
熱膨張性断熱シール材
【課題】熱により膨張した後の形状保持性が良好であるとともに、膨張後に全体として良好な断熱シート層を形成し得る熱膨張断熱シール材を提供する。
【解決手段】少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする熱膨張性断熱シール材。
【解決手段】少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする熱膨張性断熱シール材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、火災に際して建造物の空隙部で断熱シール層を形成して延焼を防ぐとともに煙の拡散も防止できるシール材に関する。
【背景技術】
【0002】
熱膨張性断熱シール材は、火災による熱により、建造物の空隙部で膨張することにより断熱シール層を形成して、延焼を防ぐとともに煙の拡散も防止できることから、戸と戸枠の間、壁の開口部(ケーブル管通部、換気孔)や内壁と外壁の間等に使用されている(特許文献1、2)。
【0003】
しかしながら、これらの熱膨張性断熱シール材は、熱により膨張した後は、シール材全体が膨張してしまうことからその形状を維持できず、脱落してしまうという欠点があった。かかる欠点を克服すべく、熱膨張性シートの片面又は両面に一定の厚みを有する、熱加塑性樹脂及び/又はゴム物質、熱膨張性黒鉛及び金属炭酸塩と含水無機物を含む樹脂組成物からなる被覆シート層を設けた耐火性多層シート(特許文献3)や、熱膨張性シートの片面に金属板を積層した耐火被覆積層板(特許文献4、5)が報告されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭63−132993号公報
【特許文献2】特開平5−295351号公報
【特許文献3】特開2000−6289号公報
【特許文献4】特開2000−107483号公報
【特許文献5】特開2000−129822号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、前記特許文献3記載の多層シートでは、被覆シートも熱膨張するため膨張後のシートの形状保持性や強度は十分ではなかった。一方、特許文献4及び5の積層板は、金属板を有するため膨張シートとの一体性がなく、膨張後に剥離が生じるという問題があった。また金属板の存在により、任意の形状のシール材として提供することは困難であった。
【0006】
従って、本発明の課題は、熱により膨張した後の形状保持性が良好であるとともに、膨張後に全体として良好な断熱シート層を形成し得る熱膨張断熱シール材を提供することにある。
【課題を解決するための手段】
【0007】
そこで本発明者は、熱膨張後の形状保持性と膨張後の一体性について検討したところ、熱膨張性シート層の熱膨張性成分として熱膨張性黒鉛を用い、当該熱膨張性シート層の両面又は片面に無機質繊維及びゴムを含有し、熱で膨張しない被覆層を設け、それらの厚さを一定の範囲とすることにより、良好な熱膨張性、形状保持性及び一体性による優れた断熱性を兼ね備えた熱膨張性断熱シール材が得られることを見出した。また、当該熱膨張性断熱シール材を、熱ロールと冷ロールを用いたロール成形法により製造することにより、従来法の押出法に比べて寸法が大きなシート材を容易に得ることが可能となった。
【0008】
すなわち、本発明は、以下に関するものである。
[1]少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする熱膨張性断熱シール材。
[2]熱膨張性シート層(A)が、熱膨張性黒鉛、無機質繊維、ゴム及び有機繊維を含有するものである[1]記載の熱膨張性断熱シール材。
[3]熱膨張性シート層(A)が、当該層(A)中に、熱膨張性黒鉛3〜50質量%、無機質繊維10〜70質量%、ゴム10〜30質量%及び有機繊維1〜30質量%を含有するものである[1]又は[2]記載の熱膨張性断熱シール材。
