
熱蛍光板状体の製造方法、熱蛍光積層体の製造方法、熱蛍光板状体、及び熱蛍光積層体
【課題】アルミニウム(III)含有の熱蛍光板状体、及びこの熱蛍光板状体を利用することによって、放射線の3次元線量分布を取得することが可能である熱蛍光積層体を簡易に製造する。
【解決手段】まず、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの各成分を混合して第1混合体を形成する。次に、この第1混合体を熱処理することによって第1焼結体を形成し、この第1焼結体を粉砕して粉砕体にする。次に、第1混合体の各成分と同一の成分を粉砕体に最混入させずに、この粉砕体を平板状に圧迫成型することによって板状体を形成する。次に、この板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する。
【解決手段】まず、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの各成分を混合して第1混合体を形成する。次に、この第1混合体を熱処理することによって第1焼結体を形成し、この第1焼結体を粉砕して粉砕体にする。次に、第1混合体の各成分と同一の成分を粉砕体に最混入させずに、この粉砕体を平板状に圧迫成型することによって板状体を形成する。次に、この板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、放射線の3次元線量分布を取得するための熱蛍光積層体、熱蛍光板状体、熱蛍光積層体の製造方法、熱蛍光板状体の製造方法、及び熱蛍光積層体の使用方法に関する。
【背景技術】
【0002】
周知の通り、近年の放射線治療では、放射線として例えば硬X線、電子線、または加速粒子線等を、照射する放射線の形状及び線量の大小を適宜設定して照射する、3次元原体照射(3D−CRT)や強度変調放射線治療(IMRT)などの、高度な定位放射線照射が注目されている(例えば、非特許文献1参照)。これらの治療方法では、例えば治療計画装置を利用して放射線の照射位置や範囲、または出力等の種々のパラメータを設定して、放射線の照射を行う。これによって、例えば、病巣に近接する重要な臓器を避けて、病巣のみに高線量で放射線を与える等の、精密な治療を実現させる努力がなされている。従って、このような放射線治療では、上述した各種パラメータを好適な値に決定することが重要である。そして、照射装置自体の機械的精度、装置が具える各種フィルタや線幅拡大器等の管理には、高い精度が求められる。
【0003】
そこで、このような放射線治療では、実施に際して、治療に用いる放射線の線量測定を行うことによって、上述した各種パラメータ値の決定や精度の検証を行う必要がある。特に、放射線を照射すべき病巣近傍における、放射線の立体的な線量分布に関しては、多くの経験的なデータを得る必要がある。そのために、従来から、ポリマーゲル線量計を用いて、治療に用いる放射線の立体的な線量分布、すなわち3次元線量分布の測定が行われている(例えば、非特許文献1参照)。
【0004】
ところで、人体に対する放射線の影響に関するデータを取得する場合には、人体を構成する生体組織と組織等価な、すなわち実効原子番号が同程度である線量計を利用して測定するのが望ましい。このような人体と組織等価な線量計として、シート状、すなわち平板状の熱蛍光板状体が周知である(例えば、特許文献1参照)。
【0005】
この熱蛍光板状体は、例えば四ホウ酸リチウム等を母体とし、この母体に発光中心としてのマンガンやテルビウムが添加されて構成されている、熱蛍光性物質、すなわち熱蛍光本体を含有している。これによって、この熱蛍光本体の実効原子番号は、人体の実効原子番号に近似な値とされている。そして、熱蛍光板状体は、この熱蛍光本体と、バインダとして機能する耐熱性樹脂とから構成されている。
【0006】
このように、人体と組織等価に調整された熱蛍光板状体では、放射線が照射された場合に、例えば光電作用、コンプトン効果、電子対生成作用等の作用が、人体と同程度に生じる。従って、このような熱蛍光板状体を線量計として用いた場合には、種々の補正を行うことなく、得られた測定値を以って、人体に対する放射線の被曝線量に関するデータを取得することができる。
【0007】
この特許文献1に開示の熱蛍光板状体は、既に説明したようにシート状、すなわち平板状の板状体である。そして、この熱蛍光板状体に対して放射線を照射し、その後、加熱することによって、熱蛍光板状体の被曝箇所に発生する熱蛍光の、放射線が照射された面に沿った光強度分布に関する情報が得られる。そして、周知の通り、熱蛍光の光強度と、被曝線量には一定の対応関係がある。従って、この得られた光強度分布の情報を以って、放射線が照射された面に沿った、放射線の平面的な被曝線量分布(以下、単に線量分布とも称する)、すなわち2次元線量分布を取得することができるとされている。
【0008】
しかしながら、上述したポリマーゲル線量計は、非可逆的な線量計であるため、一つのポリマーゲル線量計で一度の測定しか行うことができない。また、ポリマーゲル線量計は、品質保証期間が短く、保存及び品質を管理することが困難である。
【0009】
これに対して、熱蛍光板状体は、上述したポリマーゲル線量計と比して、保存及び品質管理が容易であり、かつ使用に際しての設備が簡易である。また、ポリマーゲル線量計とは異なり、熱蛍光板状体は、一つの熱蛍光板状体で繰り返し測定を行うことが可能である。そのため、これらの利点から、熱蛍光板状体は、ポリマーゲル線量計と比して、コストの低減及び汎用性において有利な線量計であるといえる。
【0010】
しかしながら、この熱蛍光板状体は、上述したように、放射線が照射された面における、放射線の2次元線量分布を測定することしかできない。そのため、この熱蛍光板状体では、放射線の3次元線量分布を測定することができず、上述した放射線治療の各種パラメータを設定するための十分なデータを得ることができないという課題があった。
【0011】
そこで、この出願の発明者は、先に、他の発明者と共同して、上述したような課題に鑑み、熱蛍光板状体を利用した線量計であって、かつ放射線の3次元線量分布を取得することができる線量計として、熱蛍光板状体を立体的に積層した熱蛍光積層体につき提案した(特願2008−306373号)。
【0012】
この特願2008−306373号においては、熱蛍光積層体を、熱蛍光板状体が複数枚積層されて形成されたものとしている。そして、この積層体に放射線照射を行えば、放射線の3次元線量分布を得ることができることを説明している。
【0013】
より詳細に説明すれば、このような熱蛍光積層体に対する放射線照射後に、それぞれの熱蛍光板状体にバラしてから、各熱蛍光板状体を加熱する。そして、各熱蛍光板状体から、この加熱により発生する熱蛍光の光強度分布を取得する。既に説明したように、熱蛍光の光強度と被曝線量とには一定の対応関係があるため、取得された光強度分布情報を以って、実質的な線量分布情報を得ることができる。そして、これら得られた各線量分布情報を、元の熱蛍光積層体に照射した放射線の線量分布情報として復元すれば、立体的な、すなわち3次元線量分布を取得できることを説明した。
【0014】
また、上述した特願2008−306373号では、熱蛍光積層体を構成する熱蛍光板状体にアルミニウム(III)を含有させることによって、アルミニウム(III)非含有の場合と比して、熱蛍光板状体を高い発光強度で発光させることができること、及び機械的強度を増強できることを説明した。
【0015】
さらに、この特願2008−306373号によれば、アルミニウム(III)含有の熱蛍光板状体を、例えば以下のような製造方法を用いて形成している。
【0016】
すなわち、まず、第1工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第1混合体を形成する。
【0017】
次に、第2工程では、第1混合体を熱処理することによって第1焼結体を形成し、第1焼結体を粉砕して粉砕体にする。
【0018】
次に、第3工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第2混合体を得る。
【0019】
次に、第4工程では、粉砕体と第2混合体と活性炭とを混合し、しかる後、この混合して得られた第3混合体を平板状に圧迫成型することによって板状体を形成する。
【0020】
次に、第5工程では、板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する。
【0021】
以上の工程を経て熱蛍光板状体を形成することによって、母体としての四ホウ酸リチウムと、この母体中に存在する発光中心としてのマンガン及びアルミニウム(III)とを含む熱蛍光板状体を形成することができる。
【0022】
一方、上述の特願2008−306373号の発明に係る発明者らは、この特願2008−306373号の出願後に、第56回応用物理学関係連合講演会(2009年3月30日−4月2日、筑波大学筑波キャンパス)において、熱蛍光板状体にアルミニウム(III)を含有させることによって、熱蛍光板状体の発光強度を増強させることが可能である点について発表している(例えば非特許文献2参照)。
【先行技術文献】
【特許文献】
【0023】
【特許文献1】特開昭61−269100号公報
【非特許文献】
【0024】
【非特許文献1】日本放射線技術学会雑誌 第58巻第6号 「IMRT(強度変調放射線治療)における線量検証」2002年6月 p.761〜772
【非特許文献2】第56回応用物理学関係連合講演会講演予稿集、p.179、講演番号1a−ZC−9「熱ルミネセンス素子Li2B4O7系の高感度化」2009年3月 冨澤祐司、眞正浄光、漆山秋雄
【発明の概要】
【発明が解決しようとする課題】
【0025】
ところで、この出願に係る発明者は、特願2008−306373号に記載した技術の改良を図る研究を鋭意行ったところ、熱蛍光板状体を構成する各材料の添加量を調整することによって、上述した第2混合体を用意することなく、すなわち上述した第4工程において、粉砕体に対して新たに四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を混入することなく板状体を形成しても、上述したアルミニウム(III)含有の熱蛍光板状体を形成できることを見出した。
【0026】
そこで、この発明の目的は、上述したアルミニウム(III)含有の熱蛍光板状体、及びこの熱蛍光板状体を利用することによって、放射線の3次元線量分布を取得することが可能である熱蛍光積層体の製造方法であって、特願2008−306373号で提案した技術と比してより簡易かつ安価な熱蛍光板状体及び熱蛍光積層体の製造方法を提供することにある。
【課題を解決するための手段】
【0027】
上述の目的を達成するために、この発明の第1の要旨による熱蛍光板状体の製造方法は、以下の第1工程から第4工程までの各工程を含んでいる。
【0028】
すなわち、まず、第1工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第1混合体を形成する。
【0029】
次に、第2工程では、第1混合体を熱処理することによって第1焼結体を形成し、第1焼結体を粉砕して粉砕体にする。
【0030】
次に、第3工程では、粉砕体を平板状に圧迫成型することによって板状体を形成する。
【0031】
次に、第4工程では、板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する。
【0032】
また、この発明の第2の要旨による熱蛍光積層体の製造方法は、以下の第1工程及び第2工程の各工程を含んでいる。
【0033】
まず、第1工程では、上述した第1の要旨による熱蛍光板状体を用いて製造された熱蛍光板状体を複数枚用意する。
【0034】
次に、第2工程では、これら複数枚の熱蛍光板状体を積層することによって、熱蛍光積層体を形成する。
【0035】
また、この発明の第3の要旨による熱蛍光板状体は、上述した第1の要旨による熱蛍光板状体の製造方法を用いて製造されている。
【0036】
また、この発明の第4の要旨による熱蛍光積層体は、上述した第3の要旨による熱蛍光板状体が、複数枚積層されて形成されている。
【発明の効果】
【0037】
