
熱硬化性樹脂組成物、熱伝導性シート、及び、半導体モジュール

【課題】優れた熱伝導率を有するとともに凝集破壊強度に優れた熱伝導性シート等を形成可能な熱硬化性樹脂組成物、及び、熱伝導性シートを提供し、ひいては絶縁信頼性に優れた半導体モジュールを提供すること。
【解決手段】窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱伝導性シートであって、金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴とする熱伝導性シートなどを提供する。
【解決手段】窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱伝導性シートであって、金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴とする熱伝導性シートなどを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、窒化ホウ素粒子が凝集粒子となって熱硬化性樹脂中に分散されてなる熱硬化性樹脂組成物、及び、熱伝導性シート、並びに、このような熱伝導性シートが備えられている半導体モジュールに関する。
【背景技術】
【0002】
従来、樹脂などに無機化合物粒子(以下「無機フィラー」ともいう)を含有させることにより、樹脂単体に比べて強度を向上させたり、熱伝導性を向上させたりすることが行われている。
例えば、電気絶縁性と熱伝導性とが求められるような用途において、エポキシ樹脂に熱伝導性を向上させるための無機フィラーを分散させた熱硬化性樹脂組成物が広く用いられており、該熱硬化性樹脂組成物で熱伝導性シートや金属ベース回路基板の絶縁層を形成させることが広く行われている。
【0003】
ところで、この熱伝導性シートや金属ベース回路基板の絶縁層などには、優れた熱伝導性を有することが求められているが、これらの厚みを過度に薄くさせると電気絶縁に対する信頼性が損なわれるおそれを有する。
このことから熱伝導性シート等を薄肉化して熱伝導率を向上させるのには限界があり、従来、熱硬化性樹脂組成物に含有させる無機フィラーの材質や粒径等によって熱伝導率を向上させることが検討されている。
この無機フィラーとしては、窒化ホウ素粒子や窒化アルミニウム粒子などの熱伝導性に優れた窒化物粒子を採用することが従来検討されている。
なお、窒化ホウ素は、通常、その一次粒子の形状が大きさ20μm以下の平板状で、この一時粒子を凝集させた凝集粒子を無機フィラーとして採用することで熱伝導性シート等の厚み方向に良好な伝熱パスを形成させることができることからこの種の用途における利用が近年広く検討されている。
例えば、下記特許文献1、2には、窒化ホウ素の一次粒子とともに凝集粒子を含有させた熱伝導性シートを備えた半導体モジュールに係る発明が記載されており、内部に備えられた半導体素子の発する熱を放熱させるための放熱面に前記熱を伝達する熱伝導性シートが備えられている半導体モジュールが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−189818号公報
【特許文献2】特開2010−157563号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、窒化ホウ素粒子は、表面官能基の数が酸化アルミニウム粒子や酸化ケイ素粒子などの金属酸化物粒子に比べて少なく樹脂との界面に強い結合力を発揮させることが難しいため熱硬化性樹脂組成物に大量に含有させると熱伝導性シートや金属ベース回路基板の絶縁層の凝集破壊強度を低下させてしまうおそれを有する。
そうすると、熱伝導性シートや金属ベース回路基板の絶縁層にクラック等を生じさせやすく、例えば、前記のような半導体モジュールの絶縁信頼性を損なうおそれを有する。
このことに対して窒化ホウ素粒子と金属酸化物粒子とを併用して熱硬化性樹脂組成物に含有させることも考え得るが、単に金属酸化物粒子を含有させると熱伝導性シートや金属ベース回路基板の熱伝導性を大きく低下させてしまうおそれを有する。
【0006】
本発明は、このような問題に鑑みてなされたものであり、優れた熱伝導率を有するとともに凝集破壊強度に優れた熱伝導性シート、及び、このような熱伝導性シート等を形成可能な熱硬化性樹脂組成物提供し、ひいては絶縁信頼性に優れた半導体モジュールを提供することを課題としている。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、単に金属酸化物粒子を含有させると窒化ホウ素の凝集粒子による伝熱パスの形成を阻害して熱伝導性シート等の熱伝導性が低下されること、及び、所定の大きさの金属酸化物粒子を含有させることで窒化ホウ素による伝熱パスに悪影響が与えられることを抑制しつつ熱伝導性シートの凝集破壊強度を向上させ得ることを見出し本発明を完成させるに至ったものである。
【0008】
即ち、熱伝導性シートに係る本発明は、窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱伝導性シートであって、金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴としている。
【0009】
また、半導体モジュールに係る本発明は、半導体素子が備えられており、該半導体素子の発する熱を放熱させる放熱面に前記熱を伝達させるための熱伝導性シートが備えられている半導体モジュールであって、該熱伝導性シートが前記のような熱伝導性シートであることを特徴としている。
【0010】
さらに、熱硬化性樹脂組成物に係る本発明は、窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱硬化性樹脂組成物であって、金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴としている。
【発明の効果】
【0011】
本発明の熱硬化性樹脂組成物によれば、所定の大きさの金属酸化物粒子を含有させることから窒化ホウ素による伝熱パスに悪影響を及ぼすことを抑制しつつ凝集破壊強度に優れた熱伝導性シートを形成させ得る。
従って、このような熱伝導性シートを備えさせることで、絶縁信頼性に優れた半導体モジュールを提供し得る。
【図面の簡単な説明】
【0012】
【図1】金属箔付熱伝導性シートを示す概略断面図。
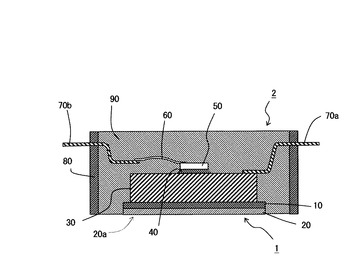
【図2】金属箔付熱伝導性シートの使用方法を示す半導体モジュールの概略断面図。
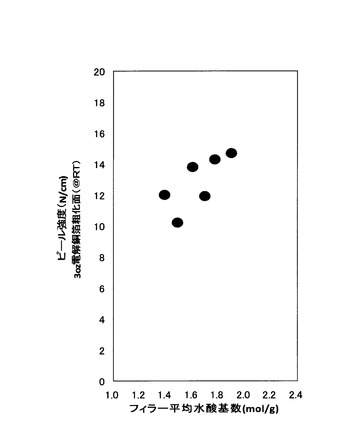
【図3】金属酸化物粒子の添加が凝集破壊強度(ピール強度)に与える影響を示したグラフ。
【発明を実施するための形態】
【0013】
以下に、本発明の熱伝導性シートに係る好ましい実施の形態について、高熱伝導性ポリマー層が金属箔によって支持された金属箔付の熱伝導性シートを例に説明する。
図1は、金属箔付熱伝導性シート1の断面を表す断面図であり、図の符号10は、本発明の熱硬化性樹脂組成物によって形成されてなる高熱伝導性ポリマー層を表し、20は、前記金属箔からなる金属箔層を表している。
【0014】
なお、本実施形態においては、この金属箔付熱伝導性シート1を図2に示すように半導体モジュールの構成部材として採用する場合について説明する。
即ち、本実施形態においては、内部に半導体素子50を備え、該半導体素子50の発する熱を放熱させる放熱面に前記熱を伝達させるための金属箔付熱伝導性シートが備えられている半導体モジュール2を例示しつつ図面を参照して本発明について説明する。
【0015】
まず、この半導体モジュール2について図を参照しつつ説明する。
図2は、半導体モジュール2の断面を示しており、この図にも示されているように本実施形態に係る半導体モジュール2は、平たい箱形で、上下を開口させた矩形枠状のプラスチックケース80によって周壁が形成されている。
そして、半導体モジュール2には、前記半導体素子50とヒートシンク30とが前記プラスチックケース80の内側に収容されている。
【0016】
前記ヒートシンク30は、半導体素子50の熱を迅速に奪い取らせ得るように前記半導体素子50に比べて十分に大きな金属ブロックで形成されておりハンダ40を介して前記半導体素子50に接続されている。
より詳しくは、前記ヒートシンク30は、プラスチックケース80によって形成されている周壁の高さの半分程度の厚みを有し、前記プラスチックケース80の開口面積よりもよりも一回り小さな矩形板状で、その上面中央部に前記半導体素子50を搭載して前記プラスチックケース内に収容されている。
【0017】
また、前記ヒートシンク30は、前記プラスチックケース80を水平方向に貫通する端子70aの一端部がその上面にハンダ付けされている。
さらに、前記ヒートシンク30は、前記端子70aの貫通している箇所と対向する位置において前記プラスチックケース80を水平方向に貫通する別の端子70bと前記半導体素子50とがボンディングワイヤー60によって電気的に接続されて、これらの端子間における電気の流路を形成している。
即ち、前記ヒートシンク30は、半導体モジュール2の通電時においては、内部に電流が流れるようになっており、前記半導体素子50による発熱に加え当該ヒートシンク30を流れる電流に伴うジュール熱による温度上昇を発生させることになる。
なお、半導体モジュール2は、前記プラスチックケース内にモールド樹脂90が充填されており、前記ヒートシンク30の下面側を残して前記半導体素子50等が前記モールド樹脂中に埋設されている。
【0018】
本実施形態における金属箔付熱伝導性シート1は、前記ヒートシンク30の下面よりも大面積で、且つ、前記プラスチックケース80の開口よりも小面積であり、前記ヒートシンク30の下面全てを覆うようにして前記ヒートシンク30の下面に前記高熱伝導性ポリマー層10を接着させて半導体モジュール2に備えられている。
該金属箔付熱伝導性シート1は、半導体モジュール2の下面において前記金属箔層20の表面を露出させており、該金属箔層20の表面20aを半導体モジュール2の放熱面として利用させ得るように備えられている。
即ち、本実施形態に係る半導体モジュール2の下面は、中央部において前記金属箔層20の表面20aを露出させており、その外縁部を構成している前記プラスチックケース80の下端面と前記金属箔層20の表面20aとの間にモールド樹脂90を露出させている。
なお、本実施形態に係る半導体モジュール2は、モールド樹脂90の前記露出面、前記金属箔層20の表面20a、及び、前記プラスチックケース80の下端面とが略面一となるように形成されており、その下面に放熱器等を装着させることで該放熱器の表面を前記金属箔層20の表面20aに面接させて半導体素子50が発する熱を金属箔付熱伝導性シート1を介して放熱させうるように形成されている。
