
熱硬化性樹脂化粧板
【課題】耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を提供する。
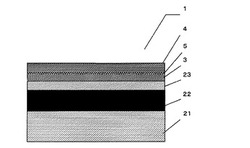
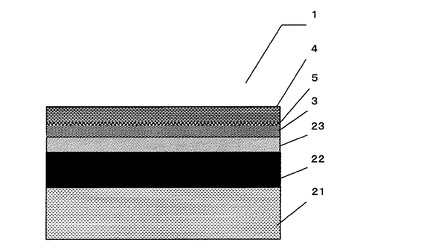
【解決手段】熱硬化性樹脂含浸コア層21、意匠層22、プライマー層3及び表面保護層4をこの順に積層してなり、加熱加圧成形して得られる熱硬化性樹脂化粧板1である。表面保護層4が、電離放射線硬化性樹脂を架橋硬化してなるものである。
【解決手段】熱硬化性樹脂含浸コア層21、意匠層22、プライマー層3及び表面保護層4をこの順に積層してなり、加熱加圧成形して得られる熱硬化性樹脂化粧板1である。表面保護層4が、電離放射線硬化性樹脂を架橋硬化してなるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱硬化性樹脂化粧板に関する。
【背景技術】
【0002】
熱硬化性樹脂化粧板は、耐衝撃性や耐汚染性、鉛筆硬度等において優れた特性を有しており、具体的には、高圧メラミン樹脂化粧板、低圧メラミン樹脂化粧板、ジアリルフタレート(DAP)樹脂化粧板、ポリエステル化粧板、グアナミン樹脂化粧板、フェノール樹脂化粧板などが挙げられる。これらのうち、特に高圧メラミン樹脂化粧板は、表面が硬く、耐熱性、耐汚染性や耐薬品性に優れ、かつ意匠性でも豊富な色柄が選択できるため、テーブルトップ、流し台、デスクの天板などに広く使用されている。
【0003】
熱硬化性樹脂化粧板は、一般に紙の表面に絵柄を印刷した化粧紙に熱硬化性樹脂を含浸し、この化粧紙の表面に熱硬化性樹脂を含浸したオーバーレイ紙を配し、裏面に熱硬化性樹脂をクラフト紙等の紙基材に含浸したコア紙を重ね、金属板の間に挟んで高温・高圧で積層成形して製造される。例えば、高圧メラミン樹脂化粧板は、一般に紙の表面に絵柄を印刷した化粧紙にメラミン樹脂を含浸し、この化粧紙の表面にメラミン樹脂を含浸したオーバーレイ紙を配し、裏面にフェノール樹脂等の熱硬化性樹脂をクラフト紙等の紙基材に含浸したコア紙を重ね、金属板の間に挟んで高温・高圧で積層成形して製造される。
【0004】
ところで、高圧メラミン樹脂化粧板は、特に耐薬品性に優れるため、デスクのなかでも実験台用天板への需要が高いが、さらに耐薬品性などの表面特性を向上させるために、該樹脂化粧板の表面に転写などの手法により活性エネルギー線により硬化させた塗膜を設けた化粧板が提案されている(例えば、特許文献1及び2)。
しかしながら、これらの化粧板は、活性エネルギー線により硬化させた塗膜と樹脂化粧板との密着性が十分ではなく塗膜が剥離してしまう、あるいは熱がかかった場合に塗膜が膨れてしまうといった問題があり、密着性や耐熱性の点で十分満足のいくものではなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−119347号公報
【特許文献2】特開2002−264288号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、このような状況の下で、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、下記の発明により前記課題が解決できることを見出した。すなわち本発明は、下記の熱硬化性樹脂化粧板及びその製造方法を提供するものである。
【0008】
1.熱硬化性樹脂含浸コア層、意匠層、プライマー層及び表面保護層をこの順に積層してなり、加熱加圧成形して得られる熱硬化性樹脂化粧板。
2.プライマー層が、その表面保護層側の表面に易接着処理を施したものである上記1に記載の熱硬化性樹脂化粧板。
3.熱硬化性樹脂含浸コア層と意匠層とを順に積層してなる積層体の意匠層の上に、プライマー層及び表面保護層を、該プライマー層が意匠層側となるように転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
4.熱硬化性樹脂含浸コア層、意匠層及びプライマー層を順に積層してなる積層体のプライマー層の上に、表面保護層を転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
5.プライマー層が、その表面保護層側の表面に易接着処理を施したものである上記4又は5に記載の熱硬化性樹脂化粧板の製造方法。
【発明の効果】
【0009】
本発明によれば、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を提供することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の熱硬化性樹脂化粧板の断面を示す模式図である。
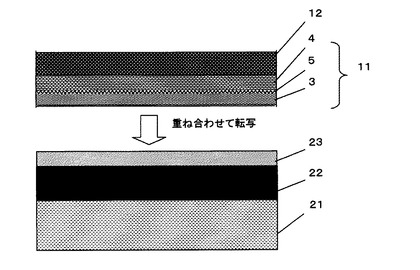
【図2】本発明の熱硬化性樹脂化粧板の製造方法における、転写時の層構成を示す模式図である。
【発明を実施するための形態】
【0011】
[熱硬化性樹脂化粧板]
本発明の熱硬化性樹脂化粧板は、熱硬化性樹脂含浸コア層、意匠層、プライマー層及び表面保護層をこの順に積層してなり、加熱加圧成形して得られるものである。以下、本発明の熱硬化性樹脂化粧板について、図1を用いて、詳細に説明する。
【0012】
《熱硬化性樹脂含浸コア層21》
熱硬化性樹脂含浸コア層21は、本発明の熱硬化性化粧板1に必要な厚さ及び強度を付与するもので、坪量100〜200g/m2程度の未晒クラフト紙に、熱硬化性樹脂を含浸したコア紙が好適に使用される。該熱硬化性樹脂の含浸量としては、特に制限はないが、通常20〜50質量%程度である。また、コア紙の枚数としては、熱硬化性樹脂化粧板の厚さに応じて適宜選定される。さらに、コア紙をあらかじめ加熱・加圧して樹脂を溶融・固化し、コア紙の表面を平滑化しておくこともできる。
【0013】
本発明において、熱硬化性樹脂としては、フェノール樹脂、メラミン樹脂、ジアリルフタレート(DAP)樹脂、ポリエステル樹脂、グアナミン樹脂などが好ましく挙げられるが、耐熱性、耐薬品性などの観点から、フェノール樹脂、メラミン樹脂がより好ましい。
【0014】
その他、コア層21としては、例えば、杉、檜、欅、松、ラワン、チーク、メラピー等各種素材の突板、木材単板、木材合板、パーチクルボード、中密度繊維板(MDF)等の木質材等を用いることもできる。これらは単独で、または積層して用いることもできる。
【0015】
コア層21の裏面には、そり止め用として、熱硬化性樹脂を含浸した繊維質基材又は木質基材などからなるバッカー層を設けてもよい。また、そり止め用として、塩化ビニル、ポリエチレン、ポリプロピレン等の合成樹脂フィルムを貼り合わせる方法、紙と合成樹脂の2層からなるシートを貼り合わせる方法、さらには2枚の薄葉紙などの紙基材を、ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体等のポリオレフィン系樹脂の押出しコート層を介して接着してなる紙質系シートを積層させる方法などが挙げられる。その他、合成樹脂製基材層と蒸着層とからなる防湿シートをコア層21の裏面に貼着させる方法などもある。
【0016】
《意匠層22》
意匠層22としては、本発明の熱硬化性樹脂化粧板の製造過程で、熱硬化性樹脂含浸コア層21で含浸されたメラミン樹脂が浸透する材料であれば特に限定されず、薄葉紙、クラフト紙、チタン紙、コート紙、アート紙、硫酸紙、グラシン紙、パーチメント紙、パラフィン紙、和紙などが使用できるが、チタン紙などの隠蔽性の高いものが特に好適に使用される。
また、これらの材料は、その用途に応じて、(i)絵柄が印刷されているもの、(ii)全面にわたって一様均一に印刷(ベタ印刷)されているもの、(iii)予め着色されているもの(着色チタン紙など)、などから適宜選択してもよい。例えば、本発明の熱硬化性樹脂化粧板を実験台として用いる場合には、全面にわたって一様均一に黒色で印刷されているものや、予め黒色に着色された着色チタン紙を好ましく採用することができる。
