル143.5部(2級水酸基が100モル%)、メタクリル酸0.7部を使用し、反応温度を85℃にする以外は、製造例1と同様にして製造した。反応物の性状は、不揮発分50%の樹脂(A−2)を得た。得られた樹脂の固形分では、数平均分子量が15,200、水酸基当量が80、酸価が0.6、計算Tgが85℃であった。
【0151】
(製造例3)2級水酸基が100モル%で酸価が0.6の樹脂(A−3)の合成
使用する溶剤が酢酸ブチル、モノマー溶液がメタクリル酸メチル331部、メタクリル酸2−エチルヘキシル278.5部、メタクリル酸2−ヒドロキシプロピル89.6部(2級水酸基が100モル%)、メタクリル酸0.7部を使用し、反応温度を85℃にする以外は、製造例1と同様にして製造した。反応物の性状は、不揮発分50%の樹脂(A−3)を得た。得られた樹脂の固形分では、数平均分子量が21,000、水酸基当量が50、酸価が0.6、計算Tgが40℃であった。
【0152】
(製造例4)2級水酸基が0モル%で酸価が6.6の樹脂(A−4)の合成
使用する溶剤が酢酸ブチル、モノマー溶液がメタクリル酸メチル462部、メタクリル酸ターシャリーブチル103.4部、メタクリル酸2−ヒドロキシエチル128部(1級水酸基が100モル%)、メタクリル酸6.6部を使用し、反応温度を80℃にする以外は、製造例1と同様にして製造した。反応物の性状は、不揮発分50%の樹脂(A−4)を得た。得られた樹脂の固形分では、数平均分子量が20,200、水酸基当量が80、酸価が6.6、計算Tgが95℃であった。
【0153】
〔トップコート層(A)用組成物〕
前記製造例1〜4で得た熱可塑性樹脂(A−1)〜(A−4)を使用し、トップコート層(A)用樹脂組成物を調製した。該樹脂組成物の組成は、表1及び表2に記載した。
なお、表1及び表2において、硬化剤としては、BURNOCK DN−981(商品名、大日本インキ化学工業株式会社製、イソシアヌレート環含有ポリイソシアネート、数平均分子量1000、不揮発分75%(溶剤:酢酸エチル)、イソシアネート(NCO)官能基濃度は13.7%である。)を用いた。
【0154】
硬化触媒としては、1%ジブチル錫ジラウレート/酢酸ブチル溶液を用いた。
NCO/OH当量比は、硬化剤のイソシアネート基量と熱可塑性樹脂の当量比である。
【0155】
〔熱可塑性フィルム層(B)〕
熱可塑性フィルム層(B)として透明で表面光沢値が140%、鉛筆硬度H、Tg104℃(JISK7121)、厚さ125μmのゴム変性PMMAフィルム(B−1)を使用した。
【0156】
〔装飾層(C)用高輝性インキ〕
(インキ用アルミニウム薄膜細片)
ニトロセルロース(HIG7)を、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤に溶解して6%溶液とした。該溶液を、スクリーン線数175線/インチ、セル深度25μmのグラビア版でポリエステルフィルム上に塗布して剥離層を形成した。十分乾燥した後、剥離層上に厚さが0.04μmとなるようにアルミニウムを蒸着し、蒸着膜面に、剥離層に使用したものと同じニトロセルロース溶液を、剥離層の場合と同じ条件で塗布し、トップコート層を形成した。
上記蒸着フィルムを、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤中に浸積してポリエステルフィルムからアルミニウム蒸着膜を剥離したのち、大きさが約150μmとなるよう攪拌機でアルミニウム蒸着膜を粉砕し、アルミニウム薄膜細片を調製した。
【0157】
(インキ用アルミニウム薄膜細片スラリー)