【0019】
本実施形態に係る前記金属箔付熱伝導性シート1は、前記高熱伝導性ポリマー層10の形成に窒化ホウ素粒子と熱硬化性樹脂とを含む熱硬化性樹脂組成物が用いられている。
なお、高熱伝導性ポリマー層10は、通常、その厚みが薄い方がヒートシンク30から金属箔層20への熱抵抗を低くすることができ、放熱に有利となる。
一方で、高熱伝導性ポリマー層10の厚みが薄いと電気絶縁性における信頼性を低下させるおそれを有する。
このようなことから、高熱伝導性ポリマー層10は、通常、熱硬化後における体積抵抗率が1×1014Ω・cm以上となる熱硬化性樹脂組成物によって、100〜300μmの厚みとなるように形成される。
【0020】
なお、後述するように高熱伝導性ポリマー層10には、前記無機フィラーとして窒化ホウ素粒子や金属酸化物粒子を高充填させるため、ピンホール等の欠陥部分が形成されやすくなる。
従って、高熱伝導性ポリマー層10は、要すれば、単層構造としてもよいが、2層以上の多層構造とすることが好ましく、仮に、一つの層にピンホールが形成されていたとしても、他の層の健全な部分でこのピンホールをカバーさせて厚み方向に連続する欠陥を形成させないようにすることが好ましい。
このような高熱伝導性ポリマー層10は、例えば、当該高熱伝導性ポリマー層10の約半分の厚みを有する2枚のシートを本発明の熱硬化性樹脂組成物で形成させ、該2枚のシートを完全に熱硬化させてしまわないようにして熱プレスさせるなどして形成させることができる。
【0021】
この高熱伝導性ポリマー層10を形成させるための熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂などが好適であり、前記熱硬化性樹脂組成物には、これらを両方とも含有させることが特に好ましい。
【0022】
前記エポキシ樹脂としては、例えば、トリフェニルメタン型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、変性ビスフェノールA型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、変性ビスフェノールF型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、フェノキシ樹脂等の各種のエポキシ樹脂を単独又は2種以上併用して採用することができる。
【0023】
また、前記フェノール樹脂としては、例えば、ジシクロペンタジエン型フェノール樹脂、ノボラック型フェノール樹脂、クレゾールノボラック樹脂、フェノールアラルキル樹脂、トリフェニルメタン型フェノール樹脂等が用いられる。
なかでも、トリフェニルメタン型フェノール樹脂は、耐熱性において有利であり、フェノールアラルキル樹脂は、ヒートシンクとの間に良好なる接着性を示す点において好ましく用いられ得る。
【0024】
なお、前記フェノール樹脂は、エポキシ樹脂の硬化剤として機能するものであるが、要すれば、他の硬化剤や硬化促進剤をさらに加えて高熱伝導性ポリマー層10の熱硬化性を調整してもよい。
該硬化剤としては、例えば、ジアミノジフェニルスルホン、ジシアンジアミド、ジアミノジフェニルメタン、トリエチレンテトラミンなどのアミン系硬化剤、酸無水物系硬化剤などを用いることができる。
前記硬化促進剤としては、例えば、イミダゾール類や、トリフェニルフォスフェイト(TPP)、三フッ化ホウ素モノエチルアミンなどのアミン系硬化促進剤が挙げられる。
【0025】
高熱伝導性ポリマー層10の形成に用いる熱硬化性樹脂組成物には、前記熱硬化性樹脂とともに窒化ホウ素粒子と金属酸化物粒子とを含有させることが重要であり、窒化ホウ素粒子の少なくとも一部を凝集粒子の状態で含有させ、且つ、窒化ホウ素粒子と金属酸化物粒子とを所定の割合で含有させることが重要である。
即ち、前記熱硬化性樹脂組成物には、金属酸化物粒子と窒化ホウ素粒子とを合計40体積%〜70体積%含有させ、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子とを体積比率が10:90〜50:50(金属酸化物粒子:窒化ホウ素粒子)となるように含有させることが重要である。
また、前記熱硬化性樹脂組成物に含有させる前記金属酸化物粒子は、メジアン径が0.5μm〜30μmであることが高熱伝導性ポリマー層10に優れた凝集破壊強度と良好なる熱伝導性とを付与する点において重要である。
上記のようにして窒化ホウ素粒子と金属酸化物粒子とを含有させることにより、熱硬化後における高熱伝導性ポリマー層10の熱伝導率を、通常、4.5W/mK以上とすることができ、例えば、3oz(105μm)の厚みの電解銅箔のマット面との間の接着力(90度ピール強度)を5.7N/cm以上とすることができる。
【0026】
高熱伝導性ポリマー層10において、窒化ホウ素粒子の少なくとも一部を凝集粒子の状態で含有させることが重要であるのは、高熱伝導性ポリマー層10の厚み方向に良好なる伝熱パスを形成させるのに前記凝集粒子が有効に作用するためである。
なお、窒化ホウ素の一次粒子は、通常、六角板状となっており、前記凝集粒子はこの一次粒子が複数集合した球状に近い形状を示していることから、当該高熱伝導性ポリマー層10の断面を顕微鏡観察するなどすれば、窒化ホウ素粒子が凝集粒子として含有されているかどうかを容易に判別することができる。
上記のようにこの凝集粒子は、良好なる伝熱パスを形成させるのに有効な成分であり、高熱伝導性ポリマー層10に優れた熱伝導性を発揮させ得る点において含有させる窒化ホウ素粒子の内、50質量%以上を凝集粒子の状態で含有させることが好ましい。
【0027】
なお、高熱伝導性ポリマー層10における窒化ホウ素粒子と金属酸化物粒子との合計体積が上記範囲内の割合となっていることが重要なのは、上記範囲未満では、高熱伝導性ポリマー層に十分な熱伝導性を付与することが難しくなり、窒化ホウ素粒子や金属酸化物粒子を上記範囲を超えて含有させると高熱伝導性ポリマー層をヒートシンクに十分接着させることが難しくなるとともにピンホール等の欠陥を生じさせやすくなるためである。
【0028】
また、窒化ホウ素粒子と金属酸化物粒子とが、上記範囲内の体積比率となっていることが重要であるのは、窒化ホウ素粒子と金属酸化物粒子との合計に占める金属酸化物粒子の体積比率が50%を超えると高熱伝導性ポリマー層に十分な熱伝導性を付与することが難しくなり、該金属酸化物粒子の体積比率が10%未満では高熱伝導性ポリマー層に優れた凝集破壊強度を付与することが難しくなるためである。
【0029】
また、金属酸化物粒子のメジアン径が上記範囲内であることが重要なのは、上記範囲外では、窒化ホウ素の凝集粒子によって形成される良好なる伝熱パスを金属酸化物粒子が阻害して高熱伝導性ポリマー層の熱伝導性を低下させてしまうおそれを有するためである。
【0030】
なお、前記金属酸化物粒子としては、例えば、酸化ケイ素粒子、酸化アルミニウム粒子、酸化ジルコニウム粒子、酸化チタン粒子、チタン酸バリウム粒子、酸化ハフニウム粒子、酸化亜鉛粒子、酸化鉄粒子などが挙げられる。
なかでも、酸化ケイ素粒子や酸化アルミニウム粒子で、且つ、メジアン径が0.5〜30μmの金属酸化物粒子が好ましく、メジアン径が0.5〜10μmのものが特に好ましい。
このメジアン径については、レーザー回折散乱式粒度分布計による測定によって求めることができる。
【0031】
なお、メジアン径が0.5〜30μmの金属酸化物粒子は、酸化ケイ素粒子や酸化アルミニウム粒子の単独種類とする必要はなく、酸化ケイ素粒子と酸化アルミニウム粒子との混合物(混合粒子)などであってもよい。
特に、メジアン径が0.5〜30μmの酸化アルミニウム粒子と、メジアン径が0.5μm未満のヒュームドシリカとの混合粒子は、熱硬化性樹脂組成物に優れた熱伝導率と優れた凝集破壊強度とをバランス良く付与することが容易となる点において本実施形態の熱伝導性シートに用いる金属酸化物粒子として好適なものであるといえる。
この酸化アルミニウム粒子やシリカ粒子は粒子表面に水酸基などの凝集破壊強度の向上に有効な官能基を有しており、JIS K 1150に規定されているシラノール基の求め方によって算出される水酸基の数が無機フィラー全体での平均において1mol/g以上となるように高熱伝導性ポリマー層に含有させることが好ましく1.5mol/g以上となるように含有させることが特に好ましい。
なお、この無機フィラー全体での平均水酸基数については、具体的には実施例記載の方法によって確認することができる。
【0032】
また、ここでは詳述しないが、高熱伝導性ポリマー層10を形成させるための前記熱硬化性樹脂組成物には、エポキシ樹脂やフェノール樹脂以外のポリマーや、窒化ホウ素粒子や金属酸化物粒子以外の無機フィラーを本発明の効果が著しく損なわれない範囲において含有させることができる。
例えば、窒化アルミニウム粒子、窒化ケイ素粒子、窒化ガリウム粒子、炭化ケイ素粒子、ダイヤモンド粒子などの無機フィラーを本発明の効果が著しく損なわれない範囲において含有させることができる。
なお、窒化ホウ素粒子及び金属酸化物粒子以外の無機フィラーは、過度に含有させると損なわれるおそれを有することから、これらを含有させる場合であれば、熱硬化性樹脂組成物中の全無機フィラーに占める割合が5体積%以下となるように含有させることが好ましく、2体積%以下となるように含有させることがさらに好ましく、1体積%以下となるように含有させることが最も好ましい。
また、これら以外に、分散剤、粘着性付与剤、老化防止剤、酸化防止剤、加工助剤、安定剤、消泡剤、難燃剤、増粘剤、顔料などといった樹脂製品に一般に用いられる配合薬品を本発明の効果を損なわない範囲において高熱伝導性ポリマー層10を形成させる熱硬化性樹脂組成物に適宜含有させることができる。
【0033】
該高熱伝導性ポリマー層10の支持基材として設けられ、その表面20aで前記半導体モジュール2の放熱面を形成させるための金属箔層20は、例えば、銅、アルミニウム、ニッケル、鉄などの金属やその合金からなる金属箔によって形成させることができる。
該金属箔としては、異種金属が貼り合わされてなるクラッド箔や異種金属をメッキしたメッキ箔であってもよい。
また、この金属箔層20を構成させる金属箔としては、高熱伝導性ポリマー層10との接着力を向上させるべく、高熱伝導性ポリマー層10との界面側の表面が粗化されていることが好ましい。
この表面粗化については、金属箔の表面をサンドブラスト処理や酸化処理するなどして施すことができる。
【0034】
なお、電解金属箔を用いる場合においては、そのマット面(粗化面)を高熱伝導性ポリマー層との積層界面として利用することができ、サンドブラスト処理や酸化処理などの特段の処理を必要としない点において好適である。
