
熱板プレス式転写機の加圧方法。
【課題】生地に模様等を転写する際、被転写生地に生じる熱板のあたりとてかりを少なくして品質を高める転写方法を提供する。
【解決手段】熱板プレス式転写機の加圧方法に於いて熱板3は、基台1の上部にフレーム2を介して昇降装置9に設けた昇降軸4に固定され、その昇降軸4の動作はタイマー5とタイマー6と着地信号センサー7と高低エアー切替弁8が作用することにより、加圧中にその加圧力を低圧から高圧へと二段階に自動的に切り替えることに依り極めて高圧加圧時間を短時間にして、転写を達成するようにしたこと。
【解決手段】熱板プレス式転写機の加圧方法に於いて熱板3は、基台1の上部にフレーム2を介して昇降装置9に設けた昇降軸4に固定され、その昇降軸4の動作はタイマー5とタイマー6と着地信号センサー7と高低エアー切替弁8が作用することにより、加圧中にその加圧力を低圧から高圧へと二段階に自動的に切り替えることに依り極めて高圧加圧時間を短時間にして、転写を達成するようにしたこと。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱板でプレスされて一体化された転写模様をもった被生地表面の、熱板に対応した部分に生じる凹み(いわゆる当たり)と、てかりの防止に関するものである。
【背景技術】
【0002】
これまで広く知られている熱板プレス式転写機の加圧方法としては、手動加圧方式、モーター自動による加圧方式、エアー自動による加圧方式及び油圧自動による加圧方式がある。何れの方式でも最初にセットされた一般的に転写に必要な圧力である200〜500g/cm2のまま、初期から最終迄、高圧のままで転写する方式な為、被転写生地に熱板に押されて生じる凹み(いわゆる当たり)や、繊維の押し倒れによるてかりが強く発生すると言う欠点がある。
【0003】
ファッション界に於いてこの欠点は大きな障害である。例えば布地として用いる化学繊維に於いてはその風合いが硬くなったり、あるいは白色のシャツなどでは黄ばみを生じるなどの問題が発生する等、歩留まりが悪く、製品にバラツキが多く発生していた。
【0004】
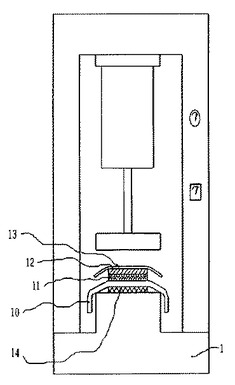
その改善策として、基台1の上部に模様12の図柄と同形状の凸形に切り抜いた耐熱ゴム14等を配置し、その耐熱ゴム14の上部に被転写生地10及び転写紙13を積層載置し、前記耐熱ゴム14によって、凸状に被転写生地10が盛り上がった部分のみがプレスされる事により、凸状部分以外の当たりとてかりを防止する方法もある。
【0005】
しかし、この方法においても、被転写生地10に対する熱板3の加圧が最初にセットされた高い圧力200〜500g/cm2のまま初期から最終迄、そのままの圧力で転写する方式の為、転写された模様部分の当たりと、てかりは少しも良くならないのが実情である。
【0006】
さらには製造コストも上昇するため、低級品ではこの方式はとれないのが実情である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、生地に模様等を転写する際、被転写生地に生じる熱板の当たりとてかりを少なくして品質を高めることが出来る模様の転写方法を提供する点である。
【課題を解決するための手段】
【0008】
そのため本発明は、ホットメルト接着剤層の溶解時間中は、熱板の加圧力を低く抑え、溶解後には高圧で転写するという二段階プレス方式にすることで、極めて高圧加圧時間を短時間にして、転写を達成することを特徴とするものである。詳しくは以下の手段によって前記課題が解決出来るものである。
【0009】
転写紙13のホットメルト接着剤層11の溶解中は、熱板3が転写紙13に軽く接触している程度に調整された圧力で昇降装置(エアーシリンダー)9を上昇さす方向に送り、前期熱板の重量バランスをとり当たりと、てかりの原因になる高圧を無駄に長時間熱板に加えない、溶解完了後、高低エアー切替弁8の高圧側エアーを、前記昇降装置(エアーシリンダー)9を降下さす方向に送り、0,5〜3秒程度のタイマー6の設定時間終了により前記熱板3が上昇してワンサイクルが終了する。
【発明の効果】
【0010】