【0017】
意匠層22の厚さについては、メラミン樹脂の浸透性や隠蔽性の観点から30〜120g/m2の範囲が好ましく、さらには60〜80g/m2の範囲が好ましい。
【0018】
また、意匠層22を形成する材料は、特に耐薬品性を向上させる観点から、予め熱硬化性樹脂を含浸したものであってもよい。熱硬化性樹脂としては、上記したコア層21で用いられる樹脂と同様のものが挙げられ、本発明の化粧板を実験台として用いる場合には、特に耐薬品性の観点からメラミン樹脂であることが好ましい。
【0019】
《熱硬化性樹脂含浸オーバーレイ層23》
熱硬化性樹脂含浸オーバーレイ層23は、本発明の化粧板の強度を向上させる目的で、所望により、意匠層22の上に積層して設けられる層である。該オーバーレイ層23としては、通常熱硬化性樹脂化粧板に用いられるオーバーレイ原紙に、熱硬化性樹脂を含浸したものが好ましく採用される。
熱硬化性樹脂としては、上記したコア層21で用いられる樹脂と同様のものが挙げられ、本発明の化粧板を実験台として用いる場合には、特に耐薬品性の観点からメラミン樹脂であることが好ましい。
【0020】
該熱硬化性樹脂の含浸量としては、特に制限はないが、通常20〜50質量%程度である。当該範囲内であれば、十分な耐薬品性が得られる。
【0021】
《プライマー層3》
本発明の化粧板は、意匠層22あるいは所望により設けられる熱硬化性樹脂含浸オーバーレイ層23と表面保護層4との密着性を向上させる観点から、プライマー層3を有する。
プライマー層を形成するバインダー樹脂としては、ポリエステル系、ポリエーテル系、アクリル系、ポリカーボネート系などの熱可塑性ウレタン樹脂が好ましく挙げられ、これらを単独使用又は混合使用することが好ましい。とりわけ、密着性の観点からは、ポリエステル系及びアクリル系が好ましく、特にポリエステル系が好ましい。
【0022】
このような熱可塑性ウレタン樹脂の具体例としては、水酸基を末端に有するポリオールと、ポリイソシアネートとを反応させた線状高分子からなるウレタン樹脂を挙げることができる。
ポリオールとしては、例えばポリエステルポリオール、ポリエーテルポリオール、ポリカーボーネートポリオールなどが好ましく挙げられ、より好ましくはポリエステルポリオールである。より具体的には、ポリエステルポリオールとしては、ポリ(エチレンアジペート)、ポリ(ブチレンアジペート)、ポリ(ネオペンチルアジペート)、ポリ(ヘキサメチレンアジペート)、ポリ(ブチレンアゼラエート)、ポリ(ブチレンセバケート)、ポリカプロラクトンなどのポリエステルジオールが挙げられる。その他、アクリルポリオール、ウレタンポリオールなども好ましく挙げられる。これらは1種又は2種以上を組み合わせて使用する。
【0023】
ジイソシアネート成分としては、ポリウレタン分野にて従来公知の脂肪族(ないしは脂環式)又は芳香族の各種ジイソシアネートが挙げられる。例えば、脂肪族(ないしは脂環式)系としては、1,6−ヘキサメチレンジイソシアネートなどの脂肪族イソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネートなどの脂環式イソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、キシレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネートなどの芳香族イソシアネートなどである。これらは1種又は2種以上を組み合わせて使用することができる。
【0024】
ウレタン系樹脂のガラス転移温度は、密着性向上の観点から、−70〜−15℃の範囲が好ましく、−60〜−20℃がより好ましい。
また、ウレタン系樹脂の数平均分子量は、密着性向上の観点から、10,000〜70,000が好ましく、20,000〜70,000がより好ましく、25,000〜65,000がさらに好ましい。
【0025】
プライマー層3を形成するバインダー樹脂中のウレタン系樹脂の含有量は、50質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上がさらに好ましい。ウレタン系樹脂の含有量が上記範囲内であれば、密着性の向上を図ることができる。
【0026】
また、プライマー層3を形成するバインダー樹脂として上記したウレタン系樹脂と併用しうる樹脂として、アクリル系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリビニルアセタール系樹脂などの熱可塑性樹脂や、メラミン樹脂などの熱硬化性樹脂が挙げられる。これらのうち、熱硬化性樹脂との反応性を考慮すると、ポリビニルアルコール系樹脂やポリビニルアセタール系樹脂を用いることができる。なかでも、ポリビニルブチラール樹脂が好ましい。
【0027】
プライマー層3の厚さは、5〜50μmが好ましく、25〜50μm、さらに好ましくは30〜40μmがさらに好ましい。プライマー層3の厚さが上記範囲内であれば、密着性の向上効果が十分に得られる。また、後述する易接着処理5の処理も容易となる。
【0028】
(易接着処理5)
本発明の化粧板は、その密着性を向上させるため、プライマー層3の表面保護層4側に、易接着処理5を施すことが好ましい。
易接着処理としては、酸化法や凹凸化法などの物理的または化学的表面処理が挙げられるが、化学的表面処理が好ましい。化学的表面処理としては、コロナ放電処理、オゾン処理、クロム酸化処理などが好ましく挙げられ、密着性の向上及び操作性の観点などから、コロナ放電処理が好ましい。
【0029】
《表面保護層4》
表面保護層4は、優れた耐薬品性を得る観点から、電離放射線硬化性樹脂組成物が架橋硬化したものであることが好ましい。ここで、電離放射線硬化性樹脂組成物とは、電磁波または荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線または電子線などを照射することにより、架橋、硬化する樹脂組成物を指す。
【0030】
(電離放射線硬化性樹脂組成物)
表面保護層4に用いる電離放射線硬化性樹脂としては、従来公知の化合物を適宜使用すれば良い。具体的には、従来電離放射線硬化性の樹脂として慣用されている重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができるが、良好な硬化特性を得る観点から、ブリードアウトしにくく、固形分基準として95〜100%程度としても塗工性を有し、かつ硬化する際に硬化収縮を生じにくいものが好ましい。そのような電離放射線硬化性樹脂の代表例を以下に記載する。また、「(メタ)アクリレート」とは、「アクリレート又はメタクリレート」を意味する。
【0031】
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート単量体が好適であり、なかでも分子内にエチレン性不飽和結合を2個以上有するような多官能性(メタ)アクリレートが好ましく、1種を単独で、あるいは2種以上を組み合わせて用いて用いればよい。官能基数としては、2〜8が好ましく、2〜6がより好ましく、3〜4がさらに好ましい。
【0032】
本発明においては、前記多官能性(メタ)アクリレートとともに、その粘度を調整するなどの目的で、メチル(メタ)アクリレートなどの単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0033】
次に、重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが好ましく挙げられる。これらのオリゴマーのうち、多官能性の重合性オリゴマーが好ましく、官能基数としては、2〜16が好ましく、2〜8がより好ましく、2〜6がさらに好ましい。
【0034】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテルなどの分子中にカチオン重合性官能基を有するオリゴマーなどがある。これらの重合性オリゴマーは、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0035】