アルミニウム薄膜細片 10部
酢酸エチル 35部
メチルエチルケトン 30部
イソプロピルアルコール 30部
【0158】
上記(合計105部)を混合し、撹拌しながら、さらに下記組成のニトロセルロース溶液5部を加えた。
【0159】
ニトロセルロース(HIG1/4) 25%
酢酸エチル:イソプロピルアルコール=6:4混合溶剤 75%
【0160】
上記混合物を、温度を35℃以下に保ちながら、ターボミキサーを使用して、アルミニウム薄膜細片の大きさが5〜25μmになるまで攪拌し、アルミニウム薄膜細片スラリー(不揮発分10%)を調製した。
【0161】
(高輝性インキの調製)
アルミニウム薄膜細片スラリー(不揮発分10%) 30部
カルボン酸含有塩化ビニル−酢酸ビニル樹脂 3部
カルボン酸含有ウレタン樹脂 7部
酢酸エチル 23部
メチルエチルケトン 26部
イソプロピルアルコール 10部
【0162】
上記(合計99部)を混合し、不揮発分中のアルミニウム薄膜細片濃度35質量%であるインキ(C−1)を調製した。なお、上記において、カルボン酸含有塩化ビニル−酢酸ビニル樹脂(UCC社製「ビニライト VMCH」)及びカルボン酸含有ウレタン樹脂(大日本インキ化学製「タイホフォースNT810−45」不揮発分45%)は、結着樹脂として使用するものである。
【0163】
(インキ保護層用熱硬化性樹脂溶液の調製)
温度調節器、窒素導入管、滴下装置(2基)、撹拌装置を備え付けた反応容器に酢酸ブチル850部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)1部を仕込み、窒素置換後、110℃まで1.5時間かけて昇温した。
別途、メタクリル酸メチル660部、メタクリル酸ターシャリーブチル148部、メタクリル酸2−ヒドロキシエチル183部、メタクリル酸4.5部をよく混合した溶液のモノマー溶液と、酢酸イソブチル200部、パーブチルO(商品名、日本油脂株式会社製、t−ブチルパーオキシ−2−エチルヘキサノエート)9部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)2部をよく混合した溶液の触媒溶液とを、それぞれを滴下装置に仕込み、直ちに窒素置換した。
窒素雰囲気下で反応容器内に前述のモノマー溶液と触媒溶液を反応温度の急激な上昇がないように仕込速度を調整しつつ、5時間かけて滴下した。滴下終了後、約15時間攪拌を続けた結果、不揮発分60%の樹脂組成物を得た。得られた樹脂の固形分では、数平均分子量が500,000、水酸基価が79KOHmg/g、酸価が3.59KOHmg/g、計算Tgが95℃であった。
【0164】
上述の水酸基含有ビニル共重合体の水酸基の当量数と、ポリイソシアネート化合物「URNOCK DN−981」(商品名、大日本インキ化学工業株式会社製、イソシアヌレート環含有ポリイソシアネート、数平均分子量約1000、不揮発分75%、溶剤:酢酸エチル、官能基数3、NCO濃度13.7%)のイソシアネート基の当量数が0.8〜1.2:を0.8〜1.2となる割合で配合、混合し、インキ保護層用熱硬化性樹脂溶液(P−1)を調製した。
【0165】
(接着剤)
二液型のポリエステルウレタン系接着剤(大日本インキ化学工業株式会社製「LX−630PX」とその硬化剤「KR−90」の二液混合型接着剤)を42:1の重量割合で混合し接着剤を調製した。
【0166】
〔支持基材層(D)〕
支持基材層として住友化学社製ランダムPP(ノーブレンFS3611)を押出機ホッパーより投入し、加工温度200℃にてTダイから押出成形し、40℃に加熱されたキャストロールを通した後、巻き取り、無延伸原反シート(D−1)を製造した。