また、その場合には、表面平滑なシャイニング面(光沢面)を放熱面として利用することができる点においても好適である。
本実施形態においては、比較的安価であり、耐腐蝕性にも優れ、高い熱伝導性を有する点において、この金属箔層20の形成に電解銅箔を用いることが好ましい。
さらに、この電解銅箔としては、マット面にジンケート処理が施されているものを用いることが好ましい。
【0035】
次いで、高熱伝導性ポリマー層10が2層構造となっている金属箔付熱伝導性シートを例にして金属箔付熱伝導性シートの作製方法について説明する。
前記金属箔付熱伝導性シートを作製するには、例えば、下記a)〜e)の工程を順に実施する方法が挙げられる。
a)前記エポキシ樹脂や前記フェノール樹脂を溶解可能な有機溶媒に所望の濃度となるようにエポキシ樹脂とフェノール樹脂とを溶解させるとともにこの樹脂溶液に前記窒化ホウ素粒子や前記金属酸化物粒子等を分散させてコーティング液を作製するコーティング液作製工程、
b)金属箔層20を形成させるための金属箔上に前記コーティング液をコーティングするコーティング工程、
c)前記コーティング液がコーティングされた金属箔を乾燥炉に導入して前記有機溶媒を除去し前記コーティング液の乾燥被膜を金属箔上に形成させる乾燥工程、
d)前記乾燥被膜の形成された金属箔を2枚用意し、前記乾燥被膜が内側になるように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させて高熱伝導性ポリマー層を形成させる熱プレス工程、
e)前記熱プレス工程後に、一方の余分な金属箔を剥離することにより金属箔層と高熱伝導性ポリマー層とが積層された金属箔付熱伝導性シートを形成させる剥離工程。
【0036】
なお、前記コーティング液作製工程は、ボールミル、プラネタリーミキサー、ホモジナイザー、三本ロールミル等の攪拌装置を用いて実施することができる。
ただし、コーティング液に過度にせん断が加えられると窒化ホウ素の凝集粒子を破砕してしまうおそれを有することから、そのようなことが起こり難い装置を選択することが好ましい。
また、装置の運転条件としても凝集粒子の破砕が生じないように調整することが好ましい。
【0037】
前記コーティング工程は、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ナイフコーター、コンマコーター、ダイレクトコーター等のコーティング装置を用いて実施することができ、前記乾燥工程は、一般的な加熱乾燥炉を用いて実施することができる。
【0038】
前記コーティング液には、含有する固形分に対して、少なくとも、金属酸化物粒子と窒化ホウ素粒子とが合計40体積%〜70体積%含有されることになるが、通常、これだけの無機フィラーを含有させると乾燥被膜中に細かな空隙部が形成されるおそれがあり、見かけ上の被膜厚みを厚くさせてしまうおそれがある。
前記熱プレス工程は、高熱伝導性ポリマー層を2層構成として、厚み方向に貫通する欠陥を形成させないようにする上においても有効なものではあるが、上記の空隙部を原因として高熱伝導性ポリマー層中にボイドなどの欠陥が形成されることを抑制させる上においても有効となる。
また、窒化ホウ素粒子どうしを接近させて、特に凝集粒子を主体とした伝熱パスを形成させるのにも該熱プレス工程は有効なものであるといえる。
【0039】
上記のような効果をより顕著に発揮させ得る点においては、熱プレス工程を、より高温、且つ、高圧で実施する方が好ましいが、該熱プレス工程において高熱伝導性ポリマー層に過度に熱を加えるとエポキシ樹脂等の硬化反応が過度に進行してヒートスプレッダに対する接着力を大きく低下させてしまうおそれを有する。
従って、熱プレス工程は、ヒートスプレッダに対する接着性が損なわれない範囲の条件で実施することが好ましい。
【0040】
また、本実施形態においては、前記高熱伝導性ポリマー層に金属酸化物粒子が含有されることから、半硬化な状態(Bステージ状態)においても高熱伝導性ポリマー層の凝集破壊強度が金属酸化物粒子を含有しないものに比べて向上されているため、前記剥離工程において高熱伝導性ポリマーに応力が加わった場合でも当該高熱伝導性ポリマーにクラック等の欠陥が形成されることを抑制させることができる。
【0041】
なお、このときの高熱伝導性ポリマー層の硬化の進行度合い(Bステージ化の度合い)については近赤外分光分析(NIR)によって確認することができ、その分析精度の高さから、音響光学可変波長フィルタ(Acousto−Optic Tunable Filter) 分光方式の近赤外分光分析(AOTF−NIR)によって確認することが好ましい。
より詳しくは、AOTF−NIRによって、4611cm-1近傍に出現する芳香族由来の吸収ピークと4525cm-1近傍に出現するエポキシ基由来の吸収ピークとの強度比で硬化の進行度合いを判定することが好ましい。
【0042】
即ち、高熱伝導性ポリマー層の硬化反応が進行しても4611cm-1近傍に出現する吸収ピークのピーク高さは殆ど変化をしないが、4525cm-1近傍に出現する吸収ピークのピーク高さは高熱伝導性ポリマー層の硬化反応が進行するにつれて低くなるため、例えば、4611cm-1近傍に出現する吸収ピークのピーク高さをIARM、4525cm-1近傍に出現する吸収ピークのピーク高さをIEPXとした場合に、これらの比(IEPX/IARM)によって硬化度合いを精度良く判定することができる。
【0043】
なお、金属箔付熱伝導性シートの製造単位ごとに高熱伝導性ポリマー層の硬化の進行度合いを異ならせていると、これらをヒートスプレッダに接着させる際に、高熱伝導性ポリマー層の硬化の進行度合いに応じて接着条件を異ならせる必要性を生じさせてしまうことになる。
従って、作業効率の観点からは、ヒートスプレッダへの接着条件を一定化させることが好ましく、金属箔付熱伝導性シートの作製後ヒートスプレッダへの接着前に、高熱伝導性ポリマー層の硬化度合いを調整する硬化度調整工程をさらに設けることが好ましい。
この硬化度調整工程は、金属箔付熱伝導性シートを所定の温度で所定の時間加熱することで実施可能であり、その際の加熱温度や加熱時間については、前記のAOTF−NIRによる硬化度判定結果に基づいて設定すればよい。
【0044】
なお、この金属箔付熱伝導性シートをヒートスプレッダに接着させる方法としては特に限定されず、例えば、図2に示すように半導体モジュール2が、加熱溶融されたモールド樹脂90が注型されて一体成型されているものであれば、このモールド樹脂90の注型時に同時に金属箔付熱伝導性シートの接着を実施させることもできる。
【0045】
例えば、端子70a,70bが固定されたプラスチックケース80内に、ハンダ付けされた半導体素子50を搭載したヒートシンク30を配置し、これらと端子70a,70bとを電気的に接続させた半製品を用意するとともに、注型用金型内に金属箔付熱伝導性シート1を高熱伝導性ポリマー層20を表向きにしてセットし、該金属箔付熱伝導性シート1の上面にヒートシンク30の下面が接するようにして前記半製品を載置して、該半製品のプラスチックケース80内に加熱溶融されたモールド樹脂90を注入することにより、このモールド樹脂90の熱と注入圧力とを利用して高熱伝導性ポリマー層20を軟化させてヒートシンク30に接着硬化させる方法などがあげられる。
【0046】
このようにして半導体モジュール2の製造と同時に金属箔付熱伝導性シート1とヒートスプレッダ30との接着を実施した後、該半導体モジュール2が冷却される過程において、ヒートスプレッダ30と高熱伝導性ポリマー層20との接着界面には、熱膨張係数の違いや、エポキシ樹脂の硬化収縮などに伴うせん断応力が加えられることになるが、本実施形態においては、前記高熱伝導性ポリマー層20に所定の割合で金属酸化物粒子が含有されており、該金属酸化物粒子表面の官能基を利用して優れた凝集破壊強度が当該高熱伝導性ポリマー層20に付与されていることから、ヒートスプレッダ30との間に界面剥離が生じてしまったり、高熱伝導性ポリマー層20にクラックが生じてしまったりすることが抑制され、絶縁信頼性の低下が抑制されることになる。
即ち、本発明に係る熱硬化性樹脂組成物が用いられてなる金属箔付熱伝導性シート1を半導体モジュール2に備えさせ、該半導体モジュール2の内部において半導体素子50が発する熱を前記金属箔付熱伝導性シート1を介して放熱面に伝達させるようにすることで当該半導体モジュール2を、放熱性に優れ、且つ、絶縁信頼性に優れたものとすることができる。
【0047】
なお、本実施形態においては、金属箔付熱伝導性シートの高熱伝導性ポリマー層を本発明の熱硬化性樹脂組成物によって形成させる場合を例示しているが、本発明の熱硬化性樹脂組成物は、その用途が金属箔付熱伝導性シートの高熱伝導性ポリマー層に限定されるものではない。
例えば、金属箔層を備えていない前記高熱伝導性ポリマー層単体からなる熱伝導性シートを本発明の熱硬化性樹脂組成物で形成させることも可能であり、金属ベース回路基板の絶縁層を本発明の熱硬化性樹脂組成物で形成させることも可能である。
即ち、本発明の熱硬化性樹脂組成物は、金属ベース回路基板の絶縁層の形成に用いられるような場合においても優れた熱伝導率を有するとともに凝集破壊強度に優れた絶縁層が得られる点については熱伝導シートの形成に利用される場合と同様の効果を期待することができるものである。
【0048】
また、本実施形態の熱伝導性シートとしては、絶縁信頼性をより確実に確保させ得る点において高熱伝導性ポリマー層が2層構成となっているものを例示しているが、本発明の熱伝導性シートは、さらに高い信頼性を確保させるべく高熱伝導性ポリマー層を3層以上の複数層構成としてもよい。
または、製造に要する手間を簡略化させるべく、高熱伝導性ポリマー層を単層構成としてもよい。
なお、高熱伝導性ポリマー層を複数層構成とする場合には、本実施形態に例示のごとく全ての層の配合内容を共通させる必要はなく、一つの層と他の層とで配合内容を異ならせていてもよい。
【0049】
また、ここではこれ以上の詳述は割愛するが、本発明の熱硬化性樹脂組成物、熱伝導性シート、及び、半導体モジュールは、上記例示に限定されるものではなく、従来これらの技術分野において公知の技術事項を本発明の効果が著しく損なわれない限りにおいて適宜採用することが可能なものである。
【実施例】
【0050】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0051】
(実施例1)
略全体が凝集粒子となっている窒化ホウ素粒子(メジアン径:24μm)と酸化アルミニウム粒子(メジアン径:0.9μm)との合計が固形分に占める割合が60体積%となるように、窒化ホウ素粒子、酸化アルミニウム粒子、エポキシ樹脂(トリフェニルメタン型エポキシ樹脂)、フェノール樹脂(フェノールアラルキルタイプフェノール樹脂)を有機溶媒に分散させてワニスを形成させた。
