
熱硬化性樹脂成形品およびその製造方法
【課題】厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品と、その製造方法とを提供する。
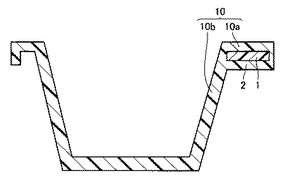
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱硬化性樹脂成形品およびその製造方法に関し、特に、肉厚の厚い厚肉部を備えた熱硬化性樹脂成形品と、そのような熱硬化性樹脂成形品の製造方法とに関するものである。
【背景技術】
【0002】
種々の樹脂が様々な分野で広く使用されており、その成形法も、射出成形、押出成形および圧縮成形等、多種に富んでいる。射出成形とは、樹脂を溶融して金型に流し込み、溶融した樹脂を冷却して固化する方法であり、押出成形とは、溶融した樹脂をシート状に押し出す方法である。そして、圧縮成形とは、金型内に供給した樹脂をプレスし加圧流動させ成形品形状をかたどる方法である。
【0003】
繊維強化プラスチック(FRP:Fiber Reinforced Plastic)は、その強度や寸法安定性の観点から広く用いられている樹脂である。FRPを用いた製法としては、フィラメントワインディング法が挙げられ、この手法では、ガラス繊維の含有量を多くして成形することができることで、優れた機械的強度を得ることができる。一方、フィラメントワインディング法では、形状としては、円筒状、球形が主で回転体に限られ、形状に制限があるという短所がある。
【0004】
FRP用の成形材料の一種であるSMC(Sheet Moulding Compound)やBMC(Bulk Molding Compound)を用いた成形方法では、形状に左右されずに成形が可能であることから、これらの成形材料は、多くの用途で用いることができる。特に、SMCでは、BMCよりも含有させるガラス繊維長を長くすることができるため、より優れた強度を得ることができる。
【0005】
また、SMCは圧縮成形用に開発された材料であり、繊維強化複合材料であるため、材料強度が強く、生産能力に優れ、複雑な成形品を製造することができる特長を有した材料とされる。一方、SMCを用いた成形では、樹脂の裁断、秤量、離型フィルムの除去、チャージングなど、人手が関与する工程が多いことが短所として挙げられる。
【0006】
また、SMCを適用した成形方法では、金型内にSMCのシートをどのように積層するかによって、できあがる成形品の物性に大きく影響を及ぼすことになる。そのため、SMCのシートのチャージパターン(積層パターン)が重要となり、さまざまなノウハウを要する。
【0007】
SMCを適用した成形品は、主に住宅、あるいは、自動車等に用いられる。その特徴としては、鋼板品と比べると、比剛性が高いこと、鋼板品では板金しにくい複雑な形状を比較的容易に形成できること等が挙げられる。
【0008】
SMCは、通常、不飽和ポリエステル樹脂に低収縮剤、増粘剤、充填剤、顔料、離型剤、硬化触媒、硬化遅延剤等を添加して混合した不飽和ポリエステル樹脂組成物をプラスチックフィルム上に塗布し、強化繊維に圧着含浸させてシート状とした後、ロール巻きし、室温または加熱下で熟成することにより製造される。
【0009】
SMCを適用した成形品は、その成形品の厚さに応じて1枚または2枚以上のSMCのシートを金型に積層して配置し、プレス成形法により所定の形状に高温プレス成形して、金型内にて不飽和ポリエステル樹脂を硬化させることによって製造される。
【0010】
このようなSMC等の熱硬化性樹脂を適用した成形品には、硬化時の硬化収縮および冷却による収縮に起因して、内部のひずみ、クラック、表面のヒケ等のさまざまな不良が生じる。このような成形不良のうち、特許文献1には、表面のヒケを抑制する熱硬化性樹脂の成形法として、金型内にABS樹脂などからなる中芯材を配し、これに熱硬化性樹脂液を注入し、加熱する際に、熱硬化性樹脂の硬化収縮体積に量に見合った体積膨張量を中芯材に生じさせるとともに、中芯材の膨張と熱硬化性樹脂の硬化収縮とを同期させることによって、成形品表面のヒケを抑制する手法が提案されている。
【特許文献1】特開2000−79620号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、従来の成形方法では次のような問題点がある。従来の成形方法では、成形品表面のヒケを抑制することができる一方で、内部の樹脂が膨張することによって、表面の樹脂のヒケを抑制するため、内部に過度の膨張が生じた場合には、中心部と表面の間にひずみが生じてクラックに至ることが考えられる。
【0012】
また、樹脂の肉厚が比較的厚い厚肉部を有する成形品を熱硬化性樹脂を用いて成形する際には、厚肉部の内部(以下「中心部」と記す。)に反応熱が生じる。そして、厚肉であるため熱伝導の遅れが生じて、中心部と表面(周辺部)との間に温度差が生じ、離型後に収縮量の差に起因するひずみが生じることが考えられる。
【0013】
本発明は上記問題点を解決するために成されたものであり、その目的は、厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品を提供することであり、他の目的は、そのような熱硬化性樹脂成形品の製造方法を提供することである。
【課題を解決するための手段】
【0014】
本発明に係る熱硬化性樹脂成形品は、熱硬化性樹脂の成形による熱硬化性樹脂成形品であって、相対的に肉厚が薄い薄肉部と相対的に肉厚が厚い厚肉部とを備えている。厚肉部では、中心部に位置する第1部分および第1部分を取り囲むように周辺部に位置する第2部分を含み、第1部分におけるガラス繊維含有量が第2部分におけるガラス繊維含有量よりも高い。
【0015】
本発明に係る熱硬化性樹脂成形品の製造方法は、熱硬化性樹脂のシートを積層し成形することによって所定の形状に仕上げる熱硬化性樹脂成形品の製造方法であって、以下の工程を備えている。金型内に第1のガラス繊維含有量の第1熱硬化性樹脂シートを積層する。第1熱硬化性樹脂シートの所定の領域上に、第1のガラス繊維含有量よりも高い第2のガラス繊維含有量の第2熱硬化性樹脂シートを積層する。所定の領域の側方に位置する第1熱硬化性樹脂シートの他の所定の領域上に、積層される第2熱硬化性樹脂シートの厚み方向端面を隠す態様で、第1のガラス繊維含有量の第3熱硬化性樹脂シートを積層する。それぞれ積層された第2熱硬化性樹脂シートと第3熱硬化性樹脂シートを覆うように、第2熱硬化性樹脂シートおよび第3熱硬化性樹脂シート上に、第1のガラス繊維含有量の第4熱硬化性樹脂シートを積層する。金型を閉じて、積層された第1熱硬化性樹脂シート〜第4熱硬化性樹脂シートを所定の温度と圧力のもとで加圧することにより、所定の形状に成形する。所定の形状に成形された成形品を金型から取出す。
【発明の効果】
【0016】
本発明に係る熱硬化性樹脂成形品によれば、厚肉部の中心部にガラス繊維含有量が相対的に高い第1部分を配置し、その第1部分の周囲を取り囲むようにガラス繊維含有率の相対的に低い第2部分を配置することによって、反応熱が生じる中心部の線膨張係数が、周辺部の線膨張係数に対して相対的に小さくなる。これにより、厚肉部の中心部に反応熱が生じて、中心部と表面との間に温度差が生じたとしても、型開き以降に生じる第1部分と第2部分との収縮量の差を相殺することができる。その結果、成形品の内部ひずみを低減させて、クラックを抑制することができる。
【0017】
本発明に係る熱硬化性樹脂成形品の製造方法によれば、成形品の中心部に対応する位置に第2熱硬化性樹脂シートが積層され、その第2熱硬化性樹脂シートの周囲を取り囲むように、第1熱硬化性樹脂シート、第3熱硬化性樹脂シートおよび第4熱硬化性樹脂シートが積層される。第2熱硬化性樹脂シートのガラス繊維含有量が、他の熱硬化性樹脂シートのガラス繊維含有量よりも高いことで、反応熱が生じる中心部の線膨張係数が、周辺部の線膨張係数に対して相対的に小さくなる。これにより、成形する際に、中心部に反応熱が生じて、中心部と周辺部との間に温度差が生じたとしても、型開き以降に生じる中心部と周辺部との収縮量の差を相殺することができる。その結果、成形品の内部ひずみを低減させて、クラックを抑制することができる。
【発明を実施するための最良の形態】
【0018】
実施の形態1
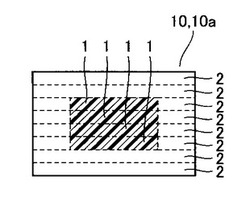
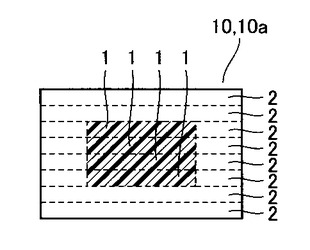
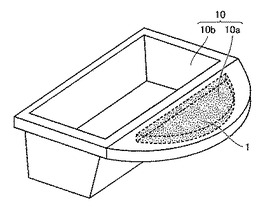
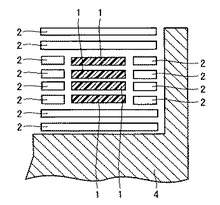
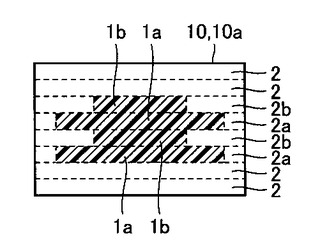
実施の形態1に係る熱硬化性樹脂成形品とその製造方法について説明する。厚肉部を有する熱硬化性樹脂成形品の断面構造を図1に示し、その厚肉部の拡大断面構造を図2に示す。図1等に示される熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(約1〜30mm程度)とすると、厚肉部10aの厚みは、たとえば1.2S〜20S程度とされる。
