
熱水処理用ジッパー付き袋体、及びそれを用いた包装体
【課題】 優れた酸素バリア性及び水蒸気バリア性で保存性がよく、ボイル、レトルト、水蒸気滅菌等の熱水処理を行え、かつ、使用時には開封しても容易に再嵌合することのできる熱水処理用ジッパー付き袋体を提供する。
【解決手段】 金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用い、両側の横部ヒートシール部6にジッパーテープベース11と開閉自在な嵌合部9を有するジッパー2をヒートシールで挟持されてなる熱水処理用ジッパー付き袋体1であって、両側のジッパー11の端部と横部ヒートシール部6の端部とが一致し、ジッパー2を挟持する両側の横部ヒートシール部6の端部近傍を除いて、嵌合部9を潰してヒートシールをするポイントシール4を施してなることを特徴とする。
【解決手段】 金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用い、両側の横部ヒートシール部6にジッパーテープベース11と開閉自在な嵌合部9を有するジッパー2をヒートシールで挟持されてなる熱水処理用ジッパー付き袋体1であって、両側のジッパー11の端部と横部ヒートシール部6の端部とが一致し、ジッパー2を挟持する両側の横部ヒートシール部6の端部近傍を除いて、嵌合部9を潰してヒートシールをするポイントシール4を施してなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱水処理用ジッパー付き袋体に関し、さらに詳しくは、食品、医薬品等を収納した後に熱水処理を施すことのできる金属酸化物蒸着フィルムを積層した積層フィルムからなる熱水処理用ジッパー付き袋体、及びそれを用いた包装体に関するものである。
【0002】
本明細書において、配合を示す「比」、「部」、「%」などは特に断わらない限り質量基準であり、「/」印は一体的に積層されていることを示す。また、「PET」は「ポリエチレンテレフタレート」、「PA」は「ポリアミド」、「PP」は「ポリプロピレン」、「PE」は「ポリエチレン」の略語、機能的表現、通称、又は業界用語である。
【背景技術】
【0003】
(背景技術)従来、フィルムへ金属酸化物の蒸着層を形成した蒸着フィルムは透明蒸着フィルムと称し、優れた酸素バリア性、および、水蒸気バリア性を有している。このため、該透明蒸着フィルムへヒートシール性フィルムなどを積層した積層フィルムから形成された袋体では内容物を視認ができることから、食品や医薬品を包装するバリア性袋体に広く用いられている。内面ヒートシール性フィルムを積層した積層フィルムから形成された袋体の開封部近傍の内面に、開閉自在の嵌合部を有するジッパーを取り付けた袋体は使用時に開封しても容易に再嵌合できるので、数多く流通している。前記嵌合部は、一般的に断面が矢印先端状の凸部と、断面C字状の凹部を嵌合させているが、嵌合部には隙間が存在し液体はその隙間に入り込んでしまうために液密ではない。このため、ふりかけ等の固形食品や、機械部品等の固形物の包装に用いるのが大部分で、ジッパー付き袋で包装する液体入り内容物は、いかの塩辛、メンマ等の液体が少ないもの、粘性の高いものに限られるという欠点があった。
そこで、透明蒸着フィルムを積層した積層フィルムから袋体とし、その開封部近傍へ開閉自在の嵌合部を有するジッパーを取り付けた袋体は、優れた酸素バリア性及び水蒸気バリア性を有し、かつ、袋体は使用時に開封しても容易に再嵌合できるので、利便性がよい。しかしながら、透明蒸着フィルムの金属酸化物蒸着層は、薄く、硬いため、特に、透明蒸着フィルムを積層した袋体にジッパーを装着し、袋体に密封性を付与するため、ポイントシールを施して、立体構造を有するジッパーを高温高圧で扁平に潰すことによって基材となるフィルムが軟化し、伸びてしまうと、伸び難い金属酸化物蒸着層には数多くのひび割れが生じ、部分的に剥離した状態になってしまうが、外観からは判断できない。このような状態は、内容物が固形物等で、熱水処理を施さない包装体であれば問題ないが、ボイル、レトルト、水蒸気滅菌等の熱水処理を行う包装体の場合、袋体のジッパー切断端部が位置する部位の金属酸化物蒸着層端面の金属酸化物蒸着層のひび割れ部や部分剥離部から、熱水が金属酸化物蒸着層の密着面、または、接着面に浸透し、更に、加熱による透明蒸着フィルムの基材フィルム、および、金属酸化物蒸着層側に積層したフィルムの収縮が生じ、ジッパー切断端部が位置する部位の金属酸化物蒸着層積層面が剥離し、当該部位において包装体のバリア性が低下し、包装体を廃棄せざるを得ない事態に陥ってしまう。また、金属酸化物蒸着層積層面が完全に剥離した不良品は、熱水処理後に目視検査を実施して廃棄することも可能だが、殆んどの包装体は、金属酸化物蒸着層積層面の剥離を外観からは容易に判断することができず、製品が流通して暫く経過した後、内容物の酸化劣化等によって不良品の流出が判明する事故も生じる等、透明蒸着フィルムを積層したジッパー付き袋体の熱水処理製品は、大きな問題を内包している。
従って、熱水処理用ジッパー付き袋体は、優れた酸素バリア性及び水蒸気バリア性で保存性がよく、ボイル、レトルト、水蒸気滅菌等の熱水処理を行え、かつ、使用時には開封しても容易に再嵌合できることが求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−285518号公報
【特許文献2】特開2006−182408号公報
【特許文献3】特開平7−246670号公報
【特許文献4】特開2005−1683号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
(従来技術)従来、袋体の内部空間を、ジッパーに近接して設けられた容易に剥離可能な隔壁により、上下に流体密に区画され、該区画された下の空間に液体が収容されてなる液体収容バッグ等の考案が知られている(例えば、特許文献1参照。)。しかしながら、酸素バリア性に欠けるという欠点がある。
また、袋体の内容物収納側と開封側とを断面V字状のジッパーを用いて、液密に遮断した袋体が、液体包装袋用として大量に流通するものが知られている(例えば、特許文献2参照。)。しかしながら、水分が全く存在しない副室ではレトルト殺菌などの熱水処理を行えないという問題点がある。
さらに、ジッパーの形状の如何に係らず、袋体周縁端部のヒートシール部で前記嵌合部の隙間を塞がないと、袋体を密封できないが、ジッパーの厚みは袋体を構成するフィルムと比較して非常に厚いので、通常のヒートシールでは密封できないため、製袋機では、ポイントシールと称する、袋体周縁ヒートシール部とジッパーが交差する部分のみに高い圧力を加えてヒートシールすることによって嵌合部を潰し、袋体を密封する手段が用いられている。ジッパーのポイントシールの方法として、ポイントシール時に変形し易い袋体内ジッパー嵌合部両端の密閉性を向上させるための考案が知られている(例えば、特許文献3参照。)。しかしながら、透明蒸着フィルムの金属酸化物蒸着層は、薄く、硬いため、 特に透明蒸着フィルムを積層した袋体にジッパーを装着してポイントシールの高温高圧で扁平に潰すとフィルムが軟化し伸びたり、伸び難い金属酸化物蒸着層にはひび割れが生じ、部分的に剥離したり、バリア性を失う問題点がある。
さらにまた、袋体周縁ヒートシール部の一部分に設けた未シール部にノッチを入れることによって、ノッチの角で皮膚を傷つけることを防止する考案が知られている(例えば、特許文献4参照。)。しかしながら、使用時には開封しても容易に再嵌合できないという問題点がある。
【0006】
そこで、本発明は上記のような問題点を解消するために、本発明者らは鋭意研究を進め、本発明の完成に至ったものである。その目的は、優れた酸素バリア性及び水蒸気バリア性で保存性がよく、ボイル、レトルト、水蒸気滅菌等の熱水処理を行え、かつ、使用時には開封しても容易に再嵌合することのできる熱水処理用ジッパー付き袋体を提供することである。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の請求項1の発明に係わる熱水処理用ジッパー付き袋体は、少なくとも金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用いて、該積層フィルムのヒートシール性フィルム面同士を対向させてヒートシールで両側に横部ヒートシール部及び上部に上部ヒートシール部を形成し、前記両側の横部ヒートシール部にジッパーテープベースと開閉自在な嵌合部を有するジッパーをヒートシールで挟持させ、前記ジッパーテープベースは相対する積層フィルムのヒートシール性フィルム面とヒートシールでジッパーヒートシール部を形成し、かつ、前記ジッパーの開閉自在な嵌合部によって内部が区画されてなる熱水処理用ジッパー付き袋体であって、両側の前記ジッパーの端部と前記横部ヒートシール部の端部とがそれぞれ一致し、前記ジッパーを挟持する両側の横部ヒートシール部の端部近傍を除いて、前記嵌合部を潰してヒートシールするポイントシールを施してなることを特徴とする熱水処理用ジッパー付き袋体である。
請求項2の発明に係わる熱水処理用ジッパー付き袋体は、前記上部ヒートシール部を開口部とし、底部を自立性を付与する形状にシールパターンでヒートシールされてなる自立袋であることを特徴とする請求項1に記載の熱水処理用ジッパー付き袋体である。
請求項3の発明に係わる熱水処理用ジッパー付き袋体は、前記上部ヒートシール部と前記ジッパーとの間、又は、内容物充填後に前記上部ヒートシール部となる上部ヒートシール予定部と前記ジッパーとの間の横部ヒートシール部の少なくとも片側に開封用のノッチが設けられてなることを特徴とする請求項1〜2のいずれか1項に記載の熱水処理用ジッパー付き袋体である。
