
熱接着性複合繊維およびその製造方法
【課題】不織布割れが抑制され、嵩回復性(圧縮後回復率)に優れたエアレイド不織布用繊維を提供する。
【解決手段】繊維形成性成分と熱接着性成分とからなり、繊維形成性成分を構成するポリマーの融点が220℃以上であり、熱接着性成分を主として構成するポリマーの融点が130〜230℃の範囲または軟化点が50〜150℃の範囲で、かつ該融点または該軟化点が繊維形成性成分を構成するポリマーの融点より20℃以上低い熱接着性複合繊維であって、該熱接着性複合繊維の捲縮数(CN)が5〜15山/25mm、捲縮数(CN)と捲縮率(CD)の比CD/CNの値が1.50以上、繊維長が2〜7mmの範囲、CN×FL/25の値が1.50以上の熱接着性複合繊維。
【解決手段】繊維形成性成分と熱接着性成分とからなり、繊維形成性成分を構成するポリマーの融点が220℃以上であり、熱接着性成分を主として構成するポリマーの融点が130〜230℃の範囲または軟化点が50〜150℃の範囲で、かつ該融点または該軟化点が繊維形成性成分を構成するポリマーの融点より20℃以上低い熱接着性複合繊維であって、該熱接着性複合繊維の捲縮数(CN)が5〜15山/25mm、捲縮数(CN)と捲縮率(CD)の比CD/CNの値が1.50以上、繊維長が2〜7mmの範囲、CN×FL/25の値が1.50以上の熱接着性複合繊維。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エアレイド法での使用に適した、不織布の割れの抑制された、嵩高で、かつ嵩回復性(圧縮後回復率)に優れた不織布を与える、高捲縮性能の繊維とその製造方法に関する。
【背景技術】
【0002】
エアレイド法は乾式不織布の製造方法の一つであり、高速生産性や、嵩高性で繊維配向が均一な不織布が得られる等の特徴がある(例えば、特許文献1参照。)。元来は、ドライパルプを叩解し、空気開繊してウェブを成型し、接着剤で固定したパルプ不織布が主流であったが、高強度、高通気性、耐水性等を狙い、全て合成繊維からなるエアレイド不織布も検討されており、自動車フィルター等の用途に用いられている(例えば、特許文献2、特許文献3参照。)。
【0003】
かかる不織布は、元来嵩高な性質を持つが、近年、フィルター等の用途においては、粉体又は液体の保持性能を高めるために、更なる嵩高性が求められている。不織布を嵩高にするためには、不織布を構成する繊維に深い屈曲つまり、捲縮を付与することが望ましい。また、不織布は、一般的にロール状に巻回されて、保管・運搬されるが、その際に、ロールの芯側は、巻回圧により強く圧縮されるため、用途によっては、ロール状に巻回された後の不織布は圧縮されて、嵩の減じたものとなることが問題となる。かかる問題に対しては、巻回された不織布に熱処理を施し、その嵩を回復させる方法が知られている(例えば、特許文献4参照。)。不織布の嵩は、その初期の嵩のみならず、かかる熱処理による回復性の観点からも評価されるため、熱処理による嵩回復性に優れた繊維が求められている。
【0004】
さらに、エアレイド不織布は、繊維同士を熱接着させる際に、不織布が不均一に収縮すると、不織布内部に、繊維密度の極端に低い部分(以下、「不織布の割れ」と称する。)が生じる場合がある。これらの割れは、フィルター等の不織布の均一性が要求される用途では特に大きな欠点となり得るため、改善が求められる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第4,640,810号明細書
【特許文献2】国際公開第97/48846号明細書
【特許文献3】特開2005−139569号公報
【特許文献4】特開2004−137655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術を背景になされたもので、初期嵩及び圧縮後の嵩の回復性に優れた不織布を与える繊維を得るものである。
【課題を解決するための手段】
【0007】
本発明者は、上記課題を解決するため鋭意検討を重ねた結果、エアレイド不織布用短繊維において、短繊維が、適当な嵩高性とその回復性に優れた、エアレイド不織布用短繊維として好適に用いられることを見出し、本発明に到達した。即ち本発明は、繊維形成性成分と熱接着性成分とからなり、繊維形成性成分を構成するポリマーの融点が220℃以上であり、熱接着性成分を主として構成するポリマーの融点が130〜230℃の範囲または軟化点が50〜150℃の範囲で、かつ該融点または該軟化点が繊維形成性成分を構成するポリマーの融点より20℃以上低い熱接着性複合繊維であって、該熱接着性複合繊維の捲縮数(CN)が5〜15山/25mm、捲縮数(CN)と捲縮率(CD)の比CD/CNの値が1.50以上、繊維長が2〜7mmの範囲、CN×FL/25の値が1.50以上の熱接着性複合繊維により上記課題を解決することができる。
【発明の効果】
【0008】
本発明のエアレイド不織布用ポリエステル短繊維によって、不織布を作製した際の不織布の割れが抑制され、嵩回復性(圧縮後回復率)に優れた嵩高な不織布を得ることができる。
【図面の簡単な説明】
【0009】
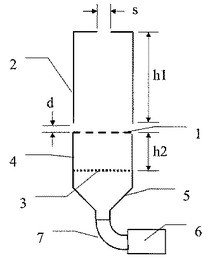
【図1】本発明の熱接着性繊維の嵩高性を評価する為のエアレイド法不織布製造装置の一例である。
【発明を実施するための形態】
【0010】
以下本発明を詳細に説明する。本発明の熱接着性複合繊維は、繊維形成性成分と熱接着性成分からなる熱接着性複合繊維である。本発明のエアレイド不織布用熱接着性複合繊維においては、繊維形成性成分を構成するポリマーは、融点が220℃以上である必要がある。ただし、上記繊維形成性成分の融点と、後述する熱接着性成分の融点または軟化点との差が大きすぎると紡糸性が低下する傾向にあり、該繊維形成性成分の融点は220〜300℃の範囲が好ましく、より好ましくは225〜280℃の範囲である。
【0011】
上記熱接着性複合繊維は溶融紡糸により製造することが、コスト面や、溶剤などを使用しないため環境面からは好ましく、かかる溶融紡糸による成形を考えた場合、上記ポリマーとしては、ポリアルキレンテレフタレートが好ましい。また、ポリアルキレンテレフタレートとしては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートが挙げられるが、中でもポリエチレンテレフタレートまたはポリブチレンテレフタレートが、融点および複合繊維としたときの剛性が高い点からより好ましい。
【0012】
一方、熱接着性成分を主として構成するポリマーは、融点が130〜230℃の範囲、好ましくは150〜200℃の範囲、または、軟化点が50〜150℃の範囲、好ましくは60〜120℃の範囲で、かつ該融点または該軟化点が、上記繊維形成性成分の融点より20℃以上、好ましくは30℃以上、より好ましくは40〜150℃低い必要がある。なお、ここで「主として構成する」とは、熱接着性成分の60%重量以上、好ましくは65%以上、より好ましくは70%重量以上を構成することをいう。繊維形成性成分を構成するポリマーの融点、熱接着性成分を構成するポリマーの融点若しくは軟化点、繊維形成性成分を構成するポリマーの融点と熱接着性成分を構成するポリマーの融点若しくは軟化点の関係が上記の温度範囲から外れる場合には、熱接着性が十分に発現しなかったり、溶融して繊維として形態を維持できないことがあり、好ましくない。
【0013】