この発明の第1の要旨による熱蛍光板状体の製造方法では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合する工程と、この混合によって得られた第1混合体を熱処理することによりまず第1焼結体、次いで第2焼結体とする工程とを行うことによって、第3工程において、粉砕体に四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を新たに混入することなく、アルミニウム(III)含有の熱蛍光光板状体を製造することができるので、製法が簡易かつ安価となる。
【0038】
また、第1の要旨による熱蛍光板状体の製造方法では、第1混合物の材料として酸化アルミニウムを混合することによって、製造される熱蛍光板状体、すなわち第3の要旨による熱蛍光板状体において母体となる四ホウ酸リチウムにアルミニウム(III)を含有させることができる。その結果、熱蛍光板状体を高い発光強度で発光させることができる。従って、より高感度で放射線の線量分布を得ることができる。
【0039】
さらに、第1の要旨による熱蛍光板状体の製造方法では、母体となる四ホウ酸リチウムにアルミニウム(III)を含有させることによって、製造される熱蛍光板状体、すなわち第3の要旨による熱蛍光板状体の機械的強度を増加することができる。
【0040】
また、この発明の第2の要旨による熱蛍光積層体の製造方法では、上述した第1の要旨による製造方法を用いて製造された熱蛍光板状体を複数枚積層することによって、放射線の3次元線量分布を取得可能な熱蛍光積層体を得ることができる。
【0041】
すなわち、第2の要旨による熱蛍光積層体の製造方法により製造された熱蛍光積層体、すなわち第4の要旨による熱蛍光積層体は、上述した第1の要旨の製造方法を用いて製造された熱蛍光板状体が、複数枚積層されることによって形成されている。既に説明したように、光強度と線量とは一定の対応関係があることは周知であり、この関係を前提とすると、第1の要旨による製造方法によって製造された熱蛍光板状体は、この熱蛍光板状体の、放射線が照射された面(被照射面)に沿った、放射線の平面的な線量分布、すなわち放射線の被照射面を含む面内の2次元線量分布を測定することができる。従って、第2の要旨による熱蛍光積層体の製造方法により製造された熱蛍光積層体、すなわち第4の要旨による熱蛍光積層体では、この熱蛍光積層体が放射線で照射されたとき、その後にこの熱蛍光積層体を構成する各熱蛍光板状体を加熱して、各熱蛍光板状体から発生する熱蛍光の光強度分布から、それぞれ放射線の2次元線量分布を得ることができる。このとき、2次元線量分布として、各熱蛍光板状体の、これら熱蛍光板状体の積層方向に直交する面、すなわち積層面に沿った各2次元線量分布を取得する。そして、得られた各2次元線量分布を、各熱蛍光板状体の積層方向に、積層順に順次重ね合わせることによって、熱蛍光積層体に対応する、照射された放射線の3次元線量分布を取得することができる。
【0042】
従って、第2の要旨による熱蛍光積層体の製造方法により製造された熱蛍光積層体、すなわち第4の要旨による熱蛍光積層体は、熱蛍光板状体によって構成された、製造コストの低減及び汎用性において有利な線量計であり、かつ放射線の3次元線量分布を取得する線量計として使用することができる。
【0043】
さらに、既に説明したように、第1の要旨によって製造された熱蛍光板状体は、放射線に対して、高感度な線量分布が得られ、かつ良好な機械的強度を有している。従って、この熱蛍光板状体によって構成されている、第4の要旨による熱蛍光積層体は、高感度で放射線の3次元線量分布を取得することができるとともに、良好な機械的強度を有している。
【図面の簡単な説明】
【0044】
【図1】この発明の第1の実施の形態による熱蛍光板状体の製造方法を説明する図であり、この製造方法において得られる熱蛍光板状体を示す斜視図である。
【図2】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体の熱蛍光時における発光の様子を示す写真である。
【図3】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体の被爆箇所の発光強度を示す図である。
【図4】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体における発光強度と線量との関係を示す図である。
【図5】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体の発光強度と、特願2008−306373号による熱蛍光板状体の発光強度とを比較するための図である。
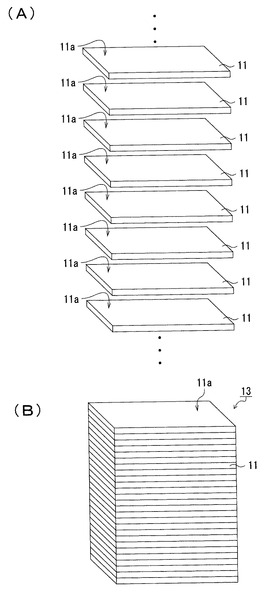
【図6】(A)及び(B)は、この発明の第2の実施の形態による熱蛍光積層体の製造方法を説明する工程図である。
【発明を実施するための形態】
【0045】
以下、図面を参照して、この発明の好適な実施の形態について説明する。なお、図1及び図6は、この発明が理解できる程度に、各構成要素の形状、大きさ、及び配置関係を概略的に示してあるに過ぎない。また、以下に説明する実施の形態は、単なる好適例にすぎず、従って、この発明の構成は、以下に説明する図示の構成例のみに何ら限定されるものではなく、この発明の範囲を逸脱することなく、多くの変形や変更を行い得ることが明らかである。
【0046】
〈第1の実施の形態〉
第1の実施の形態では、母体としての四ホウ酸リチウムと、この母体中に存在するマンガン及びアルミニウム(III)とを含む熱蛍光板状体の製造方法、及びこの製造方法を用いて製造された熱蛍光板状体について説明する。
【0047】
この製造方法は、第1工程から第4工程までを含んでいる。以下、第1工程から順に各工程につき説明する。
【0048】
図1は、この発明の第1の実施の形態による熱蛍光板状体の製造方法を説明する図であり、この製造方法における第4工程で得られる構造体、すなわちこの製造方法において得られる熱蛍光板状体を示す斜視図である。
【0049】
まず、第1工程では、四ホウ酸リチウム(Li2B4O7)、酸化マンガン(IV)(MnO2)、及び酸化アルミニウム(Al2O3)を混合して第1混合体を形成する。
【0050】
四ホウ酸リチウムは、製造される熱蛍光板状体において、熱蛍光本体の母体となる。また、酸化マンガン(IV)に含まれるマンガンは、製造される熱蛍光板状体の発光中心として作用する。また、酸化アルミニウムに含まれるアルミニウム(III)は、製造される熱蛍光板状体の発光強度及び機械的強度を増加させる目的、及び続く第2工程において、第1焼結体を得るための熱処理の温度、すなわち焼成温度を低下する目的で添加される。
【0051】
ここで、この第1の実施の形態において製造する熱蛍光板状体は、主に放射線治療に用いる放射線の人体に対する影響を検証するために、放射線の線量を測定する目的で用いられる。既に説明したように、人体に対する放射線の影響に関するデータを取得する場合には、人体を構成する生体組織と組織等価な、すなわち実効原子番号が同程度である線量計を利用して測定が行われる。そして、人体の筋肉組織の実効原子番号は、7.42程度である(例えば、「医療科学社 改訂版 放射線計測学 日本放射線技術学会監修 P.136(ファイルNo.1−2)」参照)。
【0052】
そこで、第1の実施の形態では、熱蛍光板状体の実効原子番号を人体の実効原子番号と近似な値に調整するのが好ましい。より具体的には、実効原子番号の算出方法や、その決定時のバラツキを考慮すると、第1の実施の形態による熱蛍光板状体を、実効原子番号が7.3〜7.5程度までの範囲内の値に調整するのが好ましい。
【0053】
そのために、この第1の実施の形態では、人体に近似な実効原子番号を有し、かつ機械的強度に優れ、さらに、高感度に線量分布を得られる熱蛍光板状体を得るために、この第1工程において、1molの四ホウ酸リチウムに対して、0.03〜0.16wt%の範囲内の割合、より好ましくは0.037wt%の割合で酸化マンガン(IV)を、及び0.6〜3.6wt%の範囲内の割合、より好ましくは0.72wt%の割合で酸化アルミニウムを、それぞれ添加することによって第1混合体を形成するのが好ましい。
【0054】
また、この第1工程では、第1混合体を形成するために、これら四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを粉砕して混合する。
【0055】
次に、第2工程では、第1混合体を熱処理することによって第1焼結体を形成し、しかる後、この第1焼結体を粉砕して粉砕体にする。
【0056】
第1の実施の形態では、この第2工程における熱処理に際して、まず、上述した第1工程によって得た第1混合体を、好ましくは、少量のエタノールで湿すことによって、この第1混合体を塊状とし、乾燥固化するのがよい。
【0057】
しかる後、この第1混合体を、電気炉を用いて、好ましくは870〜915℃、より好ましくは890℃の空気雰囲気中で1時間熱処理する。これによって、第1混合体から第1焼結体が得られる。そして、この第1焼結体を粉砕することによって、この第1焼結体から粉砕体を得る。
【0058】
次に、第3工程では、第2工程で得た粉砕体を平板状に圧迫成型することによって板状体を形成する。
【0059】
ここで、この第1の実施の形態では、製造される熱蛍光板状体を、人体を構成する生体組織と近似な物性を有する線量計とするために、上述した実効原子番号のみならず、熱蛍光板状体の密度についても人体と近似な値に調整する。より具体的には、第1の実施の形態では、熱蛍光本体の密度を、人体の筋肉組織の密度である1gcm−3と近似な値に調整するのが好ましい。
【0060】
そこで、この第3工程では、密度を調整する目的で、圧迫成型する前に、粉砕体を活性炭と混合することによって第2混合体を形成しておくのが好ましい。そして、この第2混合体を平板状に圧迫成型することによって板状体を形成するのが好ましい。
【0061】
このように、第2混合体を形成し、この第2混合体から板状体を形成することによって、続く第4工程における熱処理において、この板状体から活性炭が焼失する。得られる熱蛍光板状体を所望の密度に調整する。その結果、製造される熱蛍光板状体中において、この活性炭が焼失した部分に空孔が生ずる。従って、熱蛍光板状体中において、この空孔が占有する割合を調整することによって、この第1の実施の形態では、熱蛍光板状体を所望の密度、すなわち人体に近似な密度に調整することができる。
【0062】
そして、この第1の実施の形態では、人体に近似な密度の熱蛍光板状体を得るために、粉砕体に対して多くとも0.19倍の重量比で活性炭を混合することによって、第2混合体を形成するのが好ましい。より好適には、粉砕体及び活性炭を、1:0.16の重量比で混合することによって、第2混合体を形成するのが好ましい。
【0063】
また、この第3工程では、第2混合体を得るに際して、より好ましくは、予め第1焼結体の粉砕体を、メッシュ篩を用いて粒度を均一にしておくのがよい。これによって、製造される熱蛍光板状体に、発光強度のムラが生じるのを防止する。そして、この粒度を均一とした粉砕体と活性炭とを混合して第2混合体を得る。
【0064】
さらに、好ましくは、第2混合体を、少量のエタノールまたは水で湿すことによって、この第2混合体を塊状とし、この塊状の第2混合体を平板状に圧迫成型することによって、板状体を形成する。
【0065】
ここで、第1の実施の形態による熱蛍光板状体は、放射線の3次元線量分布を取得するために、複数枚積層されて熱蛍光積層体として用いられる(詳細後述)。そして、詳細な3次元線量分布を取得可能とするためには、一例として、熱蛍光板状体の厚みを例えば2mm程度とするのが好ましい。そのために、この第3工程では、続く第4工程における熱処理によって、板状体が収縮することを考慮して、この板状体を例えば2.1mmの厚みに成型するのが好ましい。また、この第3工程では、板状体の、厚み方向に直交する面の平面形状を、例えば直径が90mm程度の円形に成型しておくのが好ましい。
【0066】
また、他の一例として、最終的に得られる熱蛍光板状体を、厚みが例えば4.0mm程度、また、厚み方向に直交する面の平面形状が、例えば一辺が84mm程度の正方形とするのが好ましい。そのために、この第3工程では、続く第4工程における熱処理によって、板状体が収縮することを考慮して、この板状体を例えば5.0mmの厚みに成型するのが好ましい。また、この第3工程では、板状体の厚み方向に直交する面の平面形状を、例えば一辺が86mm程度の正方形に成型しておくのが好ましい。
【0067】
