
熱硬化型接着シート及び積層体
【課題】本発明の目的は、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れた熱硬化型接着シートを提供することにある。
【解決手段】本発明の熱硬化型接着シートは、熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有し、上記熱硬化型接着剤組成物は、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有し、上記熱硬化型接着剤層の厚さが1〜20μmであることを特徴とする。
【解決手段】本発明の熱硬化型接着シートは、熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有し、上記熱硬化型接着剤組成物は、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有し、上記熱硬化型接着剤層の厚さが1〜20μmであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱硬化型接着剤層を有する熱硬化型接着シートに関する。さらに詳細には、フレキシブル印刷回路基板等に好ましく用いることができる熱硬化型接着シートに関する。また、該熱硬化型接着シートとフレキシブル印刷回路基板を有する積層体に関する。
【背景技術】
【0002】
電子機器では、フレキシブル印刷回路基板(「FPC」と称する場合がある)が広く利用されている。このようなFPCでは、(1)ポリイミド製基材やポリアミド製基材等の耐熱基材に、銅箔やアルミニウム箔等の導電性金属箔を接着積層して、FPCを作製する過程や、(2)FPCをアルミニウム板、ステンレス板、ポリイミド板等の補強板に接着する過程などで、接着剤が使用される。
【0003】
このようなFPCの接着の際に用いられる接着剤としては、フェノール樹脂やエポキシ樹脂などの熱硬化性樹脂を含む熱硬化型接着剤が知られている。これら熱硬化型接着剤は、例えば、150℃以上の加熱により、接着剤に含まれる熱硬化性樹脂が硬化することで接着力を発揮する。
【0004】
上記熱硬化型接着剤を用いて被着体(FPC等)を接着して作製した積層体を、リフロー工程等の高温工程で処理する際には、接着剤や被着体に含まれる水分等が蒸発することにより、接着剤の発泡(膨れ)や浮き剥がれが生じることがあった。これらの現象は、接着剤の硬化不足が原因でおこる場合が多く、十分に硬化させるためには硬化温度を上げ、硬化時間を増やさなければならないという問題があった。そこで、上記問題を解決し、硬化性に優れた熱硬化型接着剤層を有する熱硬化型接着シートとして、アクリル系ポリマーを主成分とし、さらにエーテル化フェノール樹脂を含有する熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有する熱硬化型接着シートが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2011/004710号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、近年、生産性向上の観点から、より一層硬化時間を短くすることが要求されてきている。そのため、硬化時間を短くした場合でも、優れた接着性、湿熱後耐熱性(高温高湿条件下で保存後、高温工程で処理した場合にも接着剤層の発泡や浮き剥がれが生じにくい特性)を発揮できる接着シートが要求されてきている。
【0007】
また、近年では、FPCを利用した電子機器の小型化、薄型化に伴い、電子機器内の電子部品の集積度が増す傾向にあり、FPCが熱を持つことが多くなってきている。FPCにたまった熱を放熱させるために、FPCの接着の際に用いられる接着剤(接着シート)には熱伝導性が求められるようになってきている。
【0008】
従って、本発明の目的は、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ放熱性、即ち熱伝導性に優れた熱硬化型接着シートを提供することにある。
【課題を解決するための手段】
【0009】
そこで、上記問題を解決するために本発明者は鋭意検討した結果、特定の熱硬化型接着剤組成物から形成された特定の厚みの熱硬化型接着剤層を設けることで、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れた熱硬化型接着シートが得られることを見出し、本発明を完成した。
【0010】
すなわち、本発明は、熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有し、上記熱硬化型接着剤組成物は、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有し、上記熱硬化型接着剤層の厚さが1〜20μmであることを特徴とする熱硬化型接着シートを提供する。
【0011】
本発明の熱硬化型接着シートは、150℃、60分の条件下で硬化させた後の、上記熱硬化型接着剤層の全熱抵抗が2.0(cm2・K)/W以下であることが好ましい。
【0012】
上記アクリル系ポリマー(X)は、炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)を必須のモノマー成分として構成されたアクリル系ポリマーであることが好ましい。
【0013】
上記アクリル系ポリマー(X)は、さらに、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマーであることが好ましい。
【0014】
上記エーテル化フェノール樹脂(Y)の含有量が、上記アクリル系ポリマー(X)100重量部に対して、1〜40重量部であることが好ましい。
【0015】
本発明の熱硬化型接着シートは、熱硬化型接着剤層のみからなり、基材を有していないことが好ましい。
【0016】
本発明の熱硬化型接着シートは、フレキシブル印刷回路基板用熱硬化型接着シートであることが好ましい。
【0017】
また本発明は、フレキシブル印刷回路基板上に、上記熱硬化型接着シートを有する積層体を提供する。
【0018】
また本発明は、上記熱硬化型接着シートを熱硬化して得られた、熱硬化された熱硬化型接着シートを提供する。
【0019】
また本発明は、フレキシブル印刷回路基板上に、上記熱硬化された熱硬化型接着シートを有する積層体を提供する。
【発明の効果】
【0020】
本発明の熱硬化型接着シートは、上記構成上の特徴を有することにより、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れる。特に、本発明の熱硬化型接着シートを熱硬化して得られた、熱硬化された熱硬化型接着シートは、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れる。
【図面の簡単な説明】
【0021】
【図1】(a)は、実施例において全熱抵抗の測定を行う際に用いた装置の正面概略図、(b)は(a)に示す装置の側面概略図である。
【発明を実施するための形態】
【0022】
以下に、本発明の実施の形態を詳細に説明する。
【0023】
本発明の熱硬化型接着シートは、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有する熱硬化型接着剤組成物から形成された熱硬化型接着剤層を少なくとも有する。なお、本明細書においては、上記「アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有する熱硬化型接着剤組成物」を「本発明の熱硬化型接着剤組成物」と称する場合がある。また、上記「アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有する熱硬化型接着剤組成物から形成された熱硬化型接着剤層」(即ち、本発明の熱硬化型接着剤組成物から形成された熱硬化型接着剤層)を「本発明の熱硬化型接着剤層」と称する場合がある。
【0024】
本明細書において、「アクリル系ポリマー(X)を主成分として含有する」とは、本発明の熱硬化型接着剤組成物の全不揮発分(100重量%)中の、アクリル系ポリマー(X)の含有量が50重量%以上であることを意味する。
【0025】
また、「熱硬化型接着シート」には、「熱硬化型接着テープ」の意味も含むものとする。即ち、本発明の熱硬化型接着シートは、テープ状の形態を有する熱硬化型接着テープであってもよい。
【0026】
[本発明の熱硬化型接着剤組成物]
本発明の熱硬化型接着剤組成物は、アクリル系ポリマー(X)、及びエーテル化フェノール樹脂(Y)を、必須の成分として含有する。本発明の熱硬化型接着剤組成物は、アクリル系ポリマー(X)及びエーテル化フェノール樹脂(Y)の他に、溶剤(溶剤及び/又は分散媒)を含有していてもよく、添加剤を含有していてもよい。上記の各成分(アクリル系ポリマー(X)、エーテル化フェノール樹脂(Y)、溶剤や添加剤)は、それぞれ、単独で又は2種以上を組み合わせて使用できる。
【0027】
(アクリル系ポリマー(X))
上記アクリル系ポリマー(X)は、特に限定されないが、炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)を必須のモノマー成分として構成(又は形成)されたアクリル系ポリマーであることが好ましい。なお、本明細書においては、上記「炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)」を、「(メタ)アクリル酸C1-14アルキルエステル(a)」又は単に「(メタ)アクリル酸アルキルエステル(a)」と称する場合がある。また、「(メタ)アクリル」とは、「アクリル」及び/又は「メタクリル」(「アクリル」及び「メタクリル」のうち一方又は両方)を意味し、以下も同様である。
【0028】
上記アクリル系ポリマー(X)は、(メタ)アクリル酸C1-14アルキルエステル(a)、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマーであることがより好ましい。中でも、上記アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)中の、(メタ)アクリル酸C1-14アルキルエステル(a)の含有量が50〜75重量%、シアノ基含有モノマー(b)の含有量が20〜49.5重量%、カルボキシル基含有モノマー(c)の含有量が0.5〜10重量%であることが好ましい。なお、アクリル系ポリマー(X)を構成するモノマー成分としては、上記(メタ)アクリル酸C1-14アルキルエステル(a)、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)以外のモノマー成分(他のモノマー成分)が用いられてもよい。
【0029】
上記アクリル系ポリマー(X)は、ゴム弾性(エラストマー性)を発現するアクリル系ポリマー(アクリル系エラストマー)であることが好ましい。
【0030】
上記(メタ)アクリル酸C1-14アルキルエステル(a)としては、特に限定されないが、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸s−ブチル、(メタ)アクリル酸t−ブチル、(メタ)アクリル酸ペンチル、(メタ)アクリル酸イソペンチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸ヘプチル、(メタ)アクリル酸オクチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸イソオクチル、(メタ)アクリル酸ノニル、(メタ)アクリル酸イソノニル、(メタ)アクリル酸デシル、(メタ)アクリル酸イソデシル、(メタ)アクリル酸ウンデシル、(メタ)アクリル酸ドデシル、(メタ)アクリル酸トリデシル、(メタ)アクリル酸テトラデシルなどが挙げられる。中でも、炭素数が4〜12である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル((メタ)アクリル酸C4-12アルキルエステル)が好ましく、アクリル酸n−ブチルが特に好ましい。上記(メタ)アクリル酸C1-14アルキルエステル(a)は、単独で又は2種以上を組み合わせて使用できる。
【0031】
アクリル系ポリマー(X)を構成するモノマー成分中の、(メタ)アクリル酸C1-14アルキルエステル(a)の含有量(含有割合)は、アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)に対して、50重量%以上であり、好ましくは50〜75重量%、より好ましくは55〜75重量%、さらに好ましくは60〜72重量%である。
上記含有量が50重量%以上であることにより、アクリル系ポリマー(X)が比較的硬いポリマーとなり、本発明の熱硬化型接着剤層の強度(バルク強度)を向上させ、湿熱後耐熱性を向上させることができる。
【0032】
上記シアノ基含有モノマー(b)は、シアノ基を有するモノマーであり、特に限定されないが、例えば、アクリロニトリル、メタクリロニトリルなどが挙げられる。中でも、アクリロニトリルが好ましい。上記シアノ基含有モノマー(b)は、単独で又は2種以上を組み合わせて使用できる。
シアノ基含有モノマー(b)を用いることにより、本発明の熱硬化型接着剤層の強度(バルク強度)を向上させ、湿熱後耐熱性を向上させることができるため好ましい。また、本発明の熱硬化型接着剤層が脆くなることを防ぐことができるため好ましい。
【0033】
アクリル系ポリマー(X)を構成するモノマー成分中の、シアノ基含有モノマー(b)の含有量は、アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)に対して、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。
上記含有量が20重量%以上であることにより、本発明の熱硬化型接着シートの湿熱後耐熱性がより向上するため好ましい。一方、上記含有量が49.5重量%を超えると、熱硬化型接着剤層の柔軟性が低下する場合がある。
【0034】
上記カルボキシル基含有モノマー(c)は、カルボキシル基を有するモノマーであり、特に限定されないが、例えば、アクリル酸、メタクリル酸、イタコン酸、マレイン酸、フマル酸、クロトン酸などが挙げられる。また、これらのカルボキシル基含有モノマーの酸無水物(例えば、無水マレイン酸、無水イタコン酸などの酸無水物基含有モノマー)も、カルボキシル基含有モノマーに含まれるものとする。中でも、アクリル酸、メタクリル酸、イタコン酸が好ましく、特に好ましくはアクリル酸である。上記カルボキシル基含有モノマー(c)は、単独で又は2種以上を組み合わせて使用できる。カルボキシル基含有モノマー(c)を用いることにより、本発明の熱硬化型接着シートの湿熱後耐熱性及び接着力を向上させることができるため好ましい。
【0035】
アクリル系ポリマー(X)を構成するモノマー成分中の、カルボキシル基含有モノマー(c)の含有量は、アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)に対して、0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
上記含有量が0.5重量%以上であることにより、本発明の熱硬化型接着シートの湿熱後耐熱性及び接着力が向上するため好ましい。一方、上記含有量が10重量%を超えると、熱硬化型接着剤層の柔軟性が低下する場合がある。
【0036】
上記アクリル系ポリマー(X)を構成するモノマー成分としては、上記(メタ)アクリル酸C1-14アルキルエステル(a)、上記シアノ基含有モノマー(b)及び上記カルボキシル基含有モノマー(c)の他に、他のモノマー成分(共重合性モノマー)が用いられていてもよい。上記他のモノマー成分(共重合性モノマー)は、単独で又は2種以上を組み合わせて使用できる。上記他のモノマー成分(共重合性モノマー)としては、例えば、(メタ)アクリル酸ペンタデシル、(メタ)アクリル酸ヘキサデシル、(メタ)アクリル酸ヘプタデシル、(メタ)アクリル酸オクタデシル、(メタ)アクリル酸ノナデシル、(メタ)アクリル酸エイコシル等の炭素数が15〜20である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル((メタ)アクリル酸C15-20アルキルエステル);(メタ)アクリル酸シクロアルキルエステル[(メタ)アクリル酸シクロヘキシルなど]や(メタ)アクリル酸イソボルニル等の非芳香族性環含有(メタ)アクリル酸エステル;(メタ)アクリル酸アリールエステル[(メタ)アクリル酸フェニルなど]、(メタ)アクリル酸アリールオキシアルキルエステル[(メタ)アクリル酸フェノキシエチルなど]、(メタ)アクリル酸アリールアルキルエステル[(メタ)アクリル酸ベンジルエステルなど]等の芳香族性環含有(メタ)アクリル酸エステル;(メタ)アクリル酸グリシジル、(メタ)アクリル酸メチルグリシジル等のエポキシ基含有アクリル系モノマー;酢酸ビニル、プロピオン酸ビニル等のビニルエステル系モノマー;スチレン、α−メチルスチレン等のスチレン系モノマー;(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、(メタ)アクリル酸ヒドロキシブチル等のヒドロキシル基含有モノマー;(メタ)アクリル酸メトキシエチル、(メタ)アクリル酸エトキシエチル等の(メタ)アクリル酸アルコキシアルキル系モノマー;(メタ)アクリル酸アミノエチル、(メタ)アクリル酸N,N−ジメチルアミノエチル、(メタ)アクリル酸t−ブチルアミノエチル等の(メタ)アクリル酸アミノアルキル系モノマー;(メタ)アクリル酸アミド、N,N−ジメチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N−ヒドロキシ(メタ)アクリルアミド等の(N−置換)アミド系モノマー;エチレン、プロピレン、イソプレン、ブタジエン等のオレフィン系モノマー;メチルビニルエーテル等のビニルエーテル系モノマーなどが挙げられる。