なお、窒化ホウ素粒子と酸化アルミニウム粒子との合計に占める窒化ホウ素粒子の体積比率(BN比率)は、50%とした。
サンドブラストによってマット処理されたPETフィルムにこのワニスを塗布・乾燥し前記PETフィルム上に熱硬化性樹脂組成物からなる乾燥被膜を形成させた。
この乾燥被膜の形成されたPETフィルムを2枚用意し、乾燥被膜どうしが接するように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させた後にPETフィルムを剥離することにより厚み150μmの熱伝導性シートを形成させた。
【0052】
(凝集破壊強度の評価)
実施例1の熱伝導性シートを厚み105μmの電解銅箔とアルミニウム板との間に挟んで熱プレスして、該アルミニウム板の表面と電解銅箔のマット面とに熱伝導性シートを接着させて該熱伝導性シートに含有されているエポキシ樹脂を熱硬化させ凝集破壊強度の評価用テストピースを作製した。
このテストピースを用い、JIS C 6481に基づく銅箔の引き剥がし強さ(90度ピール強度)の測定を実施し、凝集破壊強度を評価した。
結果を、下記表1に示す。
【0053】
(熱伝導性の評価)
凝集破壊強度の評価用テストピースと同様のテストピースを作製し、TO−220型トランジスタを接触させるための10mm×15mmの領域を除いて他の部分の銅箔をエッチングにより除去した。
残った10mm×15mmの銅箔にTO−220型トランジスタの放熱板をハンダ付けするとともに背面側のアルミニウム板表面に放熱グリスを塗布して放熱器を取り付けた。
この放熱器を20℃に保った冷却水に浸漬させた状態でTO−220型トランジスタが約10W〜約40Wの仕事率となるように通電し、熱伝導性シートを挟んでトランジスタ側と放熱器側との間に生じる温度差を測定した。
この仕事率、温度差、放熱面積(10mm×15mm)、及び、熱伝導性シートの厚み(150μm)から熱伝導性シートを形成している熱硬化性樹脂組成物の熱伝導率を算出した。
結果を、下記表1に示す。
【0054】
(実施例2〜9)
熱伝導性シートを形成させるための熱硬化性樹脂組成物の配合を表1に示すように変更したこと以外は、実施例1と同様に熱伝導性シートを作製し、実施例1と同様に評価した。
なお、実施例7では、金属酸化物粒子を酸化アルミニウム粒子ではなく酸化ケイ素粒子とした。
【0055】
(比較例1〜4)
熱伝導性シートを形成させるための熱硬化性樹脂組成物の配合を表2に示すように変更したこと以外は、実施例1と同様に熱伝導性シートを作製し、実施例1と同様に評価した。
ただし、比較例2、4では、熱伝導性シートの作製自体が不可能で凝集破壊強度及び熱伝導性についての評価を実施することが出来なかった。
【0056】
【表1】

【0057】
【表2】
【0058】
以上のことからも、本発明によれば優れた熱伝導率を有するとともに凝集破壊強度に優れた熱伝導性シートを得ることができ、ひいては信頼性に優れた半導体モジュールが得られることがわかる。
【0059】
(参考実験)
前述の実施例、比較例の金属酸化物粒子に代えて、下記表3に示す酸化アルミニウム粒子と酸化ケイ素粒子(ヒュームドシリカ)との混合粒子を用いた。
【表3】
【0060】
なお、表3における強熱減量とは、1000℃の温度で2時間加熱した際に減少した質量を元の質量で除した値を百分率で表したものである。
そして、JIS K1150に基づいて粒子表面の水酸基密度を算出した。
即ち、この減少した質量が全て水分であり、且つ、この全ての水分が元々は2個の水酸基として酸化アルミニウム粒子や酸化ケイ素粒子の表面に存在していたと仮定し、これらの比表面積から、粒子表面の水酸基密度を下記式に基づき算出した。
水酸基密度=2×100×強熱減量÷18(g/mol)÷比表面積(m2/g)
【0061】
(参考例1)
表3の酸化アルミニウム粒子1とヒュームドシリカ1との混合粒子(金属酸化物粒子)、略全体が凝集粒子となっている窒化ホウ素粒子(メジアン径:24μm)、エポキシ樹脂(トリフェニルメタン型エポキシ樹脂)、フェノール樹脂(フェノールアラルキルタイプフェノール樹脂)、及び、有機溶媒を用いてワニスを形成させた。
このとき前記混合粒子と前記窒化ホウ素粒子との合計が、ワニスの固形分に占める割合が60体積%となるように配合してワニスを形成させた。
なお、窒化ホウ素粒子(A)、酸化アルミニウム粒子1(B1)、及び、ヒュームドシリカ1(C1)の合計に占めるそれぞれの体積比率は、(A:B1:C1)=50:50:0.4となるようにワニスを作製した。
サンドブラストによってマット処理されたPETフィルムにこのワニスを塗布・乾燥し前記PETフィルム上に熱硬化性樹脂組成物からなる乾燥被膜を形成させた。
この乾燥被膜の形成されたPETフィルムを2枚用意し、乾燥被膜どうしが接するように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させた後にPETフィルムを剥離することにより厚み150μmの熱伝導性シートを形成させた。
【0062】
(凝集破壊強度の評価)
参考例1の熱伝導性シートを厚み105μmの電解銅箔とアルミニウム板との間に挟んで熱プレスして、該アルミニウム板の表面と電解銅箔のマット面とに熱伝導性シートを接着させて該熱伝導性シートに含有されているエポキシ樹脂を熱硬化させ凝集破壊強度の評価用テストピースを作製した。
このテストピースを用い、JIS C 6481に基づく銅箔の引き剥がし強さ(90度ピール強度)の測定を実施し、凝集破壊強度を評価した。
【0063】
(熱伝導性の評価)
凝集破壊強度の評価用テストピースと同様のテストピースを作製し、TO−220型トランジスタを接触させるための10mm×15mmの領域を除いて他の部分の銅箔をエッチングにより除去した。
残った10mm×15mmの銅箔にTO−220型トランジスタの放熱板をハンダ付けするとともに背面側のアルミニウム板表面に放熱グリスを塗布して放熱器を取り付けた。
この放熱器を20℃に保った冷却水に浸漬させた状態でTO−220型トランジスタが約10W〜約40Wの仕事率となるように通電し、熱伝導性シートを挟んでトランジスタ側と放熱器側との間に生じる温度差を測定した。
この仕事率、温度差、放熱面積(10mm×15mm)、及び、熱伝導性シートの厚み(150μm)から熱伝導性シートを形成している熱硬化性樹脂組成物の熱伝導率を算出した。
【0064】
(参考例2)
酸化アルミニウム粒子1に代えて酸化アルミニウム粒子2を用いた点以外は参考例1と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0065】
(参考例3)
窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=50:50:1とした点以外は参考例2と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0066】
(参考例4)
酸化アルミニウム粒子1に代えて酸化アルミニウム粒子2を用い窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=50:50:1.5とした点以外は参考例1と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0067】
(参考例5)
窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=60:40:1.5とした点以外は参考例4と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0068】
(参考例6)
窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=70:30:1.5とした点以外は参考例4と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0069】
(参考例7)
酸化アルミニウム粒子及びヒュームドシリカ1を含有させずに、窒化ホウ素粒子(メジアン径:24μm)のみを固形分に占める割合が60体積%となるように配合して熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0070】
これらの凝集破壊強度、及び、熱伝導性の評価結果を、下記表4に示す。
また、窒化ホウ素粒子、酸化アルミニウム粒子、及び、ヒュームドシリカを合わせた全無機フィラーの単位質量当たりの水酸基量(mol/g)を窒化ホウ素粒子の水酸基をゼロと仮定して算出した結果を併せて下記表4に示す。
即ち、表3に示した水酸基密度に比表面積を乗じて酸化アルミニウム粒子やヒュームドシリカ粒子の単位質量当たりの水酸基数(mol/g)を求め、その値に無機フィラー全体に占める質量割合を乗じることで無機フィラー全体での平均水酸基数を算出した。
【0071】
【表4】
【0072】
上記の結果に基づき、横軸を平均水酸化数とし、縦軸をピール強度としたグラフを図3に示す。
このグラフにおいては、右肩上がりの傾向が示されており、平均水酸基数を1.0mol/g以上に調整することが高いピール強度を得る上において有利であり、平均水酸基数を1.5mol/g以上とすることで、熱伝導性シートに優れた凝集破壊強度を優れた熱伝導性とともにバランス良く付与しうることがわかる。
【符号の説明】
【0073】
1:金属箔付熱伝導性シート、3:半導体モジュール、10:高熱伝導性ポリマー層、20:金属箔層、20a:表面(放熱面)、30:ヒートスプレッダ、50:半導体素子
【技術分野】
【0001】
本発明は、窒化ホウ素粒子が凝集粒子となって熱硬化性樹脂中に分散されてなる熱硬化性樹脂組成物、及び、熱伝導性シート、並びに、このような熱伝導性シートが備えられている半導体モジュールに関する。
【背景技術】
【0002】
従来、樹脂などに無機化合物粒子(以下「無機フィラー」ともいう)を含有させることにより、樹脂単体に比べて強度を向上させたり、熱伝導性を向上させたりすることが行われている。
例えば、電気絶縁性と熱伝導性とが求められるような用途において、エポキシ樹脂に熱伝導性を向上させるための無機フィラーを分散させた熱硬化性樹脂組成物が広く用いられており、該熱硬化性樹脂組成物で熱伝導性シートや金属ベース回路基板の絶縁層を形成させることが広く行われている。
【0003】
ところで、この熱伝導性シートや金属ベース回路基板の絶縁層などには、優れた熱伝導性を有することが求められているが、これらの厚みを過度に薄くさせると電気絶縁に対する信頼性が損なわれるおそれを有する。