[4]被覆シート層(B)が、無機質繊維、ゴム及び有機繊維を含有するものである[1]〜[3]のいずれかに記載の熱膨張性断熱シール材。
[5]被覆シート層(B)が、当該層(B)中に、無機質繊維10〜60質量%、ゴム10〜40質量%及び有機繊維5〜30質量%を含有するものである[1]〜[4]のいずれかに記載の熱膨張性断熱シール材。
[6]少なくとも熱膨張性黒鉛を含有する熱膨張性シート層形成用組成物(A)と、少なくとも無機質繊維及びゴムを含有する熱非膨張性被覆シート層形成用組成物(B)の1種又は2種とを、熱ロールと冷ロール間に投入し、熱ロール側に積層しながら加圧成形することを特徴とする[1]〜[5]のいずれかに記載の熱膨張性断熱シール材の製造法。
【発明の効果】
【0009】
本発明のシール材は、火災等の熱により膨張して空隙部に断熱シール層を形成するとともに、膨張後の形状保持性に優れており、また、被覆層と膨張層との一体性が良好であるため、種々の形状の空隙部に対応して優れた断熱性を付与する。
【図面の簡単な説明】
【0010】
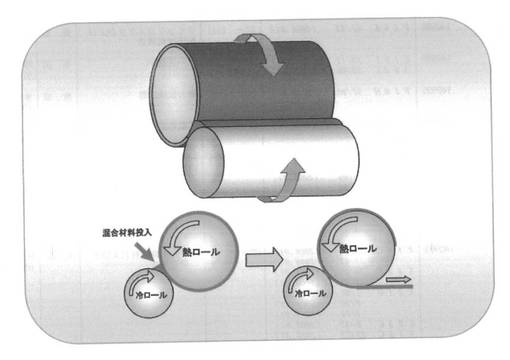
【図1】ロール成型の状態を示す図である。
【発明を実施するための形態】
【0011】
本発明の熱膨張性断熱シール材は、少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする。
【0012】
まず、熱膨張性シート層(A)について説明する。
熱膨張性シート層(A)は、火災等による熱で膨張して断熱層を形成する層であり、熱膨張性材料として熱膨張性黒鉛を含有する。熱膨張性黒鉛としては、グラファイト粉末を酸処理して得られるグラファイト層間化合物であって、炭素の層状構造を維持した結晶化合物、又はその中和処理物が挙げられる。グラファイトとしては、天然鱗片状グラファイト、熱分解グラファイト、キッシュグラファイト等が用いられる。また、酸処理には、濃硫酸、硝酸等の無機酸、酢酸等の有機酸、過塩素酸、過マンガン酸又はそれらの塩が用いられる。また、中和に用いられる塩基としては、アンモニア、有機アミン、アルカリ金属水酸化物、アルカリ土類金属水酸化物等が挙げられる。熱膨張性黒鉛の粒度は、膨張効果の点から、10〜60メッシュが好ましい。
【0013】
熱膨張性シート層(A)中の熱膨張性黒鉛の含有量は所望の膨張倍率によって決定する事ができる。但し、形状保持性の点から50質量%以下が好ましく、3〜50質量%がより好ましい。
【0014】
また、熱膨張性シート層(A)には熱膨張性黒鉛以外に、形状保持性、断熱性の点から、さらに無機質繊維及びゴムを含有するのが好ましく、無機質繊維、ゴム及び有機繊維を含有するのがより好ましく、無機質繊維、ゴム、有機繊維及び無機充填材を含有するのがさらに好ましい。
【0015】
無機質繊維としては、例えばガラス繊維、岩綿、セラミック繊維、カーボン繊維等の人造繊維あるいはセピオライト、ワラストナイト等の天然鉱物繊維が使用できる。無機質繊維は、形状保持性の点から、熱膨張性シート層(A)中に10〜70質量%含有するのが好ましく、10〜60質量%含有するのがより好ましく、10〜50質量%含有するのがさらに好ましい。
【0016】
ゴムとしては、例えばNBR、SBR、IR、アクリルゴム、シリコンーゴム、IIR、NR、EPDM等が使用でき、また、これらのゴムのラテックスも使用できる。ゴムは、形状保持性の点から、熱膨張性シート層(A)中に10〜30質量%含有するのが好ましく、10〜25質量%含有するのがより好ましく、10〜20質量%含有するのがさらに好ましい。上記、ゴム分は耐火性能を阻害しない範囲で架橋しても良い。また架橋方法は限定しない。
【0017】
有機繊維としてはメタ系アラミド繊維、パラ系アラミド繊維、アミド系繊維、セルロース等を使用することができ、特にアラミド繊維は形状保持性の点から好ましい。これらの有機繊維は、形状保持性の点から熱膨張性シート層(A)中に1〜30質量%含有するのが好ましく、1〜20質量%含有するのがより好ましく、1〜10質量%含有するのがさらに好ましい。