本発明の熱板プレス式転写機の転写方法は、低加工賃で品質アップを要求され悩んでいる業者にとって、加圧時間用タイマーと着地信号センサーと高低エアー切替弁とを各一台追加構成し、高圧の加圧時間を極力少なく設定するだけで、製造コストを上げずに、被転写生地に熱版の当たりと、てかりの極めて少ない品質を高める為の装置が、安価に提供出来ると言う利点がある。
【発明を実施するための最良の形態】
【0011】
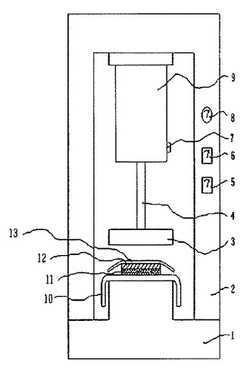
以下、本発明の熱板プレス式転写機の加圧方法として、エアー加圧方式に於ける、実施の形態を図に基づき説明する。図1は、本発明実施の一例を示すものである。
【0012】
基台1には、フレーム2を介して昇降装置9が設けられている。
【0013】
フレーム2には、高低エアー切替弁8が設けられているとともに、タイマー5及びタイマー6が設けられている。
【0014】
昇降装置9には、着地信号センサー7と昇降軸4が設けられているとともに、昇降軸4の先端を介して熱板3が設けられている。
【0015】
本発明の熱板プレス式転写機の転写方法に於いて、基台1の上部に被転写生地10及び、あらかじめ剥離紙に転写する為の模様12が印刷され、その上にホットメルト接着剤層11をほどこされてから成る転写紙13を、ホットメルト接着剤層11が被転写生地10に当たるように積層載置し、その転写紙13の上部に昇降可能に配置した180℃に加熱された熱板3を自重で降下させ、前記転写紙13に着地寸前検地の信号センサー7の信号により、あらかじめ熱板3が浮き上がる寸前程度に自重調節された、高低エアー切替弁8からのエアーを、エアーシリンダー9の上昇側に送り込み熱板3の自重バランスを取り、転写紙13を介して被転写生地10にかかる荷重を1g/cm2とする、ホットメルト接着剤層11の溶解に必要な時間2秒間に合わせたタイマー5の終了信号で高低エアー切替弁8を高圧側に切り替えエアーシリンダー9の下降側に送り込み熱板3の転写紙13を介して被転写生地10にかかる荷重を500g/cm2にするるとともに極めて短時間1秒間にセットされたタイマー6のカウントの間のみ、被転写生地10の布目に溶解中のホットメルト接着剤11と模様12を押し込むようにプレスを行い、タイマー6のアップにて熱版3が上昇してワンサイクルが終了する。加圧の為の熱板昇降装置については、これまで広く知られている転写機の種類で、手動加圧方式、モーター自動による加圧方式、エアー自動による加圧方式及び油圧自動による加圧方式があるが何れであってもこの機種は特に限定されるものではなく、加圧中に前記加圧力を低圧から高圧へと、切り替え得るものならその構成は問わない。
【産業上の利用可能性】
【0016】
本発明の、熱板プレス式転写機の加圧方法は、高低エアー切替弁と着地信号センサーと加圧時間タイマーを各一台追加構成し、任意にプログラムするだけで、被転写生地に熱版の当たりと、てかりの極めて少ない品質を高める為の装置が、安価で提供出来る為、低加工賃で品質アップを要求され、悩んでいる業者にとってはおおいに利用する価値がある。
【図面の簡単な説明】
【0017】
【図1】熱板プレス式転写機の加圧方法の実施の一例を示す全体図である。
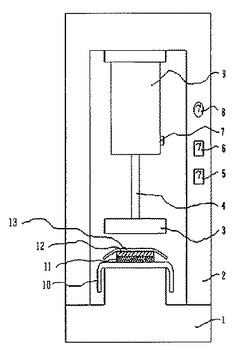
【図2】従来の熱板プレス式転写機の加圧方法の詳細図である。
【符号の説明】
【0018】
1 基台
2 フレーム
3 熱板
4 昇降軸
5 タイマー
6 タイマー
7 着地信号センサー
8 高低エアー切替弁
9 昇降装置(エアーシリンダー)
10 被転写生地
11 ホットメルト接着剤層
12 模様
13 転写紙
14 耐熱ゴム
【技術分野】
【0001】
本発明は、熱板でプレスされて一体化された転写模様をもった被生地表面の、熱板に対応した部分に生じる凹み(いわゆる当たり)と、てかりの防止に関するものである。
【背景技術】
【0002】
これまで広く知られている熱板プレス式転写機の加圧方法としては、手動加圧方式、モーター自動による加圧方式、エアー自動による加圧方式及び油圧自動による加圧方式がある。何れの方式でも最初にセットされた一般的に転写に必要な圧力である200〜500g/cm2のまま、初期から最終迄、高圧のままで転写する方式な為、被転写生地に熱板に押されて生じる凹み(いわゆる当たり)や、繊維の押し倒れによるてかりが強く発生すると言う欠点がある。