かかる熱接着性成分としては、例えば、繊維形成性成分がポリエチレンテレフタレートの場合、ポリプロピレン、ナイロン6およびその共重合体、第三成分としてジカルボン酸あるいはジオールを共重合した融点が240℃以下のポリエチレンテレフタレート、ポリトリメチレンテレフタレートおよびその共重合体、ポリブチレンテレフタレートおよびその共重合体、ポリヘキサメチレンテレフタレートおよびその共重合体、ポリ乳酸系ポリマーなどが挙げられる。また、繊維形成性成分がポリトリメチレンテレフタレートの場合、熱接着性成分としては、ポリプロピレン、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリエチレンテレフタレート、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリトリメチレンテレフタレートおよびその共重合体、第三成分としてジカルボン酸あるいはジオールを共重合した融点200℃以下のポリブチレンテレフタレートおよびその共重合体、ポリヘキサメチレンテレフタレートおよびその共重合体、ポリ乳酸系ポリマーなどが挙げられる。さらに、繊維形成性成分がポリブチレンテレフタレートの場合、熱接着性成分としては、ポリプロピレン、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリエチレンテレフタレート、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリトリメチレンテレフタレートおよびその共重合体、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリブチレンテレフタレートおよびその共重合体、ポリヘキサメチレンテレフタレートおよびその共重合体、ポリ乳酸系ポリマーなどが挙げられる。
【0014】
上記熱接着性成分の中でもポリエステル系ポリマーが好ましく、特に以下に記載する、ジカルボン酸あるいはジオールを共重合した共重合ポリエチレンテレフタレート、ジカルボン酸あるいはジオールを共重合した共重合ポリブチレンテレフタレート、あるいは、ポリ乳酸系ポリマーが、自動車用フィルターや天ぷら油濾しフィルターなどに要求されるような極めて高温の条件で用いてもほとんど変形を生じないためより好適である。また、この際、かかる観点からは、上記熱接着性成分と、ポリアルキレンテレフタレートの繊維形成性成分との組み合わせが特に好ましい。
【0015】
上記共重合ポリエチレンテレフタレートは、いずれもイソフタル酸を酸成分を基準として5〜30モル%、より好ましくは5〜25モル%共重合したものが耐熱性の点で特に好ましい。また、上記共重合ポリブチレンテレフタレートは、いずれもイソフタル酸を、酸成分を基準として5〜40モル%、より好ましくは5〜35モル%共重合したものが耐熱性の点で特に好ましい。なお、上記の共重合ポリエチレンテレフタレートおよび共重合ポリブチレンテレフタレートには、耐熱性やその他の物性を阻害しない範囲で、5−スルホイソフタル酸ナトリウムやアジピン酸、セバシン酸、アゼライン酸、ポリカプロラクトン、ジエチレングリコールやトリメチレングリコール、テトラメチレングリコール、シクロヘキサンジメタノール、ポリエチレングリコールなどが共重合されていてもよい。
【0016】
以上に説明したポリマー、特に上記のような共重合ポリエチレンテレフタレート、共重合ポリブチレンテレフタレートを熱接着性成分を主として構成するポリマーとして用いた場合、摩擦が高くなりやすく、空気開繊性が低下することがあるため、ポリオレフィン系ポリマーを熱接着性成分の重量を基準として0.5〜15重量%混合分散させることが好ましい。これにより、不織布中の毛玉状欠点を格段に減少させることができる。上記ポリオレフィン系ポリマーとしては、ポリプロピレン、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、プロピレンと他のα−オレフインからなる結晶性プロピレン共重合体、これらにスチレン、アクリル酸、メタクリル酸、マレイン酸等を共重合したものなどが例示できるが、特にマレイン酸共重合ポリオレフィンがポリエステルとの相溶性が良好であり、毛玉状欠点を減少させる効果が大きいため、より好ましい。また、ポリオレフィン系ポリマーの混合率が0.5重量%未満であると欠点減少効果が低下し、15重量%を超えると、紡糸時の糸切れが発生し易くなる傾向にある。ポリオレフィン系ポリマーの混合率は、より好ましくは1〜10重量%の範囲である。上記の繊維形成性成分を構成するポリマー、または、熱接着性成分を主として構成するポリマーには、必要に応じて、各種の添加剤、例えば、艶消し剤、熱安定剤、消泡剤、整色剤、難燃剤、酸化防止剤、紫外線吸収剤、蛍光増白剤、着色顔料などが含有されていてもよい。
【0017】
本発明の熱接着性複合繊維は、120℃乾熱収縮率を15%以下、好ましくは12%以下とする必要がある。上記乾熱収縮率が15%を超えると、高温での不織布の寸法安定性が悪くなるだけでなく、熱接着後のエアレイドウェブに一部繊維が存在しない状態いわゆるクラックが発生し、特にフィルターなどとしたとき適正な性能を果たすことができない。
【0018】
本発明の複合繊維において、繊維横断面において、繊維形性成分と熱接着性成分とを、並列型、同芯芯鞘型、偏芯芯鞘型、三層以上の多層型、中空並列型、中空芯鞘型、異形芯鞘型、海島型などに複合化した繊維であり、かつ熱接着性成分が繊維表面の少なくとも一部を構成している複合繊維をいう。なかでも、高温での寸法安定性の点で、同芯芯鞘型が最も好ましい。
【0019】
繊維形成性成分と熱接着性成分の複合比は、熱接着性成分が好ましくは10〜90重量%の範囲、より好ましくは30〜70重量%の範囲であり、もっとも好ましくは42〜58重量%の範囲であり、繊維形成性成分が好ましくは90〜10重量%、より好ましくは70〜30重量%の範囲であり、もっとも好ましくは58〜42重量%の範囲である。熱接着性成分が10重量%未満の場合、熱融着性が低下し、不織布強力が低下する傾向にある。逆に、90重量%を超える場合、耐熱性が低下する傾向にある。上記熱接着性複合繊維は、中実繊維であっても中空繊維であってもよく、更に、繊維断面形状も丸断面に限定されることはなく、楕円断面、3〜8葉断面等の多葉断面、3〜8角形等の多角形断面など異形断面でもよい。
【0020】
また本発明の複合繊維の複合形態が、芯鞘構造以外のサイドバイサイド型、海島構造、セグメントパイ型等の場合は、PET成分の曲げ剛性が小さくなり、不織布の反撥性が下がるため好ましくない。鞘が芯を完全に被覆していれば、偏芯芯鞘構造をとっても差し支えない。芯と鞘の比率は、重量比で芯/鞘=80/20〜30/70の範囲にあればよい。芯比が80重量%を超えると、鞘部分の熱融着機能が低下する傾向があり、芯比が30重量%を下回ると、不織布の反撥性が小さくなる傾向が認められる。
【0021】
繊度の本発明のポリエステル熱融着性複合繊維の繊維長は2〜7mm、好ましくは3〜5mmである。繊維長が2mm未満の場合、不織布の強力を十分高くすることができないし、熱処理後に発現する立体捲縮による不織布の嵩高性および反撥性が不充分となる。繊維長が7mmを超えると、空気開繊工程で繊維同士が絡み合って分散性が悪くなり、未開繊繊維塊がウェブに残り、ウェブ地合の品位は劣ったものとなる。
【0022】
さらに、本発明のポリエステル熱接着性複合繊維は、捲縮数5〜15山/25mm、好ましくは8〜12山/25mmである。5山/25mm未満では、単繊維中の屈曲の数が不足し、屈曲を持たない単繊維が増加し、嵩高な不織布を得ることができない。また、15山/25mmを超えると、捲縮が細かくなることで、単一繊維が排除し得る空間が少なくなり、嵩高性が不足するため、不適である。また、捲縮数(CN)と捲縮率(CD)の比(CD/CN)の値は、1.50以上である。好ましくはCD/CNは1.53以上である。1.5未満であると、繊維内の屈曲の高さが低下するため、嵩高さが不足し、不適である。捲縮の形状としては平面ジグザク型、Ω型を上げることができる。