なお、この実施の形態に係る熱蛍光板状体の製造方法では、上述した第1工程において説明した添加量で四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの各成分を混合して第1混合体を形成しているため、背景技術において説明した特願2008−306373号の製造方法とは異なり、この第3工程において板状体を形成するに当たり、粉砕体に対して第1混合体の成分と同一の、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの各成分の混合体を新たにすなわち再度混入する必要はない。
【0068】
次に、第4工程では、板状体を熱処理することによって、図1に示すような第2焼結体としての熱蛍光板状体11を形成する。
【0069】
この工程では、上述した第3工程で得た板状体を、電気炉を用いて、好ましくは870〜875℃の範囲内の温度において、空気雰囲気中で1時間熱処理する。これによって、板状体から、第2焼結体としての熱蛍光板状体11が得られる。そして、この範囲内の温度で熱処理を行うことによって、堅固でかつ加工しやすい熱蛍光板状体11を得ることができる。
【0070】
このとき、上述した第3工程において、板状体の厚みを2.1mm、また、平面形状を直径90mm程度の円形に成型しておいた場合には、第2焼結体として、厚みが2.0mm、また、平面形状が直径86mm程度の円形である熱蛍光板状体が得られる。
【0071】
また、上述した第3工程において、板状体の厚みを5.0mm、また、平面形状を一辺が86mm程度の正方形に成型しておいた場合には、第2焼結体として、厚みが4.0mm、また、平面形状が、一辺が84mm程度の正方形である熱蛍光板状体が得られる。
【0072】
なお、この製造方法によって得られた熱蛍光板状体11は、例えばダイアモンド切削器具等を用いて、裁断することが可能である。そのため、この熱蛍光板状体11は、例えば、測定する放射線の線質、線形、または用途に応じて、平面形状を適宜成型することができる。図1では、一例として熱蛍光板状体11の厚み方向に直交する面11aの平面形状を長方形に成型した場合の構成例を示している。
【0073】
また、上述した第3工程において、粉砕体に活性炭を添加しておいた場合には、この第4工程における熱処理によって、活性炭が焼失して熱蛍光板状体中に空孔が生ずる。その結果、熱蛍光板状体11は、この空孔により所望の密度、すなわち人体に近似な密度に調整される。
【0074】
この第1の実施の形態で得られた熱蛍光板状体11は、平板状の熱蛍光板状体であり、母体としての四ホウ酸リチウムと、この母体中に存在するマンガン及びアルミニウム(III)とを含む熱蛍光本体を以って構成されている。
【0075】
既に説明したように、母体に含まれるマンガンは、熱蛍光本体、すなわち熱蛍光板状体11において、発光中心として作用する。なお、この第1の実施の形態では、上述したように、第1工程において、四ホウ酸リチウムに酸化マンガン(IV)を添加することによって、母体にマンガンを含有させる。従って、この第1の実施の形態では、発光中心であるマンガンは、例えば、単体のマンガンとしてのみではなく、各種酸化数のマンガン、または熱蛍光本体に含まれるその他の物質との化合物等の状態で含まれている場合もあり得る。
【0076】
また、既に説明したように、アルミニウム(III)は、熱蛍光本体、すなわち熱蛍光板状体11の感度を高める目的で含まれている。すなわち、この熱蛍光板状体11では、母体としての四ホウ酸リチウムにアルミニウム(III)を含有させることによって、放射線が照射された熱蛍光板状体11から線量分布を取得する際、すなわち例えば、好ましくは熱蛍光板状体11を暗箱中において加熱し、被曝箇所を発光させる際に、高い発光強度で被曝箇所を発光させることができる。従って、第1の実施の形態による熱蛍光板状体では、アルミニウム(III)が含まれていない熱蛍光板状体よりも高感度で放射線の線量分布を得ることができる。
【0077】
また、アルミニウム(III)は、熱蛍光本体、すなわち熱蛍光板状体11の機械的強度を増加させる作用を呈する。その結果、この熱蛍光板状体11では、母体としての四ホウ酸リチウムにアルミニウム(III)を含有させることによって、例えば耐熱性樹脂等のバインダを用いることなく、熱蛍光本体を以って当該熱蛍光板状体11が構成されている。
【0078】
なお、この第1の実施の形態では、上述したように、第1工程において、四ホウ酸リチウムに、酸化アルミニウム(III)を添加することによって、母体にアルミニウム(III)を含有させる。従って、この第1の実施の形態では、アルミニウム(III)は、例えば、酸化アルミニウム(III)、または熱蛍光本体に含まれるその他の物質との化合物等の状態で含まれている場合もあり得る。
【0079】
また、既に説明したように、第1の実施の形態によって得られた熱蛍光板状体11の実効原子番号は、人体の実効原子番号と近似な値(7.3〜7.5の範囲内の値)に調整されている。
【0080】
さらに、第1の実施の形態では、熱蛍光板状体11の密度が、人体の筋肉組織の密度である1gcm−3と近似な値(0.9〜1.1gcm−3の範囲内の値)に調整されている。
【0081】
従って、第1の実施の形態による製造方法によって得られた熱蛍光板状体11は、線量計として用いられた場合に、種々の補正を行うことなく、得られた測定値を以って、より正確に人体に対する放射線の被曝線量に関するデータを取得することができる。なお、第1実施の形態による熱蛍光板状体11を用いて取得されたデータは、この熱蛍光板状体11と近似な実効原子番号及び密度を有する物質であれば、人体以外の物質に対する被曝線量に関するデータとして利用することもできる。
【0082】
ここで、この第1の実施の形態による熱蛍光板状体11の製造方法では、各原料の添加量を以下のように設定するのが好適である。
【0083】
すなわち、第1工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを、1:0.00036:0.0072の重量比で混合して第1混合体を形成し、この第1混合体から第1焼結体を得るのが好ましい。そして、第3工程では、このような重量比で得られた第1焼結体の粉砕体と活性炭とを1:0.16の重量比で混合して、第2混合体を形成するのが好ましい。
【0084】
このような各添加量で製造された熱蛍光板状体11では、実効原子番号が約7.46、また、密度が約1gcm−3に調整されており、実効原子番号及び密度ともに、人体に近似な値として望まれる実効原子番号7.3〜7.5の範囲及び密度1±0.10gcm−3の範囲内に収まっている熱蛍光板状体得ることができる。なお、得られた熱蛍光板状体11の実効原子番号Zeffは、例えば「福田覚、前川昌之著、放射線物理学演習(第2版)P63−64、東洋書店、2005年」等に記載されている、下式(1)から算出することができる。
【0085】
Zeff=(a1Z12.94+a2Z22.94+a3Z32.94+…)1/2.94=(ΣaiZi2.94)1/2.94 ・・・(1)
この式(1)において、a1、a2、a3、…は、化合物または混合物に含まれる各原子の原子番号Z1、Z2、Z3、…に属する電子の、全電子数に対する割合を示す。
【0086】
ここで、この出願に係る発明者は、この第1の実施の形態によって得られた熱蛍光板状体11が線量計として機能することを確認するための実験を行った。以下、図2〜4を参照して、この実験について説明する。
【0087】
この実験では、上述した製造方法によって得られた第1の実施の形態による熱蛍光板状体11に対して、この熱蛍光板状体11の厚み方向に直交する面11aを被照射面として、各々異なる箇所に互いに異なる線量のX線を照射し、それぞれの被曝箇所からの発光強度を測定した。
【0088】
まず、図2は、CCDカメラを用いて撮影した熱蛍光板状体11であり、この熱蛍光板状体11の熱蛍光時における発光の様子を示す写真である。
【0089】
既に説明したように、この図2に係る熱蛍光板状体11には、各々異なる箇所に互いに異なる線量のX線、より具体的には1Gy、2Gy、4Gy、8Gy、16Gy、及び32GyのX線をそれぞれ9keVのエネルギーで照射してある。そして、これらX線の照射後、暗箱中において390℃に熱した金属板上に各試料を設置することによって加熱し、それぞれの被曝箇所からの発光を撮影した。なお、図2では熱蛍光板状体11の写真をグレースケールで示してあるが、この写真において黒色に近い部分ほど強く発光していることを示している。
【0090】
また、図2において、21〜26の符号を付して示してある各X線の被爆箇所のうち、被爆箇所21は1GyのX線を、被爆箇所22は2GyのX線を、被爆箇所23は4GyのX線を、被爆箇所24は8GyのX線を、被爆箇所25は16GyのX線を、また、被爆箇所26は32GyのX線を照射した箇所をそれぞれ示している。
【0091】
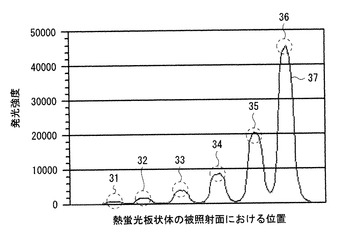
次に、図3は、この実験に用いた熱蛍光板状体11の各被爆箇所21〜26の発光強度を示す図である。図3に示す発光強度に関する曲線37は、図2に示す熱蛍光板状体11の各被爆箇所21〜26における発光に対応しており、この図3において、縦軸は発光強度の相対値を、また、横軸は図2に示す熱蛍光板状体11の被照射面における位置座標を目盛ってある。
【0092】
そして、曲線37において確認される発光強度の各ピーク31〜36のうち、ピーク31は被爆箇所21における発光強度(794)を、ピーク32は被爆箇所22(1684)における発光強度を、ピーク33は被爆箇所23における発光強度(3833)を、ピーク34は被爆箇所24における発光強度(8479)を、ピーク35は被爆箇所25における発光強度(20228)を、また、ピーク36は被爆箇所26における発光強度(44711)をそれぞれ示している。
【0093】
次に、図4は、この実験に用いた熱蛍光板状体11における発光強度と線量との関係を示す図である。この図4において、縦軸は発光強度の相対値を、また、横軸は線量(Gy)を目盛ってある。なお、図4に示す発光強度と線量との関係を示す曲線41は、図3に示す各ピーク31〜36に基づいて決定されている。すなわち、曲線41は、図3において確認された各ピーク31〜36の各発光強度と、これら各ピーク31〜36にそれぞれ対応する被爆箇所21〜26に照射されたX線の線量をプロットし、これらプロットされた各点に基づいて近似的に決定されている。
【0094】
図2〜4の結果から明らかなように、第1の実施の形態による製造方法によって得られた熱蛍光板状体11では、1Gyの線量のX線においても発光を確認することが可能であり、また、図4に示したような発光強度とX線の被爆線量との関係を示す曲線41を決定することが可能である。従って、この曲線41を検量線として参照することによって、熱蛍光板状体11の被爆箇所における発光強度から、この被爆箇所に照射されたX線の線量を実質的に、すなわち実用上支障がない値として決定することができる。そのため、この第1の実施の形態による製造方法によって得られた熱蛍光板状体11は、線量計として機能し得ることが確認された。
【0095】
従って、第1の実施の形態による熱蛍光板状体11では、放射線が照射された面に沿った、放射線の平面的な線量分布、すなわち2次元線量分布を測定することができる。
【0096】
また、この出願に係る発明者は、この第1の実施の形態によって得られた熱蛍光板状体11が、上述した特願2008−306373号による製造方法によって製造された熱蛍光板状体と、同等またはそれ以上の発光強度を有することを確認するための実験を行った。
【0097】
この実験では、第1の実施の形態による製造方法によって得られた熱蛍光板状体11の試料と、特願2008−306373号による製造方法によって得られた背景技術による熱蛍光板状体の試料とを用意した。そして、各試料に対して9keVのエネルギーで10Gyの線量のX線を照射した後、暗箱中において400℃に熱した金属板上に各試料を設置することによって加熱し、それぞれの被曝箇所からの発光強度を測定した。
【0098】
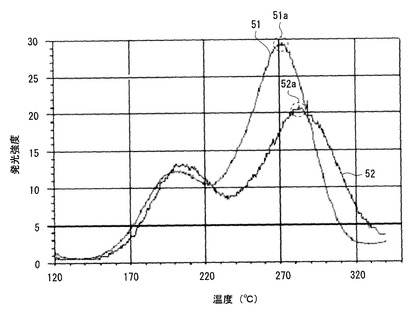
図5は、この実験の結果を示す図であり、第1の実施の形態によって得られた熱蛍光板状体11の発光強度と、背景技術による熱蛍光板状体の発光強度とを比較するための図である。この図5において、縦軸は発光強度の相対値を、また、横軸は温度(℃)を目盛ってある。
【0099】