電離放射線硬化性樹脂として紫外線硬化性樹脂を用いる場合には、光重合用開始剤を紫外線硬化性樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されない。
【0036】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。これは、本発明における電離放射線硬化性樹脂組成物には紫外線吸収剤が含まれる
ことから、紫外線の照射の場合は、紫外線照射量が不足する場合があり、照射する紫外線の波長や照射量の調製を要することがあるが、電子線の照射の場合は、そのような調製は不要であり、安定した硬化特性が効率的に得られるからである。
【0037】
〈各種添加剤〉
本発明で用いられる硬化性樹脂組成物には、得られる表面保護層4の所望物性に応じて、各種添加剤が配合される。添加剤としては、例えば重合禁止剤、架橋剤、帯電防止剤、接着性向上剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤などが挙げられる。また、後述する転写シートのブロッキング防止のために、シリカなどのブロッキング防止剤を添加することもできる。
【0038】
[熱硬化性樹脂化粧板の製造方法]
本発明の熱硬化性樹脂化粧板の製造方法は、転写により製造することを特徴とするものである。より具体的には、(i)熱硬化性樹脂含浸コア層と意匠層とを順に積層してなる積層体の意匠層の上に、プライマー層及び表面保護層を、該プライマー層が意匠層側となるように転写により設けた後、加熱加工成形する、あるいは(ii)熱硬化性樹脂含浸コア層、意匠層及びプライマー層を順に積層してなる積層体のプライマー層の上に、表面保護層を転写により設けた後、加熱加工成形するものであり、本発明の熱硬化性樹脂化粧板は好ましくはこれらの製造方法により製造される。
【0039】
《転写シート11》
本発明の製造方法においては、図2に示されるように、転写シート基材12上に、表面保護層4、あるいは表面保護層4とプライマー層3とを順に積層してなる転写シート11が好ましく用いられる。
【0040】
(転写シート基材12)
本発明の製造方法において好ましく用いられる転写シートの基材12としては、一般的なプラスチックフィルム又はプラスチックシートが用いられる。
当該プラスチックフィルム又はプラスチックシートとしては、各種の合成樹脂からなるものが挙げられる。合成樹脂としては、低密度ポリエチレン樹脂(線状低密度ポリエチレン樹脂を含む)、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレン−αオレフィン共重合体、ポリプロピレン樹脂、ポリメチルペンテン樹脂、ポリブテン樹脂、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、オレフィン系熱可塑性エラストマーあるいは、これらの混合物などのポリオレフィン樹脂;ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート−イソフタレート共重合樹脂、ポリエステル系熱可塑性エラストマーなどのポリエステル樹脂;ポリ(メタ)アクリル酸メチル樹脂、ポリ(メタ)アクリル酸エチル樹脂、ポリ(メタ)アクリル酸ブチル樹脂などのアクリル樹脂;ナイロン6又はナイロン66などで代表されるポリアミド樹脂;三酢酸セルロース樹脂、セロファンなどのセルロース系樹脂;ポリスチレン樹脂;ポリカーボネート樹脂;ポリアリレート樹脂;又はポリイミド樹脂などが挙げられる。
【0041】
転写シート基材12の表面保護層4を設ける側の表面には、化粧板の意匠性を向上させる目的で、エンボス処理やマット化処理などを施すことができる。また、転写シート基材12と表面保護層4との接着性を向上させる目的で、上記した易接着処理で採用した表面処理を施すことも可能である。
【0042】
転写シート基材12の厚さは、通常1〜500μm程度とすればよく、基材の強度や生産効率などを考慮すると、10〜200μmが好ましく、10〜100μmがより好ましい。
【0043】
(表面保護層4の形成方法)
本発明の製造方法で好ましく用いられる転写シート11は、表面保護層4を有し、該表面保護層4は転写により、熱硬化性樹脂化粧板上に積層される。
当該表面保護層4は、転写シート基材12上に以下のように形成される。
まず、前記の電離放射線硬化成分である重合性モノマーや重合性オリゴマー及び各種添加剤を、それぞれ所定の割合で均質に混合し、電離放射線硬化性樹脂組成物からなる塗工液を調製する。この塗工液の粘度は、後述の塗工方式により、塗工面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
このようにして調製された塗工液を、5g/m2よりも多い塗工量で塗布することを要し6g/m2よりも多い塗工量であることが好ましい。また、塗工量の上限は、通常45g/m2程度であり、好ましくは35g/m2である。塗工液の塗布は、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。
【0044】
このようにして形成された未硬化樹脂層に、電子線、紫外線などの電離放射線を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜70kGy(1〜7Mrad)の範囲で選定される。
【0045】
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
【0046】
このようにして、形成された硬化樹脂層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能などを付与することもできる。
【0047】
(プライマー層3の形成方法)
上記のようにして表面保護層4を形成した後、プライマー層3を形成する。具体的には、公知の塗工方法により、上記したプライマー層3を形成するバインダー樹脂を含む塗工液を、塗工して形成する。その際、プライマー層3の厚さは、上記したように、好ましくは5〜50μm、より好ましくは25〜50μm、さらに好ましくは30〜40μmの範囲内となるように塗工する。
さらに、プライマー層3を形成後、より優れた密着性を得る目的で、上記したような易接着処理を行うことが好ましい。
【0048】
《加熱加工成形》
本発明の製造方法において、加熱加工成形は、熱硬化性樹脂含浸コア層21、意匠層22、好ましく設けられる熱硬化性樹脂含浸オーバーレイ層23をこの順に積層し、さらに転写シート11を積層し、加熱加圧機などを用いて行う。ここで、転写シート11が表面保護層4を有する場合は、該表面保護層4と意匠層22(又は熱硬化性樹脂含浸オーバーレイ層23)とが接するように重ねる。また、転写シート11が表面保護層4とプライマー層3とを有する場合は、該プライマー層3と意匠層22(又は熱硬化性樹脂含浸オーバーレイ層23)とが接するように重ねる。
【0049】
加熱加工成形に用いられる加熱加圧機としては、多段式ホッとプレスによる平板プレス機などが用いられる。加熱加圧の圧力、温度、時間などの条件は、使用する材料に応じて適宜選択できるが、通常圧力は0.1〜9.8MPa(1〜100kg/cm2)、温度は100〜200℃、時間は10秒から120分間程度である。また、熱硬化性樹脂としてメラミンを用い、かつ硬化性樹脂含浸コア層21、意匠層22、及び熱硬化性樹脂含浸オーバーレイ層23を用いた、いわゆる高圧メラミン樹脂化粧板を製造するときは、5.9〜9.8MPa(60〜100kg/cm2)、好ましくは5.9〜7.8MPa(60〜80kg/cm2)、温度は110〜160℃、好ましくは130〜150℃、時間は10〜60分間、好ましくは30〜40分程度とする。
【0050】
加熱加工成形の後、転写シート基材12を剥離することにより、熱硬化性樹脂化粧板を得ることができる。
このようにして製造される熱硬化性樹脂化粧板は、任意に切断し、表面や木口部にルーターやカッターなどの切削加工機を用いて溝加工、面取加工などの任意加飾を施すことができる。そして種々の用途、例えば、テーブルトップ、流し台、デスクの天板などに広く使用することができる。