【0023】
また、上記繊維長(FL)、捲縮数(CN)から計算されるFL×CN/25mmの値が1.50以上であることが必要である。好ましくはFL×CN/25mmは1.54以上である。この値は、単繊維1本当たりの捲縮の山の数を示しており、この値が、1.50よりも小さいと、十分な嵩高性が得られず、また、繊維の絡合性が不足するために、不織布の熱接着時に不織布の割れが発生しやすくなる。
【0024】
本発明のポリエステル熱接着性複合繊維は以下の方法で製造することができる。すなわち、ペレット化した繊維形成性成分を構成するポリマーおよび熱接着性成分を構成するポリマーを各々常法で乾燥後、2基のスクリュー押出機を装備した複合紡糸設備で各々溶融・混練し、スピンブロックに導入し、公知の偏芯又は同芯芯鞘型の複合紡糸口金を組み込んだスピンパックを介して溶融した両ポリマーを複合させて吐出する。吐出されたポリマー糸条流は、15〜40℃に維持された冷却風で冷却・固化される。15℃未満では口金面の温度低下を起こし易く、40℃以上では冷却不足による膠着が発生し易い。十分に固化しない状態で水冷などの液体の冷媒で冷却すると、液体の表面張力による集束が起こり、繊維膠着を助長するので、空気冷却とするのが好ましい。
【0025】
冷却・固化後、500〜2000m/分の速度で引き取り複合未延伸繊維とする。500m/minより小さいと、2000m/minを超えると紡糸が困難となる。引き続き、得られた複合未延伸繊維を、公知の温水延伸バスを具備した延伸装置を用い温水中で延伸を行う。本発明における延伸倍率設定は、上述のような、紡糸速度を採ることで自ずと制約を受けるが、全延伸倍率(以下、TDRと称する)は、2.00〜3.50倍である。
【0026】
本発明の熱接着性複合繊維の延伸操作は、このようにして得た未延伸糸を熱接着性成分のガラス転移点と繊維形成性成分のガラス転移点のいずれか高い温度より5〜20℃低い温度で延伸することが好ましい。当該温度はヒーターにより、又は水若しくはオイルを媒体とした浴中により行うことが好ましく採用することができる。また以下に示すような詳細な多段延伸を採用することもできる。先ず第1段延伸として、熱接着性成分を構成するポリマーのガラス転移点と繊維形成性成分を構成するポリマーのガラス転移点のいずれか高い温度よりさらに高い温度の温水中でTDRの0.60〜0.90倍まで延伸を実施し、次いで、第2段延伸として熱接着性成分を構成するポリマーのガラス転移点と繊維形成性成分を構成するポリマーのガラス転移点のいずれか高い温度より5〜20℃低い温水中で設定のTDRまで延伸する。第2段延伸を、かかる温度で実施することにより、繊維内部に歪みが残留し、後に捲縮を付与する際に、高いCD/CNを得ることが可能となる。
【0027】
延伸終了後の複合繊維にエアレイド加工性や機能に応じた油剤を付与した後、必要に応じて、スチームや温水、熱媒、電気ヒーター等で加熱を実施した後に、押込クリンパーにより捲縮を付与し、熱風オーブンで熱接着性樹脂成分のガラス転移点と繊維形成性樹脂成分のガラス転移点のいずれか高い温度より高い温度で、乾燥および弛緩熱処理を行った後、2〜7mmの繊維長にカットする。
【0028】
また、別の製造方法としては、上記で得られた未延伸糸を、熱接着性成分を構成するポリマーのガラス転移点と繊維形成性成分を構成するポリマーのガラス転移点のいずれか高い温度よりさらに高い温度の温水中で延伸を実施する。エアレイド加工性や機能に応じた油剤を付与した後、押込クリンパーにより捲縮を付与し、熱風オーブンで熱接着性樹脂成分のガラス転移点と繊維形成性樹脂成分のガラス転移点のいずれか高い温度より高い温度で、乾燥および弛緩熱処理を行った後、2〜7mmの繊維長にカットする。この場合、高いCD/CNを得るためには、押込クリンパーで捲縮を付与する直前に、スチームや温水、熱媒、電気ヒーター等で加熱を実施することが必要になる。
【実施例】
【0029】
以下に本発明の構成及び効果を具体的にするため、実施例等を挙げるが、本発明は、これら実施例になんら限定を受けるものではない。なお、実施例中の各値は、以下の方法に従って求めた。
【0030】
(1)固有粘度([η])
ポリマーを一定量計量し、35℃のo−クロロフェノールに0.012g/mlの濃度に溶解してから、常法に従って求めた。
【0031】
(2)融点(Tm)、ガラス転移点(Tg)
TAインスツルメント・ジャパン(株)社製のサーマル・アナリスト2200を使用し、昇温速度20℃/分で測定した。
【0032】
(3)繊度
JIS L 1015:2005 8.5.1 A法に記載の方法により測定した。
【0033】
(4)強度・伸度
JIS L 1015:2005 8.7.1法に記載の方法により測定した。
【0034】
(5)捲縮数(CN)、捲縮率(CD)
JIS L 1015:2005 8.12.1〜2法に記載の方法により測定した。
【0035】
(6)繊維長
JIS L 1015:2005 8.4.1 C法に記載の方法により測定した。
【0036】
(7)嵩高性
特開2004−11027号公報記載のエアレイド法不織布製造装置(図1)において、内径310mmで10メッシュ(孔径1.9mm、針金径0.635mm)のステンレス金網からなる多孔平板スクリーン(1)、中央上部に内径25mmの円形の開孔部を有し、内径310mm、高さ600mm(h1)、厚み5mmで下部が開放である円筒状柱状体をスクリーン上に0.8mmの間隙を配して設けられる短繊維開繊室(2)、内径310mmで100メッシュ(孔径0.14mm、針金径0.114mm)のステンレス金網からなる短繊維捕集用ネット(3)、上下が開放の内径310mm、高さ400mm、厚み5mmの円筒状柱状体を(1)および(3)と密着させてなる気密室(4)、上部がネット(3)と合同の外形であって、上部が開放であり、上部がネット(3)と密着されている漏斗型気密室(5)をもつ、図1に図示されるエアレイド法不織布製造装置を作製した。さらにその漏斗型気密室(5)の下部にダクト(7)を介して排気装置(6)を接続し、排気装置(6)を作動させて漏斗型気密室(5)内部を負圧とした上で、短繊維開繊室(2)の開孔部より3.5gの短繊維試料を投入し、短繊維を開繊してウェブを作製した。排気装置としては、ワンダーガン OSAWA製 J−75 で0.4MPaの圧空を使用した(理論排気量20m3/分)。作製したウェブを熱風乾燥機で165℃、2分の熱処理を実施した。作製したウェブの中央部から14.1cm×14.1cmの不織布シートを作製し、5点の厚みを測定し、平均厚さを測定した(値をAとする)。
【0037】
(8)圧縮率
作製したウェブを3枚重ねて圧縮試験機にて3.36kgの荷重で圧縮した後、5点の厚みを測定し、平均厚さを測定した(値をBとする)。圧縮率(%)を下式で定義した。
圧縮率=(A−B)/A×100
【0038】
(9)圧縮後回復率
(8)で得られた不織布を熱風乾燥機にて100℃、30分の熱処理を実施し、その後、5点の平均厚みを測定した(値をCとする)。回復率(%)を下式で定義した。
回復率=(C−B)/C×100
【0039】
(10)不織布割れ
Dan−Webforming社のフォーミングドラムユニット(1200mm幅、フォーミングドラムの孔形状2.4mm×20mmの長方形、開孔率40%)を用いて、短繊維100%からなる目付50g/m2のエアレイドウェブを採取し、165℃で熱処理を実施した。得られたウェブを目視で観察し、繊維密度の低く、不織布が割れたように観察される不織布を×、不織布の割れが観察されないものを○と評価した。
