
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間プレス成形用薄鋼板を提供する。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなる。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車部品の構造部材に使用されるような、強度が必要とされる熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板に関し、特に予め加熱された鋼板(ブランク)を所定の形状に成形加工する際に、形状付与と同時に熱処理を施して所定の強度を得る熱間プレス成形品、そのような熱間プレス成形品の製造方法および熱間プレス成形用薄鋼板に関するものである。
【背景技術】
【0002】
地球環境問題に端を発する自動車の燃費向上対策の一つとして、車体の軽量化が進められており、自動車に使用される鋼板をできるだけ高強度化することが必要となる。しかしながら、自動車の軽量化のために鋼板を高強度化していくと、伸びELやr値(ランクフォード値)が低下し、プレス成形性や形状凍結性が劣化することになる。
【0003】
このような課題を解決するために、鋼板を所定の温度(例えば、オーステナイト相となる温度)に加熱して強度を下げた(即ち、成形を容易にした)後、薄鋼板に比べて低温(例えば室温)の金型で成形することによって、形状の付与と同時に、両者の温度差を利用した急冷熱処理(焼入れ)を行って、成形後の強度を確保する熱間プレス成形法が部品製造に採用されている。
【0004】
こうした熱間プレス成形法によれば、低強度状態で成形されるので、スプリングバックも小さくなると共に(形状凍結性が良好)、Mn、B等の合金元素を添加した焼入性の良い材料を使用することで、急冷によって引張強度で1500MPa級の強度が得られることになる。尚、このような熱間プレス成形法は、ホットプレス法の他、ホットフォーミング法、ホットスタンピング法、ホットスタンプ法、ダイクエンチ法等、様々な名称で呼ばれている。
【0005】
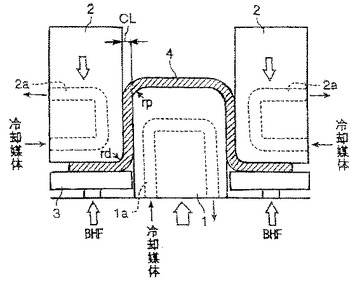
図1は、上記のような熱間プレス成形(以下、「ホットスタンプ」で代表することがある)を実施するための金型構成を示す概略説明図であり、図中1はパンチ、2はダイ、3はブランクホルダー、4は鋼板(ブランク)、BHFはしわ押え力、rpはパンチ肩半径、rdはダイ肩半径、CLはパンチ/ダイ間クリアランスを夫々示している。また、これらの部品のうち、パンチ1とダイ2には冷却媒体(例えば水)を通過させることができる通路1a,2aが夫々の内部に形成されており、この通路に冷却媒体を通過させることによってこれらの部材が冷却されるように構成されている。
【0006】
こうした金型を用いてホットスタンプ(例えば、熱間深絞り加工)するに際しては、鋼板(ブランク)4を、Ac3変態点以上の単相域温度に加熱して軟化させた状態で成形を開始する。即ち、高温状態にある鋼板4をダイ2とブランクホルダー3間に挟んだ状態で、パンチ1によってダイ2の穴内(図1の2,2間)に鋼板4を押し込み、鋼板4の外径を縮めつつパンチ1の外形に対応した形状に成形する。また、成形と並行してパンチ1およびダイ2を冷却することによって、鋼板4から金型(パンチ1およびダイ2)への抜熱を行なうと共に、成形下死点(パンチ先端が最深部に位置した時点:図1に示した状態)で更に保持冷却することによって素材の焼入れを実施する。こうした成形法を実施することによって、寸法精度の良い1500MPa級の成形品を得ることができ、しかも冷間で同じ強度クラスの部品を成形する場合に比較して、成形荷重が低減できることからプレス機の容量が小さくて済むことになる。
【0007】
現在広く使用されているホットスタンプ用鋼板としては、22MnB5鋼を素材とするものが知られている。この鋼板では、引張強度が1500MPaで伸びが6〜8%程度であり、耐衝撃部材(衝突時に極力変形させず、破断しない部材)に適用されている。また、C含有量を増やし、22MnB5鋼をベースに、更に高強度化(1500MPa以上、1800MPa級)する開発も進められている。
【0008】
しかしながら、22MnB5鋼以外の鋼種はほとんど適用されておらず、部品の強度、伸びをコントロール(例えば、低強度化:980MPa級、高伸び化:20%等)し、耐衝撃部材以外へ適用範囲を広げる鋼種・工法の検討はほとんどされていないのが現状である。
【0009】
中型以上の乗用車では、側面衝突時や後方衝突時にコンパチビィリティ(小型車が衝突してきたときに相手側も守る機能)を考慮して、Bピラーやリアサイドメンバの部品内に、耐衝撃性部位とエネルギー吸収部位の両機能を持たせる場合がある。こうした部材を作製するには、これまでは、例えば980MPa級の高強度超ハイテンと、440MPa級の伸びのあるハイテンをレーザー溶接(テーラードウェルドブランク:TWB)して、冷間でプレス成型する方法が主流であった。しかしながら、最近では、ホットスタンプで部品内の強度を作り分ける技術の開発が進められている。
【0010】
例えば、非特許文献1では、ホットスタンプ用の22MnB5鋼と、金型で焼入しても高強度とならない材料をレーザー溶接(テーラードウェルドブランク:TWB)して、ホットスタンプする方法が提案されており、高強度側(耐衝撃部位側)で引張強度:1500MPa(伸び6〜8%)、低強度側(エネルギー吸収部位側)で引張強度:440MPa(伸び12%)となる作り分けを行っている。また、部品内で強度を作り分けるための技術として、例えば非特許文献2〜4のような技術も提案されている。
【0011】
上記非特許文献1,2の技術では、エネルギー吸収部位側で引張強度が600MPa以下、伸びが12〜18%程度であるが、事前にレーザー溶接(テーラードウェルドブランク:TWB)する必要があり、工程が増加すると共に高コストとなる。また、本来、焼入を行う必要のないエネルギー吸収部位を加熱することになり、熱量消費の観点からも好ましくない。
【0012】
非特許文献3の技術では、22MnB5鋼をベースとしているが、ボロン添加の影響によって、二相域温度の加熱に対して焼入れ後の強度のロバスト性が悪く、エネルギー吸収部位側の強度コントロールが難しく、更に伸びも15%程度しか得られていない。
【0013】
非特許文献4の技術では、22MnB5鋼をベースとしており、本来、焼入れ性の良い22MnB5鋼に焼きが入らないように制御する点(金型冷却制御)で合理的ではない。
【先行技術文献】
【非特許文献】
【0014】
【非特許文献1】Klaus Lamprecht, Gunter Deinzer, Anton Stich, Jurgen Lechler, Thomas Stohr, Marion Merklein,“Thermo-Mechanical Properties of Tailor Welded Blanks in Hot Sheet Metal Forming Processes”, Proc. IDDRG2010, 2010.
【非特許文献2】Usibor1500P(22MnB5)/1500MPa・8%-Ductibor500/550〜700MPa・17%[平成23年4月27日検索]インターネット〈http://www.arcelormittal.com/tailoredblanks/pre/seifware.pl〉
【非特許文献3】22MnB5/above AC3/1500MPa・8%-below AC3/Hv190・Ferrite/Cementite Rudiger Erhardt and Johannes Boke, “Industrial application of hot forming process simulation”, Proc, of 1st Int. Conf. on Hot Sheet Metal Forming of High-Performance steel, ed. By Steinhoff, K., Oldenburg, M, Steinhoff, and Prakash, B., pp83-88, 2008.
【非特許文献4】Begona Casas, David Latre, Noemi Rodriguez, and Isaac Valls, “Tailor made tool materials for the present and upcoming tooling solutions in hot sheet metal forming”, Proc, of 1st Int. Conf. on Hot Sheet Metal Forming of High-Performance steel, ed. By Steinhoff, K., Oldenburg, M, Steinhoff, and Prakash, B., pp23-35, 2008.