また、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れるという特長をいかして、理科実験台といった薬品を用いる台の天板に好適に用いることができる。
【実施例】
【0051】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
各実施例で得られた化粧シートについて、以下の方法で評価した。
(1)耐薬品性の評価
JIS K 7114に準拠し、得られた化粧板の試験片(縦2cm×横4cm)を各種薬品(硫酸、硝酸、塩酸、燐酸、蟻酸、酢酸、クエン酸、シュウ酸、水酸化ナトリウム)を滴下し常温(23℃)で24時間放置し、試験片の外観変化を測定、観察して、下記の評価基準で評価した。
A :表面の状態は変化しない
B :表面の一部が変色または荒れたが、軽微なもので実用上問題がない
C :表面が著しく変色または荒れた
(2)耐汚染性の評価
汚染物(酸性洗剤:サンポール、アルカリ性洗剤:ドメスト、ジエチルエーテル、ヘキサン、テトラヒドロフラン、酢酸エチル、キシレン、クロロホルム、ベンゼン、アニリン、アセトン、メタノール、ホルマリン、二硫化炭素、四塩化炭素、アンンモニア水)を化粧板の試験片(縦2cm×横4cm)の表面に塗布し、24時間後にふき取ったときの汚染物の残存具合を目視にて観察した。判定基準を以下のようにして評価した。
A :汚染物の残存は全くない
B :汚染物の残存はあるものの軽微なもので実用上問題がない
C :汚染物の残存が著しい
(3)密着性の評価(耐セロファンテープ性)
化粧板の試験片(縦2cm×横4cm)の表面の一部を、ナイフでX字に切り込みをいれた後、その部分に室温下、セロファンテープ(ニチバン(株)製のセロファン粘着テープ,「セロテープ(登録商標)」25mm幅)を強く粘着させて、化粧板表面と90度の方向に、該セロファンテープを強制的に剥離した。これを10回繰り返したときの表面状態を観察した。
(4)煮沸試験の評価
化粧板の試験片(縦2cm×横4cm)を、JIS K6902に準拠して煮沸試験を行った後の、試験片の表面を目視にて観察し、以下の判断基準により評価した。
A :膨れ・白化は全く確認されなかった
B :膨れ・白化は若干確認されたが、実用上は問題ない
C :著しい膨れ・白化が確認された
【0052】
実施例1
転写シート基材12として、PETフィルム(厚み100μm,「U4(商品名)」(マット易滑タイプ),帝人デュポンフィルム株式会社製)を用い、ウレタンアクリレートと多官能モノマーとの混合物からなる電子線硬化性樹脂組成物を、塗工量30g/m2でグラビアオフセットコータ法により塗工し、バインダー樹脂のウレタンアクリル系樹脂(数平均分子量:60,000)にシリカ,平均粒径:0.1μm)を2.5質量%含有させた組成物に、硬化剤(XDIイソシアネート,昭和インク工業株式会社製)を該バインダー樹脂100質量部に対して8質量部加えたものを、塗工量20g/m2でグラビア印刷により塗工した。次いで、加速電圧125kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させて、転写シート基材12上に表面保護層4とプライマー層3とを順に積層してなる転写シート11を得た。
【0053】
転写シート11の製造とは別に、熱硬化性樹脂含浸コア層21としてフェノール含浸クラフト紙(太田産業株式会社製,秤量200g/m2のクラフト紙に30質量%のフェノール樹脂を含浸して得られたもの)、意匠層22として黒チタン紙(秤量80g/m2)、熱硬化性樹脂含浸オーバーレイ層23としてオーバーレイ紙(秤量22g/m2の紙(ミード社製)に300質量%のメラミン樹脂(サイメル社製)を含浸させて得られたもの)を用意した。
【0054】
上記のフェノール含浸クラフト紙、黒チタン紙、オーバーレイ紙をこの順に重ね合わせ、さらにオーバーレイ紙とプライマー層3とが接するように転写シート11を重ねてから、鏡板間に挟持し、圧力7.8MPa(80kg/cm2)、温度145℃の条件で30分間加熱加工成形し、樹脂を浸透、硬化、一体化して、熱硬化性樹脂化粧板(高圧メラミン化粧板)を得た。得られた化粧板を一日放置した後、縦2cm×横4cmの試験片に切削し、上記した各評価を行った。評価の結果を第1表に示す。
【0055】
実施例2
実施例1において、プライマー層3の形成後に、コロナ放電処理を行った以外は、実施例1と同様にして化粧板を作製した。得られた試験片について、上記した各評価を行った。評価の結果を第1表に示す。
【0056】
実施例3及び4
実施例2において、プライマー層3の形成に用いるバインダー樹脂を第1表に示されるものにかえた以外は、実施例2と同様にして化粧板を作製した。得られた試験片について、上記した各評価を行った。評価の結果を第1表に示す。
【0057】
比較例1
実施例1において、プライマー層3を形成しない以外は、実施例1と同様にして化粧板を作製した。得られた試験片について、上記した各評価を行った。評価の結果を第1表に示す。
【0058】
【表1】

【産業上の利用可能性】
【0059】
本発明によれば、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を得ることができる。
【符号の説明】
【0060】
1.熱硬化性樹脂化粧板
21.熱硬化性樹脂含浸コア層
22.意匠層
23.熱硬化性樹脂含浸オーバーレイ層
3.プライマー層
4.表面保護層
5.易接着処理
11.転写シート
12.転写シート基材
【技術分野】
【0001】
本発明は熱硬化性樹脂化粧板に関する。
【背景技術】
【0002】
熱硬化性樹脂化粧板は、耐衝撃性や耐汚染性、鉛筆硬度等において優れた特性を有しており、具体的には、高圧メラミン樹脂化粧板、低圧メラミン樹脂化粧板、ジアリルフタレート(DAP)樹脂化粧板、ポリエステル化粧板、グアナミン樹脂化粧板、フェノール樹脂化粧板などが挙げられる。これらのうち、特に高圧メラミン樹脂化粧板は、表面が硬く、耐熱性、耐汚染性や耐薬品性に優れ、かつ意匠性でも豊富な色柄が選択できるため、テーブルトップ、流し台、デスクの天板などに広く使用されている。
【0003】
熱硬化性樹脂化粧板は、一般に紙の表面に絵柄を印刷した化粧紙に熱硬化性樹脂を含浸し、この化粧紙の表面に熱硬化性樹脂を含浸したオーバーレイ紙を配し、裏面に熱硬化性樹脂をクラフト紙等の紙基材に含浸したコア紙を重ね、金属板の間に挟んで高温・高圧で積層成形して製造される。例えば、高圧メラミン樹脂化粧板は、一般に紙の表面に絵柄を印刷した化粧紙にメラミン樹脂を含浸し、この化粧紙の表面にメラミン樹脂を含浸したオーバーレイ紙を配し、裏面にフェノール樹脂等の熱硬化性樹脂をクラフト紙等の紙基材に含浸したコア紙を重ね、金属板の間に挟んで高温・高圧で積層成形して製造される。
【0004】
ところで、高圧メラミン樹脂化粧板は、特に耐薬品性に優れるため、デスクのなかでも実験台用天板への需要が高いが、さらに耐薬品性などの表面特性を向上させるために、該樹脂化粧板の表面に転写などの手法により活性エネルギー線により硬化させた塗膜を設けた化粧板が提案されている(例えば、特許文献1及び2)。
しかしながら、これらの化粧板は、活性エネルギー線により硬化させた塗膜と樹脂化粧板との密着性が十分ではなく塗膜が剥離してしまう、あるいは熱がかかった場合に塗膜が膨れてしまうといった問題があり、密着性や耐熱性の点で十分満足のいくものではなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−119347号公報
【特許文献2】特開2002−264288号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、このような状況の下で、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、下記の発明により前記課題が解決できることを見出した。すなわち本発明は、下記の熱硬化性樹脂化粧板及びその製造方法を提供するものである。
