
熱硬化性化粧シート
【発明の詳細な説明】
【0001】
【産業上の利用分野】この発明は、メラミン樹脂が塗布された熱硬化性化粧シート及びその化粧シートを用いた化粧板の製造方法に関する。
【0002】
【従来の技術】メラミン樹脂化粧板は、耐磨耗特性、耐熱性、耐水性等の諸性質に優れているために、デスク、カウンタートップ等の水平面、収納家具・キャビネット等の家具材、厨房台等に広く利用されている。
【0003】ところで、従来のメラミン樹脂化粧板は、チタン紙に約40〜100重量%のメラミン樹脂を含浸させ乾燥させたバッカー紙、クラフト紙に30〜100重量%のフェノール樹脂を含浸させ乾燥させたコアー紙、柄模様が印刷されたチタン紙に100〜150重量%のメラミン樹脂を含浸させた化粧紙、そしてレーヨンパルプや不織布に40〜300重量%のメラミン樹脂を含浸させ乾燥させた透明なオーバーレイ紙を順次積層し、ホットコールド方式でホットプレスして硬化させ製造されている。そして、硬化したメラミン樹脂化粧板は、合板やパーティクルボード等の基板と2次的に貼り合わされて、デスク、カウンタートップ等の水平面、収納家具・キャビネット等の家具材、厨房台等に使用されている。
【0004】
【発明が解決しようとする課題】しかしながら、従来のメラミン樹脂化粧板はパーティクルボード等の基板と貼り合わせる以前に硬化処理してしまうので、リールに巻くことができず、保存、運搬時のみならず基板と貼り合わせる際にも枚葉で行う必要があり、大量生産に不向きであり生産コストの低減化も困難であるという問題がある。
【0005】この発明は以上のような従来技術の問題点を解決しようとするものであり、硬化してメラミン樹脂化粧板となる熱硬化性化粧シートをリールに巻いて保存・運搬できるようにし、しかも、合板やパーティクルボード等の基板と貼り合わせる場合に枚葉式ではなく、連続的に行うことができるようにして低コストで且つ従来品に劣らない紙間強度を有する化粧板を製造できるようにすることを目的としている。
【0006】
【課題を解決するための手段】本発明者は、印刷紙にメラミン樹脂を含浸させずに、印刷紙上にメラミン樹脂をコーティングし、ブロッキングしない程度に乾燥してリールに巻きとることにより上述の目的が達成できることを見出しこの発明を完成させた。
【0007】即ち、この発明は、原紙、シーラーコート層、ベタ層、柄模様層及びメラミン樹脂コート層が順次積層された熱硬化性化粧シートを提供する。
【0008】また、この発明は、この熱硬化性化粧シートを、接着剤を介して基板と貼り合わせて加熱加圧することを特徴とする化粧板の製造方法も提供する。この場合、熱硬化性化粧シートをリールに巻き、連続的に基板と貼り合わせることが好ましい。
【0009】以下、この発明を図面に基づいて詳細に説明する。なお、各図面において、同じ番号は同じ又は同等の構成要素を示している。
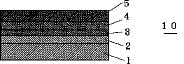
【0010】図1は、この発明の熱硬化性化粧シート10の断面図を示している。この化粧シート10は、原紙1、シーラーコート層2、ベタ層3、柄模様層4及びメラミン樹脂コート層5が順次形成された構成を有する。
【0011】この化粧シート10においては、全体をリールに巻き取れるようにすることが重要である。従って、メラミン樹脂をコーティングしてメラミン樹脂コート層5を形成し、それを完全に硬化させずに、ある程度の可撓性を保持しつつ且つブロッキングしない程度に乾燥する必要がある。このためには、使用するメラミン樹脂の種類、層厚等で異なるが、一般には90〜120℃で120〜240秒間乾燥する。
【0012】このようなメラミン樹脂コート層5に使用するメラミン樹脂としては従来から熱硬化性化粧板において用いられているものから適宜選択して使用できるが、特に比較的低圧で短時間の加圧で硬化し、しかも加圧したままでの冷却を必要としないホットホット方式対応の所謂ショートサイクル用メラミン樹脂が、大量生産に適し製造コストも低減化可能な点から好ましい。
【0013】また、メラミン樹脂の塗布量に関し、従来の原紙に含浸させる場合には、原紙に対して100〜150重量%使用していたのに対し、この発明では100重量%前後、好ましくは60〜110重量%使用する。過剰に使用すると厚くなり過ぎしかも乾燥しにくくなるのでリールへの巻取が困難となる。