【0019】
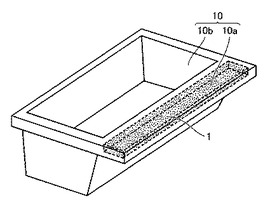
この熱硬化性樹脂成形品10は、後述するように、所定の厚みの熱硬化性樹脂のシートを積層し成形することによって形成される。図2に示す点線は、積層される個々の熱硬化性樹脂のシートの境界を便宜上示すものである。また、厚肉部10aの成形後の形状は、特に制限を受けず、たとえば、図3に示すように、略直方体でもよい。また、略立方体でもよい。さらに、図4に示すように、円筒の一部のような形状であってもよい。
【0020】
本熱硬化性樹脂成形品に用いるSMCには、必要に応じて、低収縮剤、充填剤、顔料、離型剤等を含有させることができる。低収縮剤としては、さまざまな熱可塑性樹脂を挙げることができ、たとえば、ポリブタジエンやその水素添加化物、ポリイソプレンやその水素化物、芳香酸ビニル-共役ジエンブロック共重合体、ポリ酢酸ビニル、ポリメチルメタクリレート、飽和ポリエステル、ポリエーテル等を挙げることができる。
【0021】
充填剤としては、炭酸カルシウム、水酸化アルミニウム、アルミナ粉、タルク、シリカ、クレー、ガラス粉等を挙げることができる。増粘剤としてはマグネシウム、カルシウム等のアルカリ土類金属の酸化物や水酸化物等が挙げられる。顔料としては、酸化チタン、カーボンブラック、フタロシアニンブルー等が挙げられる。また、離型剤としてはステアリン酸やステアリン酸亜鉛等の高級脂肪酸金属石鹸等が用いられる。
【0022】
SMCにおけるガラス繊維含有量は、通常、10〜80wt%が好ましく、20〜70wt%がより好ましい。ガラス繊維含有量が10wt%よりも少ない場合には、得られる成形品に十分な機械的強度をもたせることができない。一方、ガラス繊維含有量が80wt%を越える場合には、成形に際して、熱硬化性樹脂がガラス繊維に十分に含浸しないことがある。また、成形に用いるSMCのシートの厚さは、1枚あたり1〜10mm程度のものが好ましい。
【0023】
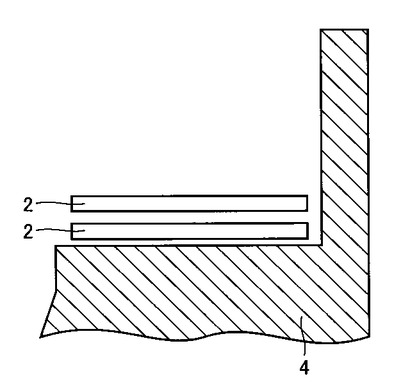
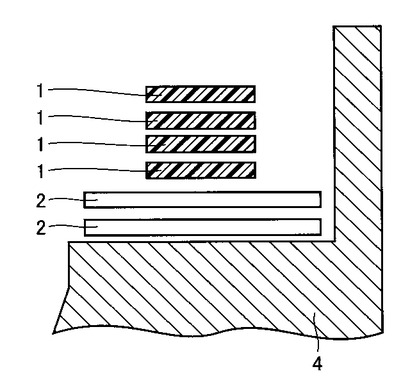
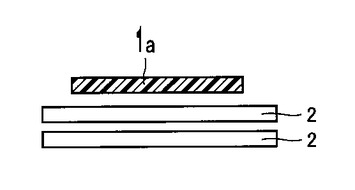
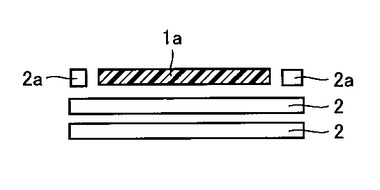
次に、熱硬化性樹脂成形品の製造方法について具体的に説明する。図5に示すように、まず、ガラス繊維含有量が10〜40wt%のSMC(b)2を、金型4のキャビティの底面に平行に少なくとも0.5S程度の厚みをもって積層する。次に、図6に示すように、所定の寸法に裁断された、ガラス繊維含有量が30〜80wt%程度のSMC(a)1を、金型のキャビティ内の中央付近に位置するように、SMC(b)2の上に所定枚数積層する。
【0024】
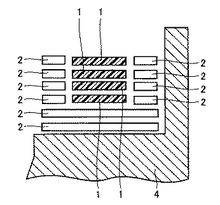
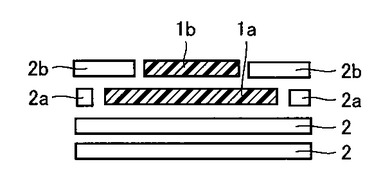
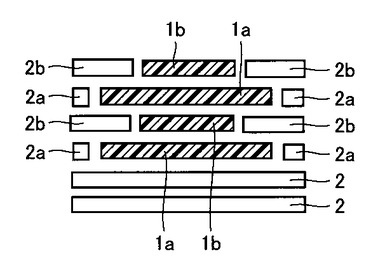
次に、図7に示すように、SMC(a)1の側方に、所定の寸法に裁断されたSMC(b)2を、SMC(a)1の裁断面(厚み方向端面)を隠す態様でSMC(b)2の上に所定枚数積層する。次に、図8に示すように、積層されたSMC(a)1とSMC(b)2を覆う態様でSMC(a)1およびSMC(b)2の上に、SMC(b)2を所定枚数積層する。
【0025】
こうして、成形品の厚肉部10aとなる部分において、SMC(a)1を厚肉部10aの中芯材として、そのSMC(a)1の周囲を取り囲むようにSMC(b)2が配置されることになる。中芯材となるSMC(a)1の厚さは、その成形品の形状により左右されるが、厚さ方向で全体の15〜80%程度であることが望ましい。
【0026】
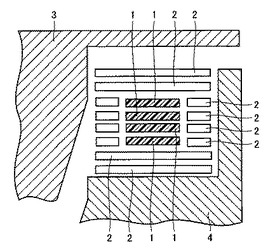
次に、図9に示すように、金型3および金型4を閉じ、加圧装置および加熱ヒータ(いずれも図示せず)を用いて所定の圧力の下で加熱することにより、熱硬化性樹脂であるSMC(a)1およびSMC(b)2を加熱硬化させる。ここで、圧縮成形時の成形条件としては、圧力5〜20MPa、金型温度100〜180℃程度であることが好ましく、その成形品の形状に応じて制御することが重要である。SMC(a)1およびSMC(b)2の硬化が完了した後、金型3,4を開けて成形品を取り出す。こうして、熱硬化性樹脂による成形品10(図1,2等参照)が完成する。
【0027】
上述した成形品では、成形終了後の金型開き以降に成形品に生じる収縮に対して、成形品の中心部と表面(周辺部)との温度差に起因する収縮量の差を相殺させることによって、内部ひずみを低減することができる。このことについて説明する。
【0028】
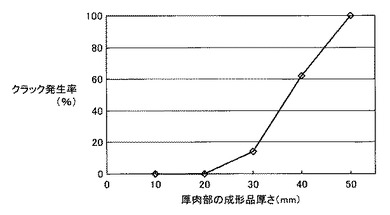
厚肉部を有する成形品を熱硬化性樹脂を用いて成形する際には、厚肉部の中心部には反応熱が生じる。このとき、厚肉であるため熱伝導の遅れが生じて、中心部と表面との間に温度差が生じ、離型後に収縮量の差に起因するひずみが生じることがある。図10は、内部クラックの発生率を示すグラフであり、一般的なSMCを用いて、厚さが10,20,30,40,50mmの厚肉部をそれぞれ50個ずつ成形した場合の内部クラックの発生率をまとめたものである。ここで、SMCとして、ガラス繊維含有量が40wt%、厚さが2mmのSMCを用いた。また、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分とした。
【0029】
図10に示すように、肉厚が10mmおよび20mmの厚肉部では、成形品の内部にクラックは生じていないことがわかる。肉厚が30mmの厚肉部ではクラックが生じ始め、肉厚が40mmの厚肉部では、クラック発生率は62%となっていることがわかる。そして、肉厚が50mmの厚肉部では、成形品の全てにおいてクラックが生じていることがわかる。このことから、成形品の厚さが30mmを越えると、成形品の表面と内部とで温度差が大きく生じ、収縮量の差に起因するひずみが発生して内部クラックに至りやすいことが判明した。
【0030】
上述した熱硬化性樹脂成形品では、厚肉部の中心部にガラス繊維含有量が相対的に高いSMC(a)を配置し、そのSMC(a)の周囲を取り囲むようにガラス繊維含有率の相対的に低いSMC(b)を配置することによって、反応熱が生じる中心部の線膨張係数が、周辺部の線膨張係数に対して相対的に小さくなる。これにより、厚肉部の中心部に反応熱が生じて、中心部と表面との間に温度差が生じたとしても、型開き以降に生じるSMC(a)とSMC(b)との収縮量の差を相殺することができる。その結果、成形品の内部ひずみを低減させて、クラックを抑制することができる。
【0031】
実施の形態2
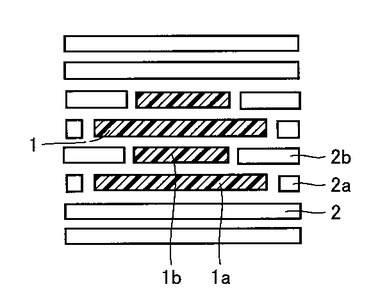
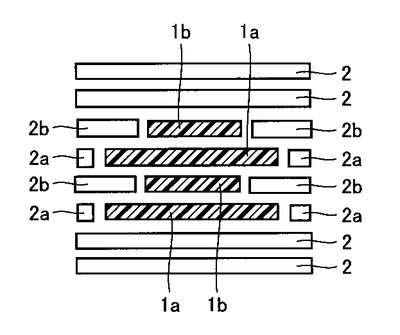
次に、実施の形態2として、SMC(a)とSMC(b)の積層の仕方の第1変形例について説明する。ここでは、図11に示すように、SMC(a)として、幅の短いSMC(a)1bと幅の長いSMC(a)1aを用いるとともに、SMC(b)として、幅の長いSMC(b)2bと幅の短いSMC(b)2aとを用い、SMC(a)とSMC(a)との間にSMC(b)の端部が挟み込まれる態様、あるいは、SMC(b)とSMC(b)との間にSMC(a)の端部が挟み込まれる態様で、SMC(a)とSMC(b)とを積層させる。
【0032】
その製造方法についてさらに詳しく説明する。キャビティ内の金型の底面に、図12に示すように、SMC(b)2を所定枚数積層する。次に、相対的に幅が長いSMC(a)1aをSMC(b)2の上に積層する。次に、図13に示すように、そのSMC(a)1aの側方のSMC(b)2の上に、相対的に幅が短いSMC(b)2aを積層する。次に、図14に示すように、相対的に幅が短いSMC(a)1bをSMC(a)1a上に積層する。次に、相対的に幅の長いSMC(b)2bを、SMC(a)1aの端部とSMC(b)2aを覆うように積層する。
【0033】
次に、図15に示すように、SMC(a)1bと、SMC(b)2bの端部を覆うように、相対的に幅の長いSMC(a)1aを積層する。そのSMC(a)1aの側方のSMC(b)2の上に、相対的に幅が短いSMC(b)2aを積層する。次に、相対的に幅が短いSMC(a)1bをSMC(a)1a上に積層し、さらに、相対的に幅の長いSMC(b)2bを、SMC(a)1aの端部とSMC(b)2aを覆うように積層する。次に、図16に示すように、SMC(b)2を、SMC(a)1bとSMC(b)2bを覆う態様で、SMC(a)1bおよびSMC(b)2bの上に所定枚数積層する。
【0034】