【0018】
無機充填材としては、例えばカオリン、シリカ、アルミナ、タルク、グラファイト、カーボンブラック、マイカ、珪藻土、硼砂、炭酸カルシウム、水酸化カルシウム、水酸化アルミニウム、硫酸バリウム、酸化マグネシウム等の一般的なゴム充填材を用いることができるが、難燃性や耐熱性の点から水酸化アルミニウム、水酸化マグネシウム等の含水無機物が好ましい。無機充填材は、熱膨張性シート層(A)中に、3〜40質量%含有するのが好ましく、3〜35質量%含有するのがより好ましく、3〜30質量%含有するのがさらに好ましい。
【0019】
また、熱膨張性シート層(A)中には、ゴムの老化防止剤やゴムの難燃化剤を配合することができる。ゴムの老化防止剤としては例えばアミン系化合物、フェノール系化合物等のゴム薬品として公知のものを使用することができ、その配合量は上記成分の合計量当たり外割で0.5〜3質量%の範囲内である。また、ゴムの難燃化剤としては塩化パラフィン、リン酸エステル系等を使用することができ、その配合量は老化防止剤を除く上記成分の合計量当たり外割で3〜40質量%程度である。更に、目的に応じて可塑剤、耐光剤、耐候剤、抗菌剤、帯電防止剤等も添加できる。
【0020】
熱膨張性シート層(A)の厚さは、熱膨張による十分な断熱性付与及び形状保持性の点から0.3〜5mmが好ましく、さらに0.3〜3mmがより好ましく、0.3〜2mmがさらに好ましい。
【0021】
次に、熱非膨張性被覆シート層(B)について説明する。
熱非膨張性被覆シート層(B)は、熱膨張性シート層(A)の両面又は片面に積層されている。当該両面又は片面の熱非膨張性被覆シート層(B)は、熱によって膨張せず、熱膨張性シート層(A)が熱によって膨張した際にその両面又は片面で形状を保持する機能を有する。従って、当該被覆シート層(B)は、熱膨張性黒鉛等の熱膨張性成分を含有しない。
【0022】
当該被覆シート層は、少なくとも無機質繊維及びゴムを含有するのが、熱膨張性シート層(A)が熱で膨張したときの形状保持性及び全体の一体性の点から好ましい。ここで、無機質繊維及びゴムは、前記熱膨張性シート層(A)と同じものが用いられる。無機質繊維は、形状保持性の点から、各被覆シート層(B)中に10〜60質量%含有するのが好ましく、10〜50質量%含有するのがより好ましく、10〜40質量%含有するのがさらに好ましい。また、ゴムは、形状保持性の点から、各被覆シート層(B)中に10〜40質量%含有するのが好ましく、10〜35質量%含有するのがより好ましく、10〜30質量%含有するのがさらに好ましい。
【0023】
また、被覆シート層(B)には、有機繊維を配合することもできる。有機繊維としては、前記熱膨張性シートに用いられるものと同じものが用いられ、特にアラミド繊維が好ましい。有機繊維は、形状保持性の点から、各被覆シート層(B)中に5〜30質量%含有するのが好ましく、5〜25質量%含有するのがより好ましく、5〜20質量%含有するのがさらに好ましい。
【0024】
また、被覆シート層(B)には、無機充填材を配合することもできる。無機充填材としては、前記熱膨張性シートに用いられるものと同じものが用いられる。無機充填材は、各被覆シート層(B)中に10〜50質量%含有するのが好ましく15〜50質量%含有するのがより好ましく、20〜50質量%含有するのがさらに好ましい。
【0025】
また、各被覆シート層(B)中には、ゴムの老化防止剤やゴムの難燃化剤を配合することができる。ゴムの老化防止剤としては例えばアミン系化合物、フェノール系化合物等のゴム薬品として公知のものを使用することができ、その配合量は上記成分の合計量当たり外割で0.5〜3質量%の範囲内である。また、ゴムの難燃化剤としては塩化パラフィン、リン酸エステル系等を使用することができ、その配合量は老化防止剤を除く上記成分の合計量当たり外割で3〜7質量%程度である。更に、目的に応じて可塑剤、耐光剤、耐候剤、抗菌剤、帯電防止剤等も添加できる。