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は上記事情に鑑みてなされたものであって、その目的は、強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間プレス成形用薄鋼板を提供することにある。
【課題を解決するための手段】
【0016】
上記目的を達成することのできた本発明の熱間プレス成形品とは、熱間プレス法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下である点に要旨を有するものである。
【0017】
本発明の熱間プレス成形品において、その化学成分組成は限定されないが、代表的なものとして、C:0.15〜0.4%(質量%の意味。以下、化学成分組成について同じ。)、Si:0.5〜3%、Mn:0.5〜2%、P:0.05%以下(0%を含まない)、S:0.05%以下(0%を含まない)、Al:0.01〜0.1%、Cr:0.01〜1%、B:0.0002〜0.01%、Ti:(Nの含有量)×4〜0.1%、およびN:0.001〜0.01%、を夫々含有し、残部が鉄および不可避不純物からなるものが挙げられる。
【0018】
本発明の熱間プレス成形品においては、必要に応じて、更に他の元素として、(a)Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)、(b)Vおよび/またはNb:合計で0.1%以下(0%を含まない)等を含有させることも有用であり、含有される元素の種類に応じて、熱間プレス成形品の特性が更に改善される。
【0019】
本発明の熱間プレス成形品を製造するに当たっては、プレス成形金型を用いて薄鋼板をプレス成形するに際して、前記薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ、(ベイナイト変態開始温度Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却すると共に、前記温度範囲での滞在時間を10秒以上として成形を終了するようにすれば良い。
【0020】
本発明は上記のような熱間プレス成形品を製造するための熱間プレス成形用薄鋼板をも包含し、この薄鋼板は、上記のよう化学成分組成を有することを特徴とする。
【発明の効果】
【0021】
本発明によれば、熱間プレス成形法において、その条件を適切に制御することによって、熱間プレス成形品の金属組織に適正量の残留オーステナイトを存在させることができ、従来の22MnB5鋼を用いたときよりも、成形品に内在する延性(残存延性)をより高くした熱間プレス成形品が実現でき、また熱処理条件や成形前鋼板の組織(初期組織)との組み合わせにより、強度および伸びを制御できる。
【図面の簡単な説明】
【0022】
【図1】熱間プレス成形を実施するための金型構成を示す概略説明図である。
【発明を実施するための形態】
【0023】
本発明者らは、薄鋼板を所定の温度に加熱した後、熱間プレス成形して成形品を製造するに際して、成形後において高強度を確保しつつ良好な延性(伸び)をも示すような熱間プレス成形品を実現するべく、様々な角度から検討した。
【0024】
その結果、プレス成形金型を用いて薄鋼板をプレス成形して熱間プレス成形品を製造するに際して、加熱温度、および成形時の条件を適切に制御し、残留オーステナイトを3〜20面積%含むように組織を調整すれば、強度−延性バランスに優れたプレス成形品が実現できることを見出し、本発明を完成した。
【0025】
本発明の熱間プレス成形品における各組織(基本組織)の範囲設定理由は次の通りである。
【0026】
[ベイニティックフェライト:70〜97面積%]
主要組織を、高強度且つ延性に富むベイニティックフェライトにすることで、熱間プレス成形品の高強度と高延性を両立させることができる。こうした観点から、ベイニティックフェライトの面積分率は、70面積%以上とすることが好ましい。しかしながら、この分率が97面積%を超えると、残留オーステナイトの分率が不足し、延性(残存延性)が低下する。ベイニティックフェライト分率の好ましい下限は75面積%以上(より好ましくは80面積%以上)であり、好ましい上限は95面積%以下(より好ましくは90面積%以下)である。
【0027】
[マルテンサイト:27面積%以下]
高強度のマルテンサイトを一部含ませることによって、熱間プレス成形品の高強度化が図れるが、その量が多くなると延性(残存延性)が低下する。こうした観点から、マルテンサイトの面積分率は、27面積%以下とすることが好ましい。マルテンサイト分率の好ましい下限は5面積%以上(より好ましくは10面積%以上)であり、好ましい上限は20面積%以下(より好ましくは15面積%以下)である。
【0028】
[残留オーステナイト:3〜20面積%]
残留オーステナイトは、塑性変形中にマルテンサイトに変態することで、加工硬化率を上昇させ(変態誘起塑性)、成形品の延性を向上させる効果がある。こうした効果を発揮させるためには、残留オーステナイトの分率を3面積%以上とする必要がある。延性に対しては、残留オーステナイト分率が多ければ多いほど良好になるが、自動車用鋼板に用いられる組成では、確保できる残留オーステナイトは限られており、20面積%程度が上限となる。残留オーステナイトの好ましい下限は5面積%以上(より好ましくは7面積%以上)であり、好ましい上限は17面積%以下(より好ましくは15面積%以下、もしくは10面積%以下)である。
【0029】
[残部組織:5面積%以下]
上記組織の他は、フェライト、パーライト、ベイナイト等を残部組織として含み得るが、これらの組織はマルテンサイトより軟質な組織であり強度に対する寄与が他の組織に比べて低く、できるだけ少ない方が好ましい。但し、5面積%までなら許容できる。残部組織は、より好ましくは3面積%以下であり、更に好ましくは0面積%である。
【0030】
本発明の熱間プレス成形品を製造するに当たっては、薄鋼板を用い(化学成分組成は成形品と同じ)、この薄鋼板に対してプレス成形金型を用いてプレス成形するに際して、薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ、(ベイナイト変態開始温度Bs−100℃:「Bs−100℃」と略記することがある)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却すると共に、前記温度範囲での滞在時間を10秒以上として成形を終了するようにすれば良い。この方法における各要件を規定した理由は次の通りである。
【0031】
[薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始する]
熱間プレス成形品の組織を適切に調整するためには、加熱温度は所定の範囲に制御する必要がある。この加熱温度を適切に制御することによって、その後の冷却過程で、所定量の残留オーステナイトを確保しつつベイニティックフェライトを主体とする組織に変態させ、最終的な熱間プレス成形品で所望の組織に作り込むことができる。薄鋼板の加熱温度がAc3変態点未満であると、加熱時に十分な量のオーステナイトが得られず、最終組織(成形品の組織)で所定量の残留オーステナイトを確保できない。また、薄鋼板の加熱温度が1000℃を超えると、加熱時にオーステナイトの粒径が大きくなり、マルテンサイト変態開始温度(Ms)およびマルテンサイト変態終了温度(Mf)が上昇し、焼入れ時に残留オーステナイトを確保できず、良好な成形性が達成されない。
【0032】
[成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ(Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却する]
上記加熱工程で形成されたオーステナイトを、フェライトやパーライト等の組織の生成を阻止しつつ、所望の組織とするためには、成形中の平均冷却速度および冷却停止温度を適切に制御する必要がある。こうした観点から、成形中の平均冷却速度は20℃/秒以上とし、冷却停止温度は(Bs−100℃)以下、マルテンサイト変態開始温度Ms以上(この温度を「冷却速度変更温度」と呼ぶことがある)とする必要がある。平均冷却速度は、好ましくは30℃/秒以上(より好ましくは40℃/秒以上)である。尚、成形中の平均冷却速度の制御は、(a)成形金型の温度を制御する(前記図1に示した冷却媒体)、(b)金型の熱伝導率を制御する等の手段によって達成できる。
【0033】
[上記温度範囲での滞在時間を10秒以上として成形を終了する]
上記の温度範囲で冷却を一旦停止し、前記温度範囲(即ち、(Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲)で10秒以上滞在させることによって、過冷オーステナイトからベイナイト変態が進行してベイニティックフェライトを主体とする組織とすることができる。このときの滞在時間は、好ましくは50秒以上(より好ましくは100秒以上)であるが、滞在時間が長くなり過ぎると、オーステナイトが分解を始め、残留オーステナイト分率が確保できなくなるので、1000秒以下であることが好ましい(より好ましくは800秒以下)。
【0034】
上記のような滞在工程は、上記温度範囲内であれば、等温保持、単調な冷却、再加熱工程のいずれであっても良い。また、このような滞在と成形の関係については、成形を終了した段階で上記のような滞在を加えても良いが、成形を終了する途中で、上記温度範囲内で保持工程を加えても良い。このようにして成形を終了した後は、放冷または適切な冷却速度で、室温まで冷却すれば良い。
【0035】