こうして、成形品の厚肉部10a(図1参照)となる部分において、図16に示すように、SMC(a)1aとSMC(a)1aとの間にSMC(b)2bの端部が挟み込まれる態様、あるいは、SMC(b)2bとSMC(b)2bとの間にSMC(a)1aの端部が挟み込まれる態様で、SMC(a)1a,1bとSMC(b)2a,2bとが積層されることになる。
【0035】
その後、前述した成形方法と同様に、金型(図示せず)を閉じ、加圧装置および加熱ヒータを用いて所定の圧力の下で加熱し、SMC(a)1a,1bとSMC(b)2a,2bを加熱硬化させることにより、図17に示すように、成形品10が完成する。成形品10の厚肉部10aにおけるSMC(a)1とSMC(b)2との境界部分では、SMC(a)1からSMC(b)2に向かって突出した部分と、SMC(b)2からSMC(a)1に向かって突出した部分とが、厚み方向に沿って交互に位置する。なお、図17において、点線は、積層される熱硬化性樹脂のシートの境界を便宜上示すものである。
【0036】
上述した成形品では、前述した内部ひずみを低減することができる効果に加えて、次のような効果が得られる。すなわち、中心部に配置されるSMC(a)1a,1bと、その周辺部に配置されるSMC(b)2a,2bとの境界部分において、SMC(a)1aとSMC(a)1aとの間にSMC(b)2bの端部が挟み込まれているか、SMC(b)2bとSMC(b)2bとの間にSMC(a)1aの端部が挟み込まれていることで、SMC(a)1a,1bと、その周辺部に配置されるSMC(b)2a,2bとの接触面積が増えて、SMC(a)1a,1bとSMC(b)2a,2bとの界面の強度を向上させることができる。
【0037】
実施の形態3
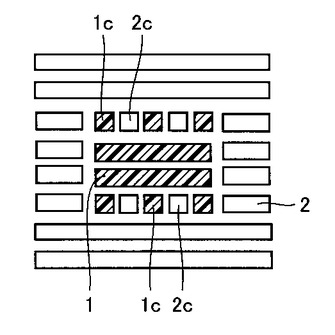
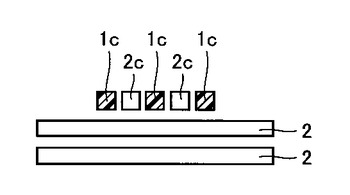
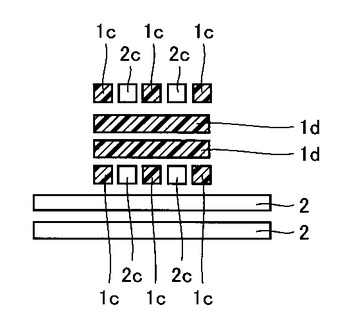
次に、実施の形態3として、SMC(a)とSMC(b)の積層の仕方の第2変形例について説明する。ここでは、図18に示すように、SMC(b)2の面、あるいは、SMC(a)1の面に沿って、幅の短いSMC(a)1cとSMC(b)2cとを交互に配置させる。
【0038】
その製造方法についてさらに詳しく説明する。金型のキャビティの底面に、図19に示すように、SMC(b)2を所定枚数積層する。次に、SMC(b)2の上に、それぞれ幅が短いSMC(a)1cとSMC(b)2cとを交互に配置する。次に、図20に示すように、交互に配置されたSMC(a)1cとSMC(b)2cを覆うように、所定の幅のSMC(a)1dを所定枚数積層する。そのSMC(a)1dの上に、それぞれ幅が短いSMC(a)1cとSMC(b)2cとを交互に配置する。
【0039】
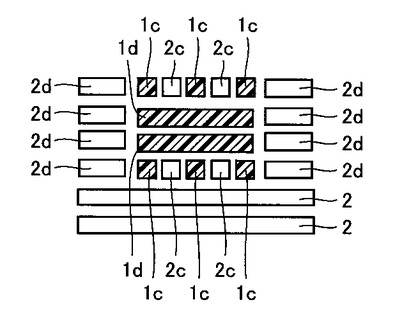
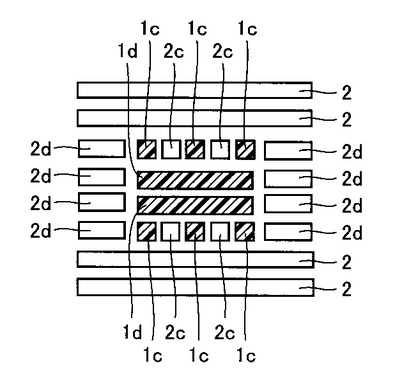
次に、図21に示すように、SMC(a)1c,1dの側方に、所定の幅のSMC(b)2dを、SMC(a)1c,1dの裁断面(厚み方向端面)を隠す態様でSMC(b)2の上に所定枚数積層する。次に、図22に示すように、SMC(b)2を、SMC(a)1cとSMC(b)2c,2dを覆う態様で、SMC(a)1cおよびSMC(b)2c,2dの上に所定枚数積層する。
【0040】
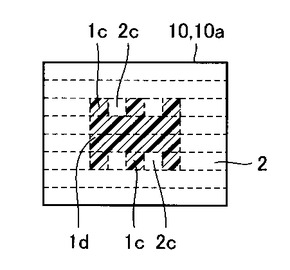
その後、前述した成形方法と同様に、金型(図示せず)を閉じ、加圧装置および加熱ヒータを用いて所定の圧力の下で加熱し、SMC(a)1cとSMC(b)2,2c,2dを加熱硬化させることにより、図23に示すように、成形品10が完成する。成形品10の厚肉部10a(図1参照)におけるSMC(a)1cとSMC(b)2、2cとの境界部分では、SMC(a)1からSMC(b)2に向かって突出した部分と、SMC(b)2からSMC(a)1に向かって突出した部分とが、SMC(b)2の面に沿って交互に位置する。なお、図23において、点線は、積層される熱硬化性樹脂のシートの境界を便宜上示すものである。
【0041】
上述した成形品では、内部ひずみを低減することができる効果に加えて、次のような効果が得られる。すなわち、中心部に配置されるSMC(a)1dと、その周辺部に配置されるSMC(b)2との間に、SMC(a)1cとSMC(b)2cとを交互に配置することで、SMC(a)1dと、その周辺部に配置されるSMC(b)2との接触面積が増えて、SMC(a)1dとSMC(b)2との界面の強度を向上させることができる。
【実施例】
【0042】
次に、本発明の実施例について、比較例とともにさらに詳細に説明する。この実施例は、本発明を具体的に説明するものであって、本発明がこの実施例に限定されることを意図するものではない。実施例に係る成形品、比較例に係る成形品、成形品の肉厚、樹脂組成、内部クラックの発生の有無について以下に説明する。なお、内部クラックの有無は、成形品の中心部を断面観察することにより確認した。
【0043】
(実施例について)
(1)実施例1および実施例2
金型として、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、SMC(a)およびSMC(b)を積層した。また、SMC(a)およびSMC(b)のシート1枚あたりの厚みを2mmとした。
【0044】
まず、ガラス繊維含有量が40wt%のSMC(b)のシートを、金型の底面と平行に5枚積層した。次に、実施例1では、所定の幅に裁断された、ガラス繊維含有量が60wt%のSMC(a)をSMC(b)の上に15枚積層した。一方、実施例2では、所定の幅に裁断された、ガラス繊維含有量が80wt%のSMC(a)をSMC(b)の上に15枚積層した。
【0045】
次に、積層されたSMC(a)の側方のSMC(b)の上に、所定の幅に裁断されたSMC(b)を15枚積層した。次に、積層されたSMC(a)およびSMC(b)を覆うように、SMC(b)を5枚積層した。その後、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(a)およびSMC(b)を成形した。
【0046】
(2)実施例3、実施例4および実施例5
金型として、薄肉部30mm、厚肉部70mmの金型(図1参照)を用いて、SMC(a)およびSMC(b)を積層した。なお、SMC(a)およびSMC(b)のシート1枚あたりの厚みを2mmとした。まず、ガラス繊維含有量が40wt%のSMC(b)のシートを、金型の底面と平行に10枚積層した。
【0047】
次に、実施例3では、図2に示すように、金型の厚肉部に所定の幅に裁断された、ガラス繊維含有量が60wt%のSMC(a)を金型面と平行に15枚積層した。実施例4では、図10に示すように、SMC(a)とSMC(a)との間にSMC(b)の端部を挟み込む態様でSMC(a)とSMC(b)とを交互に合計15枚積層した。実施例5では、図16に示すように、SMC(b)の上にそれぞれ幅の狭いSMC(a)とSMC(b)とを交互に配置し、そして、その上にSMC(a)を積層し、さらに、その上にそれぞれ幅の狭いSMC(a)とSMC(b)とを交互に配置して、合計15層分積層した。
【0048】
次に、積層されたSMC(a)等の側方のSMC(b)の上に、所定の幅に裁断されたSMC(b)を15枚積層した。次に、積層されたSMC(a)およびSMC(b)を覆うように、SMC(b)を10枚積層した。その後、成形条件として、実施例1,2と同様に、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(a)およびSMC(b)を成形した。実施例1〜5のSMC(a)およびSMC(b)の肉厚、ガラス繊維含有量とクラックの発生有無の関係(評価結果)を表1に示す。
【0049】
【表1】

【0050】
(比較例について)
(1)比較例1
比較例1では、実施例1と同様に、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、ガラス繊維含有量が40wt%のSMC(b)のシートだけを金型の底面と平行に、金型の薄肉部には5枚積層し、厚肉部には25枚積層した。実施例1と同様に、SMC(b)のシート1枚あたりの厚みを2mmとした。その後、実施例1と同様に、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(b)を成形した。
【0051】
(2)比較例2
比較例2では、実施例1と同様に、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、まず、ガラス繊維含有量が10wt%のSMC(b)のシートを、金型の底面と平行に5枚積層した。次に、金型の厚肉部にガラス繊維含有量が20wt%のSMC(a)を15枚積層した。さらに、その上にSMC(b)を5枚積層した。その後、実施例1と同様に、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(a)およびSMC(b)を成形した。なお、SMC(a)の側面の積層方法、SMC(a)およびSMC(b)のシートの厚さは、実施例1と同じにした。