【0037】
また、上記他のモノマー成分(共重合性モノマー)としては、ヘキサンジオールジ(メタ)アクリレート、ブタンジオールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、グリセリンジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ジビニルベンゼンなどの多官能モノマーを用いることもできる。
【0038】
言い換えると、アクリル系ポリマー(X)は、(メタ)アクリル酸C1-14アルキルエステル(a)に由来する構成単位、シアノ基含有モノマー(b)に由来する構成単位、及びカルボキシル基含有モノマー(c)に由来する構成単位を少なくとも含むアクリル系ポリマーであることが好ましい。各構成単位は、それぞれ、1種であってもよいし、2種以上であってもよい。アクリル系ポリマー(X)(100重量%)中の、(メタ)アクリル酸C1-14アルキルエステル(a)に由来する構成単位の含有量は、50重量%以上が好ましく、より好ましくは50〜75重量%、さらに好ましくは55〜75重量%、最も好ましくは60〜72重量%である。シアノ基含有モノマー(b)に由来する構成単位の含有量は、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。カルボキシル基含有モノマー(c)に由来する構成単位の含有量は0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
【0039】
上記アクリル系ポリマー(X)は、単独で又は2種以上を組み合わせて使用できる。上記アクリル系ポリマー(X)は、接着性と耐熱性を両立させるため、少なくとも2種のアクリル系ポリマー(X)を組み合わせて使用してもよく、少なくともアクリル系ポリマー(X1)、及びアクリル系ポリマー(X2)を組み合わせて用いてもよい。
【0040】
上記アクリル系ポリマー(X1)としては、例えば、炭素数が1〜3である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a1)(「(メタ)アクリル酸C1-3アルキルエステル(a1)」と称する場合がある。)を必須のモノマー成分として構成(又は形成)されたアクリル系ポリマーや、(メタ)アクリル酸C1-3アルキルエステル(a1)、シアノ基含有モノマー(b1)、及びカルボキシル基含有モノマー(c1)を必須のモノマー成分として構成されたアクリル系ポリマーが挙げられる。各構成単位は、それぞれ、1種であってもよいし、2種以上であってもよい。なお、アクリル系ポリマー(X1)を構成するモノマー成分としては、上記(メタ)アクリル酸C1-3アルキルエステル(a1)、シアノ基含有モノマー(b1)及びカルボキシル基含有モノマー(c1)以外のモノマー成分(他のモノマー成分)が用いられてもよい。
上記(メタ)アクリル酸C1-3アルキルエステル(a1)は、例えば、上述の(メタ)アクリル酸C1-14アルキルエステル(a)のうち炭素数が1〜3である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステルを用いることができる。上記シアノ基含有モノマー(b1)は、例えば、上述のシアノ基含有モノマー(b)から選ばれるシアノ基含有モノマーを用いることができる。上記カルボキシル基含有モノマー(c1)は、上述のカルボキシル基含有モノマー(c)から選ばれるカルボキシル基含有モノマーを用いることができる。
【0041】
上記アクリル系ポリマー(X1)を構成するモノマー成分全量(100重量%)中の、(メタ)アクリル酸C1-3アルキルエステル(a1)の含有量は、50重量%以上が好ましく、より好ましくは50〜75重量%、さらに好ましくは55〜75重量%、最も好ましくは60〜72重量%である。シアノ基含有モノマー(b1)の含有量は、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。カルボキシル基含有モノマー(c1)の含有量は、0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
【0042】
上記アクリル系ポリマー(X2)としては、例えば、炭素数が4〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a2)(「(メタ)アクリル酸C4-14アルキルエステル(a2)」と称する場合がある。)を必須のモノマー成分として構成(又は形成)されたアクリル系ポリマーや(メタ)アクリル酸C4-14アルキルエステル(a2)、シアノ基含有モノマー(b2)、及びカルボキシル基含有モノマー(c2)を必須のモノマー成分として構成されたアクリル系ポリマーが挙げられる。各構成単位は、それぞれ、1種であってもよいし、2種以上であってもよい。なお、アクリル系ポリマー(X2)を構成するモノマー成分としては、上記(メタ)アクリル酸C4-14アルキルエステル(a2)、シアノ基含有モノマー(b2)及びカルボキシル基含有モノマー(c2)以外のモノマー成分(他のモノマー成分)が用いられてもよい。
上記(メタ)アクリル酸C4-14アルキルエステル(a2)は、例えば、上述の(メタ)アクリル酸C1-14アルキルエステル(a)のうち炭素数が4〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステルを用いることができる。上記シアノ基含有モノマー(b2)は、例えば、上述のシアノ基含有モノマー(b)から選ばれるシアノ基含有モノマーを用いることができる。上記カルボキシル基含有モノマー(c2)は、上述のカルボキシル基含有モノマー(c)から選ばれるカルボキシル基含有モノマーを用いることができる。
【0043】
上記アクリル系ポリマー(X2)を構成するモノマー成分全量(100重量%)中の、(メタ)アクリル酸C4-14アルキルエステル(a2)の含有量は、50重量%以上が好ましく、より好ましくは50〜75重量%、さらに好ましくは55〜75重量%、最も好ましくは60〜72重量%である。シアノ基含有モノマー(b2)の含有量は、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。カルボキシル基含有モノマー(c2)の含有量は、0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
【0044】
上記アクリル系ポリマー(X)は、公知乃至慣用の重合方法(例えば、溶液重合方法、エマルション重合方法、懸濁重合方法、塊状重合方法や紫外線照射による重合方法など)により調製することができる。
【0045】
なお、アクリル系ポリマー(X)の重合に際して必要に応じて用いられる重合開始剤、乳化剤、連鎖移動剤などは、特に限定されず、公知乃至慣用のものの中から適宜選択して使用することができる。より具体的には、上記重合開始剤としては、例えば、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、1,1’−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2’−アゾビス(2,4,4−トリメチルペンタン)、ジメチル−2,2’−アゾビス(2−メチルプロピオネート)、2,2’−アゾビス{2−[1−(2−ヒドロキシエチル)−2−イミダゾリン−2−イル]プロパン}ジハイドロクロライド等のアゾ系重合開始剤;ベンゾイルパーオキサイド、t−ブチルハイドロパーオキサイド、ジ−t−ブチルパーオキサイド、t−ブチルパーオキシベンゾエート、ジクミルパーオキサイド、1,1−ビス(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロドデカン等の過酸化物系重合開始剤などが挙げられる。上記重合開始剤は、単独で又は2種以上を組み合わせて使用できる。上記重合開始剤の使用量は、特に限定されず、通常の使用量の範囲から適宜選択することができる。
【0046】
上記連鎖移動剤としては、例えば、1−ドデカンチオール、tert−ラウリルメルカプタン、sec−ラウリルメルカプタン、2−メルカプトエタノール、グリシジルメルカプタン、メルカプト酢酸、チオグリコール酸2−エチルヘキシル、2,3−ジメルカプト−1−プロパノール、α−メチルスチレンダイマーなどが挙げられる。上記乳化剤としては、ラウリル硫酸ナトリウム、ラウリル硫酸アンモニウム、ドデシルベンゼンスルホン酸ナトリウム、ポリオキシエチレンアルキルエーテル硫酸ナトリウム、ポリオキシエチレンアルキルフェニルエーテル硫酸アンモニウム、ポリオキシエチレンアルキルフェニルエーテル硫酸ナトリウムなどのアニオン系乳化剤;ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテルなどのノニオン系乳化剤などが挙げられる。上記連鎖移動剤及び上記乳化剤は、それぞれ、単独で又は2種以上を組み合わせて使用できる。
【0047】
なお、溶液重合では、各種の一般的な溶剤を用いることができる。上記溶剤としては、例えば、酢酸エチル、酢酸n−ブチル等のエステル類;トルエン、ベンゼン等の芳香族炭化水素類;n−ヘキサン、n−ヘプタン等の脂肪族炭化水素類;シクロヘキサン、メチルシクロヘキサン等の脂環式炭化水素類;メチルエチルケトン、メチルイソブチルケトン等のケトン類などの有機溶剤が挙げられる。上記溶剤は単独で又は2種以上を組み合わせて使用できる。
【0048】
上記アクリル系ポリマー(X)の重量平均分子量(Mw)は、特に限定されないが、本発明の熱硬化型接着剤組成物の塗工性を向上させ生産性を向上させる観点や、本発明の熱硬化型接着剤層の強度を向上させ湿熱後耐熱性を向上させる観点から、50万〜400万が好ましく、より好ましくは60万〜350万、さらに好ましくは80万〜320万である。
アクリル系ポリマー(X)の重量平均分子量は、重合開始剤や連鎖移動剤の種類やその使用量、重合の際の温度や時間の他、モノマー濃度、モノマー滴下速度などによりコントロールすることができる。
【0049】
上記重量平均分子量は、ゲルパーミエーションクロマトグラフ(GPC)により測定することができる。より具体的には、例えば、以下の<GPCの測定方法>で測定して求めることができる。
<GPCの測定方法>
(測定試料の調製)
測定対象であるアクリル系ポリマーを溶離液に溶解して、該アクリル系ポリマーの0.1%THF溶液を調製し、1日放置した後、0.45μmメンブレンフィルターにてろ過し、得られたろ液を測定試料として、下記測定条件でGPC測定を行う。
(測定条件)
GPC装置:HLC−8320GPC(東ソー株式会社製)
カラム:TSKgel GMH−H(S)(東ソー株式会社製)
カラムサイズ:7.8mmI.D.×300mm
カラム温度:40℃
溶離液:THF(テトラヒドロフラン)
流速:0.5ml/min
入口圧:4.6MPa
注入量:100μl
検出器:示差屈折計
標準試料:ポリスチレン
データ処理装置:GPC−8020(東ソー株式会社製)
【0050】
本発明の熱硬化型接着剤組成物中の、上記アクリル系ポリマー(X)の含有量(含有割合、配合割合)は、特に限定されないが、湿熱後耐熱性と接着力の両立の観点から、本発明の熱硬化性接着剤組成物の全不揮発分(100重量%)に対して、50重量%以上であり、70〜99重量%が好ましく、より好ましくは80〜95重量%、さらに好ましくは85〜95重量%である。
【0051】
上記アクリル系ポリマー(X)が、例えば、アクリル系ポリマー(X1)、及びアクリル系ポリマー(X2)を含む場合、本発明の熱硬化型接着剤組成物の全不揮発分(100重量%)中の、アクリル系ポリマー(X1)の含有量とアクリル系ポリマー(X2)の含有量の合計量(合計含有量)は、50重量%以上であり、70〜99重量%が好ましく、より好ましくは80〜95重量%、さらに好ましくは85〜95重量%である。
また、アクリル系ポリマー(X1)に対するアクリル系ポリマー(X2)の含有量(含有割合、配合割合)は、特に限定されないが、接着性と耐熱性を両立できる点から、アクリル系ポリマー(X1)100重量部に対して、1〜100重量部が好ましく、より好ましくは2〜45重量部、さらに好ましくは4〜25重量部、最も好ましくは5〜20重量部である。上記アクリル系ポリマー(X2)の含有量を1重量部以上とすることにより、本発明の熱硬化型接着シートの接着力が向上し、湿熱後耐熱性も向上するため好ましい。また、100重量部以下とすることにより、本発明の熱硬化型接着剤層の強度が向上し、本発明の熱硬化型接着シートの湿熱後耐熱性が向上するため好ましい。
【0052】
(エーテル化フェノール樹脂(Y))
上記エーテル化フェノール樹脂(Y)は、フェノール樹脂の有するメチロール基(フェノール樹脂中のメチロール基)の一部がエーテル化されているフェノール樹脂である。即ち、エーテル化されていないメチロール基及びエーテル化されたメチロール基を少なくとも有するフェノール樹脂である。エーテル化フェノール樹脂(Y)は、熱硬化性を付与するために用いられる。エーテル化フェノール樹脂(Y)は加熱硬化時の反応性に優れるため、エーテル化フェノール樹脂(Y)を用いると、本発明の熱硬化型接着剤層の接着力及び湿熱後耐熱性が向上し、本発明の熱硬化型接着シートを薄くすることができる。
【0053】
さらに、上記エーテル化フェノール樹脂(Y)は、フェノール樹脂の有するメチロール基の一部がアルキル基でエーテル化されているフェノール樹脂である、アルキルエーテル化フェノール樹脂が好ましい。上記アルキル基としては、例えば、メチル基、エチル基、プロピル基、イソプロピル基、n−ブチル基、イソブチル基、s−ブチル基、t−ブチル基、ペンチル基、イソペンチル基、ヘキシル基、ヘプチル基、オクチル基、2−エチルヘキシル基、イソオクチル基、ノニル基、イソノニル基、デシル基、イソデシル基、ウンデシル基、ドデシル基、トリデシル基、テトラデシル基、ペンタデシル基、ヘキサデシル基、ヘプタデシル基、オクタデシル基、ノナデシル基、エイコシル基などの炭素数が1〜20のアルキル基が挙げられる。中でも、メチル基、エチル基、n−ブチル基が好ましく、さらに好ましくはn−ブチル基である。
【0054】
上記エーテル化フェノール樹脂(Y)において、骨格となるフェノール樹脂は、特に限定されない。上記エーテル化フェノール樹脂(Y)としては、例えば、エーテル化ノボラック型フェノール樹脂、エーテル化レゾール型フェノール樹脂、エーテル化クレゾール樹脂などが挙げられる。中でも、エーテル化クレゾール樹脂が好ましく、より好ましくはブチルエーテル化クレゾール樹脂(メチロール基の一部がブチルエーテル化されたクレゾール樹脂)である。上記エーテル化フェノール樹脂(Y)は、単独で又は2種以上を組み合わせて使用できる。
【0055】
上記エーテル化フェノール樹脂(Y)における、エーテル化されたメチロール基の割合としては、例えば、エーテル化されたメチロール基とエーテル化されていないメチロール基の合計(100モル%)に対する、エーテル化されたメチロール基の割合が、50モル%以上(50モル%以上、100モル%未満)であることが好ましく、より好ましくは70モル%以上である。エーテル化されたメチロール基の割合が50モル%未満では、エーテル化フェノール樹脂の常温での反応が促進されたり、加熱硬化時の反応性が低下する場合がある。
【0056】
上記エーテル化フェノール樹脂(Y)としては、市販されているエーテル化フェノール樹脂を使用することもでき、例えば、商品名「スミライトレジンPR−55317」(住友ベークライト株式会社製、ブチルエーテル化クレゾール樹脂、エーテル化されたメチロール基の割合:90モル%)、商品名「CKS−3898」(昭和電工株式会社製、ブチルエーテル化クレゾール樹脂)などを使用することができる。
【0057】
本発明の熱硬化型接着剤組成物中の、上記エーテル化フェノール樹脂(Y)の含有量(含有割合、配合割合)は、アクリル系ポリマー(X)100重量部に対して、1〜40重量部が好ましく、より好ましくは5〜20重量部、さらに好ましくは10〜15重量部である。上記エーテル化フェノール樹脂(Y)の含有量1重量部以上とすることにより、本発明の熱硬化型接着剤層の熱硬化性が向上するため好ましい。また、40重量部以下とすることにより、高温プレス時に接着剤がはみ出さないため好ましい。
【0058】
(溶剤、添加剤)
本発明の熱硬化型接着剤組成物は、溶剤を含むことが好ましい。上記溶剤としては、例えば、酢酸エチル、酢酸n−ブチル等のエステル類;メタノール、エタノール、ブタノール、プロパノール、イソプロパノール等のアルコール類;トルエン、ベンゼン等の芳香族炭化水素類;n−ヘキサン、n−ヘプタン等の脂肪族炭化水素類;シクロヘキサン、メチルシクロヘキサン等の脂環式炭化水素類;メチルエチルケトン、メチルイソブチルケトン等のケトン類などの有機溶剤が挙げられる。上記溶剤は単独で又は2種以上を組み合わせて使用できる。なお、上記溶剤には分散媒の意味も含むものとする。
【0059】
本発明の熱硬化型接着剤組成物には、アクリル系ポリマー(X)、及びエーテル化フェノール樹脂(Y)以外に、必要に応じて、老化防止剤、充填剤(フィラー)、着色剤(顔料や染料など)、紫外線吸収剤、酸化防止剤、架橋剤、粘着付与剤、可塑剤、軟化剤、界面活性剤、帯電防止剤などの公知の添加剤が本発明の特性を損なわない範囲で含まれていてもよい。上記添加剤は単独で又は2種以上を組み合わせて使用できる。
【0060】
上記充填剤(フィラー)としては、特に限定されず、公知慣用の有機充填剤や無機充填剤を用いることができる。中でも、本発明の熱硬化型接着剤層の強度を向上させ、本発明の熱硬化型接着シートの湿熱後耐熱性をさらに向上させる観点から、シリカフィラー、銅フィラーが好ましい。上記充填剤は単独で又は2種以上を組み合わせて使用できる。