【0003】
ファッション界に於いてこの欠点は大きな障害である。例えば布地として用いる化学繊維に於いてはその風合いが硬くなったり、あるいは白色のシャツなどでは黄ばみを生じるなどの問題が発生する等、歩留まりが悪く、製品にバラツキが多く発生していた。
【0004】
その改善策として、基台1の上部に模様12の図柄と同形状の凸形に切り抜いた耐熱ゴム14等を配置し、その耐熱ゴム14の上部に被転写生地10及び転写紙13を積層載置し、前記耐熱ゴム14によって、凸状に被転写生地10が盛り上がった部分のみがプレスされる事により、凸状部分以外の当たりとてかりを防止する方法もある。
【0005】
しかし、この方法においても、被転写生地10に対する熱板3の加圧が最初にセットされた高い圧力200〜500g/cm2のまま初期から最終迄、そのままの圧力で転写する方式の為、転写された模様部分の当たりと、てかりは少しも良くならないのが実情である。
【0006】
さらには製造コストも上昇するため、低級品ではこの方式はとれないのが実情である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、生地に模様等を転写する際、被転写生地に生じる熱板の当たりとてかりを少なくして品質を高めることが出来る模様の転写方法を提供する点である。
【課題を解決するための手段】
【0008】
そのため本発明は、ホットメルト接着剤層の溶解時間中は、熱板の加圧力を低く抑え、溶解後には高圧で転写するという二段階プレス方式にすることで、極めて高圧加圧時間を短時間にして、転写を達成することを特徴とするものである。詳しくは以下の手段によって前記課題が解決出来るものである。
【0009】
転写紙13のホットメルト接着剤層11の溶解中は、熱板3が転写紙13に軽く接触している程度に調整された圧力で昇降装置(エアーシリンダー)9を上昇さす方向に送り、前期熱板の重量バランスをとり当たりと、てかりの原因になる高圧を無駄に長時間熱板に加えない、溶解完了後、高低エアー切替弁8の高圧側エアーを、前記昇降装置(エアーシリンダー)9を降下さす方向に送り、0,5〜3秒程度のタイマー6の設定時間終了により前記熱板3が上昇してワンサイクルが終了する。
【発明の効果】
【0010】
本発明の熱板プレス式転写機の転写方法は、低加工賃で品質アップを要求され悩んでいる業者にとって、加圧時間用タイマーと着地信号センサーと高低エアー切替弁とを各一台追加構成し、高圧の加圧時間を極力少なく設定するだけで、製造コストを上げずに、被転写生地に熱版の当たりと、てかりの極めて少ない品質を高める為の装置が、安価に提供出来ると言う利点がある。
【発明を実施するための最良の形態】
【0011】
以下、本発明の熱板プレス式転写機の加圧方法として、エアー加圧方式に於ける、実施の形態を図に基づき説明する。図1は、本発明実施の一例を示すものである。
【0012】
基台1には、フレーム2を介して昇降装置9が設けられている。
【0013】
フレーム2には、高低エアー切替弁8が設けられているとともに、タイマー5及びタイマー6が設けられている。
【0014】
昇降装置9には、着地信号センサー7と昇降軸4が設けられているとともに、昇降軸4の先端を介して熱板3が設けられている。
【0015】
本発明の熱板プレス式転写機の転写方法に於いて、基台1の上部に被転写生地10及び、あらかじめ剥離紙に転写する為の模様12が印刷され、その上にホットメルト接着剤層11をほどこされてから成る転写紙13を、ホットメルト接着剤層11が被転写生地10に当たるように積層載置し、その転写紙13の上部に昇降可能に配置した180℃に加熱された熱板3を自重で降下させ、前記転写紙13に着地寸前検地の信号センサー7の信号により、あらかじめ熱板3が浮き上がる寸前程度に自重調節された、高低エアー切替弁8からのエアーを、エアーシリンダー9の上昇側に送り込み熱板3の自重バランスを取り、転写紙13を介して被転写生地10にかかる荷重を1g/cm2とする、ホットメルト接着剤層11の溶解に必要な時間2秒間に合わせたタイマー5の終了信号で高低エアー切替弁8を高圧側に切り替えエアーシリンダー9の下降側に送り込み熱板3の転写紙13を介して被転写生地10にかかる荷重を500g/cm2にするるとともに極めて短時間1秒間にセットされたタイマー6のカウントの間のみ、被転写生地10の布目に溶解中のホットメルト接着剤11と模様12を押し込むようにプレスを行い、タイマー6のアップにて熱版3が上昇してワンサイクルが終了する。