【0014】この発明において用いる原紙1は、この発明の化粧シート10の基材となるものであり、従来から熱硬化性化粧板において用いられているものから適宜選択して使用できる。例えば、坪量30〜50g/m2のポリオレフィン系樹脂等を含有させて紙間強度を向上させたチタン紙がより好ましい。
【0015】シーラーコート層2は、原紙の紙間強度を向上させるためのものである。このようなシーラーコート層2としては、ウレタン樹脂やメラミン樹脂等の合成樹脂が使用できる。一般的にはこれらの樹脂をて5〜15g(ドライ)/m2で塗布する。
【0016】ベタ層3は、その下層の原紙1やシーラーコート層2を隠蔽し、柄模様層4を鮮明に際立たせるために設けられる。このようなベタ層3は、従来から熱硬化性化粧板を製造する際に用いられているインクを使用して形成でき、好ましくは不透明インクを使用する。
【0017】柄模様層4は、この化粧シートの意匠性を高めるために設けられるものであり、従来から熱硬化性化粧板を製造する際に用いられているインクを使用して形成できる。使用するインクは透明であっても不透明であってもよい。
【0018】この発明の化粧シート10は、常法に従って製造できる。例えば、まず原紙1に有機溶剤に溶解したウレタン樹脂等を例えばロールコーターを用いて塗布、乾燥してシーラーコート層2を設け、その上にグラビア印刷法などでベタ層3及び柄模様層4を設ける。更にその上にバーコーターなどでショートサイクル用メラミン樹脂を塗布し、乾燥してメラミン樹脂コート層5を形成することにより製造できる。
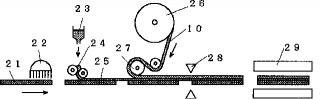
【0019】図2は、この発明の熱硬化性化粧シート10をパーティクルボード等の基板と貼り合わせて、表面に硬化メラミン樹脂層を有する化粧板を製造する好ましいラインの態様を説明する図である。
【0020】同図において、まずパーティクルボード等の基板21を製造ラインに投入し、まずブラシ22で表面の汚れを除去する。
【0021】ついで、2液型のウレタン系接着剤等の接着剤23が供給されている接着剤アプリケーター24により接着剤をパーティクルボード21に塗布し接着剤層25を形成する。
【0022】ついで、接着剤層25の上に、この発明の熱硬化性化粧シート10をショートサイクル用メラミン樹脂コート層が上面になるように積層する。この際、この発明の熱硬化性化粧シート10はリール26に巻き取られたものを使用し、ローラー27により予備加熱及び所望のテンションを掛けながら、連続的に基板21を貼り合わせる。
【0023】続いて、所望の大きさにナイフ28でカットし、ヒートプレス機29でメラミン樹脂コート層を硬化させるために所定の条件で加熱加圧する。こうして、表面に硬化メラミン樹脂層を有する化粧板を低コストで大量に製造することが可能となる。
【0024】なお、図2の態様では接着剤を基板21に塗布したが、基板21に塗布せずに、硬化性化粧シート10を基板21に貼り合わせる前に化粧シート10側に塗布してもよい。
【0025】
【作用】この発明の熱硬化性化粧シートは、メラミン樹脂を原紙に含浸させずに、その上にコーティングし、ブロッキングしない程度に乾燥するので、リールに巻き取られることが可能となる。従って、この発明の熱硬化性化粧シートと基板とを貼り合わせる際に、枚葉式ではなく連続的に行うことが可能となり、大量生産に対応でき低コストで化粧板を製造することが可能となる。
【0026】
【実施例】以下、この発明を実施例により具体的に説明する。
【0027】実施例1坪量45g/m2の酸化チタン含有紙間強化紙(HPT45、天間特殊製紙製)の片面に、ウレタン樹脂(大日精化製)をシーラー剤として用いて版深60μmのグラビアベタ版で塗布し、乾燥してシーラーコート層を設けた。
【0028】ついで、シーラーコート層上に、グラビア印刷法によりブチラール系のインク(D−2、大日精化製)を用いてベタ印刷及び柄印刷を施しベタ層と柄印刷層とを設けた。
【0029】柄模様層上に、リバースコーターによりショートサイクル用メラミン樹脂(M−700、日産化学製)を40g/m2(乾燥)の量で塗布し、20m/分のラインスピードで110℃の乾燥炉の中を2分間通過させ乾燥し熱硬化性化粧シートを製造した。このシートは、乾燥後リールにブロッキングを生ずることなく巻き取ることができ安定に保存することができた。