【0061】
上記シリカフィラーや上記銅フィラーの形状としては、特に限定されないが、例えば、球状、フィラメント状、フレーク状、樹枝状、不規則形状などが挙げられる。中でも、上記シリカフィラーや上記銅フィラーの形状は、本発明の熱硬化型接着剤層で均一に分散させる点から、球状であることが好ましい。
【0062】
上記シリカフィラーや上記銅フィラーの平均粒径は、特に限定されないが、0.005〜10μmが好ましく、より好ましくは0.05〜5μmである。上記平均粒径を0.005μm以上とすることにより、本発明の熱硬化型接着剤層の濡れ性及び接着力が向上するため好ましい。また、上記平均粒径を10μm以下とすることにより、本発明の熱硬化型接着剤層の強度が向上し、本発明の熱硬化型接着シートの湿熱後耐熱性が向上するため好ましい。なお、フィラーの平均粒径は、例えば、光度式の粒度分布計(装置名「LA−910」、株式会社堀場製作所製)により求めることができる。
【0063】
上記のシリカフィラーや上記銅フィラーには、表面処理が施されていてよい。
【0064】
本発明の熱硬化型接着剤組成物は、上記シリカフィラー及び上記銅フィラーのうち、少なくとも1のフィラーを含有することが好ましい。すなわち、本発明の熱硬化型接着剤組成物は、シリカフィラー及び銅フィラーの両方を含有していてもよいし、シリカフィラー及び銅フィラーのうち、どちらか一方のみを含有していてもよい。
【0065】
本発明の熱硬化型接着剤組成物中の、上記シリカフィラーの含有量と上記銅フィラーの含有量の合計量(合計含有量、合計含有割合、合計配合割合)は、特に限定されないが、アクリル系ポリマー(X)100重量部に対して、1〜150重量部が好ましく、より好ましくは5〜140重量部、さらに好ましくは10〜120重量部である。上記含有量を1重量部以上とすることにより、本発明の熱硬化型接着剤層の強度が向上し、本発明の熱硬化型接着シートの湿熱後耐熱性が向上する。また、上記含有量を150重量部以下とすることにより、本発明の熱硬化型接着剤層が、脆くなり、その強度が低下することを防ぐことができる。なお、本発明の熱硬化型接着剤組成物中にシリカフィラー又は銅フィラーのどちらか一方が含まれる場合、その含まれるシリカフィラー又は銅フィラーの含有量である。
【0066】
本発明の熱硬化型接着剤組成物は、例えば、(メタ)アクリル酸C1-14アルキルエステル(a)、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有することが好ましい。
【0067】
本発明の熱硬化型接着剤組成物は、例えば、アクリル系ポリマー(X)、エーテル化フェノール樹脂(Y)と、必要に応じて各種添加剤等を混合することにより調製することができる。なお、アクリル系ポリマー(X)、エーテル化フェノール樹脂(Y)は、溶剤に溶解させることにより溶液の状態として、又は分散媒に分散させることにより分散液の状態として、本発明の熱硬化型接着剤組成物の調製に用いることもできる。
【0068】
[本発明の熱硬化型接着剤層]
本発明の熱硬化型接着剤層は、本発明の熱硬化型接着剤組成物から形成された熱硬化型の接着剤層である。本発明の熱硬化型接着剤層は単層、複層のいずれの形態を有していてもよい。
【0069】
本発明の熱硬化型接着剤層の厚さは、1〜20μmであり、好ましくは5〜20μm、好ましくは8〜18μm、より好ましくは10〜15である。上記厚みが1μm以上であることにより、接着力が向上するため好ましい。一方、上記厚みが20μm以下であることにより、硬化時間が短い場合でも硬化後の熱硬化型接着剤層が、放熱性、接着性、湿熱後耐熱性に優れる。
【0070】
本発明の熱硬化型接着剤層は、特に限定されないが、150℃、60分の条件下で硬化させた後の全熱抵抗(定常熱流法により測定した全熱抵抗)が、2.0(cm2・K)/W以下であることが好ましく、0.01〜1.8(cm2・K)/Wがより好ましく、0.1〜1.6(cm2・K)/Wがさらに好ましく、0.3〜1.5(cm2・K)/Wが特に好ましい。すなわち、150℃、60分の条件下で硬化させた後の、全熱抵抗は2.0(cm2・K)/W以下であることが好ましく、0.01〜1.8(cm2・K)/Wがより好ましく、0.1〜1.6(cm2・K)/Wがさらに好ましく、0.3〜1.5(cm2・K)/Wが特に好ましい。上記全熱抵抗が、2.0(cm2・K)/W以下であることにより、硬化後の熱硬化型接着剤層が、放熱性(熱伝導性)に優れたものとなるため、本発明の熱硬化型接着シートを用いて二つの被着体を貼り付けた場合に、一方の被着体から他方の被着体へ熱を効率よく移動させることができる。具体的には、例えば、本発明の熱硬化型接着シートを介して、FPCと補強板とを接着させた場合、FPCにたまった熱を、本発明の熱硬化型接着シートを介して、補強板に効率的に放熱させることができる。
なお、全熱抵抗とは、硬化後の熱硬化型接着剤層自体の熱抵抗と、接触熱抵抗の合計を意味する。また、接触熱抵抗とは、硬化後の熱硬化型接着剤層の表面粗さなどにより、接着剤層表面と被着体との間に空気が介在することによって、接着剤層と被着体との間に生じる熱抵抗である。また、上記全熱抵抗は、後述の(評価)の「(3)全熱抵抗」に記載の方法によって測定することができる。
【0071】
本発明の熱硬化型接着剤層は、特に限定されないが、150℃、20分の条件下で硬化させた後の全熱抵抗(定常熱流法により測定した全熱抵抗)が、放熱性の観点から、0.1〜1.6(cm2・K)/Wであることが好ましく、より好ましくは0.2〜1.5(cm2・K)/W、さらに好ましくは0.3〜1.5(cm2・K)/Wである。
【0072】
本発明の熱硬化型接着剤層(硬化前)のゲル分率は、特に限定されないが、本発明の熱硬化型接着剤層の柔軟性の観点から、70%(重量%)未満(例えば、0%以上70%未満)が好ましく、より好ましくは60%未満、より好ましくは50%未満である。上記ゲル分率は、メチルエチルケトン不溶分として求めることができ、具体的には、メチルエチルケトン中に室温(23℃)で7日間浸漬した後の不溶分の浸漬前の試料に対する重量分率(単位:重量%)として求められる。上記ゲル分率が70%未満であることにより、本発明の熱硬化型接着剤層の柔軟性が向上し接着力が向上するため好ましい。
【0073】
上記ゲル分率(メチルエチルケトン不溶分の割合)は、具体的には、例えば、以下の<ゲル分率の測定方法>により測定し、算出できる。
<ゲル分率の測定方法>
本発明の熱硬化型接着シートより、本発明の熱硬化型接着剤層を約0.1g採取し、ゲル分率測定用の熱硬化型接着剤層とする。上記ゲル分率測定用の熱硬化型接着剤層を、平均孔径0.2μmの孔を有する多孔質テトラフルオロエチレンシート(商品名「NTF1122」、日東電工(株)製)に包んだ後、凧糸で縛り、その際の重量を測定し、該重量を浸漬前重量とする。なお、該浸漬前重量は、熱硬化型接着剤層と、テトラフルオロエチレンシートと、凧糸の総重量である。また、テトラフルオロエチレンシートと凧糸の合計重量も測定しておき、該重量を包袋重量とする。
次に、上記の熱硬化型接着剤層をテトラフルオロエチレンシートで包み凧糸で縛ったもの(「サンプル」と称する)を、メチルエチルケトンで満たした50mL容器に入れ、室温(23℃)にて1週間(7日間)静置する。その後、容器からサンプル(メチルエチルケトン処理後)を取り出して、アルミニウム製カップに移し、130℃で2時間、乾燥機中で乾燥してメチルエチルケトンを除去した後、重量を測定し、該重量を浸漬後重量とする。
そして、下記の式からゲル分率を算出する。
ゲル分率(重量%)=(A−B)/(C−B) × 100
(上記式において、Aは浸漬後重量であり、Bは包袋重量であり、Cは浸漬前重量である。)
【0074】
本発明の熱硬化型接着剤層の150℃1時間の熱硬化処理後のゲル分率は、特に限定されないが、90%(重量%)以上が好ましく、より好ましくは92%以上、さらに好ましくは96%以上である。本発明の熱硬化型接着剤層の150℃1時間の熱硬化処理後のゲル分率の上限については、特に限定されず、例えば、100%である。上記ゲル分率が90%以上であることにより、本発明の熱硬化型接着剤層の熱硬化処理をすばやく十分に進行させることができ、熱硬化後の接着性、湿熱後耐熱性により優れるため好ましい。上記ゲル分率が90%未満では、150℃1時間の熱硬化処理では熱硬化反応の進行が十分でなく、熱硬化後の接着力や湿熱後耐熱性が不足する場合があり、十分に接着させるためにさらに高い硬化温度や長い硬化時間を必要とするためコストが高くなる場合がある。
【0075】
なお、上記の熱硬化型接着剤層の150℃1時間の熱硬化処理後のゲル分率は、具体的には、例えば、本発明の熱硬化型接着シートを150℃で1時間加熱し、熱硬化処理を施した後の熱硬化型接着シートから採取した熱硬化型接着剤層(硬化後の熱硬化型接着剤層)を「ゲル分率測定用の熱硬化型接着剤層」として、上記の<ゲル分率の測定方法>と同様にして、測定し算出できる。
【0076】
[本発明の熱硬化型接着シート]
本発明の熱硬化型接着シートは、本発明の熱硬化型接着剤層(本発明の熱硬化型接着剤組成物により形成された熱硬化型接着剤層)を少なくとも1層有する。本発明の熱硬化型接着シートは、本発明の熱硬化型接着剤層以外にも、基材、本発明の熱硬化型接着剤層以外の熱硬化型接着剤層等を有していてもよい。また、本発明の効果を損なわない範囲で、他の層(例えば、中間層、下塗り層など)を有していてもよい。本発明の熱硬化型接着剤層以外の層は、それぞれ、1層のみ設けられていても、2層以上設けられていてもよい。
【0077】
本発明の熱硬化型接着シートは、該シートの片面のみが接着剤層表面(接着面)である(即ち、本発明の熱硬化型接着剤層表面である)片面接着シートであってもよいし、該シートの両面が接着剤層表面(接着面)である両面接着シートであってもよい。本発明の熱硬化型接着シートは、特に限定されないが、物品(被着体)同士の貼り合わせに用いる等の観点から、両面接着シートであることが好ましく、より好ましくは、該シートの両面が熱硬化型接着剤層の表面である両面接着シートである。
【0078】
本発明の熱硬化型接着シートは、基材を有する熱硬化型接着シート(基材付き熱硬化型接着シート)であってもよく、基材を有していない熱硬化型接着シート(基材レス熱硬化型接着シート)であってもよい。本発明の熱硬化型接着シートとしては、例えば、(1)本発明の熱硬化型接着剤層のみからなり、基材を有していない熱硬化型接着シート(基材レス熱硬化型接着シート)、(2)基材の少なくとも一方の面側(両面側又は片面側)に本発明の熱硬化型接着剤層を有する熱硬化型接着シート(基材付き熱硬化型接着シート)などが挙げられる。本発明の熱硬化型接着シートとしては、基材レス熱硬化型接着シートが好ましく、中でも、製造の簡便さ、及び放熱性(熱伝導性)の観点から、上記(1)の構成の、本発明の熱硬化型接着剤層のみからなり、基材を有していない基材レス熱硬化型接着シートが好ましい。なお、上記「基材」には、熱硬化型接着シートの使用時に剥離される剥離ライナー(セパレータ)は含まない。
【0079】
なお、本発明の熱硬化型接着シートが基材付き熱硬化型接着シートである場合、基材の少なくとも一方の面側に、本発明の熱硬化型接着剤層が設けられていればよい。基材の、本発明の熱硬化型接着剤層が設けられた側とは反対面側には、本発明の熱硬化型接着剤層以外の熱硬化型接着剤層や、熱硬化型接着剤層以外の公知の接着剤層[例えば、粘着剤層(感圧性接着剤層)等]が設けられていてもよい。
【0080】
上記基材としては、特に限定されず、例えば、紙などの紙系基材;布、不織布、ネットなどの繊維系基材;金属箔、金属板などの金属系基材;各種樹脂(ポリオレフィン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、酢酸ビニル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンスルフィド(PPS)など)によるフィルムやシートなどのプラスチック系基材;ゴムシートなどのゴム系基材;発泡シートなどの発泡体系基材や、これらの積層体(特にプラスチック系基材と他の基材との積層体や、プラスチックフィルム(又はシート)同士の積層体など)等の適宜なシート状物を用いることができる。
【0081】
上記基材の厚みは、特に限定されないが、加工性の観点から、10〜150μmが好ましく、より好ましくは10〜100μm、さらに好ましくは10〜50μmである。なお、基材は単層の形態を有していてもよく、また、複層の形態を有していてもよい。また、基材には、必要に応じて、背面処理、帯電防止処理、下塗り処理などの各種処理が施されていてもよい。
【0082】
本発明の熱硬化型接着シートは、例えば、ロール状に巻回された形態や、シートが積層された形態であってもよい。すなわち、本発明の熱硬化型接着シートは、シート状、テープ状などの形態を有することができる。なお、本発明の熱硬化型接着シートがロール状に巻回された形態を有している場合、例えば、熱硬化型接着剤層が、剥離ライナーや基材の背面側に形成された剥離処理層により保護された状態でロール状に巻回された形態であってもよい。
【0083】
本発明の熱硬化型接着シートにおける接着剤層(例えば、本発明の熱硬化型接着剤層)の表面は、剥離ライナー(セパレータ)によって保護されていてもよい。上記剥離ライナーとしては、特に限定されず、公知の剥離ライナーから適宜選択して用いることができる。上記剥離ライナーとしては、例えば、紙やプラスチックフィルム等の基材(ライナー基材)の表面がシリコーン処理された剥離ライナー、又は、紙やプラスチックフィルム等の基材(ライナー基材)の表面がポリオレフィン系樹脂によりラミネートされた剥離ライナーが好ましい。上記ポリオレフィン系樹脂は、特に限定されないが、ポリエチレン系樹脂が好ましい。
【0084】
本発明の熱硬化型接着シートの厚みは、特に限定されないが、190μm以下(4〜190μm)が好ましく、より好ましくは140μm以下(4〜140μm)、さらに好ましくは90μm以下である。上記厚みが190μm以下であることにより、本発明の熱硬化型接着シートの全熱抵抗が低くなり、放熱性に優れる。
【0085】
本発明の熱硬化型接着シートは、公知乃至慣用の接着シートの製造方法に従って製造することができる。例えば、本発明の熱硬化型接着シートが基材レス熱硬化型接着シートである場合、剥離ライナーの剥離面に、本発明の熱硬化型接着剤組成物を、乾燥後の厚さが所定の厚さとなるように塗布し、乾燥させる方法により本発明の熱硬化型接着剤層を形成して、本発明の熱硬化型接着シートを作製することができる。
本発明の熱硬化型接着シートが基材付き熱硬化型接着シートである場合、上記と同様にして、剥離ライナーの剥離面上に本発明の熱硬化型接着剤層を形成した後、該熱硬化型接着剤層を基材の表面上に転写する方法により、本発明の熱硬化型接着シートを作製することができる。また、基材の表面上に、本発明の熱硬化型接着剤組成物を、乾燥後の厚さが所定の厚さとなるように塗布し、乾燥させる方法により本発明の熱硬化型接着剤層を形成して、本発明の熱硬化型接着シートを作製することができる。
【0086】
なお、本発明の熱硬化型接着剤組成物の塗布に際しては、慣用のコーター(例えば、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーロールコーターなど)を用いることができる。
【0087】
本発明の熱硬化型接着シート及び本発明の熱硬化型接着剤層は、加熱によって硬化反応を進行(熱硬化)させることにより、優れた接着力を発揮することができる。本発明の熱硬化型接着シートを加熱して本発明の熱硬化型接着剤層を硬化させる(熱硬化する)ことにより、強固な接着力を有する接着シート(熱硬化された熱硬化型接着シート)が得られる。
【0088】
上記熱硬化における硬化温度としては、特に限定されないが、100℃以上(例えば、100〜200℃)が好ましく、さらに好ましくは140℃以上(例えば、140〜200℃、好ましくは140〜170℃)、より好ましくは150℃以上(例えば、150〜170℃)である。
【0089】
上記熱硬化における硬化時間としては、特に限定されないが、60分未満(例えば、20分以上60分未満)が好ましく、より好ましくは30分未満(例えば、20分以上30分未満)である。上記硬化時間が60分未満でも、硬化後の本発明の熱硬化型接着剤層、及び硬化後の本発明の熱硬化型接着シートは、優れた接着性、湿熱後耐熱性、放熱性を発揮できる。また、FPC上に本発明の熱硬化型接着シートを有する積層体では、FPCにたまった熱を効率よく放熱できる。特に、硬化時間が30分未満と短い場合でも、優れた接着性、湿熱後耐熱性、放熱性を発揮できる。そのため、例えば、FPCなどの優れた湿熱後耐熱性、放熱性が要求される製品の製造用途に用いられた場合に、生産効率が向上する。
【0090】
上記硬化条件(加熱条件)は、特に限定されないが、100℃以上(例えば、100〜200℃)の温度にて60分未満(例えば、20分以上60分未満、好ましくは20分以上30分未満)加熱することが好ましく、より好ましくは140℃以上(例えば、140〜200℃、好ましくは140〜170℃)の温度にて60分未満(例えば、20分以上60分未満、好ましくは20分以上30分未満)、特に好ましくは150℃以上(例えば、150〜170℃)の温度にて60分未満(例えば、20分以上60分未満、好ましくは20分以上30分未満)である。
【0091】
本発明の熱硬化型接着剤層は、本発明の熱硬化型接着剤組成物がアクリル系ポリマー(X)を含有するので、高い接着力(接着性)を有する。また、本発明の熱硬化型接着剤層は、本発明の熱硬化型接着剤組成物がエーテル化フェノール樹脂(Y)を含有するので、加熱硬化しやすく熱硬化性に優れ、その上接着力及び湿熱後耐熱性に優れる。
