
熱接合材料及び熱接合方法
【課題】熱接合する箇所の形状や接合状態などを目視で容易に確認することが可能な熱接合材料及び熱接合方法を提供する。
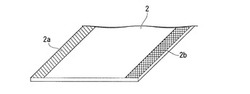
【解決手段】熱可塑性材料からなる面同士が熱により接合される熱接合材料2であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤2aが設けられるとともに、他方の面に顕色剤2bが設けられ、発色剤2aは、顕色剤2bの存在下、熱接合の温度で加熱されることにより有彩色に発色する。
【解決手段】熱可塑性材料からなる面同士が熱により接合される熱接合材料2であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤2aが設けられるとともに、他方の面に顕色剤2bが設けられ、発色剤2aは、顕色剤2bの存在下、熱接合の温度で加熱されることにより有彩色に発色する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加熱及び加圧により熱接合される熱可塑性シートや熱可塑性フィルム等の熱接合材料及びその熱接合方法に関する。
【背景技術】
【0002】
従来、例えばトンネルのNATM工法に見られるように、トンネルの一次覆工コンクリートと二次覆工コンクリートとの間に防水シートを介装し、一次覆工コンクリート側からの湧水が二次覆工コンクリート側に漏水するのを防止することが行われている。
一般に、この防水シートは、透水性層と不透水性層とからなり、透水性層側を一次覆工コンクリート側に、不透水性層側を二次覆工コンクリート側になるよう介装することにより、地山からの湧水を透水性層によってトンネル外に導出すると共に、不透水性層によって二次覆工コンクリート側への漏水を防止している。
防水シートの展張作業にあたっては、1枚の防水シートの面積に対して、展張面積が非常に大きいため、複数の防水シートを接合しながら展張することが前提となる。従来、防水シート同士の接合には、自動溶接機を用いた溶着、接合がなされている。
【0003】
特許文献1には、熱溶着性の防水シートを屋根瓦状にオーバーラップさせて施工箇所に張り、そのオーバーラップ部の長さ方向へ専用の自動溶接機を移動させながら、溶接機の熱ごてによる加熱、熱ごての後に隣接するピンチローラによる挟圧で溶着、接合する防水シートの施工法について記載されている。
【0004】
また、熱可塑性フィルム等の包装材を袋状に形成したり密封したりするときには、液体、粉体、固体等の内容物を衛生的に保存する必要性から、ポリエチレン等の熱可塑性樹脂を内容物の品質に適合する基材に押出しラミネートやドライラミネート等で積層し、熱可塑性樹脂層の面同士を向かい合わせたり折り畳んだりしてシールすることが行われている。しかし、シールを行う環境の外気温度の変化や接合条件設定の不具合等が発生した場合に接合状態を検査する検査工程が必要となっている。
【0005】
特許文献2には、記録媒体の基材上に、特定温度で軟化又は溶融する固形媒体とバインダーからなる第一層と第二層が積層されてなり、いずれか一方の層には発色成分(例えばロイコ染料)を、他方の層には発色助剤(例えば顕色剤)をそれぞれ含有させ、固形媒体が軟化又は溶融する温度で一方の層より他方の層へ上記成分を移行させ、あるいは両成分が混合することにより記録媒体を発色させることを特徴とする不可逆的に特定温度を発色により表示する方法が記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−113399号公報
【特許文献2】特開2002−156293号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、自動溶接機を用いた防水シートの施工法は、一般に2つの防水シートの側端部同士をオーバーラップさせ、そのオーバーラップ部を単調に接合する際には非常に有効である。しかし、防水シートの展張作業は、曲面を有する一次覆工コンクリート面に沿って馴染ませるように行われるため、2つの防水シートの側端部のオーバーラップ部(重なりしろ)は、通常一定の幅にならない箇所もできる。特にオーバーラップ部が浅いと自動溶接機がオーバーラップ部から外れてしまい、防水シート同士の接合ができないことがあった。
【0008】
また、一つの基材の同じ箇所に発色成分を含有する層と発色助剤を含有する層とを積層させた記録媒体の発色により特定温度を表示する方法は、記録媒体が固形媒体の軟化又は溶融する温度に熱履歴を受けたことを表示することができるだけであり、シールの接合状態を確認することはできない。
【0009】
本発明は、上記事情に鑑みてなされたものであり、熱接合する箇所の形状や接合状態などを目視で容易に確認することが可能な熱接合材料及び熱接合方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するため、鋭意検討を行った結果、例えばトンネル等の施工に用いる防水シートの不透水性シートや包装材に用いられるフィルムの熱可塑性樹脂層等の必要部位に発色剤と顕色剤とを別々に塗布し、熱接合材料が必要な接合強度を得るための熱と圧力で接合部が透明または半透明から有彩色に変化するようにすれば、安定的に効率よく、かつ安全に接合強度の確保と品質管理が実現できることを見出し、本発明を完成させた。
【0011】
すなわち、本発明は、熱可塑性材料からなる面同士が熱により接合される熱接合材料であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤が設けられるとともに、他方の面に顕色剤が設けられ、前記発色剤は、前記顕色剤の存在下、前記熱接合の温度で加熱されることにより有彩色に発色するものであることを特徴とする熱接合材料を提供する。
本発明においては、前記発色剤が設けられる第1の基材と、前記顕色剤が設けられる第2の基材とからなる構成とすることも可能である。また、前記発色剤と前記顕色剤とが基材面の異なる領域に設けられている構成とすることも可能である。
【0012】
また、本発明は、熱接合材料の熱可塑性材料からなる面同士を熱により接合する熱接合方法であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤を設けるとともに、他方の面に顕色剤を設けておき、前記2つの面を向かい合わせて熱接合する際、前記発色剤を、前記顕色剤の存在下、前記熱接合の温度で加熱することにより有彩色に発色させることを特徴とする熱接合方法を提供する。
【発明の効果】
【0013】
本発明によれば、熱接合前には発色剤と顕色剤が接触せず、熱履歴や経時的変化等で自然に発色することがなく、接合面同士を向かい合わせて熱接合の加熱と加圧によって発色剤が有彩色に発色するようになるので、熱接合する箇所の形状や接合状態などを目視で容易に確認することができる。
【図面の簡単な説明】
【0014】