また、図5において、曲線51は、第1の実施の形態によって得られた熱蛍光板状体11についての結果を示している。この曲線51に係る試料として、以下の条件によって形成された熱蛍光板状体を用いた。すなわち、上述した第1の実施の形態における第1工程において、555.0gの四ホウ酸リチウム、0.206gの酸化マンガン(IV)、及び4.110gの酸化アルミニウムを混合して第1混合体を形成し、また、第3工程では、20gの粉砕体及び3.6gの活性炭を混合して第2混合体を形成した。
【0100】
また、図5において、曲線52は、上述した特願2008−306373号による製造方法によって得られた背景技術による熱蛍光板状体についての結果を示している。この曲線52に係る試料として、以下の条件によって形成された熱蛍光板状体を用いた。すなわち、上述した特願2008−306373号に係る製造方法の第1工程において、四ホウ酸リチウムに対して0.036wt%の酸化マンガン(IV)及び0.4wt%の酸化アルミニウムを混合して第1混合体を形成し、また、第3工程において、四ホウ酸リチウムに対して0.036wt%の酸化マンガン(IV)、2.0wt%の酸化アルミニウム、及び6.0wt%の酸化ホウ素を混合して第2混合体を形成し、さらに、第4工程において、第1混合体及び第2混合体を9:1の重量比で混合した混合体に対して18wt%の活性炭を添加して第3混合体を形成した。
【0101】
ここで、曲線52に係る背景技術による熱蛍光板状体において、酸化ホウ素を添加した理由を以下に説明する。
【0102】
熱蛍光本体の発光強度は、アルミニウム(III)の含有量に比例して増加するが、過剰に添加した場合には発光強度が低下する。すなわち、熱蛍光本体の発光強度を増加するための、アルミニウム(III)の含有量には最適値が存在する。
【0103】
これに対して、熱蛍光本体の機械的強度は、アルミニウム(III)の含有量に対して、単純に比例して増加する。
【0104】
従って、熱蛍光板状体の機械的強度をより増加させるために、高い含有量でアルミニウム(III)を含有させ、その結果として、上述した最適値を超えた場合には、発光強度を増加させる効果を効率良く得ることができない。
【0105】
そこで、特願2008−306373号に係る発明者は、熱蛍光板状体の機械的強度をより増加させる目的で、より大きな含有量でアルミニウム(III)を添加しつつ、かつ発光強度を低下させないために、母体である四ホウ酸リチウムに、酸化ホウ素を含有させることが有効であることを見出した。すなわち、母体に酸化ホウ素を含有させることによって、上述した、発光強度を増加させるための最適値が大きくなることを確認した。
【0106】
そのため、曲線52に係る背景技術で説明した特願2008−306373号の熱蛍光板状体では、このような機械的強度をより増加させつつ、良好な発光強度を得るために、熱蛍光板状体に酸化ホウ素を含有させてある。
【0107】
図5の結果から、第1の実施の形態による製造方法によって得られた熱蛍光板状体11では、270℃付近において発光強度にピーク51aが現れている。また、特願2008−306373号による熱蛍光板状体では、285℃付近において発光強度にピーク52aが現れている。そして、これらピーク51a及びピーク52aを比較すると、明らかに第1の実施の形態による製造方法によって得られた熱蛍光板状体11の方が、特願2008−306373号による熱蛍光板状体と比して高い発光強度を示していることが分かる。
【0108】
従って、この結果から、第1の実施の形態の製造方法では、上述した特願2008−306373号による製造方法を用いて製造した場合と比して、少なくとも同等またはそれよりも大きい発光強度を有する熱蛍光板状体11を製造できることが確認できた。
【0109】
このように、第1の実施の形態による熱蛍光板状体の製造方法では、特願2008−306373号による製造方法と比してより簡易かつ安価に、すなわち上述した第3工程において、粉砕体に四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を新たに混入することなく、特願2008−306373号による熱蛍光板状体と同等またはそれよりも大きい発光強度を有する熱蛍光光板状体を製造することができる。
【0110】
〈第2の実施の形態〉
第2の実施の形態では、放射線の3次元線量分布を取得することができる線量計として、上述した第1の実施の形態による熱蛍光板状体が、複数枚積層されて形成されている熱蛍光積層体の製造方法、及びこの製造方法を用いて製造された熱蛍光積層体について説明する。
【0111】
この製造方法は、第1工程及び第2工程を含んでいる。以下、第1工程から順に各工程につき説明する。
【0112】
図6(A)及び(B)は、この発明の第2の実施の形態による熱蛍光積層体の製造方法を説明する工程図である。これらの各図は、それぞれ、各製造段階で得られた構造体を概略的な斜視図で示してある。
【0113】
まず、第1工程では、図6(A)に示すように、上述した熱蛍光板状体の製造方法を用いて製造された熱蛍光板状体11を複数枚用意する。
【0114】
この第2の実施の形態では、製造する熱蛍光積層体を構成する複数の熱蛍光板状体として、上述した第1の実施の形態による熱蛍光板状体11を用いる。これら第1の実施の形態による各熱蛍光板状体11は、上述したように、熱蛍光本体の実効原子番号及び密度が、人体に近似な値に調整されている。また、第1の実施の形態では、各熱蛍光板状体11の厚みを、例えば2〜4mm程度とする。そして、この第1工程において用意する熱蛍光板状体11の数、及び積層面11a、すなわち厚み方向に直交する面11aの平面形状を、例えば、測定する放射線の線質、線形、または用途に応じて、適宜設定しておく。既に説明したように、第1の実施の形態による熱蛍光板状体11は、例えばダイアモンド切削器具等によって裁断することが可能であるため、第2の実施の形態では、予め積層面11aの平面形状を、測定する放射線に応じて適宜成型しておく。なお、図6(A)では、各熱蛍光板状体11の積層面11aの平面形状を長方形とした場合の構成例を示している。
【0115】
次に、第2工程では、複数枚の熱蛍光板状体11を積層することによって、熱蛍光積層体13を形成して図6(B)に示すような構造体を得る。
【0116】
第2の実施の形態では、第1工程において用意した複数の熱蛍光板状体11を、接着剤を用いることなく、各熱蛍光板状体11の積層面11aを重ね合わせて、順次積層させる。
【0117】
なお、この第2の実施の形態では、仮に、用意した各熱蛍光板状体11、すなわち第1の実施の形態によって得た各熱蛍光板状体11の密度が、人体に近似な値、すなわち1±0.10gcm−3の範囲から大きく外れている場合には、この第2工程において、各熱蛍光板状体11間に、例えば平板状のスペーサを挟み込むことによって、熱蛍光積層体13全体の密度を1±0.10gcm−3の範囲内に調整してもよい。
【0118】
このように製造された第2の実施の形態による熱蛍光積層体13は、上述した第1の実施の形態による製造方法によって得られた熱蛍光板状体11が、複数枚積層されて形成されている。
【0119】
既に説明したように、第1の実施の形態による熱蛍光板状体11は、放射線が照射された面に沿った、放射線の平面的な線量分布、すなわち2次元線量分布を測定することができる。従って、熱蛍光板状体11を複数枚用意し、これらを重ね合わせた積層体に対して放射線を照射することによって、各熱蛍光板状体11からそれぞれ放射線の2次元線量分布を測定することができる。このとき、各熱蛍光板状体11からは、これら各熱蛍光板状体11の被曝位置、及びこれら被曝位置における放射線の強度及び線形に対応した熱蛍光の光強度分布を以って、2次元線量分布がそれぞれ測定される。従って、各2次元線量分布を重ね合わせることによって、積層体に照射された放射線の立体的な、すなわち3次元線量分布を測定することができる。
【0120】
また、既に説明したように、上述した第1の実施の形態による熱蛍光板状体11は、実効原子番号のみならず、密度についても、人体に近似な値に設定されている。従って、第2の実施の形態による熱蛍光積層体13を線量計として用いた場合には、種々の補正を行うことなく、得られた測定値を以って、より正確に、人体に対する放射線の被曝線量に関するデータを取得することができる。なお、第2の実施の形態による熱蛍光積層体13を用いて取得されたデータは、第1の実施の形態による熱蛍光板状体11と近似な実効原子番号を有する物質であれば、人体以外の物質に対する被曝線量に関するデータとして利用することもできる。
【0121】
また、第1の実施の形態による熱蛍光板状体11は、アルミニウム(III)を含有しているため、発光強度及び機械的強度に優れている。従って、この第1の実施の形態による熱蛍光板状体11によって構成されている、第2の実施の形態による熱蛍光積層体13は、放射線の3次元線量分布を高感度で取得することが可能であり、かつ良好な機械的強度を有している。
【0122】
また、第1の実施の形態による熱蛍光板状体11は、保存及び品質管理が容易であり、かつ使用に際しての特別な設備を必要とせず、さらに繰り返し使用することが可能である。従って、この第1の実施の形態による熱蛍光板状体11によって構成されている、第2の実施の形態による熱蛍光積層体13は、3次元線量分布を取得する線量計として使用でき、かつ上述したポリマーゲル線量計と比して、コストの低減及び汎用性において有利であるといえる。
【符号の説明】
【0123】
11:熱蛍光板状体
13:熱蛍光積層体
【技術分野】
【0001】
この発明は、放射線の3次元線量分布を取得するための熱蛍光積層体、熱蛍光板状体、熱蛍光積層体の製造方法、熱蛍光板状体の製造方法、及び熱蛍光積層体の使用方法に関する。
【背景技術】
【0002】
周知の通り、近年の放射線治療では、放射線として例えば硬X線、電子線、または加速粒子線等を、照射する放射線の形状及び線量の大小を適宜設定して照射する、3次元原体照射(3D−CRT)や強度変調放射線治療(IMRT)などの、高度な定位放射線照射が注目されている(例えば、非特許文献1参照)。これらの治療方法では、例えば治療計画装置を利用して放射線の照射位置や範囲、または出力等の種々のパラメータを設定して、放射線の照射を行う。これによって、例えば、病巣に近接する重要な臓器を避けて、病巣のみに高線量で放射線を与える等の、精密な治療を実現させる努力がなされている。従って、このような放射線治療では、上述した各種パラメータを好適な値に決定することが重要である。そして、照射装置自体の機械的精度、装置が具える各種フィルタや線幅拡大器等の管理には、高い精度が求められる。
【0003】
そこで、このような放射線治療では、実施に際して、治療に用いる放射線の線量測定を行うことによって、上述した各種パラメータ値の決定や精度の検証を行う必要がある。特に、放射線を照射すべき病巣近傍における、放射線の立体的な線量分布に関しては、多くの経験的なデータを得る必要がある。そのために、従来から、ポリマーゲル線量計を用いて、治療に用いる放射線の立体的な線量分布、すなわち3次元線量分布の測定が行われている(例えば、非特許文献1参照)。
【0004】
ところで、人体に対する放射線の影響に関するデータを取得する場合には、人体を構成する生体組織と組織等価な、すなわち実効原子番号が同程度である線量計を利用して測定するのが望ましい。このような人体と組織等価な線量計として、シート状、すなわち平板状の熱蛍光板状体が周知である(例えば、特許文献1参照)。
【0005】
この熱蛍光板状体は、例えば四ホウ酸リチウム等を母体とし、この母体に発光中心としてのマンガンやテルビウムが添加されて構成されている、熱蛍光性物質、すなわち熱蛍光本体を含有している。これによって、この熱蛍光本体の実効原子番号は、人体の実効原子番号に近似な値とされている。そして、熱蛍光板状体は、この熱蛍光本体と、バインダとして機能する耐熱性樹脂とから構成されている。
【0006】
このように、人体と組織等価に調整された熱蛍光板状体では、放射線が照射された場合に、例えば光電作用、コンプトン効果、電子対生成作用等の作用が、人体と同程度に生じる。従って、このような熱蛍光板状体を線量計として用いた場合には、種々の補正を行うことなく、得られた測定値を以って、人体に対する放射線の被曝線量に関するデータを取得することができる。
【0007】