加えて、本発明の熱硬化型接着シートは、熱硬化型接着剤層の厚みが1〜20μmであるため、硬化時間が短い場合でも硬化後の熱硬化型接着剤層は接着性、湿熱後耐熱性に優れ、その上全熱抵抗が低く、放熱性(熱伝導性)に優れる。
【0092】
本発明の熱硬化型接着シートは、硬化時間が短くても、硬化後には高い接着力、優れた湿熱後耐熱性、及び優れた放熱性を発揮することができる。そのため、本発明の熱硬化型接着シートは、強固に接着し、接着後に極めて厳しい温度条件下で処理される場合でも発泡や浮き剥がれなどが生じない優れた湿熱後耐熱性が求められ、かつ、被着体の熱を放熱させるために優れた熱伝導性が求められる用途等に好ましく使用することができる。具体的には、本発明の熱硬化型接着シートは、例えば、フレキシブル印刷回路基板(FPC)における接着の際に好ましく使用できる。即ち、本発明の熱硬化型接着シートは、好ましくは、FPC用熱硬化型接着シートである。なお、FPCにおける接着とは、例えば、FPCを作製する際の接着や、FPCを補強板に貼り合わせる際の接着を意味している。
【0093】
FPCは最終製品に組み込まれるまでに高温のリフロー工程を通ることが多く、使用される熱硬化型接着シートには、リフロー工程を通った後に、発泡や浮き剥がれが発生しないことが求められる。また、電子機器内部のFPCは熱を持つことが多く、FPCの接着の際に用いられる接着剤(接着シート)には、放熱性(熱伝導性)が求められる。このようなFPC用途では、信頼性の観点から、「湿熱後耐熱性」及び「放熱性」が重要視されている。なお、上記「湿熱後耐熱性」とは、熱硬化型接着シートを用いて被着体を接着して作製した積層体を、高温高湿下(例えば、温度40〜60℃、湿度60〜95%RHの環境下)で保存した後に、厳しい温度条件(例えば、温度250〜270℃で1〜3分間)で処理した場合にも、上記熱硬化型接着シート(熱硬化型接着剤層)に発泡や浮き剥がれが生じにくい特性を意味する。
本発明の熱硬化型接着シートは、熱硬化後には、高い接着力と極めて優れた湿熱後耐熱性と共に、放熱性を発揮することができるため、特にFPC用途において信頼性の高い熱硬化型接着シートとして使用することができる。即ち、本発明の熱硬化型接着シートを用いてFPCを作製することにより、本発明の熱硬化型接着シートを有するFPCを得ることができる。
【0094】
本発明の熱硬化型接着シートを用いて、本発明の熱硬化型接着シートを有するFPCを作製する方法は、特に限定されないが、例えば、本発明の熱硬化型接着シートを用いて、耐熱基材に導電性金属箔を接着積層させて、FPCを作製する方法が挙げられる。
【0095】
上記耐熱基材としては、特に限定されないが、例えば、ポリイミド製基材やポリアミド製基材が挙げられる。上記導電性金属箔としては、特に限定されないが、例えば、銅箔やアルミニウム箔が挙げられる。
【0096】
また、本発明の熱硬化型接着シートを用いてFPCと補強板とを貼り合わせることにより、FPC上に本発明の熱硬化型接着シートを有する積層体を得ることができる。即ち、本発明の熱硬化型接着シートは、FPCと補強板とを本発明の熱硬化型接着シートを介して(使用して)貼り合わせ、FPC上に本発明の熱硬化型接着シートを有する積層体(補強板付FPC)を製造する方法に用いることができる。
【0097】
FPC上に本発明の熱硬化型接着シートを有する積層体を製造する方法は、特に限定されないが、例えば、FPC又は補強板上に、本発明の熱硬化型接着シートを貼付し、熱硬化型接着シートを熱硬化させて得られた熱硬化された熱硬化型接着シートを介して、FPC又は補強板を接着させて、FPC上に本発明の熱硬化型接着シートを有する積層体を製造する方法が挙げられる。FPC上に本発明の熱硬化型接着シートを有する積層体は、FPC(又は補強板)の全面に本発明の熱硬化型接着シートを用いて貼り合わされていてもよいし、一部に用いて貼り合わされていてもよい。また、FPC上に本発明の熱硬化型接着シートを有する積層体は、本発明の効果を損なわない範囲で、フィルムや板(他の基板や遮光板など)が設けられていてもよい。なお、FPCは、本発明の熱硬化型接着シートを用いて製造されたFPCであってもよいし、公知乃至慣用のFPCであってもよい。
【0098】
上記補強板としては、特に限定されないが、例えば、アルミニウム板、ステンレス板(ステンレス鋼板など)、ポリイミド板が挙げられる。中でも、ステンレス板、ポリイミド板が好ましい。
【0099】
FPC上に本発明の熱硬化型接着シートを有する積層体は、本発明の熱硬化型接着シートを熱硬化させることにより、放熱性、接着力、湿熱後耐熱性に優れる熱硬化型接着シートを有する積層体(FPC上に熱硬化された熱硬化型接着シートを有する積層体)を得ることができる。なお、当該積層体における熱硬化型接着シートの熱硬化条件は、上述した本発明の熱硬化型接着シートの熱硬化条件と同様の条件で行うことができる。
【実施例】
【0100】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。
【0101】
表1には、実施例及び比較例における、アクリル系ポリマー(X)のモノマー組成、及び熱硬化型接着剤組成物中の含有量(配合量)、エーテル化フェノール樹脂(Y)の熱硬化型接着剤組成物中の含有量(配合量)、並びに熱硬化型接着剤層の厚みを示した。なお、表1において、アクリル系ポリマー(X)のモノマー組成は、該アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)中の各モノマーの含有量(重量%)で表した。また、アクリル系ポリマー(X)及びエーテル化フェノール樹脂(Y)の含有量は、不揮発分としての含有量(重量部)で表した。
【0102】
(実施例1)
(アクリル系ポリマー(X)の調製)
冷却管、窒素導入管、温度計および攪拌機を備えた反応器に、2,2’−アゾビス{2−[1−(2−ヒドロキシエチル)−2−イミダゾリン−2−イル]プロパン}ジハイドロクロライド(商品名「VA−060」、和光純薬工業株式会社製)(重合開始剤)0.279g、イオン交換水100gを投入し、窒素ガスを導入しながら1時間攪拌した。これを60℃に保ち、ここにブチルアクリレート(アクリル酸n−ブチル)(BA)66重量部、アクリロニトリル(AN)29重量部、アクリル酸(AA)5重量部、1−ドデカンチオール(連鎖移動剤)0.04重量部、及びポリオキシエチレンラウリルエーテル硫酸ナトリウム(乳化剤)2重量部をイオン交換水41重量部に添加して乳化したもの(モノマー原料のエマルション)400gを3時間かけて徐々に滴下して、乳化重合反応を進行させた。モノマー原料のエマルションの滴下終了後、さらに3時間同温度に保持して熟成させた。このようにして重合したアクリル系ポリマーの水分散液(エマルション)を乾燥し、アクリル系ポリマー(X)(重量平均分子量100万)を得た。
【0103】
(熱硬化型接着剤組成物の調製)
上記アクリル系ポリマー(X)[ブチルアクリレート(BA)66重量%、アクリロニトリル(AN)29重量%、アクリル酸(AA)5重量%をモノマー成分として構成された共重合体]:100重量部が溶解された酢酸エチル溶液に、エーテル化フェノール樹脂(Y)として商品名「CKS−3898」(昭和電工株式会社製)12重量部(不揮発分)が溶解されたブタノール溶液を混合し攪拌して、熱硬化型接着剤組成物(溶液)を調製した。
すなわち、該熱硬化型接着剤組成物中には、アクリル系ポリマー(X)が100重量部、エーテル化フェノール樹脂(Y)が12重量部含まれている。
【0104】
(熱硬化型接着シートの作製)
上記熱硬化型接着剤組成物を、乾燥後の厚みが5μmとなるように、剥離ライナーの剥離面に塗布し、100℃で3分間乾燥して、熱硬化型接着剤層(厚み5μm)を形成し、熱硬化型接着シート(熱硬化型接着剤層のみからなる基材レス熱硬化型接着シート)を得た。
【0105】
(実施例2)
表1に示すように、熱硬化型接着剤層の厚みを13μmに変更した以外は、実施例1と同様にして、熱硬化型接着剤組成物及び熱硬化型接着シートを得た。
【0106】
(比較例1)
表1に示すように、熱硬化型接着剤層の厚みを25μmに変更した以外は、実施例1と同様にして、熱硬化型接着剤組成物及び熱硬化型接着シートを得た。
【0107】
(比較例2)
表1に示すように、熱硬化型接着剤層の厚みを35μmに変更した以外は、実施例1と同様にして、熱硬化型接着剤組成物及び熱硬化型接着シートを得た。
【0108】
(評価)
実施例及び比較例で得られた各熱硬化型接着シートについて、熱硬化型接着剤層の硬化後の接着力、湿熱後耐熱性、及び全熱抵抗を、下記の測定方法又は評価方法により測定又は評価した。
【0109】
(1)接着力の測定方法
実施例及び比較例で得られた各熱硬化型接着シートにおける硬化後の熱硬化型接着剤層について、23℃における接着力(N/cm)を以下の方法で測定した。
フレキシブル印刷回路基板(FPC;サイズ:幅5cm×長さ8cm、厚み0.2mm)と、熱硬化型接着シートとを130℃でラミネートした後、1cm幅に切断した(熱硬化型接着シートはFPCの片面側(表面の材質:ポリイミド)の全面にラミネートされている)。これを、ステンレス鋼板(SUS304BA板)(SUS;サイズ:長さ5cm×幅5cm、厚み0.4mm)に、ラミネーターを用いて130℃でラミネートした後、160℃、2MPaで90秒間加熱圧着(プレス)して貼り付けた。さらに、150℃で20分キュアー(加熱硬化)して試験体を作製した。
【0110】
上記試験体について、引張試験機(装置商品名「TCM−1kNB」、ミネベア(株)製)を用いて、FPC側を引っ張る方法により、90°ピール接着力(引張速度:50mm/分、23℃、50%RH;N/cm)を測定した。
なお、測定結果は、表1の「接着力(N/cm) 20分キュアー SUS」の欄に示した。
【0111】
また、上記測定において、150℃で、60分キュアーして作製した試験体を用いて、同様に90°ピール接着力を測定した。測定結果は、表1の「接着力(N/cm) 60分キュアー SUS」の欄に示した。
【0112】
また、上記測定において、ステンレス鋼板のかわりに、ポリイミド板(PI;サイズ:長さ5cm×幅5cm、厚み0.13mm)を用いて、同様に90°ピール接着力を測定した。
測定結果は、表1の「接着力(N/cm) 20分キュアー PI」及び「接着力(N/cm) 60分キュアー PI」の欄に示した。
【0113】
(2)湿熱後耐熱性の評価方法(加湿後260℃はんだディップ)
実施例及び比較例で得られた各熱硬化型接着シートにおける硬化後の熱硬化型接着剤層について、湿熱後耐熱性を評価した。
銅張積層板(CCL;ポリイミド/銅の積層体、サイズ:幅5cm×長さ8cm、厚み45μm)と、熱硬化型接着シートとを130℃でラミネートした後、1cm幅に切断した(熱硬化型接着シートはCCLのポリイミド面の全面にラミネートされている)。これを、ステンレス鋼板(SUS304BA板)(SUS;サイズ:長さ5cm×幅5cm、厚み0.4mm)に、ラミネーターを用いて130℃でラミネートした後、160℃、2MPaで90秒間加熱圧着(プレス)して貼り付けた。さらに、150℃で20分キュアー(加熱硬化)して試験体を作製した。
上記試験体を、加熱湿(温度:60℃、湿度:90%RH)の条件下で24時間静置させた後、試験体のステンレス鋼板側の表面を260℃のはんだ浴に3分間ディップ(浸漬)させた。
【0114】
上記試験体における硬化後の熱硬化型接着剤層の浮き剥がれ、発泡の状態を目視にて観察し、以下の基準で湿熱後耐熱性を評価した。なお、評価結果は、表1の「湿熱後耐熱性 20分キュアー SUS」の欄に示した。
【0115】
また、加熱硬化を150℃で60分キュアーとした以外は上記と同様にして、以下の基準で湿熱後耐熱性を評価した。なお、評価結果は、表1の「湿熱後耐熱性 60分キュアー SUS」の欄に示した。
湿熱後耐熱性に優れる(○):熱硬化型接着剤層に浮き剥がれ、発泡が確認されなかった。
湿熱後耐熱性がやや劣るが使用可能(△):熱硬化型接着剤層の一部に浮き剥がれ、発泡が確認された。
湿熱後耐熱性が劣る(×):熱硬化型接着剤層の全面に浮き剥がれ、発泡が確認された。
【0116】
また、上記評価において、ステンレス鋼板のかわりに、ポリイミド板(PI;サイズ:長さ5cm×幅5cm、厚み0.13mm)を用いて、同様に湿熱後耐熱性を評価した。評価結果は、表1の「湿熱後耐熱性 20分キュアー PI」及び「湿熱後耐熱性 60分キュアー PI」の欄に示した。
【0117】
(3)全熱抵抗
実施例及び比較例で得られた各熱硬化型接着シートにおける硬化後の熱硬化型接着剤層について、80℃の全熱抵抗を測定した。
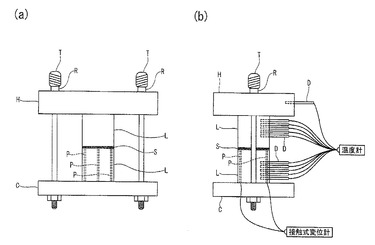
測定は、図1に示す熱特性評価装置を用いて行った。図1(a)は、実施例において全熱抵抗の測定を行う際に用いた装置を示す正面概略図、図1(b)は図1(a)に示す装置の側面概略図である。
具体的には、一辺が20mmの立法体となるように形成されたアルミニウム製(A5052、熱伝導率:140W/m・K)の一対のロッドL間に、熱硬化型接着シートS(20mm×20mm)を挟み込み、一対のロッドLを熱硬化型接着シートSで貼り合わせた。
そして、一対のロッドLが上下となるように、発熱体(ヒータブロック)Hと放熱体(冷却水が内部を循環するように構成された冷却ベース板)Cとの間にロッドLを配置した。具体的には、上側のロッドL上に発熱体Hを配置し、下側のロッドLの下に放熱体Cを配置した。
この際、熱硬化された熱硬化型接着シートSで貼り合わされた一対のロッドLは、発熱体H及び放熱体Cを貫通する一対の圧力調整用ネジTの間に位置している。なお、圧力調整用ネジTと発熱体Hとの間にはロードセルRが設置されており、圧力調整用ネジTを締め込んだ際の圧力が測定されるように構成されており、かかる圧力を熱硬化された熱硬化型接着シートSに加わる圧力として用いた。
また、下側のロッドL及び熱硬化された熱硬化型接着シートSを放熱体C側から貫通するように接触式変位計の3本のプローブP(直径1mm)を設置した。この際、プローブPの上端部は、上側のロッドLの下面に接触した状態となっており、上下のロッドL間の間隔(熱硬化された熱硬化型接着シートSの厚み)を測定可能に構成されている。
発熱体H及び上下のロッドLには温度センサーDを取り付けた(図1(b)参照)。具体的には、発熱体Hの1箇所、各ロッドLの上下方向に5mm間隔で5箇所、温度センサーDを取り付けた。
まず初めに、圧力調整用ネジTを締め込んで、熱硬化された熱硬化型接着シートSに圧力を加え、発熱体Hの温度を80℃に設定すると共に、放熱体Cに20℃の冷却水を循環させた。
そして、発熱体H及び上下のロッドLの温度が安定した後、上下のロッドLの温度を各温度センサーDで測定し、上下のロッドLの熱伝導率と温度勾配から熱硬化された熱硬化型接着シートSを通過する熱流束を算出すると共に、上下のロッドLと熱硬化された熱硬化型接着シートSとの界面の温度を算出した。そして、これらを用いて当該圧力における全熱抵抗(cm2・K)/Wを算出した。なお、熱硬化された熱硬化型接着シートSに加える圧力は250kPaとして全熱抵抗の測定を行った。
なお、測定結果は、表1の「全熱抵抗(cm2・K)/W 20分キュアー」の欄に示した。
【0118】
また、上記測定において、150℃で60分の条件で加熱硬化した熱硬化された熱硬化型接着シートを用いて、同様に全熱抵抗を測定した。測定結果は、表1の「全熱抵抗(cm2・K)/W 60分キュアー」の欄に示した。
【0119】
【表1】

【0120】
表1から明らかなように、本発明の熱硬化型接着シートは熱硬化時間が20分と短い場合でも、硬化後の接着力が高く接着性に優れ、さらに、加湿熱条件下においた後に厳しい温度条件(260℃)で、はんだディップの処理を施した場合においても、浮き剥がれや発泡が見られず、高い湿熱後耐熱性を有していた。また、硬化時間が短い場合でも、硬化後の熱硬化型接着剤層の全熱抵抗が低く、放熱性(熱伝導性)に優れていた(実施例1、2)。
一方、厚さが20μmより厚い熱硬化型接着剤層を有する熱硬化型接着シートは、硬化時間が短い場合、加湿熱条件下においた後に厳しい温度条件で、はんだディップの処理を施した場合、熱硬化型接着剤層に浮き剥がれや発泡が見られ、湿熱後耐熱性が劣っていた。その上、厚さが20μmより厚い熱硬化型接着剤層は、全熱抵抗が高く、放熱性(熱伝導性)が劣っていた(比較例1、2)。
【技術分野】
【0001】
本発明は、熱硬化型接着剤層を有する熱硬化型接着シートに関する。さらに詳細には、フレキシブル印刷回路基板等に好ましく用いることができる熱硬化型接着シートに関する。また、該熱硬化型接着シートとフレキシブル印刷回路基板を有する積層体に関する。
【背景技術】
【0002】
電子機器では、フレキシブル印刷回路基板(「FPC」と称する場合がある)が広く利用されている。このようなFPCでは、(1)ポリイミド製基材やポリアミド製基材等の耐熱基材に、銅箔やアルミニウム箔等の導電性金属箔を接着積層して、FPCを作製する過程や、(2)FPCをアルミニウム板、ステンレス板、ポリイミド板等の補強板に接着する過程などで、接着剤が使用される。
【0003】
このようなFPCの接着の際に用いられる接着剤としては、フェノール樹脂やエポキシ樹脂などの熱硬化性樹脂を含む熱硬化型接着剤が知られている。これら熱硬化型接着剤は、例えば、150℃以上の加熱により、接着剤に含まれる熱硬化性樹脂が硬化することで接着力を発揮する。
【0004】