【図1】本発明を防水シートの接合部に適用した一例を示す斜視図である。
【図2】本発明を包装材の接合部に適用した一例を示す斜視図である。
【図3】図2に示すS部の部分拡大断面図である。
【図4】本発明の熱接合材料の第1形態例を示す斜視図である。
【図5】本発明の熱接合材料の第2形態例を示す斜視図である。
【図6】本発明の熱接合材料の第3形態例を示す斜視図である。
【図7】本発明の熱接合材料の第4形態例を示す斜視図である。
【図8】本発明の熱接合材料の第5形態例を示す斜視図である。
【図9】本発明の熱接合材料の第6形態例を示す斜視図である。
【発明を実施するための形態】
【0015】
以下、好適な実施の形態に基づき、図面を参照して本発明を説明する。
図1は、本発明の一形態例に係る防水シートの接合部の一部を拡大して示す概略斜視図である。
防水シート11は、透水性シート12と不透水性シート13とからなる積層体である。
透水性シート12や不透水性シート13はいずれも、従来トンネル施工に使用されているものを使用することができる。
【0016】
透水性シート12は、従来と同様に通水機能と地山の凹凸を緩衝する機能を有するものが好ましく、具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン等の合成樹脂から形成される織布又は不織布が挙げられる。不織布としては、目付量100〜700g/m2のものが好ましく、200〜600g/m2がより好ましい。
【0017】
不透水性シート13としては、ポリエチレン(PE)、エチレン−酢酸ビニル共重合体(EVA)、ポリ塩化ビニル(PVC)等の熱可塑性樹脂や、エチレンコポリマービチューメン等の各種熱可塑性材料から形成されるシートを用いることができる。
不透水性シート13の大きさや厚さなども特に制限されるものではなく、従来から使用されているものと同様でもよく、例えば厚さ0.4〜2.5mm程度、幅1600〜4500mm程度のものが好適である。
本形態例の場合、不透水性シート13は、後述する接合部16の発色を外側から目視で確認できるよう、透明または半透明であることが好ましい。
【0018】
透水性シート12と不透水性シート13とは、両側端部が互いに遊離状態となるように部分的に接着されている。両シート11,12を接着して防水シート11を製造する方法は特に制限されるものではなく、押出しラミネート、ドライラミネート等、公知の積層手段を用いることができる。両シート11,12は、両側端部が互いに遊離状態になっていれば良く、他の部分は部分接着されていても全面接着されていても良い。両シート11,12を接着するため、間に接着剤や粘着剤等を用いても良い。押出しラミネート等では、両シート11,12間に接着剤等を介在させる必要はないが、接着性を向上するため、コロナ処理、プラズマ処理、オゾン処理等、適宜の表面処理を施しても良い。
【0019】
図1において、透水性シート12の一方の側端部12aと他方の側端部12bは、トンネル地山や一次覆工コンクリート等の地盤10に沿って配設され、コンクリート釘14等によって固定されている。また、不透水性シート13の一方の側端部13aと他方の側端部13bは、地盤10に対する内面同士が向かい合うように接合(拝み接合)されている。側端部13a,13b同士のオーバーラップ部15は、その中央領域に長さ方向に連続する非接合部による検査穴17を有するよう、2本のライン状の接合部16,16によって熱接合されている。
不透水性シート13の側端部13a,13b同士の熱接合は、例えば公知の自動溶着機等を用いて実施可能である。また、検査穴17は、従来から所定の区間で防水シート11の施工を終えると、検査穴17の端を閉塞し、圧縮空気を入れて、所定の時間その状態を保持し、その空気の圧力低下が所定値を超えなければ施工した防水シートの接合部に水密性があると定めている。
【0020】
本形態例の防水シート11の場合、少なくとも接合部16を含む領域においてその2つの面のうち一方の面には発色剤Aが塗布され、他方の面には顕色剤Bが塗布されている。
発色剤Aは、顕色剤Bの存在下、熱接合の温度で加熱されることにより発色剤Aと顕色剤Bとが化学反応して、発色剤Aを有彩色に発色させる。加熱前の発色剤A及び顕色剤Bは、発色時の有彩色と明瞭に区別できるよう、実質的に無色であることが好ましい。
【0021】
発色剤Aと顕色剤Bとの組み合わせとしては、下記(ア)〜(エ)のようなものが挙げられる。
【0022】
(ア)電子供与性染料前駆体と、電子受容性化合物との組み合わせ。
(イ)ベヘン酸銀、ステアリン酸銀等の有機金属塩と、プロトカテキン酸、スピロインダン、ハイドロキノン等の還元剤との組み合わせ。
(ウ)ステアリン酸第二鉄、ミリスチン酸第二鉄等の長鎖脂肪族塩(脂肪酸塩)と、没食子酸、サリチル酸アンモニウム等のフェノール類との組み合わせ。
(エ)酢酸、ステアリン酸、パルミチン酸等のニッケル、コバルト、鉛、銅、鉄、水銀、銀等との塩等の有機酸重金属塩と、硫化カルシウム、硫化ストロンチウム、硫化カリウム等のアルカリ土類金属(もしくはアルカリ金属)硫化物との組み合わせ、又は、前記有機酸重金属塩と、s−ジフェニルカルバジド、ジフェニルカルバゾン等の有機キレート剤との組み合わせ。
【0023】
これらの中でも、(ア)電子供与性染料前駆体と、電子受容性化合物との組み合わせがコスト、入手の容易さ、及び画像の安定性の点で好ましい。
次に、好ましく用いられる(ア)電子供与性染料前駆体と、電子受容性化合物との組み合わせについて詳述する。
【0024】
電子供与性染料前駆体は、実質的に無色のものであれば特に限定されるものではないが、エレクトロンを供与して、あるいは、酸等のプロトンを受容して発色する性質のものであり、特に、ラクトン、ラクタム、サルトン、スピロピラン、エステル、アミド等の部分骨格を有しており、電子受容性化合物と接触した場合に、これらの部分骨格が開環若しくは開裂する無色の化合物であることが好ましい。
【0025】
前記電子供与性染料前駆体としては、例えば、トリフェニルメタンフタリド系化合物、フルオラン系化合物、フェノチアジン系化合物、インドリルフタリド系化合物、ロイコオーラミン系化合物、ローダミンラクタム系化合物、トリフェニルメタン系化合物、トリアゼン系化合物、スピロピラン系化合物、フルオレン系化合物、ピリジン系化合物、ピラジン系化合物等が挙げられる。
【0026】
前記フタリド類の具体例としては、米国再発行特許発明第23,024号明細書、米国特許第3,491,111号明細書、同第3,491,112号明細書、同第3,491,116号明細書、同第3,509,174号明細書等に記載された化合物が挙げられる。
前記フルオラン類の具体例としては、米国特許第3,624,107号明細書、同第3,627,787号明細書、同第3,641,011号明細書、同第3,462,828号明細書、同第3,681,390号明細書、同第3,920,510号明細書、同第3,959,571号明細書等に記載された化合物が挙げられる。