【0052】
(3)比較例3
比較例3では、実施例1と同様に、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、まず、ガラス繊維含有量が40wt%のSMC(b)のシートを、金型の底面と平行に5枚積層した。次に、金型の厚肉部にガラス繊維含有量が90wt%のSMC(a)を15枚積層した。さらに、その上にSMC(b)を5枚積層した。その後、実施例1と同様に、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(b)を成形した。なお、SMC(a)の側方の積層方法、SMC(a)およびSMC(b)のシートの厚さは、実施例1と同じにした。比較例1〜3のSMC(a)およびSMC(b)の肉厚、ガラス繊維含有量とクラックの発生有無の関係(評価結果)を表2に示す。
【0053】
【表2】
【0054】
まず、表1に示すように、各実施例1〜5では、SMC(a)のガラス繊維含有量をSMC(b)よりも多くすることで、成形品における厚肉部の中心部に位置するSMC(a)の線膨張係数が、周辺部の熱膨張係数に対して小さくなって、離型後に生じる収縮量の差に起因する内部ひずみが低減されて、クラックの発生が抑制されていることが確認された。
【0055】
また、実施例4および実施例5では、SMC(a)とSMC(a)との間にSMC(b)の端部が挟み込まれる態様で、SMC(a)およびSMC(b)を積層することによって、より機械的強度に優れた成形品が得られることが確認された。すなわち、成形品の厚肉部を切り出して片持ち梁状にし、曲げ試験を行ったところ、実施例1〜3の場合と比較して、20〜30%程度優れた機械強度を有する成形品が得られることが確認された。
【0056】
ここで、SMC(a)の線膨張係数をαa、SMC(b)の線膨張係数をαb、離型直後のSMC(a)の温度をTa、SMC(b)の温度をTb、室温をTとすると、成形品の内部にクラック生じる条件は以下の式のように表される。SMCの破壊強度を5MPa、弾性率を10GPaとしたとき、成形品の内部に500με以上のひずみが生じた場合に、内部クラックに至ると考えられる。SMC(a)の線熱膨張係数とSMC(b)の線膨張係数との差が5.0×10-7〜1.8×10-5の範囲であるときには、成形品の内部に生じるひずみは500με以下に抑制することができる。
【0057】
|αa・(Ta−T)−αb・(Tb−T)|≦500(με)
一方、表2に示すように、比較例1では、成形品の厚肉部をSMC(b)だけを用いて成形したため、厚肉部の中心部において周辺部に対して大きなひずみが生じ、内部クラックが生じることが確認された。また、比較例2では、SMC(a)がSMC(b)よりもガラス繊維の含有量が多く、線膨張係数は小さくなっているものの、内部の収縮を相殺するまでのガラス繊維含有量には至っておらず、内部クラックが生じることが確認された。そして、比較例3では、SMC(a)が90wt%ものガラス繊維を含有することにより、成形性に難が生じ、成形不良が生じることが確認された。
【0058】
今回開示された実施の形態および実施例は例示であってこれに制限されるものではない。本発明は上記で説明した範囲ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0059】
【図1】本発明の実施の形態1に係る熱硬化性樹脂成形品の断面図である。
【図2】同実施の形態において、図1に示す熱硬化性樹脂成形品における厚肉部の部分拡大断面図である。
【図3】同実施の形態において、熱硬化性樹脂成形品の外観の一例を示す斜視図である。
【図4】同実施の形態において、熱硬化性樹脂成形品の外観の他の例を示す斜視図である。
【図5】同実施の形態において、熱硬化性樹脂成形品の製造方法の一工程を示す部分断面図である。
【図6】同実施の形態において、図5に示す工程の後に行われる工程を示す部分断面図である。
【図7】同実施の形態において、図6に示す工程の後に行われる工程を示す部分断面図である。
【図8】同実施の形態において、図7に示す工程の後に行われる工程を示す部分断面図である。
【図9】同実施の形態において、図8に示す工程の後に行われる工程を示す部分断面図である。
【図10】同実施の形態において、厚肉部の厚さとクラックの発生率との関係を示すグラフである。
【図11】本発明の実施の形態2に係る熱硬化性樹脂成形品の厚肉部におけるSMCの積層態様を示す部分断面図である。
【図12】同実施の形態において、熱硬化性樹脂成形品の製造方法の一工程を示す部分断面図である。
【図13】同実施の形態において、図12に示す工程の後に行われる工程を示す部分断面図である。
【図14】同実施の形態において、図13に示す工程の後に行われる工程を示す部分断面図である。
【図15】同実施の形態において、図14に示す工程の後に行われる工程を示す部分断面図である。
【図16】同実施の形態において、図15に示す工程の後に行われる工程を示す部分断面図である。
【図17】同実施の形態において、熱硬化性樹脂成形品における厚肉部の部分拡大断面図である。
【図18】本発明の実施の形態3に係る熱硬化性樹脂成形品の厚肉部におけるSMCの積層態様を示す部分断面図である。
【図19】同実施の形態において、熱硬化性樹脂成形品の製造方法の一工程を示す部分断面図である。
【図20】同実施の形態において、図19に示す工程の後に行われる工程を示す部分断面図である。
【図21】同実施の形態において、図20に示す工程の後に行われる工程を示す部分断面図である。
【図22】同実施の形態において、図21に示す工程の後に行われる工程を示す部分断面図である。
【図23】同実施の形態において、熱硬化性樹脂成形品における厚肉部の部分拡大断面図である。
【符号の説明】
【0060】
1,1a,1b,1c,1d SMC(a)、2,2a,2b,2c,2d SMC(b)、3,4 金型、10 熱硬化性樹脂成形品、10a 厚肉部、10b 薄肉部。
【技術分野】
【0001】
本発明は、熱硬化性樹脂成形品およびその製造方法に関し、特に、肉厚の厚い厚肉部を備えた熱硬化性樹脂成形品と、そのような熱硬化性樹脂成形品の製造方法とに関するものである。
【背景技術】
【0002】
種々の樹脂が様々な分野で広く使用されており、その成形法も、射出成形、押出成形および圧縮成形等、多種に富んでいる。射出成形とは、樹脂を溶融して金型に流し込み、溶融した樹脂を冷却して固化する方法であり、押出成形とは、溶融した樹脂をシート状に押し出す方法である。そして、圧縮成形とは、金型内に供給した樹脂をプレスし加圧流動させ成形品形状をかたどる方法である。
【0003】
繊維強化プラスチック(FRP:Fiber Reinforced Plastic)は、その強度や寸法安定性の観点から広く用いられている樹脂である。FRPを用いた製法としては、フィラメントワインディング法が挙げられ、この手法では、ガラス繊維の含有量を多くして成形することができることで、優れた機械的強度を得ることができる。一方、フィラメントワインディング法では、形状としては、円筒状、球形が主で回転体に限られ、形状に制限があるという短所がある。
【0004】
FRP用の成形材料の一種であるSMC(Sheet Moulding Compound)やBMC(Bulk Molding Compound)を用いた成形方法では、形状に左右されずに成形が可能であることから、これらの成形材料は、多くの用途で用いることができる。特に、SMCでは、BMCよりも含有させるガラス繊維長を長くすることができるため、より優れた強度を得ることができる。
【0005】
また、SMCは圧縮成形用に開発された材料であり、繊維強化複合材料であるため、材料強度が強く、生産能力に優れ、複雑な成形品を製造することができる特長を有した材料とされる。一方、SMCを用いた成形では、樹脂の裁断、秤量、離型フィルムの除去、チャージングなど、人手が関与する工程が多いことが短所として挙げられる。
【0006】
また、SMCを適用した成形方法では、金型内にSMCのシートをどのように積層するかによって、できあがる成形品の物性に大きく影響を及ぼすことになる。そのため、SMCのシートのチャージパターン(積層パターン)が重要となり、さまざまなノウハウを要する。
【0007】
SMCを適用した成形品は、主に住宅、あるいは、自動車等に用いられる。その特徴としては、鋼板品と比べると、比剛性が高いこと、鋼板品では板金しにくい複雑な形状を比較的容易に形成できること等が挙げられる。
【0008】
SMCは、通常、不飽和ポリエステル樹脂に低収縮剤、増粘剤、充填剤、顔料、離型剤、硬化触媒、硬化遅延剤等を添加して混合した不飽和ポリエステル樹脂組成物をプラスチックフィルム上に塗布し、強化繊維に圧着含浸させてシート状とした後、ロール巻きし、室温または加熱下で熟成することにより製造される。
【0009】