【0030】実施例2実施例1の熱硬化性化粧シートを図2に示す装置に投入し、尿素−酢酸ビニル系接着剤を用いて厚さ15mmのパーティクルボードと貼り合わせ、温度160℃、圧力30kg/cm2で0.8分間硬化処理をして化粧板を製造した。
【0031】得られた化粧板は、従来の硬化メラミン樹脂層を表面に有する化粧板に比べ物性的に遜色がないうえに、製造コストが低いものであった。
【0032】
【発明の効果】この発明によれば、硬化してメラミン樹脂化粧板となる熱硬化性シートをリールに巻いて保存・運搬でき、しかも、基板と貼り合わせる場合に枚葉式ではなく、連続的に行うことができ、低コストで且つ従来品に劣らない紙間強度を有する化粧板を製造できる。
【図面の簡単な説明】
【図1】図1は、この発明の熱硬化性化粧シートの断面図である。
【図2】図2は、この発明の熱硬化性化粧シートを基板と貼り合わせて、表面に硬化メラミン樹脂層を有する化粧板を製造する好ましいラインの態様を説明する図である。
【符号の説明】
1 基板
2 シーラーコート層
3 ベタ層
4 柄模様層
5 メラミン樹脂層
10 熱硬化性化粧シート
21 基板
25 接着剤層
【0001】
【産業上の利用分野】この発明は、メラミン樹脂が塗布された熱硬化性化粧シート及びその化粧シートを用いた化粧板の製造方法に関する。
【0002】
【従来の技術】メラミン樹脂化粧板は、耐磨耗特性、耐熱性、耐水性等の諸性質に優れているために、デスク、カウンタートップ等の水平面、収納家具・キャビネット等の家具材、厨房台等に広く利用されている。
【0003】ところで、従来のメラミン樹脂化粧板は、チタン紙に約40〜100重量%のメラミン樹脂を含浸させ乾燥させたバッカー紙、クラフト紙に30〜100重量%のフェノール樹脂を含浸させ乾燥させたコアー紙、柄模様が印刷されたチタン紙に100〜150重量%のメラミン樹脂を含浸させた化粧紙、そしてレーヨンパルプや不織布に40〜300重量%のメラミン樹脂を含浸させ乾燥させた透明なオーバーレイ紙を順次積層し、ホットコールド方式でホットプレスして硬化させ製造されている。そして、硬化したメラミン樹脂化粧板は、合板やパーティクルボード等の基板と2次的に貼り合わされて、デスク、カウンタートップ等の水平面、収納家具・キャビネット等の家具材、厨房台等に使用されている。
【0004】
【発明が解決しようとする課題】しかしながら、従来のメラミン樹脂化粧板はパーティクルボード等の基板と貼り合わせる以前に硬化処理してしまうので、リールに巻くことができず、保存、運搬時のみならず基板と貼り合わせる際にも枚葉で行う必要があり、大量生産に不向きであり生産コストの低減化も困難であるという問題がある。
【0005】この発明は以上のような従来技術の問題点を解決しようとするものであり、硬化してメラミン樹脂化粧板となる熱硬化性化粧シートをリールに巻いて保存・運搬できるようにし、しかも、合板やパーティクルボード等の基板と貼り合わせる場合に枚葉式ではなく、連続的に行うことができるようにして低コストで且つ従来品に劣らない紙間強度を有する化粧板を製造できるようにすることを目的としている。
【0006】
【課題を解決するための手段】本発明者は、印刷紙にメラミン樹脂を含浸させずに、印刷紙上にメラミン樹脂をコーティングし、ブロッキングしない程度に乾燥してリールに巻きとることにより上述の目的が達成できることを見出しこの発明を完成させた。
【0007】即ち、この発明は、原紙、シーラーコート層、ベタ層、柄模様層及びメラミン樹脂コート層が順次積層された熱硬化性化粧シートを提供する。
【0008】また、この発明は、この熱硬化性化粧シートを、接着剤を介して基板と貼り合わせて加熱加圧することを特徴とする化粧板の製造方法も提供する。この場合、熱硬化性化粧シートをリールに巻き、連続的に基板と貼り合わせることが好ましい。
【0009】以下、この発明を図面に基づいて詳細に説明する。なお、各図面において、同じ番号は同じ又は同等の構成要素を示している。
【0010】図1は、この発明の熱硬化性化粧シート10の断面図を示している。この化粧シート10は、原紙1、シーラーコート層2、ベタ層3、柄模様層4及びメラミン樹脂コート層5が順次形成された構成を有する。