このことから熱伝導性シート等を薄肉化して熱伝導率を向上させるのには限界があり、従来、熱硬化性樹脂組成物に含有させる無機フィラーの材質や粒径等によって熱伝導率を向上させることが検討されている。
この無機フィラーとしては、窒化ホウ素粒子や窒化アルミニウム粒子などの熱伝導性に優れた窒化物粒子を採用することが従来検討されている。
なお、窒化ホウ素は、通常、その一次粒子の形状が大きさ20μm以下の平板状で、この一時粒子を凝集させた凝集粒子を無機フィラーとして採用することで熱伝導性シート等の厚み方向に良好な伝熱パスを形成させることができることからこの種の用途における利用が近年広く検討されている。
例えば、下記特許文献1、2には、窒化ホウ素の一次粒子とともに凝集粒子を含有させた熱伝導性シートを備えた半導体モジュールに係る発明が記載されており、内部に備えられた半導体素子の発する熱を放熱させるための放熱面に前記熱を伝達する熱伝導性シートが備えられている半導体モジュールが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−189818号公報
【特許文献2】特開2010−157563号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、窒化ホウ素粒子は、表面官能基の数が酸化アルミニウム粒子や酸化ケイ素粒子などの金属酸化物粒子に比べて少なく樹脂との界面に強い結合力を発揮させることが難しいため熱硬化性樹脂組成物に大量に含有させると熱伝導性シートや金属ベース回路基板の絶縁層の凝集破壊強度を低下させてしまうおそれを有する。
そうすると、熱伝導性シートや金属ベース回路基板の絶縁層にクラック等を生じさせやすく、例えば、前記のような半導体モジュールの絶縁信頼性を損なうおそれを有する。
このことに対して窒化ホウ素粒子と金属酸化物粒子とを併用して熱硬化性樹脂組成物に含有させることも考え得るが、単に金属酸化物粒子を含有させると熱伝導性シートや金属ベース回路基板の熱伝導性を大きく低下させてしまうおそれを有する。
【0006】
本発明は、このような問題に鑑みてなされたものであり、優れた熱伝導率を有するとともに凝集破壊強度に優れた熱伝導性シート、及び、このような熱伝導性シート等を形成可能な熱硬化性樹脂組成物提供し、ひいては絶縁信頼性に優れた半導体モジュールを提供することを課題としている。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、単に金属酸化物粒子を含有させると窒化ホウ素の凝集粒子による伝熱パスの形成を阻害して熱伝導性シート等の熱伝導性が低下されること、及び、所定の大きさの金属酸化物粒子を含有させることで窒化ホウ素による伝熱パスに悪影響が与えられることを抑制しつつ熱伝導性シートの凝集破壊強度を向上させ得ることを見出し本発明を完成させるに至ったものである。
【0008】
即ち、熱伝導性シートに係る本発明は、窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱伝導性シートであって、金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴としている。
【0009】
また、半導体モジュールに係る本発明は、半導体素子が備えられており、該半導体素子の発する熱を放熱させる放熱面に前記熱を伝達させるための熱伝導性シートが備えられている半導体モジュールであって、該熱伝導性シートが前記のような熱伝導性シートであることを特徴としている。
【0010】
さらに、熱硬化性樹脂組成物に係る本発明は、窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱硬化性樹脂組成物であって、金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴としている。
【発明の効果】
【0011】
本発明の熱硬化性樹脂組成物によれば、所定の大きさの金属酸化物粒子を含有させることから窒化ホウ素による伝熱パスに悪影響を及ぼすことを抑制しつつ凝集破壊強度に優れた熱伝導性シートを形成させ得る。
従って、このような熱伝導性シートを備えさせることで、絶縁信頼性に優れた半導体モジュールを提供し得る。
【図面の簡単な説明】
【0012】
【図1】金属箔付熱伝導性シートを示す概略断面図。
【図2】金属箔付熱伝導性シートの使用方法を示す半導体モジュールの概略断面図。
【図3】金属酸化物粒子の添加が凝集破壊強度(ピール強度)に与える影響を示したグラフ。
【発明を実施するための形態】
【0013】
以下に、本発明の熱伝導性シートに係る好ましい実施の形態について、高熱伝導性ポリマー層が金属箔によって支持された金属箔付の熱伝導性シートを例に説明する。
図1は、金属箔付熱伝導性シート1の断面を表す断面図であり、図の符号10は、本発明の熱硬化性樹脂組成物によって形成されてなる高熱伝導性ポリマー層を表し、20は、前記金属箔からなる金属箔層を表している。
【0014】
なお、本実施形態においては、この金属箔付熱伝導性シート1を図2に示すように半導体モジュールの構成部材として採用する場合について説明する。
即ち、本実施形態においては、内部に半導体素子50を備え、該半導体素子50の発する熱を放熱させる放熱面に前記熱を伝達させるための金属箔付熱伝導性シートが備えられている半導体モジュール2を例示しつつ図面を参照して本発明について説明する。
【0015】
まず、この半導体モジュール2について図を参照しつつ説明する。
図2は、半導体モジュール2の断面を示しており、この図にも示されているように本実施形態に係る半導体モジュール2は、平たい箱形で、上下を開口させた矩形枠状のプラスチックケース80によって周壁が形成されている。
そして、半導体モジュール2には、前記半導体素子50とヒートシンク30とが前記プラスチックケース80の内側に収容されている。
【0016】
前記ヒートシンク30は、半導体素子50の熱を迅速に奪い取らせ得るように前記半導体素子50に比べて十分に大きな金属ブロックで形成されておりハンダ40を介して前記半導体素子50に接続されている。
より詳しくは、前記ヒートシンク30は、プラスチックケース80によって形成されている周壁の高さの半分程度の厚みを有し、前記プラスチックケース80の開口面積よりもよりも一回り小さな矩形板状で、その上面中央部に前記半導体素子50を搭載して前記プラスチックケース内に収容されている。
【0017】
また、前記ヒートシンク30は、前記プラスチックケース80を水平方向に貫通する端子70aの一端部がその上面にハンダ付けされている。
さらに、前記ヒートシンク30は、前記端子70aの貫通している箇所と対向する位置において前記プラスチックケース80を水平方向に貫通する別の端子70bと前記半導体素子50とがボンディングワイヤー60によって電気的に接続されて、これらの端子間における電気の流路を形成している。
即ち、前記ヒートシンク30は、半導体モジュール2の通電時においては、内部に電流が流れるようになっており、前記半導体素子50による発熱に加え当該ヒートシンク30を流れる電流に伴うジュール熱による温度上昇を発生させることになる。
なお、半導体モジュール2は、前記プラスチックケース内にモールド樹脂90が充填されており、前記ヒートシンク30の下面側を残して前記半導体素子50等が前記モールド樹脂中に埋設されている。
【0018】
本実施形態における金属箔付熱伝導性シート1は、前記ヒートシンク30の下面よりも大面積で、且つ、前記プラスチックケース80の開口よりも小面積であり、前記ヒートシンク30の下面全てを覆うようにして前記ヒートシンク30の下面に前記高熱伝導性ポリマー層10を接着させて半導体モジュール2に備えられている。
該金属箔付熱伝導性シート1は、半導体モジュール2の下面において前記金属箔層20の表面を露出させており、該金属箔層20の表面20aを半導体モジュール2の放熱面として利用させ得るように備えられている。
即ち、本実施形態に係る半導体モジュール2の下面は、中央部において前記金属箔層20の表面20aを露出させており、その外縁部を構成している前記プラスチックケース80の下端面と前記金属箔層20の表面20aとの間にモールド樹脂90を露出させている。
なお、本実施形態に係る半導体モジュール2は、モールド樹脂90の前記露出面、前記金属箔層20の表面20a、及び、前記プラスチックケース80の下端面とが略面一となるように形成されており、その下面に放熱器等を装着させることで該放熱器の表面を前記金属箔層20の表面20aに面接させて半導体素子50が発する熱を金属箔付熱伝導性シート1を介して放熱させうるように形成されている。
【0019】
本実施形態に係る前記金属箔付熱伝導性シート1は、前記高熱伝導性ポリマー層10の形成に窒化ホウ素粒子と熱硬化性樹脂とを含む熱硬化性樹脂組成物が用いられている。
なお、高熱伝導性ポリマー層10は、通常、その厚みが薄い方がヒートシンク30から金属箔層20への熱抵抗を低くすることができ、放熱に有利となる。
一方で、高熱伝導性ポリマー層10の厚みが薄いと電気絶縁性における信頼性を低下させるおそれを有する。
このようなことから、高熱伝導性ポリマー層10は、通常、熱硬化後における体積抵抗率が1×1014Ω・cm以上となる熱硬化性樹脂組成物によって、100〜300μmの厚みとなるように形成される。
【0020】
なお、後述するように高熱伝導性ポリマー層10には、前記無機フィラーとして窒化ホウ素粒子や金属酸化物粒子を高充填させるため、ピンホール等の欠陥部分が形成されやすくなる。
従って、高熱伝導性ポリマー層10は、要すれば、単層構造としてもよいが、2層以上の多層構造とすることが好ましく、仮に、一つの層にピンホールが形成されていたとしても、他の層の健全な部分でこのピンホールをカバーさせて厚み方向に連続する欠陥を形成させないようにすることが好ましい。
このような高熱伝導性ポリマー層10は、例えば、当該高熱伝導性ポリマー層10の約半分の厚みを有する2枚のシートを本発明の熱硬化性樹脂組成物で形成させ、該2枚のシートを完全に熱硬化させてしまわないようにして熱プレスさせるなどして形成させることができる。
【0021】
この高熱伝導性ポリマー層10を形成させるための熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂などが好適であり、前記熱硬化性樹脂組成物には、これらを両方とも含有させることが特に好ましい。
【0022】
前記エポキシ樹脂としては、例えば、トリフェニルメタン型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、変性ビスフェノールA型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、変性ビスフェノールF型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、フェノキシ樹脂等の各種のエポキシ樹脂を単独又は2種以上併用して採用することができる。