請求項4の発明に係わる熱水処理ジッパー付き包装体は、請求項1〜3のいずれか1項に記載の熱水処理用ジッパー付き袋体に内容物を充填し、水又は水蒸気による加熱処理をしてなることを特徴とする熱水処理ジッパー付き包装体である。
【発明の効果】
【0008】
本願発明の熱水処理用ジッパー付き袋体の積層フィルムは、袋体の周縁ヒートシール部の両側の横部ヒートシール部の端部近傍を除いて、前記嵌合部を潰してヒートシールするポイントシールを施してある。即ち、横部ヒートシール部の端部近傍にはジッパー用ポイントシールが施されていないので、ジッパー装着部の透明蒸着フィルムの端部に過大なストレスが与えられることが無く、従って熱水処理中の、ポイントシールに起因する剥離事故を防止できる。よって、請求項1〜2の本発明によれば、ボイル、レトルト、水蒸気滅菌等の熱水処理により長期保存性がよく、また、優れた酸素バリア性及び水蒸気バリア性により栄養や風味が保たれる効果も奏する。請求項3の本発明によれば、請求項1の効果に加えて、使用時には容易に開封でき、しても再嵌合できる効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本願発明の1実施例を示す熱水処理用ジッパー付き袋体の平面図である。
【図2】図1のジッパー嵌合部の一例を示す断面図である。
【図3】本願発明のジッパー付き袋体の製袋工程を示す説明図である。
【図4】図3の製袋工程での切断前のポイントシール部の要部の平面図である。
【図5】本願発明のジッパー付き袋体のポイントシール部の要部の平面図である。
【図6】従来のジッパー付き袋体の製袋工程での切断前のポイントシール部の要部の平面図である。
【図7】本願発明の1実施例を示す熱水処理用ジッパー付き袋体の平面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら、詳細に説明する。なお、本明細書では、熱水処理用ジッパー付き袋体のジッパー側を上部、反対側を底部と呼称する。
【0011】
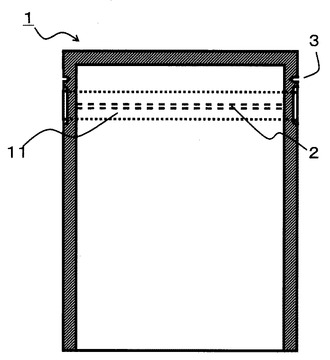
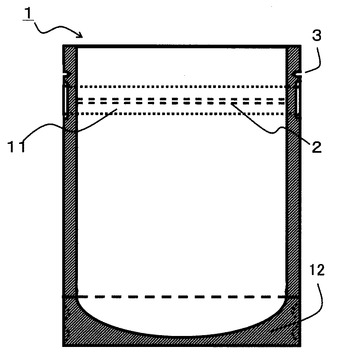
(熱水処理用ジッパー付き袋体)本願発明の熱水処理用ジッパー付き袋体1は、図1に示したように、少なくとも金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用いて、該積層フィルムのヒートシール性フィルム面同士を対向させてヒートシールで両側に横部ヒートシール部6及び上部に上部ヒートシール部5を形成し、前記両側の横部ヒートシール部6にジッパーテープベース11と開閉自在な嵌合部9を有するジッパーをヒートシールで挟持させ、前記ジッパーテープベース11は相対する積層フィルムのヒートシール性フィルム面とヒートシールでジッパーヒートシール部8を形成し、かつ、前記ジッパー2の開閉自在な嵌合部9によって内部が区画されてなる熱水処理用ジッパー付き袋体1であって、両側の前記ジッパー2の端部と前記横部ヒートシール部6の端部とがそれぞれ一致し、前記ジッパーを挟持する両側の横部ヒートシール部6の端部近傍を除いて、前記嵌合部9を潰してヒートシールするポイントシールであるポイントシール部4がある。
【0012】
従来のジッパー付き袋体は、図6に示すように、開口部を除いた周縁端部にヒートシールを施した袋体であるが、ジッパーは両側の横部ヒートシール部で挟み込んであり、両側の横部ヒートシール部6の全面に嵌合部9を潰してヒートシールするポイントシールが施されている。これに対して、本願発明の熱水処理用ジッパー付き袋体1では、ジッパー2を挟持する両側の横部ヒートシール部6の端部近傍を除いてポイントシール部4が形成されている。
【0013】
(自立袋体)一般的に、ジッパー2は閉じた状態で製袋されるため、袋体の開口部は底部ヒートシール部とするのことが多い。しかしながら、図7に示すように、上部ヒートシール部5を開口部とし、底部をヒートシールして自立袋の形態としてもよい。自立袋とは底部に自立性を付与する形状にシールパターンでヒートシールすればよく、底部を前後2面の積層フィルムの下部の間に、底面フィルムを内側に折り返して挿入し、周縁部をヒートシールしてなるガセット型、又は船底型を有する形式とし、所謂、当業者がガセットやスタンドパックと呼ぶ底型とする。
【0014】
また、自立袋の形態の場合には、内容物を充填する包装機で底部ヒートシールを施すのが困難な場合にはジッパーを閉じた状態で製袋した後、製袋機上でジッパーを開くか、人間の手でジッパーを開くか、または、包装機でジッパーを開くかして、袋体のジッパー取り付け側から内容物を充填してもよい。内容物を充填した後に上部ヒートシール部をヒートシールして密封せればよい。
【0015】
また、ジッパー付き袋にガス滅菌、または、水蒸気滅菌を施す場合には、ジッパー近傍の滅菌を確実に行うため、ジッパーを開いた状態で滅菌を施すが、γ線滅菌、または、電子線滅菌を施す場合はジッパーを閉じた状態でも構わない。本発明に係るジッパー付き袋体の場合も、用途に応じてジッパーが開いた状態で製造してもよい。
【0016】
(ノッチ)なお、本願発明の熱水処理用ジッパー付き袋体1では、ジッパー2と上部ヒートシール部5の間の横部ヒートシール部6の外側にノッチを入れて、容易に手で袋体を開封できるようにしてもよい。又、図7に示す自立袋形状の熱水処理用ジッパー付き袋体1では、内容物充填後に前記上部ヒートシール部5となる上部ヒートシール予定部と前記ジッパー2との間の横部ヒートシール部6の少なくとも片側に開封用のノッチが設けてもよく、袋体を手で容易にの開封できる。
【0017】
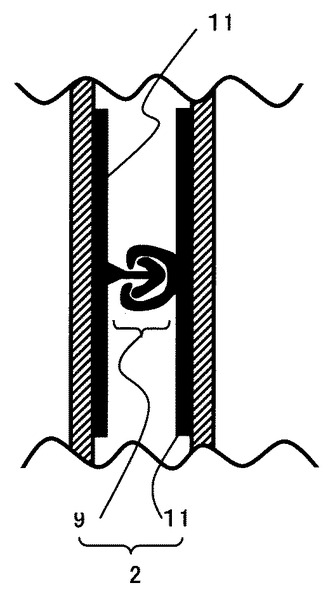
(ジッパー)図2はジッパー嵌合部9の一例を示す概略断面図で、矢印型の凸部と、断面C字状の凹部が嵌合している。一般的にジッパーの嵌合部9は凸部と凹部の形状を工夫することによって開口側からの開口強度を弱く、内容物側からの開口強度を強くしてあり、使用者が開けやすく、かつ、流通時に内容物側からの圧力でジッパーが開くことによって嵌合部9に内容物が入り込み、使用者が再封しにくくなることを防いでいる。凸部と凹部の形状には、凸部を半球状として密封性を高めたり、矢印先端の引っ掛かりを片側のみにしたもの等、色々な種類があって、用途により使い分けてもよい。また、Wジッパーと称する、より密閉性を高めるために嵌合部9を2列にしたもの、開口側のジッパーテープベース11下端を閉じて断面V字形状としたもの、片側のジッパーテープベース11の幅を内容物側に伸ばした部分の表面に弱ヒートシール性樹脂を積層し、袋体内面のヒートシール面と弱ヒートシール部を設けることにより、嵌合部9に内容物が侵入しないようにしたもの等、色々な工夫がなされたジッパーが実用化されているが、本願発明のジッパー付き袋体において用いるジッパーは、熱可塑性樹脂からなるものであればいずれも適用可能である。
【0018】
(積層フィルム)本願発明のジッパー付き袋体1を構成する積層フィルムは、少なくとも、金属酸化物の蒸着層が形成された透明蒸着フィルムと、ヒートシール性フィルムとを積層した積層フィルムからなり、必要に応じて補強層、バリア性層等を積層フィルムの表面や中間層に設けることができる。金属酸化物の蒸着層が形成されたフィルムとしては、酸化珪素、酸化アルミニウム、酸化インジウム、酸化錫、酸化ジルコニウム等の金属酸化物の蒸着層が形成された、二軸延伸ポリエチレンテレフタレイトフィルム、二軸延伸ポリアミドフィルム、二軸延伸ポリプロピレンフィルム等を用いることができ、特に、酸化珪素、または、酸化アルミニウムの蒸着層を形成した、二軸延伸フィルムが、入手し易さの点で好適に用いることができる。これらの金属酸化物蒸着フィルムは、必要に応じて、蒸着面に接着性、バリア性、物理的強度等を向上させるための各種コーティングを施したり、非蒸着面にコロナ放電処理やプラズマ処理を施したり、易接着性樹脂、バリア性樹脂等のコーティングを施すことができる。
【0019】
(ヒートシール性フィルム)ヒートシール性フィルムとしては、熱によって軟化又は溶融し相互に融着し得るものであればよく、たとえば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、環状ポリオレフィン、エチレン−環状オレフィン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−メタクリル酸共重合体、エチレン−プロピレン共重合体等の樹脂の一種ないしそれ以上からなる樹脂ないしはこれらをフィルム化したシートを使用することができ、その厚さとしては、20〜200μmが適当である。
【0020】
これらのフィルムを積層する方法としては、複数層を押し出して共押し出しラミネートしても良いし、熱接着性樹脂を用いてTダイ押し出しラミネーション法によってラミネートしても良いし、また、2液硬化型のウレタン系接着剤を用いてドライラミネート法によってラミネートしてもよい。Tダイ押し出しラミネーション法の場合は必要に応じてアンカーコート剤を用いることができる。特に、内容物がレトルト殺菌する必要のある場合には、前記の2液硬化型のウレタン系接着剤を用いてドライラミネート法によってラミネートすることが望ましい。また、Tダイ押し出しラミネーション法の変形手段として、熱ラミネーション法を用いてもよく、ヒートシール性を有するフィルム同士の積層には、ヒートシールを施してラミネートしてもよい。
【0021】