SMCを適用した成形品は、その成形品の厚さに応じて1枚または2枚以上のSMCのシートを金型に積層して配置し、プレス成形法により所定の形状に高温プレス成形して、金型内にて不飽和ポリエステル樹脂を硬化させることによって製造される。
【0010】
このようなSMC等の熱硬化性樹脂を適用した成形品には、硬化時の硬化収縮および冷却による収縮に起因して、内部のひずみ、クラック、表面のヒケ等のさまざまな不良が生じる。このような成形不良のうち、特許文献1には、表面のヒケを抑制する熱硬化性樹脂の成形法として、金型内にABS樹脂などからなる中芯材を配し、これに熱硬化性樹脂液を注入し、加熱する際に、熱硬化性樹脂の硬化収縮体積に量に見合った体積膨張量を中芯材に生じさせるとともに、中芯材の膨張と熱硬化性樹脂の硬化収縮とを同期させることによって、成形品表面のヒケを抑制する手法が提案されている。
【特許文献1】特開2000−79620号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、従来の成形方法では次のような問題点がある。従来の成形方法では、成形品表面のヒケを抑制することができる一方で、内部の樹脂が膨張することによって、表面の樹脂のヒケを抑制するため、内部に過度の膨張が生じた場合には、中心部と表面の間にひずみが生じてクラックに至ることが考えられる。
【0012】
また、樹脂の肉厚が比較的厚い厚肉部を有する成形品を熱硬化性樹脂を用いて成形する際には、厚肉部の内部(以下「中心部」と記す。)に反応熱が生じる。そして、厚肉であるため熱伝導の遅れが生じて、中心部と表面(周辺部)との間に温度差が生じ、離型後に収縮量の差に起因するひずみが生じることが考えられる。
【0013】
本発明は上記問題点を解決するために成されたものであり、その目的は、厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品を提供することであり、他の目的は、そのような熱硬化性樹脂成形品の製造方法を提供することである。
【課題を解決するための手段】
【0014】
本発明に係る熱硬化性樹脂成形品は、熱硬化性樹脂の成形による熱硬化性樹脂成形品であって、相対的に肉厚が薄い薄肉部と相対的に肉厚が厚い厚肉部とを備えている。厚肉部では、中心部に位置する第1部分および第1部分を取り囲むように周辺部に位置する第2部分を含み、第1部分におけるガラス繊維含有量が第2部分におけるガラス繊維含有量よりも高い。
【0015】
本発明に係る熱硬化性樹脂成形品の製造方法は、熱硬化性樹脂のシートを積層し成形することによって所定の形状に仕上げる熱硬化性樹脂成形品の製造方法であって、以下の工程を備えている。金型内に第1のガラス繊維含有量の第1熱硬化性樹脂シートを積層する。第1熱硬化性樹脂シートの所定の領域上に、第1のガラス繊維含有量よりも高い第2のガラス繊維含有量の第2熱硬化性樹脂シートを積層する。所定の領域の側方に位置する第1熱硬化性樹脂シートの他の所定の領域上に、積層される第2熱硬化性樹脂シートの厚み方向端面を隠す態様で、第1のガラス繊維含有量の第3熱硬化性樹脂シートを積層する。それぞれ積層された第2熱硬化性樹脂シートと第3熱硬化性樹脂シートを覆うように、第2熱硬化性樹脂シートおよび第3熱硬化性樹脂シート上に、第1のガラス繊維含有量の第4熱硬化性樹脂シートを積層する。金型を閉じて、積層された第1熱硬化性樹脂シート〜第4熱硬化性樹脂シートを所定の温度と圧力のもとで加圧することにより、所定の形状に成形する。所定の形状に成形された成形品を金型から取出す。
【発明の効果】
【0016】
本発明に係る熱硬化性樹脂成形品によれば、厚肉部の中心部にガラス繊維含有量が相対的に高い第1部分を配置し、その第1部分の周囲を取り囲むようにガラス繊維含有率の相対的に低い第2部分を配置することによって、反応熱が生じる中心部の線膨張係数が、周辺部の線膨張係数に対して相対的に小さくなる。これにより、厚肉部の中心部に反応熱が生じて、中心部と表面との間に温度差が生じたとしても、型開き以降に生じる第1部分と第2部分との収縮量の差を相殺することができる。その結果、成形品の内部ひずみを低減させて、クラックを抑制することができる。
【0017】
本発明に係る熱硬化性樹脂成形品の製造方法によれば、成形品の中心部に対応する位置に第2熱硬化性樹脂シートが積層され、その第2熱硬化性樹脂シートの周囲を取り囲むように、第1熱硬化性樹脂シート、第3熱硬化性樹脂シートおよび第4熱硬化性樹脂シートが積層される。第2熱硬化性樹脂シートのガラス繊維含有量が、他の熱硬化性樹脂シートのガラス繊維含有量よりも高いことで、反応熱が生じる中心部の線膨張係数が、周辺部の線膨張係数に対して相対的に小さくなる。これにより、成形する際に、中心部に反応熱が生じて、中心部と周辺部との間に温度差が生じたとしても、型開き以降に生じる中心部と周辺部との収縮量の差を相殺することができる。その結果、成形品の内部ひずみを低減させて、クラックを抑制することができる。
【発明を実施するための最良の形態】
【0018】
実施の形態1
実施の形態1に係る熱硬化性樹脂成形品とその製造方法について説明する。厚肉部を有する熱硬化性樹脂成形品の断面構造を図1に示し、その厚肉部の拡大断面構造を図2に示す。図1等に示される熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(約1〜30mm程度)とすると、厚肉部10aの厚みは、たとえば1.2S〜20S程度とされる。
【0019】
この熱硬化性樹脂成形品10は、後述するように、所定の厚みの熱硬化性樹脂のシートを積層し成形することによって形成される。図2に示す点線は、積層される個々の熱硬化性樹脂のシートの境界を便宜上示すものである。また、厚肉部10aの成形後の形状は、特に制限を受けず、たとえば、図3に示すように、略直方体でもよい。また、略立方体でもよい。さらに、図4に示すように、円筒の一部のような形状であってもよい。
【0020】
本熱硬化性樹脂成形品に用いるSMCには、必要に応じて、低収縮剤、充填剤、顔料、離型剤等を含有させることができる。低収縮剤としては、さまざまな熱可塑性樹脂を挙げることができ、たとえば、ポリブタジエンやその水素添加化物、ポリイソプレンやその水素化物、芳香酸ビニル-共役ジエンブロック共重合体、ポリ酢酸ビニル、ポリメチルメタクリレート、飽和ポリエステル、ポリエーテル等を挙げることができる。
【0021】
充填剤としては、炭酸カルシウム、水酸化アルミニウム、アルミナ粉、タルク、シリカ、クレー、ガラス粉等を挙げることができる。増粘剤としてはマグネシウム、カルシウム等のアルカリ土類金属の酸化物や水酸化物等が挙げられる。顔料としては、酸化チタン、カーボンブラック、フタロシアニンブルー等が挙げられる。また、離型剤としてはステアリン酸やステアリン酸亜鉛等の高級脂肪酸金属石鹸等が用いられる。
【0022】
SMCにおけるガラス繊維含有量は、通常、10〜80wt%が好ましく、20〜70wt%がより好ましい。ガラス繊維含有量が10wt%よりも少ない場合には、得られる成形品に十分な機械的強度をもたせることができない。一方、ガラス繊維含有量が80wt%を越える場合には、成形に際して、熱硬化性樹脂がガラス繊維に十分に含浸しないことがある。また、成形に用いるSMCのシートの厚さは、1枚あたり1〜10mm程度のものが好ましい。
【0023】
次に、熱硬化性樹脂成形品の製造方法について具体的に説明する。図5に示すように、まず、ガラス繊維含有量が10〜40wt%のSMC(b)2を、金型4のキャビティの底面に平行に少なくとも0.5S程度の厚みをもって積層する。次に、図6に示すように、所定の寸法に裁断された、ガラス繊維含有量が30〜80wt%程度のSMC(a)1を、金型のキャビティ内の中央付近に位置するように、SMC(b)2の上に所定枚数積層する。
【0024】
次に、図7に示すように、SMC(a)1の側方に、所定の寸法に裁断されたSMC(b)2を、SMC(a)1の裁断面(厚み方向端面)を隠す態様でSMC(b)2の上に所定枚数積層する。次に、図8に示すように、積層されたSMC(a)1とSMC(b)2を覆う態様でSMC(a)1およびSMC(b)2の上に、SMC(b)2を所定枚数積層する。
【0025】
こうして、成形品の厚肉部10aとなる部分において、SMC(a)1を厚肉部10aの中芯材として、そのSMC(a)1の周囲を取り囲むようにSMC(b)2が配置されることになる。中芯材となるSMC(a)1の厚さは、その成形品の形状により左右されるが、厚さ方向で全体の15〜80%程度であることが望ましい。
【0026】
次に、図9に示すように、金型3および金型4を閉じ、加圧装置および加熱ヒータ(いずれも図示せず)を用いて所定の圧力の下で加熱することにより、熱硬化性樹脂であるSMC(a)1およびSMC(b)2を加熱硬化させる。ここで、圧縮成形時の成形条件としては、圧力5〜20MPa、金型温度100〜180℃程度であることが好ましく、その成形品の形状に応じて制御することが重要である。SMC(a)1およびSMC(b)2の硬化が完了した後、金型3,4を開けて成形品を取り出す。こうして、熱硬化性樹脂による成形品10(図1,2等参照)が完成する。