【0167】
(熱成形用積層シートの作製方法)
実施例1〜5及び比較例1〜4で用いた熱成形用積層シートは、トップコート層(A)/熱可塑性フィルム層(B)/インキ保護層/装飾層(C)/接着剤層/支持基材層(D)の層構成を有する厚さ約430μmとし、下記の方法により作製した。
熱可塑性樹脂(B−1)フィルムに前記トップコート層(A)用組成物(A−1)〜(A−4)をマイクログラビアコーターを使用して乾燥膜厚15.0μmとなるように塗布、乾燥後、前記表1及び2に記載の硬化条件に従って熱風乾燥器にて半硬化処理を行い、トップコート層(A)を得た。
次に、トップコート層(A)を有する面と反対面の熱可塑性樹脂(B−1)フィルムにインキ保護層となる熱硬化性樹脂溶液(P−1)を乾燥膜厚2μmとなるように塗工し乾燥させた。塗工後、50℃で4日間、熱風乾燥器に入れて硬化させ、インキ保護層を得た。
インキ保護層上に、前記装飾層(C)用インキ(C−1)をグラビアコーターを使用して乾燥膜厚1μmとなるように塗工した。
支持基材層(D−1)の接着面にコロナ処理を行い、接着剤をバーコーター#20番を用いて塗工した。40℃に設定したゴムロールラミ装置を用いてインキ層(C−1)と支持基材層(D−1)と張り合わせ、直ちに、50℃、3日間、熱風乾燥器にいれて接着剤の硬化処理を行い、熱成形用積層シートを完成させた。
【0168】
(マッチモールド成形)
得られた熱成形用積層シートを、株式会社ハーミス社製FE38PHの小型真空成形機を用いてクランプ後、シートを両面より間接加熱し、ヒーターが退避したのち、雌金型を上昇後、雄金型を下降させ、マッチモールド成形法により成形体を作製した。下面のヒーター温度は270℃、上面のヒーター温度は230℃とし、シートを加熱後成形した。
【0169】
(インサート成形)
マッチモールド成形で得られた成形体のトップコート層(A)側の天面を、射出成形用金型の雌型に接触するように密着させ、金型温度40℃で加熱後、200℃に加熱したノバテック社製PP樹脂(商品名「TX1868H5」)からなる溶融樹脂を金型内に射出して一体成形し、表層に熱成形用積層シートを供する射出成形体を作製した。なお、射出成形機は住友重機械工業株式会社の住友ネスタール射出成形機プロマット80/40、金型は2段プレート成形体が取れる65mm×40mm×厚さ3mmと1.5mm(厚さが3mmと1.5mmの2段の階段状プレート)のものを用いた。
インサート成形時のシート温度は、射出樹脂と同じ約200℃であった。なお、シートの温度は、金型表面とシートとの間に熱電対温度計を取り付けて、射出成形時の温度を測定した。
【0170】
上述したとおり、金型模様の転写評価は、台形状金型を用いてマッチモールド成形法で得た成形体について、最大展開率は三角形状金型を用いてマッチモールド成形法で得た成形体について、それぞれ評価した。また、耐擦傷性、耐溶剤性、耐酸性、密着性などの物性は、最大展開率の評価用に作製した成形体の底面部分を使用してインサート成形体を作製し、該インサート成形体から切り出した試験片について評価した。
評価結果を表1及び表2に示す。
【0171】
【表1】
【0172】
【表2】
【0173】
比較例1のように、イソシアネート反応率が20%に満たないと充分な金型模様の転写性は得られるが、耐擦傷性や耐溶剤性が不十分なことが分かる。
比較例2のように反応率が75%以上の領域になると、耐擦傷性や耐溶剤性は良好となるが転写性や最大展開率が低下してしまうことが分かる。