本発明の熱間プレス成形品の製造方法では、前記図1に示したような単純な形状の熱間プレス成形品を製造する場合(ダイレクト工法)は勿論のこと、比較的複雑な形状の成形品を製造る場合にも適用できるものである。但し、複雑な部品形状の場合には、1回のプレス成形で製品の最終形状までを作り込むことが難しいことがある。このような場合には、熱間プレス成形の前工程で冷間プレス成形を行う方法(この方法は、「インダイレクト工法」と呼ばれている)を採用することができる。この方法では、成形が難しい部分を冷間加工によって近似形状まで予め成形しておき、その他の部分を熱間プレス成形する方法である。こうした方法と採用すれば、例えば成形品の凹凸部(山部)が3箇所ある様な部品を成形する際に、冷間プレス成形によって、その2箇所まで成形しておき、その後に3箇所目を熱間プレス成形することになる。
【0036】
本発明では、高強度鋼板からなる熱間プレス成形品を想定してなされたものであり、その鋼種については高強度鋼板としての通常の化学成分組成のものであれば良いが、C、Si、Mn、P、S、Al、Cr、B、TiおよびNについては、適切な範囲に調整するのが良い。こうした観点から、これらの化学成分の好ましい範囲およびその範囲限定理由は下記の通りである。
【0037】
[C:0.15〜0.4%]
Cは、冷却過程で生成されるベイニティックフェライトを微細にし、且つベイニティックフェライト中の転位密度を上昇させることによって強度を向上させる上で重要な元素である。また、焼入れ性に強く係わる元素であり、含有量を増加させることによって、加熱後の冷却中のフェライト等の軟質なその他の組織の形成を抑制する効果を発揮する。更に、残留オーステナイトを確保する上でも必要な元素である。C含有量が0.15%未満では、ベイナイト変態開始温度Bsが上昇し、熱間プレス成形品の高強度が確保できない。またC含有量が過剰になって0.4%を超えると、強度が高くなり過ぎ、良好な延性が得られない。C含有量のより好ましい下限は0.18%以上(更に好ましくは0.20%以上)であり、より好ましい上限は0.35%以下(更に好ましくは0.3%以下、更により好ましくは0.25%以下)である。
【0038】
[Si:0.5〜3%]
Siは、焼入れ時に残留オーステナイトを形成させる作用を発揮する。また、固溶強化によって、延性をあまり劣化させずに強度を高める作用も発揮する。Si含有量が0.5%未満では、所定の残留オーステナイト量が確保できず、良好な延性が得られない。またSi含有量が過剰になって3%を超えると、固溶強化量が大きくなり過ぎ、延性が大幅に劣化することになる。Si含有量のより好ましい下限は1.15%以上(更に好ましくは1.20%以上)であり、より好ましい上限は2.7%以下(更に好ましくは2.5%以下)である。
【0039】
[Mn:0.5〜2%]
Mnは、一次冷却中にフェライトやパーライトの形成を抑制するのに有用な元素である。また(Bs−100℃)を低下させることによって、ベイニティックフェライトの組織単位を微細化したり、ベイニティックフェライト中の転位密度を高めることで、ベイニティックフェライトの強度を高めるのに有用な元素である。更に、オーステナイトを安定化させて、残留オーステナイト量を増加させるのに有効な元素である。これらの効果を発揮させるためには、Mnは0.5%以上含有させることが好ましい。特性だけを考慮した場合は、Mn含有量は多い方が好ましいが、合金添加のコストが上昇することから、2%以下とすることが好ましい。また、オーステナイトの強度を大幅に向上させるため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、生産性の上からも、2%を超えて含有させることは好ましくない。Mn含有量のより好ましい下限は0.7%以上(更に好ましくは0.9%以上)であり、より好ましい上限は1.8%以下(更に好ましくは1.6%以下)である。
【0040】
[P:0.05%以下(0%を含まない)]
Pは、鋼中に不可避的に含まれる元素であるが延性を劣化させるので、Pは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、0.05%以下(0%を含まない)とすることが好ましい。P含有量のより好ましい上限は0.045%以下(更に好ましくは0.040%以下)である。
【0041】
[S:0.05%以下(0%を含まない)]
SもPと同様に鋼中に不可避的に含まれる元素であり、延性を劣化させるので、Sは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、0.05%以下(0%を含まない)とすることが好ましい。S含有量のより好ましい上限は0.045%以下(更に好ましくは0.040%以下)である。
【0042】
[Al:0.01〜0.1%]
Alは、脱酸元素として有用であると共に、鋼中に存在する固溶NをAlNとして固定し、延性の向上に有用である。こうした効果を有効に発揮させるためには、Al含有量は0.01%以上とすることが好ましい。しかしながら、Al含有量が過剰になって0.1%を超えると、Al2O3が過剰に生成し、延性を劣化させる。尚、Al含有量のより好ましい下限は0.013%以上(更に好ましくは0.015%以上)であり、より好ましい上限は0.08%以下(更に好ましくは0.06%以下)である。
【0043】
[Cr:0.01〜1%]
Crは、フェライト変態やパーライト変態を抑制する作用を有するため、冷却中にフェライトおよびパーライトの形成を防止し、残留オーステナイトの確保に寄与する元素である。こうした効果を発揮させるためには、Crは0.01%以上含有させることが好ましいが、1%を超えて過剰に含有させてもコストが上昇する。また、Crはオーステナイトの強度を大幅に高めるため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、生産性の上からも、1%を超えて含有させることは好ましくない。Cr含有量のより好ましい下限は0.02%以上(更に好ましくは0.05%以上)であり、より好ましい上限は0.8%以下(更に好ましくは0.5%以下)である。
【0044】
[B:0.0002〜0.01%]
Bは、焼入れ性を高め、フェライト変態やパーライト変態を抑制する作用を有するため、加熱後の一次冷却中に、フェライト、パーライトの形成を防止し、ベイニティックフェライトと残留オーステナイトの確保に寄与する元素である。こうした効果を発揮させるためには、Bは0.0002%以上含有させることが好ましいが、0.01%を超えて過剰に含有させても効果が飽和する。B含有量のより好ましい下限は0.0003%以上(更に好ましくは0.0005%以上)であり、より好ましい上限は0.008%以下(更に好ましくは0.005%以下)である。
【0045】
[Ti:(Nの含有量)×4〜0.1%]
Tiは、Nを固定し、Bを固溶状態で維持させることで焼入れ性の改善効果を発現させる。こうした効果を発揮させるためには、Tiは少なくともNの含有量の4倍以上含有させることが好ましいが、Ti含有量が過剰になって0.1%を超えると、TiCを多量に形成し、析出強化により強度が上昇するが延性が劣化する。Ti含有量のより好ましい下限は0.05%以上(更に好ましくは0.06%以上)であり、より好ましい上限は0.09%以下(更に好ましくは0.08%以下)である。
【0046】
[N:0.001〜0.01%]
Nは、BをBNとして固定することで、焼入れ性改善効果を低下させる元素であり、できるだけ低減することが好ましいが、実プロセスの中で低減するには限界があるため、0.001%を下限とした。また、N含有量が過剰になると、粗大なTiNを形成し、このTiNが破壊の起点として働き、延性が劣化するので、上限を0.01%とした。N含有量のより好ましい上限は0.008%以下(更に好ましくは0.006%以下)である。
【0047】
本発明のプレス成形品における基本的な化学成分は、上記の通りであり、残部は実質的に鉄である。尚、「実質的に鉄」とは、鉄以外にも本発明の鋼材の特性を阻害しない程度の微量成分(例えば、Mg,Ca,Sr,Baの他、La等のREM、およびZr,Hf,Ta,W,Mo等の炭化物形成元素等)も許容できる他、P,S以外の不可避不純物(例えば、O,H等)も含み得るものである。
【0048】
本発明のプレス成形品には、必要によって更に、(a)Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)、(b)Vおよび/またはNb:合計で0.1%以下(0%を含まない)等を含有させることも有用であり、含有される元素の種類に応じて、熱間プレス成形品の特性が更に改善される。これらの元素を含有するときの好ましい範囲およびその範囲限定理由は下記の通りである。
【0049】
[Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)]
Cu,NiおよびMoは、フェライト変態およびパーライト変態を抑制するため、一次冷却中に、フェライト、パーライトの形成を防止し、残留オーステナイトの確保に有効に作用する。こうした効果を発揮させるためには、合計で0.01%以上含有させることが好ましい。特性だけを考慮すると含有量は多いほうが好ましいが、合金添加のコストが上昇することから、合計で1%以下とすることが好ましい。また、オーステナイトの強度を大幅に高める作用を有するため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、製造性の観点からも1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.05%以上(更に好ましくは0.06%以上)であり、より好ましい上限は合計で0.9%以下(更に好ましくは0.8%以下)である。
【0050】
[Vおよび/またはNb:合計で0.1%以下(0%を含まない)]