【0023】
また、前記フェノール樹脂としては、例えば、ジシクロペンタジエン型フェノール樹脂、ノボラック型フェノール樹脂、クレゾールノボラック樹脂、フェノールアラルキル樹脂、トリフェニルメタン型フェノール樹脂等が用いられる。
なかでも、トリフェニルメタン型フェノール樹脂は、耐熱性において有利であり、フェノールアラルキル樹脂は、ヒートシンクとの間に良好なる接着性を示す点において好ましく用いられ得る。
【0024】
なお、前記フェノール樹脂は、エポキシ樹脂の硬化剤として機能するものであるが、要すれば、他の硬化剤や硬化促進剤をさらに加えて高熱伝導性ポリマー層10の熱硬化性を調整してもよい。
該硬化剤としては、例えば、ジアミノジフェニルスルホン、ジシアンジアミド、ジアミノジフェニルメタン、トリエチレンテトラミンなどのアミン系硬化剤、酸無水物系硬化剤などを用いることができる。
前記硬化促進剤としては、例えば、イミダゾール類や、トリフェニルフォスフェイト(TPP)、三フッ化ホウ素モノエチルアミンなどのアミン系硬化促進剤が挙げられる。
【0025】
高熱伝導性ポリマー層10の形成に用いる熱硬化性樹脂組成物には、前記熱硬化性樹脂とともに窒化ホウ素粒子と金属酸化物粒子とを含有させることが重要であり、窒化ホウ素粒子の少なくとも一部を凝集粒子の状態で含有させ、且つ、窒化ホウ素粒子と金属酸化物粒子とを所定の割合で含有させることが重要である。
即ち、前記熱硬化性樹脂組成物には、金属酸化物粒子と窒化ホウ素粒子とを合計40体積%〜70体積%含有させ、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子とを体積比率が10:90〜50:50(金属酸化物粒子:窒化ホウ素粒子)となるように含有させることが重要である。
また、前記熱硬化性樹脂組成物に含有させる前記金属酸化物粒子は、メジアン径が0.5μm〜30μmであることが高熱伝導性ポリマー層10に優れた凝集破壊強度と良好なる熱伝導性とを付与する点において重要である。
上記のようにして窒化ホウ素粒子と金属酸化物粒子とを含有させることにより、熱硬化後における高熱伝導性ポリマー層10の熱伝導率を、通常、4.5W/mK以上とすることができ、例えば、3oz(105μm)の厚みの電解銅箔のマット面との間の接着力(90度ピール強度)を5.7N/cm以上とすることができる。
【0026】
高熱伝導性ポリマー層10において、窒化ホウ素粒子の少なくとも一部を凝集粒子の状態で含有させることが重要であるのは、高熱伝導性ポリマー層10の厚み方向に良好なる伝熱パスを形成させるのに前記凝集粒子が有効に作用するためである。
なお、窒化ホウ素の一次粒子は、通常、六角板状となっており、前記凝集粒子はこの一次粒子が複数集合した球状に近い形状を示していることから、当該高熱伝導性ポリマー層10の断面を顕微鏡観察するなどすれば、窒化ホウ素粒子が凝集粒子として含有されているかどうかを容易に判別することができる。
上記のようにこの凝集粒子は、良好なる伝熱パスを形成させるのに有効な成分であり、高熱伝導性ポリマー層10に優れた熱伝導性を発揮させ得る点において含有させる窒化ホウ素粒子の内、50質量%以上を凝集粒子の状態で含有させることが好ましい。
【0027】
なお、高熱伝導性ポリマー層10における窒化ホウ素粒子と金属酸化物粒子との合計体積が上記範囲内の割合となっていることが重要なのは、上記範囲未満では、高熱伝導性ポリマー層に十分な熱伝導性を付与することが難しくなり、窒化ホウ素粒子や金属酸化物粒子を上記範囲を超えて含有させると高熱伝導性ポリマー層をヒートシンクに十分接着させることが難しくなるとともにピンホール等の欠陥を生じさせやすくなるためである。
【0028】
また、窒化ホウ素粒子と金属酸化物粒子とが、上記範囲内の体積比率となっていることが重要であるのは、窒化ホウ素粒子と金属酸化物粒子との合計に占める金属酸化物粒子の体積比率が50%を超えると高熱伝導性ポリマー層に十分な熱伝導性を付与することが難しくなり、該金属酸化物粒子の体積比率が10%未満では高熱伝導性ポリマー層に優れた凝集破壊強度を付与することが難しくなるためである。
【0029】
また、金属酸化物粒子のメジアン径が上記範囲内であることが重要なのは、上記範囲外では、窒化ホウ素の凝集粒子によって形成される良好なる伝熱パスを金属酸化物粒子が阻害して高熱伝導性ポリマー層の熱伝導性を低下させてしまうおそれを有するためである。
【0030】
なお、前記金属酸化物粒子としては、例えば、酸化ケイ素粒子、酸化アルミニウム粒子、酸化ジルコニウム粒子、酸化チタン粒子、チタン酸バリウム粒子、酸化ハフニウム粒子、酸化亜鉛粒子、酸化鉄粒子などが挙げられる。
なかでも、酸化ケイ素粒子や酸化アルミニウム粒子で、且つ、メジアン径が0.5〜30μmの金属酸化物粒子が好ましく、メジアン径が0.5〜10μmのものが特に好ましい。
このメジアン径については、レーザー回折散乱式粒度分布計による測定によって求めることができる。
【0031】
なお、メジアン径が0.5〜30μmの金属酸化物粒子は、酸化ケイ素粒子や酸化アルミニウム粒子の単独種類とする必要はなく、酸化ケイ素粒子と酸化アルミニウム粒子との混合物(混合粒子)などであってもよい。
特に、メジアン径が0.5〜30μmの酸化アルミニウム粒子と、メジアン径が0.5μm未満のヒュームドシリカとの混合粒子は、熱硬化性樹脂組成物に優れた熱伝導率と優れた凝集破壊強度とをバランス良く付与することが容易となる点において本実施形態の熱伝導性シートに用いる金属酸化物粒子として好適なものであるといえる。
この酸化アルミニウム粒子やシリカ粒子は粒子表面に水酸基などの凝集破壊強度の向上に有効な官能基を有しており、JIS K 1150に規定されているシラノール基の求め方によって算出される水酸基の数が無機フィラー全体での平均において1mol/g以上となるように高熱伝導性ポリマー層に含有させることが好ましく1.5mol/g以上となるように含有させることが特に好ましい。
なお、この無機フィラー全体での平均水酸基数については、具体的には実施例記載の方法によって確認することができる。
【0032】
また、ここでは詳述しないが、高熱伝導性ポリマー層10を形成させるための前記熱硬化性樹脂組成物には、エポキシ樹脂やフェノール樹脂以外のポリマーや、窒化ホウ素粒子や金属酸化物粒子以外の無機フィラーを本発明の効果が著しく損なわれない範囲において含有させることができる。
例えば、窒化アルミニウム粒子、窒化ケイ素粒子、窒化ガリウム粒子、炭化ケイ素粒子、ダイヤモンド粒子などの無機フィラーを本発明の効果が著しく損なわれない範囲において含有させることができる。
なお、窒化ホウ素粒子及び金属酸化物粒子以外の無機フィラーは、過度に含有させると損なわれるおそれを有することから、これらを含有させる場合であれば、熱硬化性樹脂組成物中の全無機フィラーに占める割合が5体積%以下となるように含有させることが好ましく、2体積%以下となるように含有させることがさらに好ましく、1体積%以下となるように含有させることが最も好ましい。
また、これら以外に、分散剤、粘着性付与剤、老化防止剤、酸化防止剤、加工助剤、安定剤、消泡剤、難燃剤、増粘剤、顔料などといった樹脂製品に一般に用いられる配合薬品を本発明の効果を損なわない範囲において高熱伝導性ポリマー層10を形成させる熱硬化性樹脂組成物に適宜含有させることができる。
【0033】
該高熱伝導性ポリマー層10の支持基材として設けられ、その表面20aで前記半導体モジュール2の放熱面を形成させるための金属箔層20は、例えば、銅、アルミニウム、ニッケル、鉄などの金属やその合金からなる金属箔によって形成させることができる。
該金属箔としては、異種金属が貼り合わされてなるクラッド箔や異種金属をメッキしたメッキ箔であってもよい。
また、この金属箔層20を構成させる金属箔としては、高熱伝導性ポリマー層10との接着力を向上させるべく、高熱伝導性ポリマー層10との界面側の表面が粗化されていることが好ましい。
この表面粗化については、金属箔の表面をサンドブラスト処理や酸化処理するなどして施すことができる。
【0034】
なお、電解金属箔を用いる場合においては、そのマット面(粗化面)を高熱伝導性ポリマー層との積層界面として利用することができ、サンドブラスト処理や酸化処理などの特段の処理を必要としない点において好適である。
また、その場合には、表面平滑なシャイニング面(光沢面)を放熱面として利用することができる点においても好適である。
本実施形態においては、比較的安価であり、耐腐蝕性にも優れ、高い熱伝導性を有する点において、この金属箔層20の形成に電解銅箔を用いることが好ましい。
さらに、この電解銅箔としては、マット面にジンケート処理が施されているものを用いることが好ましい。
【0035】
次いで、高熱伝導性ポリマー層10が2層構造となっている金属箔付熱伝導性シートを例にして金属箔付熱伝導性シートの作製方法について説明する。
前記金属箔付熱伝導性シートを作製するには、例えば、下記a)〜e)の工程を順に実施する方法が挙げられる。
a)前記エポキシ樹脂や前記フェノール樹脂を溶解可能な有機溶媒に所望の濃度となるようにエポキシ樹脂とフェノール樹脂とを溶解させるとともにこの樹脂溶液に前記窒化ホウ素粒子や前記金属酸化物粒子等を分散させてコーティング液を作製するコーティング液作製工程、
b)金属箔層20を形成させるための金属箔上に前記コーティング液をコーティングするコーティング工程、
c)前記コーティング液がコーティングされた金属箔を乾燥炉に導入して前記有機溶媒を除去し前記コーティング液の乾燥被膜を金属箔上に形成させる乾燥工程、
d)前記乾燥被膜の形成された金属箔を2枚用意し、前記乾燥被膜が内側になるように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させて高熱伝導性ポリマー層を形成させる熱プレス工程、
e)前記熱プレス工程後に、一方の余分な金属箔を剥離することにより金属箔層と高熱伝導性ポリマー層とが積層された金属箔付熱伝導性シートを形成させる剥離工程。
【0036】
なお、前記コーティング液作製工程は、ボールミル、プラネタリーミキサー、ホモジナイザー、三本ロールミル等の攪拌装置を用いて実施することができる。
ただし、コーティング液に過度にせん断が加えられると窒化ホウ素の凝集粒子を破砕してしまうおそれを有することから、そのようなことが起こり難い装置を選択することが好ましい。
また、装置の運転条件としても凝集粒子の破砕が生じないように調整することが好ましい。
【0037】