【0040】
[実施例1]
熱接着性成分として、固有粘度[η]が0.55dL/g、Tgは70℃未満、Tmが151℃の共重合ポリブチレンテレフタレート・イソフタレート(coPBT;イソフタル酸25モル%、エチレングリコール35モル%共重合)とマレイン酸が0.5重量%共重合された低密度ポリエチレン(MFR8g/10分、Tm98℃)を各々95:5の比率でチップブレンドしたものを用い、繊維形成性成分として、80℃で1時間、170℃で4時間真空乾燥した固有粘度[η]が0.61dL/g、Tgが70℃、Tmが256℃のポリエチレンテレフタレート(PET)を用い、これらを各々別のエクストルーダーで溶融し、各々250℃と280℃の溶融ポリマーとして、前者を鞘成分A、後者を芯成分Bとし、複合比率A:B=50:50(重量比)として、円形の吐出孔を750孔有する同心芯鞘型複合紡糸口金を用いて、複合化して溶融吐出させた。この際、口金温度は285℃、吐出量は1000g/分であった。さらに、吐出ポリマーを口金下35mmの位置で27℃の冷却風で空冷し1250m/分で巻き取り、未延伸糸を得た。この未延伸糸を、60℃の温水中で2.43倍に延伸し、引き続いて60℃の温水中で1.15倍に延伸した後、ステアリルホスフェートカリウム塩/ジメチルシリコーン/4級アンモニウム塩=50/35/15(重量比)からなる油剤を付与した後、押込み型クリンパーで平面ジグザグ型捲縮を付与し、90℃で60分間乾燥(弛緩熱処理)した後、5mmの繊維長にカットし、繊度が4.21デシテックス(dtex)、強度2.74cN/dtex、伸度55.1%、捲縮数10山/25mm、捲縮率16.2%、CD/CNが1.62の複合短繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復率を評価した。結果を表1に示した。
【0041】
[実施例2]
実施例1において、押し込み型クリンパーでの条件を適宜調整して平面ジグザグ型捲縮を付与し、90℃で60分間乾燥(弛緩熱処理)した後、3mmの繊維長にカットし、繊度4.35デシテックス、強度3.21cN/dtex、伸度46.5%、捲縮数12.8山/25mm、捲縮度19.8%の複合繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0042】
[実施例3]
実施例1と同様にして得た未延伸糸を、70℃の温水中で2.43倍に延伸し、引き続いて90℃の温水中で1.15倍に延伸した後、ステアリルホスフェートカリウム塩/ジメチルシリコーン/4級アンモニウム塩=50/35/15(重量比)からなる油剤を付与した後、押込み型クリンパーで捲縮を付与する直前に、蒸気を吹き付けて、表面温度60℃とした後、平面ジグザグ型捲縮を付与し、90℃で60分間乾燥(弛緩熱処理)した後、5mmの繊維長にカットし、繊度4.21デシテックス、強度2.64cN/dtex、伸度63.2%、捲縮数12.7山/25mm、捲縮度19.4%の複合繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0043】
[比較例1]
熱接着性成分として、固有粘度[η]が0.55dL/g、Tmが151℃の共重合ポリブチレンテレフタレート・イソフタレート(coPBT;イソフタル酸25モル%、エチレングリコール35モル%共重合)とマレイン酸が0.5重量%共重合された低密度ポリエチレン(MFR8g/10分、Tm98℃)を各々95:5の比率でチップブレンドしたものを用い、繊維形成性成分として、80℃で1時間、170℃で4時間真空乾燥した固有粘度[η]が0.61dL/g、Tmが256℃のポリエチレンテレフタレート(PET)を用い、これらを各々別のエクストルーダーで溶融し、各々250℃と280℃の溶融ポリマーとして、前者を鞘成分A、後者を芯成分Bとし、複合比率A:B=50:50(重量比)として、円形の吐出孔を750孔有する同心芯鞘型複合紡糸口金を用いて、複合化して溶融吐出させた。この際、口金温度は285℃、吐出量は740g/分であった。さらに、吐出ポリマーを口金下35mmの位置で27℃の冷却風で空冷し600m/分で巻き取り、未延伸糸を得た。この未延伸糸を、70℃の温水中で3.76倍に延伸し、引き続いて90℃の温水中で1.15倍に延伸した後、ステアリルホスフェートカリウム塩/ジメチルシリコーン/4級アンモニウム塩=50/35/15(重量比)からなる油剤を付与した後、押込み型クリンパーで平面ジグザグ型捲縮を付与し、90℃で60分間乾燥した後、5mmの繊維長にカットし、繊度が4.28デシテックス、強度3.23cN/dtex、伸度44.5%、捲縮数7.2山/25mm、捲縮率9.0%の複合短繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0044】
[比較例2]
複合比率A:B=40:60となるよう吐出量を調整する以外は、比較例1と同様とし、繊度が4.30デシテックス、強度3.33cN/dtex、伸度54.8%、捲縮数7.0山/25mm、捲縮率8.1%の複合短繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0045】
[比較例3]
比較例1において、押し込み型クリンパーでの条件を適宜調整して平面ジグザグ型捲縮を付与し、繊度4.27デシテックス、強度3.25cN/dtex、伸度43.4%、捲縮数4.7山/25mm、捲縮度7.4%の複合繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0046】
【表1】

【産業上の利用可能性】
【0047】
本発明によって、不織布の割れの抑制された、嵩高で、かつ嵩回復性に優れたエアレイド不織布を得ることができる熱接着性複合短繊維を実現した。この発明により得られる短繊維は、フィルター等の用途において好適に用いることができる。
【符号の説明】
【0048】
1 開口部材(多孔平板スクリーン)
2 短繊維開繊室
3 短繊維捕集用ネット
4 気密室
5 漏斗型気密室
6 排気装置
7 ダクト
s 短繊維投入口(開孔部)
d 間隙
h1 開繊室の長さ
h2 気密室の長さ
【技術分野】
【0001】
本発明は、エアレイド法での使用に適した、不織布の割れの抑制された、嵩高で、かつ嵩回復性(圧縮後回復率)に優れた不織布を与える、高捲縮性能の繊維とその製造方法に関する。
【背景技術】
【0002】
エアレイド法は乾式不織布の製造方法の一つであり、高速生産性や、嵩高性で繊維配向が均一な不織布が得られる等の特徴がある(例えば、特許文献1参照。)。元来は、ドライパルプを叩解し、空気開繊してウェブを成型し、接着剤で固定したパルプ不織布が主流であったが、高強度、高通気性、耐水性等を狙い、全て合成繊維からなるエアレイド不織布も検討されており、自動車フィルター等の用途に用いられている(例えば、特許文献2、特許文献3参照。)。
【0003】
かかる不織布は、元来嵩高な性質を持つが、近年、フィルター等の用途においては、粉体又は液体の保持性能を高めるために、更なる嵩高性が求められている。不織布を嵩高にするためには、不織布を構成する繊維に深い屈曲つまり、捲縮を付与することが望ましい。また、不織布は、一般的にロール状に巻回されて、保管・運搬されるが、その際に、ロールの芯側は、巻回圧により強く圧縮されるため、用途によっては、ロール状に巻回された後の不織布は圧縮されて、嵩の減じたものとなることが問題となる。かかる問題に対しては、巻回された不織布に熱処理を施し、その嵩を回復させる方法が知られている(例えば、特許文献4参照。)。不織布の嵩は、その初期の嵩のみならず、かかる熱処理による回復性の観点からも評価されるため、熱処理による嵩回復性に優れた繊維が求められている。