【0026】
各被覆シート層(B)の厚さは、形状保持性、熱膨張性シート層(A)の膨張を妨げない点、及び断熱性の点から0.05〜0.5mmが好ましく、0.05〜0.4mmがより好ましく、0.05〜0.3mmがさらに好ましい。また、両面又は片面の被覆シート層(B1)と(B2)の厚さは、同じでもよいし、相違してもよい。
【0027】
また、熱膨張性シート層(A)と各被覆シート層(B)との厚さ比(A/B)は、特に限定されないが、形状保持性、熱膨張性シート層(A)の膨張を妨げない点、及び断熱性の点から、0.6〜100が好ましく、さらに1〜60がより好ましく、2〜60がさらに好ましい。
【0028】
本発明の熱膨張性断熱シール材は、前記の3層又は2層が積層されていればよく、その形状は制限されない。断熱を必要とする空隙に合った形状であればよく、矩形状、円板状、ロープ状等とすることもできる。
【0029】
本発明の熱膨張性断熱シール材は、前記の3層又は2層が積層されていればよくその製法は特に限定されず、従来の押出法によってもよいが、少なくとも熱膨張性黒鉛を含有する熱膨張性シート層形成用組成物(A)と、少なくとも無機質繊維及びゴムを含有する熱非膨張性被覆シート層形成用組成物(B)の1種又は2種とを、熱ロールと冷ロール間に投入し、熱ロール側に積層しながら加圧成形するのが好ましい。
ここで、熱ロールは、熱膨張性黒鉛が膨張しない温度、例えば100〜150℃程度が好ましく、冷ロールは5〜40℃程度が好ましい。また、成形後のシール材は所望の形状に切断することができる。
【実施例】
【0030】
次に実施例を挙げて本発明を詳細に説明する。
【0031】
実施例1〜2、比較例1〜2
表1に記載の熱膨張性シート層用組成物及び被覆層用組成物をそれぞれ製造した。実施例1及び実施例2は図1のロール成型装置に、まず被覆層用組成物(B)を入れ、次いで熱膨張性シート層用組成物(A)を入れ、次に被覆層用組成物(B)を投入し、3層が積層されたシート材を製造した。ここで、熱ロールは150℃、冷ロールは20℃であった。比較例1及び比較例2は、従来の押出法により押出成形して製造した。
【0032】
【表1】

【0033】
得られたシート材を350℃で10分間加熱し、その物性を評価した。
その結果を表2に示す。形状保持性の評価は、以下の基準により、膨張黒鉛の崩れを評価した。
○:崩れ無し、△:多少の崩れあり、×:崩れがあり
表2に示すように、本発明の熱膨張性断熱シール材は、優れた熱膨張性(断熱性)を有し、かつ膨張後の形状保持性に優れている。
【0034】
【表2】
【技術分野】
【0001】
本発明は、火災に際して建造物の空隙部で断熱シール層を形成して延焼を防ぐとともに煙の拡散も防止できるシール材に関する。
【背景技術】
【0002】
熱膨張性断熱シール材は、火災による熱により、建造物の空隙部で膨張することにより断熱シール層を形成して、延焼を防ぐとともに煙の拡散も防止できることから、戸と戸枠の間、壁の開口部(ケーブル管通部、換気孔)や内壁と外壁の間等に使用されている(特許文献1、2)。
【0003】
しかしながら、これらの熱膨張性断熱シール材は、熱により膨張した後は、シール材全体が膨張してしまうことからその形状を維持できず、脱落してしまうという欠点があった。かかる欠点を克服すべく、熱膨張性シートの片面又は両面に一定の厚みを有する、熱加塑性樹脂及び/又はゴム物質、熱膨張性黒鉛及び金属炭酸塩と含水無機物を含む樹脂組成物からなる被覆シート層を設けた耐火性多層シート(特許文献3)や、熱膨張性シートの片面に金属板を積層した耐火被覆積層板(特許文献4、5)が報告されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭63−132993号公報
【特許文献2】特開平5−295351号公報
【特許文献3】特開2000−6289号公報
【特許文献4】特開2000−107483号公報
