
熱転写フィルムの製造方法
【課題】熱転写フィルムの層間密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供すること。
【解決手段】基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
【解決手段】基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、各種化粧板、又は建造物・野外設置構造物の内装品、外装品などに好適な熱転写フィルムの製造方法に関する。
【背景技術】
【0002】
従来より、化粧板や内装品、外装品などに耐傷性などの表面保護性を付与するために、樹脂表面などにハードコート層を設けることが行われている。
一方、一般住居の玄関ドアや外装材、公共施設の床材や外壁などの内外装、あるいは建造物や屋外に設置される構造物は、日々直射日光や風雨に晒されるため、これらの内外装材や建造物には、極めて厳しい耐候性が求められている。そして、従来のハードコート層を備えたフィルムでは、屋外で数年から数十年と長期に渡って使用し続けられるフィルムとしてはいまだ満足できるものではなく、更なる耐候性が求められている。より具体的には長期間の屋外での使用によっても耐候性が維持され、かつハードコート層と隣接層との密着性が良好な熱転写フィルムが求められている。
【0003】
例えば、特許文献1では、ハードコート層と感熱接着剤層との密着を確保するために、ハードコート層塗布後にハードコート層表面の表面エネルギー値が特定の範囲となるように電磁波処理するハードコート転写材の製造方法が提案されている。この電磁波処理としては紫外線照射が用いられている。
特許文献2では、基体シートの一方表面上に少なくとも未硬化または半硬化状態の電子線硬化型ハードコート層を含む転写層が形成され、前記基体シートの他方表面に平均粒子径5〜25μmの樹脂微粒子を含むマット型が形成されたマットハードコート用転写シートが提案されている。この転写シートは、成形品の表面に位置付けされ、熱及びマット型側から圧力を加えられ、転写層を成形品に転写した後、成形品に電子線を照射してハードコート層を硬化させ、マットハードコート成形品が得られる。電子線としては紫外線が用いられているが、電子線としては、紫外線や電子線などを用いるとの記載がある。
【0004】
また、特許文献3では、活性エネルギー線硬化性樹脂からなり、未硬化の状態で艶消し層に対して剥離性を有する第1ハードコート層と、第1ハードコート層の上に形成され、活性エネルギー線硬化性樹脂からなる未硬化の第2ハードコート層とを備え、第1ハードコート層が、活性エネルギー線が照射され硬化した硬化部と、未硬化の状態を維持した未硬化部とを含む、転写シートが開示されている。この活性エネルギー線としては、使用される活性エネルギー線硬化性樹脂に対応した紫外線、電子線、γ線等が挙げられる。特に、取扱いが簡便で高エネルギーが得られることから紫外線が好ましいと記載されている。
しかしながら、ハードコート層と隣接層との密着性を向上することは困難であり、更なる改良が求められている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−345228号公報
【特許文献2】特開2006−198911号公報
【特許文献3】特開2011−11378号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点に鑑み、ハードコート層と隣接層との密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供することを課題とするものである。
【課題を解決するための手段】
【0007】
本発明者らは、前記課題を解決するために鋭意研究を重ねた結果、熱転写フィルムのハードコート層を適切な手段及び条件で予備硬化することにより、上記課題を解決し得ることを見出した。本発明は当該知見により得られたものである。
すなわち、本発明は、基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
【発明の効果】
【0008】
本発明によれば、ハードコート層と隣接層との密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の製造方法で得られる熱転写フィルムの1例の構成を示す断面模式図である。
【図2】本発明の熱転写フィルムの製造方法の第1の実施態様の概略を示す工程説明図である。
【図3】本発明の熱転写フィルムの製造方法の第2の実施態様の概略を示す工程説明図である。
【図4】本発明の熱転写フィルムの製造方法の第3の実施態様の概略を示す工程説明図である。
【発明を実施するための形態】
【0010】
本発明の熱転写フィルムの製造方法は、基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする。
ここで、指触乾燥とは、JIS K 5600−1−1:1999に記載された試験片の乾燥の程度を示す評価基準であって、塗面の中央に指先で軽く触れて、指先が汚れない状態をいう。ハードコート層表面が指触乾燥状態となるように予備硬化することにより、基材シート11にハードコート層12を積層したフィルムを巻き取ることができるようになり、ハードコート層12表面に熱接着層13b又は所望により積層されるプライマー層13aを積層し易くなる。
また、点滴法に従った耐液体性試験とは、JIS K 5600−6−1:1999に記載された試験板に対する液体の影響を評価する方法であり、23±2℃で行われる。ここで、クラックとは、ハードコート層にひび割れが発生する状態を指し、それらは目視による外観変化にて判定する。
【0011】
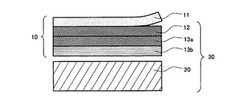
本発明を、図面を参照して説明する。図1は、本発明の製造方法で得られる熱転写フィルムの1例の構成を示す断面模式図である。
熱転写フィルム10は、基材シート11の一方の面にハードコート層12、所望により配設されるプライマー層13a及び熱接着層13bが順次積層されて構成されている。ここで、接着性付与層13は、プライマー層13aで構成されている場合と、熱接着層13bで構成されている場合と、プライマー層13a及び熱接着層13で構成されている場合とがある。
また、接着性付与層13がプライマー層13aで構成されている場合は、接着性付与層13であるプライマー層13a表面上からハードコート層12に電子線照射した工程の後に、熱接着層13bが積層されることが好ましく、熱転写フィルム10は、基材シート11の一方の面にハードコート層12、プライマー層13a及び熱接着層13bが順次積層された構成となることが好ましい。
図1に示す本発明方法に係る熱転写フィルム10では、その熱接着層13b表面と被転写体20表面とが熱接着され、基材シート11が剥離除去されて、ハードコート体30が得られる。
【0012】
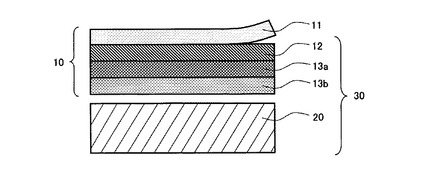
図2は、本発明の熱転写フィルムの製造方法の第1の実施態様の概略を示す工程説明図である。
図2に示す製造方法(A)は、接着性付与層13がプライマー層13aである実施態様であって、プライマー層13a表面上からハードコート層12に電子線照射する工程の後に、熱接着層を積層する工程を含むことが好ましい。
製造方法(A)においては、積層されたプライマー層13a表面上から前記ハードコート層12に電子線照射(2回目の電子線照射)する工程により、ハードコート層12を硬化させ、その後プライマー層13a表面に熱接着層13bを積層する工程を経て、熱転写フィルム10が得られる。
ここで、2回目の電子線照射によりハードコート層12を硬化させるときの「硬化」とは、通常の架橋硬化をいい、1回目の電子線照射による「予備硬化」に対して、「最終的硬化」又は「完全硬化」とも称されるものである。
2回目の電子線照射による「硬化」、「最終的硬化」又は「完全硬化」とは、後述する指触乾燥(JIS K 5600−1−1:1999)状態とし、かつ耐液体性試験(JIS K 5600−6−1:1999、点滴法)により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが発生しないことである。ここで、クラックとは、上記の状態を指す。
電子線照射は、紫外線と比較してエネルギーが高く、プライマー層13a及び熱接着層13bのいずれも厚みが薄いので、電圧を適宜調整することにより、効果的にハードコート層12を硬化させることができる。
【0013】
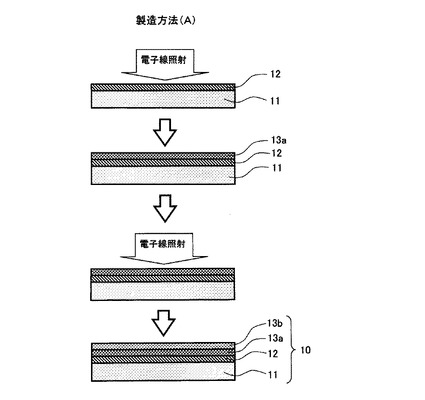
図3は本発明の熱転写フィルムの製造方法の第2の実施態様の概略を示す工程説明図である。
図3に示す製造方法(B)は、接着性付与層13がプライマー層13aとプライマー層13aの上に積層される熱接着層13bからなる実施態様である。製造方法(B)においては、ハードコート層12にプライマー層13aを積層し、積層されたプライマー層13aに熱接着層13bを積層した後、熱接着層13b表面上からハードコート層12に電子線照射(2回目の電子線照射)する工程により、ハードコート層12を硬化させて、熱転写フィルム10が得られる。
ここで、2回目の電子線照射によりハードコート層12を硬化させるときの「硬化」及び耐液体性試験における「クラック」は、製造方法(A)の場合と同義である。
【0014】
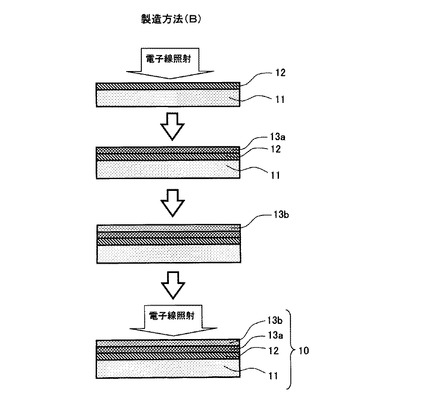
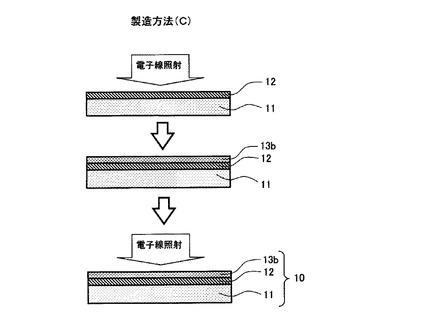
図4は本発明の熱転写フィルムの製造方法の第3の実施態様の概略を示す工程説明図である。
図4に示す製造方法(C)は、接着性付与層13が熱接着層13bである実施態様であって、熱接着層13b表面上から前記ハードコート層12に電子線照射(2回目の電子線照射)する工程により、ハードコート層12を硬化させて、熱転写フィルム10が得られる。
ここで、2回目の電子線照射によりハードコート層12を硬化させるときの「硬化」及び耐液体性試験における「クラック」は、製造方法(A)の場合と同義である。
【0015】
[基材シート11]
本発明で用いられる基材シート11は、その表面にハードコート層などの層を形成でき、かつ熱転写フィルム10が被転写体20に熱接着された後に剥離除去できるものであればよく、各種の樹脂フィルムや金属フィルムを使用することができる。樹脂フィルムであれば、例えば、ポリエステル系樹脂、ポリプロピレン等のポリオレフィン系樹脂、ポリエチレン系樹脂、ポリアミド系樹脂、ポリイミド系樹脂などの各種の樹脂フィルムを用いることができる。また、これらの樹脂フィルムが2種又はそれ以上のものが積層された複層フィルムであっても良い。
【0016】
なかでも、ポリエステルフィルム、特に一軸または二軸延伸ポリエステルフィルムが、耐熱性に優れていることからより好ましい。基材シート11の厚さとしては、通常は5〜200μm程度、より好ましくは25〜100μmから選択される。厚さが5μm以上であれば、樹脂フィルムに皺、カール等の欠点が発生し難く、取り扱い易いので好ましい。一方、200μm以下であれば、経済的に好ましく、さらに熱転写時の熱伝導が早く、転写の作業性が良くなるため好ましい。
なお、基材11は、可撓性を持つ限り着色されていてもよく、印刷などで模様や文字などが付与されていても良い。
上記ポリエステルフィルム材料としては、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンテレフタレートーイソフタレート共重合体等が挙げられ、ポリエチレンテレフタレートが好ましい。
【0017】
本発明に係る基材シート11において、熱転写後にハードコート体30から容易に剥離することができるように、所望により、基材シート11上に離型層(図示しない。)を形成しても良い。この離型層は、熱転写し、剥離した後に、基材シート11側に残存する。離型層を構成する樹脂としては、例えばエポキシ−メラミン樹脂、アクリル−メラミン樹脂、メラミン樹脂、尿素樹脂、尿素−メラミン樹脂、シリコーン樹脂、アクリル−シリコーン樹脂、フッ素樹脂等があげられる。これらの樹脂の1種又はそれ以上の樹脂の有機溶剤溶液、エマルジョン等のコーティング剤をロールコーティング法、グラビアコーティング法等の通常コーティング法により基材シート11上に塗布し、溶媒を乾燥(熱硬化性樹脂、電子線硬化性樹脂、紫外線硬化性樹脂等の場合は硬化)することによって形成する。