【0008】
1.熱硬化性樹脂含浸コア層、意匠層、プライマー層及び表面保護層をこの順に積層してなり、加熱加圧成形して得られる熱硬化性樹脂化粧板。
2.プライマー層が、その表面保護層側の表面に易接着処理を施したものである上記1に記載の熱硬化性樹脂化粧板。
3.熱硬化性樹脂含浸コア層と意匠層とを順に積層してなる積層体の意匠層の上に、プライマー層及び表面保護層を、該プライマー層が意匠層側となるように転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
4.熱硬化性樹脂含浸コア層、意匠層及びプライマー層を順に積層してなる積層体のプライマー層の上に、表面保護層を転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
5.プライマー層が、その表面保護層側の表面に易接着処理を施したものである上記4又は5に記載の熱硬化性樹脂化粧板の製造方法。
【発明の効果】
【0009】
本発明によれば、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を提供することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の熱硬化性樹脂化粧板の断面を示す模式図である。
【図2】本発明の熱硬化性樹脂化粧板の製造方法における、転写時の層構成を示す模式図である。
【発明を実施するための形態】
【0011】
[熱硬化性樹脂化粧板]
本発明の熱硬化性樹脂化粧板は、熱硬化性樹脂含浸コア層、意匠層、プライマー層及び表面保護層をこの順に積層してなり、加熱加圧成形して得られるものである。以下、本発明の熱硬化性樹脂化粧板について、図1を用いて、詳細に説明する。
【0012】
《熱硬化性樹脂含浸コア層21》
熱硬化性樹脂含浸コア層21は、本発明の熱硬化性化粧板1に必要な厚さ及び強度を付与するもので、坪量100〜200g/m2程度の未晒クラフト紙に、熱硬化性樹脂を含浸したコア紙が好適に使用される。該熱硬化性樹脂の含浸量としては、特に制限はないが、通常20〜50質量%程度である。また、コア紙の枚数としては、熱硬化性樹脂化粧板の厚さに応じて適宜選定される。さらに、コア紙をあらかじめ加熱・加圧して樹脂を溶融・固化し、コア紙の表面を平滑化しておくこともできる。
【0013】
本発明において、熱硬化性樹脂としては、フェノール樹脂、メラミン樹脂、ジアリルフタレート(DAP)樹脂、ポリエステル樹脂、グアナミン樹脂などが好ましく挙げられるが、耐熱性、耐薬品性などの観点から、フェノール樹脂、メラミン樹脂がより好ましい。
【0014】
その他、コア層21としては、例えば、杉、檜、欅、松、ラワン、チーク、メラピー等各種素材の突板、木材単板、木材合板、パーチクルボード、中密度繊維板(MDF)等の木質材等を用いることもできる。これらは単独で、または積層して用いることもできる。
【0015】
コア層21の裏面には、そり止め用として、熱硬化性樹脂を含浸した繊維質基材又は木質基材などからなるバッカー層を設けてもよい。また、そり止め用として、塩化ビニル、ポリエチレン、ポリプロピレン等の合成樹脂フィルムを貼り合わせる方法、紙と合成樹脂の2層からなるシートを貼り合わせる方法、さらには2枚の薄葉紙などの紙基材を、ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体等のポリオレフィン系樹脂の押出しコート層を介して接着してなる紙質系シートを積層させる方法などが挙げられる。その他、合成樹脂製基材層と蒸着層とからなる防湿シートをコア層21の裏面に貼着させる方法などもある。
【0016】
《意匠層22》
意匠層22としては、本発明の熱硬化性樹脂化粧板の製造過程で、熱硬化性樹脂含浸コア層21で含浸されたメラミン樹脂が浸透する材料であれば特に限定されず、薄葉紙、クラフト紙、チタン紙、コート紙、アート紙、硫酸紙、グラシン紙、パーチメント紙、パラフィン紙、和紙などが使用できるが、チタン紙などの隠蔽性の高いものが特に好適に使用される。
また、これらの材料は、その用途に応じて、(i)絵柄が印刷されているもの、(ii)全面にわたって一様均一に印刷(ベタ印刷)されているもの、(iii)予め着色されているもの(着色チタン紙など)、などから適宜選択してもよい。例えば、本発明の熱硬化性樹脂化粧板を実験台として用いる場合には、全面にわたって一様均一に黒色で印刷されているものや、予め黒色に着色された着色チタン紙を好ましく採用することができる。
【0017】
意匠層22の厚さについては、メラミン樹脂の浸透性や隠蔽性の観点から30〜120g/m2の範囲が好ましく、さらには60〜80g/m2の範囲が好ましい。
【0018】
また、意匠層22を形成する材料は、特に耐薬品性を向上させる観点から、予め熱硬化性樹脂を含浸したものであってもよい。熱硬化性樹脂としては、上記したコア層21で用いられる樹脂と同様のものが挙げられ、本発明の化粧板を実験台として用いる場合には、特に耐薬品性の観点からメラミン樹脂であることが好ましい。
【0019】
《熱硬化性樹脂含浸オーバーレイ層23》
熱硬化性樹脂含浸オーバーレイ層23は、本発明の化粧板の強度を向上させる目的で、所望により、意匠層22の上に積層して設けられる層である。該オーバーレイ層23としては、通常熱硬化性樹脂化粧板に用いられるオーバーレイ原紙に、熱硬化性樹脂を含浸したものが好ましく採用される。
熱硬化性樹脂としては、上記したコア層21で用いられる樹脂と同様のものが挙げられ、本発明の化粧板を実験台として用いる場合には、特に耐薬品性の観点からメラミン樹脂であることが好ましい。
【0020】
該熱硬化性樹脂の含浸量としては、特に制限はないが、通常20〜50質量%程度である。当該範囲内であれば、十分な耐薬品性が得られる。
【0021】
《プライマー層3》
本発明の化粧板は、意匠層22あるいは所望により設けられる熱硬化性樹脂含浸オーバーレイ層23と表面保護層4との密着性を向上させる観点から、プライマー層3を有する。
プライマー層を形成するバインダー樹脂としては、ポリエステル系、ポリエーテル系、アクリル系、ポリカーボネート系などの熱可塑性ウレタン樹脂が好ましく挙げられ、これらを単独使用又は混合使用することが好ましい。とりわけ、密着性の観点からは、ポリエステル系及びアクリル系が好ましく、特にポリエステル系が好ましい。
【0022】
このような熱可塑性ウレタン樹脂の具体例としては、水酸基を末端に有するポリオールと、ポリイソシアネートとを反応させた線状高分子からなるウレタン樹脂を挙げることができる。
ポリオールとしては、例えばポリエステルポリオール、ポリエーテルポリオール、ポリカーボーネートポリオールなどが好ましく挙げられ、より好ましくはポリエステルポリオールである。より具体的には、ポリエステルポリオールとしては、ポリ(エチレンアジペート)、ポリ(ブチレンアジペート)、ポリ(ネオペンチルアジペート)、ポリ(ヘキサメチレンアジペート)、ポリ(ブチレンアゼラエート)、ポリ(ブチレンセバケート)、ポリカプロラクトンなどのポリエステルジオールが挙げられる。その他、アクリルポリオール、ウレタンポリオールなども好ましく挙げられる。これらは1種又は2種以上を組み合わせて使用する。
【0023】
ジイソシアネート成分としては、ポリウレタン分野にて従来公知の脂肪族(ないしは脂環式)又は芳香族の各種ジイソシアネートが挙げられる。例えば、脂肪族(ないしは脂環式)系としては、1,6−ヘキサメチレンジイソシアネートなどの脂肪族イソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネートなどの脂環式イソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、キシレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネートなどの芳香族イソシアネートなどである。これらは1種又は2種以上を組み合わせて使用することができる。