【特許文献5】特開2000−129822号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、前記特許文献3記載の多層シートでは、被覆シートも熱膨張するため膨張後のシートの形状保持性や強度は十分ではなかった。一方、特許文献4及び5の積層板は、金属板を有するため膨張シートとの一体性がなく、膨張後に剥離が生じるという問題があった。また金属板の存在により、任意の形状のシール材として提供することは困難であった。
【0006】
従って、本発明の課題は、熱により膨張した後の形状保持性が良好であるとともに、膨張後に全体として良好な断熱シート層を形成し得る熱膨張断熱シール材を提供することにある。
【課題を解決するための手段】
【0007】
そこで本発明者は、熱膨張後の形状保持性と膨張後の一体性について検討したところ、熱膨張性シート層の熱膨張性成分として熱膨張性黒鉛を用い、当該熱膨張性シート層の両面又は片面に無機質繊維及びゴムを含有し、熱で膨張しない被覆層を設け、それらの厚さを一定の範囲とすることにより、良好な熱膨張性、形状保持性及び一体性による優れた断熱性を兼ね備えた熱膨張性断熱シール材が得られることを見出した。また、当該熱膨張性断熱シール材を、熱ロールと冷ロールを用いたロール成形法により製造することにより、従来法の押出法に比べて寸法が大きなシート材を容易に得ることが可能となった。
【0008】
すなわち、本発明は、以下に関するものである。
[1]少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする熱膨張性断熱シール材。
[2]熱膨張性シート層(A)が、熱膨張性黒鉛、無機質繊維、ゴム及び有機繊維を含有するものである[1]記載の熱膨張性断熱シール材。
[3]熱膨張性シート層(A)が、当該層(A)中に、熱膨張性黒鉛3〜50質量%、無機質繊維10〜70質量%、ゴム10〜30質量%及び有機繊維1〜30質量%を含有するものである[1]又は[2]記載の熱膨張性断熱シール材。
[4]被覆シート層(B)が、無機質繊維、ゴム及び有機繊維を含有するものである[1]〜[3]のいずれかに記載の熱膨張性断熱シール材。
[5]被覆シート層(B)が、当該層(B)中に、無機質繊維10〜60質量%、ゴム10〜40質量%及び有機繊維5〜30質量%を含有するものである[1]〜[4]のいずれかに記載の熱膨張性断熱シール材。
[6]少なくとも熱膨張性黒鉛を含有する熱膨張性シート層形成用組成物(A)と、少なくとも無機質繊維及びゴムを含有する熱非膨張性被覆シート層形成用組成物(B)の1種又は2種とを、熱ロールと冷ロール間に投入し、熱ロール側に積層しながら加圧成形することを特徴とする[1]〜[5]のいずれかに記載の熱膨張性断熱シール材の製造法。
【発明の効果】
【0009】
本発明のシール材は、火災等の熱により膨張して空隙部に断熱シール層を形成するとともに、膨張後の形状保持性に優れており、また、被覆層と膨張層との一体性が良好であるため、種々の形状の空隙部に対応して優れた断熱性を付与する。
【図面の簡単な説明】
【0010】
【図1】ロール成型の状態を示す図である。
【発明を実施するための形態】
【0011】
本発明の熱膨張性断熱シール材は、少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする。
【0012】
まず、熱膨張性シート層(A)について説明する。
熱膨張性シート層(A)は、火災等による熱で膨張して断熱層を形成する層であり、熱膨張性材料として熱膨張性黒鉛を含有する。熱膨張性黒鉛としては、グラファイト粉末を酸処理して得られるグラファイト層間化合物であって、炭素の層状構造を維持した結晶化合物、又はその中和処理物が挙げられる。グラファイトとしては、天然鱗片状グラファイト、熱分解グラファイト、キッシュグラファイト等が用いられる。また、酸処理には、濃硫酸、硝酸等の無機酸、酢酸等の有機酸、過塩素酸、過マンガン酸又はそれらの塩が用いられる。また、中和に用いられる塩基としては、アンモニア、有機アミン、アルカリ金属水酸化物、アルカリ土類金属水酸化物等が挙げられる。熱膨張性黒鉛の粒度は、膨張効果の点から、10〜60メッシュが好ましい。