前記スピロピラン類の具体例としては、米国特許第3,971,808号明細書に記載された化合物が挙げられる。
前記ピリジン系およびピラジン系化合物類としては、米国特許第3,775,424号明細書、同第3,853,869号明細書、同第4,246,318号明細書等に記載された化合物が挙げられる。
前記フルオレン系化合物の具体例としては、特開昭63−94878号公報等に記載された化合物が挙げられる。
これらの電子供与性染料前駆体は、1種単独で使用してもよく、2種以上を併用してもよい。
【0027】
前記電子供与性染料前駆体と作用する電子受容性化合物としては、フェノール化合物、有機酸若しくはその金属塩、オキシ安息香酸エステル等の酸性物質が挙げられ、例えば、特開昭61−291183号公報等に記載されている化合物が挙げられる。
具体的には、2,2−ビス(4’−ヒドロキシフェニル)プロパン(一般名:ビスフェノールA)、2,2−ビス(4’−ヒドロキシフェニル)ペンタン、2,2−ビス(4’−ヒドロキシ−3’,5’−ジクロロフェニル)プロパン、1,1−ビス(4’−ヒドロキシフェニル)シクロヘキサン、2,2−ビス(4’−ヒドロキシフェニル)ヘキサン、1,1−ビス(4’−ヒドロキシフェニル)プロパン、1,1−ビス(4’−ヒドロキシフェニル)ブタン、1,1−ビス(4’−ヒドロキシフェニル)ペンタン、1,1−ビス(4’−ヒドロキシフェニル)ヘキサン、1,1−ビス(4’−ヒドロキシフェニル)ヘプタン、1,1−ビス(4’−ヒドロキシフェニル)オクタン、1,1−ビス(4’−ヒドロキシフェニル)−2−メチル−ペンタン、1,1−ビス(4’−ヒドロキシフェニル)−2−エチル−ヘキサン、1,1−ビス(4’−ヒドロキシフェニル)ドデカン、1,4−ビス(p−ヒドロキシフェニルクミル)ベンゼン、1,3−ビス(p−ヒドロキシフェニルクミル)ベンゼン、ビス(p−ヒドロキシフェニル)スルフォン等のビスフェノール類;
3,5−ジ−α−メチルベンジルサリチル酸、3,5−ジ−ターシャリーブチルサリチル酸、3−α−α−ジメチルベンジルサリチル酸、4−(β−p−メトキシフェノキシエトキシ)サリチル酸等のサリチル酸誘導体、又は、その多価金属塩(特に、亜鉛、アルミニウムが好ましい);
p−ヒドロキシ安息香酸ベンジルエステル、p−ヒドロキシ安息香酸−2−エチルヘキシルエステル、β−レゾルシン酸−(2−フェノキシエチル)エステル等のオキシ安息香酸エステル類;
p−フェニルフェノール、3,5−ジフェニルフェノール、クミルフェノール、4−ヒドロキシ−4’−イソプロポキシ−ジフェニルスルホン、4−ヒドロキシ−4’−フェノキシ−ジフェニルスルホン等のフェノール類が挙げられる。
上記の電子受容性化合物は、1種単独で使用してもよく、2種以上を併用してもよい。
【0028】
これらの発色剤A及び顕色剤Bを塗布するに際しては、水に分散した後塗布しても良いし、有機溶剤に溶解した後に塗布もしくは印刷することもできる。
前記有機溶剤としては、ジメチルナフタレン、ジエチルナフタレン、ジイソプロピルナフタレン、ジメチルビフェニル、ジイソプロピルビフェニル、1−メチル−1−ジメチルフェニル−2−フェニルメタン、1−エチル−1−ジメチルフェニル−1−フェニルメタン、水添ターフェニル等の炭化水素類;
リン酸トリフェニル、リン酸オクチル、リン酸トリクレジル等のリン酸エステル類;
フタル酸−2−エチルヘキシル、フタル酸ブチルベンジル等のフタル酸エステル類;
酢酸エチル、酢酸イソプロピル、酢酸ブチル、シクロペンタン、イソヘキサン、シクロヘキサン、1,3−ジオキソラン、メチラール、ジクロロメタン(メチレンクロライド)、1−クロロブタン、ジメチルエーテル等が挙げられる。
これらの有機溶剤は、1種単独で使用してもよく、2種以上混合して使用してもよい。
【0029】
これらの発色剤A及び顕色剤Bを発色させるには、発色剤Aが塗布された面と顕色剤Bが塗布された面とを向かい合わせ、熱可塑性材料の融点以上の温度に加熱し加圧することにより、発色剤Aと顕色剤Bとが化学反応して発色する。加圧圧力は0.1MPa以上、好ましくは0.15MPa以上、より好ましくは0.2MPa以上とすることができる。発色剤Aと顕色剤Bとの塗布量は、作業者の通常の視力で目視確認が可能であれば特に制限はなく、発色剤Aの種類(発色と下地色との色相差や発色時の吸光度など)にも依存するが、例えば0.1〜10g/m2とすることができる。
【0030】
熱接合に用いる機器は特に制限されるものではないが、コテ式、熱板式、熱風式、インパルス式、超音波式、高周波式、電磁誘導式等が好適に使用できる。
【0031】
図2は、本発明を包装材に適用した一形態例に係る包装袋20を示す概略斜視図である。この包装袋20は、包装材21の三方を接合して袋状に形成した平袋である。また、図3は、図2のS部に示す熱接合部の一部を拡大して示す断面図である。
【0032】
図3に示すように、包装材21は、基材21aと熱可塑性材料層21bとを有し、熱可塑性材料層21bには、少なくとも接合部22を含む領域においてその2つの面のうち一方の面には発色剤Aが塗布され、他方の面には顕色剤Bが塗布されている。接合部22では、熱接合の温度で加熱されることにより発色剤Aと顕色剤Bとが化学反応して有彩色に発色している。本形態例において、未接合部23には発色剤Aや顕色剤Bを塗布しても塗布しなくてもよく、塗布した場合でも加圧、加熱を受けていないため、発色しない。
【0033】
包装材21の材質は、特に制限されるものではなく、基材21aに熱可塑性材料層21bを押出しラミネートやドライラミネート等で積層した積層体でも、熱可塑性材料の単層でも従来包装材に使用されているものを使用することができる。具体例としては、基材にはポリエステル、ナイロン、紙等が良好である。また、熱可塑性材料は、低密度ポリエチレン、超低密度ポリエチレン、高密度ポリエチレン、ポリアミド、ポリアセタール、AS樹脂、ABS樹脂、ポリメタクリル酸メチル、ポリ塩化ビニル、フッ素樹脂、ポリスルホン、ポリブチレン、アイオノマー、ポリカーボネート等の熱可塑性高分子が好適である。
【0034】
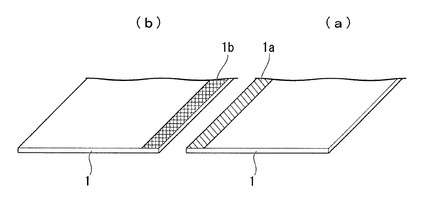
本発明の熱接合材料は、図4に示すように、発色剤1aと顕色剤1bとが別々の基材1に設けられてもよい。また、同一の基材に発色剤と顕色剤とを設けることができ、その場合には、両者を上下に積層するのではなく、接合前に発色剤と顕色剤とが接触しないよう、反対側の面に設けるか、同一の面上でも異なる領域に設ける。
【0035】
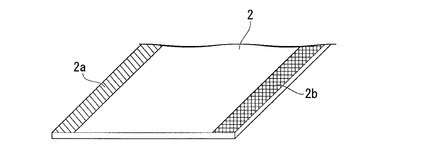
図5は、基材2の長手方向の一方の側端部の近傍に発色剤2aを塗布し、他方の側端部の近傍に顕色剤2bを塗布したものである。例えばトンネルなどに使用される防水シートであれば、周長方向に展張したシートの側端部にさらに周長方向へ連続して別のシートを展張してトンネル延長方向へ展張面積を伸ばす際、隣接するシート同士を接合して防水機能をもたせるが、一次覆工コンクリート面が凹凸であり、両シート側端の長さが微妙に違ってくることから上述した拝み式で接合すれば、発色剤2aを塗布した側端部と顕色剤2bを塗布した側端部とが向かい合うため、好適である。