(製袋)本願発明のジッパー付き袋体1は、図3に示す通り、従来のジッパー付き袋体の製袋方法と同様でよく、その製袋工程を説明する。まず、積層フィルムのヒートシール面同士を対向させ、重ね合わせて、連続的に供給される袋体本体を構成する積層フィルムのヒートシール面間に、連続的にジッパー2を供給し、積層フィルムのヒートシール面に、ジッパーシールによるジッパーヒートシール部8でジッパーテープベース11を固定した後、横部ヒートシール部6に位置する部分のジッパー2を潰してからヒートシールするポイントシールと呼ぶ方法で横部ヒートシール部6を施す。必要に応じてノッチ3孔や切込みを設け、余剰部を切り離してから1袋ずつに切断することにより製造される。特に図示しないが、2列同時に製袋することもできる。
【0022】
(ポイントシール)ポイントシールは、横部ヒートシール部6に位置するジッパー2の嵌合部9を、熱と圧力を加えて潰し、板状にすることによって嵌合部9からのシール抜けを防止し密封するために施すものである。熱板方式のポイントシールでは同じ箇所に、同じ形状で2回シールするのが一般的だが、場合によっては3回シールすることや、1回で済ませてもよい。周縁ヒートシール部は、熱板と受けゴム板の間にフィルムを挟み込み、フィルムの上側からと下側からの計2回ヒートシールを施すのが一般的だが、ポイントシールの場合は受けゴム板を使用するとシール圧力が不足してしまうため、フィルムの上下から同一形状の熱板でフィルムを挟み込んでヒートシールする。また、超音波シール装置でポイントシールを施してもうよく、超音波シール方式のポイントシールは1回で済ませることもできる。ポイントシールによるジッパーの潰しが不十分な場合、嵌合部からシール抜けするのみならず、横部ヒートシール部に位置するジッパーの厚みが厚くなってしまい、横ヒートシールを施す際に、積層フィルムとジッパーの境目のシール圧力が不足してシール抜けが生じてしまうことがあるため、ポイントシールは袋体の他のシール部分と比較してかなり高い圧力と温度を加えて実施する必要がある。
【0023】
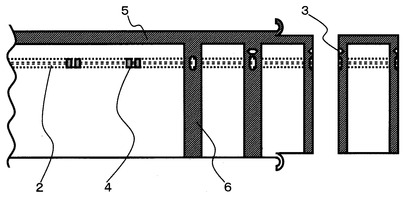
(ポイントシールの形状)本願発明のジッパー付き袋体1ではポイントシール形状が異なり、ジッパー2を挟持する両側の横部ヒートシール部6の端部近傍を除いて、前記嵌合部9を潰してヒートシールするポイントシール部4を形成する。従来のジッパー付き袋体の製袋工程では、図6のように隣り合う2袋の横部ヒートシール部6の全面にわたってシールするが、本願発明のジッパー付き袋体1では、図3、4のように、ポイントシール形状が単なる長方形ではなく、下駄歯のように、隣り合う2袋の間に間隔を空けて小さな長方形を二つ並べた形状とすることによって、横部ヒートシール部6の端部近傍だけにポイントシールを施さないようにする。
【0024】
また、横部ヒートシール部6のポイントシール未実施部はジッパーを潰していないのでその部分だけ厚みが大きく、通常の、ヒートシール面が平面のシールバーで横部ヒートシール部6を施すと、ポイントシール未実施部にのみ高いシール圧が加わり、他の横部ヒートシール部6の圧力が不足してしまい、ヒートシール性樹脂の発泡やヒートシール強度の低下を招くのみならず、金属酸化物の蒸着層にもダメージを与える。従って本願発明では横シールバーの、ポイントシール未実施部に当たる部分を削って、ポイントシール未実施部には横部ヒートシール部6も同時に施さないようにしている点である。
【0025】
前記ポイントシール未シール部10の長さ、即ち下駄歯ヒートシールの間隔は、狭すぎると製袋工程の最後の断裁位置の見当が合わせ難くなってしまい、広すぎるとジッパーを潰した部分のヒートシール幅が狭くなって強度不足を招いてしまう。このために、裁断する前の2袋が連なった状態で、2mm以上、好ましくは3〜5mmで、かつ、ジッパー2取り付け箇所のそれそれの横部ヒートシール部6の幅の半分以下であることが望ましい。また、横シールバーの、当該ポイントシール未実施部に当たる部分を削る大きさは、当該ポイントシール未実施部のジッパー寸法と同じかそれ以上であれば良いが、ポイントシール未実施部のジッパー寸法の外側全周に1〜10mm程度、好ましくは1〜3mmの逃げを設けると、横ヒートシール位置が多少ずれても構わなくなって製袋が容易になり好ましい。
【0026】
本願発明のジッパー付き袋体1の形状としては、上記のように、連続する積層フィルムに連続的にジッパー2を供給しながら製袋する工程を経て製造される、四方シール袋、スタンドパック、底ガゼット袋等、横取り製袋品に適用できる。また、一定寸法に切断したジッパーを供給する必要がある縦取り製袋品においては、ジッパー2を潰した箇所の周縁ヒートシール部を製袋時にトリミングすることによって、周縁ヒートシール部の切断部に潰されたジッパーの切断端部が露出する場合に適用することができる。
【0027】
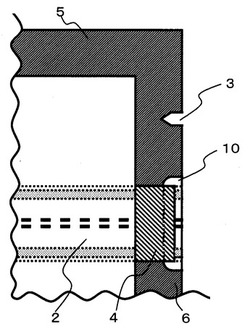
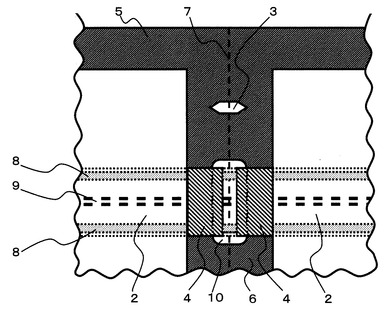
図4は本願発明のジッパー付き袋体1の1袋毎への切断する前のポイントシール部4の概略図である。(実際の製袋工程では横部ヒートシール部6が進行方向の最前面となるが、説明し易くするためポイントシール部4を最前面に表している。以下同様。)図4に示した通り、本願発明のジッパー付き袋体1のポイントシールを、横部ヒートシール部6が切断されて端部となる切断位置に施さない。また、横部ヒートシール部6の端部には全く潰されていないジッパー2が存在するため、通常の横ヒートシールのように、ジッパーが存在する部分の全面をヒートシールしてしまうと、潰れていないジッパーの部分がシールの圧力を受けてしまい、周辺部分のシール圧力が不足して、シール抜けやヒートシール性フィルムの発泡を生じさせてしまうため、横シールバーの、ジッパーを潰していない部分に当たる箇所を削る必要があり、シールバーを削った部分は積層フィルムと接触せず、未シールとなるので、結果的にポイントシール未実施部の周囲には横ヒートシール未実施部を形成する必要がある。尚、ヒートシール後の冷却バーについても、ジッパーを潰していない部分に当たる箇所を削ると良いが、通常の冷却バーはアルミブロックに冷却水を通す方式で、広めの幅のものを使用することにより共通部品化しており、付け替えが煩雑なため、ジッパー未シール部の突起が冷却工程に悪影響を与える場合は受けのゴム板を厚くしたり、受けのゴム板の硬度を下げて柔らかめのゴムを用いたりすることによって対応するとよい。
【0028】
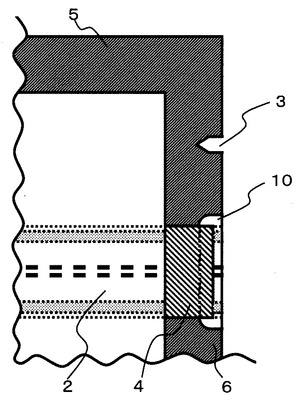
図5は本願発明のジッパー付き袋体1のポイントシール部4の要部の拡大図である。このように、1袋となった横部ヒートシール部6のジッパー2の端部には、ポイントシールの高温と高圧が加えられていない。従って、本願発明のジッパー付き袋体1の横部ヒートシール部6においては、外観から判断できない金属酸化物蒸着層の剥離等は極めて少ない。また、両側の前記ジッパーの端部と前記袋体の横部ヒートシール部6の端部とが一致するようにする。
【0029】
本願発明のジッパー付き袋体1に内容物を充填した包装体に、水、または、水蒸気を熱媒体とする、ボイル、レトルト、水蒸気滅菌等の加熱処理を施して得られた熱水処理ジッパー付き包装体は、金属酸化物蒸着面からのフィルム剥離は殆んど発生しない。また、流通の途中や、在庫品、または、店頭において、知らぬ間に内容物が酸化劣化したり、湿気てしまったりする可能性も非常に低くなる。
【0030】
(フィルム)このような特徴は、本願発明のジッパー付き袋体1に用いる積層フィルムにおいて、金属酸化物蒸着層を形成した透明蒸着フィルムの基材フィルムとして、二軸延伸ポリアミドフィルム、二軸延伸ポリプロピレンフィルム等の熱収縮し易いフィルムを用いた場合、および、透明蒸着フィルムの金属酸化物蒸着面に、二軸延伸ポリアミドフィルム、二軸延伸ポリプロピレンフィルム等の熱収縮し易いフィルム、または、未延伸ポリアミドフィルム、ヒートシール性フィルム等の熱変形し易いフィルムが貼り合わされている場合に顕著な効果が得られる。
【0031】
また、ポイントシール未シール部10の横部ヒートシール部6の長さ方向の幅が広すぎると、横ヒートシール未シール部10の幅も広くなり、熱水処理中に横ヒートシール未シール部10に入り込んだ水が抜け難く、電圧印加方式等、ピンホール検査装置の種類によってはピンホールが無くとも、有りと検出されてしまったり、最悪の場合、残った水の中で微生物が繁殖してしまう可能性がある。しかし、ポイントシール未シール部10の幅が狭過ぎると、製袋機における切断位置の許容範囲が狭くなってしまうので、ポイントシール未シール部10の幅は、切断前の、袋同士が隣り合った状態で1〜15mm程度、好ましくは2〜10mm(片側1mm〜5mm)の範囲が好ましい。但し、袋体の横部ヒートシール部6幅にによっては上限を低く抑える必要があり、この場合には袋体の横部ヒートシール部6の幅の半分以下が好ましい。
【0032】
また、横部ヒートシール部6の幅は、縦方向、横方向共に、ポイントシール未シール部10の幅より広くする必要があるが、ポイントシール未シール部10の幅ぎりぎりに設計してしまうと、製袋機において、ポイントシール未シール部10に対する横部ヒートシール部6の見当合わせが困難になり好ましくない。しかし、広く取り過ぎても、前記の水が残る問題が発生するため、縦方向、横方向ともにポイントシール未シール部の1mm〜3mm外側にすると良い。
【0033】
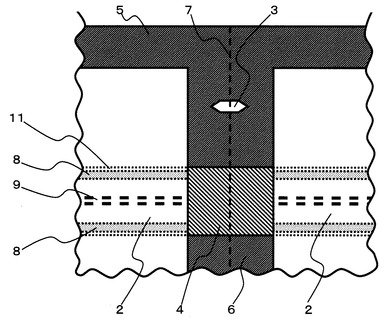