【0013】
熱膨張性シート層(A)中の熱膨張性黒鉛の含有量は所望の膨張倍率によって決定する事ができる。但し、形状保持性の点から50質量%以下が好ましく、3〜50質量%がより好ましい。
【0014】
また、熱膨張性シート層(A)には熱膨張性黒鉛以外に、形状保持性、断熱性の点から、さらに無機質繊維及びゴムを含有するのが好ましく、無機質繊維、ゴム及び有機繊維を含有するのがより好ましく、無機質繊維、ゴム、有機繊維及び無機充填材を含有するのがさらに好ましい。
【0015】
無機質繊維としては、例えばガラス繊維、岩綿、セラミック繊維、カーボン繊維等の人造繊維あるいはセピオライト、ワラストナイト等の天然鉱物繊維が使用できる。無機質繊維は、形状保持性の点から、熱膨張性シート層(A)中に10〜70質量%含有するのが好ましく、10〜60質量%含有するのがより好ましく、10〜50質量%含有するのがさらに好ましい。
【0016】
ゴムとしては、例えばNBR、SBR、IR、アクリルゴム、シリコンーゴム、IIR、NR、EPDM等が使用でき、また、これらのゴムのラテックスも使用できる。ゴムは、形状保持性の点から、熱膨張性シート層(A)中に10〜30質量%含有するのが好ましく、10〜25質量%含有するのがより好ましく、10〜20質量%含有するのがさらに好ましい。上記、ゴム分は耐火性能を阻害しない範囲で架橋しても良い。また架橋方法は限定しない。
【0017】
有機繊維としてはメタ系アラミド繊維、パラ系アラミド繊維、アミド系繊維、セルロース等を使用することができ、特にアラミド繊維は形状保持性の点から好ましい。これらの有機繊維は、形状保持性の点から熱膨張性シート層(A)中に1〜30質量%含有するのが好ましく、1〜20質量%含有するのがより好ましく、1〜10質量%含有するのがさらに好ましい。
【0018】
無機充填材としては、例えばカオリン、シリカ、アルミナ、タルク、グラファイト、カーボンブラック、マイカ、珪藻土、硼砂、炭酸カルシウム、水酸化カルシウム、水酸化アルミニウム、硫酸バリウム、酸化マグネシウム等の一般的なゴム充填材を用いることができるが、難燃性や耐熱性の点から水酸化アルミニウム、水酸化マグネシウム等の含水無機物が好ましい。無機充填材は、熱膨張性シート層(A)中に、3〜40質量%含有するのが好ましく、3〜35質量%含有するのがより好ましく、3〜30質量%含有するのがさらに好ましい。
【0019】
また、熱膨張性シート層(A)中には、ゴムの老化防止剤やゴムの難燃化剤を配合することができる。ゴムの老化防止剤としては例えばアミン系化合物、フェノール系化合物等のゴム薬品として公知のものを使用することができ、その配合量は上記成分の合計量当たり外割で0.5〜3質量%の範囲内である。また、ゴムの難燃化剤としては塩化パラフィン、リン酸エステル系等を使用することができ、その配合量は老化防止剤を除く上記成分の合計量当たり外割で3〜40質量%程度である。更に、目的に応じて可塑剤、耐光剤、耐候剤、抗菌剤、帯電防止剤等も添加できる。
【0020】
熱膨張性シート層(A)の厚さは、熱膨張による十分な断熱性付与及び形状保持性の点から0.3〜5mmが好ましく、さらに0.3〜3mmがより好ましく、0.3〜2mmがさらに好ましい。
【0021】
次に、熱非膨張性被覆シート層(B)について説明する。
熱非膨張性被覆シート層(B)は、熱膨張性シート層(A)の両面又は片面に積層されている。当該両面又は片面の熱非膨張性被覆シート層(B)は、熱によって膨張せず、熱膨張性シート層(A)が熱によって膨張した際にその両面又は片面で形状を保持する機能を有する。従って、当該被覆シート層(B)は、熱膨張性黒鉛等の熱膨張性成分を含有しない。
【0022】