比較例3,4は、2級水酸基がない又は少なく、酸価が多すぎる例であるが、転写性も悪く、最大展開率が低く、割れが発生も発生することが分かる。
【産業上の利用可能性】
【0174】
本発明の成形方法により成形された成形体は、自動車関連部材、建材部材、家電品等の用途に使用される外装塗装不要の光沢値の高い金属光沢を有する分野に有用である。
【図面の簡単な説明】
【0175】
【図1】本発明で用いられるマッチモールド成形方法の第1形態例の成形法Aを説明する模式的断面図であり、(a)はシートをクランプ枠でクランプした状態、(b)はクランプしたシートを一方の金型に接触させた状態、(c)はクランプしたシートを両方の金型で型締めしている状態を示す。
【図2】本発明で用いられるマッチモールド成形方法の第1形態例の成形法Bを説明する模式的断面図であり、(a)はシートをクランプ枠でクランプした状態、(b)はクランプしたシートを一方の金型に接触させた状態、(c)はクランプしたシートを両方の金型で型締めしている状態を示す。
【図3】本発明で用いられるマッチモールド成形方法の第2形態例を説明する模式的断面図であり、(a)はシートをクランプ枠でクランプした状態、(b)はクランプしたシートを一方の金型に接触させた状態、(c)はクランプしたシートを両方の金型で型締めしている状態を示す。
【図4】クランプ枠を設けた雄型の一例を示す斜視図であり、(a)は金型に対してクランプ枠を下げた状態、(b)は金型に対してクランプ枠を上げた状態を示す。
【図5】クランプ枠を設けた雌型の一例を示す斜視図であり、(a)は金型に対してクランプ枠を下げた状態、(b)は金型に対してクランプ枠を上げた状態を示す。
【図6】クランプ枠を設けた雌型の他の例を示す斜視図であり、(a)は金型に対してクランプ枠(一部を切り欠いて図示してある)を下げた状態、(b)は金型に対してクランプ枠を上げた状態を示す。
【図7】第1形態例のマッチモールド成形方法で用いられる成形装置においてクランプ枠が互いに嵌合する凹部および凸部を有する場合の一例を示す概略図である。
【図8】第2形態例のマッチモールド成形方法で用いられる成形装置においてクランプ枠が互いに嵌合する凹部および凸部を有する場合の一例を示す概略図である。
【図9】第2形態例のマッチモールド成形方法で用いられる成形装置においてクランプ枠が互いに嵌合する凹部および凸部を有する場合の他の例を示す概略図である。
【符号の説明】
【0176】
1…熱成形用積層シート、2…金型成形すべき部分、10…雄型、11…雄型本体、12…ボックス、13…固定板、14…クランプ枠、15…クランプ面、17…雄型の外周縁部、18…真空孔、20…雌型、21…雌型本体、22…ボックス、23…固定板、24…クランプ枠、25…クランプ面、27…フランジ部、31…凸部、32…凹部。
【特許請求の範囲】
【請求項1】
半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させることを特徴とする熱成形用積層シートの成形方法。
【請求項2】
前記プレス成形による成形温度が(T1−20)℃〜(T2+35)℃の温度範囲である請求項1に記載の熱成形用積層シートの成形方法。
ただしT1は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の高い方の温度であり、T2は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の低い方の温度である。