この特許文献1に開示の熱蛍光板状体は、既に説明したようにシート状、すなわち平板状の板状体である。そして、この熱蛍光板状体に対して放射線を照射し、その後、加熱することによって、熱蛍光板状体の被曝箇所に発生する熱蛍光の、放射線が照射された面に沿った光強度分布に関する情報が得られる。そして、周知の通り、熱蛍光の光強度と、被曝線量には一定の対応関係がある。従って、この得られた光強度分布の情報を以って、放射線が照射された面に沿った、放射線の平面的な被曝線量分布(以下、単に線量分布とも称する)、すなわち2次元線量分布を取得することができるとされている。
【0008】
しかしながら、上述したポリマーゲル線量計は、非可逆的な線量計であるため、一つのポリマーゲル線量計で一度の測定しか行うことができない。また、ポリマーゲル線量計は、品質保証期間が短く、保存及び品質を管理することが困難である。
【0009】
これに対して、熱蛍光板状体は、上述したポリマーゲル線量計と比して、保存及び品質管理が容易であり、かつ使用に際しての設備が簡易である。また、ポリマーゲル線量計とは異なり、熱蛍光板状体は、一つの熱蛍光板状体で繰り返し測定を行うことが可能である。そのため、これらの利点から、熱蛍光板状体は、ポリマーゲル線量計と比して、コストの低減及び汎用性において有利な線量計であるといえる。
【0010】
しかしながら、この熱蛍光板状体は、上述したように、放射線が照射された面における、放射線の2次元線量分布を測定することしかできない。そのため、この熱蛍光板状体では、放射線の3次元線量分布を測定することができず、上述した放射線治療の各種パラメータを設定するための十分なデータを得ることができないという課題があった。
【0011】
そこで、この出願の発明者は、先に、他の発明者と共同して、上述したような課題に鑑み、熱蛍光板状体を利用した線量計であって、かつ放射線の3次元線量分布を取得することができる線量計として、熱蛍光板状体を立体的に積層した熱蛍光積層体につき提案した(特願2008−306373号)。
【0012】
この特願2008−306373号においては、熱蛍光積層体を、熱蛍光板状体が複数枚積層されて形成されたものとしている。そして、この積層体に放射線照射を行えば、放射線の3次元線量分布を得ることができることを説明している。
【0013】
より詳細に説明すれば、このような熱蛍光積層体に対する放射線照射後に、それぞれの熱蛍光板状体にバラしてから、各熱蛍光板状体を加熱する。そして、各熱蛍光板状体から、この加熱により発生する熱蛍光の光強度分布を取得する。既に説明したように、熱蛍光の光強度と被曝線量とには一定の対応関係があるため、取得された光強度分布情報を以って、実質的な線量分布情報を得ることができる。そして、これら得られた各線量分布情報を、元の熱蛍光積層体に照射した放射線の線量分布情報として復元すれば、立体的な、すなわち3次元線量分布を取得できることを説明した。
【0014】
また、上述した特願2008−306373号では、熱蛍光積層体を構成する熱蛍光板状体にアルミニウム(III)を含有させることによって、アルミニウム(III)非含有の場合と比して、熱蛍光板状体を高い発光強度で発光させることができること、及び機械的強度を増強できることを説明した。
【0015】
さらに、この特願2008−306373号によれば、アルミニウム(III)含有の熱蛍光板状体を、例えば以下のような製造方法を用いて形成している。
【0016】
すなわち、まず、第1工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第1混合体を形成する。
【0017】
次に、第2工程では、第1混合体を熱処理することによって第1焼結体を形成し、第1焼結体を粉砕して粉砕体にする。
【0018】
次に、第3工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第2混合体を得る。
【0019】
次に、第4工程では、粉砕体と第2混合体と活性炭とを混合し、しかる後、この混合して得られた第3混合体を平板状に圧迫成型することによって板状体を形成する。
【0020】
次に、第5工程では、板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する。
【0021】
以上の工程を経て熱蛍光板状体を形成することによって、母体としての四ホウ酸リチウムと、この母体中に存在する発光中心としてのマンガン及びアルミニウム(III)とを含む熱蛍光板状体を形成することができる。
【0022】
一方、上述の特願2008−306373号の発明に係る発明者らは、この特願2008−306373号の出願後に、第56回応用物理学関係連合講演会(2009年3月30日−4月2日、筑波大学筑波キャンパス)において、熱蛍光板状体にアルミニウム(III)を含有させることによって、熱蛍光板状体の発光強度を増強させることが可能である点について発表している(例えば非特許文献2参照)。
【先行技術文献】
【特許文献】
【0023】
【特許文献1】特開昭61−269100号公報
【非特許文献】
【0024】
【非特許文献1】日本放射線技術学会雑誌 第58巻第6号 「IMRT(強度変調放射線治療)における線量検証」2002年6月 p.761〜772
【非特許文献2】第56回応用物理学関係連合講演会講演予稿集、p.179、講演番号1a−ZC−9「熱ルミネセンス素子Li2B4O7系の高感度化」2009年3月 冨澤祐司、眞正浄光、漆山秋雄
【発明の概要】
【発明が解決しようとする課題】
【0025】
ところで、この出願に係る発明者は、特願2008−306373号に記載した技術の改良を図る研究を鋭意行ったところ、熱蛍光板状体を構成する各材料の添加量を調整することによって、上述した第2混合体を用意することなく、すなわち上述した第4工程において、粉砕体に対して新たに四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を混入することなく板状体を形成しても、上述したアルミニウム(III)含有の熱蛍光板状体を形成できることを見出した。
【0026】
そこで、この発明の目的は、上述したアルミニウム(III)含有の熱蛍光板状体、及びこの熱蛍光板状体を利用することによって、放射線の3次元線量分布を取得することが可能である熱蛍光積層体の製造方法であって、特願2008−306373号で提案した技術と比してより簡易かつ安価な熱蛍光板状体及び熱蛍光積層体の製造方法を提供することにある。
【課題を解決するための手段】
【0027】
上述の目的を達成するために、この発明の第1の要旨による熱蛍光板状体の製造方法は、以下の第1工程から第4工程までの各工程を含んでいる。
【0028】
すなわち、まず、第1工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第1混合体を形成する。
【0029】
次に、第2工程では、第1混合体を熱処理することによって第1焼結体を形成し、第1焼結体を粉砕して粉砕体にする。
【0030】
次に、第3工程では、粉砕体を平板状に圧迫成型することによって板状体を形成する。
【0031】
次に、第4工程では、板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する。
【0032】
また、この発明の第2の要旨による熱蛍光積層体の製造方法は、以下の第1工程及び第2工程の各工程を含んでいる。
【0033】
まず、第1工程では、上述した第1の要旨による熱蛍光板状体を用いて製造された熱蛍光板状体を複数枚用意する。
【0034】
次に、第2工程では、これら複数枚の熱蛍光板状体を積層することによって、熱蛍光積層体を形成する。
【0035】
また、この発明の第3の要旨による熱蛍光板状体は、上述した第1の要旨による熱蛍光板状体の製造方法を用いて製造されている。
【0036】
また、この発明の第4の要旨による熱蛍光積層体は、上述した第3の要旨による熱蛍光板状体が、複数枚積層されて形成されている。
【発明の効果】
【0037】
この発明の第1の要旨による熱蛍光板状体の製造方法では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合する工程と、この混合によって得られた第1混合体を熱処理することによりまず第1焼結体、次いで第2焼結体とする工程とを行うことによって、第3工程において、粉砕体に四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を新たに混入することなく、アルミニウム(III)含有の熱蛍光光板状体を製造することができるので、製法が簡易かつ安価となる。
【0038】
また、第1の要旨による熱蛍光板状体の製造方法では、第1混合物の材料として酸化アルミニウムを混合することによって、製造される熱蛍光板状体、すなわち第3の要旨による熱蛍光板状体において母体となる四ホウ酸リチウムにアルミニウム(III)を含有させることができる。その結果、熱蛍光板状体を高い発光強度で発光させることができる。従って、より高感度で放射線の線量分布を得ることができる。
【0039】
さらに、第1の要旨による熱蛍光板状体の製造方法では、母体となる四ホウ酸リチウムにアルミニウム(III)を含有させることによって、製造される熱蛍光板状体、すなわち第3の要旨による熱蛍光板状体の機械的強度を増加することができる。
【0040】
また、この発明の第2の要旨による熱蛍光積層体の製造方法では、上述した第1の要旨による製造方法を用いて製造された熱蛍光板状体を複数枚積層することによって、放射線の3次元線量分布を取得可能な熱蛍光積層体を得ることができる。
【0041】
すなわち、第2の要旨による熱蛍光積層体の製造方法により製造された熱蛍光積層体、すなわち第4の要旨による熱蛍光積層体は、上述した第1の要旨の製造方法を用いて製造された熱蛍光板状体が、複数枚積層されることによって形成されている。既に説明したように、光強度と線量とは一定の対応関係があることは周知であり、この関係を前提とすると、第1の要旨による製造方法によって製造された熱蛍光板状体は、この熱蛍光板状体の、放射線が照射された面(被照射面)に沿った、放射線の平面的な線量分布、すなわち放射線の被照射面を含む面内の2次元線量分布を測定することができる。従って、第2の要旨による熱蛍光積層体の製造方法により製造された熱蛍光積層体、すなわち第4の要旨による熱蛍光積層体では、この熱蛍光積層体が放射線で照射されたとき、その後にこの熱蛍光積層体を構成する各熱蛍光板状体を加熱して、各熱蛍光板状体から発生する熱蛍光の光強度分布から、それぞれ放射線の2次元線量分布を得ることができる。このとき、2次元線量分布として、各熱蛍光板状体の、これら熱蛍光板状体の積層方向に直交する面、すなわち積層面に沿った各2次元線量分布を取得する。そして、得られた各2次元線量分布を、各熱蛍光板状体の積層方向に、積層順に順次重ね合わせることによって、熱蛍光積層体に対応する、照射された放射線の3次元線量分布を取得することができる。
【0042】
従って、第2の要旨による熱蛍光積層体の製造方法により製造された熱蛍光積層体、すなわち第4の要旨による熱蛍光積層体は、熱蛍光板状体によって構成された、製造コストの低減及び汎用性において有利な線量計であり、かつ放射線の3次元線量分布を取得する線量計として使用することができる。
【0043】
さらに、既に説明したように、第1の要旨によって製造された熱蛍光板状体は、放射線に対して、高感度な線量分布が得られ、かつ良好な機械的強度を有している。従って、この熱蛍光板状体によって構成されている、第4の要旨による熱蛍光積層体は、高感度で放射線の3次元線量分布を取得することができるとともに、良好な機械的強度を有している。
【図面の簡単な説明】
【0044】
【図1】この発明の第1の実施の形態による熱蛍光板状体の製造方法を説明する図であり、この製造方法において得られる熱蛍光板状体を示す斜視図である。
【図2】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体の熱蛍光時における発光の様子を示す写真である。
【図3】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体の被爆箇所の発光強度を示す図である。
【図4】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体における発光強度と線量との関係を示す図である。
【図5】この発明の第1の実施の形態による製造方法によって製造された熱蛍光板状体の発光強度と、特願2008−306373号による熱蛍光板状体の発光強度とを比較するための図である。
【図6】(A)及び(B)は、この発明の第2の実施の形態による熱蛍光積層体の製造方法を説明する工程図である。