【0024】
ウレタン系樹脂のガラス転移温度は、密着性向上の観点から、−70〜−15℃の範囲が好ましく、−60〜−20℃がより好ましい。
また、ウレタン系樹脂の数平均分子量は、密着性向上の観点から、10,000〜70,000が好ましく、20,000〜70,000がより好ましく、25,000〜65,000がさらに好ましい。
【0025】
プライマー層3を形成するバインダー樹脂中のウレタン系樹脂の含有量は、50質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上がさらに好ましい。ウレタン系樹脂の含有量が上記範囲内であれば、密着性の向上を図ることができる。
【0026】
また、プライマー層3を形成するバインダー樹脂として上記したウレタン系樹脂と併用しうる樹脂として、アクリル系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリビニルアセタール系樹脂などの熱可塑性樹脂や、メラミン樹脂などの熱硬化性樹脂が挙げられる。これらのうち、熱硬化性樹脂との反応性を考慮すると、ポリビニルアルコール系樹脂やポリビニルアセタール系樹脂を用いることができる。なかでも、ポリビニルブチラール樹脂が好ましい。
【0027】
プライマー層3の厚さは、5〜50μmが好ましく、25〜50μm、さらに好ましくは30〜40μmがさらに好ましい。プライマー層3の厚さが上記範囲内であれば、密着性の向上効果が十分に得られる。また、後述する易接着処理5の処理も容易となる。
【0028】
(易接着処理5)
本発明の化粧板は、その密着性を向上させるため、プライマー層3の表面保護層4側に、易接着処理5を施すことが好ましい。
易接着処理としては、酸化法や凹凸化法などの物理的または化学的表面処理が挙げられるが、化学的表面処理が好ましい。化学的表面処理としては、コロナ放電処理、オゾン処理、クロム酸化処理などが好ましく挙げられ、密着性の向上及び操作性の観点などから、コロナ放電処理が好ましい。
【0029】
《表面保護層4》
表面保護層4は、優れた耐薬品性を得る観点から、電離放射線硬化性樹脂組成物が架橋硬化したものであることが好ましい。ここで、電離放射線硬化性樹脂組成物とは、電磁波または荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線または電子線などを照射することにより、架橋、硬化する樹脂組成物を指す。
【0030】
(電離放射線硬化性樹脂組成物)
表面保護層4に用いる電離放射線硬化性樹脂としては、従来公知の化合物を適宜使用すれば良い。具体的には、従来電離放射線硬化性の樹脂として慣用されている重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができるが、良好な硬化特性を得る観点から、ブリードアウトしにくく、固形分基準として95〜100%程度としても塗工性を有し、かつ硬化する際に硬化収縮を生じにくいものが好ましい。そのような電離放射線硬化性樹脂の代表例を以下に記載する。また、「(メタ)アクリレート」とは、「アクリレート又はメタクリレート」を意味する。
【0031】
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート単量体が好適であり、なかでも分子内にエチレン性不飽和結合を2個以上有するような多官能性(メタ)アクリレートが好ましく、1種を単独で、あるいは2種以上を組み合わせて用いて用いればよい。官能基数としては、2〜8が好ましく、2〜6がより好ましく、3〜4がさらに好ましい。
【0032】
本発明においては、前記多官能性(メタ)アクリレートとともに、その粘度を調整するなどの目的で、メチル(メタ)アクリレートなどの単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0033】
次に、重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが好ましく挙げられる。これらのオリゴマーのうち、多官能性の重合性オリゴマーが好ましく、官能基数としては、2〜16が好ましく、2〜8がより好ましく、2〜6がさらに好ましい。
【0034】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテルなどの分子中にカチオン重合性官能基を有するオリゴマーなどがある。これらの重合性オリゴマーは、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0035】
電離放射線硬化性樹脂として紫外線硬化性樹脂を用いる場合には、光重合用開始剤を紫外線硬化性樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されない。
【0036】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。これは、本発明における電離放射線硬化性樹脂組成物には紫外線吸収剤が含まれる
ことから、紫外線の照射の場合は、紫外線照射量が不足する場合があり、照射する紫外線の波長や照射量の調製を要することがあるが、電子線の照射の場合は、そのような調製は不要であり、安定した硬化特性が効率的に得られるからである。
【0037】
〈各種添加剤〉
本発明で用いられる硬化性樹脂組成物には、得られる表面保護層4の所望物性に応じて、各種添加剤が配合される。添加剤としては、例えば重合禁止剤、架橋剤、帯電防止剤、接着性向上剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤などが挙げられる。また、後述する転写シートのブロッキング防止のために、シリカなどのブロッキング防止剤を添加することもできる。
【0038】
[熱硬化性樹脂化粧板の製造方法]
本発明の熱硬化性樹脂化粧板の製造方法は、転写により製造することを特徴とするものである。より具体的には、(i)熱硬化性樹脂含浸コア層と意匠層とを順に積層してなる積層体の意匠層の上に、プライマー層及び表面保護層を、該プライマー層が意匠層側となるように転写により設けた後、加熱加工成形する、あるいは(ii)熱硬化性樹脂含浸コア層、意匠層及びプライマー層を順に積層してなる積層体のプライマー層の上に、表面保護層を転写により設けた後、加熱加工成形するものであり、本発明の熱硬化性樹脂化粧板は好ましくはこれらの製造方法により製造される。
【0039】
《転写シート11》
本発明の製造方法においては、図2に示されるように、転写シート基材12上に、表面保護層4、あるいは表面保護層4とプライマー層3とを順に積層してなる転写シート11が好ましく用いられる。
【0040】
(転写シート基材12)
本発明の製造方法において好ましく用いられる転写シートの基材12としては、一般的なプラスチックフィルム又はプラスチックシートが用いられる。
当該プラスチックフィルム又はプラスチックシートとしては、各種の合成樹脂からなるものが挙げられる。合成樹脂としては、低密度ポリエチレン樹脂(線状低密度ポリエチレン樹脂を含む)、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレン−αオレフィン共重合体、ポリプロピレン樹脂、ポリメチルペンテン樹脂、ポリブテン樹脂、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、オレフィン系熱可塑性エラストマーあるいは、これらの混合物などのポリオレフィン樹脂;ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート−イソフタレート共重合樹脂、ポリエステル系熱可塑性エラストマーなどのポリエステル樹脂;ポリ(メタ)アクリル酸メチル樹脂、ポリ(メタ)アクリル酸エチル樹脂、ポリ(メタ)アクリル酸ブチル樹脂などのアクリル樹脂;ナイロン6又はナイロン66などで代表されるポリアミド樹脂;三酢酸セルロース樹脂、セロファンなどのセルロース系樹脂;ポリスチレン樹脂;ポリカーボネート樹脂;ポリアリレート樹脂;又はポリイミド樹脂などが挙げられる。