(従来)図6は従来のジッパー付き袋体の製袋工程での切断前のポイントシール部の要部の平面図である。このような全面がポイントシールされたジッパー付き袋体では、積層フィルムを個性する透明蒸着フィルムの金属酸化物蒸着層は、薄く、硬いため、ポイントシール時に、立体構造を有するジッパーを高温高圧で扁平に潰すことによって基材となるフィルムが軟化し、伸びてしまうと、伸び難い金属酸化物蒸着層には数多くのひび割れが生じたり、部分的に剥離したりしてしまう。しかしながら、ひび割れや剥離は透明なので外観からは判断することができない。さらにこの状態で、レトルト、水蒸気滅菌等の熱水処理を行う場合には、金属酸化物蒸着層のひび割れ部や部分剥離部から熱水が浸透し、更に、加熱によるフィルムの収縮が生じ、積層面が剥離したり、バリア性が低下したりする。しかしながら、外観からは容易に判断できず、製品が流通した後に、不良品の流出事故が生じる等の大きな問題を内包している。
【実施例】
【0034】
以下、実施例及び比較例により、本発明を更に詳細に説明するが、これに限定されるものではない。
【0035】
(積層フィルムの製造)まず、積層フィルムAからDを製造する。
(積層フィルムA)金属酸化物蒸着フィルムとして、厚み12μm、幅760mmの酸化珪素蒸着二軸延伸PETフィルム(製品名「IB−PET−RB」、大日本印刷株式会社製)を選定し、グラビア印刷機で、蒸着面表面のコーテイング面に、図柄、および、文字を印刷した。前記の印刷済み酸化珪素蒸着二軸延伸PETフィルムの印刷面に、2液硬化型ウレタン系接着剤を塗布し、厚み15μm、幅760mmの二軸延伸PAフィルム(製品名「ボニールW」、興人株式会社製)を貼り合わせた後、前記PAフィルム面に、2液硬化型ウレタン系接着剤を塗布し、ヒートシール性フィルムとして、厚み60μm、幅760mmの未延伸PPフィルム(製品名「P1147」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムAを得た。
【0036】
(積層フィルムB)また、金属酸化物蒸着フィルムとして、厚み12μm、幅760mmの酸化珪素蒸着二軸延伸PETフィルム(製品名「IB−PET−RB」、大日本印刷株式会社製)を選定し、グラビア印刷機で、蒸着面表面のコーテイング面に、図柄、および、文字を印刷した。前記の印刷済み酸化珪素蒸着二軸延伸PETフィルムの印刷面に、2液硬化型ウレタン系接着剤を塗布し、ヒートシール性フィルムとして、厚み60μm、幅760mmの未延伸PPフィルム(製品名「P1147」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムBを得た。
【0037】
(積層フィルムC)また、金属酸化物蒸着フィルムとして、厚み12μm、幅760mmの酸化アルミ蒸着二軸延伸PETフィルム(製品名「1011HG」、東レフィルム加工株式会社製)を選定し、厚み15μm、幅760mmの二軸延伸PAフィルム(製品名「ボニールW」、興人株式会社製)の片面に、2液硬化型ウレタン系接着剤を塗布し、前記酸化アルミ蒸着二軸延伸PETフィルムの蒸着面と貼り合わせた後、グラビア印刷機で、前記貼り合わせフィルムのPAフィルム面に、図柄、および、文字を印刷した。前記の印刷済み貼り合わせフィルムの印刷面に、2液硬化型ウレタン系接着剤を塗布し、ヒートシール性フィルムとして、厚み60μm、幅760mmの未延伸PPフィルム(製品名「P1147」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムCを得た。
【0038】
(積層フィルムD)また、金属酸化物蒸着フィルムとして、厚み15μm、幅760mmの酸化珪素蒸着二軸延伸PAフィルム(製品名「IB−ON−FRC」、大日本印刷株式会社製)を選定し、グラビア印刷機で、蒸着面表面のコーテイング面に、図柄、および、文字を印刷した。前記の印刷済み酸化珪素蒸着二軸延伸PAフィルムの印刷面に、2液硬化型ウレタン系アンカーコート剤を塗布し、溶融PE樹脂の押し出しラミネートにより、ヒートシール性フィルムとして、厚み60μm、幅780mmのPEフィルム(製品名「L4102」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムDを得た。
【0039】
(製袋機用シールバーの製造)次に、製袋機用ポイントシールバーを製造する。通常のポイントシール用熱板の中央部を縦方向に幅5mm、深さ3mmに削った本発明に係るポイントシールバーを、上下1組×2回シール分、の合計4個製造した。また、ジッパーが当たる位置に、幅9mm、長さ17mm、深さ3mmのカプセル型の削り込みを1箇所設けた、幅20mmの横シールバーを製造した。
【0040】
(実施例1〜4)(袋体の製造)前記積層フィルムA〜Dを、前記の本発明に係るシールバーをセットしたジッパー付き袋体製袋機に掛け、幅(ジッパー長さ)100mm、長さ170mm、ヒートシール幅10mm、ジッパー部上側未シール幅25mmの、ジッパー部上側未シール部中央の横部ヒートシール部両側に深さ3mm、幅1mmのノッチを設けた、ジッパー切断端部約2mmが未シール状態の、本発明に係る実施例1〜4のジッパー付き三方シール袋体4種類を製造した。尚、積層フィルムA〜CにはPP樹脂製ジッパー(製品名「PP−13」、シーアイ化成株式会社製)を、積層フィルムDには直鎖状低密度PE樹脂製ジッパー(製品名「LL−13」、シーアイ化成株式会社製)を取り付けた。
【0041】
(実施例5)(袋体の製造)前記積層フィルムDと、底材として積層フィルムDを70mm幅にスリットしたフィルムとを、前記の本発明に係るシールバーをセットしたジッパー付きスタディイングパウチ袋体製袋機に掛け、幅(ジッパー長さ)100mm、長さ170mm、底材折り込み幅29mm、ヒートシール幅5mm、ジッパー部上側未シール幅25mmの、ジッパー部上側未シール部上端から20mmの横部ヒートシール部両側に深さ3mm、幅1mmのノッチを設けた、ジッパー切断端部約2mmが未シール状態の、実施例5のジッパー付きスタンディングパウチを製造した。尚、直鎖状低密度ポリエチレン樹脂製ジッパー(製品名「LL−13」、シーアイ化成株式会社製)を取り付けた。
【0042】
(比較例1〜4)前記実施例で使用したのと同じ積層フィルムA〜D、ジッパー、製袋機を用い、ポイントシールバーと幅20mmの横シールバーは、削り部の無い、通常の全ベタシールバーを用いた点のみ異なる製袋を実施し、幅(ジッパー長さ)100mm、長さ170mm、ヒートシール幅10mm、ジッパー部上側未シール幅25mmの、ジッパー部上側未シール部中央の横部ヒートシール部両側に深さ3mm、幅1mmのノッチを設け、横部ヒートシール部のジッパーを全部潰した、ジッパー切断端部に未シール部が無い、比較例1〜4のジッパー付き三方シール袋体4種類を製造した。
【0043】
(実施例6〜10)(包装体の製造)前記実施例1〜5、および、比較例1〜4で製造した袋体8種類に水100mlを充填し、ヒートシール幅5mmのインパルスシーラーで天又は底部ヒートシールを施した包装体を、1種類につき100個ずつ製造した。
【0044】
(熱水処理の実施)前記包装体のうち、積層フィルムA〜Cを用いて製造した、実施例1〜3、および、比較例1〜3の袋体6種類からなる包装体に、熱水インジェクション式レトルト殺菌釜を用いて121℃×40分の熱水処理を施した後、冷却水で15分間冷却した。また、積層フィルムDを用いて製造した、実施例4、5、および、比較例4の袋体2種類からなる包装体は、蒸気加熱式ステンレス製ダブルジャケット釜で95℃×30分のボイル処理を実施した後、20℃の水で20分間冷却した。
【0045】
(評価方法)熱水処理した包装体袋のジッパー切断端部に、赤色浸透液(製品名「エージレスシールチェック」、三菱ガス化学株式会社製)を滲みこませた綿棒で塗布して、目視による外観検査を行い、赤色浸透液の浸み込みを積層フィルムの層間剥離として評価した。実施例1〜5、比較例1〜4の各々包装体100袋を外観検査し、積層フィルムが剥離した袋体の袋数を表1に示す。
【0046】
【表1】

【0047】
(評価結果)表1に示した通り、実施例1〜5はフィルム剥離が皆無であったが、比較例1〜4の袋体では、積層フィルムA〜Dの全てにおいて染色液がジッパー切断端部のラミネート層間に滲み込む袋体が発生しており、一見してジッパー切断端部でフィルム剥離が生じているサンプルもあった。
【産業上の利用可能性】
【0048】
(産業上の利用可能性)本発明の熱水処理用ジッパー付き袋体の主なる用途としては、密封した包装体をレトルト処理、ボイル処理や水蒸気滅菌等の熱水処理することでできる食品、医薬品、化粧品、医療器具等である。しかしながら、熱水処理することができ、保存性を必要とする用途であれば、特に限定されるものではない。
【符号の説明】
【0049】
1:熱水処理用ジッパー付き袋体
2:ジッパー
3:ノッチ
4:ポイントシール部
5:上部ヒートシール部
6:横部ヒートシール部
7:切断位置
8:ジッパーヒートシール部
9:嵌合部
10:未シール部
11:ジッパーテープベース
12:底部ヒートシール部
【技術分野】
【0001】
本発明は、熱水処理用ジッパー付き袋体に関し、さらに詳しくは、食品、医薬品等を収納した後に熱水処理を施すことのできる金属酸化物蒸着フィルムを積層した積層フィルムからなる熱水処理用ジッパー付き袋体、及びそれを用いた包装体に関するものである。
【0002】
本明細書において、配合を示す「比」、「部」、「%」などは特に断わらない限り質量基準であり、「/」印は一体的に積層されていることを示す。また、「PET」は「ポリエチレンテレフタレート」、「PA」は「ポリアミド」、「PP」は「ポリプロピレン」、「PE」は「ポリエチレン」の略語、機能的表現、通称、又は業界用語である。
【背景技術】
【0003】