【0011】この化粧シート10においては、全体をリールに巻き取れるようにすることが重要である。従って、メラミン樹脂をコーティングしてメラミン樹脂コート層5を形成し、それを完全に硬化させずに、ある程度の可撓性を保持しつつ且つブロッキングしない程度に乾燥する必要がある。このためには、使用するメラミン樹脂の種類、層厚等で異なるが、一般には90〜120℃で120〜240秒間乾燥する。
【0012】このようなメラミン樹脂コート層5に使用するメラミン樹脂としては従来から熱硬化性化粧板において用いられているものから適宜選択して使用できるが、特に比較的低圧で短時間の加圧で硬化し、しかも加圧したままでの冷却を必要としないホットホット方式対応の所謂ショートサイクル用メラミン樹脂が、大量生産に適し製造コストも低減化可能な点から好ましい。
【0013】また、メラミン樹脂の塗布量に関し、従来の原紙に含浸させる場合には、原紙に対して100〜150重量%使用していたのに対し、この発明では100重量%前後、好ましくは60〜110重量%使用する。過剰に使用すると厚くなり過ぎしかも乾燥しにくくなるのでリールへの巻取が困難となる。
【0014】この発明において用いる原紙1は、この発明の化粧シート10の基材となるものであり、従来から熱硬化性化粧板において用いられているものから適宜選択して使用できる。例えば、坪量30〜50g/m2のポリオレフィン系樹脂等を含有させて紙間強度を向上させたチタン紙がより好ましい。
【0015】シーラーコート層2は、原紙の紙間強度を向上させるためのものである。このようなシーラーコート層2としては、ウレタン樹脂やメラミン樹脂等の合成樹脂が使用できる。一般的にはこれらの樹脂をて5〜15g(ドライ)/m2で塗布する。
【0016】ベタ層3は、その下層の原紙1やシーラーコート層2を隠蔽し、柄模様層4を鮮明に際立たせるために設けられる。このようなベタ層3は、従来から熱硬化性化粧板を製造する際に用いられているインクを使用して形成でき、好ましくは不透明インクを使用する。
【0017】柄模様層4は、この化粧シートの意匠性を高めるために設けられるものであり、従来から熱硬化性化粧板を製造する際に用いられているインクを使用して形成できる。使用するインクは透明であっても不透明であってもよい。
【0018】この発明の化粧シート10は、常法に従って製造できる。例えば、まず原紙1に有機溶剤に溶解したウレタン樹脂等を例えばロールコーターを用いて塗布、乾燥してシーラーコート層2を設け、その上にグラビア印刷法などでベタ層3及び柄模様層4を設ける。更にその上にバーコーターなどでショートサイクル用メラミン樹脂を塗布し、乾燥してメラミン樹脂コート層5を形成することにより製造できる。
【0019】図2は、この発明の熱硬化性化粧シート10をパーティクルボード等の基板と貼り合わせて、表面に硬化メラミン樹脂層を有する化粧板を製造する好ましいラインの態様を説明する図である。
【0020】同図において、まずパーティクルボード等の基板21を製造ラインに投入し、まずブラシ22で表面の汚れを除去する。
【0021】ついで、2液型のウレタン系接着剤等の接着剤23が供給されている接着剤アプリケーター24により接着剤をパーティクルボード21に塗布し接着剤層25を形成する。
【0022】ついで、接着剤層25の上に、この発明の熱硬化性化粧シート10をショートサイクル用メラミン樹脂コート層が上面になるように積層する。この際、この発明の熱硬化性化粧シート10はリール26に巻き取られたものを使用し、ローラー27により予備加熱及び所望のテンションを掛けながら、連続的に基板21を貼り合わせる。
【0023】続いて、所望の大きさにナイフ28でカットし、ヒートプレス機29でメラミン樹脂コート層を硬化させるために所定の条件で加熱加圧する。こうして、表面に硬化メラミン樹脂層を有する化粧板を低コストで大量に製造することが可能となる。
【0024】なお、図2の態様では接着剤を基板21に塗布したが、基板21に塗布せずに、硬化性化粧シート10を基板21に貼り合わせる前に化粧シート10側に塗布してもよい。
【0025】
【作用】この発明の熱硬化性化粧シートは、メラミン樹脂を原紙に含浸させずに、その上にコーティングし、ブロッキングしない程度に乾燥するので、リールに巻き取られることが可能となる。従って、この発明の熱硬化性化粧シートと基板とを貼り合わせる際に、枚葉式ではなく連続的に行うことが可能となり、大量生産に対応でき低コストで化粧板を製造することが可能となる。