【0036】
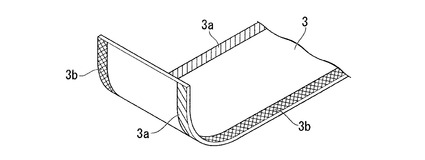
図6は、基材3の長手方向の一方の側端部の近傍では、表面に発色剤3aを、裏面に顕色剤3bを塗布するとともに、他方の側端部の近傍では、表面に顕色剤3bを、裏面に発色剤3aを塗布したものである。例えばトンネルなどに使用される防水シートであれば、周長方向に展張したシートの側端部にさらに周長方向へ連続して別のシートを展張してトンネル延長方向へ展張面積を伸ばす際、隣接するシート同士を接合して防水機能をもたせるため上述した拝み式で接合が行われる。その際、隣接するシートは、発色剤3aを塗布した側端部と顕色剤3bを塗布した側端部とが向かい合うため、好適である。
【0037】
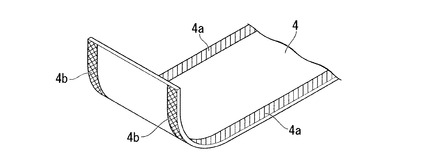
図7は、基材4の表面では、長手方向の両側端部の近傍に発色剤4aを塗布し、裏面では、長手方向の両側端部の近傍に顕色剤4bを塗布したものである。例えばトンネルなどに使用される厚手の防水シートであれば、周長方向に展張したシートの側端部にさらに周長方向へ連続して別のシートを展張してトンネル延長方向へ展張面積を伸ばす際、隣接するシート同士を接合して防水機能をもたせるため、隣接するシートの表面と裏面とを向かい合わせる重ね接合が行われる。その際、隣接するシートの上下が違っていても(すなわち、先のシートの表面に後のシートの裏面を向かい合わせた場合と、先のシートの裏面に後のシートの表面を向かい合わせた場合のいずれにおいても)、発色剤4aを塗布した側端部と顕色剤4bを塗布した側端部とが向かい合うため、好適である。
【0038】
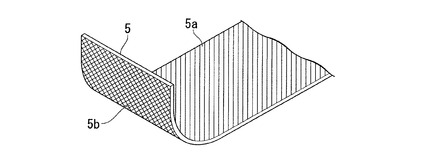
図8は、基材5の表面全体に発色剤5aを塗布し、さらに裏面全体に顕色剤5bを塗布したものである。重ね合わせ接合であれば、オーバーラップ部の幅によらず、どの位置で接合しても発色剤5aを塗布した箇所と顕色剤5bを塗布した箇所とが向かい合うため、好適である。また、補修を行う場合にも、側端部に限らず発色剤5aと顕色剤5bが塗布されているため、好適である。
【0039】
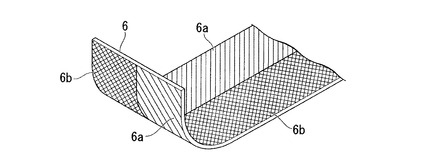
図9は、基材6の長手方向の一方の側端部から幅方向中央までの片側半分では、表面に発色剤6aを、裏面に顕色剤6bを塗布するとともに、残り半分では、表面に顕色剤6bを、裏面に発色剤6aを塗布したものである。幅方向中央の発色剤6a塗布部と顕色剤6b塗布部との境界線から折り合わせすると、どの位置で接合しても発色剤6a塗布部と顕色剤6b塗布部とが向かい合うため、包装材等の接合には好適である。
【0040】
以上、本発明を好適な実施の形態に基づいて説明してきたが、本発明は上述の形態例に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
【実施例】
【0041】
以下、実施例をもって本発明を具体的に説明する。
発色剤Aとしてクリスタルバイオレットラクトン2gをメチレンクロライド98gに溶解し、0.8mm厚さのEVAシートにクリスタルバイオレットラクトンの塗布量が1g/m2になるように塗布し、ラミネートフィルムAを得た。
顕色剤Bとして3,5−ジ−α−メチルベンジルサリチル酸亜鉛塩5gをメチレンクロライド95gに溶解し、0.8mm厚さのEVAシートに3,5−ジ−α−メチルベンジルサリチル酸亜鉛塩の塗布量が1g/m2になるように塗布し、ラミネートフィルムBを得た。
【0042】
各ラミネートフィルムA,Bのシート材質は、表1に示すように、LLDPE(直鎖状低密度ポリエチレン)、LDPE(低密度ポリエチレン)、OPP(延伸ポリプロピレン)、CPP(キャストポリプロピレン)の4通りとした。
ラミネートフィルムAの発色剤A塗布面と、ラミネートフィルムBの顕色剤B塗布面とを重ね合わせ、表1に示す温度、圧力、時間により加熱、加圧して熱接合して、発色と溶着を評価した。この評価結果を表1に示す。
【0043】
【表1】

【0044】
表1において、「発色」の評価基準は、以下のとおりである。
「×」・・・発色がごく薄い。
「△」・・・発色するが薄い。
「○」・・・満足できる発色を示す。
【0045】
表1において、「溶着」の評価基準は、以下のとおりである。
「×」・・・容易に剥がれる。
「○」・・・剥がれるが満足できる抵抗がある。
「◎」・・・剥がれるがより強い抵抗がある。
【0046】
接合部ではクリスタルバイオレットラクトンと3,5−ジ−α−メチルベンジルサリチル酸亜鉛塩とが化学反応して有彩色に発色させることができた。また、熱接合しない箇所では、発色剤A塗布面と顕色剤B塗布面とが接触しても発色することがなく、目視で熱接合部と明確に区別することができた。
シート材質がLLDPEの場合、温度110℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
シート材質がLDPEの場合、温度105℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
シート材質がOPPの場合、温度130℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
シート材質がCPPの場合、温度130℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
【符号の説明】
【0047】
1,2,3,4,5,6…基材、1a,2a,3a,4a,5a,6a…発色剤、1b,2b,3b,4b,5b,6b…顕色剤、11…防水シート、12…透水性シート、13…不透水性シート、15…オーバーラップ部、16…着色した熱接合部、17…検査穴、20…包装袋、21…包装材、21a…基材、21b…熱可塑性材料層、22…着色した熱接合部。
【技術分野】
【0001】
本発明は、加熱及び加圧により熱接合される熱可塑性シートや熱可塑性フィルム等の熱接合材料及びその熱接合方法に関する。
【背景技術】
【0002】
従来、例えばトンネルのNATM工法に見られるように、トンネルの一次覆工コンクリートと二次覆工コンクリートとの間に防水シートを介装し、一次覆工コンクリート側からの湧水が二次覆工コンクリート側に漏水するのを防止することが行われている。
一般に、この防水シートは、透水性層と不透水性層とからなり、透水性層側を一次覆工コンクリート側に、不透水性層側を二次覆工コンクリート側になるよう介装することにより、地山からの湧水を透水性層によってトンネル外に導出すると共に、不透水性層によって二次覆工コンクリート側への漏水を防止している。
防水シートの展張作業にあたっては、1枚の防水シートの面積に対して、展張面積が非常に大きいため、複数の防水シートを接合しながら展張することが前提となる。従来、防水シート同士の接合には、自動溶接機を用いた溶着、接合がなされている。