(背景技術)従来、フィルムへ金属酸化物の蒸着層を形成した蒸着フィルムは透明蒸着フィルムと称し、優れた酸素バリア性、および、水蒸気バリア性を有している。このため、該透明蒸着フィルムへヒートシール性フィルムなどを積層した積層フィルムから形成された袋体では内容物を視認ができることから、食品や医薬品を包装するバリア性袋体に広く用いられている。内面ヒートシール性フィルムを積層した積層フィルムから形成された袋体の開封部近傍の内面に、開閉自在の嵌合部を有するジッパーを取り付けた袋体は使用時に開封しても容易に再嵌合できるので、数多く流通している。前記嵌合部は、一般的に断面が矢印先端状の凸部と、断面C字状の凹部を嵌合させているが、嵌合部には隙間が存在し液体はその隙間に入り込んでしまうために液密ではない。このため、ふりかけ等の固形食品や、機械部品等の固形物の包装に用いるのが大部分で、ジッパー付き袋で包装する液体入り内容物は、いかの塩辛、メンマ等の液体が少ないもの、粘性の高いものに限られるという欠点があった。
そこで、透明蒸着フィルムを積層した積層フィルムから袋体とし、その開封部近傍へ開閉自在の嵌合部を有するジッパーを取り付けた袋体は、優れた酸素バリア性及び水蒸気バリア性を有し、かつ、袋体は使用時に開封しても容易に再嵌合できるので、利便性がよい。しかしながら、透明蒸着フィルムの金属酸化物蒸着層は、薄く、硬いため、特に、透明蒸着フィルムを積層した袋体にジッパーを装着し、袋体に密封性を付与するため、ポイントシールを施して、立体構造を有するジッパーを高温高圧で扁平に潰すことによって基材となるフィルムが軟化し、伸びてしまうと、伸び難い金属酸化物蒸着層には数多くのひび割れが生じ、部分的に剥離した状態になってしまうが、外観からは判断できない。このような状態は、内容物が固形物等で、熱水処理を施さない包装体であれば問題ないが、ボイル、レトルト、水蒸気滅菌等の熱水処理を行う包装体の場合、袋体のジッパー切断端部が位置する部位の金属酸化物蒸着層端面の金属酸化物蒸着層のひび割れ部や部分剥離部から、熱水が金属酸化物蒸着層の密着面、または、接着面に浸透し、更に、加熱による透明蒸着フィルムの基材フィルム、および、金属酸化物蒸着層側に積層したフィルムの収縮が生じ、ジッパー切断端部が位置する部位の金属酸化物蒸着層積層面が剥離し、当該部位において包装体のバリア性が低下し、包装体を廃棄せざるを得ない事態に陥ってしまう。また、金属酸化物蒸着層積層面が完全に剥離した不良品は、熱水処理後に目視検査を実施して廃棄することも可能だが、殆んどの包装体は、金属酸化物蒸着層積層面の剥離を外観からは容易に判断することができず、製品が流通して暫く経過した後、内容物の酸化劣化等によって不良品の流出が判明する事故も生じる等、透明蒸着フィルムを積層したジッパー付き袋体の熱水処理製品は、大きな問題を内包している。
従って、熱水処理用ジッパー付き袋体は、優れた酸素バリア性及び水蒸気バリア性で保存性がよく、ボイル、レトルト、水蒸気滅菌等の熱水処理を行え、かつ、使用時には開封しても容易に再嵌合できることが求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−285518号公報
【特許文献2】特開2006−182408号公報
【特許文献3】特開平7−246670号公報
【特許文献4】特開2005−1683号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
(従来技術)従来、袋体の内部空間を、ジッパーに近接して設けられた容易に剥離可能な隔壁により、上下に流体密に区画され、該区画された下の空間に液体が収容されてなる液体収容バッグ等の考案が知られている(例えば、特許文献1参照。)。しかしながら、酸素バリア性に欠けるという欠点がある。
また、袋体の内容物収納側と開封側とを断面V字状のジッパーを用いて、液密に遮断した袋体が、液体包装袋用として大量に流通するものが知られている(例えば、特許文献2参照。)。しかしながら、水分が全く存在しない副室ではレトルト殺菌などの熱水処理を行えないという問題点がある。
さらに、ジッパーの形状の如何に係らず、袋体周縁端部のヒートシール部で前記嵌合部の隙間を塞がないと、袋体を密封できないが、ジッパーの厚みは袋体を構成するフィルムと比較して非常に厚いので、通常のヒートシールでは密封できないため、製袋機では、ポイントシールと称する、袋体周縁ヒートシール部とジッパーが交差する部分のみに高い圧力を加えてヒートシールすることによって嵌合部を潰し、袋体を密封する手段が用いられている。ジッパーのポイントシールの方法として、ポイントシール時に変形し易い袋体内ジッパー嵌合部両端の密閉性を向上させるための考案が知られている(例えば、特許文献3参照。)。しかしながら、透明蒸着フィルムの金属酸化物蒸着層は、薄く、硬いため、 特に透明蒸着フィルムを積層した袋体にジッパーを装着してポイントシールの高温高圧で扁平に潰すとフィルムが軟化し伸びたり、伸び難い金属酸化物蒸着層にはひび割れが生じ、部分的に剥離したり、バリア性を失う問題点がある。
さらにまた、袋体周縁ヒートシール部の一部分に設けた未シール部にノッチを入れることによって、ノッチの角で皮膚を傷つけることを防止する考案が知られている(例えば、特許文献4参照。)。しかしながら、使用時には開封しても容易に再嵌合できないという問題点がある。
【0006】
そこで、本発明は上記のような問題点を解消するために、本発明者らは鋭意研究を進め、本発明の完成に至ったものである。その目的は、優れた酸素バリア性及び水蒸気バリア性で保存性がよく、ボイル、レトルト、水蒸気滅菌等の熱水処理を行え、かつ、使用時には開封しても容易に再嵌合することのできる熱水処理用ジッパー付き袋体を提供することである。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の請求項1の発明に係わる熱水処理用ジッパー付き袋体は、少なくとも金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用いて、該積層フィルムのヒートシール性フィルム面同士を対向させてヒートシールで両側に横部ヒートシール部及び上部に上部ヒートシール部を形成し、前記両側の横部ヒートシール部にジッパーテープベースと開閉自在な嵌合部を有するジッパーをヒートシールで挟持させ、前記ジッパーテープベースは相対する積層フィルムのヒートシール性フィルム面とヒートシールでジッパーヒートシール部を形成し、かつ、前記ジッパーの開閉自在な嵌合部によって内部が区画されてなる熱水処理用ジッパー付き袋体であって、両側の前記ジッパーの端部と前記横部ヒートシール部の端部とがそれぞれ一致し、前記ジッパーを挟持する両側の横部ヒートシール部の端部近傍を除いて、前記嵌合部を潰してヒートシールするポイントシールを施してなることを特徴とする熱水処理用ジッパー付き袋体である。
請求項2の発明に係わる熱水処理用ジッパー付き袋体は、前記上部ヒートシール部を開口部とし、底部を自立性を付与する形状にシールパターンでヒートシールされてなる自立袋であることを特徴とする請求項1に記載の熱水処理用ジッパー付き袋体である。
請求項3の発明に係わる熱水処理用ジッパー付き袋体は、前記上部ヒートシール部と前記ジッパーとの間、又は、内容物充填後に前記上部ヒートシール部となる上部ヒートシール予定部と前記ジッパーとの間の横部ヒートシール部の少なくとも片側に開封用のノッチが設けられてなることを特徴とする請求項1〜2のいずれか1項に記載の熱水処理用ジッパー付き袋体である。
請求項4の発明に係わる熱水処理ジッパー付き包装体は、請求項1〜3のいずれか1項に記載の熱水処理用ジッパー付き袋体に内容物を充填し、水又は水蒸気による加熱処理をしてなることを特徴とする熱水処理ジッパー付き包装体である。
【発明の効果】
【0008】
本願発明の熱水処理用ジッパー付き袋体の積層フィルムは、袋体の周縁ヒートシール部の両側の横部ヒートシール部の端部近傍を除いて、前記嵌合部を潰してヒートシールするポイントシールを施してある。即ち、横部ヒートシール部の端部近傍にはジッパー用ポイントシールが施されていないので、ジッパー装着部の透明蒸着フィルムの端部に過大なストレスが与えられることが無く、従って熱水処理中の、ポイントシールに起因する剥離事故を防止できる。よって、請求項1〜2の本発明によれば、ボイル、レトルト、水蒸気滅菌等の熱水処理により長期保存性がよく、また、優れた酸素バリア性及び水蒸気バリア性により栄養や風味が保たれる効果も奏する。請求項3の本発明によれば、請求項1の効果に加えて、使用時には容易に開封でき、しても再嵌合できる効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本願発明の1実施例を示す熱水処理用ジッパー付き袋体の平面図である。
【図2】図1のジッパー嵌合部の一例を示す断面図である。
【図3】本願発明のジッパー付き袋体の製袋工程を示す説明図である。
【図4】図3の製袋工程での切断前のポイントシール部の要部の平面図である。
【図5】本願発明のジッパー付き袋体のポイントシール部の要部の平面図である。
【図6】従来のジッパー付き袋体の製袋工程での切断前のポイントシール部の要部の平面図である。
【図7】本願発明の1実施例を示す熱水処理用ジッパー付き袋体の平面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら、詳細に説明する。なお、本明細書では、熱水処理用ジッパー付き袋体のジッパー側を上部、反対側を底部と呼称する。
【0011】