【0027】
上述した成形品では、成形終了後の金型開き以降に成形品に生じる収縮に対して、成形品の中心部と表面(周辺部)との温度差に起因する収縮量の差を相殺させることによって、内部ひずみを低減することができる。このことについて説明する。
【0028】
厚肉部を有する成形品を熱硬化性樹脂を用いて成形する際には、厚肉部の中心部には反応熱が生じる。このとき、厚肉であるため熱伝導の遅れが生じて、中心部と表面との間に温度差が生じ、離型後に収縮量の差に起因するひずみが生じることがある。図10は、内部クラックの発生率を示すグラフであり、一般的なSMCを用いて、厚さが10,20,30,40,50mmの厚肉部をそれぞれ50個ずつ成形した場合の内部クラックの発生率をまとめたものである。ここで、SMCとして、ガラス繊維含有量が40wt%、厚さが2mmのSMCを用いた。また、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分とした。
【0029】
図10に示すように、肉厚が10mmおよび20mmの厚肉部では、成形品の内部にクラックは生じていないことがわかる。肉厚が30mmの厚肉部ではクラックが生じ始め、肉厚が40mmの厚肉部では、クラック発生率は62%となっていることがわかる。そして、肉厚が50mmの厚肉部では、成形品の全てにおいてクラックが生じていることがわかる。このことから、成形品の厚さが30mmを越えると、成形品の表面と内部とで温度差が大きく生じ、収縮量の差に起因するひずみが発生して内部クラックに至りやすいことが判明した。
【0030】
上述した熱硬化性樹脂成形品では、厚肉部の中心部にガラス繊維含有量が相対的に高いSMC(a)を配置し、そのSMC(a)の周囲を取り囲むようにガラス繊維含有率の相対的に低いSMC(b)を配置することによって、反応熱が生じる中心部の線膨張係数が、周辺部の線膨張係数に対して相対的に小さくなる。これにより、厚肉部の中心部に反応熱が生じて、中心部と表面との間に温度差が生じたとしても、型開き以降に生じるSMC(a)とSMC(b)との収縮量の差を相殺することができる。その結果、成形品の内部ひずみを低減させて、クラックを抑制することができる。
【0031】
実施の形態2
次に、実施の形態2として、SMC(a)とSMC(b)の積層の仕方の第1変形例について説明する。ここでは、図11に示すように、SMC(a)として、幅の短いSMC(a)1bと幅の長いSMC(a)1aを用いるとともに、SMC(b)として、幅の長いSMC(b)2bと幅の短いSMC(b)2aとを用い、SMC(a)とSMC(a)との間にSMC(b)の端部が挟み込まれる態様、あるいは、SMC(b)とSMC(b)との間にSMC(a)の端部が挟み込まれる態様で、SMC(a)とSMC(b)とを積層させる。
【0032】
その製造方法についてさらに詳しく説明する。キャビティ内の金型の底面に、図12に示すように、SMC(b)2を所定枚数積層する。次に、相対的に幅が長いSMC(a)1aをSMC(b)2の上に積層する。次に、図13に示すように、そのSMC(a)1aの側方のSMC(b)2の上に、相対的に幅が短いSMC(b)2aを積層する。次に、図14に示すように、相対的に幅が短いSMC(a)1bをSMC(a)1a上に積層する。次に、相対的に幅の長いSMC(b)2bを、SMC(a)1aの端部とSMC(b)2aを覆うように積層する。
【0033】
次に、図15に示すように、SMC(a)1bと、SMC(b)2bの端部を覆うように、相対的に幅の長いSMC(a)1aを積層する。そのSMC(a)1aの側方のSMC(b)2の上に、相対的に幅が短いSMC(b)2aを積層する。次に、相対的に幅が短いSMC(a)1bをSMC(a)1a上に積層し、さらに、相対的に幅の長いSMC(b)2bを、SMC(a)1aの端部とSMC(b)2aを覆うように積層する。次に、図16に示すように、SMC(b)2を、SMC(a)1bとSMC(b)2bを覆う態様で、SMC(a)1bおよびSMC(b)2bの上に所定枚数積層する。
【0034】
こうして、成形品の厚肉部10a(図1参照)となる部分において、図16に示すように、SMC(a)1aとSMC(a)1aとの間にSMC(b)2bの端部が挟み込まれる態様、あるいは、SMC(b)2bとSMC(b)2bとの間にSMC(a)1aの端部が挟み込まれる態様で、SMC(a)1a,1bとSMC(b)2a,2bとが積層されることになる。
【0035】
その後、前述した成形方法と同様に、金型(図示せず)を閉じ、加圧装置および加熱ヒータを用いて所定の圧力の下で加熱し、SMC(a)1a,1bとSMC(b)2a,2bを加熱硬化させることにより、図17に示すように、成形品10が完成する。成形品10の厚肉部10aにおけるSMC(a)1とSMC(b)2との境界部分では、SMC(a)1からSMC(b)2に向かって突出した部分と、SMC(b)2からSMC(a)1に向かって突出した部分とが、厚み方向に沿って交互に位置する。なお、図17において、点線は、積層される熱硬化性樹脂のシートの境界を便宜上示すものである。
【0036】
上述した成形品では、前述した内部ひずみを低減することができる効果に加えて、次のような効果が得られる。すなわち、中心部に配置されるSMC(a)1a,1bと、その周辺部に配置されるSMC(b)2a,2bとの境界部分において、SMC(a)1aとSMC(a)1aとの間にSMC(b)2bの端部が挟み込まれているか、SMC(b)2bとSMC(b)2bとの間にSMC(a)1aの端部が挟み込まれていることで、SMC(a)1a,1bと、その周辺部に配置されるSMC(b)2a,2bとの接触面積が増えて、SMC(a)1a,1bとSMC(b)2a,2bとの界面の強度を向上させることができる。
【0037】
実施の形態3
次に、実施の形態3として、SMC(a)とSMC(b)の積層の仕方の第2変形例について説明する。ここでは、図18に示すように、SMC(b)2の面、あるいは、SMC(a)1の面に沿って、幅の短いSMC(a)1cとSMC(b)2cとを交互に配置させる。
【0038】
その製造方法についてさらに詳しく説明する。金型のキャビティの底面に、図19に示すように、SMC(b)2を所定枚数積層する。次に、SMC(b)2の上に、それぞれ幅が短いSMC(a)1cとSMC(b)2cとを交互に配置する。次に、図20に示すように、交互に配置されたSMC(a)1cとSMC(b)2cを覆うように、所定の幅のSMC(a)1dを所定枚数積層する。そのSMC(a)1dの上に、それぞれ幅が短いSMC(a)1cとSMC(b)2cとを交互に配置する。
【0039】
次に、図21に示すように、SMC(a)1c,1dの側方に、所定の幅のSMC(b)2dを、SMC(a)1c,1dの裁断面(厚み方向端面)を隠す態様でSMC(b)2の上に所定枚数積層する。次に、図22に示すように、SMC(b)2を、SMC(a)1cとSMC(b)2c,2dを覆う態様で、SMC(a)1cおよびSMC(b)2c,2dの上に所定枚数積層する。
【0040】
その後、前述した成形方法と同様に、金型(図示せず)を閉じ、加圧装置および加熱ヒータを用いて所定の圧力の下で加熱し、SMC(a)1cとSMC(b)2,2c,2dを加熱硬化させることにより、図23に示すように、成形品10が完成する。成形品10の厚肉部10a(図1参照)におけるSMC(a)1cとSMC(b)2、2cとの境界部分では、SMC(a)1からSMC(b)2に向かって突出した部分と、SMC(b)2からSMC(a)1に向かって突出した部分とが、SMC(b)2の面に沿って交互に位置する。なお、図23において、点線は、積層される熱硬化性樹脂のシートの境界を便宜上示すものである。
【0041】
上述した成形品では、内部ひずみを低減することができる効果に加えて、次のような効果が得られる。すなわち、中心部に配置されるSMC(a)1dと、その周辺部に配置されるSMC(b)2との間に、SMC(a)1cとSMC(b)2cとを交互に配置することで、SMC(a)1dと、その周辺部に配置されるSMC(b)2との接触面積が増えて、SMC(a)1dとSMC(b)2との界面の強度を向上させることができる。
【実施例】
【0042】
次に、本発明の実施例について、比較例とともにさらに詳細に説明する。この実施例は、本発明を具体的に説明するものであって、本発明がこの実施例に限定されることを意図するものではない。実施例に係る成形品、比較例に係る成形品、成形品の肉厚、樹脂組成、内部クラックの発生の有無について以下に説明する。なお、内部クラックの有無は、成形品の中心部を断面観察することにより確認した。
【0043】
(実施例について)
(1)実施例1および実施例2
金型として、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、SMC(a)およびSMC(b)を積層した。また、SMC(a)およびSMC(b)のシート1枚あたりの厚みを2mmとした。
【0044】