【0026】
【実施例】以下、この発明を実施例により具体的に説明する。
【0027】実施例1坪量45g/m2の酸化チタン含有紙間強化紙(HPT45、天間特殊製紙製)の片面に、ウレタン樹脂(大日精化製)をシーラー剤として用いて版深60μmのグラビアベタ版で塗布し、乾燥してシーラーコート層を設けた。
【0028】ついで、シーラーコート層上に、グラビア印刷法によりブチラール系のインク(D−2、大日精化製)を用いてベタ印刷及び柄印刷を施しベタ層と柄印刷層とを設けた。
【0029】柄模様層上に、リバースコーターによりショートサイクル用メラミン樹脂(M−700、日産化学製)を40g/m2(乾燥)の量で塗布し、20m/分のラインスピードで110℃の乾燥炉の中を2分間通過させ乾燥し熱硬化性化粧シートを製造した。このシートは、乾燥後リールにブロッキングを生ずることなく巻き取ることができ安定に保存することができた。
【0030】実施例2実施例1の熱硬化性化粧シートを図2に示す装置に投入し、尿素−酢酸ビニル系接着剤を用いて厚さ15mmのパーティクルボードと貼り合わせ、温度160℃、圧力30kg/cm2で0.8分間硬化処理をして化粧板を製造した。
【0031】得られた化粧板は、従来の硬化メラミン樹脂層を表面に有する化粧板に比べ物性的に遜色がないうえに、製造コストが低いものであった。
【0032】
【発明の効果】この発明によれば、硬化してメラミン樹脂化粧板となる熱硬化性シートをリールに巻いて保存・運搬でき、しかも、基板と貼り合わせる場合に枚葉式ではなく、連続的に行うことができ、低コストで且つ従来品に劣らない紙間強度を有する化粧板を製造できる。
【図面の簡単な説明】
【図1】図1は、この発明の熱硬化性化粧シートの断面図である。
【図2】図2は、この発明の熱硬化性化粧シートを基板と貼り合わせて、表面に硬化メラミン樹脂層を有する化粧板を製造する好ましいラインの態様を説明する図である。
【符号の説明】
1 基板
2 シーラーコート層
3 ベタ層
4 柄模様層
5 メラミン樹脂層
10 熱硬化性化粧シート
21 基板
25 接着剤層
【特許請求の範囲】
【請求項1】 原紙、シーラーコート層、ベタ層、柄模様層及びメラミン樹脂コート層が順次積層した熱硬化性化粧シート。
【請求項2】 請求項1記載の熱硬化性化粧シートを、接着剤を介して基板と貼り合わせて加熱加圧することを特徴とする化粧板の製造方法。
【請求項3】 該熱硬化性化粧シートをリールに巻き、連続的に基板と貼り合わせる請求項2記載の化粧板の製造方法。
【請求項1】 原紙、シーラーコート層、ベタ層、柄模様層及びメラミン樹脂コート層が順次積層した熱硬化性化粧シート。
【請求項2】 請求項1記載の熱硬化性化粧シートを、接着剤を介して基板と貼り合わせて加熱加圧することを特徴とする化粧板の製造方法。
【請求項3】 該熱硬化性化粧シートをリールに巻き、連続的に基板と貼り合わせる請求項2記載の化粧板の製造方法。
【図1】


【図2】
【図2】
【特許番号】特許第3057863号(P3057863)
【登録日】平成12年4月21日(2000.4.21)
【発行日】平成12年7月4日(2000.7.4)
【国際特許分類】
【出願番号】特願平3−334210
【出願日】平成3年11月22日(1991.11.22)
【公開番号】特開平5−138847
【公開日】平成5年6月8日(1993.6.8)
【審査請求日】平成10年9月22日(1998.9.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【参考文献】
【文献】特開 平3−203643(JP,A)
【登録日】平成12年4月21日(2000.4.21)
【発行日】平成12年7月4日(2000.7.4)
【国際特許分類】
【出願日】平成3年11月22日(1991.11.22)
【公開番号】特開平5−138847
【公開日】平成5年6月8日(1993.6.8)
【審査請求日】平成10年9月22日(1998.9.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【参考文献】
【文献】特開 平3−203643(JP,A)
[ Back to top ]