離型層の厚さは、通常0.1〜10μmの範囲、好ましくは0.2〜5μmの範囲から適宜選択実施される。離型層の厚さが0.1μm以上であれば、剥離が重くならず、剥離し易くなるので好ましい。また、10μm以下であれば剥離が軽すぎることなく、順次形成する層が加工工程中で脱落することがないので好ましい。
離型層は、例えば以下の方法によっても形成することができる。水酸基、エーテル基、カルボキシル基、アミノ基等を1個以上有する水溶性有機物質、例えばポリビニルアルコール、ポリビニルピロリドン等のビニル系水溶性樹脂、メチルセルロース、カルボキシルメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース等の繊維素エーテル系樹脂、アクリル酸ソーダ、アクリル酸アンモニウム等のアクリル酸系水溶性物質、澱粉、デキストリン、ニカワ、ゼラチン等の天然水溶性物質、カゼイン、カゼイン酸ソーダ、カゼイン酸アンモニウム等のタンパク質系水溶性物質、その他ポリエチレンオキサイド、カラギーナン、グルコマンガン等の1種、又はそれ以上の物質である水溶液のコーティング剤をロールコーティング法、グラビアコーティング法等の通常コーティング法により基材シート11上に塗布し、乾燥することにより形成される。
【0018】
また、上記の離型層に替えて、所望により基材シート11のハードコート層12を積層する側の表面に各種のワックスや剥離性に優れた樹脂をコーテイングしても良い。ワックスとしては、例えば、カルナバワックス、マイクロクリスタリンワックス、パラフィンワックス、フィッシャートロプシュワックス、酸化ポリエチレンワックス、各種低分子量ポリエチレン、木ロウ、ミツロウ、鯨ロウ、イボタロウ、羊毛ロウ、セラックワックス、キャンデリラワックス、一部変性ワックス、脂肪酸エステル、脂肪酸アミド等の種々のワックスがあげられる。剥離性に優れた樹脂としては、例えば剥離性に優れたアクリル樹脂、シリコーン樹脂、フッ素樹脂、シリコーン或いはフッ素で変性した各種の樹脂を使用することもできる。
これらのワックスや剥離性に優れた樹脂は、上記離型層と同様に、通常コーティング法により基材シート11上に塗布し、乾燥することによって形成できる。これらの厚さは離型層の厚さと同様である。
【0019】
[ハードコート層12]
ハードコート層12は、耐候性と耐傷性などのハードコート性などを付与する層であり、図1に示すように基材シート11の一方の面に設けられる。このハードコート層12は、電子線硬化型樹脂組成物を架橋硬化してなり、電子線硬化型樹脂としては、従来から電子線硬化型の樹脂として慣用されている重合性オリゴマー及び重合性モノマーの中から適宜選択して用いることができる。そのような電子線硬化型樹脂としては、重合性オリゴマー及び/又は重合性モノマー、特には、多官能の重合性オリゴマー及び/又は多官能の重合性モノマーが挙げられる。
電子線硬化型樹脂は、無溶媒でも塗布することができ、取り扱いが容易である。
【0020】
(重合性オリゴマー)
重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系やポリエーテル系ウレタン(メタ)アクリレートやカプロラクトン系ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが好ましく挙げられ、これらのうち、特に多官能性のウレタン(メタ)アクリレート系が、耐候性とハードコート性を両立させる点で好ましく、分子量としては、1000〜5000程度のものが好ましい。
ここで、多官能性とは、重合性オリゴマー又は重合性モノマーが、分子内に、複数のラジカル重合性不飽和基、好ましくは2〜20のラジカル重合性不飽和基、より好ましくは3〜10のラジカル重合性不飽和基を有することをいう。
【0021】
(重合性モノマー)
重合性モノマーとしては、例えば、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイドトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレートなどが挙げられる。
【0022】
さらに、電子線硬化型樹脂には、上記の重合性オリゴマー及び/又は重合性モノマーの他、カプロラクトン系ポリオールと有機イソシアネートとヒドロキシアクリレートとの反応により得られるカプロラクトン系ウレタン(メタ)アクリレートや、ポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレートなどのような高分子ウレタン(メタ)アクリレートを併用することができ、併用することにより、さらに耐候性を向上することができる。これらのうち、カプロラクトン系のものが、耐候性の向上の点でより好ましいものである。
上述の重合性オリゴマー及び重合性モノマーは1種を単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0023】
なお、本発明においては、上記の重合性オリゴマー及び/又は重合性モノマーと共に、その粘度を調整するなどの目的で、メチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどの単官能性(メタ)アクリレートのような希釈剤を、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートは1種を単独で用いても良いし、2種以上を組み合わせて用いてもよく、低分子量の多官能性(メタ)アクリレートを併用しても良い。また、希釈剤としては、上記のモノマーの他、通常の有機溶媒を用いて、樹脂組成物の塗布性を確保することもできる。
【0024】
また、ハードコート層12を形成するための樹脂組成物には、さらにハードコート性、特に耐候性を向上させるために、耐候性改善剤、耐傷フィラーを含有させることができる。
【0025】
(耐候性改善剤)
本発明に係るハードコート層12には、耐候性をさらに向上させるために、紫外線吸収剤(UVA)や光安定剤などの耐候性改善剤を含有させることが好ましい。この場合の耐候性とは、転写層が紫外線等で劣化剥離することを防止することと、被転写体が紫外線等で劣化変色することを防止することの両方の意味を持ち、この両者の効果が得られる点で好適である。
紫外線吸収剤としては、無機系、有機系のいずれでもよく、無機系紫外線吸収剤としては、平均粒径が5〜120nm程度の酸化チタン、酸化セリウム、酸化亜鉛などを好ましく用いることができる。また、有機系紫外線吸収剤としては、例えばベンゾトリアゾール系、トリアジン系、ベンゾフェノン系、サリチレート系、アクリロニトリル系などが好ましく挙げることができる。なかでも、紫外線吸収能が高く、また紫外線などの高エネルギーに対しても劣化しにくいトリアジン系がより好ましい。
トリアジン系紫外線吸収剤としては、ヒドロキシフェニルトリアジン系紫外線吸収剤である2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」)、2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヒドロキシフェニル、とオキシラン{特に、[(C10―C16、主としてC12―C13アルキルオキシ)メチル]オキシラン}との反応生成物(BASF社製、商品名「TINUVIN 400」)、2−(2,4−ジヒドロキシフェニル)−4,6−ビス−(2,4−ジメチルフェニル)−1,3,5−トリアジンと(2−エチルヘキシル)−グリシド酸エステルの反応生成物(BASF社製、商品名「TINUVIN 405」)、2,4−ビス[2−ヒドロキシ-4-ブトキシフェニル]−6−(2,4−ジブトキシフェニル)−1,3−5−トリアジン(BASF社製、商品名「TINUVIN 460」)などが挙げられる。また、紫外線吸収剤として、分子内に電子線反応性基を有する紫外線吸収剤を用いることもできる。
紫外線吸収剤の含有量は、ハードコート層12を形成する樹脂100質量部に対して、好ましくは0.1〜25質量部、より好ましくは0.2〜5質量部、さらに好ましくは0.3〜2質量部である。
【0026】
光安定剤としては、ヒンダードアミン系の光安定剤(HALS)などが好ましく挙げられる。また、光安定剤として、分子内に電子線反応性基{(メタ)アクリロイル}を有する光安定剤を用いることもできる。
光安定剤としては、1,2,2,6,6−ペンタメチル−4−ピペリジニルメタクリレート(BASF社製、商品名「サノール LS−3410」)又は(日立化成工業株式会社製、商品名「FA−711MM」)、2,2,6,6−テトラメチル−4−ピペリジニルメタクリレート(日立化成工業株式会社製、商品名「FA−712HM」)などの電子線反応性ヒンダードアミン系光安定剤、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート(BASF社製、商品名「TINUVIN 292」)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジニル)セバケート、メチル(1,2,2,6,6−ペンタメチル−4−ピペリジニル)セバケート、2,4−ビス[N−ブチル−N−(1−シクロヘキシルオキシ−2,2,6,6−テトラメチルピペリジン−4−イル)アミノ]−6−(2−ヒドロキシエチルアミン)−1,3,5−トリアジン)などのヒンダードアミン系光安定剤が挙げられる。
光安定剤の含有量は、ハードコート層12を形成する樹脂100質量部に対して、好ましくは0.05〜20質量部、より好ましくは0.1〜10質量部、さらに好ましくは0.5〜5質量部である。
【0027】
(耐傷フィラー)
本発明において、所望により用いられる耐傷フィラーとしては、無機系と有機系のフィラーがあり、無機物では、例えば、α−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。
【0028】
これらの無機系の耐傷フィラーのうち、シリカは好ましいものの一つである。シリカは耐摩擦性を向上させ、かつハードコート層12の透明性を阻害しない。シリカとしては従来公知のシリカから適宜選択して用いることが可能であり、例えば、コロイダルシリカを好適に挙げることができる。コロイダルシリカは、添加量が増えた場合であっても、透明性に影響を及ぼすことが少なく、好ましい。シリカの粒子径としては、1次粒子径が5〜1000nmのものを用いることが好ましく、10〜50nmのものがさらに好ましく10〜30nmのものが特に好ましい。1次粒子径が1000nm以下のシリカを用いると透明性が確保される。また、用いるシリカの1次粒子径は一種類である必要はなく、異なる1次粒子径のシリカを混合して用いることも可能である。シリカの配合量としては、電子線硬化型樹脂100質量部に対して1〜20質量部の割合であることが好ましい。また、球状のα−アルミナあるいはコロイダルアルミナも、硬度が高く、耐摩耗性の向上に対する効果が大きいことや、球状の粒子を比較的得やすいことから、好ましいものである。
【0029】
一方、有機物のフィラーでは、架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズがあげられる。粒径は、通常膜厚の30〜200%程度とすることが好ましい。配合量は、ハードコート層12を形成する樹脂100質量部に対して1〜20質量部程度の割合であることが好ましい。
【0030】
(添加剤)
また、本発明で用いられるハードコート層12用の電子線硬化型樹脂組成物には、その性能を阻害しない範囲で各種添加剤を含有することができる。各種添加剤としては、例えば重合禁止剤、架橋剤、帯電防止剤、接着性向上剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤などが挙げられる。
【0031】
ハードコート層12を形成する電子線硬化型樹脂組成物の塗布は、硬化後の厚さが通常0.5〜20μm程度となるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより行う。また、優れた耐候性とその持続性、さらには耐傷性や透明性、鏡面性とを得る観点から、好ましくは1〜10μmである。
なお、樹脂組成物が溶剤を含むような場合は、塗布後、熱風乾燥機などにより塗布層を予め加熱乾燥してから電子線を照射することが好ましい。
【0032】
上記の樹脂組成物の塗布により形成した未硬化樹脂層は、電子線などを照射して予備硬化及び最終的な架橋硬化をすることにより、ハードコート層12が形成される。ここで、電子線の加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
本発明において、予備硬化するための電子線照射線量は、10〜70kGyの範囲であることが指触乾燥試験と耐液体性試験(点滴法)とを同時に満足するために好ましく、20〜50kGyの範囲であることがより好ましい。