当該被覆シート層は、少なくとも無機質繊維及びゴムを含有するのが、熱膨張性シート層(A)が熱で膨張したときの形状保持性及び全体の一体性の点から好ましい。ここで、無機質繊維及びゴムは、前記熱膨張性シート層(A)と同じものが用いられる。無機質繊維は、形状保持性の点から、各被覆シート層(B)中に10〜60質量%含有するのが好ましく、10〜50質量%含有するのがより好ましく、10〜40質量%含有するのがさらに好ましい。また、ゴムは、形状保持性の点から、各被覆シート層(B)中に10〜40質量%含有するのが好ましく、10〜35質量%含有するのがより好ましく、10〜30質量%含有するのがさらに好ましい。
【0023】
また、被覆シート層(B)には、有機繊維を配合することもできる。有機繊維としては、前記熱膨張性シートに用いられるものと同じものが用いられ、特にアラミド繊維が好ましい。有機繊維は、形状保持性の点から、各被覆シート層(B)中に5〜30質量%含有するのが好ましく、5〜25質量%含有するのがより好ましく、5〜20質量%含有するのがさらに好ましい。
【0024】
また、被覆シート層(B)には、無機充填材を配合することもできる。無機充填材としては、前記熱膨張性シートに用いられるものと同じものが用いられる。無機充填材は、各被覆シート層(B)中に10〜50質量%含有するのが好ましく15〜50質量%含有するのがより好ましく、20〜50質量%含有するのがさらに好ましい。
【0025】
また、各被覆シート層(B)中には、ゴムの老化防止剤やゴムの難燃化剤を配合することができる。ゴムの老化防止剤としては例えばアミン系化合物、フェノール系化合物等のゴム薬品として公知のものを使用することができ、その配合量は上記成分の合計量当たり外割で0.5〜3質量%の範囲内である。また、ゴムの難燃化剤としては塩化パラフィン、リン酸エステル系等を使用することができ、その配合量は老化防止剤を除く上記成分の合計量当たり外割で3〜7質量%程度である。更に、目的に応じて可塑剤、耐光剤、耐候剤、抗菌剤、帯電防止剤等も添加できる。
【0026】
各被覆シート層(B)の厚さは、形状保持性、熱膨張性シート層(A)の膨張を妨げない点、及び断熱性の点から0.05〜0.5mmが好ましく、0.05〜0.4mmがより好ましく、0.05〜0.3mmがさらに好ましい。また、両面又は片面の被覆シート層(B1)と(B2)の厚さは、同じでもよいし、相違してもよい。
【0027】
また、熱膨張性シート層(A)と各被覆シート層(B)との厚さ比(A/B)は、特に限定されないが、形状保持性、熱膨張性シート層(A)の膨張を妨げない点、及び断熱性の点から、0.6〜100が好ましく、さらに1〜60がより好ましく、2〜60がさらに好ましい。
【0028】
本発明の熱膨張性断熱シール材は、前記の3層又は2層が積層されていればよく、その形状は制限されない。断熱を必要とする空隙に合った形状であればよく、矩形状、円板状、ロープ状等とすることもできる。
【0029】
本発明の熱膨張性断熱シール材は、前記の3層又は2層が積層されていればよくその製法は特に限定されず、従来の押出法によってもよいが、少なくとも熱膨張性黒鉛を含有する熱膨張性シート層形成用組成物(A)と、少なくとも無機質繊維及びゴムを含有する熱非膨張性被覆シート層形成用組成物(B)の1種又は2種とを、熱ロールと冷ロール間に投入し、熱ロール側に積層しながら加圧成形するのが好ましい。
ここで、熱ロールは、熱膨張性黒鉛が膨張しない温度、例えば100〜150℃程度が好ましく、冷ロールは5〜40℃程度が好ましい。また、成形後のシール材は所望の形状に切断することができる。
【実施例】
【0030】
次に実施例を挙げて本発明を詳細に説明する。
【0031】
実施例1〜2、比較例1〜2
表1に記載の熱膨張性シート層用組成物及び被覆層用組成物をそれぞれ製造した。実施例1及び実施例2は図1のロール成型装置に、まず被覆層用組成物(B)を入れ、次いで熱膨張性シート層用組成物(A)を入れ、次に被覆層用組成物(B)を投入し、3層が積層されたシート材を製造した。ここで、熱ロールは150℃、冷ロールは20℃であった。比較例1及び比較例2は、従来の押出法により押出成形して製造した。