【0041】
転写シート基材12の表面保護層4を設ける側の表面には、化粧板の意匠性を向上させる目的で、エンボス処理やマット化処理などを施すことができる。また、転写シート基材12と表面保護層4との接着性を向上させる目的で、上記した易接着処理で採用した表面処理を施すことも可能である。
【0042】
転写シート基材12の厚さは、通常1〜500μm程度とすればよく、基材の強度や生産効率などを考慮すると、10〜200μmが好ましく、10〜100μmがより好ましい。
【0043】
(表面保護層4の形成方法)
本発明の製造方法で好ましく用いられる転写シート11は、表面保護層4を有し、該表面保護層4は転写により、熱硬化性樹脂化粧板上に積層される。
当該表面保護層4は、転写シート基材12上に以下のように形成される。
まず、前記の電離放射線硬化成分である重合性モノマーや重合性オリゴマー及び各種添加剤を、それぞれ所定の割合で均質に混合し、電離放射線硬化性樹脂組成物からなる塗工液を調製する。この塗工液の粘度は、後述の塗工方式により、塗工面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
このようにして調製された塗工液を、5g/m2よりも多い塗工量で塗布することを要し6g/m2よりも多い塗工量であることが好ましい。また、塗工量の上限は、通常45g/m2程度であり、好ましくは35g/m2である。塗工液の塗布は、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。
【0044】
このようにして形成された未硬化樹脂層に、電子線、紫外線などの電離放射線を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜70kGy(1〜7Mrad)の範囲で選定される。
【0045】
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
【0046】
このようにして、形成された硬化樹脂層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能などを付与することもできる。
【0047】
(プライマー層3の形成方法)
上記のようにして表面保護層4を形成した後、プライマー層3を形成する。具体的には、公知の塗工方法により、上記したプライマー層3を形成するバインダー樹脂を含む塗工液を、塗工して形成する。その際、プライマー層3の厚さは、上記したように、好ましくは5〜50μm、より好ましくは25〜50μm、さらに好ましくは30〜40μmの範囲内となるように塗工する。
さらに、プライマー層3を形成後、より優れた密着性を得る目的で、上記したような易接着処理を行うことが好ましい。
【0048】
《加熱加工成形》
本発明の製造方法において、加熱加工成形は、熱硬化性樹脂含浸コア層21、意匠層22、好ましく設けられる熱硬化性樹脂含浸オーバーレイ層23をこの順に積層し、さらに転写シート11を積層し、加熱加圧機などを用いて行う。ここで、転写シート11が表面保護層4を有する場合は、該表面保護層4と意匠層22(又は熱硬化性樹脂含浸オーバーレイ層23)とが接するように重ねる。また、転写シート11が表面保護層4とプライマー層3とを有する場合は、該プライマー層3と意匠層22(又は熱硬化性樹脂含浸オーバーレイ層23)とが接するように重ねる。
【0049】
加熱加工成形に用いられる加熱加圧機としては、多段式ホッとプレスによる平板プレス機などが用いられる。加熱加圧の圧力、温度、時間などの条件は、使用する材料に応じて適宜選択できるが、通常圧力は0.1〜9.8MPa(1〜100kg/cm2)、温度は100〜200℃、時間は10秒から120分間程度である。また、熱硬化性樹脂としてメラミンを用い、かつ硬化性樹脂含浸コア層21、意匠層22、及び熱硬化性樹脂含浸オーバーレイ層23を用いた、いわゆる高圧メラミン樹脂化粧板を製造するときは、5.9〜9.8MPa(60〜100kg/cm2)、好ましくは5.9〜7.8MPa(60〜80kg/cm2)、温度は110〜160℃、好ましくは130〜150℃、時間は10〜60分間、好ましくは30〜40分程度とする。
【0050】
加熱加工成形の後、転写シート基材12を剥離することにより、熱硬化性樹脂化粧板を得ることができる。
このようにして製造される熱硬化性樹脂化粧板は、任意に切断し、表面や木口部にルーターやカッターなどの切削加工機を用いて溝加工、面取加工などの任意加飾を施すことができる。そして種々の用途、例えば、テーブルトップ、流し台、デスクの天板などに広く使用することができる。
また、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れるという特長をいかして、理科実験台といった薬品を用いる台の天板に好適に用いることができる。
【実施例】
【0051】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
各実施例で得られた化粧シートについて、以下の方法で評価した。
(1)耐薬品性の評価
JIS K 7114に準拠し、得られた化粧板の試験片(縦2cm×横4cm)を各種薬品(硫酸、硝酸、塩酸、燐酸、蟻酸、酢酸、クエン酸、シュウ酸、水酸化ナトリウム)を滴下し常温(23℃)で24時間放置し、試験片の外観変化を測定、観察して、下記の評価基準で評価した。
A :表面の状態は変化しない
B :表面の一部が変色または荒れたが、軽微なもので実用上問題がない
C :表面が著しく変色または荒れた
(2)耐汚染性の評価
汚染物(酸性洗剤:サンポール、アルカリ性洗剤:ドメスト、ジエチルエーテル、ヘキサン、テトラヒドロフラン、酢酸エチル、キシレン、クロロホルム、ベンゼン、アニリン、アセトン、メタノール、ホルマリン、二硫化炭素、四塩化炭素、アンンモニア水)を化粧板の試験片(縦2cm×横4cm)の表面に塗布し、24時間後にふき取ったときの汚染物の残存具合を目視にて観察した。判定基準を以下のようにして評価した。
A :汚染物の残存は全くない
B :汚染物の残存はあるものの軽微なもので実用上問題がない
C :汚染物の残存が著しい
(3)密着性の評価(耐セロファンテープ性)
化粧板の試験片(縦2cm×横4cm)の表面の一部を、ナイフでX字に切り込みをいれた後、その部分に室温下、セロファンテープ(ニチバン(株)製のセロファン粘着テープ,「セロテープ(登録商標)」25mm幅)を強く粘着させて、化粧板表面と90度の方向に、該セロファンテープを強制的に剥離した。これを10回繰り返したときの表面状態を観察した。
(4)煮沸試験の評価
化粧板の試験片(縦2cm×横4cm)を、JIS K6902に準拠して煮沸試験を行った後の、試験片の表面を目視にて観察し、以下の判断基準により評価した。
A :膨れ・白化は全く確認されなかった
B :膨れ・白化は若干確認されたが、実用上は問題ない
C :著しい膨れ・白化が確認された
【0052】
実施例1
転写シート基材12として、PETフィルム(厚み100μm,「U4(商品名)」(マット易滑タイプ),帝人デュポンフィルム株式会社製)を用い、ウレタンアクリレートと多官能モノマーとの混合物からなる電子線硬化性樹脂組成物を、塗工量30g/m2でグラビアオフセットコータ法により塗工し、バインダー樹脂のウレタンアクリル系樹脂(数平均分子量:60,000)にシリカ,平均粒径:0.1μm)を2.5質量%含有させた組成物に、硬化剤(XDIイソシアネート,昭和インク工業株式会社製)を該バインダー樹脂100質量部に対して8質量部加えたものを、塗工量20g/m2でグラビア印刷により塗工した。次いで、加速電圧125kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させて、転写シート基材12上に表面保護層4とプライマー層3とを順に積層してなる転写シート11を得た。
【0053】