さらに、予備硬化するための電子線照射線量を10kGy以上とすることによりハードコート層の隣接層(プライマー層又は熱接着層)塗布時のクラック発生をより好適に防止することができ、20kGy以上とすることによりハードコート体の被転写体上の各層の煮沸後の密着性をより好適に保持することができる。
一方、最終的に硬化(完全硬化)するための電子線照射線量は、30〜100kGyの範囲であることが耐候性と耐傷性とを向上するために好ましく、50〜70kGyの範囲であることがより好ましい。
また、予備硬化するための電子線照射と最終的に硬化(完全硬化)するための電子線照射との合計電子線照射線量は、50〜150kGyの範囲であることが好ましい。50kGy以上であれば、最終的に硬化(完全硬化)に十分であり、150kGy以下であれば、架橋以外の崩壊が起こる影響が耐傷性等の物性面において寄与しない。
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
【0033】
[プライマー層13a]
本発明方法の第1及び第2の実施態様において、ハードコート層12上に積層されるプライマー層13aは、ハードコート層12と熱接着層13bとの間に設けられる層である。そして、このプライマー層13aは、ハードコート層12に対する応力緩和層として機能するもので、ハードコート層12の耐候劣化による割れを抑制するために設けるものであり、熱転写フィルム10の層間密着性と耐候性とを向上させるように機能するものである。
本発明方法の第1及び第2の実施態様においては、プライマー層13aにハードコート層12で用いられる電子線硬化型樹脂と反応性を有する樹脂(以下、樹脂Aという。)を含有することが好ましい。これにより、プライマー層13aとハードコート層12の層間密着性が向上する。特に、厳しい耐候性試験の後であってもその密着性は落ちないことから、本発明方法の第1及び第2の実施態様に係る熱転写フィルム10は、耐久性の高い、すなわち、長時間屋外で使用されても密着性が維持されるものとなる。
また、ハードコート層12にプライマー層13aを積層させる際は、ハードコート層12の表面をいわゆるコロナ放電処理、プラズマ処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理などの処理を行うことにより、ハードコート層12とプライマー層13aとの間の接着性をさらに高めるようにしても良い。
【0034】
本発明方法の第1及び第2の実施態様において使用される上記の樹脂Aは、上記反応性を有するものであれば特に制限されるものではないが、電子線硬化型樹脂であることが好ましく、電子線の照射により、ハードコート層12を構成する電子線硬化型樹脂と架橋硬化するものが好適である。
この樹脂Aとして、電子線硬化型樹脂と反応性を有する2液硬化型の熱硬化型樹脂が好ましい。この熱硬化型樹脂100質量部に対して、硬化剤を1〜30質量部含有したものが好適に用いられる。熱硬化型樹脂の具体例としては、ポリカーボネート系ウレタンアクリル共重合体やポリエステル系ウレタンアクリル共重合体、あるいはポリカーボネート系ウレタンアクリル共重合体とアクリルポリオールとからなる樹脂を用いることが好ましく、ポリカーボネート系ウレタンアクリル共重合体がより好ましい。これらの樹脂を用いてプライマー層13aを形成することで、応力緩和性が付与され、耐候性に優れたものが得られる。
【0035】
ポリカーボネート系ウレタンアクリル共重合体は、ポリカーボネートジオールとジイソシアネートとを反応させて得られるポリカーボネート系ポリウレタン高分子を、ラジカル重合開始剤として使用し、アクリルモノマーをラジカル重合させて得られる樹脂である。
ここで、ジイソシアネートとしては、ヘキサメチレンジイソシアネートなどの脂肪族系イソシアネートや、イソホロンジイソシアネート、水素転化キシリレンジイソシアネートなどの脂環式系イソシアネートが好ましく挙げられる。アクリルモノマーとしては、(メタ)アクリル酸やアルキル基の炭素数が1〜6程度の(メタ)アクリル酸アルキルエステルが好ましく挙げられ、これらを単独で又は2種以上を組み合わせて使用することができる。
なお、架橋硬化が容易に進行するとの観点から、上記樹脂Aはハードコート層12を構成する電子線硬化型樹脂と同一のものであっても良く、この電子線硬化型樹脂と上記の熱硬化型樹脂との両方を含有するものであっても良い。ハードコート層12とプライマー層13aとの界面での両層の相溶性が良くなり、さらに密着性が向上するからである。
【0036】
また、プライマー層13a上に熱接着層13bを積層する際に、プライマー層13aと熱接着層13bとの接着性を確保するために、プライマー層13aの表面をいわゆるコロナ放電処理、プラズマ処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理などの処理を行うことにより熱接着層13bとの間の接着性をさらに高めるようにしても良い。
また耐候性をさらに向上させるため、紫外線吸収剤(UVA)や光安定剤(HALS)などの耐候性改善剤を含有させることもできる。
プライマー層13a中のトリアジン系紫外線吸収剤の含有量は、プライマー層13aを形成する樹脂100質量部に対して、好ましくは0.1〜50質量部、より好ましくは1〜40質量部、さらに好ましくは10〜35質量部であり、特に好ましくは20〜35質量部である。
また、プライマー層13a中のヒンダードアミン系光安定剤の含有量は、プライマー層13aを形成する樹脂100質量部に対して、0.05〜15質量部、より好ましくは0.5〜12質量部、さらに好ましくは1〜10質量部であり、特に好ましくは3〜10質量部である。
【0037】
本発明方法の第1及び第2の実施態様に係るプライマー層13a中には、巻き取り性等の生産性を向上させるために、粒径が1〜10μmの球状シリカを含んでも良い。使用するシリカ粒子は、いわゆるマット剤として使用できるものであればよく、粒径は1〜10μm程度であることが好ましく、透明性を向上させるために粒径は1〜4μm程度がより好ましい。粒子形状は球形のものが好ましい。このようなシリカ粒子の種類については、処理/未処理問わず、従来公知のものが使用でき、これらを単独で、あるいは2種以上を混合して使用することができる。また、シリカ粒子の配合量としては、プライマー層13aを構成する樹脂分100質量部に対して、5〜25質量部であることが好ましい。このような粒径のシリカ粒子を前記の配合量で配合することで、塗布性能を保持しつつ鏡面性、透明性を確保できる。
【0038】
プライマー層13aの厚さについては、本発明の効果を奏する範囲で特に限定されないが、十分な接着性と応力緩和性を得るとの観点から、0.5〜10μmの範囲が好ましく、さらには1〜5μmの範囲が好ましい。
プライマー層13aの形成は、上記樹脂Aを含む組成物をそのままで又は溶媒に溶解若しくは分散させた状態のものを用い、公知の印刷方法、塗布方法などによって、ハードコート層12に塗布し、乾燥、硬化することによって行うことができる。
【0039】
(熱接着層)
図1乃至4に示すように、熱接着層13bは、ハードコート層12を被転写体20に接着するために設けられる層であり、熱接着層13bに使用できる接着性の樹脂としては、被転写体20の材質や熱転写の際の転写温度や圧力に応じて定められるものであるが、一般に、アクリル樹脂、塩化ビニル−酢酸ビニル共重合体、ポリアミド樹脂、ポリエステル樹脂、塩素化ポリプロピレン、塩素化ゴム、ウレタン樹脂、エポキシ樹脂、スチレン樹脂等の熱融着樹脂が好ましく、被転写体20の材質や転写製品の用途に応じて、上記樹脂の中から1種または2種以上の樹脂が選定される。耐候性向上の点からアクリル樹脂単体が特に好ましい。
本発明方法の第3の実施態様において、ハードコート層12に熱接着層13bを積層させる際は、ハードコート層12の表面をいわゆるコロナ放電処理、プラズマ処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理などの処理を行うことによりハードコート層12と熱接着層13bとの間の接着性をさらに高めるようにしても良い。
【0040】
また、この熱接着層13bには、ハードコート層12及びプライマー層13aと同様、耐候性をさらに向上させるため、紫外線吸収剤(UVA)や光安定剤(HALS)などの耐候性改善剤を含有させることもできる。使用できる紫外線吸収剤や光安定剤としては、上述のものと同様であり、これらの紫外線吸収剤の配合量は、熱接着層13bを形成する樹脂100質量部に対して、好ましくは0.1〜25質量部、より好ましくは0.2〜20質量部、さらに好ましくは0.3〜10質量部である。また、光安定剤の配合量は、熱接着層13bを形成する樹脂100質量部に対して、好ましくは0.05〜20質量部、より好ましくは0.5〜15質量部、さらに好ましくは1〜10質量部である。
【0041】
また、熱接着剤層14の厚さとしては、通常0.5〜15μmの範囲であり、2〜5μmの範囲が好ましい。0.5μm以上であれば被転写体20と、プライマー層13aおよびハードコート層12との十分な接着性が得られ、2μm以上であればプライマー層中にシリカ粒子を含有していても十分な透明性が得られる。また、15μm以下であると経済的に好ましく、5μm以下であれば乾燥硬化後のカールや塗膜クラックの発生をより軽減できる。
また、熱転写フィルム10は、熱接着層13bの上にポリエチレンなどのカバーフィルム(保護フィルム)を貼り付けて表面を保護しておくことが、製品を保管する上で好ましく、カバーフィルムがある場合には、このカバーフィルムを剥がし、熱接着層13bを露出し、この熱接着層13bの面を介して被転写体20に転写される。この場合、カバーフィルムの剥離強度が0.1kgf/cm2以下であることが、剥離時に転写層を基材フィルムに保持させられるため好ましく、より好ましくは0.01kgf/cm2以下である。
ここで、剥離強度とは、テンシロン引張試験機(オリエンテック製)を用いて、200mm/min、180°で剥がした際の剥離強度をいう。
【0042】
[ハードコート体]
以上のようにして得られる熱転写フィルム10を用いて、被転写体20に、熱接着層13bを介してハードコート層12又はハードコート層12を含む複合層を転写形成して、ハードコート層12を有するハードコート体30が得られる(図1参照)。
【0043】
ハードコート体を形成する被転写体20としては、特に制限されるものではなく、耐候性と耐傷性の両方の性能が必要になるもので、例えば、建築構造物の外装材や内装材、自動車内外装用の部品や、家電製品などの樹脂製品があげられるが、特に、バルコニーの仕切り板、自動車のウインドウ、高速道路の壁面などのような透明プラスチックを用いた製品が挙げられる。
【実施例】
【0044】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によって何ら限定されるものではない。
【0045】
(評価方法)
(1)指触乾燥試験
各実施例及び比較例において、ハードコート層を予備硬化した後、JIS K 5600−1−1 4.3.5 a):1999に記載された指触乾燥試験を行い、予備硬化の状態を下記の基準にて評価した(23±2℃で実施)。
○: 指先で軽く触れて、指先が汚れない状態だった。
×: 指先で軽く触れて、指先に塗膜が付着した。
(2)溶剤滴下試験
JIS K 5600−6−1 9.:1999に記載された耐液体性試験(点適法)に従い、酢酸エチルを実施例及び比較例で得られたハードコート体30に滴下し30分後の塗膜の状態を目視で観察し、下記の基準にて評価した(23±2℃で実施)。
○: 塗膜に微細クラックが発生した。
×: 外観変化が全くなかった。
【0046】
(3)プライマー塗布後の外観
各実施例及び比較例にてプライマー層を塗布した後、塗膜表面の外観を目視で下記の基準にて評価した。
○: 外観変化が全くなかった。
△: 外観変化は若干あるが、実用上問題なかった。
×: 塗膜全体にクラックが発生した。
(4)耐候性試験
各実施例及び比較例で得られたハードコート体30を、ダイプラ・ウィンテス株式会社製メタルウェザーにセットし、ライト条件(照度:60mW/cm2、ブラックパネル温度63℃、層内湿度50%RH)で20時間、結露条件(照度:0mW/cm2、ブラックパネル温度30℃、層内湿度98%RH)で4時間、水噴霧条件(結露条件の前後10秒間)の条件で300時間放置する耐候性試験を行った。該試験後、25℃、50%RHの条件下で2日間保持してから、ハードコート体30表面のクラックや白化などの外観を目視で下記の基準にて評価した。