上記熱硬化型接着剤を用いて被着体(FPC等)を接着して作製した積層体を、リフロー工程等の高温工程で処理する際には、接着剤や被着体に含まれる水分等が蒸発することにより、接着剤の発泡(膨れ)や浮き剥がれが生じることがあった。これらの現象は、接着剤の硬化不足が原因でおこる場合が多く、十分に硬化させるためには硬化温度を上げ、硬化時間を増やさなければならないという問題があった。そこで、上記問題を解決し、硬化性に優れた熱硬化型接着剤層を有する熱硬化型接着シートとして、アクリル系ポリマーを主成分とし、さらにエーテル化フェノール樹脂を含有する熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有する熱硬化型接着シートが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2011/004710号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、近年、生産性向上の観点から、より一層硬化時間を短くすることが要求されてきている。そのため、硬化時間を短くした場合でも、優れた接着性、湿熱後耐熱性(高温高湿条件下で保存後、高温工程で処理した場合にも接着剤層の発泡や浮き剥がれが生じにくい特性)を発揮できる接着シートが要求されてきている。
【0007】
また、近年では、FPCを利用した電子機器の小型化、薄型化に伴い、電子機器内の電子部品の集積度が増す傾向にあり、FPCが熱を持つことが多くなってきている。FPCにたまった熱を放熱させるために、FPCの接着の際に用いられる接着剤(接着シート)には熱伝導性が求められるようになってきている。
【0008】
従って、本発明の目的は、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ放熱性、即ち熱伝導性に優れた熱硬化型接着シートを提供することにある。
【課題を解決するための手段】
【0009】
そこで、上記問題を解決するために本発明者は鋭意検討した結果、特定の熱硬化型接着剤組成物から形成された特定の厚みの熱硬化型接着剤層を設けることで、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れた熱硬化型接着シートが得られることを見出し、本発明を完成した。
【0010】
すなわち、本発明は、熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有し、上記熱硬化型接着剤組成物は、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有し、上記熱硬化型接着剤層の厚さが1〜20μmであることを特徴とする熱硬化型接着シートを提供する。
【0011】
本発明の熱硬化型接着シートは、150℃、60分の条件下で硬化させた後の、上記熱硬化型接着剤層の全熱抵抗が2.0(cm2・K)/W以下であることが好ましい。
【0012】
上記アクリル系ポリマー(X)は、炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)を必須のモノマー成分として構成されたアクリル系ポリマーであることが好ましい。
【0013】
上記アクリル系ポリマー(X)は、さらに、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマーであることが好ましい。
【0014】
上記エーテル化フェノール樹脂(Y)の含有量が、上記アクリル系ポリマー(X)100重量部に対して、1〜40重量部であることが好ましい。
【0015】
本発明の熱硬化型接着シートは、熱硬化型接着剤層のみからなり、基材を有していないことが好ましい。
【0016】
本発明の熱硬化型接着シートは、フレキシブル印刷回路基板用熱硬化型接着シートであることが好ましい。
【0017】
また本発明は、フレキシブル印刷回路基板上に、上記熱硬化型接着シートを有する積層体を提供する。
【0018】
また本発明は、上記熱硬化型接着シートを熱硬化して得られた、熱硬化された熱硬化型接着シートを提供する。
【0019】
また本発明は、フレキシブル印刷回路基板上に、上記熱硬化された熱硬化型接着シートを有する積層体を提供する。
【発明の効果】
【0020】
本発明の熱硬化型接着シートは、上記構成上の特徴を有することにより、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れる。特に、本発明の熱硬化型接着シートを熱硬化して得られた、熱硬化された熱硬化型接着シートは、硬化時間が短い場合でも優れた接着性、湿熱後耐熱性を発揮でき、且つ熱伝導性に優れる。
【図面の簡単な説明】
【0021】
【図1】(a)は、実施例において全熱抵抗の測定を行う際に用いた装置の正面概略図、(b)は(a)に示す装置の側面概略図である。
【発明を実施するための形態】
【0022】
以下に、本発明の実施の形態を詳細に説明する。
【0023】
本発明の熱硬化型接着シートは、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有する熱硬化型接着剤組成物から形成された熱硬化型接着剤層を少なくとも有する。なお、本明細書においては、上記「アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有する熱硬化型接着剤組成物」を「本発明の熱硬化型接着剤組成物」と称する場合がある。また、上記「アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有する熱硬化型接着剤組成物から形成された熱硬化型接着剤層」(即ち、本発明の熱硬化型接着剤組成物から形成された熱硬化型接着剤層)を「本発明の熱硬化型接着剤層」と称する場合がある。
【0024】
本明細書において、「アクリル系ポリマー(X)を主成分として含有する」とは、本発明の熱硬化型接着剤組成物の全不揮発分(100重量%)中の、アクリル系ポリマー(X)の含有量が50重量%以上であることを意味する。
【0025】
また、「熱硬化型接着シート」には、「熱硬化型接着テープ」の意味も含むものとする。即ち、本発明の熱硬化型接着シートは、テープ状の形態を有する熱硬化型接着テープであってもよい。
【0026】
[本発明の熱硬化型接着剤組成物]
本発明の熱硬化型接着剤組成物は、アクリル系ポリマー(X)、及びエーテル化フェノール樹脂(Y)を、必須の成分として含有する。本発明の熱硬化型接着剤組成物は、アクリル系ポリマー(X)及びエーテル化フェノール樹脂(Y)の他に、溶剤(溶剤及び/又は分散媒)を含有していてもよく、添加剤を含有していてもよい。上記の各成分(アクリル系ポリマー(X)、エーテル化フェノール樹脂(Y)、溶剤や添加剤)は、それぞれ、単独で又は2種以上を組み合わせて使用できる。
【0027】
(アクリル系ポリマー(X))
上記アクリル系ポリマー(X)は、特に限定されないが、炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)を必須のモノマー成分として構成(又は形成)されたアクリル系ポリマーであることが好ましい。なお、本明細書においては、上記「炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)」を、「(メタ)アクリル酸C1-14アルキルエステル(a)」又は単に「(メタ)アクリル酸アルキルエステル(a)」と称する場合がある。また、「(メタ)アクリル」とは、「アクリル」及び/又は「メタクリル」(「アクリル」及び「メタクリル」のうち一方又は両方)を意味し、以下も同様である。
【0028】
上記アクリル系ポリマー(X)は、(メタ)アクリル酸C1-14アルキルエステル(a)、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマーであることがより好ましい。中でも、上記アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)中の、(メタ)アクリル酸C1-14アルキルエステル(a)の含有量が50〜75重量%、シアノ基含有モノマー(b)の含有量が20〜49.5重量%、カルボキシル基含有モノマー(c)の含有量が0.5〜10重量%であることが好ましい。なお、アクリル系ポリマー(X)を構成するモノマー成分としては、上記(メタ)アクリル酸C1-14アルキルエステル(a)、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)以外のモノマー成分(他のモノマー成分)が用いられてもよい。
【0029】
上記アクリル系ポリマー(X)は、ゴム弾性(エラストマー性)を発現するアクリル系ポリマー(アクリル系エラストマー)であることが好ましい。
【0030】
上記(メタ)アクリル酸C1-14アルキルエステル(a)としては、特に限定されないが、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸s−ブチル、(メタ)アクリル酸t−ブチル、(メタ)アクリル酸ペンチル、(メタ)アクリル酸イソペンチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸ヘプチル、(メタ)アクリル酸オクチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸イソオクチル、(メタ)アクリル酸ノニル、(メタ)アクリル酸イソノニル、(メタ)アクリル酸デシル、(メタ)アクリル酸イソデシル、(メタ)アクリル酸ウンデシル、(メタ)アクリル酸ドデシル、(メタ)アクリル酸トリデシル、(メタ)アクリル酸テトラデシルなどが挙げられる。中でも、炭素数が4〜12である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル((メタ)アクリル酸C4-12アルキルエステル)が好ましく、アクリル酸n−ブチルが特に好ましい。上記(メタ)アクリル酸C1-14アルキルエステル(a)は、単独で又は2種以上を組み合わせて使用できる。
【0031】
アクリル系ポリマー(X)を構成するモノマー成分中の、(メタ)アクリル酸C1-14アルキルエステル(a)の含有量(含有割合)は、アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)に対して、50重量%以上であり、好ましくは50〜75重量%、より好ましくは55〜75重量%、さらに好ましくは60〜72重量%である。
上記含有量が50重量%以上であることにより、アクリル系ポリマー(X)が比較的硬いポリマーとなり、本発明の熱硬化型接着剤層の強度(バルク強度)を向上させ、湿熱後耐熱性を向上させることができる。
【0032】
上記シアノ基含有モノマー(b)は、シアノ基を有するモノマーであり、特に限定されないが、例えば、アクリロニトリル、メタクリロニトリルなどが挙げられる。中でも、アクリロニトリルが好ましい。上記シアノ基含有モノマー(b)は、単独で又は2種以上を組み合わせて使用できる。
シアノ基含有モノマー(b)を用いることにより、本発明の熱硬化型接着剤層の強度(バルク強度)を向上させ、湿熱後耐熱性を向上させることができるため好ましい。また、本発明の熱硬化型接着剤層が脆くなることを防ぐことができるため好ましい。
【0033】
アクリル系ポリマー(X)を構成するモノマー成分中の、シアノ基含有モノマー(b)の含有量は、アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)に対して、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。
上記含有量が20重量%以上であることにより、本発明の熱硬化型接着シートの湿熱後耐熱性がより向上するため好ましい。一方、上記含有量が49.5重量%を超えると、熱硬化型接着剤層の柔軟性が低下する場合がある。
【0034】
上記カルボキシル基含有モノマー(c)は、カルボキシル基を有するモノマーであり、特に限定されないが、例えば、アクリル酸、メタクリル酸、イタコン酸、マレイン酸、フマル酸、クロトン酸などが挙げられる。また、これらのカルボキシル基含有モノマーの酸無水物(例えば、無水マレイン酸、無水イタコン酸などの酸無水物基含有モノマー)も、カルボキシル基含有モノマーに含まれるものとする。中でも、アクリル酸、メタクリル酸、イタコン酸が好ましく、特に好ましくはアクリル酸である。上記カルボキシル基含有モノマー(c)は、単独で又は2種以上を組み合わせて使用できる。カルボキシル基含有モノマー(c)を用いることにより、本発明の熱硬化型接着シートの湿熱後耐熱性及び接着力を向上させることができるため好ましい。
【0035】
アクリル系ポリマー(X)を構成するモノマー成分中の、カルボキシル基含有モノマー(c)の含有量は、アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)に対して、0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
上記含有量が0.5重量%以上であることにより、本発明の熱硬化型接着シートの湿熱後耐熱性及び接着力が向上するため好ましい。一方、上記含有量が10重量%を超えると、熱硬化型接着剤層の柔軟性が低下する場合がある。
【0036】
上記アクリル系ポリマー(X)を構成するモノマー成分としては、上記(メタ)アクリル酸C1-14アルキルエステル(a)、上記シアノ基含有モノマー(b)及び上記カルボキシル基含有モノマー(c)の他に、他のモノマー成分(共重合性モノマー)が用いられていてもよい。上記他のモノマー成分(共重合性モノマー)は、単独で又は2種以上を組み合わせて使用できる。上記他のモノマー成分(共重合性モノマー)としては、例えば、(メタ)アクリル酸ペンタデシル、(メタ)アクリル酸ヘキサデシル、(メタ)アクリル酸ヘプタデシル、(メタ)アクリル酸オクタデシル、(メタ)アクリル酸ノナデシル、(メタ)アクリル酸エイコシル等の炭素数が15〜20である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル((メタ)アクリル酸C15-20アルキルエステル);(メタ)アクリル酸シクロアルキルエステル[(メタ)アクリル酸シクロヘキシルなど]や(メタ)アクリル酸イソボルニル等の非芳香族性環含有(メタ)アクリル酸エステル;(メタ)アクリル酸アリールエステル[(メタ)アクリル酸フェニルなど]、(メタ)アクリル酸アリールオキシアルキルエステル[(メタ)アクリル酸フェノキシエチルなど]、(メタ)アクリル酸アリールアルキルエステル[(メタ)アクリル酸ベンジルエステルなど]等の芳香族性環含有(メタ)アクリル酸エステル;(メタ)アクリル酸グリシジル、(メタ)アクリル酸メチルグリシジル等のエポキシ基含有アクリル系モノマー;酢酸ビニル、プロピオン酸ビニル等のビニルエステル系モノマー;スチレン、α−メチルスチレン等のスチレン系モノマー;(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、(メタ)アクリル酸ヒドロキシブチル等のヒドロキシル基含有モノマー;(メタ)アクリル酸メトキシエチル、(メタ)アクリル酸エトキシエチル等の(メタ)アクリル酸アルコキシアルキル系モノマー;(メタ)アクリル酸アミノエチル、(メタ)アクリル酸N,N−ジメチルアミノエチル、(メタ)アクリル酸t−ブチルアミノエチル等の(メタ)アクリル酸アミノアルキル系モノマー;(メタ)アクリル酸アミド、N,N−ジメチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N−ヒドロキシ(メタ)アクリルアミド等の(N−置換)アミド系モノマー;エチレン、プロピレン、イソプレン、ブタジエン等のオレフィン系モノマー;メチルビニルエーテル等のビニルエーテル系モノマーなどが挙げられる。
【0037】
また、上記他のモノマー成分(共重合性モノマー)としては、ヘキサンジオールジ(メタ)アクリレート、ブタンジオールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、グリセリンジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ジビニルベンゼンなどの多官能モノマーを用いることもできる。
【0038】
言い換えると、アクリル系ポリマー(X)は、(メタ)アクリル酸C1-14アルキルエステル(a)に由来する構成単位、シアノ基含有モノマー(b)に由来する構成単位、及びカルボキシル基含有モノマー(c)に由来する構成単位を少なくとも含むアクリル系ポリマーであることが好ましい。各構成単位は、それぞれ、1種であってもよいし、2種以上であってもよい。アクリル系ポリマー(X)(100重量%)中の、(メタ)アクリル酸C1-14アルキルエステル(a)に由来する構成単位の含有量は、50重量%以上が好ましく、より好ましくは50〜75重量%、さらに好ましくは55〜75重量%、最も好ましくは60〜72重量%である。シアノ基含有モノマー(b)に由来する構成単位の含有量は、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。カルボキシル基含有モノマー(c)に由来する構成単位の含有量は0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
【0039】
上記アクリル系ポリマー(X)は、単独で又は2種以上を組み合わせて使用できる。上記アクリル系ポリマー(X)は、接着性と耐熱性を両立させるため、少なくとも2種のアクリル系ポリマー(X)を組み合わせて使用してもよく、少なくともアクリル系ポリマー(X1)、及びアクリル系ポリマー(X2)を組み合わせて用いてもよい。
【0040】