転写シート11の製造とは別に、熱硬化性樹脂含浸コア層21としてフェノール含浸クラフト紙(太田産業株式会社製,秤量200g/m2のクラフト紙に30質量%のフェノール樹脂を含浸して得られたもの)、意匠層22として黒チタン紙(秤量80g/m2)、熱硬化性樹脂含浸オーバーレイ層23としてオーバーレイ紙(秤量22g/m2の紙(ミード社製)に300質量%のメラミン樹脂(サイメル社製)を含浸させて得られたもの)を用意した。
【0054】
上記のフェノール含浸クラフト紙、黒チタン紙、オーバーレイ紙をこの順に重ね合わせ、さらにオーバーレイ紙とプライマー層3とが接するように転写シート11を重ねてから、鏡板間に挟持し、圧力7.8MPa(80kg/cm2)、温度145℃の条件で30分間加熱加工成形し、樹脂を浸透、硬化、一体化して、熱硬化性樹脂化粧板(高圧メラミン化粧板)を得た。得られた化粧板を一日放置した後、縦2cm×横4cmの試験片に切削し、上記した各評価を行った。評価の結果を第1表に示す。
【0055】
実施例2
実施例1において、プライマー層3の形成後に、コロナ放電処理を行った以外は、実施例1と同様にして化粧板を作製した。得られた試験片について、上記した各評価を行った。評価の結果を第1表に示す。
【0056】
実施例3及び4
実施例2において、プライマー層3の形成に用いるバインダー樹脂を第1表に示されるものにかえた以外は、実施例2と同様にして化粧板を作製した。得られた試験片について、上記した各評価を行った。評価の結果を第1表に示す。
【0057】
比較例1
実施例1において、プライマー層3を形成しない以外は、実施例1と同様にして化粧板を作製した。得られた試験片について、上記した各評価を行った。評価の結果を第1表に示す。
【0058】
【表1】
【産業上の利用可能性】
【0059】
本発明によれば、耐汚染性、耐擦傷性、耐水性、耐候性などの使用適性に加えて、密着性、耐熱性及び耐薬品性にも優れる熱硬化性樹脂化粧板を得ることができる。
【符号の説明】
【0060】
1.熱硬化性樹脂化粧板
21.熱硬化性樹脂含浸コア層
22.意匠層
23.熱硬化性樹脂含浸オーバーレイ層
3.プライマー層
4.表面保護層
5.易接着処理
11.転写シート
12.転写シート基材
【特許請求の範囲】
【請求項1】
熱硬化性樹脂含浸コア層、意匠層、プライマー層及び表面保護層をこの順に積層してなり、加熱加圧成形して得られる熱硬化性樹脂化粧板。
【請求項2】
プライマー層が、その表面保護層側の表面に易接着処理を施したものである請求項1に記載の熱硬化性樹脂化粧板。
【請求項3】
表面保護層が、電離放射線硬化性樹脂を架橋硬化してなるものである請求項1又は2に記載の熱硬化性樹脂化粧板。
【請求項4】
プライマー層を形成するバインダー樹脂が、ウレタン系樹脂を含むものである請求項1〜3のいずれかに記載の熱硬化性樹脂化粧板。
【請求項5】
バインダー樹脂中のウレタン系樹脂の含有量が50質量%以上である請求項4に記載の熱硬化性樹脂化粧板。
【請求項6】
ウレタン系樹脂のガラス転移温度が、−70〜−15℃である請求項4又は5に記載の熱硬化性樹脂化粧板。
【請求項7】
ウレタン系樹脂が、ポリエステル系ウレタンである請求項4〜6のいずれかに記載の熱硬化性樹脂化粧板。
【請求項8】
実験台に用いられる請求項1〜7のいずれかに記載の熱硬化性樹脂化粧板。
【請求項9】
熱硬化性樹脂含浸コア層と意匠層とを順に積層してなる積層体の意匠層の上に、プライマー層及び表面保護層を、該プライマー層が意匠層側となるように転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
【請求項10】
熱硬化性樹脂含浸コア層、意匠層及びプライマー層を順に積層してなる積層体のプライマー層の上に、表面保護層を転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
【請求項11】
プライマー層が、その表面保護層側の表面に易接着処理を施したものである請求項9又は10に記載の熱硬化性樹脂化粧板の製造方法。
【請求項12】
表面保護層が、電離放射線硬化性樹脂を架橋硬化してなるものである請求項9〜11のいずれかに記載の熱硬化性樹脂化粧板の製造方法。
【請求項13】
プライマー層を形成するバインダー樹脂が、ウレタン系樹脂を含むものである請求項9〜12のいずれかに記載の熱硬化性樹脂化粧板の製造方法。
【請求項14】
バインダー樹脂中のウレタン系樹脂の含有量が50質量%以上である請求項13に記載の熱硬化性樹脂化粧板の製造方法。
【請求項15】
ウレタン系樹脂のガラス転移温度が、−70〜−15℃である請求項13又は14に記載の熱硬化性樹脂化粧板の製造方法。
【請求項16】
ウレタン系樹脂が、ポリエステル系ウレタンである請求項13〜15のいずれかに記載の熱硬化性樹脂化粧板の製造方法。
【請求項1】
熱硬化性樹脂含浸コア層、意匠層、プライマー層及び表面保護層をこの順に積層してなり、加熱加圧成形して得られる熱硬化性樹脂化粧板。
【請求項2】
プライマー層が、その表面保護層側の表面に易接着処理を施したものである請求項1に記載の熱硬化性樹脂化粧板。
【請求項3】
表面保護層が、電離放射線硬化性樹脂を架橋硬化してなるものである請求項1又は2に記載の熱硬化性樹脂化粧板。
【請求項4】
プライマー層を形成するバインダー樹脂が、ウレタン系樹脂を含むものである請求項1〜3のいずれかに記載の熱硬化性樹脂化粧板。
【請求項5】
バインダー樹脂中のウレタン系樹脂の含有量が50質量%以上である請求項4に記載の熱硬化性樹脂化粧板。
【請求項6】
ウレタン系樹脂のガラス転移温度が、−70〜−15℃である請求項4又は5に記載の熱硬化性樹脂化粧板。
【請求項7】
ウレタン系樹脂が、ポリエステル系ウレタンである請求項4〜6のいずれかに記載の熱硬化性樹脂化粧板。
【請求項8】
実験台に用いられる請求項1〜7のいずれかに記載の熱硬化性樹脂化粧板。
【請求項9】
熱硬化性樹脂含浸コア層と意匠層とを順に積層してなる積層体の意匠層の上に、プライマー層及び表面保護層を、該プライマー層が意匠層側となるように転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
【請求項10】
熱硬化性樹脂含浸コア層、意匠層及びプライマー層を順に積層してなる積層体のプライマー層の上に、表面保護層を転写により設けた後、加熱加工成形することを特徴とする熱硬化性樹脂化粧板の製造方法。
【請求項11】
プライマー層が、その表面保護層側の表面に易接着処理を施したものである請求項9又は10に記載の熱硬化性樹脂化粧板の製造方法。
【請求項12】
表面保護層が、電離放射線硬化性樹脂を架橋硬化してなるものである請求項9〜11のいずれかに記載の熱硬化性樹脂化粧板の製造方法。
【請求項13】
プライマー層を形成するバインダー樹脂が、ウレタン系樹脂を含むものである請求項9〜12のいずれかに記載の熱硬化性樹脂化粧板の製造方法。
【請求項14】
バインダー樹脂中のウレタン系樹脂の含有量が50質量%以上である請求項13に記載の熱硬化性樹脂化粧板の製造方法。
【請求項15】
ウレタン系樹脂のガラス転移温度が、−70〜−15℃である請求項13又は14に記載の熱硬化性樹脂化粧板の製造方法。
【請求項16】
ウレタン系樹脂が、ポリエステル系ウレタンである請求項13〜15のいずれかに記載の熱硬化性樹脂化粧板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−136510(P2011−136510A)
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2009−298801(P2009−298801)
【出願日】平成21年12月28日(2009.12.28)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成21年12月28日(2009.12.28)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]