◎: 外観変化は全くなかった。
○: 外観変化はほとんどなかった。
△: 外観変化は若干あるが、実用上問題なかった。
×: 外観変化が著しかった。
【0047】
(5)密着性
各実施例及び比較例で得られたハードコート体30について、その表面にニチバン(株)製セロテープ(登録商標)を貼り付けて急激に剥離する操作を1回行った。このときの、被転写体20上に設けた各層が剥離するかどうかを目視により確認し、下記の基準で評価した。
○: 層の剥離は全くなかった。
△: 層の剥離は若干あるが、実用上問題なかった。
×: 層の剥離が著しかった。
(6)煮沸1時間後の密着性
沸騰水中にハードコート体30を投入し、1時間後に取り出し3時間風乾後、上記の密着性を上記と同じ基準により評価した。
【0048】
(7)耐傷性
各実施例及び比較例で得られたハードコート体30について、スチールウール(日本スチールウール株式会社製、ボンスター#0000)を用いて、300g/cm2の荷重をかけて5往復擦り、外観を目視で評価した。評価基準は以下のとおりである。
○: 外観にほとんど変化がなかった。
△: 外観に若干の傷つきや艶変化があった。
×: 外観に傷つきがあり、艶変化があった。
【0049】
実施例1
基材シート11として厚さ25μmのポリエチレンテレフタレートフィルムを用い、該基材シート11の片面に下記の樹脂組成物からなるハードコート層12を膜厚3μmとなるようにバーコートにより塗布した後、加速電圧165kV及び照射線量50kGyの条件で電子線を照射して予備硬化した。
次に、このハードコート層12面にコロナ処理をした上で下記の樹脂組成物からなるプライマー層13a(膜厚3μm)を塗布し、再度加速電圧165kV及び照射線量50kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した。
次いで、アクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布して、熱転写フィルム10を得た。
この熱転写フィルム10を用い、被転写体20(ポリカーボネート板、2mm厚)の片面に、160℃の熱をかけながらロール転写を行い、基材シート11を剥離し、ハードコート層12及びプライマー層13aが熱接着層13bを介して転写されたハードコート体30を得た。得られた熱転写フィルム及びハードコート体を上記方法により評価した結果を、用いた各層の組成内容とともに第1表に示す。
【0050】
ハードコート層12の樹脂組成物は次のとおりである。
6官能ウレタンアクリレート:100質量部
ヒドロキシフェニルトリアジン系紫外線吸収剤:0.7質量部
2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」)
電子線反応性官能基を有する光安定剤(電子線反応性HALS):4.3質量部
1,2,2,6,6−ペンタメチル−4−ピペリジニルメタクリレート(BASF社製、商品名「サノール LS−3410」)
耐傷フィラー:コロイダルシリカ 10質量部
【0051】
プライマー層13aの樹脂組成物は次のとおりである。
ポリカーボネート系ウレタンアクリル共重合体:100質量部
ポリカーボネート系ウレタンアクリル共重合体におけるウレタン成分とアクリル成分の質量比:70/30
ヒドロキシフェニルトリアジン系紫外線吸収剤:13質量部
2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヒドロキシフェニル、とオキシラン{[(C10―C16、主としてC12―C13アルキルオキシ)メチル]オキシラン}との反応生成物(BASF社製、商品名「TINUVIN 400」)
ヒドロキシフェニルトリアジン系紫外線吸収剤:17質量部
BASF社製、商品名「TINUVIN 479」
ヒンダードアミン系光安定剤:8質量部
デカン二酸ビス(2,2,6,6−テトラメチル−1−(オクチルオキシ)−4−ピペリジニル)エステル、1,1−ジメチルエチルヒドロペルオキシドとオクタンの反応生成物、(BASF社製、商品名「TINUVIN 123」)
硬化剤: ヘキサンメチレンジイソシアネート:25質量部
【0052】
熱接着層13bの樹脂組成物は次のとおりである。
アクリル樹脂(ポリメタクリル酸メチル樹脂)単体
【0053】
実施例2
プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量100kGyで電子線照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0054】
実施例3
ハードコート層12を加速電圧165kV及び照射線量30kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、熱接着層13b(膜厚4μm)を塗布し、その後、再度、加速電圧165kV及び照射線量70kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0055】
実施例4
ハードコート層12を加速電圧165kV及び照射線量30kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、熱接着層13b(膜厚4μm)を塗布し、その後、再度、加速電圧165kV及び照射線量100kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0056】
実施例5
ハードコート層12を加速電圧165kV及び照射線量20kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量80kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0057】
実施例6
ハードコート層12を加速電圧165kV及び照射線量20kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量100kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0058】
比較例1
ハードコート層12を加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12最終的に硬化(完全硬化)し、プライマー層13a(膜厚3μm)を塗布した後の再度の電子線照射は行わなかった以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0059】
比較例2
実施例2における6官能ウレタンアクリレート100質量部の替わりに、6官能ウレタンアクリレート70質量部、アクリルポリオール(熱可塑性樹脂)30質量部及びヘキサンメチレンジイソシアネート10質量部を用い、ハードコート層12を50℃、2分間熱硬化させて、電子線照射による予備硬化は行わなかった以外は、実施例2と同様にして熱転写フィルム10を得た。実施例2と同様にして評価した結果を第1表に示す。
【0060】
比較例3
ハードコート層12を加速電圧165kV及び照射線量5kGyの条件で電子線を照射して予備硬化した以外は、実施例2と同様にして熱転写フィルム10を得た。実施例2と同様にして評価した結果を第1表に示す。
【0061】
比較例4
ハードコート層12を加速電圧165kV及び照射線量80kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量20kGyで電子線照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0062】
実施例7
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量50kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第2表に示す。
【0063】
実施例8
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第2表に示す。
【0064】
実施例9
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量70kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例3と同様にして熱転写フィルム10を得た。実施例3と同様にして評価した結果を第2表に示す。
【0065】
実施例10
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例4と同様にして熱転写フィルム10を得た。実施例4と同様にして評価した結果を第2表に示す。
【0066】
実施例11
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量80kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例5と同様にして熱転写フィルム10を得た。実施例5と同様にして評価した結果を第2表に示す。
【0067】
実施例12
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例6と同様にして熱転写フィルム10を得た。実施例6と同様にして評価した結果を第2表に示す。
【0068】
比較例5
ハードコート層12を最終的に硬化(完全硬化)した後、プライマー層13a(膜厚3μm)を塗布せず、アクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した以外は、比較例1と同様にして熱転写フィルム10を得た。比較例1と同様にして評価した結果を第2表に示す。
【0069】
比較例6
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、比較例2と同様にして熱転写フィルム10を得た。比較例2と同様にして評価した結果を第2表に示す。
【0070】
比較例7
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、比較例3と同様にして熱転写フィルム10を得た。比較例3と同様にして評価した結果を第2表に示す。
【0071】
比較例8
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量20kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、比較例4と同様にして熱転写フィルム10を得た。比較例4と同様にして評価した結果を第2表に示す。
【0072】
【表1】

【0073】
【表2】
【0074】
第1表及び第2表から明らかなように、実施例1〜12の製造方法は、電子線照射により予備硬化することにより、ハードコート体の耐候性及びハードコート体の被転写体上の各層の密着性を向上することができた。
【産業上の利用可能性】
【0075】
本発明の製造方法によって、長期間にわたってハードコート層とプライマー層又は熱接着層との層間密着性を維持し得ると共に耐候性の優れた熱転写フィルムが得られる。得られた熱転写フィルムは、長期間の屋外での使用によっても、被転写体と各層及び層間での密着性が維持されるハードコート体を提供できるため、一般住居の玄関ドアや外装材、公共施設の床材や外壁などの内外装に好適に使用され、特に建造物や屋外に設置される構造物など、日々直射日光や風雨、砂塵等に晒される部分に好適に用いられる。
【符号の説明】
【0076】
10.熱転写フィルム
11.基材シート
12.ハードコート層
13.接着性付与層
13a.プライマー層
13b.熱接着層
20.被転写体
30.ハードコート体
【技術分野】
【0001】
本発明は、各種化粧板、又は建造物・野外設置構造物の内装品、外装品などに好適な熱転写フィルムの製造方法に関する。
【背景技術】
【0002】
従来より、化粧板や内装品、外装品などに耐傷性などの表面保護性を付与するために、樹脂表面などにハードコート層を設けることが行われている。
一方、一般住居の玄関ドアや外装材、公共施設の床材や外壁などの内外装、あるいは建造物や屋外に設置される構造物は、日々直射日光や風雨に晒されるため、これらの内外装材や建造物には、極めて厳しい耐候性が求められている。そして、従来のハードコート層を備えたフィルムでは、屋外で数年から数十年と長期に渡って使用し続けられるフィルムとしてはいまだ満足できるものではなく、更なる耐候性が求められている。より具体的には長期間の屋外での使用によっても耐候性が維持され、かつハードコート層と隣接層との密着性が良好な熱転写フィルムが求められている。