【0003】
特許文献1には、熱溶着性の防水シートを屋根瓦状にオーバーラップさせて施工箇所に張り、そのオーバーラップ部の長さ方向へ専用の自動溶接機を移動させながら、溶接機の熱ごてによる加熱、熱ごての後に隣接するピンチローラによる挟圧で溶着、接合する防水シートの施工法について記載されている。
【0004】
また、熱可塑性フィルム等の包装材を袋状に形成したり密封したりするときには、液体、粉体、固体等の内容物を衛生的に保存する必要性から、ポリエチレン等の熱可塑性樹脂を内容物の品質に適合する基材に押出しラミネートやドライラミネート等で積層し、熱可塑性樹脂層の面同士を向かい合わせたり折り畳んだりしてシールすることが行われている。しかし、シールを行う環境の外気温度の変化や接合条件設定の不具合等が発生した場合に接合状態を検査する検査工程が必要となっている。
【0005】
特許文献2には、記録媒体の基材上に、特定温度で軟化又は溶融する固形媒体とバインダーからなる第一層と第二層が積層されてなり、いずれか一方の層には発色成分(例えばロイコ染料)を、他方の層には発色助剤(例えば顕色剤)をそれぞれ含有させ、固形媒体が軟化又は溶融する温度で一方の層より他方の層へ上記成分を移行させ、あるいは両成分が混合することにより記録媒体を発色させることを特徴とする不可逆的に特定温度を発色により表示する方法が記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−113399号公報
【特許文献2】特開2002−156293号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、自動溶接機を用いた防水シートの施工法は、一般に2つの防水シートの側端部同士をオーバーラップさせ、そのオーバーラップ部を単調に接合する際には非常に有効である。しかし、防水シートの展張作業は、曲面を有する一次覆工コンクリート面に沿って馴染ませるように行われるため、2つの防水シートの側端部のオーバーラップ部(重なりしろ)は、通常一定の幅にならない箇所もできる。特にオーバーラップ部が浅いと自動溶接機がオーバーラップ部から外れてしまい、防水シート同士の接合ができないことがあった。
【0008】
また、一つの基材の同じ箇所に発色成分を含有する層と発色助剤を含有する層とを積層させた記録媒体の発色により特定温度を表示する方法は、記録媒体が固形媒体の軟化又は溶融する温度に熱履歴を受けたことを表示することができるだけであり、シールの接合状態を確認することはできない。
【0009】
本発明は、上記事情に鑑みてなされたものであり、熱接合する箇所の形状や接合状態などを目視で容易に確認することが可能な熱接合材料及び熱接合方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するため、鋭意検討を行った結果、例えばトンネル等の施工に用いる防水シートの不透水性シートや包装材に用いられるフィルムの熱可塑性樹脂層等の必要部位に発色剤と顕色剤とを別々に塗布し、熱接合材料が必要な接合強度を得るための熱と圧力で接合部が透明または半透明から有彩色に変化するようにすれば、安定的に効率よく、かつ安全に接合強度の確保と品質管理が実現できることを見出し、本発明を完成させた。
【0011】
すなわち、本発明は、熱可塑性材料からなる面同士が熱により接合される熱接合材料であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤が設けられるとともに、他方の面に顕色剤が設けられ、前記発色剤は、前記顕色剤の存在下、前記熱接合の温度で加熱されることにより有彩色に発色するものであることを特徴とする熱接合材料を提供する。
本発明においては、前記発色剤が設けられる第1の基材と、前記顕色剤が設けられる第2の基材とからなる構成とすることも可能である。また、前記発色剤と前記顕色剤とが基材面の異なる領域に設けられている構成とすることも可能である。
【0012】
また、本発明は、熱接合材料の熱可塑性材料からなる面同士を熱により接合する熱接合方法であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤を設けるとともに、他方の面に顕色剤を設けておき、前記2つの面を向かい合わせて熱接合する際、前記発色剤を、前記顕色剤の存在下、前記熱接合の温度で加熱することにより有彩色に発色させることを特徴とする熱接合方法を提供する。
【発明の効果】
【0013】
本発明によれば、熱接合前には発色剤と顕色剤が接触せず、熱履歴や経時的変化等で自然に発色することがなく、接合面同士を向かい合わせて熱接合の加熱と加圧によって発色剤が有彩色に発色するようになるので、熱接合する箇所の形状や接合状態などを目視で容易に確認することができる。
【図面の簡単な説明】
【0014】
【図1】本発明を防水シートの接合部に適用した一例を示す斜視図である。
【図2】本発明を包装材の接合部に適用した一例を示す斜視図である。
【図3】図2に示すS部の部分拡大断面図である。
【図4】本発明の熱接合材料の第1形態例を示す斜視図である。
【図5】本発明の熱接合材料の第2形態例を示す斜視図である。
【図6】本発明の熱接合材料の第3形態例を示す斜視図である。
【図7】本発明の熱接合材料の第4形態例を示す斜視図である。
【図8】本発明の熱接合材料の第5形態例を示す斜視図である。
【図9】本発明の熱接合材料の第6形態例を示す斜視図である。
【発明を実施するための形態】
【0015】
以下、好適な実施の形態に基づき、図面を参照して本発明を説明する。
図1は、本発明の一形態例に係る防水シートの接合部の一部を拡大して示す概略斜視図である。
防水シート11は、透水性シート12と不透水性シート13とからなる積層体である。
透水性シート12や不透水性シート13はいずれも、従来トンネル施工に使用されているものを使用することができる。
【0016】
透水性シート12は、従来と同様に通水機能と地山の凹凸を緩衝する機能を有するものが好ましく、具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン等の合成樹脂から形成される織布又は不織布が挙げられる。不織布としては、目付量100〜700g/m2のものが好ましく、200〜600g/m2がより好ましい。
【0017】
不透水性シート13としては、ポリエチレン(PE)、エチレン−酢酸ビニル共重合体(EVA)、ポリ塩化ビニル(PVC)等の熱可塑性樹脂や、エチレンコポリマービチューメン等の各種熱可塑性材料から形成されるシートを用いることができる。
不透水性シート13の大きさや厚さなども特に制限されるものではなく、従来から使用されているものと同様でもよく、例えば厚さ0.4〜2.5mm程度、幅1600〜4500mm程度のものが好適である。