まず、ガラス繊維含有量が40wt%のSMC(b)のシートを、金型の底面と平行に5枚積層した。次に、実施例1では、所定の幅に裁断された、ガラス繊維含有量が60wt%のSMC(a)をSMC(b)の上に15枚積層した。一方、実施例2では、所定の幅に裁断された、ガラス繊維含有量が80wt%のSMC(a)をSMC(b)の上に15枚積層した。
【0045】
次に、積層されたSMC(a)の側方のSMC(b)の上に、所定の幅に裁断されたSMC(b)を15枚積層した。次に、積層されたSMC(a)およびSMC(b)を覆うように、SMC(b)を5枚積層した。その後、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(a)およびSMC(b)を成形した。
【0046】
(2)実施例3、実施例4および実施例5
金型として、薄肉部30mm、厚肉部70mmの金型(図1参照)を用いて、SMC(a)およびSMC(b)を積層した。なお、SMC(a)およびSMC(b)のシート1枚あたりの厚みを2mmとした。まず、ガラス繊維含有量が40wt%のSMC(b)のシートを、金型の底面と平行に10枚積層した。
【0047】
次に、実施例3では、図2に示すように、金型の厚肉部に所定の幅に裁断された、ガラス繊維含有量が60wt%のSMC(a)を金型面と平行に15枚積層した。実施例4では、図10に示すように、SMC(a)とSMC(a)との間にSMC(b)の端部を挟み込む態様でSMC(a)とSMC(b)とを交互に合計15枚積層した。実施例5では、図16に示すように、SMC(b)の上にそれぞれ幅の狭いSMC(a)とSMC(b)とを交互に配置し、そして、その上にSMC(a)を積層し、さらに、その上にそれぞれ幅の狭いSMC(a)とSMC(b)とを交互に配置して、合計15層分積層した。
【0048】
次に、積層されたSMC(a)等の側方のSMC(b)の上に、所定の幅に裁断されたSMC(b)を15枚積層した。次に、積層されたSMC(a)およびSMC(b)を覆うように、SMC(b)を10枚積層した。その後、成形条件として、実施例1,2と同様に、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(a)およびSMC(b)を成形した。実施例1〜5のSMC(a)およびSMC(b)の肉厚、ガラス繊維含有量とクラックの発生有無の関係(評価結果)を表1に示す。
【0049】
【表1】
【0050】
(比較例について)
(1)比較例1
比較例1では、実施例1と同様に、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、ガラス繊維含有量が40wt%のSMC(b)のシートだけを金型の底面と平行に、金型の薄肉部には5枚積層し、厚肉部には25枚積層した。実施例1と同様に、SMC(b)のシート1枚あたりの厚みを2mmとした。その後、実施例1と同様に、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(b)を成形した。
【0051】
(2)比較例2
比較例2では、実施例1と同様に、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、まず、ガラス繊維含有量が10wt%のSMC(b)のシートを、金型の底面と平行に5枚積層した。次に、金型の厚肉部にガラス繊維含有量が20wt%のSMC(a)を15枚積層した。さらに、その上にSMC(b)を5枚積層した。その後、実施例1と同様に、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(a)およびSMC(b)を成形した。なお、SMC(a)の側面の積層方法、SMC(a)およびSMC(b)のシートの厚さは、実施例1と同じにした。
【0052】
(3)比較例3
比較例3では、実施例1と同様に、薄肉部10mm、厚肉部50mmの金型(図1参照)を用いて、まず、ガラス繊維含有量が40wt%のSMC(b)のシートを、金型の底面と平行に5枚積層した。次に、金型の厚肉部にガラス繊維含有量が90wt%のSMC(a)を15枚積層した。さらに、その上にSMC(b)を5枚積層した。その後、実施例1と同様に、成形条件として、油圧プレスによる加圧圧力を10MPa、金型の温度を130℃、成形時間を25分として、積層されたSMC(b)を成形した。なお、SMC(a)の側方の積層方法、SMC(a)およびSMC(b)のシートの厚さは、実施例1と同じにした。比較例1〜3のSMC(a)およびSMC(b)の肉厚、ガラス繊維含有量とクラックの発生有無の関係(評価結果)を表2に示す。
【0053】
【表2】
【0054】
まず、表1に示すように、各実施例1〜5では、SMC(a)のガラス繊維含有量をSMC(b)よりも多くすることで、成形品における厚肉部の中心部に位置するSMC(a)の線膨張係数が、周辺部の熱膨張係数に対して小さくなって、離型後に生じる収縮量の差に起因する内部ひずみが低減されて、クラックの発生が抑制されていることが確認された。
【0055】
また、実施例4および実施例5では、SMC(a)とSMC(a)との間にSMC(b)の端部が挟み込まれる態様で、SMC(a)およびSMC(b)を積層することによって、より機械的強度に優れた成形品が得られることが確認された。すなわち、成形品の厚肉部を切り出して片持ち梁状にし、曲げ試験を行ったところ、実施例1〜3の場合と比較して、20〜30%程度優れた機械強度を有する成形品が得られることが確認された。
【0056】
ここで、SMC(a)の線膨張係数をαa、SMC(b)の線膨張係数をαb、離型直後のSMC(a)の温度をTa、SMC(b)の温度をTb、室温をTとすると、成形品の内部にクラック生じる条件は以下の式のように表される。SMCの破壊強度を5MPa、弾性率を10GPaとしたとき、成形品の内部に500με以上のひずみが生じた場合に、内部クラックに至ると考えられる。SMC(a)の線熱膨張係数とSMC(b)の線膨張係数との差が5.0×10-7〜1.8×10-5の範囲であるときには、成形品の内部に生じるひずみは500με以下に抑制することができる。
【0057】
|αa・(Ta−T)−αb・(Tb−T)|≦500(με)
一方、表2に示すように、比較例1では、成形品の厚肉部をSMC(b)だけを用いて成形したため、厚肉部の中心部において周辺部に対して大きなひずみが生じ、内部クラックが生じることが確認された。また、比較例2では、SMC(a)がSMC(b)よりもガラス繊維の含有量が多く、線膨張係数は小さくなっているものの、内部の収縮を相殺するまでのガラス繊維含有量には至っておらず、内部クラックが生じることが確認された。そして、比較例3では、SMC(a)が90wt%ものガラス繊維を含有することにより、成形性に難が生じ、成形不良が生じることが確認された。
【0058】
今回開示された実施の形態および実施例は例示であってこれに制限されるものではない。本発明は上記で説明した範囲ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0059】
【図1】本発明の実施の形態1に係る熱硬化性樹脂成形品の断面図である。
【図2】同実施の形態において、図1に示す熱硬化性樹脂成形品における厚肉部の部分拡大断面図である。
【図3】同実施の形態において、熱硬化性樹脂成形品の外観の一例を示す斜視図である。
【図4】同実施の形態において、熱硬化性樹脂成形品の外観の他の例を示す斜視図である。
【図5】同実施の形態において、熱硬化性樹脂成形品の製造方法の一工程を示す部分断面図である。
【図6】同実施の形態において、図5に示す工程の後に行われる工程を示す部分断面図である。
【図7】同実施の形態において、図6に示す工程の後に行われる工程を示す部分断面図である。
【図8】同実施の形態において、図7に示す工程の後に行われる工程を示す部分断面図である。
【図9】同実施の形態において、図8に示す工程の後に行われる工程を示す部分断面図である。
【図10】同実施の形態において、厚肉部の厚さとクラックの発生率との関係を示すグラフである。
【図11】本発明の実施の形態2に係る熱硬化性樹脂成形品の厚肉部におけるSMCの積層態様を示す部分断面図である。
【図12】同実施の形態において、熱硬化性樹脂成形品の製造方法の一工程を示す部分断面図である。
【図13】同実施の形態において、図12に示す工程の後に行われる工程を示す部分断面図である。
【図14】同実施の形態において、図13に示す工程の後に行われる工程を示す部分断面図である。
【図15】同実施の形態において、図14に示す工程の後に行われる工程を示す部分断面図である。
【図16】同実施の形態において、図15に示す工程の後に行われる工程を示す部分断面図である。
【図17】同実施の形態において、熱硬化性樹脂成形品における厚肉部の部分拡大断面図である。
【図18】本発明の実施の形態3に係る熱硬化性樹脂成形品の厚肉部におけるSMCの積層態様を示す部分断面図である。
【図19】同実施の形態において、熱硬化性樹脂成形品の製造方法の一工程を示す部分断面図である。