前記コーティング工程は、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ナイフコーター、コンマコーター、ダイレクトコーター等のコーティング装置を用いて実施することができ、前記乾燥工程は、一般的な加熱乾燥炉を用いて実施することができる。
【0038】
前記コーティング液には、含有する固形分に対して、少なくとも、金属酸化物粒子と窒化ホウ素粒子とが合計40体積%〜70体積%含有されることになるが、通常、これだけの無機フィラーを含有させると乾燥被膜中に細かな空隙部が形成されるおそれがあり、見かけ上の被膜厚みを厚くさせてしまうおそれがある。
前記熱プレス工程は、高熱伝導性ポリマー層を2層構成として、厚み方向に貫通する欠陥を形成させないようにする上においても有効なものではあるが、上記の空隙部を原因として高熱伝導性ポリマー層中にボイドなどの欠陥が形成されることを抑制させる上においても有効となる。
また、窒化ホウ素粒子どうしを接近させて、特に凝集粒子を主体とした伝熱パスを形成させるのにも該熱プレス工程は有効なものであるといえる。
【0039】
上記のような効果をより顕著に発揮させ得る点においては、熱プレス工程を、より高温、且つ、高圧で実施する方が好ましいが、該熱プレス工程において高熱伝導性ポリマー層に過度に熱を加えるとエポキシ樹脂等の硬化反応が過度に進行してヒートスプレッダに対する接着力を大きく低下させてしまうおそれを有する。
従って、熱プレス工程は、ヒートスプレッダに対する接着性が損なわれない範囲の条件で実施することが好ましい。
【0040】
また、本実施形態においては、前記高熱伝導性ポリマー層に金属酸化物粒子が含有されることから、半硬化な状態(Bステージ状態)においても高熱伝導性ポリマー層の凝集破壊強度が金属酸化物粒子を含有しないものに比べて向上されているため、前記剥離工程において高熱伝導性ポリマーに応力が加わった場合でも当該高熱伝導性ポリマーにクラック等の欠陥が形成されることを抑制させることができる。
【0041】
なお、このときの高熱伝導性ポリマー層の硬化の進行度合い(Bステージ化の度合い)については近赤外分光分析(NIR)によって確認することができ、その分析精度の高さから、音響光学可変波長フィルタ(Acousto−Optic Tunable Filter) 分光方式の近赤外分光分析(AOTF−NIR)によって確認することが好ましい。
より詳しくは、AOTF−NIRによって、4611cm-1近傍に出現する芳香族由来の吸収ピークと4525cm-1近傍に出現するエポキシ基由来の吸収ピークとの強度比で硬化の進行度合いを判定することが好ましい。
【0042】
即ち、高熱伝導性ポリマー層の硬化反応が進行しても4611cm-1近傍に出現する吸収ピークのピーク高さは殆ど変化をしないが、4525cm-1近傍に出現する吸収ピークのピーク高さは高熱伝導性ポリマー層の硬化反応が進行するにつれて低くなるため、例えば、4611cm-1近傍に出現する吸収ピークのピーク高さをIARM、4525cm-1近傍に出現する吸収ピークのピーク高さをIEPXとした場合に、これらの比(IEPX/IARM)によって硬化度合いを精度良く判定することができる。
【0043】
なお、金属箔付熱伝導性シートの製造単位ごとに高熱伝導性ポリマー層の硬化の進行度合いを異ならせていると、これらをヒートスプレッダに接着させる際に、高熱伝導性ポリマー層の硬化の進行度合いに応じて接着条件を異ならせる必要性を生じさせてしまうことになる。
従って、作業効率の観点からは、ヒートスプレッダへの接着条件を一定化させることが好ましく、金属箔付熱伝導性シートの作製後ヒートスプレッダへの接着前に、高熱伝導性ポリマー層の硬化度合いを調整する硬化度調整工程をさらに設けることが好ましい。
この硬化度調整工程は、金属箔付熱伝導性シートを所定の温度で所定の時間加熱することで実施可能であり、その際の加熱温度や加熱時間については、前記のAOTF−NIRによる硬化度判定結果に基づいて設定すればよい。
【0044】
なお、この金属箔付熱伝導性シートをヒートスプレッダに接着させる方法としては特に限定されず、例えば、図2に示すように半導体モジュール2が、加熱溶融されたモールド樹脂90が注型されて一体成型されているものであれば、このモールド樹脂90の注型時に同時に金属箔付熱伝導性シートの接着を実施させることもできる。
【0045】
例えば、端子70a,70bが固定されたプラスチックケース80内に、ハンダ付けされた半導体素子50を搭載したヒートシンク30を配置し、これらと端子70a,70bとを電気的に接続させた半製品を用意するとともに、注型用金型内に金属箔付熱伝導性シート1を高熱伝導性ポリマー層20を表向きにしてセットし、該金属箔付熱伝導性シート1の上面にヒートシンク30の下面が接するようにして前記半製品を載置して、該半製品のプラスチックケース80内に加熱溶融されたモールド樹脂90を注入することにより、このモールド樹脂90の熱と注入圧力とを利用して高熱伝導性ポリマー層20を軟化させてヒートシンク30に接着硬化させる方法などがあげられる。
【0046】
このようにして半導体モジュール2の製造と同時に金属箔付熱伝導性シート1とヒートスプレッダ30との接着を実施した後、該半導体モジュール2が冷却される過程において、ヒートスプレッダ30と高熱伝導性ポリマー層20との接着界面には、熱膨張係数の違いや、エポキシ樹脂の硬化収縮などに伴うせん断応力が加えられることになるが、本実施形態においては、前記高熱伝導性ポリマー層20に所定の割合で金属酸化物粒子が含有されており、該金属酸化物粒子表面の官能基を利用して優れた凝集破壊強度が当該高熱伝導性ポリマー層20に付与されていることから、ヒートスプレッダ30との間に界面剥離が生じてしまったり、高熱伝導性ポリマー層20にクラックが生じてしまったりすることが抑制され、絶縁信頼性の低下が抑制されることになる。
即ち、本発明に係る熱硬化性樹脂組成物が用いられてなる金属箔付熱伝導性シート1を半導体モジュール2に備えさせ、該半導体モジュール2の内部において半導体素子50が発する熱を前記金属箔付熱伝導性シート1を介して放熱面に伝達させるようにすることで当該半導体モジュール2を、放熱性に優れ、且つ、絶縁信頼性に優れたものとすることができる。
【0047】
なお、本実施形態においては、金属箔付熱伝導性シートの高熱伝導性ポリマー層を本発明の熱硬化性樹脂組成物によって形成させる場合を例示しているが、本発明の熱硬化性樹脂組成物は、その用途が金属箔付熱伝導性シートの高熱伝導性ポリマー層に限定されるものではない。
例えば、金属箔層を備えていない前記高熱伝導性ポリマー層単体からなる熱伝導性シートを本発明の熱硬化性樹脂組成物で形成させることも可能であり、金属ベース回路基板の絶縁層を本発明の熱硬化性樹脂組成物で形成させることも可能である。
即ち、本発明の熱硬化性樹脂組成物は、金属ベース回路基板の絶縁層の形成に用いられるような場合においても優れた熱伝導率を有するとともに凝集破壊強度に優れた絶縁層が得られる点については熱伝導シートの形成に利用される場合と同様の効果を期待することができるものである。
【0048】
また、本実施形態の熱伝導性シートとしては、絶縁信頼性をより確実に確保させ得る点において高熱伝導性ポリマー層が2層構成となっているものを例示しているが、本発明の熱伝導性シートは、さらに高い信頼性を確保させるべく高熱伝導性ポリマー層を3層以上の複数層構成としてもよい。
または、製造に要する手間を簡略化させるべく、高熱伝導性ポリマー層を単層構成としてもよい。
なお、高熱伝導性ポリマー層を複数層構成とする場合には、本実施形態に例示のごとく全ての層の配合内容を共通させる必要はなく、一つの層と他の層とで配合内容を異ならせていてもよい。
【0049】
また、ここではこれ以上の詳述は割愛するが、本発明の熱硬化性樹脂組成物、熱伝導性シート、及び、半導体モジュールは、上記例示に限定されるものではなく、従来これらの技術分野において公知の技術事項を本発明の効果が著しく損なわれない限りにおいて適宜採用することが可能なものである。
【実施例】
【0050】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0051】
(実施例1)
略全体が凝集粒子となっている窒化ホウ素粒子(メジアン径:24μm)と酸化アルミニウム粒子(メジアン径:0.9μm)との合計が固形分に占める割合が60体積%となるように、窒化ホウ素粒子、酸化アルミニウム粒子、エポキシ樹脂(トリフェニルメタン型エポキシ樹脂)、フェノール樹脂(フェノールアラルキルタイプフェノール樹脂)を有機溶媒に分散させてワニスを形成させた。
なお、窒化ホウ素粒子と酸化アルミニウム粒子との合計に占める窒化ホウ素粒子の体積比率(BN比率)は、50%とした。
サンドブラストによってマット処理されたPETフィルムにこのワニスを塗布・乾燥し前記PETフィルム上に熱硬化性樹脂組成物からなる乾燥被膜を形成させた。
この乾燥被膜の形成されたPETフィルムを2枚用意し、乾燥被膜どうしが接するように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させた後にPETフィルムを剥離することにより厚み150μmの熱伝導性シートを形成させた。
【0052】
(凝集破壊強度の評価)
実施例1の熱伝導性シートを厚み105μmの電解銅箔とアルミニウム板との間に挟んで熱プレスして、該アルミニウム板の表面と電解銅箔のマット面とに熱伝導性シートを接着させて該熱伝導性シートに含有されているエポキシ樹脂を熱硬化させ凝集破壊強度の評価用テストピースを作製した。
このテストピースを用い、JIS C 6481に基づく銅箔の引き剥がし強さ(90度ピール強度)の測定を実施し、凝集破壊強度を評価した。
結果を、下記表1に示す。
【0053】
(熱伝導性の評価)
凝集破壊強度の評価用テストピースと同様のテストピースを作製し、TO−220型トランジスタを接触させるための10mm×15mmの領域を除いて他の部分の銅箔をエッチングにより除去した。
残った10mm×15mmの銅箔にTO−220型トランジスタの放熱板をハンダ付けするとともに背面側のアルミニウム板表面に放熱グリスを塗布して放熱器を取り付けた。
この放熱器を20℃に保った冷却水に浸漬させた状態でTO−220型トランジスタが約10W〜約40Wの仕事率となるように通電し、熱伝導性シートを挟んでトランジスタ側と放熱器側との間に生じる温度差を測定した。
この仕事率、温度差、放熱面積(10mm×15mm)、及び、熱伝導性シートの厚み(150μm)から熱伝導性シートを形成している熱硬化性樹脂組成物の熱伝導率を算出した。
結果を、下記表1に示す。
【0054】
(実施例2〜9)