(熱水処理用ジッパー付き袋体)本願発明の熱水処理用ジッパー付き袋体1は、図1に示したように、少なくとも金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用いて、該積層フィルムのヒートシール性フィルム面同士を対向させてヒートシールで両側に横部ヒートシール部6及び上部に上部ヒートシール部5を形成し、前記両側の横部ヒートシール部6にジッパーテープベース11と開閉自在な嵌合部9を有するジッパーをヒートシールで挟持させ、前記ジッパーテープベース11は相対する積層フィルムのヒートシール性フィルム面とヒートシールでジッパーヒートシール部8を形成し、かつ、前記ジッパー2の開閉自在な嵌合部9によって内部が区画されてなる熱水処理用ジッパー付き袋体1であって、両側の前記ジッパー2の端部と前記横部ヒートシール部6の端部とがそれぞれ一致し、前記ジッパーを挟持する両側の横部ヒートシール部6の端部近傍を除いて、前記嵌合部9を潰してヒートシールするポイントシールであるポイントシール部4がある。
【0012】
従来のジッパー付き袋体は、図6に示すように、開口部を除いた周縁端部にヒートシールを施した袋体であるが、ジッパーは両側の横部ヒートシール部で挟み込んであり、両側の横部ヒートシール部6の全面に嵌合部9を潰してヒートシールするポイントシールが施されている。これに対して、本願発明の熱水処理用ジッパー付き袋体1では、ジッパー2を挟持する両側の横部ヒートシール部6の端部近傍を除いてポイントシール部4が形成されている。
【0013】
(自立袋体)一般的に、ジッパー2は閉じた状態で製袋されるため、袋体の開口部は底部ヒートシール部とするのことが多い。しかしながら、図7に示すように、上部ヒートシール部5を開口部とし、底部をヒートシールして自立袋の形態としてもよい。自立袋とは底部に自立性を付与する形状にシールパターンでヒートシールすればよく、底部を前後2面の積層フィルムの下部の間に、底面フィルムを内側に折り返して挿入し、周縁部をヒートシールしてなるガセット型、又は船底型を有する形式とし、所謂、当業者がガセットやスタンドパックと呼ぶ底型とする。
【0014】
また、自立袋の形態の場合には、内容物を充填する包装機で底部ヒートシールを施すのが困難な場合にはジッパーを閉じた状態で製袋した後、製袋機上でジッパーを開くか、人間の手でジッパーを開くか、または、包装機でジッパーを開くかして、袋体のジッパー取り付け側から内容物を充填してもよい。内容物を充填した後に上部ヒートシール部をヒートシールして密封せればよい。
【0015】
また、ジッパー付き袋にガス滅菌、または、水蒸気滅菌を施す場合には、ジッパー近傍の滅菌を確実に行うため、ジッパーを開いた状態で滅菌を施すが、γ線滅菌、または、電子線滅菌を施す場合はジッパーを閉じた状態でも構わない。本発明に係るジッパー付き袋体の場合も、用途に応じてジッパーが開いた状態で製造してもよい。
【0016】
(ノッチ)なお、本願発明の熱水処理用ジッパー付き袋体1では、ジッパー2と上部ヒートシール部5の間の横部ヒートシール部6の外側にノッチを入れて、容易に手で袋体を開封できるようにしてもよい。又、図7に示す自立袋形状の熱水処理用ジッパー付き袋体1では、内容物充填後に前記上部ヒートシール部5となる上部ヒートシール予定部と前記ジッパー2との間の横部ヒートシール部6の少なくとも片側に開封用のノッチが設けてもよく、袋体を手で容易にの開封できる。
【0017】
(ジッパー)図2はジッパー嵌合部9の一例を示す概略断面図で、矢印型の凸部と、断面C字状の凹部が嵌合している。一般的にジッパーの嵌合部9は凸部と凹部の形状を工夫することによって開口側からの開口強度を弱く、内容物側からの開口強度を強くしてあり、使用者が開けやすく、かつ、流通時に内容物側からの圧力でジッパーが開くことによって嵌合部9に内容物が入り込み、使用者が再封しにくくなることを防いでいる。凸部と凹部の形状には、凸部を半球状として密封性を高めたり、矢印先端の引っ掛かりを片側のみにしたもの等、色々な種類があって、用途により使い分けてもよい。また、Wジッパーと称する、より密閉性を高めるために嵌合部9を2列にしたもの、開口側のジッパーテープベース11下端を閉じて断面V字形状としたもの、片側のジッパーテープベース11の幅を内容物側に伸ばした部分の表面に弱ヒートシール性樹脂を積層し、袋体内面のヒートシール面と弱ヒートシール部を設けることにより、嵌合部9に内容物が侵入しないようにしたもの等、色々な工夫がなされたジッパーが実用化されているが、本願発明のジッパー付き袋体において用いるジッパーは、熱可塑性樹脂からなるものであればいずれも適用可能である。
【0018】
(積層フィルム)本願発明のジッパー付き袋体1を構成する積層フィルムは、少なくとも、金属酸化物の蒸着層が形成された透明蒸着フィルムと、ヒートシール性フィルムとを積層した積層フィルムからなり、必要に応じて補強層、バリア性層等を積層フィルムの表面や中間層に設けることができる。金属酸化物の蒸着層が形成されたフィルムとしては、酸化珪素、酸化アルミニウム、酸化インジウム、酸化錫、酸化ジルコニウム等の金属酸化物の蒸着層が形成された、二軸延伸ポリエチレンテレフタレイトフィルム、二軸延伸ポリアミドフィルム、二軸延伸ポリプロピレンフィルム等を用いることができ、特に、酸化珪素、または、酸化アルミニウムの蒸着層を形成した、二軸延伸フィルムが、入手し易さの点で好適に用いることができる。これらの金属酸化物蒸着フィルムは、必要に応じて、蒸着面に接着性、バリア性、物理的強度等を向上させるための各種コーティングを施したり、非蒸着面にコロナ放電処理やプラズマ処理を施したり、易接着性樹脂、バリア性樹脂等のコーティングを施すことができる。
【0019】
(ヒートシール性フィルム)ヒートシール性フィルムとしては、熱によって軟化又は溶融し相互に融着し得るものであればよく、たとえば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、環状ポリオレフィン、エチレン−環状オレフィン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−メタクリル酸共重合体、エチレン−プロピレン共重合体等の樹脂の一種ないしそれ以上からなる樹脂ないしはこれらをフィルム化したシートを使用することができ、その厚さとしては、20〜200μmが適当である。
【0020】
これらのフィルムを積層する方法としては、複数層を押し出して共押し出しラミネートしても良いし、熱接着性樹脂を用いてTダイ押し出しラミネーション法によってラミネートしても良いし、また、2液硬化型のウレタン系接着剤を用いてドライラミネート法によってラミネートしてもよい。Tダイ押し出しラミネーション法の場合は必要に応じてアンカーコート剤を用いることができる。特に、内容物がレトルト殺菌する必要のある場合には、前記の2液硬化型のウレタン系接着剤を用いてドライラミネート法によってラミネートすることが望ましい。また、Tダイ押し出しラミネーション法の変形手段として、熱ラミネーション法を用いてもよく、ヒートシール性を有するフィルム同士の積層には、ヒートシールを施してラミネートしてもよい。
【0021】
(製袋)本願発明のジッパー付き袋体1は、図3に示す通り、従来のジッパー付き袋体の製袋方法と同様でよく、その製袋工程を説明する。まず、積層フィルムのヒートシール面同士を対向させ、重ね合わせて、連続的に供給される袋体本体を構成する積層フィルムのヒートシール面間に、連続的にジッパー2を供給し、積層フィルムのヒートシール面に、ジッパーシールによるジッパーヒートシール部8でジッパーテープベース11を固定した後、横部ヒートシール部6に位置する部分のジッパー2を潰してからヒートシールするポイントシールと呼ぶ方法で横部ヒートシール部6を施す。必要に応じてノッチ3孔や切込みを設け、余剰部を切り離してから1袋ずつに切断することにより製造される。特に図示しないが、2列同時に製袋することもできる。
【0022】
(ポイントシール)ポイントシールは、横部ヒートシール部6に位置するジッパー2の嵌合部9を、熱と圧力を加えて潰し、板状にすることによって嵌合部9からのシール抜けを防止し密封するために施すものである。熱板方式のポイントシールでは同じ箇所に、同じ形状で2回シールするのが一般的だが、場合によっては3回シールすることや、1回で済ませてもよい。周縁ヒートシール部は、熱板と受けゴム板の間にフィルムを挟み込み、フィルムの上側からと下側からの計2回ヒートシールを施すのが一般的だが、ポイントシールの場合は受けゴム板を使用するとシール圧力が不足してしまうため、フィルムの上下から同一形状の熱板でフィルムを挟み込んでヒートシールする。また、超音波シール装置でポイントシールを施してもうよく、超音波シール方式のポイントシールは1回で済ませることもできる。ポイントシールによるジッパーの潰しが不十分な場合、嵌合部からシール抜けするのみならず、横部ヒートシール部に位置するジッパーの厚みが厚くなってしまい、横ヒートシールを施す際に、積層フィルムとジッパーの境目のシール圧力が不足してシール抜けが生じてしまうことがあるため、ポイントシールは袋体の他のシール部分と比較してかなり高い圧力と温度を加えて実施する必要がある。
【0023】
(ポイントシールの形状)本願発明のジッパー付き袋体1ではポイントシール形状が異なり、ジッパー2を挟持する両側の横部ヒートシール部6の端部近傍を除いて、前記嵌合部9を潰してヒートシールするポイントシール部4を形成する。従来のジッパー付き袋体の製袋工程では、図6のように隣り合う2袋の横部ヒートシール部6の全面にわたってシールするが、本願発明のジッパー付き袋体1では、図3、4のように、ポイントシール形状が単なる長方形ではなく、下駄歯のように、隣り合う2袋の間に間隔を空けて小さな長方形を二つ並べた形状とすることによって、横部ヒートシール部6の端部近傍だけにポイントシールを施さないようにする。
【0024】