【0003】
例えば、特許文献1では、ハードコート層と感熱接着剤層との密着を確保するために、ハードコート層塗布後にハードコート層表面の表面エネルギー値が特定の範囲となるように電磁波処理するハードコート転写材の製造方法が提案されている。この電磁波処理としては紫外線照射が用いられている。
特許文献2では、基体シートの一方表面上に少なくとも未硬化または半硬化状態の電子線硬化型ハードコート層を含む転写層が形成され、前記基体シートの他方表面に平均粒子径5〜25μmの樹脂微粒子を含むマット型が形成されたマットハードコート用転写シートが提案されている。この転写シートは、成形品の表面に位置付けされ、熱及びマット型側から圧力を加えられ、転写層を成形品に転写した後、成形品に電子線を照射してハードコート層を硬化させ、マットハードコート成形品が得られる。電子線としては紫外線が用いられているが、電子線としては、紫外線や電子線などを用いるとの記載がある。
【0004】
また、特許文献3では、活性エネルギー線硬化性樹脂からなり、未硬化の状態で艶消し層に対して剥離性を有する第1ハードコート層と、第1ハードコート層の上に形成され、活性エネルギー線硬化性樹脂からなる未硬化の第2ハードコート層とを備え、第1ハードコート層が、活性エネルギー線が照射され硬化した硬化部と、未硬化の状態を維持した未硬化部とを含む、転写シートが開示されている。この活性エネルギー線としては、使用される活性エネルギー線硬化性樹脂に対応した紫外線、電子線、γ線等が挙げられる。特に、取扱いが簡便で高エネルギーが得られることから紫外線が好ましいと記載されている。
しかしながら、ハードコート層と隣接層との密着性を向上することは困難であり、更なる改良が求められている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−345228号公報
【特許文献2】特開2006−198911号公報
【特許文献3】特開2011−11378号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点に鑑み、ハードコート層と隣接層との密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供することを課題とするものである。
【課題を解決するための手段】
【0007】
本発明者らは、前記課題を解決するために鋭意研究を重ねた結果、熱転写フィルムのハードコート層を適切な手段及び条件で予備硬化することにより、上記課題を解決し得ることを見出した。本発明は当該知見により得られたものである。
すなわち、本発明は、基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
【発明の効果】
【0008】
本発明によれば、ハードコート層と隣接層との密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の製造方法で得られる熱転写フィルムの1例の構成を示す断面模式図である。
【図2】本発明の熱転写フィルムの製造方法の第1の実施態様の概略を示す工程説明図である。
【図3】本発明の熱転写フィルムの製造方法の第2の実施態様の概略を示す工程説明図である。
【図4】本発明の熱転写フィルムの製造方法の第3の実施態様の概略を示す工程説明図である。
【発明を実施するための形態】
【0010】
本発明の熱転写フィルムの製造方法は、基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする。
ここで、指触乾燥とは、JIS K 5600−1−1:1999に記載された試験片の乾燥の程度を示す評価基準であって、塗面の中央に指先で軽く触れて、指先が汚れない状態をいう。ハードコート層表面が指触乾燥状態となるように予備硬化することにより、基材シート11にハードコート層12を積層したフィルムを巻き取ることができるようになり、ハードコート層12表面に熱接着層13b又は所望により積層されるプライマー層13aを積層し易くなる。
また、点滴法に従った耐液体性試験とは、JIS K 5600−6−1:1999に記載された試験板に対する液体の影響を評価する方法であり、23±2℃で行われる。ここで、クラックとは、ハードコート層にひび割れが発生する状態を指し、それらは目視による外観変化にて判定する。
【0011】
本発明を、図面を参照して説明する。図1は、本発明の製造方法で得られる熱転写フィルムの1例の構成を示す断面模式図である。
熱転写フィルム10は、基材シート11の一方の面にハードコート層12、所望により配設されるプライマー層13a及び熱接着層13bが順次積層されて構成されている。ここで、接着性付与層13は、プライマー層13aで構成されている場合と、熱接着層13bで構成されている場合と、プライマー層13a及び熱接着層13で構成されている場合とがある。
また、接着性付与層13がプライマー層13aで構成されている場合は、接着性付与層13であるプライマー層13a表面上からハードコート層12に電子線照射した工程の後に、熱接着層13bが積層されることが好ましく、熱転写フィルム10は、基材シート11の一方の面にハードコート層12、プライマー層13a及び熱接着層13bが順次積層された構成となることが好ましい。
図1に示す本発明方法に係る熱転写フィルム10では、その熱接着層13b表面と被転写体20表面とが熱接着され、基材シート11が剥離除去されて、ハードコート体30が得られる。
【0012】
図2は、本発明の熱転写フィルムの製造方法の第1の実施態様の概略を示す工程説明図である。
図2に示す製造方法(A)は、接着性付与層13がプライマー層13aである実施態様であって、プライマー層13a表面上からハードコート層12に電子線照射する工程の後に、熱接着層を積層する工程を含むことが好ましい。
製造方法(A)においては、積層されたプライマー層13a表面上から前記ハードコート層12に電子線照射(2回目の電子線照射)する工程により、ハードコート層12を硬化させ、その後プライマー層13a表面に熱接着層13bを積層する工程を経て、熱転写フィルム10が得られる。
ここで、2回目の電子線照射によりハードコート層12を硬化させるときの「硬化」とは、通常の架橋硬化をいい、1回目の電子線照射による「予備硬化」に対して、「最終的硬化」又は「完全硬化」とも称されるものである。
2回目の電子線照射による「硬化」、「最終的硬化」又は「完全硬化」とは、後述する指触乾燥(JIS K 5600−1−1:1999)状態とし、かつ耐液体性試験(JIS K 5600−6−1:1999、点滴法)により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが発生しないことである。ここで、クラックとは、上記の状態を指す。
電子線照射は、紫外線と比較してエネルギーが高く、プライマー層13a及び熱接着層13bのいずれも厚みが薄いので、電圧を適宜調整することにより、効果的にハードコート層12を硬化させることができる。
【0013】
図3は本発明の熱転写フィルムの製造方法の第2の実施態様の概略を示す工程説明図である。
図3に示す製造方法(B)は、接着性付与層13がプライマー層13aとプライマー層13aの上に積層される熱接着層13bからなる実施態様である。製造方法(B)においては、ハードコート層12にプライマー層13aを積層し、積層されたプライマー層13aに熱接着層13bを積層した後、熱接着層13b表面上からハードコート層12に電子線照射(2回目の電子線照射)する工程により、ハードコート層12を硬化させて、熱転写フィルム10が得られる。
ここで、2回目の電子線照射によりハードコート層12を硬化させるときの「硬化」及び耐液体性試験における「クラック」は、製造方法(A)の場合と同義である。
【0014】
図4は本発明の熱転写フィルムの製造方法の第3の実施態様の概略を示す工程説明図である。
図4に示す製造方法(C)は、接着性付与層13が熱接着層13bである実施態様であって、熱接着層13b表面上から前記ハードコート層12に電子線照射(2回目の電子線照射)する工程により、ハードコート層12を硬化させて、熱転写フィルム10が得られる。
ここで、2回目の電子線照射によりハードコート層12を硬化させるときの「硬化」及び耐液体性試験における「クラック」は、製造方法(A)の場合と同義である。
【0015】
[基材シート11]
本発明で用いられる基材シート11は、その表面にハードコート層などの層を形成でき、かつ熱転写フィルム10が被転写体20に熱接着された後に剥離除去できるものであればよく、各種の樹脂フィルムや金属フィルムを使用することができる。樹脂フィルムであれば、例えば、ポリエステル系樹脂、ポリプロピレン等のポリオレフィン系樹脂、ポリエチレン系樹脂、ポリアミド系樹脂、ポリイミド系樹脂などの各種の樹脂フィルムを用いることができる。また、これらの樹脂フィルムが2種又はそれ以上のものが積層された複層フィルムであっても良い。
【0016】
なかでも、ポリエステルフィルム、特に一軸または二軸延伸ポリエステルフィルムが、耐熱性に優れていることからより好ましい。基材シート11の厚さとしては、通常は5〜200μm程度、より好ましくは25〜100μmから選択される。厚さが5μm以上であれば、樹脂フィルムに皺、カール等の欠点が発生し難く、取り扱い易いので好ましい。一方、200μm以下であれば、経済的に好ましく、さらに熱転写時の熱伝導が早く、転写の作業性が良くなるため好ましい。
なお、基材11は、可撓性を持つ限り着色されていてもよく、印刷などで模様や文字などが付与されていても良い。
上記ポリエステルフィルム材料としては、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンテレフタレートーイソフタレート共重合体等が挙げられ、ポリエチレンテレフタレートが好ましい。
【0017】
本発明に係る基材シート11において、熱転写後にハードコート体30から容易に剥離することができるように、所望により、基材シート11上に離型層(図示しない。)を形成しても良い。この離型層は、熱転写し、剥離した後に、基材シート11側に残存する。離型層を構成する樹脂としては、例えばエポキシ−メラミン樹脂、アクリル−メラミン樹脂、メラミン樹脂、尿素樹脂、尿素−メラミン樹脂、シリコーン樹脂、アクリル−シリコーン樹脂、フッ素樹脂等があげられる。これらの樹脂の1種又はそれ以上の樹脂の有機溶剤溶液、エマルジョン等のコーティング剤をロールコーティング法、グラビアコーティング法等の通常コーティング法により基材シート11上に塗布し、溶媒を乾燥(熱硬化性樹脂、電子線硬化性樹脂、紫外線硬化性樹脂等の場合は硬化)することによって形成する。
離型層の厚さは、通常0.1〜10μmの範囲、好ましくは0.2〜5μmの範囲から適宜選択実施される。離型層の厚さが0.1μm以上であれば、剥離が重くならず、剥離し易くなるので好ましい。また、10μm以下であれば剥離が軽すぎることなく、順次形成する層が加工工程中で脱落することがないので好ましい。
離型層は、例えば以下の方法によっても形成することができる。水酸基、エーテル基、カルボキシル基、アミノ基等を1個以上有する水溶性有機物質、例えばポリビニルアルコール、ポリビニルピロリドン等のビニル系水溶性樹脂、メチルセルロース、カルボキシルメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース等の繊維素エーテル系樹脂、アクリル酸ソーダ、アクリル酸アンモニウム等のアクリル酸系水溶性物質、澱粉、デキストリン、ニカワ、ゼラチン等の天然水溶性物質、カゼイン、カゼイン酸ソーダ、カゼイン酸アンモニウム等のタンパク質系水溶性物質、その他ポリエチレンオキサイド、カラギーナン、グルコマンガン等の1種、又はそれ以上の物質である水溶液のコーティング剤をロールコーティング法、グラビアコーティング法等の通常コーティング法により基材シート11上に塗布し、乾燥することにより形成される。
【0018】
また、上記の離型層に替えて、所望により基材シート11のハードコート層12を積層する側の表面に各種のワックスや剥離性に優れた樹脂をコーテイングしても良い。ワックスとしては、例えば、カルナバワックス、マイクロクリスタリンワックス、パラフィンワックス、フィッシャートロプシュワックス、酸化ポリエチレンワックス、各種低分子量ポリエチレン、木ロウ、ミツロウ、鯨ロウ、イボタロウ、羊毛ロウ、セラックワックス、キャンデリラワックス、一部変性ワックス、脂肪酸エステル、脂肪酸アミド等の種々のワックスがあげられる。剥離性に優れた樹脂としては、例えば剥離性に優れたアクリル樹脂、シリコーン樹脂、フッ素樹脂、シリコーン或いはフッ素で変性した各種の樹脂を使用することもできる。