熱伝導性シートを形成させるための熱硬化性樹脂組成物の配合を表1に示すように変更したこと以外は、実施例1と同様に熱伝導性シートを作製し、実施例1と同様に評価した。
なお、実施例7では、金属酸化物粒子を酸化アルミニウム粒子ではなく酸化ケイ素粒子とした。
【0055】
(比較例1〜4)
熱伝導性シートを形成させるための熱硬化性樹脂組成物の配合を表2に示すように変更したこと以外は、実施例1と同様に熱伝導性シートを作製し、実施例1と同様に評価した。
ただし、比較例2、4では、熱伝導性シートの作製自体が不可能で凝集破壊強度及び熱伝導性についての評価を実施することが出来なかった。
【0056】
【表1】
【0057】
【表2】
【0058】
以上のことからも、本発明によれば優れた熱伝導率を有するとともに凝集破壊強度に優れた熱伝導性シートを得ることができ、ひいては信頼性に優れた半導体モジュールが得られることがわかる。
【0059】
(参考実験)
前述の実施例、比較例の金属酸化物粒子に代えて、下記表3に示す酸化アルミニウム粒子と酸化ケイ素粒子(ヒュームドシリカ)との混合粒子を用いた。
【表3】
【0060】
なお、表3における強熱減量とは、1000℃の温度で2時間加熱した際に減少した質量を元の質量で除した値を百分率で表したものである。
そして、JIS K1150に基づいて粒子表面の水酸基密度を算出した。
即ち、この減少した質量が全て水分であり、且つ、この全ての水分が元々は2個の水酸基として酸化アルミニウム粒子や酸化ケイ素粒子の表面に存在していたと仮定し、これらの比表面積から、粒子表面の水酸基密度を下記式に基づき算出した。
水酸基密度=2×100×強熱減量÷18(g/mol)÷比表面積(m2/g)
【0061】
(参考例1)
表3の酸化アルミニウム粒子1とヒュームドシリカ1との混合粒子(金属酸化物粒子)、略全体が凝集粒子となっている窒化ホウ素粒子(メジアン径:24μm)、エポキシ樹脂(トリフェニルメタン型エポキシ樹脂)、フェノール樹脂(フェノールアラルキルタイプフェノール樹脂)、及び、有機溶媒を用いてワニスを形成させた。
このとき前記混合粒子と前記窒化ホウ素粒子との合計が、ワニスの固形分に占める割合が60体積%となるように配合してワニスを形成させた。
なお、窒化ホウ素粒子(A)、酸化アルミニウム粒子1(B1)、及び、ヒュームドシリカ1(C1)の合計に占めるそれぞれの体積比率は、(A:B1:C1)=50:50:0.4となるようにワニスを作製した。
サンドブラストによってマット処理されたPETフィルムにこのワニスを塗布・乾燥し前記PETフィルム上に熱硬化性樹脂組成物からなる乾燥被膜を形成させた。
この乾燥被膜の形成されたPETフィルムを2枚用意し、乾燥被膜どうしが接するように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させた後にPETフィルムを剥離することにより厚み150μmの熱伝導性シートを形成させた。
【0062】
(凝集破壊強度の評価)
参考例1の熱伝導性シートを厚み105μmの電解銅箔とアルミニウム板との間に挟んで熱プレスして、該アルミニウム板の表面と電解銅箔のマット面とに熱伝導性シートを接着させて該熱伝導性シートに含有されているエポキシ樹脂を熱硬化させ凝集破壊強度の評価用テストピースを作製した。
このテストピースを用い、JIS C 6481に基づく銅箔の引き剥がし強さ(90度ピール強度)の測定を実施し、凝集破壊強度を評価した。
【0063】
(熱伝導性の評価)
凝集破壊強度の評価用テストピースと同様のテストピースを作製し、TO−220型トランジスタを接触させるための10mm×15mmの領域を除いて他の部分の銅箔をエッチングにより除去した。
残った10mm×15mmの銅箔にTO−220型トランジスタの放熱板をハンダ付けするとともに背面側のアルミニウム板表面に放熱グリスを塗布して放熱器を取り付けた。
この放熱器を20℃に保った冷却水に浸漬させた状態でTO−220型トランジスタが約10W〜約40Wの仕事率となるように通電し、熱伝導性シートを挟んでトランジスタ側と放熱器側との間に生じる温度差を測定した。
この仕事率、温度差、放熱面積(10mm×15mm)、及び、熱伝導性シートの厚み(150μm)から熱伝導性シートを形成している熱硬化性樹脂組成物の熱伝導率を算出した。
【0064】
(参考例2)
酸化アルミニウム粒子1に代えて酸化アルミニウム粒子2を用いた点以外は参考例1と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0065】
(参考例3)
窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=50:50:1とした点以外は参考例2と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0066】
(参考例4)
酸化アルミニウム粒子1に代えて酸化アルミニウム粒子2を用い窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=50:50:1.5とした点以外は参考例1と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0067】
(参考例5)
窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=60:40:1.5とした点以外は参考例4と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0068】
(参考例6)
窒化ホウ素粒子(A)、酸化アルミニウム粒子2(B2)、及び、ヒュームドシリカ1(C1)の体積比率を(A:B2:C1)=70:30:1.5とした点以外は参考例4と同様に熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0069】
(参考例7)
酸化アルミニウム粒子及びヒュームドシリカ1を含有させずに、窒化ホウ素粒子(メジアン径:24μm)のみを固形分に占める割合が60体積%となるように配合して熱伝導性シートを作製し、凝集破壊強度、熱伝導性の評価を実施した。
【0070】
これらの凝集破壊強度、及び、熱伝導性の評価結果を、下記表4に示す。
また、窒化ホウ素粒子、酸化アルミニウム粒子、及び、ヒュームドシリカを合わせた全無機フィラーの単位質量当たりの水酸基量(mol/g)を窒化ホウ素粒子の水酸基をゼロと仮定して算出した結果を併せて下記表4に示す。
即ち、表3に示した水酸基密度に比表面積を乗じて酸化アルミニウム粒子やヒュームドシリカ粒子の単位質量当たりの水酸基数(mol/g)を求め、その値に無機フィラー全体に占める質量割合を乗じることで無機フィラー全体での平均水酸基数を算出した。
【0071】
【表4】
【0072】
上記の結果に基づき、横軸を平均水酸化数とし、縦軸をピール強度としたグラフを図3に示す。
このグラフにおいては、右肩上がりの傾向が示されており、平均水酸基数を1.0mol/g以上に調整することが高いピール強度を得る上において有利であり、平均水酸基数を1.5mol/g以上とすることで、熱伝導性シートに優れた凝集破壊強度を優れた熱伝導性とともにバランス良く付与しうることがわかる。
【符号の説明】
【0073】
1:金属箔付熱伝導性シート、3:半導体モジュール、10:高熱伝導性ポリマー層、20:金属箔層、20a:表面(放熱面)、30:ヒートスプレッダ、50:半導体素子
【特許請求の範囲】
【請求項1】
窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱伝導性シートであって、
金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴とする熱伝導性シート。
【請求項2】
前記熱硬化性樹脂としてエポキシ樹脂とフェノール樹脂とが含有されている請求項1記載の熱伝導性シート。
【請求項3】
アルミナ粒子及びシリカ粒子の内の少なくとも一方が前記金属酸化物粒子として含有されている請求項1又は2記載の熱伝導性シート。
【請求項4】
半導体素子が備えられており、該半導体素子の発する熱を放熱させる放熱面に前記熱を伝達させるための熱伝導性シートが備えられている半導体モジュールであって、
前記熱伝導性シートが請求項1乃至3のいずれか1項に記載の熱伝導性シートであることを特徴とする半導体モジュール。
【請求項5】
窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱硬化性樹脂組成物であって、
金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴とする熱硬化性樹脂組成物。
【請求項1】
窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱伝導性シートであって、
金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴とする熱伝導性シート。
【請求項2】
前記熱硬化性樹脂としてエポキシ樹脂とフェノール樹脂とが含有されている請求項1記載の熱伝導性シート。
【請求項3】
アルミナ粒子及びシリカ粒子の内の少なくとも一方が前記金属酸化物粒子として含有されている請求項1又は2記載の熱伝導性シート。
【請求項4】
半導体素子が備えられており、該半導体素子の発する熱を放熱させる放熱面に前記熱を伝達させるための熱伝導性シートが備えられている半導体モジュールであって、
前記熱伝導性シートが請求項1乃至3のいずれか1項に記載の熱伝導性シートであることを特徴とする半導体モジュール。
【請求項5】
窒化ホウ素粒子の一部又は全部が凝集粒子となって熱硬化性樹脂中に分散されてなる熱硬化性樹脂組成物であって、
金属酸化物粒子をさらに含有し、該金属酸化物粒子と前記窒化ホウ素粒子とが合計40体積%〜70体積%含有されており、且つ、前記金属酸化物粒子と前記窒化ホウ素粒子との体積比率が10:90〜50:50で、前記金属酸化物粒子のメジアン径が0.5μm〜30μmであることを特徴とする熱硬化性樹脂組成物。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−32496(P2013−32496A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−129078(P2012−129078)
【出願日】平成24年6月6日(2012.6.6)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年6月6日(2012.6.6)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
[ Back to top ]