上記アクリル系ポリマー(X1)としては、例えば、炭素数が1〜3である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a1)(「(メタ)アクリル酸C1-3アルキルエステル(a1)」と称する場合がある。)を必須のモノマー成分として構成(又は形成)されたアクリル系ポリマーや、(メタ)アクリル酸C1-3アルキルエステル(a1)、シアノ基含有モノマー(b1)、及びカルボキシル基含有モノマー(c1)を必須のモノマー成分として構成されたアクリル系ポリマーが挙げられる。各構成単位は、それぞれ、1種であってもよいし、2種以上であってもよい。なお、アクリル系ポリマー(X1)を構成するモノマー成分としては、上記(メタ)アクリル酸C1-3アルキルエステル(a1)、シアノ基含有モノマー(b1)及びカルボキシル基含有モノマー(c1)以外のモノマー成分(他のモノマー成分)が用いられてもよい。
上記(メタ)アクリル酸C1-3アルキルエステル(a1)は、例えば、上述の(メタ)アクリル酸C1-14アルキルエステル(a)のうち炭素数が1〜3である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステルを用いることができる。上記シアノ基含有モノマー(b1)は、例えば、上述のシアノ基含有モノマー(b)から選ばれるシアノ基含有モノマーを用いることができる。上記カルボキシル基含有モノマー(c1)は、上述のカルボキシル基含有モノマー(c)から選ばれるカルボキシル基含有モノマーを用いることができる。
【0041】
上記アクリル系ポリマー(X1)を構成するモノマー成分全量(100重量%)中の、(メタ)アクリル酸C1-3アルキルエステル(a1)の含有量は、50重量%以上が好ましく、より好ましくは50〜75重量%、さらに好ましくは55〜75重量%、最も好ましくは60〜72重量%である。シアノ基含有モノマー(b1)の含有量は、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。カルボキシル基含有モノマー(c1)の含有量は、0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
【0042】
上記アクリル系ポリマー(X2)としては、例えば、炭素数が4〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a2)(「(メタ)アクリル酸C4-14アルキルエステル(a2)」と称する場合がある。)を必須のモノマー成分として構成(又は形成)されたアクリル系ポリマーや(メタ)アクリル酸C4-14アルキルエステル(a2)、シアノ基含有モノマー(b2)、及びカルボキシル基含有モノマー(c2)を必須のモノマー成分として構成されたアクリル系ポリマーが挙げられる。各構成単位は、それぞれ、1種であってもよいし、2種以上であってもよい。なお、アクリル系ポリマー(X2)を構成するモノマー成分としては、上記(メタ)アクリル酸C4-14アルキルエステル(a2)、シアノ基含有モノマー(b2)及びカルボキシル基含有モノマー(c2)以外のモノマー成分(他のモノマー成分)が用いられてもよい。
上記(メタ)アクリル酸C4-14アルキルエステル(a2)は、例えば、上述の(メタ)アクリル酸C1-14アルキルエステル(a)のうち炭素数が4〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステルを用いることができる。上記シアノ基含有モノマー(b2)は、例えば、上述のシアノ基含有モノマー(b)から選ばれるシアノ基含有モノマーを用いることができる。上記カルボキシル基含有モノマー(c2)は、上述のカルボキシル基含有モノマー(c)から選ばれるカルボキシル基含有モノマーを用いることができる。
【0043】
上記アクリル系ポリマー(X2)を構成するモノマー成分全量(100重量%)中の、(メタ)アクリル酸C4-14アルキルエステル(a2)の含有量は、50重量%以上が好ましく、より好ましくは50〜75重量%、さらに好ましくは55〜75重量%、最も好ましくは60〜72重量%である。シアノ基含有モノマー(b2)の含有量は、20〜49.5重量%が好ましく、より好ましくは24〜40重量%、さらに好ましくは26〜35重量%である。カルボキシル基含有モノマー(c2)の含有量は、0.5〜10重量%が好ましく、より好ましくは1〜8重量%、さらに好ましくは2〜6重量%である。
【0044】
上記アクリル系ポリマー(X)は、公知乃至慣用の重合方法(例えば、溶液重合方法、エマルション重合方法、懸濁重合方法、塊状重合方法や紫外線照射による重合方法など)により調製することができる。
【0045】
なお、アクリル系ポリマー(X)の重合に際して必要に応じて用いられる重合開始剤、乳化剤、連鎖移動剤などは、特に限定されず、公知乃至慣用のものの中から適宜選択して使用することができる。より具体的には、上記重合開始剤としては、例えば、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、1,1’−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2’−アゾビス(2,4,4−トリメチルペンタン)、ジメチル−2,2’−アゾビス(2−メチルプロピオネート)、2,2’−アゾビス{2−[1−(2−ヒドロキシエチル)−2−イミダゾリン−2−イル]プロパン}ジハイドロクロライド等のアゾ系重合開始剤;ベンゾイルパーオキサイド、t−ブチルハイドロパーオキサイド、ジ−t−ブチルパーオキサイド、t−ブチルパーオキシベンゾエート、ジクミルパーオキサイド、1,1−ビス(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロドデカン等の過酸化物系重合開始剤などが挙げられる。上記重合開始剤は、単独で又は2種以上を組み合わせて使用できる。上記重合開始剤の使用量は、特に限定されず、通常の使用量の範囲から適宜選択することができる。
【0046】
上記連鎖移動剤としては、例えば、1−ドデカンチオール、tert−ラウリルメルカプタン、sec−ラウリルメルカプタン、2−メルカプトエタノール、グリシジルメルカプタン、メルカプト酢酸、チオグリコール酸2−エチルヘキシル、2,3−ジメルカプト−1−プロパノール、α−メチルスチレンダイマーなどが挙げられる。上記乳化剤としては、ラウリル硫酸ナトリウム、ラウリル硫酸アンモニウム、ドデシルベンゼンスルホン酸ナトリウム、ポリオキシエチレンアルキルエーテル硫酸ナトリウム、ポリオキシエチレンアルキルフェニルエーテル硫酸アンモニウム、ポリオキシエチレンアルキルフェニルエーテル硫酸ナトリウムなどのアニオン系乳化剤;ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテルなどのノニオン系乳化剤などが挙げられる。上記連鎖移動剤及び上記乳化剤は、それぞれ、単独で又は2種以上を組み合わせて使用できる。
【0047】
なお、溶液重合では、各種の一般的な溶剤を用いることができる。上記溶剤としては、例えば、酢酸エチル、酢酸n−ブチル等のエステル類;トルエン、ベンゼン等の芳香族炭化水素類;n−ヘキサン、n−ヘプタン等の脂肪族炭化水素類;シクロヘキサン、メチルシクロヘキサン等の脂環式炭化水素類;メチルエチルケトン、メチルイソブチルケトン等のケトン類などの有機溶剤が挙げられる。上記溶剤は単独で又は2種以上を組み合わせて使用できる。
【0048】
上記アクリル系ポリマー(X)の重量平均分子量(Mw)は、特に限定されないが、本発明の熱硬化型接着剤組成物の塗工性を向上させ生産性を向上させる観点や、本発明の熱硬化型接着剤層の強度を向上させ湿熱後耐熱性を向上させる観点から、50万〜400万が好ましく、より好ましくは60万〜350万、さらに好ましくは80万〜320万である。
アクリル系ポリマー(X)の重量平均分子量は、重合開始剤や連鎖移動剤の種類やその使用量、重合の際の温度や時間の他、モノマー濃度、モノマー滴下速度などによりコントロールすることができる。
【0049】
上記重量平均分子量は、ゲルパーミエーションクロマトグラフ(GPC)により測定することができる。より具体的には、例えば、以下の<GPCの測定方法>で測定して求めることができる。
<GPCの測定方法>
(測定試料の調製)
測定対象であるアクリル系ポリマーを溶離液に溶解して、該アクリル系ポリマーの0.1%THF溶液を調製し、1日放置した後、0.45μmメンブレンフィルターにてろ過し、得られたろ液を測定試料として、下記測定条件でGPC測定を行う。
(測定条件)
GPC装置:HLC−8320GPC(東ソー株式会社製)
カラム:TSKgel GMH−H(S)(東ソー株式会社製)
カラムサイズ:7.8mmI.D.×300mm
カラム温度:40℃
溶離液:THF(テトラヒドロフラン)
流速:0.5ml/min
入口圧:4.6MPa
注入量:100μl
検出器:示差屈折計
標準試料:ポリスチレン
データ処理装置:GPC−8020(東ソー株式会社製)
【0050】
本発明の熱硬化型接着剤組成物中の、上記アクリル系ポリマー(X)の含有量(含有割合、配合割合)は、特に限定されないが、湿熱後耐熱性と接着力の両立の観点から、本発明の熱硬化性接着剤組成物の全不揮発分(100重量%)に対して、50重量%以上であり、70〜99重量%が好ましく、より好ましくは80〜95重量%、さらに好ましくは85〜95重量%である。
【0051】
上記アクリル系ポリマー(X)が、例えば、アクリル系ポリマー(X1)、及びアクリル系ポリマー(X2)を含む場合、本発明の熱硬化型接着剤組成物の全不揮発分(100重量%)中の、アクリル系ポリマー(X1)の含有量とアクリル系ポリマー(X2)の含有量の合計量(合計含有量)は、50重量%以上であり、70〜99重量%が好ましく、より好ましくは80〜95重量%、さらに好ましくは85〜95重量%である。
また、アクリル系ポリマー(X1)に対するアクリル系ポリマー(X2)の含有量(含有割合、配合割合)は、特に限定されないが、接着性と耐熱性を両立できる点から、アクリル系ポリマー(X1)100重量部に対して、1〜100重量部が好ましく、より好ましくは2〜45重量部、さらに好ましくは4〜25重量部、最も好ましくは5〜20重量部である。上記アクリル系ポリマー(X2)の含有量を1重量部以上とすることにより、本発明の熱硬化型接着シートの接着力が向上し、湿熱後耐熱性も向上するため好ましい。また、100重量部以下とすることにより、本発明の熱硬化型接着剤層の強度が向上し、本発明の熱硬化型接着シートの湿熱後耐熱性が向上するため好ましい。
【0052】
(エーテル化フェノール樹脂(Y))
上記エーテル化フェノール樹脂(Y)は、フェノール樹脂の有するメチロール基(フェノール樹脂中のメチロール基)の一部がエーテル化されているフェノール樹脂である。即ち、エーテル化されていないメチロール基及びエーテル化されたメチロール基を少なくとも有するフェノール樹脂である。エーテル化フェノール樹脂(Y)は、熱硬化性を付与するために用いられる。エーテル化フェノール樹脂(Y)は加熱硬化時の反応性に優れるため、エーテル化フェノール樹脂(Y)を用いると、本発明の熱硬化型接着剤層の接着力及び湿熱後耐熱性が向上し、本発明の熱硬化型接着シートを薄くすることができる。
【0053】
さらに、上記エーテル化フェノール樹脂(Y)は、フェノール樹脂の有するメチロール基の一部がアルキル基でエーテル化されているフェノール樹脂である、アルキルエーテル化フェノール樹脂が好ましい。上記アルキル基としては、例えば、メチル基、エチル基、プロピル基、イソプロピル基、n−ブチル基、イソブチル基、s−ブチル基、t−ブチル基、ペンチル基、イソペンチル基、ヘキシル基、ヘプチル基、オクチル基、2−エチルヘキシル基、イソオクチル基、ノニル基、イソノニル基、デシル基、イソデシル基、ウンデシル基、ドデシル基、トリデシル基、テトラデシル基、ペンタデシル基、ヘキサデシル基、ヘプタデシル基、オクタデシル基、ノナデシル基、エイコシル基などの炭素数が1〜20のアルキル基が挙げられる。中でも、メチル基、エチル基、n−ブチル基が好ましく、さらに好ましくはn−ブチル基である。
【0054】
上記エーテル化フェノール樹脂(Y)において、骨格となるフェノール樹脂は、特に限定されない。上記エーテル化フェノール樹脂(Y)としては、例えば、エーテル化ノボラック型フェノール樹脂、エーテル化レゾール型フェノール樹脂、エーテル化クレゾール樹脂などが挙げられる。中でも、エーテル化クレゾール樹脂が好ましく、より好ましくはブチルエーテル化クレゾール樹脂(メチロール基の一部がブチルエーテル化されたクレゾール樹脂)である。上記エーテル化フェノール樹脂(Y)は、単独で又は2種以上を組み合わせて使用できる。
【0055】
上記エーテル化フェノール樹脂(Y)における、エーテル化されたメチロール基の割合としては、例えば、エーテル化されたメチロール基とエーテル化されていないメチロール基の合計(100モル%)に対する、エーテル化されたメチロール基の割合が、50モル%以上(50モル%以上、100モル%未満)であることが好ましく、より好ましくは70モル%以上である。エーテル化されたメチロール基の割合が50モル%未満では、エーテル化フェノール樹脂の常温での反応が促進されたり、加熱硬化時の反応性が低下する場合がある。
【0056】
上記エーテル化フェノール樹脂(Y)としては、市販されているエーテル化フェノール樹脂を使用することもでき、例えば、商品名「スミライトレジンPR−55317」(住友ベークライト株式会社製、ブチルエーテル化クレゾール樹脂、エーテル化されたメチロール基の割合:90モル%)、商品名「CKS−3898」(昭和電工株式会社製、ブチルエーテル化クレゾール樹脂)などを使用することができる。
【0057】
本発明の熱硬化型接着剤組成物中の、上記エーテル化フェノール樹脂(Y)の含有量(含有割合、配合割合)は、アクリル系ポリマー(X)100重量部に対して、1〜40重量部が好ましく、より好ましくは5〜20重量部、さらに好ましくは10〜15重量部である。上記エーテル化フェノール樹脂(Y)の含有量1重量部以上とすることにより、本発明の熱硬化型接着剤層の熱硬化性が向上するため好ましい。また、40重量部以下とすることにより、高温プレス時に接着剤がはみ出さないため好ましい。
【0058】
(溶剤、添加剤)
本発明の熱硬化型接着剤組成物は、溶剤を含むことが好ましい。上記溶剤としては、例えば、酢酸エチル、酢酸n−ブチル等のエステル類;メタノール、エタノール、ブタノール、プロパノール、イソプロパノール等のアルコール類;トルエン、ベンゼン等の芳香族炭化水素類;n−ヘキサン、n−ヘプタン等の脂肪族炭化水素類;シクロヘキサン、メチルシクロヘキサン等の脂環式炭化水素類;メチルエチルケトン、メチルイソブチルケトン等のケトン類などの有機溶剤が挙げられる。上記溶剤は単独で又は2種以上を組み合わせて使用できる。なお、上記溶剤には分散媒の意味も含むものとする。
【0059】
本発明の熱硬化型接着剤組成物には、アクリル系ポリマー(X)、及びエーテル化フェノール樹脂(Y)以外に、必要に応じて、老化防止剤、充填剤(フィラー)、着色剤(顔料や染料など)、紫外線吸収剤、酸化防止剤、架橋剤、粘着付与剤、可塑剤、軟化剤、界面活性剤、帯電防止剤などの公知の添加剤が本発明の特性を損なわない範囲で含まれていてもよい。上記添加剤は単独で又は2種以上を組み合わせて使用できる。
【0060】
上記充填剤(フィラー)としては、特に限定されず、公知慣用の有機充填剤や無機充填剤を用いることができる。中でも、本発明の熱硬化型接着剤層の強度を向上させ、本発明の熱硬化型接着シートの湿熱後耐熱性をさらに向上させる観点から、シリカフィラー、銅フィラーが好ましい。上記充填剤は単独で又は2種以上を組み合わせて使用できる。
【0061】
上記シリカフィラーや上記銅フィラーの形状としては、特に限定されないが、例えば、球状、フィラメント状、フレーク状、樹枝状、不規則形状などが挙げられる。中でも、上記シリカフィラーや上記銅フィラーの形状は、本発明の熱硬化型接着剤層で均一に分散させる点から、球状であることが好ましい。
【0062】
上記シリカフィラーや上記銅フィラーの平均粒径は、特に限定されないが、0.005〜10μmが好ましく、より好ましくは0.05〜5μmである。上記平均粒径を0.005μm以上とすることにより、本発明の熱硬化型接着剤層の濡れ性及び接着力が向上するため好ましい。また、上記平均粒径を10μm以下とすることにより、本発明の熱硬化型接着剤層の強度が向上し、本発明の熱硬化型接着シートの湿熱後耐熱性が向上するため好ましい。なお、フィラーの平均粒径は、例えば、光度式の粒度分布計(装置名「LA−910」、株式会社堀場製作所製)により求めることができる。
【0063】
上記のシリカフィラーや上記銅フィラーには、表面処理が施されていてよい。
【0064】
本発明の熱硬化型接着剤組成物は、上記シリカフィラー及び上記銅フィラーのうち、少なくとも1のフィラーを含有することが好ましい。すなわち、本発明の熱硬化型接着剤組成物は、シリカフィラー及び銅フィラーの両方を含有していてもよいし、シリカフィラー及び銅フィラーのうち、どちらか一方のみを含有していてもよい。
【0065】
本発明の熱硬化型接着剤組成物中の、上記シリカフィラーの含有量と上記銅フィラーの含有量の合計量(合計含有量、合計含有割合、合計配合割合)は、特に限定されないが、アクリル系ポリマー(X)100重量部に対して、1〜150重量部が好ましく、より好ましくは5〜140重量部、さらに好ましくは10〜120重量部である。上記含有量を1重量部以上とすることにより、本発明の熱硬化型接着剤層の強度が向上し、本発明の熱硬化型接着シートの湿熱後耐熱性が向上する。また、上記含有量を150重量部以下とすることにより、本発明の熱硬化型接着剤層が、脆くなり、その強度が低下することを防ぐことができる。なお、本発明の熱硬化型接着剤組成物中にシリカフィラー又は銅フィラーのどちらか一方が含まれる場合、その含まれるシリカフィラー又は銅フィラーの含有量である。
【0066】
本発明の熱硬化型接着剤組成物は、例えば、(メタ)アクリル酸C1-14アルキルエステル(a)、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有することが好ましい。