【0032】
【表1】
【0033】
得られたシート材を350℃で10分間加熱し、その物性を評価した。
その結果を表2に示す。形状保持性の評価は、以下の基準により、膨張黒鉛の崩れを評価した。
○:崩れ無し、△:多少の崩れあり、×:崩れがあり
表2に示すように、本発明の熱膨張性断熱シール材は、優れた熱膨張性(断熱性)を有し、かつ膨張後の形状保持性に優れている。
【0034】
【表2】
【特許請求の範囲】
【請求項1】
少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする熱膨張性断熱シール材。
【請求項2】
熱膨張性シート層(A)が、熱膨張性黒鉛、無機質繊維、ゴム及び有機繊維を含有するものである請求項1記載の熱膨張性断熱シール材。
【請求項3】
熱膨張性シート層(A)が、当該層(A)中に、熱膨張性黒鉛3〜50質量%、無機質繊維10〜70質量%、ゴム10〜30質量%及び有機繊維1〜30質量%を含有するものである請求項1又は2記載の熱膨張性断熱シール材。
【請求項4】
被覆シート層(B)が、無機質繊維、ゴム及び有機繊維を含有するものである請求項1〜3のいずれか1項記載の熱膨張性断熱シール材。
【請求項5】
被覆シート層(B)が、当該層(B)中に、無機質繊維10〜60質量%、ゴム10〜40質量%及び有機繊維5〜30質量%を含有するものである請求項1〜4のいずれか1項記載の熱膨張性断熱シール材。
【請求項6】
少なくとも熱膨張性黒鉛を含有する熱膨張性シート層形成用組成物(A)と、少なくとも無機質繊維及びゴムを含有する熱非膨張性被覆シート層形成用組成物(B)の1種又は2種とを、熱ロールと冷ロール間に投入し、熱ロール側に積層しながら加圧成形することを特徴とする請求項1〜5のいずれか1項記載の熱膨張性断熱シール材の製造法。
【請求項1】
少なくとも熱膨張性黒鉛を含有する厚さ0.3〜5mmの熱膨張性シート層(A)の両面又は片面に、少なくとも無機質繊維及びゴムを含有する厚さ0.05〜0.5mmの熱非膨張性被覆シート層(B)を有することを特徴とする熱膨張性断熱シール材。
【請求項2】
熱膨張性シート層(A)が、熱膨張性黒鉛、無機質繊維、ゴム及び有機繊維を含有するものである請求項1記載の熱膨張性断熱シール材。
【請求項3】
熱膨張性シート層(A)が、当該層(A)中に、熱膨張性黒鉛3〜50質量%、無機質繊維10〜70質量%、ゴム10〜30質量%及び有機繊維1〜30質量%を含有するものである請求項1又は2記載の熱膨張性断熱シール材。
【請求項4】
被覆シート層(B)が、無機質繊維、ゴム及び有機繊維を含有するものである請求項1〜3のいずれか1項記載の熱膨張性断熱シール材。
【請求項5】
被覆シート層(B)が、当該層(B)中に、無機質繊維10〜60質量%、ゴム10〜40質量%及び有機繊維5〜30質量%を含有するものである請求項1〜4のいずれか1項記載の熱膨張性断熱シール材。
【請求項6】
少なくとも熱膨張性黒鉛を含有する熱膨張性シート層形成用組成物(A)と、少なくとも無機質繊維及びゴムを含有する熱非膨張性被覆シート層形成用組成物(B)の1種又は2種とを、熱ロールと冷ロール間に投入し、熱ロール側に積層しながら加圧成形することを特徴とする請求項1〜5のいずれか1項記載の熱膨張性断熱シール材の製造法。
【図1】

【公開番号】特開2013−47414(P2013−47414A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−185655(P2011−185655)
【出願日】平成23年8月29日(2011.8.29)
【出願人】(592245812)株式会社アスクテクニカ (6)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年8月29日(2011.8.29)
【出願人】(592245812)株式会社アスクテクニカ (6)
【Fターム(参考)】
[ Back to top ]