【0004】
さらに、エアレイド不織布は、繊維同士を熱接着させる際に、不織布が不均一に収縮すると、不織布内部に、繊維密度の極端に低い部分(以下、「不織布の割れ」と称する。)が生じる場合がある。これらの割れは、フィルター等の不織布の均一性が要求される用途では特に大きな欠点となり得るため、改善が求められる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第4,640,810号明細書
【特許文献2】国際公開第97/48846号明細書
【特許文献3】特開2005−139569号公報
【特許文献4】特開2004−137655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術を背景になされたもので、初期嵩及び圧縮後の嵩の回復性に優れた不織布を与える繊維を得るものである。
【課題を解決するための手段】
【0007】
本発明者は、上記課題を解決するため鋭意検討を重ねた結果、エアレイド不織布用短繊維において、短繊維が、適当な嵩高性とその回復性に優れた、エアレイド不織布用短繊維として好適に用いられることを見出し、本発明に到達した。即ち本発明は、繊維形成性成分と熱接着性成分とからなり、繊維形成性成分を構成するポリマーの融点が220℃以上であり、熱接着性成分を主として構成するポリマーの融点が130〜230℃の範囲または軟化点が50〜150℃の範囲で、かつ該融点または該軟化点が繊維形成性成分を構成するポリマーの融点より20℃以上低い熱接着性複合繊維であって、該熱接着性複合繊維の捲縮数(CN)が5〜15山/25mm、捲縮数(CN)と捲縮率(CD)の比CD/CNの値が1.50以上、繊維長が2〜7mmの範囲、CN×FL/25の値が1.50以上の熱接着性複合繊維により上記課題を解決することができる。
【発明の効果】
【0008】
本発明のエアレイド不織布用ポリエステル短繊維によって、不織布を作製した際の不織布の割れが抑制され、嵩回復性(圧縮後回復率)に優れた嵩高な不織布を得ることができる。
【図面の簡単な説明】
【0009】
【図1】本発明の熱接着性繊維の嵩高性を評価する為のエアレイド法不織布製造装置の一例である。
【発明を実施するための形態】
【0010】
以下本発明を詳細に説明する。本発明の熱接着性複合繊維は、繊維形成性成分と熱接着性成分からなる熱接着性複合繊維である。本発明のエアレイド不織布用熱接着性複合繊維においては、繊維形成性成分を構成するポリマーは、融点が220℃以上である必要がある。ただし、上記繊維形成性成分の融点と、後述する熱接着性成分の融点または軟化点との差が大きすぎると紡糸性が低下する傾向にあり、該繊維形成性成分の融点は220〜300℃の範囲が好ましく、より好ましくは225〜280℃の範囲である。
【0011】
上記熱接着性複合繊維は溶融紡糸により製造することが、コスト面や、溶剤などを使用しないため環境面からは好ましく、かかる溶融紡糸による成形を考えた場合、上記ポリマーとしては、ポリアルキレンテレフタレートが好ましい。また、ポリアルキレンテレフタレートとしては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートが挙げられるが、中でもポリエチレンテレフタレートまたはポリブチレンテレフタレートが、融点および複合繊維としたときの剛性が高い点からより好ましい。
【0012】
一方、熱接着性成分を主として構成するポリマーは、融点が130〜230℃の範囲、好ましくは150〜200℃の範囲、または、軟化点が50〜150℃の範囲、好ましくは60〜120℃の範囲で、かつ該融点または該軟化点が、上記繊維形成性成分の融点より20℃以上、好ましくは30℃以上、より好ましくは40〜150℃低い必要がある。なお、ここで「主として構成する」とは、熱接着性成分の60%重量以上、好ましくは65%以上、より好ましくは70%重量以上を構成することをいう。繊維形成性成分を構成するポリマーの融点、熱接着性成分を構成するポリマーの融点若しくは軟化点、繊維形成性成分を構成するポリマーの融点と熱接着性成分を構成するポリマーの融点若しくは軟化点の関係が上記の温度範囲から外れる場合には、熱接着性が十分に発現しなかったり、溶融して繊維として形態を維持できないことがあり、好ましくない。
【0013】
かかる熱接着性成分としては、例えば、繊維形成性成分がポリエチレンテレフタレートの場合、ポリプロピレン、ナイロン6およびその共重合体、第三成分としてジカルボン酸あるいはジオールを共重合した融点が240℃以下のポリエチレンテレフタレート、ポリトリメチレンテレフタレートおよびその共重合体、ポリブチレンテレフタレートおよびその共重合体、ポリヘキサメチレンテレフタレートおよびその共重合体、ポリ乳酸系ポリマーなどが挙げられる。また、繊維形成性成分がポリトリメチレンテレフタレートの場合、熱接着性成分としては、ポリプロピレン、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリエチレンテレフタレート、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリトリメチレンテレフタレートおよびその共重合体、第三成分としてジカルボン酸あるいはジオールを共重合した融点200℃以下のポリブチレンテレフタレートおよびその共重合体、ポリヘキサメチレンテレフタレートおよびその共重合体、ポリ乳酸系ポリマーなどが挙げられる。さらに、繊維形成性成分がポリブチレンテレフタレートの場合、熱接着性成分としては、ポリプロピレン、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリエチレンテレフタレート、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリトリメチレンテレフタレートおよびその共重合体、ジカルボン酸あるいはジオールを共重合した融点200℃以下のポリブチレンテレフタレートおよびその共重合体、ポリヘキサメチレンテレフタレートおよびその共重合体、ポリ乳酸系ポリマーなどが挙げられる。
【0014】
上記熱接着性成分の中でもポリエステル系ポリマーが好ましく、特に以下に記載する、ジカルボン酸あるいはジオールを共重合した共重合ポリエチレンテレフタレート、ジカルボン酸あるいはジオールを共重合した共重合ポリブチレンテレフタレート、あるいは、ポリ乳酸系ポリマーが、自動車用フィルターや天ぷら油濾しフィルターなどに要求されるような極めて高温の条件で用いてもほとんど変形を生じないためより好適である。また、この際、かかる観点からは、上記熱接着性成分と、ポリアルキレンテレフタレートの繊維形成性成分との組み合わせが特に好ましい。
【0015】
上記共重合ポリエチレンテレフタレートは、いずれもイソフタル酸を酸成分を基準として5〜30モル%、より好ましくは5〜25モル%共重合したものが耐熱性の点で特に好ましい。また、上記共重合ポリブチレンテレフタレートは、いずれもイソフタル酸を、酸成分を基準として5〜40モル%、より好ましくは5〜35モル%共重合したものが耐熱性の点で特に好ましい。なお、上記の共重合ポリエチレンテレフタレートおよび共重合ポリブチレンテレフタレートには、耐熱性やその他の物性を阻害しない範囲で、5−スルホイソフタル酸ナトリウムやアジピン酸、セバシン酸、アゼライン酸、ポリカプロラクトン、ジエチレングリコールやトリメチレングリコール、テトラメチレングリコール、シクロヘキサンジメタノール、ポリエチレングリコールなどが共重合されていてもよい。