これらのワックスや剥離性に優れた樹脂は、上記離型層と同様に、通常コーティング法により基材シート11上に塗布し、乾燥することによって形成できる。これらの厚さは離型層の厚さと同様である。
【0019】
[ハードコート層12]
ハードコート層12は、耐候性と耐傷性などのハードコート性などを付与する層であり、図1に示すように基材シート11の一方の面に設けられる。このハードコート層12は、電子線硬化型樹脂組成物を架橋硬化してなり、電子線硬化型樹脂としては、従来から電子線硬化型の樹脂として慣用されている重合性オリゴマー及び重合性モノマーの中から適宜選択して用いることができる。そのような電子線硬化型樹脂としては、重合性オリゴマー及び/又は重合性モノマー、特には、多官能の重合性オリゴマー及び/又は多官能の重合性モノマーが挙げられる。
電子線硬化型樹脂は、無溶媒でも塗布することができ、取り扱いが容易である。
【0020】
(重合性オリゴマー)
重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系やポリエーテル系ウレタン(メタ)アクリレートやカプロラクトン系ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが好ましく挙げられ、これらのうち、特に多官能性のウレタン(メタ)アクリレート系が、耐候性とハードコート性を両立させる点で好ましく、分子量としては、1000〜5000程度のものが好ましい。
ここで、多官能性とは、重合性オリゴマー又は重合性モノマーが、分子内に、複数のラジカル重合性不飽和基、好ましくは2〜20のラジカル重合性不飽和基、より好ましくは3〜10のラジカル重合性不飽和基を有することをいう。
【0021】
(重合性モノマー)
重合性モノマーとしては、例えば、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイドトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレートなどが挙げられる。
【0022】
さらに、電子線硬化型樹脂には、上記の重合性オリゴマー及び/又は重合性モノマーの他、カプロラクトン系ポリオールと有機イソシアネートとヒドロキシアクリレートとの反応により得られるカプロラクトン系ウレタン(メタ)アクリレートや、ポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレートなどのような高分子ウレタン(メタ)アクリレートを併用することができ、併用することにより、さらに耐候性を向上することができる。これらのうち、カプロラクトン系のものが、耐候性の向上の点でより好ましいものである。
上述の重合性オリゴマー及び重合性モノマーは1種を単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0023】
なお、本発明においては、上記の重合性オリゴマー及び/又は重合性モノマーと共に、その粘度を調整するなどの目的で、メチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどの単官能性(メタ)アクリレートのような希釈剤を、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートは1種を単独で用いても良いし、2種以上を組み合わせて用いてもよく、低分子量の多官能性(メタ)アクリレートを併用しても良い。また、希釈剤としては、上記のモノマーの他、通常の有機溶媒を用いて、樹脂組成物の塗布性を確保することもできる。
【0024】
また、ハードコート層12を形成するための樹脂組成物には、さらにハードコート性、特に耐候性を向上させるために、耐候性改善剤、耐傷フィラーを含有させることができる。
【0025】
(耐候性改善剤)
本発明に係るハードコート層12には、耐候性をさらに向上させるために、紫外線吸収剤(UVA)や光安定剤などの耐候性改善剤を含有させることが好ましい。この場合の耐候性とは、転写層が紫外線等で劣化剥離することを防止することと、被転写体が紫外線等で劣化変色することを防止することの両方の意味を持ち、この両者の効果が得られる点で好適である。
紫外線吸収剤としては、無機系、有機系のいずれでもよく、無機系紫外線吸収剤としては、平均粒径が5〜120nm程度の酸化チタン、酸化セリウム、酸化亜鉛などを好ましく用いることができる。また、有機系紫外線吸収剤としては、例えばベンゾトリアゾール系、トリアジン系、ベンゾフェノン系、サリチレート系、アクリロニトリル系などが好ましく挙げることができる。なかでも、紫外線吸収能が高く、また紫外線などの高エネルギーに対しても劣化しにくいトリアジン系がより好ましい。
トリアジン系紫外線吸収剤としては、ヒドロキシフェニルトリアジン系紫外線吸収剤である2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」)、2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヒドロキシフェニル、とオキシラン{特に、[(C10―C16、主としてC12―C13アルキルオキシ)メチル]オキシラン}との反応生成物(BASF社製、商品名「TINUVIN 400」)、2−(2,4−ジヒドロキシフェニル)−4,6−ビス−(2,4−ジメチルフェニル)−1,3,5−トリアジンと(2−エチルヘキシル)−グリシド酸エステルの反応生成物(BASF社製、商品名「TINUVIN 405」)、2,4−ビス[2−ヒドロキシ-4-ブトキシフェニル]−6−(2,4−ジブトキシフェニル)−1,3−5−トリアジン(BASF社製、商品名「TINUVIN 460」)などが挙げられる。また、紫外線吸収剤として、分子内に電子線反応性基を有する紫外線吸収剤を用いることもできる。
紫外線吸収剤の含有量は、ハードコート層12を形成する樹脂100質量部に対して、好ましくは0.1〜25質量部、より好ましくは0.2〜5質量部、さらに好ましくは0.3〜2質量部である。
【0026】
光安定剤としては、ヒンダードアミン系の光安定剤(HALS)などが好ましく挙げられる。また、光安定剤として、分子内に電子線反応性基{(メタ)アクリロイル}を有する光安定剤を用いることもできる。
光安定剤としては、1,2,2,6,6−ペンタメチル−4−ピペリジニルメタクリレート(BASF社製、商品名「サノール LS−3410」)又は(日立化成工業株式会社製、商品名「FA−711MM」)、2,2,6,6−テトラメチル−4−ピペリジニルメタクリレート(日立化成工業株式会社製、商品名「FA−712HM」)などの電子線反応性ヒンダードアミン系光安定剤、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート(BASF社製、商品名「TINUVIN 292」)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジニル)セバケート、メチル(1,2,2,6,6−ペンタメチル−4−ピペリジニル)セバケート、2,4−ビス[N−ブチル−N−(1−シクロヘキシルオキシ−2,2,6,6−テトラメチルピペリジン−4−イル)アミノ]−6−(2−ヒドロキシエチルアミン)−1,3,5−トリアジン)などのヒンダードアミン系光安定剤が挙げられる。
光安定剤の含有量は、ハードコート層12を形成する樹脂100質量部に対して、好ましくは0.05〜20質量部、より好ましくは0.1〜10質量部、さらに好ましくは0.5〜5質量部である。
【0027】
(耐傷フィラー)
本発明において、所望により用いられる耐傷フィラーとしては、無機系と有機系のフィラーがあり、無機物では、例えば、α−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。
【0028】
これらの無機系の耐傷フィラーのうち、シリカは好ましいものの一つである。シリカは耐摩擦性を向上させ、かつハードコート層12の透明性を阻害しない。シリカとしては従来公知のシリカから適宜選択して用いることが可能であり、例えば、コロイダルシリカを好適に挙げることができる。コロイダルシリカは、添加量が増えた場合であっても、透明性に影響を及ぼすことが少なく、好ましい。シリカの粒子径としては、1次粒子径が5〜1000nmのものを用いることが好ましく、10〜50nmのものがさらに好ましく10〜30nmのものが特に好ましい。1次粒子径が1000nm以下のシリカを用いると透明性が確保される。また、用いるシリカの1次粒子径は一種類である必要はなく、異なる1次粒子径のシリカを混合して用いることも可能である。シリカの配合量としては、電子線硬化型樹脂100質量部に対して1〜20質量部の割合であることが好ましい。また、球状のα−アルミナあるいはコロイダルアルミナも、硬度が高く、耐摩耗性の向上に対する効果が大きいことや、球状の粒子を比較的得やすいことから、好ましいものである。
【0029】
一方、有機物のフィラーでは、架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズがあげられる。粒径は、通常膜厚の30〜200%程度とすることが好ましい。配合量は、ハードコート層12を形成する樹脂100質量部に対して1〜20質量部程度の割合であることが好ましい。
【0030】
(添加剤)
また、本発明で用いられるハードコート層12用の電子線硬化型樹脂組成物には、その性能を阻害しない範囲で各種添加剤を含有することができる。各種添加剤としては、例えば重合禁止剤、架橋剤、帯電防止剤、接着性向上剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤などが挙げられる。
【0031】
ハードコート層12を形成する電子線硬化型樹脂組成物の塗布は、硬化後の厚さが通常0.5〜20μm程度となるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより行う。また、優れた耐候性とその持続性、さらには耐傷性や透明性、鏡面性とを得る観点から、好ましくは1〜10μmである。
なお、樹脂組成物が溶剤を含むような場合は、塗布後、熱風乾燥機などにより塗布層を予め加熱乾燥してから電子線を照射することが好ましい。
【0032】
上記の樹脂組成物の塗布により形成した未硬化樹脂層は、電子線などを照射して予備硬化及び最終的な架橋硬化をすることにより、ハードコート層12が形成される。ここで、電子線の加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
本発明において、予備硬化するための電子線照射線量は、10〜70kGyの範囲であることが指触乾燥試験と耐液体性試験(点滴法)とを同時に満足するために好ましく、20〜50kGyの範囲であることがより好ましい。
さらに、予備硬化するための電子線照射線量を10kGy以上とすることによりハードコート層の隣接層(プライマー層又は熱接着層)塗布時のクラック発生をより好適に防止することができ、20kGy以上とすることによりハードコート体の被転写体上の各層の煮沸後の密着性をより好適に保持することができる。
一方、最終的に硬化(完全硬化)するための電子線照射線量は、30〜100kGyの範囲であることが耐候性と耐傷性とを向上するために好ましく、50〜70kGyの範囲であることがより好ましい。
また、予備硬化するための電子線照射と最終的に硬化(完全硬化)するための電子線照射との合計電子線照射線量は、50〜150kGyの範囲であることが好ましい。50kGy以上であれば、最終的に硬化(完全硬化)に十分であり、150kGy以下であれば、架橋以外の崩壊が起こる影響が耐傷性等の物性面において寄与しない。
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
【0033】
[プライマー層13a]
本発明方法の第1及び第2の実施態様において、ハードコート層12上に積層されるプライマー層13aは、ハードコート層12と熱接着層13bとの間に設けられる層である。そして、このプライマー層13aは、ハードコート層12に対する応力緩和層として機能するもので、ハードコート層12の耐候劣化による割れを抑制するために設けるものであり、熱転写フィルム10の層間密着性と耐候性とを向上させるように機能するものである。