本形態例の場合、不透水性シート13は、後述する接合部16の発色を外側から目視で確認できるよう、透明または半透明であることが好ましい。
【0018】
透水性シート12と不透水性シート13とは、両側端部が互いに遊離状態となるように部分的に接着されている。両シート11,12を接着して防水シート11を製造する方法は特に制限されるものではなく、押出しラミネート、ドライラミネート等、公知の積層手段を用いることができる。両シート11,12は、両側端部が互いに遊離状態になっていれば良く、他の部分は部分接着されていても全面接着されていても良い。両シート11,12を接着するため、間に接着剤や粘着剤等を用いても良い。押出しラミネート等では、両シート11,12間に接着剤等を介在させる必要はないが、接着性を向上するため、コロナ処理、プラズマ処理、オゾン処理等、適宜の表面処理を施しても良い。
【0019】
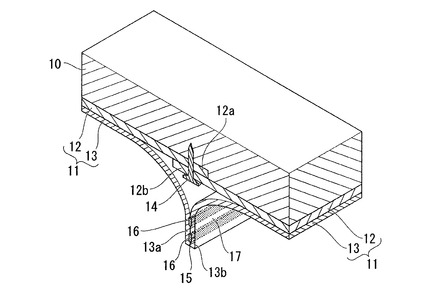
図1において、透水性シート12の一方の側端部12aと他方の側端部12bは、トンネル地山や一次覆工コンクリート等の地盤10に沿って配設され、コンクリート釘14等によって固定されている。また、不透水性シート13の一方の側端部13aと他方の側端部13bは、地盤10に対する内面同士が向かい合うように接合(拝み接合)されている。側端部13a,13b同士のオーバーラップ部15は、その中央領域に長さ方向に連続する非接合部による検査穴17を有するよう、2本のライン状の接合部16,16によって熱接合されている。
不透水性シート13の側端部13a,13b同士の熱接合は、例えば公知の自動溶着機等を用いて実施可能である。また、検査穴17は、従来から所定の区間で防水シート11の施工を終えると、検査穴17の端を閉塞し、圧縮空気を入れて、所定の時間その状態を保持し、その空気の圧力低下が所定値を超えなければ施工した防水シートの接合部に水密性があると定めている。
【0020】
本形態例の防水シート11の場合、少なくとも接合部16を含む領域においてその2つの面のうち一方の面には発色剤Aが塗布され、他方の面には顕色剤Bが塗布されている。
発色剤Aは、顕色剤Bの存在下、熱接合の温度で加熱されることにより発色剤Aと顕色剤Bとが化学反応して、発色剤Aを有彩色に発色させる。加熱前の発色剤A及び顕色剤Bは、発色時の有彩色と明瞭に区別できるよう、実質的に無色であることが好ましい。
【0021】
発色剤Aと顕色剤Bとの組み合わせとしては、下記(ア)〜(エ)のようなものが挙げられる。
【0022】
(ア)電子供与性染料前駆体と、電子受容性化合物との組み合わせ。
(イ)ベヘン酸銀、ステアリン酸銀等の有機金属塩と、プロトカテキン酸、スピロインダン、ハイドロキノン等の還元剤との組み合わせ。
(ウ)ステアリン酸第二鉄、ミリスチン酸第二鉄等の長鎖脂肪族塩(脂肪酸塩)と、没食子酸、サリチル酸アンモニウム等のフェノール類との組み合わせ。
(エ)酢酸、ステアリン酸、パルミチン酸等のニッケル、コバルト、鉛、銅、鉄、水銀、銀等との塩等の有機酸重金属塩と、硫化カルシウム、硫化ストロンチウム、硫化カリウム等のアルカリ土類金属(もしくはアルカリ金属)硫化物との組み合わせ、又は、前記有機酸重金属塩と、s−ジフェニルカルバジド、ジフェニルカルバゾン等の有機キレート剤との組み合わせ。
【0023】
これらの中でも、(ア)電子供与性染料前駆体と、電子受容性化合物との組み合わせがコスト、入手の容易さ、及び画像の安定性の点で好ましい。
次に、好ましく用いられる(ア)電子供与性染料前駆体と、電子受容性化合物との組み合わせについて詳述する。
【0024】
電子供与性染料前駆体は、実質的に無色のものであれば特に限定されるものではないが、エレクトロンを供与して、あるいは、酸等のプロトンを受容して発色する性質のものであり、特に、ラクトン、ラクタム、サルトン、スピロピラン、エステル、アミド等の部分骨格を有しており、電子受容性化合物と接触した場合に、これらの部分骨格が開環若しくは開裂する無色の化合物であることが好ましい。
【0025】
前記電子供与性染料前駆体としては、例えば、トリフェニルメタンフタリド系化合物、フルオラン系化合物、フェノチアジン系化合物、インドリルフタリド系化合物、ロイコオーラミン系化合物、ローダミンラクタム系化合物、トリフェニルメタン系化合物、トリアゼン系化合物、スピロピラン系化合物、フルオレン系化合物、ピリジン系化合物、ピラジン系化合物等が挙げられる。
【0026】
前記フタリド類の具体例としては、米国再発行特許発明第23,024号明細書、米国特許第3,491,111号明細書、同第3,491,112号明細書、同第3,491,116号明細書、同第3,509,174号明細書等に記載された化合物が挙げられる。
前記フルオラン類の具体例としては、米国特許第3,624,107号明細書、同第3,627,787号明細書、同第3,641,011号明細書、同第3,462,828号明細書、同第3,681,390号明細書、同第3,920,510号明細書、同第3,959,571号明細書等に記載された化合物が挙げられる。
前記スピロピラン類の具体例としては、米国特許第3,971,808号明細書に記載された化合物が挙げられる。
前記ピリジン系およびピラジン系化合物類としては、米国特許第3,775,424号明細書、同第3,853,869号明細書、同第4,246,318号明細書等に記載された化合物が挙げられる。
前記フルオレン系化合物の具体例としては、特開昭63−94878号公報等に記載された化合物が挙げられる。
これらの電子供与性染料前駆体は、1種単独で使用してもよく、2種以上を併用してもよい。
【0027】
前記電子供与性染料前駆体と作用する電子受容性化合物としては、フェノール化合物、有機酸若しくはその金属塩、オキシ安息香酸エステル等の酸性物質が挙げられ、例えば、特開昭61−291183号公報等に記載されている化合物が挙げられる。
具体的には、2,2−ビス(4’−ヒドロキシフェニル)プロパン(一般名:ビスフェノールA)、2,2−ビス(4’−ヒドロキシフェニル)ペンタン、2,2−ビス(4’−ヒドロキシ−3’,5’−ジクロロフェニル)プロパン、1,1−ビス(4’−ヒドロキシフェニル)シクロヘキサン、2,2−ビス(4’−ヒドロキシフェニル)ヘキサン、1,1−ビス(4’−ヒドロキシフェニル)プロパン、1,1−ビス(4’−ヒドロキシフェニル)ブタン、1,1−ビス(4’−ヒドロキシフェニル)ペンタン、1,1−ビス(4’−ヒドロキシフェニル)ヘキサン、1,1−ビス(4’−ヒドロキシフェニル)ヘプタン、1,1−ビス(4’−ヒドロキシフェニル)オクタン、1,1−ビス(4’−ヒドロキシフェニル)−2−メチル−ペンタン、1,1−ビス(4’−ヒドロキシフェニル)−2−エチル−ヘキサン、1,1−ビス(4’−ヒドロキシフェニル)ドデカン、1,4−ビス(p−ヒドロキシフェニルクミル)ベンゼン、1,3−ビス(p−ヒドロキシフェニルクミル)ベンゼン、ビス(p−ヒドロキシフェニル)スルフォン等のビスフェノール類;