加圧の為の熱板昇降装置については、これまで広く知られている転写機の種類で、手動加圧方式、モーター自動による加圧方式、エアー自動による加圧方式及び油圧自動による加圧方式があるが何れであってもこの機種は特に限定されるものではなく、加圧中に前記加圧力を低圧から高圧へと、切り替え得るものならその構成は問わない。
【産業上の利用可能性】
【0016】
本発明の、熱板プレス式転写機の加圧方法は、高低エアー切替弁と着地信号センサーと加圧時間タイマーを各一台追加構成し、任意にプログラムするだけで、被転写生地に熱版の当たりと、てかりの極めて少ない品質を高める為の装置が、安価で提供出来る為、低加工賃で品質アップを要求され、悩んでいる業者にとってはおおいに利用する価値がある。
【図面の簡単な説明】
【0017】
【図1】熱板プレス式転写機の加圧方法の実施の一例を示す全体図である。
【図2】従来の熱板プレス式転写機の加圧方法の詳細図である。
【符号の説明】
【0018】
1 基台
2 フレーム
3 熱板
4 昇降軸
5 タイマー
6 タイマー
7 着地信号センサー
8 高低エアー切替弁
9 昇降装置(エアーシリンダー)
10 被転写生地
11 ホットメルト接着剤層
12 模様
13 転写紙
14 耐熱ゴム
【特許請求の範囲】
【請求項1】
基台1の上部に被転写生地10及び、あらかじめ剥離紙に転写する為の模様12が印刷され、その上にホットメルト接着剤層11をほどこされてから成る転写紙13を、ホットメルト接着剤層11が被転写生地10に当たるように積層載置し、その転写紙13の上部には昇降可能に熱板3を配置し、100℃〜220℃に加熱された熱板3を降下させて圧着するときの圧力としては、転写紙13のホットメルト接着剤層11の溶解までは1〜50g/cm2とし、ホットメルト接着剤層11の溶解完了後は200〜500g/cm2の圧力とし、熱板3の転写紙13を介して被転写生地10に対して掛ける時の圧力を二段階の分割加圧方式としたことを特徴とする、熱板プレス式転写機の加圧方法。
【請求項1】
基台1の上部に被転写生地10及び、あらかじめ剥離紙に転写する為の模様12が印刷され、その上にホットメルト接着剤層11をほどこされてから成る転写紙13を、ホットメルト接着剤層11が被転写生地10に当たるように積層載置し、その転写紙13の上部には昇降可能に熱板3を配置し、100℃〜220℃に加熱された熱板3を降下させて圧着するときの圧力としては、転写紙13のホットメルト接着剤層11の溶解までは1〜50g/cm2とし、ホットメルト接着剤層11の溶解完了後は200〜500g/cm2の圧力とし、熱板3の転写紙13を介して被転写生地10に対して掛ける時の圧力を二段階の分割加圧方式としたことを特徴とする、熱板プレス式転写機の加圧方法。
【図1】


【図2】
【図2】
【公開番号】特開2010−47887(P2010−47887A)
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2008−238649(P2008−238649)
【出願日】平成20年8月20日(2008.8.20)
【出願人】(597082717)株式会社カワシマテック (3)
【出願人】(503150907)株式会社アステム (2)
【Fターム(参考)】
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成20年8月20日(2008.8.20)
【出願人】(597082717)株式会社カワシマテック (3)
【出願人】(503150907)株式会社アステム (2)
【Fターム(参考)】
[ Back to top ]