本発明方法の第1及び第2の実施態様においては、プライマー層13aにハードコート層12で用いられる電子線硬化型樹脂と反応性を有する樹脂(以下、樹脂Aという。)を含有することが好ましい。これにより、プライマー層13aとハードコート層12の層間密着性が向上する。特に、厳しい耐候性試験の後であってもその密着性は落ちないことから、本発明方法の第1及び第2の実施態様に係る熱転写フィルム10は、耐久性の高い、すなわち、長時間屋外で使用されても密着性が維持されるものとなる。
また、ハードコート層12にプライマー層13aを積層させる際は、ハードコート層12の表面をいわゆるコロナ放電処理、プラズマ処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理などの処理を行うことにより、ハードコート層12とプライマー層13aとの間の接着性をさらに高めるようにしても良い。
【0034】
本発明方法の第1及び第2の実施態様において使用される上記の樹脂Aは、上記反応性を有するものであれば特に制限されるものではないが、電子線硬化型樹脂であることが好ましく、電子線の照射により、ハードコート層12を構成する電子線硬化型樹脂と架橋硬化するものが好適である。
この樹脂Aとして、電子線硬化型樹脂と反応性を有する2液硬化型の熱硬化型樹脂が好ましい。この熱硬化型樹脂100質量部に対して、硬化剤を1〜30質量部含有したものが好適に用いられる。熱硬化型樹脂の具体例としては、ポリカーボネート系ウレタンアクリル共重合体やポリエステル系ウレタンアクリル共重合体、あるいはポリカーボネート系ウレタンアクリル共重合体とアクリルポリオールとからなる樹脂を用いることが好ましく、ポリカーボネート系ウレタンアクリル共重合体がより好ましい。これらの樹脂を用いてプライマー層13aを形成することで、応力緩和性が付与され、耐候性に優れたものが得られる。
【0035】
ポリカーボネート系ウレタンアクリル共重合体は、ポリカーボネートジオールとジイソシアネートとを反応させて得られるポリカーボネート系ポリウレタン高分子を、ラジカル重合開始剤として使用し、アクリルモノマーをラジカル重合させて得られる樹脂である。
ここで、ジイソシアネートとしては、ヘキサメチレンジイソシアネートなどの脂肪族系イソシアネートや、イソホロンジイソシアネート、水素転化キシリレンジイソシアネートなどの脂環式系イソシアネートが好ましく挙げられる。アクリルモノマーとしては、(メタ)アクリル酸やアルキル基の炭素数が1〜6程度の(メタ)アクリル酸アルキルエステルが好ましく挙げられ、これらを単独で又は2種以上を組み合わせて使用することができる。
なお、架橋硬化が容易に進行するとの観点から、上記樹脂Aはハードコート層12を構成する電子線硬化型樹脂と同一のものであっても良く、この電子線硬化型樹脂と上記の熱硬化型樹脂との両方を含有するものであっても良い。ハードコート層12とプライマー層13aとの界面での両層の相溶性が良くなり、さらに密着性が向上するからである。
【0036】
また、プライマー層13a上に熱接着層13bを積層する際に、プライマー層13aと熱接着層13bとの接着性を確保するために、プライマー層13aの表面をいわゆるコロナ放電処理、プラズマ処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理などの処理を行うことにより熱接着層13bとの間の接着性をさらに高めるようにしても良い。
また耐候性をさらに向上させるため、紫外線吸収剤(UVA)や光安定剤(HALS)などの耐候性改善剤を含有させることもできる。
プライマー層13a中のトリアジン系紫外線吸収剤の含有量は、プライマー層13aを形成する樹脂100質量部に対して、好ましくは0.1〜50質量部、より好ましくは1〜40質量部、さらに好ましくは10〜35質量部であり、特に好ましくは20〜35質量部である。
また、プライマー層13a中のヒンダードアミン系光安定剤の含有量は、プライマー層13aを形成する樹脂100質量部に対して、0.05〜15質量部、より好ましくは0.5〜12質量部、さらに好ましくは1〜10質量部であり、特に好ましくは3〜10質量部である。
【0037】
本発明方法の第1及び第2の実施態様に係るプライマー層13a中には、巻き取り性等の生産性を向上させるために、粒径が1〜10μmの球状シリカを含んでも良い。使用するシリカ粒子は、いわゆるマット剤として使用できるものであればよく、粒径は1〜10μm程度であることが好ましく、透明性を向上させるために粒径は1〜4μm程度がより好ましい。粒子形状は球形のものが好ましい。このようなシリカ粒子の種類については、処理/未処理問わず、従来公知のものが使用でき、これらを単独で、あるいは2種以上を混合して使用することができる。また、シリカ粒子の配合量としては、プライマー層13aを構成する樹脂分100質量部に対して、5〜25質量部であることが好ましい。このような粒径のシリカ粒子を前記の配合量で配合することで、塗布性能を保持しつつ鏡面性、透明性を確保できる。
【0038】
プライマー層13aの厚さについては、本発明の効果を奏する範囲で特に限定されないが、十分な接着性と応力緩和性を得るとの観点から、0.5〜10μmの範囲が好ましく、さらには1〜5μmの範囲が好ましい。
プライマー層13aの形成は、上記樹脂Aを含む組成物をそのままで又は溶媒に溶解若しくは分散させた状態のものを用い、公知の印刷方法、塗布方法などによって、ハードコート層12に塗布し、乾燥、硬化することによって行うことができる。
【0039】
(熱接着層)
図1乃至4に示すように、熱接着層13bは、ハードコート層12を被転写体20に接着するために設けられる層であり、熱接着層13bに使用できる接着性の樹脂としては、被転写体20の材質や熱転写の際の転写温度や圧力に応じて定められるものであるが、一般に、アクリル樹脂、塩化ビニル−酢酸ビニル共重合体、ポリアミド樹脂、ポリエステル樹脂、塩素化ポリプロピレン、塩素化ゴム、ウレタン樹脂、エポキシ樹脂、スチレン樹脂等の熱融着樹脂が好ましく、被転写体20の材質や転写製品の用途に応じて、上記樹脂の中から1種または2種以上の樹脂が選定される。耐候性向上の点からアクリル樹脂単体が特に好ましい。
本発明方法の第3の実施態様において、ハードコート層12に熱接着層13bを積層させる際は、ハードコート層12の表面をいわゆるコロナ放電処理、プラズマ処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理などの処理を行うことによりハードコート層12と熱接着層13bとの間の接着性をさらに高めるようにしても良い。
【0040】
また、この熱接着層13bには、ハードコート層12及びプライマー層13aと同様、耐候性をさらに向上させるため、紫外線吸収剤(UVA)や光安定剤(HALS)などの耐候性改善剤を含有させることもできる。使用できる紫外線吸収剤や光安定剤としては、上述のものと同様であり、これらの紫外線吸収剤の配合量は、熱接着層13bを形成する樹脂100質量部に対して、好ましくは0.1〜25質量部、より好ましくは0.2〜20質量部、さらに好ましくは0.3〜10質量部である。また、光安定剤の配合量は、熱接着層13bを形成する樹脂100質量部に対して、好ましくは0.05〜20質量部、より好ましくは0.5〜15質量部、さらに好ましくは1〜10質量部である。
【0041】
また、熱接着剤層14の厚さとしては、通常0.5〜15μmの範囲であり、2〜5μmの範囲が好ましい。0.5μm以上であれば被転写体20と、プライマー層13aおよびハードコート層12との十分な接着性が得られ、2μm以上であればプライマー層中にシリカ粒子を含有していても十分な透明性が得られる。また、15μm以下であると経済的に好ましく、5μm以下であれば乾燥硬化後のカールや塗膜クラックの発生をより軽減できる。
また、熱転写フィルム10は、熱接着層13bの上にポリエチレンなどのカバーフィルム(保護フィルム)を貼り付けて表面を保護しておくことが、製品を保管する上で好ましく、カバーフィルムがある場合には、このカバーフィルムを剥がし、熱接着層13bを露出し、この熱接着層13bの面を介して被転写体20に転写される。この場合、カバーフィルムの剥離強度が0.1kgf/cm2以下であることが、剥離時に転写層を基材フィルムに保持させられるため好ましく、より好ましくは0.01kgf/cm2以下である。
ここで、剥離強度とは、テンシロン引張試験機(オリエンテック製)を用いて、200mm/min、180°で剥がした際の剥離強度をいう。
【0042】
[ハードコート体]
以上のようにして得られる熱転写フィルム10を用いて、被転写体20に、熱接着層13bを介してハードコート層12又はハードコート層12を含む複合層を転写形成して、ハードコート層12を有するハードコート体30が得られる(図1参照)。
【0043】
ハードコート体を形成する被転写体20としては、特に制限されるものではなく、耐候性と耐傷性の両方の性能が必要になるもので、例えば、建築構造物の外装材や内装材、自動車内外装用の部品や、家電製品などの樹脂製品があげられるが、特に、バルコニーの仕切り板、自動車のウインドウ、高速道路の壁面などのような透明プラスチックを用いた製品が挙げられる。
【実施例】
【0044】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によって何ら限定されるものではない。
【0045】
(評価方法)
(1)指触乾燥試験
各実施例及び比較例において、ハードコート層を予備硬化した後、JIS K 5600−1−1 4.3.5 a):1999に記載された指触乾燥試験を行い、予備硬化の状態を下記の基準にて評価した(23±2℃で実施)。
○: 指先で軽く触れて、指先が汚れない状態だった。
×: 指先で軽く触れて、指先に塗膜が付着した。
(2)溶剤滴下試験
JIS K 5600−6−1 9.:1999に記載された耐液体性試験(点適法)に従い、酢酸エチルを実施例及び比較例で得られたハードコート体30に滴下し30分後の塗膜の状態を目視で観察し、下記の基準にて評価した(23±2℃で実施)。
○: 塗膜に微細クラックが発生した。
×: 外観変化が全くなかった。
【0046】
(3)プライマー塗布後の外観
各実施例及び比較例にてプライマー層を塗布した後、塗膜表面の外観を目視で下記の基準にて評価した。
○: 外観変化が全くなかった。
△: 外観変化は若干あるが、実用上問題なかった。
×: 塗膜全体にクラックが発生した。
(4)耐候性試験
各実施例及び比較例で得られたハードコート体30を、ダイプラ・ウィンテス株式会社製メタルウェザーにセットし、ライト条件(照度:60mW/cm2、ブラックパネル温度63℃、層内湿度50%RH)で20時間、結露条件(照度:0mW/cm2、ブラックパネル温度30℃、層内湿度98%RH)で4時間、水噴霧条件(結露条件の前後10秒間)の条件で300時間放置する耐候性試験を行った。該試験後、25℃、50%RHの条件下で2日間保持してから、ハードコート体30表面のクラックや白化などの外観を目視で下記の基準にて評価した。
◎: 外観変化は全くなかった。
○: 外観変化はほとんどなかった。
△: 外観変化は若干あるが、実用上問題なかった。
×: 外観変化が著しかった。
【0047】
(5)密着性
各実施例及び比較例で得られたハードコート体30について、その表面にニチバン(株)製セロテープ(登録商標)を貼り付けて急激に剥離する操作を1回行った。このときの、被転写体20上に設けた各層が剥離するかどうかを目視により確認し、下記の基準で評価した。
○: 層の剥離は全くなかった。
△: 層の剥離は若干あるが、実用上問題なかった。
×: 層の剥離が著しかった。
(6)煮沸1時間後の密着性
沸騰水中にハードコート体30を投入し、1時間後に取り出し3時間風乾後、上記の密着性を上記と同じ基準により評価した。
【0048】
(7)耐傷性
各実施例及び比較例で得られたハードコート体30について、スチールウール(日本スチールウール株式会社製、ボンスター#0000)を用いて、300g/cm2の荷重をかけて5往復擦り、外観を目視で評価した。評価基準は以下のとおりである。
○: 外観にほとんど変化がなかった。
△: 外観に若干の傷つきや艶変化があった。
×: 外観に傷つきがあり、艶変化があった。
【0049】
実施例1
基材シート11として厚さ25μmのポリエチレンテレフタレートフィルムを用い、該基材シート11の片面に下記の樹脂組成物からなるハードコート層12を膜厚3μmとなるようにバーコートにより塗布した後、加速電圧165kV及び照射線量50kGyの条件で電子線を照射して予備硬化した。
次に、このハードコート層12面にコロナ処理をした上で下記の樹脂組成物からなるプライマー層13a(膜厚3μm)を塗布し、再度加速電圧165kV及び照射線量50kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した。