また、横部ヒートシール部6のポイントシール未実施部はジッパーを潰していないのでその部分だけ厚みが大きく、通常の、ヒートシール面が平面のシールバーで横部ヒートシール部6を施すと、ポイントシール未実施部にのみ高いシール圧が加わり、他の横部ヒートシール部6の圧力が不足してしまい、ヒートシール性樹脂の発泡やヒートシール強度の低下を招くのみならず、金属酸化物の蒸着層にもダメージを与える。従って本願発明では横シールバーの、ポイントシール未実施部に当たる部分を削って、ポイントシール未実施部には横部ヒートシール部6も同時に施さないようにしている点である。
【0025】
前記ポイントシール未シール部10の長さ、即ち下駄歯ヒートシールの間隔は、狭すぎると製袋工程の最後の断裁位置の見当が合わせ難くなってしまい、広すぎるとジッパーを潰した部分のヒートシール幅が狭くなって強度不足を招いてしまう。このために、裁断する前の2袋が連なった状態で、2mm以上、好ましくは3〜5mmで、かつ、ジッパー2取り付け箇所のそれそれの横部ヒートシール部6の幅の半分以下であることが望ましい。また、横シールバーの、当該ポイントシール未実施部に当たる部分を削る大きさは、当該ポイントシール未実施部のジッパー寸法と同じかそれ以上であれば良いが、ポイントシール未実施部のジッパー寸法の外側全周に1〜10mm程度、好ましくは1〜3mmの逃げを設けると、横ヒートシール位置が多少ずれても構わなくなって製袋が容易になり好ましい。
【0026】
本願発明のジッパー付き袋体1の形状としては、上記のように、連続する積層フィルムに連続的にジッパー2を供給しながら製袋する工程を経て製造される、四方シール袋、スタンドパック、底ガゼット袋等、横取り製袋品に適用できる。また、一定寸法に切断したジッパーを供給する必要がある縦取り製袋品においては、ジッパー2を潰した箇所の周縁ヒートシール部を製袋時にトリミングすることによって、周縁ヒートシール部の切断部に潰されたジッパーの切断端部が露出する場合に適用することができる。
【0027】
図4は本願発明のジッパー付き袋体1の1袋毎への切断する前のポイントシール部4の概略図である。(実際の製袋工程では横部ヒートシール部6が進行方向の最前面となるが、説明し易くするためポイントシール部4を最前面に表している。以下同様。)図4に示した通り、本願発明のジッパー付き袋体1のポイントシールを、横部ヒートシール部6が切断されて端部となる切断位置に施さない。また、横部ヒートシール部6の端部には全く潰されていないジッパー2が存在するため、通常の横ヒートシールのように、ジッパーが存在する部分の全面をヒートシールしてしまうと、潰れていないジッパーの部分がシールの圧力を受けてしまい、周辺部分のシール圧力が不足して、シール抜けやヒートシール性フィルムの発泡を生じさせてしまうため、横シールバーの、ジッパーを潰していない部分に当たる箇所を削る必要があり、シールバーを削った部分は積層フィルムと接触せず、未シールとなるので、結果的にポイントシール未実施部の周囲には横ヒートシール未実施部を形成する必要がある。尚、ヒートシール後の冷却バーについても、ジッパーを潰していない部分に当たる箇所を削ると良いが、通常の冷却バーはアルミブロックに冷却水を通す方式で、広めの幅のものを使用することにより共通部品化しており、付け替えが煩雑なため、ジッパー未シール部の突起が冷却工程に悪影響を与える場合は受けのゴム板を厚くしたり、受けのゴム板の硬度を下げて柔らかめのゴムを用いたりすることによって対応するとよい。
【0028】
図5は本願発明のジッパー付き袋体1のポイントシール部4の要部の拡大図である。このように、1袋となった横部ヒートシール部6のジッパー2の端部には、ポイントシールの高温と高圧が加えられていない。従って、本願発明のジッパー付き袋体1の横部ヒートシール部6においては、外観から判断できない金属酸化物蒸着層の剥離等は極めて少ない。また、両側の前記ジッパーの端部と前記袋体の横部ヒートシール部6の端部とが一致するようにする。
【0029】
本願発明のジッパー付き袋体1に内容物を充填した包装体に、水、または、水蒸気を熱媒体とする、ボイル、レトルト、水蒸気滅菌等の加熱処理を施して得られた熱水処理ジッパー付き包装体は、金属酸化物蒸着面からのフィルム剥離は殆んど発生しない。また、流通の途中や、在庫品、または、店頭において、知らぬ間に内容物が酸化劣化したり、湿気てしまったりする可能性も非常に低くなる。
【0030】
(フィルム)このような特徴は、本願発明のジッパー付き袋体1に用いる積層フィルムにおいて、金属酸化物蒸着層を形成した透明蒸着フィルムの基材フィルムとして、二軸延伸ポリアミドフィルム、二軸延伸ポリプロピレンフィルム等の熱収縮し易いフィルムを用いた場合、および、透明蒸着フィルムの金属酸化物蒸着面に、二軸延伸ポリアミドフィルム、二軸延伸ポリプロピレンフィルム等の熱収縮し易いフィルム、または、未延伸ポリアミドフィルム、ヒートシール性フィルム等の熱変形し易いフィルムが貼り合わされている場合に顕著な効果が得られる。
【0031】
また、ポイントシール未シール部10の横部ヒートシール部6の長さ方向の幅が広すぎると、横ヒートシール未シール部10の幅も広くなり、熱水処理中に横ヒートシール未シール部10に入り込んだ水が抜け難く、電圧印加方式等、ピンホール検査装置の種類によってはピンホールが無くとも、有りと検出されてしまったり、最悪の場合、残った水の中で微生物が繁殖してしまう可能性がある。しかし、ポイントシール未シール部10の幅が狭過ぎると、製袋機における切断位置の許容範囲が狭くなってしまうので、ポイントシール未シール部10の幅は、切断前の、袋同士が隣り合った状態で1〜15mm程度、好ましくは2〜10mm(片側1mm〜5mm)の範囲が好ましい。但し、袋体の横部ヒートシール部6幅にによっては上限を低く抑える必要があり、この場合には袋体の横部ヒートシール部6の幅の半分以下が好ましい。
【0032】
また、横部ヒートシール部6の幅は、縦方向、横方向共に、ポイントシール未シール部10の幅より広くする必要があるが、ポイントシール未シール部10の幅ぎりぎりに設計してしまうと、製袋機において、ポイントシール未シール部10に対する横部ヒートシール部6の見当合わせが困難になり好ましくない。しかし、広く取り過ぎても、前記の水が残る問題が発生するため、縦方向、横方向ともにポイントシール未シール部の1mm〜3mm外側にすると良い。
【0033】
(従来)図6は従来のジッパー付き袋体の製袋工程での切断前のポイントシール部の要部の平面図である。このような全面がポイントシールされたジッパー付き袋体では、積層フィルムを個性する透明蒸着フィルムの金属酸化物蒸着層は、薄く、硬いため、ポイントシール時に、立体構造を有するジッパーを高温高圧で扁平に潰すことによって基材となるフィルムが軟化し、伸びてしまうと、伸び難い金属酸化物蒸着層には数多くのひび割れが生じたり、部分的に剥離したりしてしまう。しかしながら、ひび割れや剥離は透明なので外観からは判断することができない。さらにこの状態で、レトルト、水蒸気滅菌等の熱水処理を行う場合には、金属酸化物蒸着層のひび割れ部や部分剥離部から熱水が浸透し、更に、加熱によるフィルムの収縮が生じ、積層面が剥離したり、バリア性が低下したりする。しかしながら、外観からは容易に判断できず、製品が流通した後に、不良品の流出事故が生じる等の大きな問題を内包している。
【実施例】
【0034】
以下、実施例及び比較例により、本発明を更に詳細に説明するが、これに限定されるものではない。
【0035】
(積層フィルムの製造)まず、積層フィルムAからDを製造する。
(積層フィルムA)金属酸化物蒸着フィルムとして、厚み12μm、幅760mmの酸化珪素蒸着二軸延伸PETフィルム(製品名「IB−PET−RB」、大日本印刷株式会社製)を選定し、グラビア印刷機で、蒸着面表面のコーテイング面に、図柄、および、文字を印刷した。前記の印刷済み酸化珪素蒸着二軸延伸PETフィルムの印刷面に、2液硬化型ウレタン系接着剤を塗布し、厚み15μm、幅760mmの二軸延伸PAフィルム(製品名「ボニールW」、興人株式会社製)を貼り合わせた後、前記PAフィルム面に、2液硬化型ウレタン系接着剤を塗布し、ヒートシール性フィルムとして、厚み60μm、幅760mmの未延伸PPフィルム(製品名「P1147」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムAを得た。
【0036】
(積層フィルムB)また、金属酸化物蒸着フィルムとして、厚み12μm、幅760mmの酸化珪素蒸着二軸延伸PETフィルム(製品名「IB−PET−RB」、大日本印刷株式会社製)を選定し、グラビア印刷機で、蒸着面表面のコーテイング面に、図柄、および、文字を印刷した。前記の印刷済み酸化珪素蒸着二軸延伸PETフィルムの印刷面に、2液硬化型ウレタン系接着剤を塗布し、ヒートシール性フィルムとして、厚み60μm、幅760mmの未延伸PPフィルム(製品名「P1147」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムBを得た。
【0037】
(積層フィルムC)また、金属酸化物蒸着フィルムとして、厚み12μm、幅760mmの酸化アルミ蒸着二軸延伸PETフィルム(製品名「1011HG」、東レフィルム加工株式会社製)を選定し、厚み15μm、幅760mmの二軸延伸PAフィルム(製品名「ボニールW」、興人株式会社製)の片面に、2液硬化型ウレタン系接着剤を塗布し、前記酸化アルミ蒸着二軸延伸PETフィルムの蒸着面と貼り合わせた後、グラビア印刷機で、前記貼り合わせフィルムのPAフィルム面に、図柄、および、文字を印刷した。前記の印刷済み貼り合わせフィルムの印刷面に、2液硬化型ウレタン系接着剤を塗布し、ヒートシール性フィルムとして、厚み60μm、幅760mmの未延伸PPフィルム(製品名「P1147」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムCを得た。