VおよびNbは、微細な炭化物を形成し、ピン止め効果により組織を微細にする効果がある。こうした効果を発揮させるためには、合計で0.001%以上含有させることが好ましい。しかしながら、これらの元素の含有量が過剰になると、粗大な炭化物が形成され、破壊の起点になることで逆に延性を劣化させるので、合計で0.1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.005%以上(更に好ましくは0.008%以上)であり、より好ましい上限は合計で0.08%以下(更に好ましくは0.06%以下)である。
【0051】
尚、本発明の熱間プレス成形用薄鋼板は、非めっき鋼板、めっき鋼板のいずれでも良い。めっき鋼板である場合、そのめっきの種類としては、一般的な亜鉛系めっき、アルミ系めっき等のいずれでも良い。また、めっきの方法は、溶融めっき、電気めっき等のいずれでも良く、更にめっき後に合金化熱処理を施しても良く、複層めっきを施しても良い。
【0052】
本発明によれば、プレス成形条件(加熱温度や冷却速度)を適切に調整することによって、成形品の強度や伸び等の特性を制御することができ、しかも高延性(残存延性)の熱間プレス成形品が得られるので、これまでの熱間プレス成形品では適用しにくかった部位(例えば、エネルギー吸収部材)にも適用が可能となり、熱間プレス成形品の適用範囲を拡げる上で極めて有用である。また、本発明で得られる成形品は、冷間プレス成形した後に通常の焼鈍しを施して組織調整した成形品と比べて、残存延性が更に大きなものとなる。
【0053】
以下、本発明の効果を実施例によって更に具体的に示すが、下記実施例は本発明を限定するものではなく、前・後記の趣旨に徴して設計変更することはいずれも本発明の技術的範囲に含まれるものである。
【実施例】
【0054】
下記表1に示した化学成分組成を有する鋼材を真空溶製し、実験用スラブとした後、熱間圧延を行い、その後に冷却して巻き取った。更に、冷間圧延をして薄鋼板とした。尚、表1中のAc3変態点、Ms点およびBs点は、下記の(1)式〜(3)式を用いて求めたものである(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。
【0055】
Ac3変態点(℃)=910−203×[C]1/2+44.7×[Si]−30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]−11×[Cr]+31.5×[Mo]−20×[Cu]−15.2×[Ni] …(1)
Ms点(℃)=550−361×[C]−39×[Mn]−10×[Cu]−17×[Ni]−20×[Cr]−5×[Mo]+30×[Al] …(2)
Bs点(℃)=830−270×[C]−90×[Mn]−37×[Ni]−70×[Cr]−83×[Mo] …(3)
但し、[C],[Si],[Mn],[P],[Al],[Ti],[V],[Cr],[Mo],[Cu]および[Ni]は、夫々C,Si,Mn,P,Al,Ti,V,Cr,Mo,CuおよびNiの含有量(質量%)を示す。また、上記(1)式〜(3)式の各項に示された元素が含まれない場合は、その項がないものとして計算する。
【0056】
【表1】

【0057】
得られた鋼板を下記表2に示す各条件で加熱した後、平均冷却速度をコントロールできる鉄鋼用高速熱処理試験装置(CASシリーズ アルバック理工製)を用いて、成形・冷却処理を実施した。冷却時の鋼板サイズは、190mm×70mm(板厚:1.4mm)とした。このときの製造条件(加熱温度、一次冷却時の平均冷却速度、冷却速度変更温度、二次冷却時の平均冷却速度、(Bs−100℃)〜Ms点間の滞在時間)を、下記表2に示す。尚、必要によって溶融させた亜鉛に鋼板を浸漬し、鋼板表面に亜鉛めっきを付着させた。
【0058】
【表2】
【0059】
上記の処理(加熱、成形、冷却)を行った各鋼板につき、引張強度(TS)、および伸び(全伸びEL)、金属組織の観察(各組織の分率)を下記要領で行った。
【0060】
[引張強度(TS)、および伸び(全伸びEL)]
JIS5号試験片を用いて引張試験を行い、引張強度(TS)、伸び(EL)を測定した。このとき、引張試験の歪速度:10mm/秒とした。本発明では、(a)引張強度(TS)が980〜1179MPaで伸び(EL)が15%以上、(b)引張強度(TS)が1180MPa以上で伸び(EL)が12%以上のいずれかを満足するときに合格と評価した。
【0061】
[金属組織の観察(各組織の分率)]
(1)鋼板中のベイニティックフェライト、およびその他の組織(フェライトおよびパーライト)については、鋼板をナイタールで腐食し、SEM(倍率:1000倍または2000倍)観察により、各組織を区別し、夫々の分率(面積率)を求めた。
(2)鋼板中の残留オーステナイト分率(面積率)は、鋼板の1/4の厚さまで研削した後、化学研磨してからX線回折法によって測定した(例えば、ISJJ Int.Vol.33.(1933),No.7,P.776)。
(3)マルテンサイト(焼入れままマルテンサイト)の分率については、鋼板をレペラ腐食し、SEM観察により白いコントラストを焼入れままマルテンサイトと残留オーステナイトの混合組織として面積率を測定し、そこからX線回折により求めた残留オーステナイト分率を差いて、焼入れままマルテンサイト分率を計算した。
【0062】
これらの結果を、下記表3に示す。
【0063】
【表3】
【0064】
この結果から、次のように考察できる。試験No.2、5、6、11〜17、20のものは、本発明で規定する要件を満足する実施例であり、強度−延性バランスの良好な部品が得られていることが分かる。
【0065】
これに対し、試験No.1、3、4、7〜10、18、19のものは本発明で規定するいずれかの要件を満足しない比較例であり、いずれかの特性が劣化している。即ち、試験No.1のものは、鋼種Aに必須成分であるCr、TiおよびBが含まれていないものであり、成形品の組織において残留オーステナイト量が少ないため、低い伸び(EL)しか得られていない。試験No.3および4のものは、(Bs−100℃)〜Ms点間の滞在時間が短いものであり、成形品の組織においてマルテンサイトの分率が多くなり、低い伸び(EL)しか得られていない。
【0066】
試験No.7のものは、加熱温度が低くなっており、成形品の組織がベイニティックフェライトの分率が低くなっており、低い引張強度(TS)しか得られていない。試験No.8のものは、一次冷却時の平均冷却速度が遅くなっており、成形品の組織がベイニティックフェライトの分率が低くなっており、残留オーステナイト量も少ないため、低い引張強度(TS)しか得られていない。
【0067】
試験No.9のものは、冷却速度変更温度が高いものであり、フェライトが形成されベイニティックフェライト量が確保できず、残留オーステナイト量も少ないため、低い引張強度(TS)しか得られていない。試験No.10のものは、冷却速度変更温度が低いものであり、マルテンサイトが形成されベイニティックフェライト量が確保できず、低い伸び(EL)しか得られていない。
【0068】
試験No.18のものは、鋼成分のうちC含有量が少ないため、フェライトが形成されベイニティックフェライト量が確保できず、強度が低くなっている。試験No.19のものは、鋼成分のうちSi含有量が少ないため、冷却条件が適正でも、成形品中の残留オーステナイトが生成されないため、低い伸び(EL)しか得られていない。
【符号の説明】
【0069】
1 パンチ
2 ダイ
3 ブランクホルダー
4 鋼板(ブランク)
【技術分野】
【0001】
本発明は、自動車部品の構造部材に使用されるような、強度が必要とされる熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板に関し、特に予め加熱された鋼板(ブランク)を所定の形状に成形加工する際に、形状付与と同時に熱処理を施して所定の強度を得る熱間プレス成形品、そのような熱間プレス成形品の製造方法および熱間プレス成形用薄鋼板に関するものである。
【背景技術】
【0002】
地球環境問題に端を発する自動車の燃費向上対策の一つとして、車体の軽量化が進められており、自動車に使用される鋼板をできるだけ高強度化することが必要となる。しかしながら、自動車の軽量化のために鋼板を高強度化していくと、伸びELやr値(ランクフォード値)が低下し、プレス成形性や形状凍結性が劣化することになる。
【0003】
このような課題を解決するために、鋼板を所定の温度(例えば、オーステナイト相となる温度)に加熱して強度を下げた(即ち、成形を容易にした)後、薄鋼板に比べて低温(例えば室温)の金型で成形することによって、形状の付与と同時に、両者の温度差を利用した急冷熱処理(焼入れ)を行って、成形後の強度を確保する熱間プレス成形法が部品製造に採用されている。
【0004】
こうした熱間プレス成形法によれば、低強度状態で成形されるので、スプリングバックも小さくなると共に(形状凍結性が良好)、Mn、B等の合金元素を添加した焼入性の良い材料を使用することで、急冷によって引張強度で1500MPa級の強度が得られることになる。尚、このような熱間プレス成形法は、ホットプレス法の他、ホットフォーミング法、ホットスタンピング法、ホットスタンプ法、ダイクエンチ法等、様々な名称で呼ばれている。
【0005】
図1は、上記のような熱間プレス成形(以下、「ホットスタンプ」で代表することがある)を実施するための金型構成を示す概略説明図であり、図中1はパンチ、2はダイ、3はブランクホルダー、4は鋼板(ブランク)、BHFはしわ押え力、rpはパンチ肩半径、rdはダイ肩半径、CLはパンチ/ダイ間クリアランスを夫々示している。また、これらの部品のうち、パンチ1とダイ2には冷却媒体(例えば水)を通過させることができる通路1a,2aが夫々の内部に形成されており、この通路に冷却媒体を通過させることによってこれらの部材が冷却されるように構成されている。
【0006】