【0016】
以上に説明したポリマー、特に上記のような共重合ポリエチレンテレフタレート、共重合ポリブチレンテレフタレートを熱接着性成分を主として構成するポリマーとして用いた場合、摩擦が高くなりやすく、空気開繊性が低下することがあるため、ポリオレフィン系ポリマーを熱接着性成分の重量を基準として0.5〜15重量%混合分散させることが好ましい。これにより、不織布中の毛玉状欠点を格段に減少させることができる。上記ポリオレフィン系ポリマーとしては、ポリプロピレン、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、プロピレンと他のα−オレフインからなる結晶性プロピレン共重合体、これらにスチレン、アクリル酸、メタクリル酸、マレイン酸等を共重合したものなどが例示できるが、特にマレイン酸共重合ポリオレフィンがポリエステルとの相溶性が良好であり、毛玉状欠点を減少させる効果が大きいため、より好ましい。また、ポリオレフィン系ポリマーの混合率が0.5重量%未満であると欠点減少効果が低下し、15重量%を超えると、紡糸時の糸切れが発生し易くなる傾向にある。ポリオレフィン系ポリマーの混合率は、より好ましくは1〜10重量%の範囲である。上記の繊維形成性成分を構成するポリマー、または、熱接着性成分を主として構成するポリマーには、必要に応じて、各種の添加剤、例えば、艶消し剤、熱安定剤、消泡剤、整色剤、難燃剤、酸化防止剤、紫外線吸収剤、蛍光増白剤、着色顔料などが含有されていてもよい。
【0017】
本発明の熱接着性複合繊維は、120℃乾熱収縮率を15%以下、好ましくは12%以下とする必要がある。上記乾熱収縮率が15%を超えると、高温での不織布の寸法安定性が悪くなるだけでなく、熱接着後のエアレイドウェブに一部繊維が存在しない状態いわゆるクラックが発生し、特にフィルターなどとしたとき適正な性能を果たすことができない。
【0018】
本発明の複合繊維において、繊維横断面において、繊維形性成分と熱接着性成分とを、並列型、同芯芯鞘型、偏芯芯鞘型、三層以上の多層型、中空並列型、中空芯鞘型、異形芯鞘型、海島型などに複合化した繊維であり、かつ熱接着性成分が繊維表面の少なくとも一部を構成している複合繊維をいう。なかでも、高温での寸法安定性の点で、同芯芯鞘型が最も好ましい。
【0019】
繊維形成性成分と熱接着性成分の複合比は、熱接着性成分が好ましくは10〜90重量%の範囲、より好ましくは30〜70重量%の範囲であり、もっとも好ましくは42〜58重量%の範囲であり、繊維形成性成分が好ましくは90〜10重量%、より好ましくは70〜30重量%の範囲であり、もっとも好ましくは58〜42重量%の範囲である。熱接着性成分が10重量%未満の場合、熱融着性が低下し、不織布強力が低下する傾向にある。逆に、90重量%を超える場合、耐熱性が低下する傾向にある。上記熱接着性複合繊維は、中実繊維であっても中空繊維であってもよく、更に、繊維断面形状も丸断面に限定されることはなく、楕円断面、3〜8葉断面等の多葉断面、3〜8角形等の多角形断面など異形断面でもよい。
【0020】
また本発明の複合繊維の複合形態が、芯鞘構造以外のサイドバイサイド型、海島構造、セグメントパイ型等の場合は、PET成分の曲げ剛性が小さくなり、不織布の反撥性が下がるため好ましくない。鞘が芯を完全に被覆していれば、偏芯芯鞘構造をとっても差し支えない。芯と鞘の比率は、重量比で芯/鞘=80/20〜30/70の範囲にあればよい。芯比が80重量%を超えると、鞘部分の熱融着機能が低下する傾向があり、芯比が30重量%を下回ると、不織布の反撥性が小さくなる傾向が認められる。
【0021】
繊度の本発明のポリエステル熱融着性複合繊維の繊維長は2〜7mm、好ましくは3〜5mmである。繊維長が2mm未満の場合、不織布の強力を十分高くすることができないし、熱処理後に発現する立体捲縮による不織布の嵩高性および反撥性が不充分となる。繊維長が7mmを超えると、空気開繊工程で繊維同士が絡み合って分散性が悪くなり、未開繊繊維塊がウェブに残り、ウェブ地合の品位は劣ったものとなる。
【0022】
さらに、本発明のポリエステル熱接着性複合繊維は、捲縮数5〜15山/25mm、好ましくは8〜12山/25mmである。5山/25mm未満では、単繊維中の屈曲の数が不足し、屈曲を持たない単繊維が増加し、嵩高な不織布を得ることができない。また、15山/25mmを超えると、捲縮が細かくなることで、単一繊維が排除し得る空間が少なくなり、嵩高性が不足するため、不適である。また、捲縮数(CN)と捲縮率(CD)の比(CD/CN)の値は、1.50以上である。好ましくはCD/CNは1.53以上である。1.5未満であると、繊維内の屈曲の高さが低下するため、嵩高さが不足し、不適である。捲縮の形状としては平面ジグザク型、Ω型を上げることができる。
【0023】
また、上記繊維長(FL)、捲縮数(CN)から計算されるFL×CN/25mmの値が1.50以上であることが必要である。好ましくはFL×CN/25mmは1.54以上である。この値は、単繊維1本当たりの捲縮の山の数を示しており、この値が、1.50よりも小さいと、十分な嵩高性が得られず、また、繊維の絡合性が不足するために、不織布の熱接着時に不織布の割れが発生しやすくなる。
【0024】
本発明のポリエステル熱接着性複合繊維は以下の方法で製造することができる。すなわち、ペレット化した繊維形成性成分を構成するポリマーおよび熱接着性成分を構成するポリマーを各々常法で乾燥後、2基のスクリュー押出機を装備した複合紡糸設備で各々溶融・混練し、スピンブロックに導入し、公知の偏芯又は同芯芯鞘型の複合紡糸口金を組み込んだスピンパックを介して溶融した両ポリマーを複合させて吐出する。吐出されたポリマー糸条流は、15〜40℃に維持された冷却風で冷却・固化される。15℃未満では口金面の温度低下を起こし易く、40℃以上では冷却不足による膠着が発生し易い。十分に固化しない状態で水冷などの液体の冷媒で冷却すると、液体の表面張力による集束が起こり、繊維膠着を助長するので、空気冷却とするのが好ましい。
【0025】
冷却・固化後、500〜2000m/分の速度で引き取り複合未延伸繊維とする。500m/minより小さいと、2000m/minを超えると紡糸が困難となる。引き続き、得られた複合未延伸繊維を、公知の温水延伸バスを具備した延伸装置を用い温水中で延伸を行う。本発明における延伸倍率設定は、上述のような、紡糸速度を採ることで自ずと制約を受けるが、全延伸倍率(以下、TDRと称する)は、2.00〜3.50倍である。
【0026】
本発明の熱接着性複合繊維の延伸操作は、このようにして得た未延伸糸を熱接着性成分のガラス転移点と繊維形成性成分のガラス転移点のいずれか高い温度より5〜20℃低い温度で延伸することが好ましい。当該温度はヒーターにより、又は水若しくはオイルを媒体とした浴中により行うことが好ましく採用することができる。また以下に示すような詳細な多段延伸を採用することもできる。先ず第1段延伸として、熱接着性成分を構成するポリマーのガラス転移点と繊維形成性成分を構成するポリマーのガラス転移点のいずれか高い温度よりさらに高い温度の温水中でTDRの0.60〜0.90倍まで延伸を実施し、次いで、第2段延伸として熱接着性成分を構成するポリマーのガラス転移点と繊維形成性成分を構成するポリマーのガラス転移点のいずれか高い温度より5〜20℃低い温水中で設定のTDRまで延伸する。第2段延伸を、かかる温度で実施することにより、繊維内部に歪みが残留し、後に捲縮を付与する際に、高いCD/CNを得ることが可能となる。