次いで、アクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布して、熱転写フィルム10を得た。
この熱転写フィルム10を用い、被転写体20(ポリカーボネート板、2mm厚)の片面に、160℃の熱をかけながらロール転写を行い、基材シート11を剥離し、ハードコート層12及びプライマー層13aが熱接着層13bを介して転写されたハードコート体30を得た。得られた熱転写フィルム及びハードコート体を上記方法により評価した結果を、用いた各層の組成内容とともに第1表に示す。
【0050】
ハードコート層12の樹脂組成物は次のとおりである。
6官能ウレタンアクリレート:100質量部
ヒドロキシフェニルトリアジン系紫外線吸収剤:0.7質量部
2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」)
電子線反応性官能基を有する光安定剤(電子線反応性HALS):4.3質量部
1,2,2,6,6−ペンタメチル−4−ピペリジニルメタクリレート(BASF社製、商品名「サノール LS−3410」)
耐傷フィラー:コロイダルシリカ 10質量部
【0051】
プライマー層13aの樹脂組成物は次のとおりである。
ポリカーボネート系ウレタンアクリル共重合体:100質量部
ポリカーボネート系ウレタンアクリル共重合体におけるウレタン成分とアクリル成分の質量比:70/30
ヒドロキシフェニルトリアジン系紫外線吸収剤:13質量部
2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヒドロキシフェニル、とオキシラン{[(C10―C16、主としてC12―C13アルキルオキシ)メチル]オキシラン}との反応生成物(BASF社製、商品名「TINUVIN 400」)
ヒドロキシフェニルトリアジン系紫外線吸収剤:17質量部
BASF社製、商品名「TINUVIN 479」
ヒンダードアミン系光安定剤:8質量部
デカン二酸ビス(2,2,6,6−テトラメチル−1−(オクチルオキシ)−4−ピペリジニル)エステル、1,1−ジメチルエチルヒドロペルオキシドとオクタンの反応生成物、(BASF社製、商品名「TINUVIN 123」)
硬化剤: ヘキサンメチレンジイソシアネート:25質量部
【0052】
熱接着層13bの樹脂組成物は次のとおりである。
アクリル樹脂(ポリメタクリル酸メチル樹脂)単体
【0053】
実施例2
プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量100kGyで電子線照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0054】
実施例3
ハードコート層12を加速電圧165kV及び照射線量30kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、熱接着層13b(膜厚4μm)を塗布し、その後、再度、加速電圧165kV及び照射線量70kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0055】
実施例4
ハードコート層12を加速電圧165kV及び照射線量30kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、熱接着層13b(膜厚4μm)を塗布し、その後、再度、加速電圧165kV及び照射線量100kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0056】
実施例5
ハードコート層12を加速電圧165kV及び照射線量20kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量80kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0057】
実施例6
ハードコート層12を加速電圧165kV及び照射線量20kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量100kGyで電子線照射してハードコート層12最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0058】
比較例1
ハードコート層12を加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12最終的に硬化(完全硬化)し、プライマー層13a(膜厚3μm)を塗布した後の再度の電子線照射は行わなかった以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0059】
比較例2
実施例2における6官能ウレタンアクリレート100質量部の替わりに、6官能ウレタンアクリレート70質量部、アクリルポリオール(熱可塑性樹脂)30質量部及びヘキサンメチレンジイソシアネート10質量部を用い、ハードコート層12を50℃、2分間熱硬化させて、電子線照射による予備硬化は行わなかった以外は、実施例2と同様にして熱転写フィルム10を得た。実施例2と同様にして評価した結果を第1表に示す。
【0060】
比較例3
ハードコート層12を加速電圧165kV及び照射線量5kGyの条件で電子線を照射して予備硬化した以外は、実施例2と同様にして熱転写フィルム10を得た。実施例2と同様にして評価した結果を第1表に示す。
【0061】
比較例4
ハードコート層12を加速電圧165kV及び照射線量80kGyの条件で電子線を照射して予備硬化し、プライマー層13a(膜厚3μm)を塗布した後、再度、加速電圧165kV及び照射線量20kGyで電子線照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第1表に示す。
【0062】
実施例7
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量50kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第2表に示す。
【0063】
実施例8
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例1と同様にして熱転写フィルム10を得た。実施例1と同様にして評価した結果を第2表に示す。
【0064】
実施例9
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量70kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例3と同様にして熱転写フィルム10を得た。実施例3と同様にして評価した結果を第2表に示す。
【0065】
実施例10
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例4と同様にして熱転写フィルム10を得た。実施例4と同様にして評価した結果を第2表に示す。
【0066】
実施例11
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量80kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例5と同様にして熱転写フィルム10を得た。実施例5と同様にして評価した結果を第2表に示す。
【0067】
実施例12
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、実施例6と同様にして熱転写フィルム10を得た。実施例6と同様にして評価した結果を第2表に示す。
【0068】
比較例5
ハードコート層12を最終的に硬化(完全硬化)した後、プライマー層13a(膜厚3μm)を塗布せず、アクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した以外は、比較例1と同様にして熱転写フィルム10を得た。比較例1と同様にして評価した結果を第2表に示す。
【0069】
比較例6
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、比較例2と同様にして熱転写フィルム10を得た。比較例2と同様にして評価した結果を第2表に示す。
【0070】
比較例7
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量100kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、比較例3と同様にして熱転写フィルム10を得た。比較例3と同様にして評価した結果を第2表に示す。
【0071】
比較例8
ハードコート層12面にコロナ処理をした上でアクリル樹脂(ポリメタクリル酸メチル樹脂)からなる熱接着層13b(膜厚4μm)を塗布した後、加速電圧165kV及び照射線量20kGyの条件で電子線を照射してハードコート層12を最終的に硬化(完全硬化)した以外は、比較例4と同様にして熱転写フィルム10を得た。比較例4と同様にして評価した結果を第2表に示す。
【0072】
【表1】
【0073】
【表2】
【0074】
第1表及び第2表から明らかなように、実施例1〜12の製造方法は、電子線照射により予備硬化することにより、ハードコート体の耐候性及びハードコート体の被転写体上の各層の密着性を向上することができた。
【産業上の利用可能性】
【0075】
本発明の製造方法によって、長期間にわたってハードコート層とプライマー層又は熱接着層との層間密着性を維持し得ると共に耐候性の優れた熱転写フィルムが得られる。得られた熱転写フィルムは、長期間の屋外での使用によっても、被転写体と各層及び層間での密着性が維持されるハードコート体を提供できるため、一般住居の玄関ドアや外装材、公共施設の床材や外壁などの内外装に好適に使用され、特に建造物や屋外に設置される構造物など、日々直射日光や風雨、砂塵等に晒される部分に好適に用いられる。
【符号の説明】
【0076】
10.熱転写フィルム
11.基材シート
12.ハードコート層
13.接着性付与層
13a.プライマー層
13b.熱接着層
20.被転写体
30.ハードコート体
【特許請求の範囲】
【請求項1】
基材シートにハードコート層を積層する工程と、
該ハードコート層を予備硬化する工程と、
該ハードコート層に接着性付与層を積層する工程と、
該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、
該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法。
【請求項2】
前記接着性付与層がプライマー層である請求項1に記載の熱転写フィルムの製造方法。
【請求項3】
前記接着性付与層が、プライマー層と該プライマー層の上に積層される熱接着層とからなる請求項1に記載の熱転写フィルムの製造方法。
【請求項4】
前記接着性付与層が熱接着層である請求項1に記載の熱転写フィルムの製造方法。
【請求項5】
前記ハードコート層がトリアジン系紫外線吸収剤を含有する請求項1〜4のいずれかに記載の熱転写フィルムの製造方法。
【請求項1】
基材シートにハードコート層を積層する工程と、
該ハードコート層を予備硬化する工程と、
該ハードコート層に接着性付与層を積層する工程と、
該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、
該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法。
【請求項2】
前記接着性付与層がプライマー層である請求項1に記載の熱転写フィルムの製造方法。
【請求項3】
前記接着性付与層が、プライマー層と該プライマー層の上に積層される熱接着層とからなる請求項1に記載の熱転写フィルムの製造方法。
【請求項4】
前記接着性付与層が熱接着層である請求項1に記載の熱転写フィルムの製造方法。
【請求項5】
前記ハードコート層がトリアジン系紫外線吸収剤を含有する請求項1〜4のいずれかに記載の熱転写フィルムの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−206377(P2012−206377A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−73622(P2011−73622)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]