【0067】
本発明の熱硬化型接着剤組成物は、例えば、アクリル系ポリマー(X)、エーテル化フェノール樹脂(Y)と、必要に応じて各種添加剤等を混合することにより調製することができる。なお、アクリル系ポリマー(X)、エーテル化フェノール樹脂(Y)は、溶剤に溶解させることにより溶液の状態として、又は分散媒に分散させることにより分散液の状態として、本発明の熱硬化型接着剤組成物の調製に用いることもできる。
【0068】
[本発明の熱硬化型接着剤層]
本発明の熱硬化型接着剤層は、本発明の熱硬化型接着剤組成物から形成された熱硬化型の接着剤層である。本発明の熱硬化型接着剤層は単層、複層のいずれの形態を有していてもよい。
【0069】
本発明の熱硬化型接着剤層の厚さは、1〜20μmであり、好ましくは5〜20μm、好ましくは8〜18μm、より好ましくは10〜15である。上記厚みが1μm以上であることにより、接着力が向上するため好ましい。一方、上記厚みが20μm以下であることにより、硬化時間が短い場合でも硬化後の熱硬化型接着剤層が、放熱性、接着性、湿熱後耐熱性に優れる。
【0070】
本発明の熱硬化型接着剤層は、特に限定されないが、150℃、60分の条件下で硬化させた後の全熱抵抗(定常熱流法により測定した全熱抵抗)が、2.0(cm2・K)/W以下であることが好ましく、0.01〜1.8(cm2・K)/Wがより好ましく、0.1〜1.6(cm2・K)/Wがさらに好ましく、0.3〜1.5(cm2・K)/Wが特に好ましい。すなわち、150℃、60分の条件下で硬化させた後の、全熱抵抗は2.0(cm2・K)/W以下であることが好ましく、0.01〜1.8(cm2・K)/Wがより好ましく、0.1〜1.6(cm2・K)/Wがさらに好ましく、0.3〜1.5(cm2・K)/Wが特に好ましい。上記全熱抵抗が、2.0(cm2・K)/W以下であることにより、硬化後の熱硬化型接着剤層が、放熱性(熱伝導性)に優れたものとなるため、本発明の熱硬化型接着シートを用いて二つの被着体を貼り付けた場合に、一方の被着体から他方の被着体へ熱を効率よく移動させることができる。具体的には、例えば、本発明の熱硬化型接着シートを介して、FPCと補強板とを接着させた場合、FPCにたまった熱を、本発明の熱硬化型接着シートを介して、補強板に効率的に放熱させることができる。
なお、全熱抵抗とは、硬化後の熱硬化型接着剤層自体の熱抵抗と、接触熱抵抗の合計を意味する。また、接触熱抵抗とは、硬化後の熱硬化型接着剤層の表面粗さなどにより、接着剤層表面と被着体との間に空気が介在することによって、接着剤層と被着体との間に生じる熱抵抗である。また、上記全熱抵抗は、後述の(評価)の「(3)全熱抵抗」に記載の方法によって測定することができる。
【0071】
本発明の熱硬化型接着剤層は、特に限定されないが、150℃、20分の条件下で硬化させた後の全熱抵抗(定常熱流法により測定した全熱抵抗)が、放熱性の観点から、0.1〜1.6(cm2・K)/Wであることが好ましく、より好ましくは0.2〜1.5(cm2・K)/W、さらに好ましくは0.3〜1.5(cm2・K)/Wである。
【0072】
本発明の熱硬化型接着剤層(硬化前)のゲル分率は、特に限定されないが、本発明の熱硬化型接着剤層の柔軟性の観点から、70%(重量%)未満(例えば、0%以上70%未満)が好ましく、より好ましくは60%未満、より好ましくは50%未満である。上記ゲル分率は、メチルエチルケトン不溶分として求めることができ、具体的には、メチルエチルケトン中に室温(23℃)で7日間浸漬した後の不溶分の浸漬前の試料に対する重量分率(単位:重量%)として求められる。上記ゲル分率が70%未満であることにより、本発明の熱硬化型接着剤層の柔軟性が向上し接着力が向上するため好ましい。
【0073】
上記ゲル分率(メチルエチルケトン不溶分の割合)は、具体的には、例えば、以下の<ゲル分率の測定方法>により測定し、算出できる。
<ゲル分率の測定方法>
本発明の熱硬化型接着シートより、本発明の熱硬化型接着剤層を約0.1g採取し、ゲル分率測定用の熱硬化型接着剤層とする。上記ゲル分率測定用の熱硬化型接着剤層を、平均孔径0.2μmの孔を有する多孔質テトラフルオロエチレンシート(商品名「NTF1122」、日東電工(株)製)に包んだ後、凧糸で縛り、その際の重量を測定し、該重量を浸漬前重量とする。なお、該浸漬前重量は、熱硬化型接着剤層と、テトラフルオロエチレンシートと、凧糸の総重量である。また、テトラフルオロエチレンシートと凧糸の合計重量も測定しておき、該重量を包袋重量とする。
次に、上記の熱硬化型接着剤層をテトラフルオロエチレンシートで包み凧糸で縛ったもの(「サンプル」と称する)を、メチルエチルケトンで満たした50mL容器に入れ、室温(23℃)にて1週間(7日間)静置する。その後、容器からサンプル(メチルエチルケトン処理後)を取り出して、アルミニウム製カップに移し、130℃で2時間、乾燥機中で乾燥してメチルエチルケトンを除去した後、重量を測定し、該重量を浸漬後重量とする。
そして、下記の式からゲル分率を算出する。
ゲル分率(重量%)=(A−B)/(C−B) × 100
(上記式において、Aは浸漬後重量であり、Bは包袋重量であり、Cは浸漬前重量である。)
【0074】
本発明の熱硬化型接着剤層の150℃1時間の熱硬化処理後のゲル分率は、特に限定されないが、90%(重量%)以上が好ましく、より好ましくは92%以上、さらに好ましくは96%以上である。本発明の熱硬化型接着剤層の150℃1時間の熱硬化処理後のゲル分率の上限については、特に限定されず、例えば、100%である。上記ゲル分率が90%以上であることにより、本発明の熱硬化型接着剤層の熱硬化処理をすばやく十分に進行させることができ、熱硬化後の接着性、湿熱後耐熱性により優れるため好ましい。上記ゲル分率が90%未満では、150℃1時間の熱硬化処理では熱硬化反応の進行が十分でなく、熱硬化後の接着力や湿熱後耐熱性が不足する場合があり、十分に接着させるためにさらに高い硬化温度や長い硬化時間を必要とするためコストが高くなる場合がある。
【0075】
なお、上記の熱硬化型接着剤層の150℃1時間の熱硬化処理後のゲル分率は、具体的には、例えば、本発明の熱硬化型接着シートを150℃で1時間加熱し、熱硬化処理を施した後の熱硬化型接着シートから採取した熱硬化型接着剤層(硬化後の熱硬化型接着剤層)を「ゲル分率測定用の熱硬化型接着剤層」として、上記の<ゲル分率の測定方法>と同様にして、測定し算出できる。
【0076】
[本発明の熱硬化型接着シート]
本発明の熱硬化型接着シートは、本発明の熱硬化型接着剤層(本発明の熱硬化型接着剤組成物により形成された熱硬化型接着剤層)を少なくとも1層有する。本発明の熱硬化型接着シートは、本発明の熱硬化型接着剤層以外にも、基材、本発明の熱硬化型接着剤層以外の熱硬化型接着剤層等を有していてもよい。また、本発明の効果を損なわない範囲で、他の層(例えば、中間層、下塗り層など)を有していてもよい。本発明の熱硬化型接着剤層以外の層は、それぞれ、1層のみ設けられていても、2層以上設けられていてもよい。
【0077】
本発明の熱硬化型接着シートは、該シートの片面のみが接着剤層表面(接着面)である(即ち、本発明の熱硬化型接着剤層表面である)片面接着シートであってもよいし、該シートの両面が接着剤層表面(接着面)である両面接着シートであってもよい。本発明の熱硬化型接着シートは、特に限定されないが、物品(被着体)同士の貼り合わせに用いる等の観点から、両面接着シートであることが好ましく、より好ましくは、該シートの両面が熱硬化型接着剤層の表面である両面接着シートである。
【0078】
本発明の熱硬化型接着シートは、基材を有する熱硬化型接着シート(基材付き熱硬化型接着シート)であってもよく、基材を有していない熱硬化型接着シート(基材レス熱硬化型接着シート)であってもよい。本発明の熱硬化型接着シートとしては、例えば、(1)本発明の熱硬化型接着剤層のみからなり、基材を有していない熱硬化型接着シート(基材レス熱硬化型接着シート)、(2)基材の少なくとも一方の面側(両面側又は片面側)に本発明の熱硬化型接着剤層を有する熱硬化型接着シート(基材付き熱硬化型接着シート)などが挙げられる。本発明の熱硬化型接着シートとしては、基材レス熱硬化型接着シートが好ましく、中でも、製造の簡便さ、及び放熱性(熱伝導性)の観点から、上記(1)の構成の、本発明の熱硬化型接着剤層のみからなり、基材を有していない基材レス熱硬化型接着シートが好ましい。なお、上記「基材」には、熱硬化型接着シートの使用時に剥離される剥離ライナー(セパレータ)は含まない。
【0079】
なお、本発明の熱硬化型接着シートが基材付き熱硬化型接着シートである場合、基材の少なくとも一方の面側に、本発明の熱硬化型接着剤層が設けられていればよい。基材の、本発明の熱硬化型接着剤層が設けられた側とは反対面側には、本発明の熱硬化型接着剤層以外の熱硬化型接着剤層や、熱硬化型接着剤層以外の公知の接着剤層[例えば、粘着剤層(感圧性接着剤層)等]が設けられていてもよい。
【0080】
上記基材としては、特に限定されず、例えば、紙などの紙系基材;布、不織布、ネットなどの繊維系基材;金属箔、金属板などの金属系基材;各種樹脂(ポリオレフィン系樹脂、ポリエステル系樹脂、ポリ塩化ビニル系樹脂、酢酸ビニル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンスルフィド(PPS)など)によるフィルムやシートなどのプラスチック系基材;ゴムシートなどのゴム系基材;発泡シートなどの発泡体系基材や、これらの積層体(特にプラスチック系基材と他の基材との積層体や、プラスチックフィルム(又はシート)同士の積層体など)等の適宜なシート状物を用いることができる。
【0081】
上記基材の厚みは、特に限定されないが、加工性の観点から、10〜150μmが好ましく、より好ましくは10〜100μm、さらに好ましくは10〜50μmである。なお、基材は単層の形態を有していてもよく、また、複層の形態を有していてもよい。また、基材には、必要に応じて、背面処理、帯電防止処理、下塗り処理などの各種処理が施されていてもよい。
【0082】
本発明の熱硬化型接着シートは、例えば、ロール状に巻回された形態や、シートが積層された形態であってもよい。すなわち、本発明の熱硬化型接着シートは、シート状、テープ状などの形態を有することができる。なお、本発明の熱硬化型接着シートがロール状に巻回された形態を有している場合、例えば、熱硬化型接着剤層が、剥離ライナーや基材の背面側に形成された剥離処理層により保護された状態でロール状に巻回された形態であってもよい。
【0083】
本発明の熱硬化型接着シートにおける接着剤層(例えば、本発明の熱硬化型接着剤層)の表面は、剥離ライナー(セパレータ)によって保護されていてもよい。上記剥離ライナーとしては、特に限定されず、公知の剥離ライナーから適宜選択して用いることができる。上記剥離ライナーとしては、例えば、紙やプラスチックフィルム等の基材(ライナー基材)の表面がシリコーン処理された剥離ライナー、又は、紙やプラスチックフィルム等の基材(ライナー基材)の表面がポリオレフィン系樹脂によりラミネートされた剥離ライナーが好ましい。上記ポリオレフィン系樹脂は、特に限定されないが、ポリエチレン系樹脂が好ましい。
【0084】
本発明の熱硬化型接着シートの厚みは、特に限定されないが、190μm以下(4〜190μm)が好ましく、より好ましくは140μm以下(4〜140μm)、さらに好ましくは90μm以下である。上記厚みが190μm以下であることにより、本発明の熱硬化型接着シートの全熱抵抗が低くなり、放熱性に優れる。
【0085】
本発明の熱硬化型接着シートは、公知乃至慣用の接着シートの製造方法に従って製造することができる。例えば、本発明の熱硬化型接着シートが基材レス熱硬化型接着シートである場合、剥離ライナーの剥離面に、本発明の熱硬化型接着剤組成物を、乾燥後の厚さが所定の厚さとなるように塗布し、乾燥させる方法により本発明の熱硬化型接着剤層を形成して、本発明の熱硬化型接着シートを作製することができる。
本発明の熱硬化型接着シートが基材付き熱硬化型接着シートである場合、上記と同様にして、剥離ライナーの剥離面上に本発明の熱硬化型接着剤層を形成した後、該熱硬化型接着剤層を基材の表面上に転写する方法により、本発明の熱硬化型接着シートを作製することができる。また、基材の表面上に、本発明の熱硬化型接着剤組成物を、乾燥後の厚さが所定の厚さとなるように塗布し、乾燥させる方法により本発明の熱硬化型接着剤層を形成して、本発明の熱硬化型接着シートを作製することができる。
【0086】
なお、本発明の熱硬化型接着剤組成物の塗布に際しては、慣用のコーター(例えば、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーロールコーターなど)を用いることができる。
【0087】
本発明の熱硬化型接着シート及び本発明の熱硬化型接着剤層は、加熱によって硬化反応を進行(熱硬化)させることにより、優れた接着力を発揮することができる。本発明の熱硬化型接着シートを加熱して本発明の熱硬化型接着剤層を硬化させる(熱硬化する)ことにより、強固な接着力を有する接着シート(熱硬化された熱硬化型接着シート)が得られる。
【0088】
上記熱硬化における硬化温度としては、特に限定されないが、100℃以上(例えば、100〜200℃)が好ましく、さらに好ましくは140℃以上(例えば、140〜200℃、好ましくは140〜170℃)、より好ましくは150℃以上(例えば、150〜170℃)である。
【0089】
上記熱硬化における硬化時間としては、特に限定されないが、60分未満(例えば、20分以上60分未満)が好ましく、より好ましくは30分未満(例えば、20分以上30分未満)である。上記硬化時間が60分未満でも、硬化後の本発明の熱硬化型接着剤層、及び硬化後の本発明の熱硬化型接着シートは、優れた接着性、湿熱後耐熱性、放熱性を発揮できる。また、FPC上に本発明の熱硬化型接着シートを有する積層体では、FPCにたまった熱を効率よく放熱できる。特に、硬化時間が30分未満と短い場合でも、優れた接着性、湿熱後耐熱性、放熱性を発揮できる。そのため、例えば、FPCなどの優れた湿熱後耐熱性、放熱性が要求される製品の製造用途に用いられた場合に、生産効率が向上する。
【0090】
上記硬化条件(加熱条件)は、特に限定されないが、100℃以上(例えば、100〜200℃)の温度にて60分未満(例えば、20分以上60分未満、好ましくは20分以上30分未満)加熱することが好ましく、より好ましくは140℃以上(例えば、140〜200℃、好ましくは140〜170℃)の温度にて60分未満(例えば、20分以上60分未満、好ましくは20分以上30分未満)、特に好ましくは150℃以上(例えば、150〜170℃)の温度にて60分未満(例えば、20分以上60分未満、好ましくは20分以上30分未満)である。
【0091】
本発明の熱硬化型接着剤層は、本発明の熱硬化型接着剤組成物がアクリル系ポリマー(X)を含有するので、高い接着力(接着性)を有する。また、本発明の熱硬化型接着剤層は、本発明の熱硬化型接着剤組成物がエーテル化フェノール樹脂(Y)を含有するので、加熱硬化しやすく熱硬化性に優れ、その上接着力及び湿熱後耐熱性に優れる。
加えて、本発明の熱硬化型接着シートは、熱硬化型接着剤層の厚みが1〜20μmであるため、硬化時間が短い場合でも硬化後の熱硬化型接着剤層は接着性、湿熱後耐熱性に優れ、その上全熱抵抗が低く、放熱性(熱伝導性)に優れる。
【0092】
本発明の熱硬化型接着シートは、硬化時間が短くても、硬化後には高い接着力、優れた湿熱後耐熱性、及び優れた放熱性を発揮することができる。そのため、本発明の熱硬化型接着シートは、強固に接着し、接着後に極めて厳しい温度条件下で処理される場合でも発泡や浮き剥がれなどが生じない優れた湿熱後耐熱性が求められ、かつ、被着体の熱を放熱させるために優れた熱伝導性が求められる用途等に好ましく使用することができる。具体的には、本発明の熱硬化型接着シートは、例えば、フレキシブル印刷回路基板(FPC)における接着の際に好ましく使用できる。即ち、本発明の熱硬化型接着シートは、好ましくは、FPC用熱硬化型接着シートである。なお、FPCにおける接着とは、例えば、FPCを作製する際の接着や、FPCを補強板に貼り合わせる際の接着を意味している。
【0093】
FPCは最終製品に組み込まれるまでに高温のリフロー工程を通ることが多く、使用される熱硬化型接着シートには、リフロー工程を通った後に、発泡や浮き剥がれが発生しないことが求められる。また、電子機器内部のFPCは熱を持つことが多く、FPCの接着の際に用いられる接着剤(接着シート)には、放熱性(熱伝導性)が求められる。このようなFPC用途では、信頼性の観点から、「湿熱後耐熱性」及び「放熱性」が重要視されている。なお、上記「湿熱後耐熱性」とは、熱硬化型接着シートを用いて被着体を接着して作製した積層体を、高温高湿下(例えば、温度40〜60℃、湿度60〜95%RHの環境下)で保存した後に、厳しい温度条件(例えば、温度250〜270℃で1〜3分間)で処理した場合にも、上記熱硬化型接着シート(熱硬化型接着剤層)に発泡や浮き剥がれが生じにくい特性を意味する。
本発明の熱硬化型接着シートは、熱硬化後には、高い接着力と極めて優れた湿熱後耐熱性と共に、放熱性を発揮することができるため、特にFPC用途において信頼性の高い熱硬化型接着シートとして使用することができる。即ち、本発明の熱硬化型接着シートを用いてFPCを作製することにより、本発明の熱硬化型接着シートを有するFPCを得ることができる。
【0094】
本発明の熱硬化型接着シートを用いて、本発明の熱硬化型接着シートを有するFPCを作製する方法は、特に限定されないが、例えば、本発明の熱硬化型接着シートを用いて、耐熱基材に導電性金属箔を接着積層させて、FPCを作製する方法が挙げられる。
【0095】