【0027】
延伸終了後の複合繊維にエアレイド加工性や機能に応じた油剤を付与した後、必要に応じて、スチームや温水、熱媒、電気ヒーター等で加熱を実施した後に、押込クリンパーにより捲縮を付与し、熱風オーブンで熱接着性樹脂成分のガラス転移点と繊維形成性樹脂成分のガラス転移点のいずれか高い温度より高い温度で、乾燥および弛緩熱処理を行った後、2〜7mmの繊維長にカットする。
【0028】
また、別の製造方法としては、上記で得られた未延伸糸を、熱接着性成分を構成するポリマーのガラス転移点と繊維形成性成分を構成するポリマーのガラス転移点のいずれか高い温度よりさらに高い温度の温水中で延伸を実施する。エアレイド加工性や機能に応じた油剤を付与した後、押込クリンパーにより捲縮を付与し、熱風オーブンで熱接着性樹脂成分のガラス転移点と繊維形成性樹脂成分のガラス転移点のいずれか高い温度より高い温度で、乾燥および弛緩熱処理を行った後、2〜7mmの繊維長にカットする。この場合、高いCD/CNを得るためには、押込クリンパーで捲縮を付与する直前に、スチームや温水、熱媒、電気ヒーター等で加熱を実施することが必要になる。
【実施例】
【0029】
以下に本発明の構成及び効果を具体的にするため、実施例等を挙げるが、本発明は、これら実施例になんら限定を受けるものではない。なお、実施例中の各値は、以下の方法に従って求めた。
【0030】
(1)固有粘度([η])
ポリマーを一定量計量し、35℃のo−クロロフェノールに0.012g/mlの濃度に溶解してから、常法に従って求めた。
【0031】
(2)融点(Tm)、ガラス転移点(Tg)
TAインスツルメント・ジャパン(株)社製のサーマル・アナリスト2200を使用し、昇温速度20℃/分で測定した。
【0032】
(3)繊度
JIS L 1015:2005 8.5.1 A法に記載の方法により測定した。
【0033】
(4)強度・伸度
JIS L 1015:2005 8.7.1法に記載の方法により測定した。
【0034】
(5)捲縮数(CN)、捲縮率(CD)
JIS L 1015:2005 8.12.1〜2法に記載の方法により測定した。
【0035】
(6)繊維長
JIS L 1015:2005 8.4.1 C法に記載の方法により測定した。
【0036】
(7)嵩高性
特開2004−11027号公報記載のエアレイド法不織布製造装置(図1)において、内径310mmで10メッシュ(孔径1.9mm、針金径0.635mm)のステンレス金網からなる多孔平板スクリーン(1)、中央上部に内径25mmの円形の開孔部を有し、内径310mm、高さ600mm(h1)、厚み5mmで下部が開放である円筒状柱状体をスクリーン上に0.8mmの間隙を配して設けられる短繊維開繊室(2)、内径310mmで100メッシュ(孔径0.14mm、針金径0.114mm)のステンレス金網からなる短繊維捕集用ネット(3)、上下が開放の内径310mm、高さ400mm、厚み5mmの円筒状柱状体を(1)および(3)と密着させてなる気密室(4)、上部がネット(3)と合同の外形であって、上部が開放であり、上部がネット(3)と密着されている漏斗型気密室(5)をもつ、図1に図示されるエアレイド法不織布製造装置を作製した。さらにその漏斗型気密室(5)の下部にダクト(7)を介して排気装置(6)を接続し、排気装置(6)を作動させて漏斗型気密室(5)内部を負圧とした上で、短繊維開繊室(2)の開孔部より3.5gの短繊維試料を投入し、短繊維を開繊してウェブを作製した。排気装置としては、ワンダーガン OSAWA製 J−75 で0.4MPaの圧空を使用した(理論排気量20m3/分)。作製したウェブを熱風乾燥機で165℃、2分の熱処理を実施した。作製したウェブの中央部から14.1cm×14.1cmの不織布シートを作製し、5点の厚みを測定し、平均厚さを測定した(値をAとする)。
【0037】
(8)圧縮率
作製したウェブを3枚重ねて圧縮試験機にて3.36kgの荷重で圧縮した後、5点の厚みを測定し、平均厚さを測定した(値をBとする)。圧縮率(%)を下式で定義した。
圧縮率=(A−B)/A×100
【0038】
(9)圧縮後回復率
(8)で得られた不織布を熱風乾燥機にて100℃、30分の熱処理を実施し、その後、5点の平均厚みを測定した(値をCとする)。回復率(%)を下式で定義した。
回復率=(C−B)/C×100
【0039】
(10)不織布割れ
Dan−Webforming社のフォーミングドラムユニット(1200mm幅、フォーミングドラムの孔形状2.4mm×20mmの長方形、開孔率40%)を用いて、短繊維100%からなる目付50g/m2のエアレイドウェブを採取し、165℃で熱処理を実施した。得られたウェブを目視で観察し、繊維密度の低く、不織布が割れたように観察される不織布を×、不織布の割れが観察されないものを○と評価した。
【0040】
[実施例1]
熱接着性成分として、固有粘度[η]が0.55dL/g、Tgは70℃未満、Tmが151℃の共重合ポリブチレンテレフタレート・イソフタレート(coPBT;イソフタル酸25モル%、エチレングリコール35モル%共重合)とマレイン酸が0.5重量%共重合された低密度ポリエチレン(MFR8g/10分、Tm98℃)を各々95:5の比率でチップブレンドしたものを用い、繊維形成性成分として、80℃で1時間、170℃で4時間真空乾燥した固有粘度[η]が0.61dL/g、Tgが70℃、Tmが256℃のポリエチレンテレフタレート(PET)を用い、これらを各々別のエクストルーダーで溶融し、各々250℃と280℃の溶融ポリマーとして、前者を鞘成分A、後者を芯成分Bとし、複合比率A:B=50:50(重量比)として、円形の吐出孔を750孔有する同心芯鞘型複合紡糸口金を用いて、複合化して溶融吐出させた。この際、口金温度は285℃、吐出量は1000g/分であった。さらに、吐出ポリマーを口金下35mmの位置で27℃の冷却風で空冷し1250m/分で巻き取り、未延伸糸を得た。この未延伸糸を、60℃の温水中で2.43倍に延伸し、引き続いて60℃の温水中で1.15倍に延伸した後、ステアリルホスフェートカリウム塩/ジメチルシリコーン/4級アンモニウム塩=50/35/15(重量比)からなる油剤を付与した後、押込み型クリンパーで平面ジグザグ型捲縮を付与し、90℃で60分間乾燥(弛緩熱処理)した後、5mmの繊維長にカットし、繊度が4.21デシテックス(dtex)、強度2.74cN/dtex、伸度55.1%、捲縮数10山/25mm、捲縮率16.2%、CD/CNが1.62の複合短繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復率を評価した。結果を表1に示した。
【0041】
[実施例2]
実施例1において、押し込み型クリンパーでの条件を適宜調整して平面ジグザグ型捲縮を付与し、90℃で60分間乾燥(弛緩熱処理)した後、3mmの繊維長にカットし、繊度4.35デシテックス、強度3.21cN/dtex、伸度46.5%、捲縮数12.8山/25mm、捲縮度19.8%の複合繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0042】
[実施例3]