【図20】同実施の形態において、図19に示す工程の後に行われる工程を示す部分断面図である。
【図21】同実施の形態において、図20に示す工程の後に行われる工程を示す部分断面図である。
【図22】同実施の形態において、図21に示す工程の後に行われる工程を示す部分断面図である。
【図23】同実施の形態において、熱硬化性樹脂成形品における厚肉部の部分拡大断面図である。
【符号の説明】
【0060】
1,1a,1b,1c,1d SMC(a)、2,2a,2b,2c,2d SMC(b)、3,4 金型、10 熱硬化性樹脂成形品、10a 厚肉部、10b 薄肉部。
【特許請求の範囲】
【請求項1】
熱硬化性樹脂の成形による熱硬化性樹脂成形品であって、
相対的に肉厚が薄い薄肉部と、
相対的に肉厚が厚く、中心部に位置する第1部分および前記第1部分を取り囲むように周辺部に位置する第2部分を含み、前記第1部分におけるガラス繊維含有量が前記第2部分におけるガラス繊維含有量よりも高い厚肉部と
を備えた、熱硬化性樹脂成形品。
【請求項2】
前記第1部分と前記第2部分との境界部分では、前記第1部分から前記第2部分に向かって突出した第1突出部と、前記第2部分から前記第1部分に向かって突出した第2突出部とが交互に位置する、請求項1記載の熱硬化性樹脂成形品。
【請求項3】
前記第1突出部および前記第2突出部は、前記厚肉部の厚み方向と交差する方向に突出し、
前記第1突出部と前記第2突出部とは、前記厚肉部の厚み方向に沿って交互に位置する、請求項2記載の熱硬化性樹脂成形品。
【請求項4】
前記第1突出部および前記第2突出部は、前記厚肉部の厚み方向に突出し、
前記第1突出部と前記第2突出部とは、前記厚肉部の厚み方向と交差する方向に沿って交互に位置する、請求項2記載の熱硬化性樹脂成形品。
【請求項5】
熱硬化性樹脂のシートを積層し成形することによって所定の形状に仕上げる熱硬化性樹脂成形品の製造方法であって、
金型内に第1のガラス繊維含有量の第1熱硬化性樹脂シートを積層する工程と、
前記第1熱硬化性樹脂シートの所定の領域上に、前記第1のガラス繊維含有量よりも高い第2のガラス繊維含有量の第2熱硬化性樹脂シートを積層する工程と、
前記所定の領域の側方に位置する前記第1熱硬化性樹脂シートの他の所定の領域上に、積層される前記第2熱硬化性樹脂シートの厚み方向端面を隠す態様で、前記第1のガラス繊維含有量の第3熱硬化性樹脂シートを積層する工程と、
それぞれ積層された前記第2熱硬化性樹脂シートと前記第3熱硬化性樹脂シートを覆うように、前記第2熱硬化性樹脂シートおよび前記第3熱硬化性樹脂シート上に、前記第1のガラス繊維含有量の第4熱硬化性樹脂シートを積層する工程と、
前記金型を閉じて、積層された前記第1熱硬化性樹脂シート〜第4熱硬化性樹脂シートを所定の温度と圧力のもとで加圧することにより、所定の形状に成形する工程と、
所定の形状に成形された成形品を前記金型から取出す工程と
を備えた、熱硬化性樹脂成形品の製造方法。
【請求項6】
前記第2熱硬化性樹脂シートを積層する工程では、前記第2熱硬化性樹脂シートとして、所定の幅を有する第2熱硬化性樹脂シートが積層され、
前記第3熱硬化性樹脂シートを積層する工程では、前記第1熱硬化性樹脂シートの前記他の所定の領域上に、積層された前記第2熱硬化性樹脂シートの厚み方向端面を徐々に隠す態様で、前記第3熱硬化性樹脂シートが順次積層される、請求項5記載の熱硬化性樹脂成形品の製造方法。
【請求項7】
前記第2熱硬化性樹脂シートを積層する工程および前記第3熱硬化性樹脂シートを積層する工程では、一方のシートの端部が他方のシートによって上下方向から挟み込まれる態様で、前記第2熱硬化性樹脂シートと前記第3熱硬化性樹脂シートとが積層される、請求項6記載の熱硬化性樹脂成形品の製造方法。
【請求項8】
前記第1熱硬化性樹脂シートを積層する工程と前記第2熱硬化性樹脂シートを積層する工程との間に、第1熱硬化性樹脂シートの前記所定の領域に、前記第1のガラス繊維含有量の第5熱硬化性樹脂シートと、前記第2のガラス繊維含有量の第6熱硬化性樹脂シートとを、前記第1熱構成樹脂シートに沿って交互に配置する工程を備え、
前記第2熱硬化性樹脂シートを積層する工程と前記第4熱硬化性樹脂シートを積層する工程との間に、前記第2熱硬化性樹脂シートの上に、前記第1のガラス繊維含有量の第7熱硬化性樹脂シートと、前記第2のガラス繊維含有量の第8熱硬化性樹脂シートとを、前記第2熱硬化性樹脂シートに沿って交互に配置する工程を備えた、請求項6記載の熱硬化性樹脂成形品の製造方法。
【請求項1】
熱硬化性樹脂の成形による熱硬化性樹脂成形品であって、
相対的に肉厚が薄い薄肉部と、
相対的に肉厚が厚く、中心部に位置する第1部分および前記第1部分を取り囲むように周辺部に位置する第2部分を含み、前記第1部分におけるガラス繊維含有量が前記第2部分におけるガラス繊維含有量よりも高い厚肉部と
を備えた、熱硬化性樹脂成形品。
【請求項2】
前記第1部分と前記第2部分との境界部分では、前記第1部分から前記第2部分に向かって突出した第1突出部と、前記第2部分から前記第1部分に向かって突出した第2突出部とが交互に位置する、請求項1記載の熱硬化性樹脂成形品。
【請求項3】
前記第1突出部および前記第2突出部は、前記厚肉部の厚み方向と交差する方向に突出し、
前記第1突出部と前記第2突出部とは、前記厚肉部の厚み方向に沿って交互に位置する、請求項2記載の熱硬化性樹脂成形品。
【請求項4】
前記第1突出部および前記第2突出部は、前記厚肉部の厚み方向に突出し、
前記第1突出部と前記第2突出部とは、前記厚肉部の厚み方向と交差する方向に沿って交互に位置する、請求項2記載の熱硬化性樹脂成形品。
【請求項5】
熱硬化性樹脂のシートを積層し成形することによって所定の形状に仕上げる熱硬化性樹脂成形品の製造方法であって、
金型内に第1のガラス繊維含有量の第1熱硬化性樹脂シートを積層する工程と、
前記第1熱硬化性樹脂シートの所定の領域上に、前記第1のガラス繊維含有量よりも高い第2のガラス繊維含有量の第2熱硬化性樹脂シートを積層する工程と、
前記所定の領域の側方に位置する前記第1熱硬化性樹脂シートの他の所定の領域上に、積層される前記第2熱硬化性樹脂シートの厚み方向端面を隠す態様で、前記第1のガラス繊維含有量の第3熱硬化性樹脂シートを積層する工程と、
それぞれ積層された前記第2熱硬化性樹脂シートと前記第3熱硬化性樹脂シートを覆うように、前記第2熱硬化性樹脂シートおよび前記第3熱硬化性樹脂シート上に、前記第1のガラス繊維含有量の第4熱硬化性樹脂シートを積層する工程と、
前記金型を閉じて、積層された前記第1熱硬化性樹脂シート〜第4熱硬化性樹脂シートを所定の温度と圧力のもとで加圧することにより、所定の形状に成形する工程と、
所定の形状に成形された成形品を前記金型から取出す工程と
を備えた、熱硬化性樹脂成形品の製造方法。
【請求項6】
前記第2熱硬化性樹脂シートを積層する工程では、前記第2熱硬化性樹脂シートとして、所定の幅を有する第2熱硬化性樹脂シートが積層され、
前記第3熱硬化性樹脂シートを積層する工程では、前記第1熱硬化性樹脂シートの前記他の所定の領域上に、積層された前記第2熱硬化性樹脂シートの厚み方向端面を徐々に隠す態様で、前記第3熱硬化性樹脂シートが順次積層される、請求項5記載の熱硬化性樹脂成形品の製造方法。
【請求項7】
前記第2熱硬化性樹脂シートを積層する工程および前記第3熱硬化性樹脂シートを積層する工程では、一方のシートの端部が他方のシートによって上下方向から挟み込まれる態様で、前記第2熱硬化性樹脂シートと前記第3熱硬化性樹脂シートとが積層される、請求項6記載の熱硬化性樹脂成形品の製造方法。
【請求項8】
前記第1熱硬化性樹脂シートを積層する工程と前記第2熱硬化性樹脂シートを積層する工程との間に、第1熱硬化性樹脂シートの前記所定の領域に、前記第1のガラス繊維含有量の第5熱硬化性樹脂シートと、前記第2のガラス繊維含有量の第6熱硬化性樹脂シートとを、前記第1熱構成樹脂シートに沿って交互に配置する工程を備え、
前記第2熱硬化性樹脂シートを積層する工程と前記第4熱硬化性樹脂シートを積層する工程との間に、前記第2熱硬化性樹脂シートの上に、前記第1のガラス繊維含有量の第7熱硬化性樹脂シートと、前記第2のガラス繊維含有量の第8熱硬化性樹脂シートとを、前記第2熱硬化性樹脂シートに沿って交互に配置する工程を備えた、請求項6記載の熱硬化性樹脂成形品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2010−76373(P2010−76373A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−250291(P2008−250291)
【出願日】平成20年9月29日(2008.9.29)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月29日(2008.9.29)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]