【発明を実施するための形態】
【0045】
以下、図面を参照して、この発明の好適な実施の形態について説明する。なお、図1及び図6は、この発明が理解できる程度に、各構成要素の形状、大きさ、及び配置関係を概略的に示してあるに過ぎない。また、以下に説明する実施の形態は、単なる好適例にすぎず、従って、この発明の構成は、以下に説明する図示の構成例のみに何ら限定されるものではなく、この発明の範囲を逸脱することなく、多くの変形や変更を行い得ることが明らかである。
【0046】
〈第1の実施の形態〉
第1の実施の形態では、母体としての四ホウ酸リチウムと、この母体中に存在するマンガン及びアルミニウム(III)とを含む熱蛍光板状体の製造方法、及びこの製造方法を用いて製造された熱蛍光板状体について説明する。
【0047】
この製造方法は、第1工程から第4工程までを含んでいる。以下、第1工程から順に各工程につき説明する。
【0048】
図1は、この発明の第1の実施の形態による熱蛍光板状体の製造方法を説明する図であり、この製造方法における第4工程で得られる構造体、すなわちこの製造方法において得られる熱蛍光板状体を示す斜視図である。
【0049】
まず、第1工程では、四ホウ酸リチウム(Li2B4O7)、酸化マンガン(IV)(MnO2)、及び酸化アルミニウム(Al2O3)を混合して第1混合体を形成する。
【0050】
四ホウ酸リチウムは、製造される熱蛍光板状体において、熱蛍光本体の母体となる。また、酸化マンガン(IV)に含まれるマンガンは、製造される熱蛍光板状体の発光中心として作用する。また、酸化アルミニウムに含まれるアルミニウム(III)は、製造される熱蛍光板状体の発光強度及び機械的強度を増加させる目的、及び続く第2工程において、第1焼結体を得るための熱処理の温度、すなわち焼成温度を低下する目的で添加される。
【0051】
ここで、この第1の実施の形態において製造する熱蛍光板状体は、主に放射線治療に用いる放射線の人体に対する影響を検証するために、放射線の線量を測定する目的で用いられる。既に説明したように、人体に対する放射線の影響に関するデータを取得する場合には、人体を構成する生体組織と組織等価な、すなわち実効原子番号が同程度である線量計を利用して測定が行われる。そして、人体の筋肉組織の実効原子番号は、7.42程度である(例えば、「医療科学社 改訂版 放射線計測学 日本放射線技術学会監修 P.136(ファイルNo.1−2)」参照)。
【0052】
そこで、第1の実施の形態では、熱蛍光板状体の実効原子番号を人体の実効原子番号と近似な値に調整するのが好ましい。より具体的には、実効原子番号の算出方法や、その決定時のバラツキを考慮すると、第1の実施の形態による熱蛍光板状体を、実効原子番号が7.3〜7.5程度までの範囲内の値に調整するのが好ましい。
【0053】
そのために、この第1の実施の形態では、人体に近似な実効原子番号を有し、かつ機械的強度に優れ、さらに、高感度に線量分布を得られる熱蛍光板状体を得るために、この第1工程において、1molの四ホウ酸リチウムに対して、0.03〜0.16wt%の範囲内の割合、より好ましくは0.037wt%の割合で酸化マンガン(IV)を、及び0.6〜3.6wt%の範囲内の割合、より好ましくは0.72wt%の割合で酸化アルミニウムを、それぞれ添加することによって第1混合体を形成するのが好ましい。
【0054】
また、この第1工程では、第1混合体を形成するために、これら四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを粉砕して混合する。
【0055】
次に、第2工程では、第1混合体を熱処理することによって第1焼結体を形成し、しかる後、この第1焼結体を粉砕して粉砕体にする。
【0056】
第1の実施の形態では、この第2工程における熱処理に際して、まず、上述した第1工程によって得た第1混合体を、好ましくは、少量のエタノールで湿すことによって、この第1混合体を塊状とし、乾燥固化するのがよい。
【0057】
しかる後、この第1混合体を、電気炉を用いて、好ましくは870〜915℃、より好ましくは890℃の空気雰囲気中で1時間熱処理する。これによって、第1混合体から第1焼結体が得られる。そして、この第1焼結体を粉砕することによって、この第1焼結体から粉砕体を得る。
【0058】
次に、第3工程では、第2工程で得た粉砕体を平板状に圧迫成型することによって板状体を形成する。
【0059】
ここで、この第1の実施の形態では、製造される熱蛍光板状体を、人体を構成する生体組織と近似な物性を有する線量計とするために、上述した実効原子番号のみならず、熱蛍光板状体の密度についても人体と近似な値に調整する。より具体的には、第1の実施の形態では、熱蛍光本体の密度を、人体の筋肉組織の密度である1gcm−3と近似な値に調整するのが好ましい。
【0060】
そこで、この第3工程では、密度を調整する目的で、圧迫成型する前に、粉砕体を活性炭と混合することによって第2混合体を形成しておくのが好ましい。そして、この第2混合体を平板状に圧迫成型することによって板状体を形成するのが好ましい。
【0061】
このように、第2混合体を形成し、この第2混合体から板状体を形成することによって、続く第4工程における熱処理において、この板状体から活性炭が焼失する。得られる熱蛍光板状体を所望の密度に調整する。その結果、製造される熱蛍光板状体中において、この活性炭が焼失した部分に空孔が生ずる。従って、熱蛍光板状体中において、この空孔が占有する割合を調整することによって、この第1の実施の形態では、熱蛍光板状体を所望の密度、すなわち人体に近似な密度に調整することができる。
【0062】
そして、この第1の実施の形態では、人体に近似な密度の熱蛍光板状体を得るために、粉砕体に対して多くとも0.19倍の重量比で活性炭を混合することによって、第2混合体を形成するのが好ましい。より好適には、粉砕体及び活性炭を、1:0.16の重量比で混合することによって、第2混合体を形成するのが好ましい。
【0063】
また、この第3工程では、第2混合体を得るに際して、より好ましくは、予め第1焼結体の粉砕体を、メッシュ篩を用いて粒度を均一にしておくのがよい。これによって、製造される熱蛍光板状体に、発光強度のムラが生じるのを防止する。そして、この粒度を均一とした粉砕体と活性炭とを混合して第2混合体を得る。
【0064】
さらに、好ましくは、第2混合体を、少量のエタノールまたは水で湿すことによって、この第2混合体を塊状とし、この塊状の第2混合体を平板状に圧迫成型することによって、板状体を形成する。
【0065】
ここで、第1の実施の形態による熱蛍光板状体は、放射線の3次元線量分布を取得するために、複数枚積層されて熱蛍光積層体として用いられる(詳細後述)。そして、詳細な3次元線量分布を取得可能とするためには、一例として、熱蛍光板状体の厚みを例えば2mm程度とするのが好ましい。そのために、この第3工程では、続く第4工程における熱処理によって、板状体が収縮することを考慮して、この板状体を例えば2.1mmの厚みに成型するのが好ましい。また、この第3工程では、板状体の、厚み方向に直交する面の平面形状を、例えば直径が90mm程度の円形に成型しておくのが好ましい。
【0066】
また、他の一例として、最終的に得られる熱蛍光板状体を、厚みが例えば4.0mm程度、また、厚み方向に直交する面の平面形状が、例えば一辺が84mm程度の正方形とするのが好ましい。そのために、この第3工程では、続く第4工程における熱処理によって、板状体が収縮することを考慮して、この板状体を例えば5.0mmの厚みに成型するのが好ましい。また、この第3工程では、板状体の厚み方向に直交する面の平面形状を、例えば一辺が86mm程度の正方形に成型しておくのが好ましい。
【0067】
なお、この実施の形態に係る熱蛍光板状体の製造方法では、上述した第1工程において説明した添加量で四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの各成分を混合して第1混合体を形成しているため、背景技術において説明した特願2008−306373号の製造方法とは異なり、この第3工程において板状体を形成するに当たり、粉砕体に対して第1混合体の成分と同一の、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの各成分の混合体を新たにすなわち再度混入する必要はない。
【0068】
次に、第4工程では、板状体を熱処理することによって、図1に示すような第2焼結体としての熱蛍光板状体11を形成する。
【0069】
この工程では、上述した第3工程で得た板状体を、電気炉を用いて、好ましくは870〜875℃の範囲内の温度において、空気雰囲気中で1時間熱処理する。これによって、板状体から、第2焼結体としての熱蛍光板状体11が得られる。そして、この範囲内の温度で熱処理を行うことによって、堅固でかつ加工しやすい熱蛍光板状体11を得ることができる。
【0070】
このとき、上述した第3工程において、板状体の厚みを2.1mm、また、平面形状を直径90mm程度の円形に成型しておいた場合には、第2焼結体として、厚みが2.0mm、また、平面形状が直径86mm程度の円形である熱蛍光板状体が得られる。
【0071】
また、上述した第3工程において、板状体の厚みを5.0mm、また、平面形状を一辺が86mm程度の正方形に成型しておいた場合には、第2焼結体として、厚みが4.0mm、また、平面形状が、一辺が84mm程度の正方形である熱蛍光板状体が得られる。
【0072】
なお、この製造方法によって得られた熱蛍光板状体11は、例えばダイアモンド切削器具等を用いて、裁断することが可能である。そのため、この熱蛍光板状体11は、例えば、測定する放射線の線質、線形、または用途に応じて、平面形状を適宜成型することができる。図1では、一例として熱蛍光板状体11の厚み方向に直交する面11aの平面形状を長方形に成型した場合の構成例を示している。
【0073】
また、上述した第3工程において、粉砕体に活性炭を添加しておいた場合には、この第4工程における熱処理によって、活性炭が焼失して熱蛍光板状体中に空孔が生ずる。その結果、熱蛍光板状体11は、この空孔により所望の密度、すなわち人体に近似な密度に調整される。
【0074】
この第1の実施の形態で得られた熱蛍光板状体11は、平板状の熱蛍光板状体であり、母体としての四ホウ酸リチウムと、この母体中に存在するマンガン及びアルミニウム(III)とを含む熱蛍光本体を以って構成されている。
【0075】
既に説明したように、母体に含まれるマンガンは、熱蛍光本体、すなわち熱蛍光板状体11において、発光中心として作用する。なお、この第1の実施の形態では、上述したように、第1工程において、四ホウ酸リチウムに酸化マンガン(IV)を添加することによって、母体にマンガンを含有させる。従って、この第1の実施の形態では、発光中心であるマンガンは、例えば、単体のマンガンとしてのみではなく、各種酸化数のマンガン、または熱蛍光本体に含まれるその他の物質との化合物等の状態で含まれている場合もあり得る。
【0076】
また、既に説明したように、アルミニウム(III)は、熱蛍光本体、すなわち熱蛍光板状体11の感度を高める目的で含まれている。すなわち、この熱蛍光板状体11では、母体としての四ホウ酸リチウムにアルミニウム(III)を含有させることによって、放射線が照射された熱蛍光板状体11から線量分布を取得する際、すなわち例えば、好ましくは熱蛍光板状体11を暗箱中において加熱し、被曝箇所を発光させる際に、高い発光強度で被曝箇所を発光させることができる。従って、第1の実施の形態による熱蛍光板状体では、アルミニウム(III)が含まれていない熱蛍光板状体よりも高感度で放射線の線量分布を得ることができる。
【0077】
また、アルミニウム(III)は、熱蛍光本体、すなわち熱蛍光板状体11の機械的強度を増加させる作用を呈する。その結果、この熱蛍光板状体11では、母体としての四ホウ酸リチウムにアルミニウム(III)を含有させることによって、例えば耐熱性樹脂等のバインダを用いることなく、熱蛍光本体を以って当該熱蛍光板状体11が構成されている。
【0078】
なお、この第1の実施の形態では、上述したように、第1工程において、四ホウ酸リチウムに、酸化アルミニウム(III)を添加することによって、母体にアルミニウム(III)を含有させる。従って、この第1の実施の形態では、アルミニウム(III)は、例えば、酸化アルミニウム(III)、または熱蛍光本体に含まれるその他の物質との化合物等の状態で含まれている場合もあり得る。