こうした金型を用いてホットスタンプ(例えば、熱間深絞り加工)するに際しては、鋼板(ブランク)4を、Ac3変態点以上の単相域温度に加熱して軟化させた状態で成形を開始する。即ち、高温状態にある鋼板4をダイ2とブランクホルダー3間に挟んだ状態で、パンチ1によってダイ2の穴内(図1の2,2間)に鋼板4を押し込み、鋼板4の外径を縮めつつパンチ1の外形に対応した形状に成形する。また、成形と並行してパンチ1およびダイ2を冷却することによって、鋼板4から金型(パンチ1およびダイ2)への抜熱を行なうと共に、成形下死点(パンチ先端が最深部に位置した時点:図1に示した状態)で更に保持冷却することによって素材の焼入れを実施する。こうした成形法を実施することによって、寸法精度の良い1500MPa級の成形品を得ることができ、しかも冷間で同じ強度クラスの部品を成形する場合に比較して、成形荷重が低減できることからプレス機の容量が小さくて済むことになる。
【0007】
現在広く使用されているホットスタンプ用鋼板としては、22MnB5鋼を素材とするものが知られている。この鋼板では、引張強度が1500MPaで伸びが6〜8%程度であり、耐衝撃部材(衝突時に極力変形させず、破断しない部材)に適用されている。また、C含有量を増やし、22MnB5鋼をベースに、更に高強度化(1500MPa以上、1800MPa級)する開発も進められている。
【0008】
しかしながら、22MnB5鋼以外の鋼種はほとんど適用されておらず、部品の強度、伸びをコントロール(例えば、低強度化:980MPa級、高伸び化:20%等)し、耐衝撃部材以外へ適用範囲を広げる鋼種・工法の検討はほとんどされていないのが現状である。
【0009】
中型以上の乗用車では、側面衝突時や後方衝突時にコンパチビィリティ(小型車が衝突してきたときに相手側も守る機能)を考慮して、Bピラーやリアサイドメンバの部品内に、耐衝撃性部位とエネルギー吸収部位の両機能を持たせる場合がある。こうした部材を作製するには、これまでは、例えば980MPa級の高強度超ハイテンと、440MPa級の伸びのあるハイテンをレーザー溶接(テーラードウェルドブランク:TWB)して、冷間でプレス成型する方法が主流であった。しかしながら、最近では、ホットスタンプで部品内の強度を作り分ける技術の開発が進められている。
【0010】
例えば、非特許文献1では、ホットスタンプ用の22MnB5鋼と、金型で焼入しても高強度とならない材料をレーザー溶接(テーラードウェルドブランク:TWB)して、ホットスタンプする方法が提案されており、高強度側(耐衝撃部位側)で引張強度:1500MPa(伸び6〜8%)、低強度側(エネルギー吸収部位側)で引張強度:440MPa(伸び12%)となる作り分けを行っている。また、部品内で強度を作り分けるための技術として、例えば非特許文献2〜4のような技術も提案されている。
【0011】
上記非特許文献1,2の技術では、エネルギー吸収部位側で引張強度が600MPa以下、伸びが12〜18%程度であるが、事前にレーザー溶接(テーラードウェルドブランク:TWB)する必要があり、工程が増加すると共に高コストとなる。また、本来、焼入を行う必要のないエネルギー吸収部位を加熱することになり、熱量消費の観点からも好ましくない。
【0012】
非特許文献3の技術では、22MnB5鋼をベースとしているが、ボロン添加の影響によって、二相域温度の加熱に対して焼入れ後の強度のロバスト性が悪く、エネルギー吸収部位側の強度コントロールが難しく、更に伸びも15%程度しか得られていない。
【0013】
非特許文献4の技術では、22MnB5鋼をベースとしており、本来、焼入れ性の良い22MnB5鋼に焼きが入らないように制御する点(金型冷却制御)で合理的ではない。
【先行技術文献】
【非特許文献】
【0014】
【非特許文献1】Klaus Lamprecht, Gunter Deinzer, Anton Stich, Jurgen Lechler, Thomas Stohr, Marion Merklein,“Thermo-Mechanical Properties of Tailor Welded Blanks in Hot Sheet Metal Forming Processes”, Proc. IDDRG2010, 2010.
【非特許文献2】Usibor1500P(22MnB5)/1500MPa・8%-Ductibor500/550〜700MPa・17%[平成23年4月27日検索]インターネット〈http://www.arcelormittal.com/tailoredblanks/pre/seifware.pl〉
【非特許文献3】22MnB5/above AC3/1500MPa・8%-below AC3/Hv190・Ferrite/Cementite Rudiger Erhardt and Johannes Boke, “Industrial application of hot forming process simulation”, Proc, of 1st Int. Conf. on Hot Sheet Metal Forming of High-Performance steel, ed. By Steinhoff, K., Oldenburg, M, Steinhoff, and Prakash, B., pp83-88, 2008.
【非特許文献4】Begona Casas, David Latre, Noemi Rodriguez, and Isaac Valls, “Tailor made tool materials for the present and upcoming tooling solutions in hot sheet metal forming”, Proc, of 1st Int. Conf. on Hot Sheet Metal Forming of High-Performance steel, ed. By Steinhoff, K., Oldenburg, M, Steinhoff, and Prakash, B., pp23-35, 2008.
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は上記事情に鑑みてなされたものであって、その目的は、強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間プレス成形用薄鋼板を提供することにある。
【課題を解決するための手段】
【0016】
上記目的を達成することのできた本発明の熱間プレス成形品とは、熱間プレス法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下である点に要旨を有するものである。
【0017】
本発明の熱間プレス成形品において、その化学成分組成は限定されないが、代表的なものとして、C:0.15〜0.4%(質量%の意味。以下、化学成分組成について同じ。)、Si:0.5〜3%、Mn:0.5〜2%、P:0.05%以下(0%を含まない)、S:0.05%以下(0%を含まない)、Al:0.01〜0.1%、Cr:0.01〜1%、B:0.0002〜0.01%、Ti:(Nの含有量)×4〜0.1%、およびN:0.001〜0.01%、を夫々含有し、残部が鉄および不可避不純物からなるものが挙げられる。
【0018】
本発明の熱間プレス成形品においては、必要に応じて、更に他の元素として、(a)Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)、(b)Vおよび/またはNb:合計で0.1%以下(0%を含まない)等を含有させることも有用であり、含有される元素の種類に応じて、熱間プレス成形品の特性が更に改善される。
【0019】
本発明の熱間プレス成形品を製造するに当たっては、プレス成形金型を用いて薄鋼板をプレス成形するに際して、前記薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ、(ベイナイト変態開始温度Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却すると共に、前記温度範囲での滞在時間を10秒以上として成形を終了するようにすれば良い。
【0020】
本発明は上記のような熱間プレス成形品を製造するための熱間プレス成形用薄鋼板をも包含し、この薄鋼板は、上記のよう化学成分組成を有することを特徴とする。
【発明の効果】
【0021】
本発明によれば、熱間プレス成形法において、その条件を適切に制御することによって、熱間プレス成形品の金属組織に適正量の残留オーステナイトを存在させることができ、従来の22MnB5鋼を用いたときよりも、成形品に内在する延性(残存延性)をより高くした熱間プレス成形品が実現でき、また熱処理条件や成形前鋼板の組織(初期組織)との組み合わせにより、強度および伸びを制御できる。
【図面の簡単な説明】
【0022】
【図1】熱間プレス成形を実施するための金型構成を示す概略説明図である。
【発明を実施するための形態】
【0023】
本発明者らは、薄鋼板を所定の温度に加熱した後、熱間プレス成形して成形品を製造するに際して、成形後において高強度を確保しつつ良好な延性(伸び)をも示すような熱間プレス成形品を実現するべく、様々な角度から検討した。
【0024】
その結果、プレス成形金型を用いて薄鋼板をプレス成形して熱間プレス成形品を製造するに際して、加熱温度、および成形時の条件を適切に制御し、残留オーステナイトを3〜20面積%含むように組織を調整すれば、強度−延性バランスに優れたプレス成形品が実現できることを見出し、本発明を完成した。
【0025】
本発明の熱間プレス成形品における各組織(基本組織)の範囲設定理由は次の通りである。
【0026】
[ベイニティックフェライト:70〜97面積%]