3,5−ジ−α−メチルベンジルサリチル酸、3,5−ジ−ターシャリーブチルサリチル酸、3−α−α−ジメチルベンジルサリチル酸、4−(β−p−メトキシフェノキシエトキシ)サリチル酸等のサリチル酸誘導体、又は、その多価金属塩(特に、亜鉛、アルミニウムが好ましい);
p−ヒドロキシ安息香酸ベンジルエステル、p−ヒドロキシ安息香酸−2−エチルヘキシルエステル、β−レゾルシン酸−(2−フェノキシエチル)エステル等のオキシ安息香酸エステル類;
p−フェニルフェノール、3,5−ジフェニルフェノール、クミルフェノール、4−ヒドロキシ−4’−イソプロポキシ−ジフェニルスルホン、4−ヒドロキシ−4’−フェノキシ−ジフェニルスルホン等のフェノール類が挙げられる。
上記の電子受容性化合物は、1種単独で使用してもよく、2種以上を併用してもよい。
【0028】
これらの発色剤A及び顕色剤Bを塗布するに際しては、水に分散した後塗布しても良いし、有機溶剤に溶解した後に塗布もしくは印刷することもできる。
前記有機溶剤としては、ジメチルナフタレン、ジエチルナフタレン、ジイソプロピルナフタレン、ジメチルビフェニル、ジイソプロピルビフェニル、1−メチル−1−ジメチルフェニル−2−フェニルメタン、1−エチル−1−ジメチルフェニル−1−フェニルメタン、水添ターフェニル等の炭化水素類;
リン酸トリフェニル、リン酸オクチル、リン酸トリクレジル等のリン酸エステル類;
フタル酸−2−エチルヘキシル、フタル酸ブチルベンジル等のフタル酸エステル類;
酢酸エチル、酢酸イソプロピル、酢酸ブチル、シクロペンタン、イソヘキサン、シクロヘキサン、1,3−ジオキソラン、メチラール、ジクロロメタン(メチレンクロライド)、1−クロロブタン、ジメチルエーテル等が挙げられる。
これらの有機溶剤は、1種単独で使用してもよく、2種以上混合して使用してもよい。
【0029】
これらの発色剤A及び顕色剤Bを発色させるには、発色剤Aが塗布された面と顕色剤Bが塗布された面とを向かい合わせ、熱可塑性材料の融点以上の温度に加熱し加圧することにより、発色剤Aと顕色剤Bとが化学反応して発色する。加圧圧力は0.1MPa以上、好ましくは0.15MPa以上、より好ましくは0.2MPa以上とすることができる。発色剤Aと顕色剤Bとの塗布量は、作業者の通常の視力で目視確認が可能であれば特に制限はなく、発色剤Aの種類(発色と下地色との色相差や発色時の吸光度など)にも依存するが、例えば0.1〜10g/m2とすることができる。
【0030】
熱接合に用いる機器は特に制限されるものではないが、コテ式、熱板式、熱風式、インパルス式、超音波式、高周波式、電磁誘導式等が好適に使用できる。
【0031】
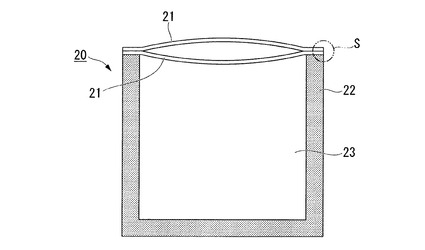
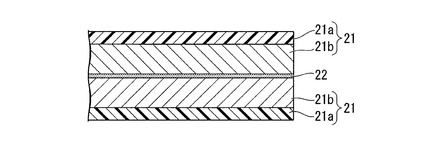
図2は、本発明を包装材に適用した一形態例に係る包装袋20を示す概略斜視図である。この包装袋20は、包装材21の三方を接合して袋状に形成した平袋である。また、図3は、図2のS部に示す熱接合部の一部を拡大して示す断面図である。
【0032】
図3に示すように、包装材21は、基材21aと熱可塑性材料層21bとを有し、熱可塑性材料層21bには、少なくとも接合部22を含む領域においてその2つの面のうち一方の面には発色剤Aが塗布され、他方の面には顕色剤Bが塗布されている。接合部22では、熱接合の温度で加熱されることにより発色剤Aと顕色剤Bとが化学反応して有彩色に発色している。本形態例において、未接合部23には発色剤Aや顕色剤Bを塗布しても塗布しなくてもよく、塗布した場合でも加圧、加熱を受けていないため、発色しない。
【0033】
包装材21の材質は、特に制限されるものではなく、基材21aに熱可塑性材料層21bを押出しラミネートやドライラミネート等で積層した積層体でも、熱可塑性材料の単層でも従来包装材に使用されているものを使用することができる。具体例としては、基材にはポリエステル、ナイロン、紙等が良好である。また、熱可塑性材料は、低密度ポリエチレン、超低密度ポリエチレン、高密度ポリエチレン、ポリアミド、ポリアセタール、AS樹脂、ABS樹脂、ポリメタクリル酸メチル、ポリ塩化ビニル、フッ素樹脂、ポリスルホン、ポリブチレン、アイオノマー、ポリカーボネート等の熱可塑性高分子が好適である。
【0034】
本発明の熱接合材料は、図4に示すように、発色剤1aと顕色剤1bとが別々の基材1に設けられてもよい。また、同一の基材に発色剤と顕色剤とを設けることができ、その場合には、両者を上下に積層するのではなく、接合前に発色剤と顕色剤とが接触しないよう、反対側の面に設けるか、同一の面上でも異なる領域に設ける。
【0035】
図5は、基材2の長手方向の一方の側端部の近傍に発色剤2aを塗布し、他方の側端部の近傍に顕色剤2bを塗布したものである。例えばトンネルなどに使用される防水シートであれば、周長方向に展張したシートの側端部にさらに周長方向へ連続して別のシートを展張してトンネル延長方向へ展張面積を伸ばす際、隣接するシート同士を接合して防水機能をもたせるが、一次覆工コンクリート面が凹凸であり、両シート側端の長さが微妙に違ってくることから上述した拝み式で接合すれば、発色剤2aを塗布した側端部と顕色剤2bを塗布した側端部とが向かい合うため、好適である。
【0036】
図6は、基材3の長手方向の一方の側端部の近傍では、表面に発色剤3aを、裏面に顕色剤3bを塗布するとともに、他方の側端部の近傍では、表面に顕色剤3bを、裏面に発色剤3aを塗布したものである。例えばトンネルなどに使用される防水シートであれば、周長方向に展張したシートの側端部にさらに周長方向へ連続して別のシートを展張してトンネル延長方向へ展張面積を伸ばす際、隣接するシート同士を接合して防水機能をもたせるため上述した拝み式で接合が行われる。その際、隣接するシートは、発色剤3aを塗布した側端部と顕色剤3bを塗布した側端部とが向かい合うため、好適である。
【0037】
図7は、基材4の表面では、長手方向の両側端部の近傍に発色剤4aを塗布し、裏面では、長手方向の両側端部の近傍に顕色剤4bを塗布したものである。例えばトンネルなどに使用される厚手の防水シートであれば、周長方向に展張したシートの側端部にさらに周長方向へ連続して別のシートを展張してトンネル延長方向へ展張面積を伸ばす際、隣接するシート同士を接合して防水機能をもたせるため、隣接するシートの表面と裏面とを向かい合わせる重ね接合が行われる。その際、隣接するシートの上下が違っていても(すなわち、先のシートの表面に後のシートの裏面を向かい合わせた場合と、先のシートの裏面に後のシートの表面を向かい合わせた場合のいずれにおいても)、発色剤4aを塗布した側端部と顕色剤4bを塗布した側端部とが向かい合うため、好適である。
【0038】
図8は、基材5の表面全体に発色剤5aを塗布し、さらに裏面全体に顕色剤5bを塗布したものである。重ね合わせ接合であれば、オーバーラップ部の幅によらず、どの位置で接合しても発色剤5aを塗布した箇所と顕色剤5bを塗布した箇所とが向かい合うため、好適である。また、補修を行う場合にも、側端部に限らず発色剤5aと顕色剤5bが塗布されているため、好適である。