実施例1と同様にして得た未延伸糸を、70℃の温水中で2.43倍に延伸し、引き続いて90℃の温水中で1.15倍に延伸した後、ステアリルホスフェートカリウム塩/ジメチルシリコーン/4級アンモニウム塩=50/35/15(重量比)からなる油剤を付与した後、押込み型クリンパーで捲縮を付与する直前に、蒸気を吹き付けて、表面温度60℃とした後、平面ジグザグ型捲縮を付与し、90℃で60分間乾燥(弛緩熱処理)した後、5mmの繊維長にカットし、繊度4.21デシテックス、強度2.64cN/dtex、伸度63.2%、捲縮数12.7山/25mm、捲縮度19.4%の複合繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0043】
[比較例1]
熱接着性成分として、固有粘度[η]が0.55dL/g、Tmが151℃の共重合ポリブチレンテレフタレート・イソフタレート(coPBT;イソフタル酸25モル%、エチレングリコール35モル%共重合)とマレイン酸が0.5重量%共重合された低密度ポリエチレン(MFR8g/10分、Tm98℃)を各々95:5の比率でチップブレンドしたものを用い、繊維形成性成分として、80℃で1時間、170℃で4時間真空乾燥した固有粘度[η]が0.61dL/g、Tmが256℃のポリエチレンテレフタレート(PET)を用い、これらを各々別のエクストルーダーで溶融し、各々250℃と280℃の溶融ポリマーとして、前者を鞘成分A、後者を芯成分Bとし、複合比率A:B=50:50(重量比)として、円形の吐出孔を750孔有する同心芯鞘型複合紡糸口金を用いて、複合化して溶融吐出させた。この際、口金温度は285℃、吐出量は740g/分であった。さらに、吐出ポリマーを口金下35mmの位置で27℃の冷却風で空冷し600m/分で巻き取り、未延伸糸を得た。この未延伸糸を、70℃の温水中で3.76倍に延伸し、引き続いて90℃の温水中で1.15倍に延伸した後、ステアリルホスフェートカリウム塩/ジメチルシリコーン/4級アンモニウム塩=50/35/15(重量比)からなる油剤を付与した後、押込み型クリンパーで平面ジグザグ型捲縮を付与し、90℃で60分間乾燥した後、5mmの繊維長にカットし、繊度が4.28デシテックス、強度3.23cN/dtex、伸度44.5%、捲縮数7.2山/25mm、捲縮率9.0%の複合短繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0044】
[比較例2]
複合比率A:B=40:60となるよう吐出量を調整する以外は、比較例1と同様とし、繊度が4.30デシテックス、強度3.33cN/dtex、伸度54.8%、捲縮数7.0山/25mm、捲縮率8.1%の複合短繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0045】
[比較例3]
比較例1において、押し込み型クリンパーでの条件を適宜調整して平面ジグザグ型捲縮を付与し、繊度4.27デシテックス、強度3.25cN/dtex、伸度43.4%、捲縮数4.7山/25mm、捲縮度7.4%の複合繊維を得た。得られた複合短繊維を用いて、エアレイドウェブを成形し、嵩高性、圧縮後回復性を評価した。結果を表1に示した。
【0046】
【表1】
【産業上の利用可能性】
【0047】
本発明によって、不織布の割れの抑制された、嵩高で、かつ嵩回復性に優れたエアレイド不織布を得ることができる熱接着性複合短繊維を実現した。この発明により得られる短繊維は、フィルター等の用途において好適に用いることができる。
【符号の説明】
【0048】
1 開口部材(多孔平板スクリーン)
2 短繊維開繊室
3 短繊維捕集用ネット
4 気密室
5 漏斗型気密室
6 排気装置
7 ダクト
s 短繊維投入口(開孔部)
d 間隙
h1 開繊室の長さ
h2 気密室の長さ
【特許請求の範囲】
【請求項1】
繊維形成性成分と熱接着性成分とからなり、繊維形成性成分を構成するポリマーの融点が220℃以上であり、熱接着性成分を主として構成するポリマーの融点が130〜230℃の範囲または軟化点が50〜150℃の範囲で、かつ該融点または該軟化点が繊維形成性成分を構成するポリマーの融点より20℃以上低い熱接着性複合繊維であって、下記の要件を満たす熱接着性複合繊維。
(1)該熱接着性複合繊維の捲縮数(CN)が5〜15山/25mm
(2)捲縮数(CN)と捲縮率(CD)の比CD/CNの値が1.50以上、
(3)繊維長(FL)が2〜7mm
(4)CN×FL/25の値が1.50以上
【請求項2】
繊維形成性成分を構成するポリマーが、ポリアルキレンテレフタレートである請求項1に記載の熱接着性複合繊維。
【請求項3】
熱接着性成分を主として構成するポリマーが、ポリエステル系ポリマーである請求項1〜2のいずれかに記載の熱接着性複合繊維。
【請求項4】
ポリエステル系ポリマーが、イソフタル酸が、該ポリマーの酸成分を基準として5〜40モル%共重合されているポリブチレンテレフタレートである請求項3に記載の熱接着性複合繊維。
【請求項5】
熱接着性成分に、ポリオレフィン系ポリマーが該成分の重量を基準として0.5〜15重量%混合分散されている請求項1〜4のいずれかに記載の熱接着性複合繊維。
【請求項6】
500〜2000m/minの紡糸速度で引き取った未延伸糸を熱接着性成分のガラス転移点と繊維形成性成分のガラス転移点のいずれか高い温度より5〜20℃低い温度で延伸した後、熱接着性成分のガラス転移点と繊維形成性成分のガラス転移点のいずれか高い温度より10℃以上高い温度下で弛緩熱処理することを特徴とする、請求項1〜5のいずれかに記載の熱接着性複合繊維の製造方法。
【請求項1】
繊維形成性成分と熱接着性成分とからなり、繊維形成性成分を構成するポリマーの融点が220℃以上であり、熱接着性成分を主として構成するポリマーの融点が130〜230℃の範囲または軟化点が50〜150℃の範囲で、かつ該融点または該軟化点が繊維形成性成分を構成するポリマーの融点より20℃以上低い熱接着性複合繊維であって、下記の要件を満たす熱接着性複合繊維。
(1)該熱接着性複合繊維の捲縮数(CN)が5〜15山/25mm
(2)捲縮数(CN)と捲縮率(CD)の比CD/CNの値が1.50以上、
(3)繊維長(FL)が2〜7mm
(4)CN×FL/25の値が1.50以上
【請求項2】
繊維形成性成分を構成するポリマーが、ポリアルキレンテレフタレートである請求項1に記載の熱接着性複合繊維。
【請求項3】
熱接着性成分を主として構成するポリマーが、ポリエステル系ポリマーである請求項1〜2のいずれかに記載の熱接着性複合繊維。
【請求項4】
ポリエステル系ポリマーが、イソフタル酸が、該ポリマーの酸成分を基準として5〜40モル%共重合されているポリブチレンテレフタレートである請求項3に記載の熱接着性複合繊維。
【請求項5】
熱接着性成分に、ポリオレフィン系ポリマーが該成分の重量を基準として0.5〜15重量%混合分散されている請求項1〜4のいずれかに記載の熱接着性複合繊維。
【請求項6】
500〜2000m/minの紡糸速度で引き取った未延伸糸を熱接着性成分のガラス転移点と繊維形成性成分のガラス転移点のいずれか高い温度より5〜20℃低い温度で延伸した後、熱接着性成分のガラス転移点と繊維形成性成分のガラス転移点のいずれか高い温度より10℃以上高い温度下で弛緩熱処理することを特徴とする、請求項1〜5のいずれかに記載の熱接着性複合繊維の製造方法。
【図1】

【公開番号】特開2013−53387(P2013−53387A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−191768(P2011−191768)
【出願日】平成23年9月2日(2011.9.2)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月2日(2011.9.2)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]