主要組織を、高強度且つ延性に富むベイニティックフェライトにすることで、熱間プレス成形品の高強度と高延性を両立させることができる。こうした観点から、ベイニティックフェライトの面積分率は、70面積%以上とすることが好ましい。しかしながら、この分率が97面積%を超えると、残留オーステナイトの分率が不足し、延性(残存延性)が低下する。ベイニティックフェライト分率の好ましい下限は75面積%以上(より好ましくは80面積%以上)であり、好ましい上限は95面積%以下(より好ましくは90面積%以下)である。
【0027】
[マルテンサイト:27面積%以下]
高強度のマルテンサイトを一部含ませることによって、熱間プレス成形品の高強度化が図れるが、その量が多くなると延性(残存延性)が低下する。こうした観点から、マルテンサイトの面積分率は、27面積%以下とすることが好ましい。マルテンサイト分率の好ましい下限は5面積%以上(より好ましくは10面積%以上)であり、好ましい上限は20面積%以下(より好ましくは15面積%以下)である。
【0028】
[残留オーステナイト:3〜20面積%]
残留オーステナイトは、塑性変形中にマルテンサイトに変態することで、加工硬化率を上昇させ(変態誘起塑性)、成形品の延性を向上させる効果がある。こうした効果を発揮させるためには、残留オーステナイトの分率を3面積%以上とする必要がある。延性に対しては、残留オーステナイト分率が多ければ多いほど良好になるが、自動車用鋼板に用いられる組成では、確保できる残留オーステナイトは限られており、20面積%程度が上限となる。残留オーステナイトの好ましい下限は5面積%以上(より好ましくは7面積%以上)であり、好ましい上限は17面積%以下(より好ましくは15面積%以下、もしくは10面積%以下)である。
【0029】
[残部組織:5面積%以下]
上記組織の他は、フェライト、パーライト、ベイナイト等を残部組織として含み得るが、これらの組織はマルテンサイトより軟質な組織であり強度に対する寄与が他の組織に比べて低く、できるだけ少ない方が好ましい。但し、5面積%までなら許容できる。残部組織は、より好ましくは3面積%以下であり、更に好ましくは0面積%である。
【0030】
本発明の熱間プレス成形品を製造するに当たっては、薄鋼板を用い(化学成分組成は成形品と同じ)、この薄鋼板に対してプレス成形金型を用いてプレス成形するに際して、薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ、(ベイナイト変態開始温度Bs−100℃:「Bs−100℃」と略記することがある)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却すると共に、前記温度範囲での滞在時間を10秒以上として成形を終了するようにすれば良い。この方法における各要件を規定した理由は次の通りである。
【0031】
[薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始する]
熱間プレス成形品の組織を適切に調整するためには、加熱温度は所定の範囲に制御する必要がある。この加熱温度を適切に制御することによって、その後の冷却過程で、所定量の残留オーステナイトを確保しつつベイニティックフェライトを主体とする組織に変態させ、最終的な熱間プレス成形品で所望の組織に作り込むことができる。薄鋼板の加熱温度がAc3変態点未満であると、加熱時に十分な量のオーステナイトが得られず、最終組織(成形品の組織)で所定量の残留オーステナイトを確保できない。また、薄鋼板の加熱温度が1000℃を超えると、加熱時にオーステナイトの粒径が大きくなり、マルテンサイト変態開始温度(Ms)およびマルテンサイト変態終了温度(Mf)が上昇し、焼入れ時に残留オーステナイトを確保できず、良好な成形性が達成されない。
【0032】
[成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ(Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却する]
上記加熱工程で形成されたオーステナイトを、フェライトやパーライト等の組織の生成を阻止しつつ、所望の組織とするためには、成形中の平均冷却速度および冷却停止温度を適切に制御する必要がある。こうした観点から、成形中の平均冷却速度は20℃/秒以上とし、冷却停止温度は(Bs−100℃)以下、マルテンサイト変態開始温度Ms以上(この温度を「冷却速度変更温度」と呼ぶことがある)とする必要がある。平均冷却速度は、好ましくは30℃/秒以上(より好ましくは40℃/秒以上)である。尚、成形中の平均冷却速度の制御は、(a)成形金型の温度を制御する(前記図1に示した冷却媒体)、(b)金型の熱伝導率を制御する等の手段によって達成できる。
【0033】
[上記温度範囲での滞在時間を10秒以上として成形を終了する]
上記の温度範囲で冷却を一旦停止し、前記温度範囲(即ち、(Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲)で10秒以上滞在させることによって、過冷オーステナイトからベイナイト変態が進行してベイニティックフェライトを主体とする組織とすることができる。このときの滞在時間は、好ましくは50秒以上(より好ましくは100秒以上)であるが、滞在時間が長くなり過ぎると、オーステナイトが分解を始め、残留オーステナイト分率が確保できなくなるので、1000秒以下であることが好ましい(より好ましくは800秒以下)。
【0034】
上記のような滞在工程は、上記温度範囲内であれば、等温保持、単調な冷却、再加熱工程のいずれであっても良い。また、このような滞在と成形の関係については、成形を終了した段階で上記のような滞在を加えても良いが、成形を終了する途中で、上記温度範囲内で保持工程を加えても良い。このようにして成形を終了した後は、放冷または適切な冷却速度で、室温まで冷却すれば良い。
【0035】
本発明の熱間プレス成形品の製造方法では、前記図1に示したような単純な形状の熱間プレス成形品を製造する場合(ダイレクト工法)は勿論のこと、比較的複雑な形状の成形品を製造る場合にも適用できるものである。但し、複雑な部品形状の場合には、1回のプレス成形で製品の最終形状までを作り込むことが難しいことがある。このような場合には、熱間プレス成形の前工程で冷間プレス成形を行う方法(この方法は、「インダイレクト工法」と呼ばれている)を採用することができる。この方法では、成形が難しい部分を冷間加工によって近似形状まで予め成形しておき、その他の部分を熱間プレス成形する方法である。こうした方法と採用すれば、例えば成形品の凹凸部(山部)が3箇所ある様な部品を成形する際に、冷間プレス成形によって、その2箇所まで成形しておき、その後に3箇所目を熱間プレス成形することになる。
【0036】
本発明では、高強度鋼板からなる熱間プレス成形品を想定してなされたものであり、その鋼種については高強度鋼板としての通常の化学成分組成のものであれば良いが、C、Si、Mn、P、S、Al、Cr、B、TiおよびNについては、適切な範囲に調整するのが良い。こうした観点から、これらの化学成分の好ましい範囲およびその範囲限定理由は下記の通りである。
【0037】
[C:0.15〜0.4%]
Cは、冷却過程で生成されるベイニティックフェライトを微細にし、且つベイニティックフェライト中の転位密度を上昇させることによって強度を向上させる上で重要な元素である。また、焼入れ性に強く係わる元素であり、含有量を増加させることによって、加熱後の冷却中のフェライト等の軟質なその他の組織の形成を抑制する効果を発揮する。更に、残留オーステナイトを確保する上でも必要な元素である。C含有量が0.15%未満では、ベイナイト変態開始温度Bsが上昇し、熱間プレス成形品の高強度が確保できない。またC含有量が過剰になって0.4%を超えると、強度が高くなり過ぎ、良好な延性が得られない。C含有量のより好ましい下限は0.18%以上(更に好ましくは0.20%以上)であり、より好ましい上限は0.35%以下(更に好ましくは0.3%以下、更により好ましくは0.25%以下)である。
【0038】
[Si:0.5〜3%]
Siは、焼入れ時に残留オーステナイトを形成させる作用を発揮する。また、固溶強化によって、延性をあまり劣化させずに強度を高める作用も発揮する。Si含有量が0.5%未満では、所定の残留オーステナイト量が確保できず、良好な延性が得られない。またSi含有量が過剰になって3%を超えると、固溶強化量が大きくなり過ぎ、延性が大幅に劣化することになる。Si含有量のより好ましい下限は1.15%以上(更に好ましくは1.20%以上)であり、より好ましい上限は2.7%以下(更に好ましくは2.5%以下)である。
【0039】
[Mn:0.5〜2%]
Mnは、一次冷却中にフェライトやパーライトの形成を抑制するのに有用な元素である。また(Bs−100℃)を低下させることによって、ベイニティックフェライトの組織単位を微細化したり、ベイニティックフェライト中の転位密度を高めることで、ベイニティックフェライトの強度を高めるのに有用な元素である。更に、オーステナイトを安定化させて、残留オーステナイト量を増加させるのに有効な元素である。これらの効果を発揮させるためには、Mnは0.5%以上含有させることが好ましい。特性だけを考慮した場合は、Mn含有量は多い方が好ましいが、合金添加のコストが上昇することから、2%以下とすることが好ましい。また、オーステナイトの強度を大幅に向上させるため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、生産性の上からも、2%を超えて含有させることは好ましくない。Mn含有量のより好ましい下限は0.7%以上(更に好ましくは0.9%以上)であり、より好ましい上限は1.8%以下(更に好ましくは1.6%以下)である。
【0040】