ただし、ここでいう転移温度とは、JIS K7244−1法に準拠して測定される動的粘弾性測定を用いて、周波数1Hz、昇温速度3℃/分の測定条件で測定した貯蔵弾性率の温度依存曲線の低温側のベースラインを高温側に延長した直線と、階段状変化部分の曲線の勾配が最大になるような点でひいた接線との交点の温度とする。
【請求項3】
前記トップコート層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20%〜73%の範囲で半硬化させた層である請求項1または2に記載の熱成形用積層シートの成形方法。
【請求項4】
前記トップコート層(A)の前記熱可塑性樹脂は、さらに水酸基価が30〜120(KOHmg/g)であり、且つ水酸基中の2級水酸基の割合が50〜100モル%であり、数平均分子量が5000〜50000であるビニル系重合体である請求項3に記載の熱成形用積層シートの成形方法。
【請求項5】
前記プレス成形が、熱成形用積層シートの金型成形すべき部分を加熱可塑化したのち、前記金型成形すべき部分の周囲全周を一対のクランプ枠を用いて両面からクランプし、一方の金型の少なくとも一部を前記クランプ枠の内側にて前記加熱可塑化した部分に押し当てて前記一方の金型と前記クランプ枠との間で前記加熱可塑化した部分を伸長させ、しかるのち、他方の金型を前記加熱可塑化した部分に接触させ、前記一方の金型と前記他方の金型とにより前記加熱可塑化した部分を挟み込んで成形する方法である請求項1〜4のいずれかに記載の熱成形用積層シートの成形方法。
【請求項6】
前記一方の金型が雄型であり、前記他方の金型が雌型である請求項5に記載の熱成形用積層シートの成形方法。
【請求項7】
前記一方の金型が雌型であり、前記他方の金型が雄型である請求項5に記載の熱成形用積層シートの成形方法。
【請求項8】
雌型側のクランプ枠の内周縁部が雄型側のクランプ枠の内周縁部よりも内側にあるクランプ枠を用い、一方の金型の少なくとも一部を前記クランプ枠の内側にて前記加熱可塑化した部分に押し当てて前記一方の金型と前記クランプ枠との間で前記加熱可塑化した部分を伸長させる際、雌型側のクランプ枠の内周縁部と雄型の外周縁部との間で前記熱成形用積層シートをクランプした状態で、前記加熱可塑化した部分を雄型側から真空を用いて吸引することを特徴とする請求項6に記載の熱成形用積層シートの成形方法。
【請求項1】
半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させることを特徴とする熱成形用積層シートの成形方法。
【請求項2】
前記プレス成形による成形温度が(T1−20)℃〜(T2+35)℃の温度範囲である請求項1に記載の熱成形用積層シートの成形方法。
ただしT1は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の高い方の温度であり、T2は熱可塑性フィルム層(B)の転移温度と支持基材層(D)の転移温度の低い方の温度である。
ただし、ここでいう転移温度とは、JIS K7244−1法に準拠して測定される動的粘弾性測定を用いて、周波数1Hz、昇温速度3℃/分の測定条件で測定した貯蔵弾性率の温度依存曲線の低温側のベースラインを高温側に延長した直線と、階段状変化部分の曲線の勾配が最大になるような点でひいた接線との交点の温度とする。
【請求項3】
前記トップコート層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20%〜73%の範囲で半硬化させた層である請求項1または2に記載の熱成形用積層シートの成形方法。