【0079】
また、既に説明したように、第1の実施の形態によって得られた熱蛍光板状体11の実効原子番号は、人体の実効原子番号と近似な値(7.3〜7.5の範囲内の値)に調整されている。
【0080】
さらに、第1の実施の形態では、熱蛍光板状体11の密度が、人体の筋肉組織の密度である1gcm−3と近似な値(0.9〜1.1gcm−3の範囲内の値)に調整されている。
【0081】
従って、第1の実施の形態による製造方法によって得られた熱蛍光板状体11は、線量計として用いられた場合に、種々の補正を行うことなく、得られた測定値を以って、より正確に人体に対する放射線の被曝線量に関するデータを取得することができる。なお、第1実施の形態による熱蛍光板状体11を用いて取得されたデータは、この熱蛍光板状体11と近似な実効原子番号及び密度を有する物質であれば、人体以外の物質に対する被曝線量に関するデータとして利用することもできる。
【0082】
ここで、この第1の実施の形態による熱蛍光板状体11の製造方法では、各原料の添加量を以下のように設定するのが好適である。
【0083】
すなわち、第1工程では、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを、1:0.00036:0.0072の重量比で混合して第1混合体を形成し、この第1混合体から第1焼結体を得るのが好ましい。そして、第3工程では、このような重量比で得られた第1焼結体の粉砕体と活性炭とを1:0.16の重量比で混合して、第2混合体を形成するのが好ましい。
【0084】
このような各添加量で製造された熱蛍光板状体11では、実効原子番号が約7.46、また、密度が約1gcm−3に調整されており、実効原子番号及び密度ともに、人体に近似な値として望まれる実効原子番号7.3〜7.5の範囲及び密度1±0.10gcm−3の範囲内に収まっている熱蛍光板状体得ることができる。なお、得られた熱蛍光板状体11の実効原子番号Zeffは、例えば「福田覚、前川昌之著、放射線物理学演習(第2版)P63−64、東洋書店、2005年」等に記載されている、下式(1)から算出することができる。
【0085】
Zeff=(a1Z12.94+a2Z22.94+a3Z32.94+…)1/2.94=(ΣaiZi2.94)1/2.94 ・・・(1)
この式(1)において、a1、a2、a3、…は、化合物または混合物に含まれる各原子の原子番号Z1、Z2、Z3、…に属する電子の、全電子数に対する割合を示す。
【0086】
ここで、この出願に係る発明者は、この第1の実施の形態によって得られた熱蛍光板状体11が線量計として機能することを確認するための実験を行った。以下、図2〜4を参照して、この実験について説明する。
【0087】
この実験では、上述した製造方法によって得られた第1の実施の形態による熱蛍光板状体11に対して、この熱蛍光板状体11の厚み方向に直交する面11aを被照射面として、各々異なる箇所に互いに異なる線量のX線を照射し、それぞれの被曝箇所からの発光強度を測定した。
【0088】
まず、図2は、CCDカメラを用いて撮影した熱蛍光板状体11であり、この熱蛍光板状体11の熱蛍光時における発光の様子を示す写真である。
【0089】
既に説明したように、この図2に係る熱蛍光板状体11には、各々異なる箇所に互いに異なる線量のX線、より具体的には1Gy、2Gy、4Gy、8Gy、16Gy、及び32GyのX線をそれぞれ9keVのエネルギーで照射してある。そして、これらX線の照射後、暗箱中において390℃に熱した金属板上に各試料を設置することによって加熱し、それぞれの被曝箇所からの発光を撮影した。なお、図2では熱蛍光板状体11の写真をグレースケールで示してあるが、この写真において黒色に近い部分ほど強く発光していることを示している。
【0090】
また、図2において、21〜26の符号を付して示してある各X線の被爆箇所のうち、被爆箇所21は1GyのX線を、被爆箇所22は2GyのX線を、被爆箇所23は4GyのX線を、被爆箇所24は8GyのX線を、被爆箇所25は16GyのX線を、また、被爆箇所26は32GyのX線を照射した箇所をそれぞれ示している。
【0091】
次に、図3は、この実験に用いた熱蛍光板状体11の各被爆箇所21〜26の発光強度を示す図である。図3に示す発光強度に関する曲線37は、図2に示す熱蛍光板状体11の各被爆箇所21〜26における発光に対応しており、この図3において、縦軸は発光強度の相対値を、また、横軸は図2に示す熱蛍光板状体11の被照射面における位置座標を目盛ってある。
【0092】
そして、曲線37において確認される発光強度の各ピーク31〜36のうち、ピーク31は被爆箇所21における発光強度(794)を、ピーク32は被爆箇所22(1684)における発光強度を、ピーク33は被爆箇所23における発光強度(3833)を、ピーク34は被爆箇所24における発光強度(8479)を、ピーク35は被爆箇所25における発光強度(20228)を、また、ピーク36は被爆箇所26における発光強度(44711)をそれぞれ示している。
【0093】
次に、図4は、この実験に用いた熱蛍光板状体11における発光強度と線量との関係を示す図である。この図4において、縦軸は発光強度の相対値を、また、横軸は線量(Gy)を目盛ってある。なお、図4に示す発光強度と線量との関係を示す曲線41は、図3に示す各ピーク31〜36に基づいて決定されている。すなわち、曲線41は、図3において確認された各ピーク31〜36の各発光強度と、これら各ピーク31〜36にそれぞれ対応する被爆箇所21〜26に照射されたX線の線量をプロットし、これらプロットされた各点に基づいて近似的に決定されている。
【0094】
図2〜4の結果から明らかなように、第1の実施の形態による製造方法によって得られた熱蛍光板状体11では、1Gyの線量のX線においても発光を確認することが可能であり、また、図4に示したような発光強度とX線の被爆線量との関係を示す曲線41を決定することが可能である。従って、この曲線41を検量線として参照することによって、熱蛍光板状体11の被爆箇所における発光強度から、この被爆箇所に照射されたX線の線量を実質的に、すなわち実用上支障がない値として決定することができる。そのため、この第1の実施の形態による製造方法によって得られた熱蛍光板状体11は、線量計として機能し得ることが確認された。
【0095】
従って、第1の実施の形態による熱蛍光板状体11では、放射線が照射された面に沿った、放射線の平面的な線量分布、すなわち2次元線量分布を測定することができる。
【0096】
また、この出願に係る発明者は、この第1の実施の形態によって得られた熱蛍光板状体11が、上述した特願2008−306373号による製造方法によって製造された熱蛍光板状体と、同等またはそれ以上の発光強度を有することを確認するための実験を行った。
【0097】
この実験では、第1の実施の形態による製造方法によって得られた熱蛍光板状体11の試料と、特願2008−306373号による製造方法によって得られた背景技術による熱蛍光板状体の試料とを用意した。そして、各試料に対して9keVのエネルギーで10Gyの線量のX線を照射した後、暗箱中において400℃に熱した金属板上に各試料を設置することによって加熱し、それぞれの被曝箇所からの発光強度を測定した。
【0098】
図5は、この実験の結果を示す図であり、第1の実施の形態によって得られた熱蛍光板状体11の発光強度と、背景技術による熱蛍光板状体の発光強度とを比較するための図である。この図5において、縦軸は発光強度の相対値を、また、横軸は温度(℃)を目盛ってある。
【0099】
また、図5において、曲線51は、第1の実施の形態によって得られた熱蛍光板状体11についての結果を示している。この曲線51に係る試料として、以下の条件によって形成された熱蛍光板状体を用いた。すなわち、上述した第1の実施の形態における第1工程において、555.0gの四ホウ酸リチウム、0.206gの酸化マンガン(IV)、及び4.110gの酸化アルミニウムを混合して第1混合体を形成し、また、第3工程では、20gの粉砕体及び3.6gの活性炭を混合して第2混合体を形成した。
【0100】
また、図5において、曲線52は、上述した特願2008−306373号による製造方法によって得られた背景技術による熱蛍光板状体についての結果を示している。この曲線52に係る試料として、以下の条件によって形成された熱蛍光板状体を用いた。すなわち、上述した特願2008−306373号に係る製造方法の第1工程において、四ホウ酸リチウムに対して0.036wt%の酸化マンガン(IV)及び0.4wt%の酸化アルミニウムを混合して第1混合体を形成し、また、第3工程において、四ホウ酸リチウムに対して0.036wt%の酸化マンガン(IV)、2.0wt%の酸化アルミニウム、及び6.0wt%の酸化ホウ素を混合して第2混合体を形成し、さらに、第4工程において、第1混合体及び第2混合体を9:1の重量比で混合した混合体に対して18wt%の活性炭を添加して第3混合体を形成した。
【0101】
ここで、曲線52に係る背景技術による熱蛍光板状体において、酸化ホウ素を添加した理由を以下に説明する。
【0102】
熱蛍光本体の発光強度は、アルミニウム(III)の含有量に比例して増加するが、過剰に添加した場合には発光強度が低下する。すなわち、熱蛍光本体の発光強度を増加するための、アルミニウム(III)の含有量には最適値が存在する。
【0103】
これに対して、熱蛍光本体の機械的強度は、アルミニウム(III)の含有量に対して、単純に比例して増加する。
【0104】
従って、熱蛍光板状体の機械的強度をより増加させるために、高い含有量でアルミニウム(III)を含有させ、その結果として、上述した最適値を超えた場合には、発光強度を増加させる効果を効率良く得ることができない。
【0105】
そこで、特願2008−306373号に係る発明者は、熱蛍光板状体の機械的強度をより増加させる目的で、より大きな含有量でアルミニウム(III)を添加しつつ、かつ発光強度を低下させないために、母体である四ホウ酸リチウムに、酸化ホウ素を含有させることが有効であることを見出した。すなわち、母体に酸化ホウ素を含有させることによって、上述した、発光強度を増加させるための最適値が大きくなることを確認した。
【0106】
そのため、曲線52に係る背景技術で説明した特願2008−306373号の熱蛍光板状体では、このような機械的強度をより増加させつつ、良好な発光強度を得るために、熱蛍光板状体に酸化ホウ素を含有させてある。
【0107】
図5の結果から、第1の実施の形態による製造方法によって得られた熱蛍光板状体11では、270℃付近において発光強度にピーク51aが現れている。また、特願2008−306373号による熱蛍光板状体では、285℃付近において発光強度にピーク52aが現れている。そして、これらピーク51a及びピーク52aを比較すると、明らかに第1の実施の形態による製造方法によって得られた熱蛍光板状体11の方が、特願2008−306373号による熱蛍光板状体と比して高い発光強度を示していることが分かる。
【0108】
従って、この結果から、第1の実施の形態の製造方法では、上述した特願2008−306373号による製造方法を用いて製造した場合と比して、少なくとも同等またはそれよりも大きい発光強度を有する熱蛍光板状体11を製造できることが確認できた。
【0109】
このように、第1の実施の形態による熱蛍光板状体の製造方法では、特願2008−306373号による製造方法と比してより簡易かつ安価に、すなわち上述した第3工程において、粉砕体に四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を新たに混入することなく、特願2008−306373号による熱蛍光板状体と同等またはそれよりも大きい発光強度を有する熱蛍光光板状体を製造することができる。
【0110】
〈第2の実施の形態〉
第2の実施の形態では、放射線の3次元線量分布を取得することができる線量計として、上述した第1の実施の形態による熱蛍光板状体が、複数枚積層されて形成されている熱蛍光積層体の製造方法、及びこの製造方法を用いて製造された熱蛍光積層体について説明する。
【0111】
この製造方法は、第1工程及び第2工程を含んでいる。以下、第1工程から順に各工程につき説明する。
【0112】
図6(A)及び(B)は、この発明の第2の実施の形態による熱蛍光積層体の製造方法を説明する工程図である。これらの各図は、それぞれ、各製造段階で得られた構造体を概略的な斜視図で示してある。