【0038】
(積層フィルムD)また、金属酸化物蒸着フィルムとして、厚み15μm、幅760mmの酸化珪素蒸着二軸延伸PAフィルム(製品名「IB−ON−FRC」、大日本印刷株式会社製)を選定し、グラビア印刷機で、蒸着面表面のコーテイング面に、図柄、および、文字を印刷した。前記の印刷済み酸化珪素蒸着二軸延伸PAフィルムの印刷面に、2液硬化型ウレタン系アンカーコート剤を塗布し、溶融PE樹脂の押し出しラミネートにより、ヒートシール性フィルムとして、厚み60μm、幅780mmのPEフィルム(製品名「L4102」、東洋紡績株式会社製)を貼り合わせた後、370mm幅にスリットし、積層フィルムDを得た。
【0039】
(製袋機用シールバーの製造)次に、製袋機用ポイントシールバーを製造する。通常のポイントシール用熱板の中央部を縦方向に幅5mm、深さ3mmに削った本発明に係るポイントシールバーを、上下1組×2回シール分、の合計4個製造した。また、ジッパーが当たる位置に、幅9mm、長さ17mm、深さ3mmのカプセル型の削り込みを1箇所設けた、幅20mmの横シールバーを製造した。
【0040】
(実施例1〜4)(袋体の製造)前記積層フィルムA〜Dを、前記の本発明に係るシールバーをセットしたジッパー付き袋体製袋機に掛け、幅(ジッパー長さ)100mm、長さ170mm、ヒートシール幅10mm、ジッパー部上側未シール幅25mmの、ジッパー部上側未シール部中央の横部ヒートシール部両側に深さ3mm、幅1mmのノッチを設けた、ジッパー切断端部約2mmが未シール状態の、本発明に係る実施例1〜4のジッパー付き三方シール袋体4種類を製造した。尚、積層フィルムA〜CにはPP樹脂製ジッパー(製品名「PP−13」、シーアイ化成株式会社製)を、積層フィルムDには直鎖状低密度PE樹脂製ジッパー(製品名「LL−13」、シーアイ化成株式会社製)を取り付けた。
【0041】
(実施例5)(袋体の製造)前記積層フィルムDと、底材として積層フィルムDを70mm幅にスリットしたフィルムとを、前記の本発明に係るシールバーをセットしたジッパー付きスタディイングパウチ袋体製袋機に掛け、幅(ジッパー長さ)100mm、長さ170mm、底材折り込み幅29mm、ヒートシール幅5mm、ジッパー部上側未シール幅25mmの、ジッパー部上側未シール部上端から20mmの横部ヒートシール部両側に深さ3mm、幅1mmのノッチを設けた、ジッパー切断端部約2mmが未シール状態の、実施例5のジッパー付きスタンディングパウチを製造した。尚、直鎖状低密度ポリエチレン樹脂製ジッパー(製品名「LL−13」、シーアイ化成株式会社製)を取り付けた。
【0042】
(比較例1〜4)前記実施例で使用したのと同じ積層フィルムA〜D、ジッパー、製袋機を用い、ポイントシールバーと幅20mmの横シールバーは、削り部の無い、通常の全ベタシールバーを用いた点のみ異なる製袋を実施し、幅(ジッパー長さ)100mm、長さ170mm、ヒートシール幅10mm、ジッパー部上側未シール幅25mmの、ジッパー部上側未シール部中央の横部ヒートシール部両側に深さ3mm、幅1mmのノッチを設け、横部ヒートシール部のジッパーを全部潰した、ジッパー切断端部に未シール部が無い、比較例1〜4のジッパー付き三方シール袋体4種類を製造した。
【0043】
(実施例6〜10)(包装体の製造)前記実施例1〜5、および、比較例1〜4で製造した袋体8種類に水100mlを充填し、ヒートシール幅5mmのインパルスシーラーで天又は底部ヒートシールを施した包装体を、1種類につき100個ずつ製造した。
【0044】
(熱水処理の実施)前記包装体のうち、積層フィルムA〜Cを用いて製造した、実施例1〜3、および、比較例1〜3の袋体6種類からなる包装体に、熱水インジェクション式レトルト殺菌釜を用いて121℃×40分の熱水処理を施した後、冷却水で15分間冷却した。また、積層フィルムDを用いて製造した、実施例4、5、および、比較例4の袋体2種類からなる包装体は、蒸気加熱式ステンレス製ダブルジャケット釜で95℃×30分のボイル処理を実施した後、20℃の水で20分間冷却した。
【0045】
(評価方法)熱水処理した包装体袋のジッパー切断端部に、赤色浸透液(製品名「エージレスシールチェック」、三菱ガス化学株式会社製)を滲みこませた綿棒で塗布して、目視による外観検査を行い、赤色浸透液の浸み込みを積層フィルムの層間剥離として評価した。実施例1〜5、比較例1〜4の各々包装体100袋を外観検査し、積層フィルムが剥離した袋体の袋数を表1に示す。
【0046】
【表1】
【0047】
(評価結果)表1に示した通り、実施例1〜5はフィルム剥離が皆無であったが、比較例1〜4の袋体では、積層フィルムA〜Dの全てにおいて染色液がジッパー切断端部のラミネート層間に滲み込む袋体が発生しており、一見してジッパー切断端部でフィルム剥離が生じているサンプルもあった。
【産業上の利用可能性】
【0048】
(産業上の利用可能性)本発明の熱水処理用ジッパー付き袋体の主なる用途としては、密封した包装体をレトルト処理、ボイル処理や水蒸気滅菌等の熱水処理することでできる食品、医薬品、化粧品、医療器具等である。しかしながら、熱水処理することができ、保存性を必要とする用途であれば、特に限定されるものではない。
【符号の説明】
【0049】
1:熱水処理用ジッパー付き袋体
2:ジッパー
3:ノッチ
4:ポイントシール部
5:上部ヒートシール部
6:横部ヒートシール部
7:切断位置
8:ジッパーヒートシール部
9:嵌合部
10:未シール部
11:ジッパーテープベース
12:底部ヒートシール部
【特許請求の範囲】
【請求項1】
少なくとも金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用いて、
該積層フィルムのヒートシール性フィルム面同士を対向させてヒートシールで両側に横部ヒートシール部及び上部に上部ヒートシール部を形成し、
前記両側の横部ヒートシール部にジッパーテープベースと開閉自在な嵌合部を有するジッパーをヒートシールで挟持させ、
前記ジッパーテープベースは相対する積層フィルムのヒートシール性フィルム面とヒートシールでジッパーヒートシール部を形成し、かつ、前記ジッパーの開閉自在な嵌合部によって内部が区画されてなる熱水処理用ジッパー付き袋体であって、
両側の前記ジッパーの端部と前記横部ヒートシール部の端部とがそれぞれ一致し、
前記ジッパーを挟持する両側の横部ヒートシール部の端部近傍を除いて、前記嵌合部を潰してヒートシールするポイントシールを施してなることを特徴とする熱水処理用ジッパー付き袋体。
【請求項2】
前記上部ヒートシール部を開口部とし、底部を自立性を付与する形状にシールパターンでヒートシールされてなる自立袋であることを特徴とする請求項1に記載の熱水処理用ジッパー付き袋体。
【請求項3】
前記上部ヒートシール部と前記ジッパーとの間、又は、内容物充填後に前記上部ヒートシール部となる上部ヒートシール予定部と前記ジッパーとの間の横部ヒートシール部の少なくとも片側に開封用のノッチが設けられてなることを特徴とする請求項1〜2のいずれか1項に記載の熱水処理用ジッパー付き袋体。
【請求項4】
請求項1〜3のいずれか1項に記載の熱水処理用ジッパー付き袋体に内容物を充填し、水又は水蒸気による加熱処理をしてなることを特徴とする熱水処理ジッパー付き包装体。
【請求項1】
少なくとも金属酸化物を蒸着した透明蒸着フィルム及びヒートシール性フィルムとから構成された積層フィルムを用いて、
該積層フィルムのヒートシール性フィルム面同士を対向させてヒートシールで両側に横部ヒートシール部及び上部に上部ヒートシール部を形成し、
前記両側の横部ヒートシール部にジッパーテープベースと開閉自在な嵌合部を有するジッパーをヒートシールで挟持させ、
前記ジッパーテープベースは相対する積層フィルムのヒートシール性フィルム面とヒートシールでジッパーヒートシール部を形成し、かつ、前記ジッパーの開閉自在な嵌合部によって内部が区画されてなる熱水処理用ジッパー付き袋体であって、
両側の前記ジッパーの端部と前記横部ヒートシール部の端部とがそれぞれ一致し、
前記ジッパーを挟持する両側の横部ヒートシール部の端部近傍を除いて、前記嵌合部を潰してヒートシールするポイントシールを施してなることを特徴とする熱水処理用ジッパー付き袋体。
【請求項2】
前記上部ヒートシール部を開口部とし、底部を自立性を付与する形状にシールパターンでヒートシールされてなる自立袋であることを特徴とする請求項1に記載の熱水処理用ジッパー付き袋体。
【請求項3】
前記上部ヒートシール部と前記ジッパーとの間、又は、内容物充填後に前記上部ヒートシール部となる上部ヒートシール予定部と前記ジッパーとの間の横部ヒートシール部の少なくとも片側に開封用のノッチが設けられてなることを特徴とする請求項1〜2のいずれか1項に記載の熱水処理用ジッパー付き袋体。
【請求項4】
請求項1〜3のいずれか1項に記載の熱水処理用ジッパー付き袋体に内容物を充填し、水又は水蒸気による加熱処理をしてなることを特徴とする熱水処理ジッパー付き包装体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−240740(P2012−240740A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−115541(P2011−115541)
【出願日】平成23年5月24日(2011.5.24)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月24日(2011.5.24)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]