【0039】
図9は、基材6の長手方向の一方の側端部から幅方向中央までの片側半分では、表面に発色剤6aを、裏面に顕色剤6bを塗布するとともに、残り半分では、表面に顕色剤6bを、裏面に発色剤6aを塗布したものである。幅方向中央の発色剤6a塗布部と顕色剤6b塗布部との境界線から折り合わせすると、どの位置で接合しても発色剤6a塗布部と顕色剤6b塗布部とが向かい合うため、包装材等の接合には好適である。
【0040】
以上、本発明を好適な実施の形態に基づいて説明してきたが、本発明は上述の形態例に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
【実施例】
【0041】
以下、実施例をもって本発明を具体的に説明する。
発色剤Aとしてクリスタルバイオレットラクトン2gをメチレンクロライド98gに溶解し、0.8mm厚さのEVAシートにクリスタルバイオレットラクトンの塗布量が1g/m2になるように塗布し、ラミネートフィルムAを得た。
顕色剤Bとして3,5−ジ−α−メチルベンジルサリチル酸亜鉛塩5gをメチレンクロライド95gに溶解し、0.8mm厚さのEVAシートに3,5−ジ−α−メチルベンジルサリチル酸亜鉛塩の塗布量が1g/m2になるように塗布し、ラミネートフィルムBを得た。
【0042】
各ラミネートフィルムA,Bのシート材質は、表1に示すように、LLDPE(直鎖状低密度ポリエチレン)、LDPE(低密度ポリエチレン)、OPP(延伸ポリプロピレン)、CPP(キャストポリプロピレン)の4通りとした。
ラミネートフィルムAの発色剤A塗布面と、ラミネートフィルムBの顕色剤B塗布面とを重ね合わせ、表1に示す温度、圧力、時間により加熱、加圧して熱接合して、発色と溶着を評価した。この評価結果を表1に示す。
【0043】
【表1】
【0044】
表1において、「発色」の評価基準は、以下のとおりである。
「×」・・・発色がごく薄い。
「△」・・・発色するが薄い。
「○」・・・満足できる発色を示す。
【0045】
表1において、「溶着」の評価基準は、以下のとおりである。
「×」・・・容易に剥がれる。
「○」・・・剥がれるが満足できる抵抗がある。
「◎」・・・剥がれるがより強い抵抗がある。
【0046】
接合部ではクリスタルバイオレットラクトンと3,5−ジ−α−メチルベンジルサリチル酸亜鉛塩とが化学反応して有彩色に発色させることができた。また、熱接合しない箇所では、発色剤A塗布面と顕色剤B塗布面とが接触しても発色することがなく、目視で熱接合部と明確に区別することができた。
シート材質がLLDPEの場合、温度110℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
シート材質がLDPEの場合、温度105℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
シート材質がOPPの場合、温度130℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
シート材質がCPPの場合、温度130℃以上、及び圧力0.2MPa以上で、発色、溶着とも満足のいく結果が得られた。
【符号の説明】
【0047】
1,2,3,4,5,6…基材、1a,2a,3a,4a,5a,6a…発色剤、1b,2b,3b,4b,5b,6b…顕色剤、11…防水シート、12…透水性シート、13…不透水性シート、15…オーバーラップ部、16…着色した熱接合部、17…検査穴、20…包装袋、21…包装材、21a…基材、21b…熱可塑性材料層、22…着色した熱接合部。
【特許請求の範囲】
【請求項1】
熱可塑性材料からなる面同士が熱により接合される熱接合材料であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤が設けられるとともに、他方の面に顕色剤が設けられ、前記発色剤は、前記顕色剤の存在下、前記熱接合の温度で加熱されることにより有彩色に発色するものであることを特徴とする熱接合材料。
【請求項2】
前記発色剤が設けられる第1の基材と、前記顕色剤が設けられる第2の基材とからなることを特徴とする請求項1に記載の熱接合材料。
【請求項3】
前記発色剤と前記顕色剤とが基材面の異なる領域に設けられていることを特徴とする請求項1に記載の熱接合材料。
【請求項4】
熱接合材料の熱可塑性材料からなる面同士を熱により接合する熱接合方法であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤を設けるとともに、他方の面に顕色剤を設けておき、前記2つの面を向かい合わせて熱接合する際、前記発色剤を、前記顕色剤の存在下、前記熱接合の温度で加熱することにより有彩色に発色させることを特徴とする熱接合方法。
【請求項1】
熱可塑性材料からなる面同士が熱により接合される熱接合材料であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤が設けられるとともに、他方の面に顕色剤が設けられ、前記発色剤は、前記顕色剤の存在下、前記熱接合の温度で加熱されることにより有彩色に発色するものであることを特徴とする熱接合材料。
【請求項2】
前記発色剤が設けられる第1の基材と、前記顕色剤が設けられる第2の基材とからなることを特徴とする請求項1に記載の熱接合材料。
【請求項3】
前記発色剤と前記顕色剤とが基材面の異なる領域に設けられていることを特徴とする請求項1に記載の熱接合材料。
【請求項4】
熱接合材料の熱可塑性材料からなる面同士を熱により接合する熱接合方法であって、2つの面が向かい合わされて熱接合される接合部において、一方の面に発色剤を設けるとともに、他方の面に顕色剤を設けておき、前記2つの面を向かい合わせて熱接合する際、前記発色剤を、前記顕色剤の存在下、前記熱接合の温度で加熱することにより有彩色に発色させることを特徴とする熱接合方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−36561(P2012−36561A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−174422(P2010−174422)
【出願日】平成22年8月3日(2010.8.3)
【出願人】(000224101)藤森工業株式会社 (292)
【出願人】(591029921)フジモリ産業株式会社 (65)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月3日(2010.8.3)
【出願人】(000224101)藤森工業株式会社 (292)
【出願人】(591029921)フジモリ産業株式会社 (65)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]