【0113】
まず、第1工程では、図6(A)に示すように、上述した熱蛍光板状体の製造方法を用いて製造された熱蛍光板状体11を複数枚用意する。
【0114】
この第2の実施の形態では、製造する熱蛍光積層体を構成する複数の熱蛍光板状体として、上述した第1の実施の形態による熱蛍光板状体11を用いる。これら第1の実施の形態による各熱蛍光板状体11は、上述したように、熱蛍光本体の実効原子番号及び密度が、人体に近似な値に調整されている。また、第1の実施の形態では、各熱蛍光板状体11の厚みを、例えば2〜4mm程度とする。そして、この第1工程において用意する熱蛍光板状体11の数、及び積層面11a、すなわち厚み方向に直交する面11aの平面形状を、例えば、測定する放射線の線質、線形、または用途に応じて、適宜設定しておく。既に説明したように、第1の実施の形態による熱蛍光板状体11は、例えばダイアモンド切削器具等によって裁断することが可能であるため、第2の実施の形態では、予め積層面11aの平面形状を、測定する放射線に応じて適宜成型しておく。なお、図6(A)では、各熱蛍光板状体11の積層面11aの平面形状を長方形とした場合の構成例を示している。
【0115】
次に、第2工程では、複数枚の熱蛍光板状体11を積層することによって、熱蛍光積層体13を形成して図6(B)に示すような構造体を得る。
【0116】
第2の実施の形態では、第1工程において用意した複数の熱蛍光板状体11を、接着剤を用いることなく、各熱蛍光板状体11の積層面11aを重ね合わせて、順次積層させる。
【0117】
なお、この第2の実施の形態では、仮に、用意した各熱蛍光板状体11、すなわち第1の実施の形態によって得た各熱蛍光板状体11の密度が、人体に近似な値、すなわち1±0.10gcm−3の範囲から大きく外れている場合には、この第2工程において、各熱蛍光板状体11間に、例えば平板状のスペーサを挟み込むことによって、熱蛍光積層体13全体の密度を1±0.10gcm−3の範囲内に調整してもよい。
【0118】
このように製造された第2の実施の形態による熱蛍光積層体13は、上述した第1の実施の形態による製造方法によって得られた熱蛍光板状体11が、複数枚積層されて形成されている。
【0119】
既に説明したように、第1の実施の形態による熱蛍光板状体11は、放射線が照射された面に沿った、放射線の平面的な線量分布、すなわち2次元線量分布を測定することができる。従って、熱蛍光板状体11を複数枚用意し、これらを重ね合わせた積層体に対して放射線を照射することによって、各熱蛍光板状体11からそれぞれ放射線の2次元線量分布を測定することができる。このとき、各熱蛍光板状体11からは、これら各熱蛍光板状体11の被曝位置、及びこれら被曝位置における放射線の強度及び線形に対応した熱蛍光の光強度分布を以って、2次元線量分布がそれぞれ測定される。従って、各2次元線量分布を重ね合わせることによって、積層体に照射された放射線の立体的な、すなわち3次元線量分布を測定することができる。
【0120】
また、既に説明したように、上述した第1の実施の形態による熱蛍光板状体11は、実効原子番号のみならず、密度についても、人体に近似な値に設定されている。従って、第2の実施の形態による熱蛍光積層体13を線量計として用いた場合には、種々の補正を行うことなく、得られた測定値を以って、より正確に、人体に対する放射線の被曝線量に関するデータを取得することができる。なお、第2の実施の形態による熱蛍光積層体13を用いて取得されたデータは、第1の実施の形態による熱蛍光板状体11と近似な実効原子番号を有する物質であれば、人体以外の物質に対する被曝線量に関するデータとして利用することもできる。
【0121】
また、第1の実施の形態による熱蛍光板状体11は、アルミニウム(III)を含有しているため、発光強度及び機械的強度に優れている。従って、この第1の実施の形態による熱蛍光板状体11によって構成されている、第2の実施の形態による熱蛍光積層体13は、放射線の3次元線量分布を高感度で取得することが可能であり、かつ良好な機械的強度を有している。
【0122】
また、第1の実施の形態による熱蛍光板状体11は、保存及び品質管理が容易であり、かつ使用に際しての特別な設備を必要とせず、さらに繰り返し使用することが可能である。従って、この第1の実施の形態による熱蛍光板状体11によって構成されている、第2の実施の形態による熱蛍光積層体13は、3次元線量分布を取得する線量計として使用でき、かつ上述したポリマーゲル線量計と比して、コストの低減及び汎用性において有利であるといえる。
【符号の説明】
【0123】
11:熱蛍光板状体
13:熱蛍光積層体
【特許請求の範囲】
【請求項1】
四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第1混合体を形成する第1工程と、
該第1混合体を熱処理することによって第1焼結体を形成し、該第1焼結体を粉砕して粉砕体にする第2工程と、
該粉砕体を平板状に圧迫成型することによって板状体を形成する第3工程と、
該板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する第4工程と、
を含むことを特徴とする熱蛍光板状体の製造方法。
【請求項2】
請求項1に記載の熱蛍光板状体の製造方法であって、
前記第1工程において、四ホウ酸リチウムに対して、0.03〜0.16wt%の範囲内の割合で酸化マンガン(IV)、及び0.6〜3.6wt%の範囲内の割合で酸化アルミニウムを、それぞれ添加することによって前記第1混合体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項3】
請求項2に記載の熱蛍光板状体の製造方法であって、
前記第1工程において、四ホウ酸リチウムに対して、0.037wt%の酸化マンガン(IV)、及び0.72wt%の酸化アルミニウムを、それぞれ添加することによって前記第1混合体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項4】
請求項1〜3のいずれか一項に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体を活性炭と混合し、しかる後、該混合して得られた第2混合体を平板状に圧迫成型することによって前記板状体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項5】
請求項4に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体に対して多くとも0.19倍の重量比で活性炭を混合する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項6】
請求項5に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体及び前記活性炭を、1:0.16の重量比で混合することによって、前記第2混合体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項7】
請求項1〜6のいずれか一項に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体に、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を新たに混入することなく前記板状体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項8】
請求項1〜7のいずれか一項に記載の熱蛍光板状体の製造方法を用いて製造された熱蛍光板状体を複数枚用意する第1工程と、
該複数枚の熱蛍光板状体を積層することによって、熱蛍光積層体を形成する第2工程と
を含むことを特徴とする熱蛍光積層体の製造方法。
【請求項9】
請求項1〜7のいずれか一項に記載の熱蛍光板状体の製造方法を用いて製造された熱蛍光板状体。
【請求項10】
請求項9に記載の熱蛍光板状体が、複数枚積層されて形成されていることを特徴とする熱蛍光積層体。
【請求項1】
四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムを混合して第1混合体を形成する第1工程と、
該第1混合体を熱処理することによって第1焼結体を形成し、該第1焼結体を粉砕して粉砕体にする第2工程と、
該粉砕体を平板状に圧迫成型することによって板状体を形成する第3工程と、
該板状体を熱処理することによって、第2焼結体としての熱蛍光板状体を形成する第4工程と、
を含むことを特徴とする熱蛍光板状体の製造方法。
【請求項2】
請求項1に記載の熱蛍光板状体の製造方法であって、
前記第1工程において、四ホウ酸リチウムに対して、0.03〜0.16wt%の範囲内の割合で酸化マンガン(IV)、及び0.6〜3.6wt%の範囲内の割合で酸化アルミニウムを、それぞれ添加することによって前記第1混合体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項3】
請求項2に記載の熱蛍光板状体の製造方法であって、
前記第1工程において、四ホウ酸リチウムに対して、0.037wt%の酸化マンガン(IV)、及び0.72wt%の酸化アルミニウムを、それぞれ添加することによって前記第1混合体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項4】
請求項1〜3のいずれか一項に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体を活性炭と混合し、しかる後、該混合して得られた第2混合体を平板状に圧迫成型することによって前記板状体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項5】
請求項4に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体に対して多くとも0.19倍の重量比で活性炭を混合する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項6】
請求項5に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体及び前記活性炭を、1:0.16の重量比で混合することによって、前記第2混合体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項7】
請求項1〜6のいずれか一項に記載の熱蛍光板状体の製造方法であって、
前記第3工程において、前記粉砕体に、四ホウ酸リチウム、酸化マンガン(IV)、及び酸化アルミニウムの混合体を新たに混入することなく前記板状体を形成する
ことを特徴とする熱蛍光板状体の製造方法。
【請求項8】
請求項1〜7のいずれか一項に記載の熱蛍光板状体の製造方法を用いて製造された熱蛍光板状体を複数枚用意する第1工程と、
該複数枚の熱蛍光板状体を積層することによって、熱蛍光積層体を形成する第2工程と
を含むことを特徴とする熱蛍光積層体の製造方法。
【請求項9】
請求項1〜7のいずれか一項に記載の熱蛍光板状体の製造方法を用いて製造された熱蛍光板状体。
【請求項10】
請求項9に記載の熱蛍光板状体が、複数枚積層されて形成されていることを特徴とする熱蛍光積層体。
【図1】


【図3】
【図4】

【図5】
【図6】
【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【公開番号】特開2011−52179(P2011−52179A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−204711(P2009−204711)
【出願日】平成21年9月4日(2009.9.4)
【特許番号】特許第4431701号(P4431701)
【特許公報発行日】平成22年3月17日(2010.3.17)
【出願人】(300071579)学校法人立教学院 (42)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月4日(2009.9.4)
【特許番号】特許第4431701号(P4431701)
【特許公報発行日】平成22年3月17日(2010.3.17)
【出願人】(300071579)学校法人立教学院 (42)
【Fターム(参考)】
[ Back to top ]