[P:0.05%以下(0%を含まない)]
Pは、鋼中に不可避的に含まれる元素であるが延性を劣化させるので、Pは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、0.05%以下(0%を含まない)とすることが好ましい。P含有量のより好ましい上限は0.045%以下(更に好ましくは0.040%以下)である。
【0041】
[S:0.05%以下(0%を含まない)]
SもPと同様に鋼中に不可避的に含まれる元素であり、延性を劣化させるので、Sは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、0.05%以下(0%を含まない)とすることが好ましい。S含有量のより好ましい上限は0.045%以下(更に好ましくは0.040%以下)である。
【0042】
[Al:0.01〜0.1%]
Alは、脱酸元素として有用であると共に、鋼中に存在する固溶NをAlNとして固定し、延性の向上に有用である。こうした効果を有効に発揮させるためには、Al含有量は0.01%以上とすることが好ましい。しかしながら、Al含有量が過剰になって0.1%を超えると、Al2O3が過剰に生成し、延性を劣化させる。尚、Al含有量のより好ましい下限は0.013%以上(更に好ましくは0.015%以上)であり、より好ましい上限は0.08%以下(更に好ましくは0.06%以下)である。
【0043】
[Cr:0.01〜1%]
Crは、フェライト変態やパーライト変態を抑制する作用を有するため、冷却中にフェライトおよびパーライトの形成を防止し、残留オーステナイトの確保に寄与する元素である。こうした効果を発揮させるためには、Crは0.01%以上含有させることが好ましいが、1%を超えて過剰に含有させてもコストが上昇する。また、Crはオーステナイトの強度を大幅に高めるため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、生産性の上からも、1%を超えて含有させることは好ましくない。Cr含有量のより好ましい下限は0.02%以上(更に好ましくは0.05%以上)であり、より好ましい上限は0.8%以下(更に好ましくは0.5%以下)である。
【0044】
[B:0.0002〜0.01%]
Bは、焼入れ性を高め、フェライト変態やパーライト変態を抑制する作用を有するため、加熱後の一次冷却中に、フェライト、パーライトの形成を防止し、ベイニティックフェライトと残留オーステナイトの確保に寄与する元素である。こうした効果を発揮させるためには、Bは0.0002%以上含有させることが好ましいが、0.01%を超えて過剰に含有させても効果が飽和する。B含有量のより好ましい下限は0.0003%以上(更に好ましくは0.0005%以上)であり、より好ましい上限は0.008%以下(更に好ましくは0.005%以下)である。
【0045】
[Ti:(Nの含有量)×4〜0.1%]
Tiは、Nを固定し、Bを固溶状態で維持させることで焼入れ性の改善効果を発現させる。こうした効果を発揮させるためには、Tiは少なくともNの含有量の4倍以上含有させることが好ましいが、Ti含有量が過剰になって0.1%を超えると、TiCを多量に形成し、析出強化により強度が上昇するが延性が劣化する。Ti含有量のより好ましい下限は0.05%以上(更に好ましくは0.06%以上)であり、より好ましい上限は0.09%以下(更に好ましくは0.08%以下)である。
【0046】
[N:0.001〜0.01%]
Nは、BをBNとして固定することで、焼入れ性改善効果を低下させる元素であり、できるだけ低減することが好ましいが、実プロセスの中で低減するには限界があるため、0.001%を下限とした。また、N含有量が過剰になると、粗大なTiNを形成し、このTiNが破壊の起点として働き、延性が劣化するので、上限を0.01%とした。N含有量のより好ましい上限は0.008%以下(更に好ましくは0.006%以下)である。
【0047】
本発明のプレス成形品における基本的な化学成分は、上記の通りであり、残部は実質的に鉄である。尚、「実質的に鉄」とは、鉄以外にも本発明の鋼材の特性を阻害しない程度の微量成分(例えば、Mg,Ca,Sr,Baの他、La等のREM、およびZr,Hf,Ta,W,Mo等の炭化物形成元素等)も許容できる他、P,S以外の不可避不純物(例えば、O,H等)も含み得るものである。
【0048】
本発明のプレス成形品には、必要によって更に、(a)Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)、(b)Vおよび/またはNb:合計で0.1%以下(0%を含まない)等を含有させることも有用であり、含有される元素の種類に応じて、熱間プレス成形品の特性が更に改善される。これらの元素を含有するときの好ましい範囲およびその範囲限定理由は下記の通りである。
【0049】
[Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)]
Cu,NiおよびMoは、フェライト変態およびパーライト変態を抑制するため、一次冷却中に、フェライト、パーライトの形成を防止し、残留オーステナイトの確保に有効に作用する。こうした効果を発揮させるためには、合計で0.01%以上含有させることが好ましい。特性だけを考慮すると含有量は多いほうが好ましいが、合金添加のコストが上昇することから、合計で1%以下とすることが好ましい。また、オーステナイトの強度を大幅に高める作用を有するため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、製造性の観点からも1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.05%以上(更に好ましくは0.06%以上)であり、より好ましい上限は合計で0.9%以下(更に好ましくは0.8%以下)である。
【0050】
[Vおよび/またはNb:合計で0.1%以下(0%を含まない)]
VおよびNbは、微細な炭化物を形成し、ピン止め効果により組織を微細にする効果がある。こうした効果を発揮させるためには、合計で0.001%以上含有させることが好ましい。しかしながら、これらの元素の含有量が過剰になると、粗大な炭化物が形成され、破壊の起点になることで逆に延性を劣化させるので、合計で0.1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.005%以上(更に好ましくは0.008%以上)であり、より好ましい上限は合計で0.08%以下(更に好ましくは0.06%以下)である。
【0051】
尚、本発明の熱間プレス成形用薄鋼板は、非めっき鋼板、めっき鋼板のいずれでも良い。めっき鋼板である場合、そのめっきの種類としては、一般的な亜鉛系めっき、アルミ系めっき等のいずれでも良い。また、めっきの方法は、溶融めっき、電気めっき等のいずれでも良く、更にめっき後に合金化熱処理を施しても良く、複層めっきを施しても良い。
【0052】
本発明によれば、プレス成形条件(加熱温度や冷却速度)を適切に調整することによって、成形品の強度や伸び等の特性を制御することができ、しかも高延性(残存延性)の熱間プレス成形品が得られるので、これまでの熱間プレス成形品では適用しにくかった部位(例えば、エネルギー吸収部材)にも適用が可能となり、熱間プレス成形品の適用範囲を拡げる上で極めて有用である。また、本発明で得られる成形品は、冷間プレス成形した後に通常の焼鈍しを施して組織調整した成形品と比べて、残存延性が更に大きなものとなる。
【0053】
以下、本発明の効果を実施例によって更に具体的に示すが、下記実施例は本発明を限定するものではなく、前・後記の趣旨に徴して設計変更することはいずれも本発明の技術的範囲に含まれるものである。
【実施例】
【0054】
下記表1に示した化学成分組成を有する鋼材を真空溶製し、実験用スラブとした後、熱間圧延を行い、その後に冷却して巻き取った。更に、冷間圧延をして薄鋼板とした。尚、表1中のAc3変態点、Ms点およびBs点は、下記の(1)式〜(3)式を用いて求めたものである(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。
【0055】
Ac3変態点(℃)=910−203×[C]1/2+44.7×[Si]−30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]−11×[Cr]+31.5×[Mo]−20×[Cu]−15.2×[Ni] …(1)
Ms点(℃)=550−361×[C]−39×[Mn]−10×[Cu]−17×[Ni]−20×[Cr]−5×[Mo]+30×[Al] …(2)
Bs点(℃)=830−270×[C]−90×[Mn]−37×[Ni]−70×[Cr]−83×[Mo] …(3)
但し、[C],[Si],[Mn],[P],[Al],[Ti],[V],[Cr],[Mo],[Cu]および[Ni]は、夫々C,Si,Mn,P,Al,Ti,V,Cr,Mo,CuおよびNiの含有量(質量%)を示す。また、上記(1)式〜(3)式の各項に示された元素が含まれない場合は、その項がないものとして計算する。
【0056】
【表1】
【0057】
得られた鋼板を下記表2に示す各条件で加熱した後、平均冷却速度をコントロールできる鉄鋼用高速熱処理試験装置(CASシリーズ アルバック理工製)を用いて、成形・冷却処理を実施した。冷却時の鋼板サイズは、190mm×70mm(板厚:1.4mm)とした。このときの製造条件(加熱温度、一次冷却時の平均冷却速度、冷却速度変更温度、二次冷却時の平均冷却速度、(Bs−100℃)〜Ms点間の滞在時間)を、下記表2に示す。尚、必要によって溶融させた亜鉛に鋼板を浸漬し、鋼板表面に亜鉛めっきを付着させた。
【0058】
【表2】
【0059】