上記耐熱基材としては、特に限定されないが、例えば、ポリイミド製基材やポリアミド製基材が挙げられる。上記導電性金属箔としては、特に限定されないが、例えば、銅箔やアルミニウム箔が挙げられる。
【0096】
また、本発明の熱硬化型接着シートを用いてFPCと補強板とを貼り合わせることにより、FPC上に本発明の熱硬化型接着シートを有する積層体を得ることができる。即ち、本発明の熱硬化型接着シートは、FPCと補強板とを本発明の熱硬化型接着シートを介して(使用して)貼り合わせ、FPC上に本発明の熱硬化型接着シートを有する積層体(補強板付FPC)を製造する方法に用いることができる。
【0097】
FPC上に本発明の熱硬化型接着シートを有する積層体を製造する方法は、特に限定されないが、例えば、FPC又は補強板上に、本発明の熱硬化型接着シートを貼付し、熱硬化型接着シートを熱硬化させて得られた熱硬化された熱硬化型接着シートを介して、FPC又は補強板を接着させて、FPC上に本発明の熱硬化型接着シートを有する積層体を製造する方法が挙げられる。FPC上に本発明の熱硬化型接着シートを有する積層体は、FPC(又は補強板)の全面に本発明の熱硬化型接着シートを用いて貼り合わされていてもよいし、一部に用いて貼り合わされていてもよい。また、FPC上に本発明の熱硬化型接着シートを有する積層体は、本発明の効果を損なわない範囲で、フィルムや板(他の基板や遮光板など)が設けられていてもよい。なお、FPCは、本発明の熱硬化型接着シートを用いて製造されたFPCであってもよいし、公知乃至慣用のFPCであってもよい。
【0098】
上記補強板としては、特に限定されないが、例えば、アルミニウム板、ステンレス板(ステンレス鋼板など)、ポリイミド板が挙げられる。中でも、ステンレス板、ポリイミド板が好ましい。
【0099】
FPC上に本発明の熱硬化型接着シートを有する積層体は、本発明の熱硬化型接着シートを熱硬化させることにより、放熱性、接着力、湿熱後耐熱性に優れる熱硬化型接着シートを有する積層体(FPC上に熱硬化された熱硬化型接着シートを有する積層体)を得ることができる。なお、当該積層体における熱硬化型接着シートの熱硬化条件は、上述した本発明の熱硬化型接着シートの熱硬化条件と同様の条件で行うことができる。
【実施例】
【0100】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。
【0101】
表1には、実施例及び比較例における、アクリル系ポリマー(X)のモノマー組成、及び熱硬化型接着剤組成物中の含有量(配合量)、エーテル化フェノール樹脂(Y)の熱硬化型接着剤組成物中の含有量(配合量)、並びに熱硬化型接着剤層の厚みを示した。なお、表1において、アクリル系ポリマー(X)のモノマー組成は、該アクリル系ポリマー(X)を構成するモノマー成分全量(100重量%)中の各モノマーの含有量(重量%)で表した。また、アクリル系ポリマー(X)及びエーテル化フェノール樹脂(Y)の含有量は、不揮発分としての含有量(重量部)で表した。
【0102】
(実施例1)
(アクリル系ポリマー(X)の調製)
冷却管、窒素導入管、温度計および攪拌機を備えた反応器に、2,2’−アゾビス{2−[1−(2−ヒドロキシエチル)−2−イミダゾリン−2−イル]プロパン}ジハイドロクロライド(商品名「VA−060」、和光純薬工業株式会社製)(重合開始剤)0.279g、イオン交換水100gを投入し、窒素ガスを導入しながら1時間攪拌した。これを60℃に保ち、ここにブチルアクリレート(アクリル酸n−ブチル)(BA)66重量部、アクリロニトリル(AN)29重量部、アクリル酸(AA)5重量部、1−ドデカンチオール(連鎖移動剤)0.04重量部、及びポリオキシエチレンラウリルエーテル硫酸ナトリウム(乳化剤)2重量部をイオン交換水41重量部に添加して乳化したもの(モノマー原料のエマルション)400gを3時間かけて徐々に滴下して、乳化重合反応を進行させた。モノマー原料のエマルションの滴下終了後、さらに3時間同温度に保持して熟成させた。このようにして重合したアクリル系ポリマーの水分散液(エマルション)を乾燥し、アクリル系ポリマー(X)(重量平均分子量100万)を得た。
【0103】
(熱硬化型接着剤組成物の調製)
上記アクリル系ポリマー(X)[ブチルアクリレート(BA)66重量%、アクリロニトリル(AN)29重量%、アクリル酸(AA)5重量%をモノマー成分として構成された共重合体]:100重量部が溶解された酢酸エチル溶液に、エーテル化フェノール樹脂(Y)として商品名「CKS−3898」(昭和電工株式会社製)12重量部(不揮発分)が溶解されたブタノール溶液を混合し攪拌して、熱硬化型接着剤組成物(溶液)を調製した。
すなわち、該熱硬化型接着剤組成物中には、アクリル系ポリマー(X)が100重量部、エーテル化フェノール樹脂(Y)が12重量部含まれている。
【0104】
(熱硬化型接着シートの作製)
上記熱硬化型接着剤組成物を、乾燥後の厚みが5μmとなるように、剥離ライナーの剥離面に塗布し、100℃で3分間乾燥して、熱硬化型接着剤層(厚み5μm)を形成し、熱硬化型接着シート(熱硬化型接着剤層のみからなる基材レス熱硬化型接着シート)を得た。
【0105】
(実施例2)
表1に示すように、熱硬化型接着剤層の厚みを13μmに変更した以外は、実施例1と同様にして、熱硬化型接着剤組成物及び熱硬化型接着シートを得た。
【0106】
(比較例1)
表1に示すように、熱硬化型接着剤層の厚みを25μmに変更した以外は、実施例1と同様にして、熱硬化型接着剤組成物及び熱硬化型接着シートを得た。
【0107】
(比較例2)
表1に示すように、熱硬化型接着剤層の厚みを35μmに変更した以外は、実施例1と同様にして、熱硬化型接着剤組成物及び熱硬化型接着シートを得た。
【0108】
(評価)
実施例及び比較例で得られた各熱硬化型接着シートについて、熱硬化型接着剤層の硬化後の接着力、湿熱後耐熱性、及び全熱抵抗を、下記の測定方法又は評価方法により測定又は評価した。
【0109】
(1)接着力の測定方法
実施例及び比較例で得られた各熱硬化型接着シートにおける硬化後の熱硬化型接着剤層について、23℃における接着力(N/cm)を以下の方法で測定した。
フレキシブル印刷回路基板(FPC;サイズ:幅5cm×長さ8cm、厚み0.2mm)と、熱硬化型接着シートとを130℃でラミネートした後、1cm幅に切断した(熱硬化型接着シートはFPCの片面側(表面の材質:ポリイミド)の全面にラミネートされている)。これを、ステンレス鋼板(SUS304BA板)(SUS;サイズ:長さ5cm×幅5cm、厚み0.4mm)に、ラミネーターを用いて130℃でラミネートした後、160℃、2MPaで90秒間加熱圧着(プレス)して貼り付けた。さらに、150℃で20分キュアー(加熱硬化)して試験体を作製した。
【0110】
上記試験体について、引張試験機(装置商品名「TCM−1kNB」、ミネベア(株)製)を用いて、FPC側を引っ張る方法により、90°ピール接着力(引張速度:50mm/分、23℃、50%RH;N/cm)を測定した。
なお、測定結果は、表1の「接着力(N/cm) 20分キュアー SUS」の欄に示した。
【0111】
また、上記測定において、150℃で、60分キュアーして作製した試験体を用いて、同様に90°ピール接着力を測定した。測定結果は、表1の「接着力(N/cm) 60分キュアー SUS」の欄に示した。
【0112】
また、上記測定において、ステンレス鋼板のかわりに、ポリイミド板(PI;サイズ:長さ5cm×幅5cm、厚み0.13mm)を用いて、同様に90°ピール接着力を測定した。
測定結果は、表1の「接着力(N/cm) 20分キュアー PI」及び「接着力(N/cm) 60分キュアー PI」の欄に示した。
【0113】
(2)湿熱後耐熱性の評価方法(加湿後260℃はんだディップ)
実施例及び比較例で得られた各熱硬化型接着シートにおける硬化後の熱硬化型接着剤層について、湿熱後耐熱性を評価した。
銅張積層板(CCL;ポリイミド/銅の積層体、サイズ:幅5cm×長さ8cm、厚み45μm)と、熱硬化型接着シートとを130℃でラミネートした後、1cm幅に切断した(熱硬化型接着シートはCCLのポリイミド面の全面にラミネートされている)。これを、ステンレス鋼板(SUS304BA板)(SUS;サイズ:長さ5cm×幅5cm、厚み0.4mm)に、ラミネーターを用いて130℃でラミネートした後、160℃、2MPaで90秒間加熱圧着(プレス)して貼り付けた。さらに、150℃で20分キュアー(加熱硬化)して試験体を作製した。
上記試験体を、加熱湿(温度:60℃、湿度:90%RH)の条件下で24時間静置させた後、試験体のステンレス鋼板側の表面を260℃のはんだ浴に3分間ディップ(浸漬)させた。
【0114】
上記試験体における硬化後の熱硬化型接着剤層の浮き剥がれ、発泡の状態を目視にて観察し、以下の基準で湿熱後耐熱性を評価した。なお、評価結果は、表1の「湿熱後耐熱性 20分キュアー SUS」の欄に示した。
【0115】
また、加熱硬化を150℃で60分キュアーとした以外は上記と同様にして、以下の基準で湿熱後耐熱性を評価した。なお、評価結果は、表1の「湿熱後耐熱性 60分キュアー SUS」の欄に示した。
湿熱後耐熱性に優れる(○):熱硬化型接着剤層に浮き剥がれ、発泡が確認されなかった。
湿熱後耐熱性がやや劣るが使用可能(△):熱硬化型接着剤層の一部に浮き剥がれ、発泡が確認された。
湿熱後耐熱性が劣る(×):熱硬化型接着剤層の全面に浮き剥がれ、発泡が確認された。
【0116】
また、上記評価において、ステンレス鋼板のかわりに、ポリイミド板(PI;サイズ:長さ5cm×幅5cm、厚み0.13mm)を用いて、同様に湿熱後耐熱性を評価した。評価結果は、表1の「湿熱後耐熱性 20分キュアー PI」及び「湿熱後耐熱性 60分キュアー PI」の欄に示した。
【0117】
(3)全熱抵抗
実施例及び比較例で得られた各熱硬化型接着シートにおける硬化後の熱硬化型接着剤層について、80℃の全熱抵抗を測定した。
測定は、図1に示す熱特性評価装置を用いて行った。図1(a)は、実施例において全熱抵抗の測定を行う際に用いた装置を示す正面概略図、図1(b)は図1(a)に示す装置の側面概略図である。
具体的には、一辺が20mmの立法体となるように形成されたアルミニウム製(A5052、熱伝導率:140W/m・K)の一対のロッドL間に、熱硬化型接着シートS(20mm×20mm)を挟み込み、一対のロッドLを熱硬化型接着シートSで貼り合わせた。
そして、一対のロッドLが上下となるように、発熱体(ヒータブロック)Hと放熱体(冷却水が内部を循環するように構成された冷却ベース板)Cとの間にロッドLを配置した。具体的には、上側のロッドL上に発熱体Hを配置し、下側のロッドLの下に放熱体Cを配置した。
この際、熱硬化された熱硬化型接着シートSで貼り合わされた一対のロッドLは、発熱体H及び放熱体Cを貫通する一対の圧力調整用ネジTの間に位置している。なお、圧力調整用ネジTと発熱体Hとの間にはロードセルRが設置されており、圧力調整用ネジTを締め込んだ際の圧力が測定されるように構成されており、かかる圧力を熱硬化された熱硬化型接着シートSに加わる圧力として用いた。
また、下側のロッドL及び熱硬化された熱硬化型接着シートSを放熱体C側から貫通するように接触式変位計の3本のプローブP(直径1mm)を設置した。この際、プローブPの上端部は、上側のロッドLの下面に接触した状態となっており、上下のロッドL間の間隔(熱硬化された熱硬化型接着シートSの厚み)を測定可能に構成されている。
発熱体H及び上下のロッドLには温度センサーDを取り付けた(図1(b)参照)。具体的には、発熱体Hの1箇所、各ロッドLの上下方向に5mm間隔で5箇所、温度センサーDを取り付けた。
まず初めに、圧力調整用ネジTを締め込んで、熱硬化された熱硬化型接着シートSに圧力を加え、発熱体Hの温度を80℃に設定すると共に、放熱体Cに20℃の冷却水を循環させた。
そして、発熱体H及び上下のロッドLの温度が安定した後、上下のロッドLの温度を各温度センサーDで測定し、上下のロッドLの熱伝導率と温度勾配から熱硬化された熱硬化型接着シートSを通過する熱流束を算出すると共に、上下のロッドLと熱硬化された熱硬化型接着シートSとの界面の温度を算出した。そして、これらを用いて当該圧力における全熱抵抗(cm2・K)/Wを算出した。なお、熱硬化された熱硬化型接着シートSに加える圧力は250kPaとして全熱抵抗の測定を行った。
なお、測定結果は、表1の「全熱抵抗(cm2・K)/W 20分キュアー」の欄に示した。
【0118】
また、上記測定において、150℃で60分の条件で加熱硬化した熱硬化された熱硬化型接着シートを用いて、同様に全熱抵抗を測定した。測定結果は、表1の「全熱抵抗(cm2・K)/W 60分キュアー」の欄に示した。
【0119】
【表1】
【0120】
表1から明らかなように、本発明の熱硬化型接着シートは熱硬化時間が20分と短い場合でも、硬化後の接着力が高く接着性に優れ、さらに、加湿熱条件下においた後に厳しい温度条件(260℃)で、はんだディップの処理を施した場合においても、浮き剥がれや発泡が見られず、高い湿熱後耐熱性を有していた。また、硬化時間が短い場合でも、硬化後の熱硬化型接着剤層の全熱抵抗が低く、放熱性(熱伝導性)に優れていた(実施例1、2)。
一方、厚さが20μmより厚い熱硬化型接着剤層を有する熱硬化型接着シートは、硬化時間が短い場合、加湿熱条件下においた後に厳しい温度条件で、はんだディップの処理を施した場合、熱硬化型接着剤層に浮き剥がれや発泡が見られ、湿熱後耐熱性が劣っていた。その上、厚さが20μmより厚い熱硬化型接着剤層は、全熱抵抗が高く、放熱性(熱伝導性)が劣っていた(比較例1、2)。
【特許請求の範囲】
【請求項1】
熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有し、
前記熱硬化型接着剤組成物は、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有し、前記熱硬化型接着剤層の厚さが1〜20μmであることを特徴とする熱硬化型接着シート。
【請求項2】
150℃、60分の条件下で硬化させた後の、前記熱硬化型接着剤層の全熱抵抗が2.0(cm2・K)/W以下である請求項1に記載の熱硬化型接着シート。
【請求項3】
前記アクリル系ポリマー(X)が、炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)を必須のモノマー成分として構成されたアクリル系ポリマーである請求項1又は2に記載の熱硬化型接着シート。
【請求項4】
前記アクリル系ポリマー(X)が、さらに、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマーである請求項3に記載の熱硬化型接着シート。
【請求項5】
前記エーテル化フェノール樹脂(Y)の含有量が、前記アクリル系ポリマー(X)100重量部に対して、1〜40重量部である請求項1〜4のいずれか1項に記載の熱硬化型接着シート。
【請求項6】
前記熱硬化型接着剤層のみからなり、基材を有していない請求項1〜5のいずれか1項に記載の熱硬化型接着シート。
【請求項7】
フレキシブル印刷回路基板用熱硬化型接着シートである請求項1〜6のいずれか1項に記載の熱硬化型接着シート。
【請求項8】
フレキシブル印刷回路基板上に請求項7に記載の熱硬化型接着シートを有する積層体。
【請求項9】
請求項1〜7のいずれか1項に記載の熱硬化型接着シートを熱硬化して得られた、熱硬化された熱硬化型接着シート。
【請求項10】
フレキシブル印刷回路基板上に請求項9に記載の熱硬化された熱硬化型接着シートを有する積層体。
【請求項1】
熱硬化型接着剤組成物から形成された熱硬化型接着剤層を有し、
前記熱硬化型接着剤組成物は、アクリル系ポリマー(X)を主成分として含有し、かつエーテル化フェノール樹脂(Y)を含有し、前記熱硬化型接着剤層の厚さが1〜20μmであることを特徴とする熱硬化型接着シート。
【請求項2】
150℃、60分の条件下で硬化させた後の、前記熱硬化型接着剤層の全熱抵抗が2.0(cm2・K)/W以下である請求項1に記載の熱硬化型接着シート。
【請求項3】
前記アクリル系ポリマー(X)が、炭素数が1〜14である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル(a)を必須のモノマー成分として構成されたアクリル系ポリマーである請求項1又は2に記載の熱硬化型接着シート。
【請求項4】
前記アクリル系ポリマー(X)が、さらに、シアノ基含有モノマー(b)及びカルボキシル基含有モノマー(c)を必須のモノマー成分として構成されたアクリル系ポリマーである請求項3に記載の熱硬化型接着シート。
【請求項5】
前記エーテル化フェノール樹脂(Y)の含有量が、前記アクリル系ポリマー(X)100重量部に対して、1〜40重量部である請求項1〜4のいずれか1項に記載の熱硬化型接着シート。
【請求項6】
前記熱硬化型接着剤層のみからなり、基材を有していない請求項1〜5のいずれか1項に記載の熱硬化型接着シート。
【請求項7】
フレキシブル印刷回路基板用熱硬化型接着シートである請求項1〜6のいずれか1項に記載の熱硬化型接着シート。
【請求項8】
フレキシブル印刷回路基板上に請求項7に記載の熱硬化型接着シートを有する積層体。
【請求項9】
請求項1〜7のいずれか1項に記載の熱硬化型接着シートを熱硬化して得られた、熱硬化された熱硬化型接着シート。
【請求項10】
フレキシブル印刷回路基板上に請求項9に記載の熱硬化された熱硬化型接着シートを有する積層体。
【図1】

【公開番号】特開2013−104049(P2013−104049A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250907(P2011−250907)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]