【請求項4】
前記トップコート層(A)の前記熱可塑性樹脂は、さらに水酸基価が30〜120(KOHmg/g)であり、且つ水酸基中の2級水酸基の割合が50〜100モル%であり、数平均分子量が5000〜50000であるビニル系重合体である請求項3に記載の熱成形用積層シートの成形方法。
【請求項5】
前記プレス成形が、熱成形用積層シートの金型成形すべき部分を加熱可塑化したのち、前記金型成形すべき部分の周囲全周を一対のクランプ枠を用いて両面からクランプし、一方の金型の少なくとも一部を前記クランプ枠の内側にて前記加熱可塑化した部分に押し当てて前記一方の金型と前記クランプ枠との間で前記加熱可塑化した部分を伸長させ、しかるのち、他方の金型を前記加熱可塑化した部分に接触させ、前記一方の金型と前記他方の金型とにより前記加熱可塑化した部分を挟み込んで成形する方法である請求項1〜4のいずれかに記載の熱成形用積層シートの成形方法。
【請求項6】
前記一方の金型が雄型であり、前記他方の金型が雌型である請求項5に記載の熱成形用積層シートの成形方法。
【請求項7】
前記一方の金型が雌型であり、前記他方の金型が雄型である請求項5に記載の熱成形用積層シートの成形方法。
【請求項8】
雌型側のクランプ枠の内周縁部が雄型側のクランプ枠の内周縁部よりも内側にあるクランプ枠を用い、一方の金型の少なくとも一部を前記クランプ枠の内側にて前記加熱可塑化した部分に押し当てて前記一方の金型と前記クランプ枠との間で前記加熱可塑化した部分を伸長させる際、雌型側のクランプ枠の内周縁部と雄型の外周縁部との間で前記熱成形用積層シートをクランプした状態で、前記加熱可塑化した部分を雄型側から真空を用いて吸引することを特徴とする請求項6に記載の熱成形用積層シートの成形方法。
【図1】

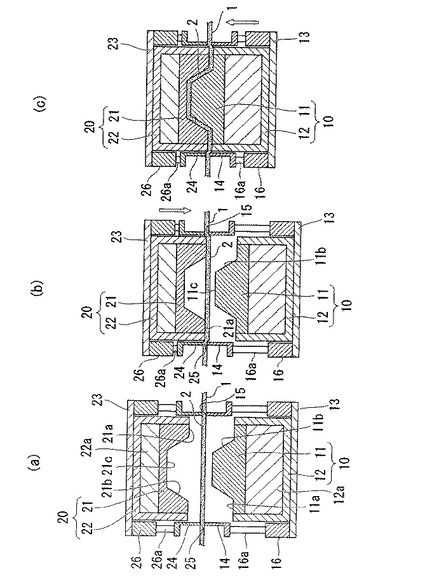
【図2】
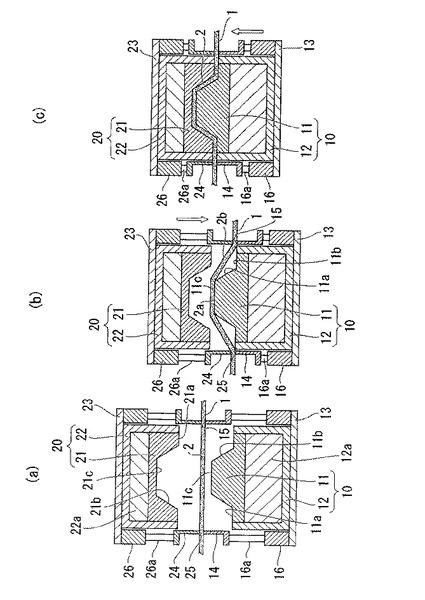
【図3】
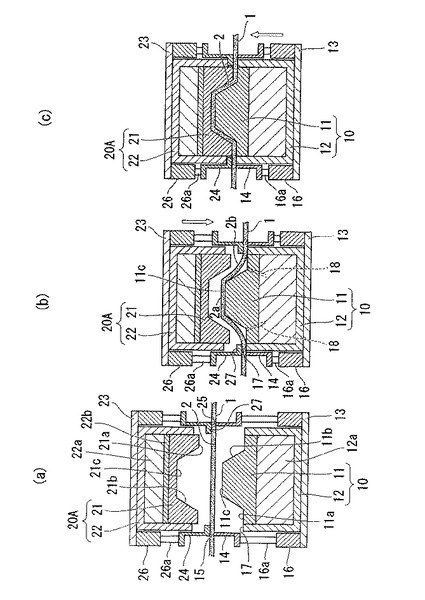
【図4】
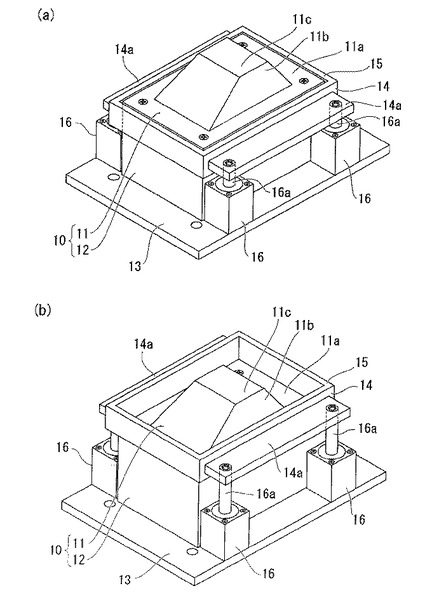
【図5】
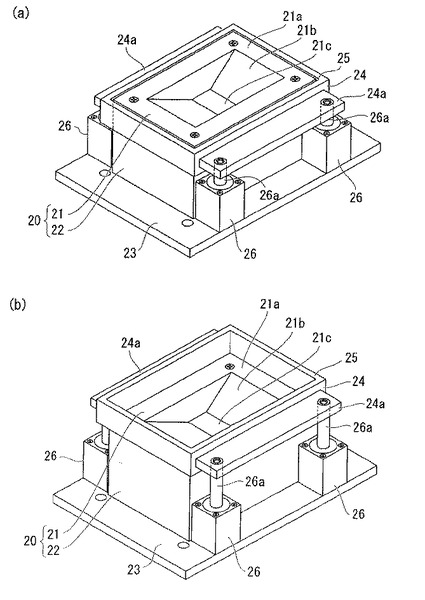
【図6】
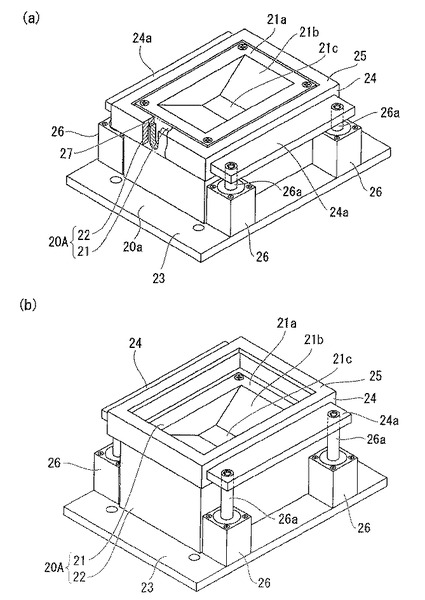
【図7】
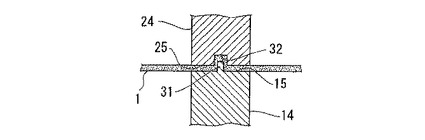
【図8】
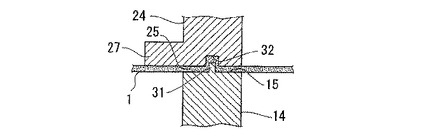
【図9】
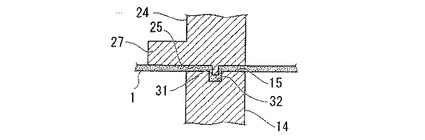
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−62254(P2007−62254A)
【公開日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願番号】特願2005−253202(P2005−253202)
【出願日】平成17年9月1日(2005.9.1)
【出願人】(000002886)大日本インキ化学工業株式会社 (2,597)
【Fターム(参考)】
【公開日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願日】平成17年9月1日(2005.9.1)
【出願人】(000002886)大日本インキ化学工業株式会社 (2,597)
【Fターム(参考)】
[ Back to top ]