上記の処理(加熱、成形、冷却)を行った各鋼板につき、引張強度(TS)、および伸び(全伸びEL)、金属組織の観察(各組織の分率)を下記要領で行った。
【0060】
[引張強度(TS)、および伸び(全伸びEL)]
JIS5号試験片を用いて引張試験を行い、引張強度(TS)、伸び(EL)を測定した。このとき、引張試験の歪速度:10mm/秒とした。本発明では、(a)引張強度(TS)が980〜1179MPaで伸び(EL)が15%以上、(b)引張強度(TS)が1180MPa以上で伸び(EL)が12%以上のいずれかを満足するときに合格と評価した。
【0061】
[金属組織の観察(各組織の分率)]
(1)鋼板中のベイニティックフェライト、およびその他の組織(フェライトおよびパーライト)については、鋼板をナイタールで腐食し、SEM(倍率:1000倍または2000倍)観察により、各組織を区別し、夫々の分率(面積率)を求めた。
(2)鋼板中の残留オーステナイト分率(面積率)は、鋼板の1/4の厚さまで研削した後、化学研磨してからX線回折法によって測定した(例えば、ISJJ Int.Vol.33.(1933),No.7,P.776)。
(3)マルテンサイト(焼入れままマルテンサイト)の分率については、鋼板をレペラ腐食し、SEM観察により白いコントラストを焼入れままマルテンサイトと残留オーステナイトの混合組織として面積率を測定し、そこからX線回折により求めた残留オーステナイト分率を差いて、焼入れままマルテンサイト分率を計算した。
【0062】
これらの結果を、下記表3に示す。
【0063】
【表3】
【0064】
この結果から、次のように考察できる。試験No.2、5、6、11〜17、20のものは、本発明で規定する要件を満足する実施例であり、強度−延性バランスの良好な部品が得られていることが分かる。
【0065】
これに対し、試験No.1、3、4、7〜10、18、19のものは本発明で規定するいずれかの要件を満足しない比較例であり、いずれかの特性が劣化している。即ち、試験No.1のものは、鋼種Aに必須成分であるCr、TiおよびBが含まれていないものであり、成形品の組織において残留オーステナイト量が少ないため、低い伸び(EL)しか得られていない。試験No.3および4のものは、(Bs−100℃)〜Ms点間の滞在時間が短いものであり、成形品の組織においてマルテンサイトの分率が多くなり、低い伸び(EL)しか得られていない。
【0066】
試験No.7のものは、加熱温度が低くなっており、成形品の組織がベイニティックフェライトの分率が低くなっており、低い引張強度(TS)しか得られていない。試験No.8のものは、一次冷却時の平均冷却速度が遅くなっており、成形品の組織がベイニティックフェライトの分率が低くなっており、残留オーステナイト量も少ないため、低い引張強度(TS)しか得られていない。
【0067】
試験No.9のものは、冷却速度変更温度が高いものであり、フェライトが形成されベイニティックフェライト量が確保できず、残留オーステナイト量も少ないため、低い引張強度(TS)しか得られていない。試験No.10のものは、冷却速度変更温度が低いものであり、マルテンサイトが形成されベイニティックフェライト量が確保できず、低い伸び(EL)しか得られていない。
【0068】
試験No.18のものは、鋼成分のうちC含有量が少ないため、フェライトが形成されベイニティックフェライト量が確保できず、強度が低くなっている。試験No.19のものは、鋼成分のうちSi含有量が少ないため、冷却条件が適正でも、成形品中の残留オーステナイトが生成されないため、低い伸び(EL)しか得られていない。
【符号の説明】
【0069】
1 パンチ
2 ダイ
3 ブランクホルダー
4 鋼板(ブランク)
【特許請求の範囲】
【請求項1】
熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下であることを特徴とする熱間プレス成形品。
【請求項2】
化学成分組成が、
C :0.15〜0.4%(質量%の意味。以下、化学成分組成について同じ。)、
Si:0.5〜3%、
Mn:0.5〜2%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01〜0.1%、
Cr:0.01〜1%、
B:0.0002〜0.01%、
Ti:(Nの含有量)×4〜0.1%、および
N:0.001〜0.01%、
を夫々含有し、残部が鉄および不可避不純物からなるものである請求項1に記載の熱間プレス成形品。
【請求項3】
更に他の元素として、Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)含有するものである請求項2に記載の熱間プレス成形品。
【請求項4】
更に他の元素として、Vおよび/またはNb:合計で0.1%以下(0%を含まない)含有するものである請求項2または3に記載の熱間プレス成形品。
【請求項5】
請求項1〜4のいずれかに記載の熱間プレス成形品を製造するに当たり、プレス成形金型を用いて薄鋼板をプレス成形するに際して、前記薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ、(ベイナイト変態開始温度Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却すると共に、前記温度範囲での滞在時間を10秒以上として成形を終了することを特徴とする熱間プレス成形品の製造方法。
【請求項6】
請求項1〜4のいずれかに記載の熱間プレス成形品を製造するための熱間プレス成形用薄鋼板において、化学成分組成が、
C :0.15〜0.4%、
Si:0.5〜3%、
Mn:0.5〜2%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01〜0.1%、
Cr:0.01〜1%、
B:0.0002〜0.01%、
Ti:(Nの含有量)×4〜0.1%、および
N:0.001〜0.01%、
を夫々含有し、残部が鉄および不可避不純物からなるものであることを特徴とする熱間プレス成形用薄鋼板。
【請求項7】
更に他の元素として、Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)含有するものである請求項6に記載の熱間プレス成形用薄鋼板。
【請求項8】
更に他の元素として、Vおよび/またはNb:合計で0.1%以下(0%を含まない)含有するものである請求項6または7に記載の熱間プレス成形用薄鋼板。
【請求項1】
熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下であることを特徴とする熱間プレス成形品。
【請求項2】
化学成分組成が、
C :0.15〜0.4%(質量%の意味。以下、化学成分組成について同じ。)、
Si:0.5〜3%、
Mn:0.5〜2%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01〜0.1%、
Cr:0.01〜1%、
B:0.0002〜0.01%、
Ti:(Nの含有量)×4〜0.1%、および
N:0.001〜0.01%、
を夫々含有し、残部が鉄および不可避不純物からなるものである請求項1に記載の熱間プレス成形品。
【請求項3】
更に他の元素として、Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)含有するものである請求項2に記載の熱間プレス成形品。
【請求項4】
更に他の元素として、Vおよび/またはNb:合計で0.1%以下(0%を含まない)含有するものである請求項2または3に記載の熱間プレス成形品。
【請求項5】
請求項1〜4のいずれかに記載の熱間プレス成形品を製造するに当たり、プレス成形金型を用いて薄鋼板をプレス成形するに際して、前記薄鋼板をAc3変態点以上、1000℃以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保しつつ、(ベイナイト変態開始温度Bs−100℃)以下、マルテンサイト変態開始温度Ms以上の温度範囲まで冷却すると共に、前記温度範囲での滞在時間を10秒以上として成形を終了することを特徴とする熱間プレス成形品の製造方法。
【請求項6】
請求項1〜4のいずれかに記載の熱間プレス成形品を製造するための熱間プレス成形用薄鋼板において、化学成分組成が、
C :0.15〜0.4%、
Si:0.5〜3%、
Mn:0.5〜2%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01〜0.1%、
Cr:0.01〜1%、
B:0.0002〜0.01%、
Ti:(Nの含有量)×4〜0.1%、および
N:0.001〜0.01%、
を夫々含有し、残部が鉄および不可避不純物からなるものであることを特徴とする熱間プレス成形用薄鋼板。
【請求項7】
更に他の元素として、Cu,NiおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)含有するものである請求項6に記載の熱間プレス成形用薄鋼板。
【請求項8】
更に他の元素として、Vおよび/またはNb:合計で0.1%以下(0%を含まない)含有するものである請求項6または7に記載の熱間プレス成形用薄鋼板。
【図1】

【公開番号】特開2013−14842(P2013−14842A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−131418(P2012−131418)
【出願日】平成24年6月8日(2012.6.8)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成24年6月8日(2012.6.8)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]