
熱間プレス成形品およびその製造方法
【課題】Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車部品の構造部材に使用されるような強度および耐食性が必要とされる熱間プレス成形品およびその製造方法に関し、殊に予め加熱された表面処理鋼板を所定の形状に成形加工する際に、形状付与と同時に焼入れて所定強度を得る熱間プレス成形品、およびそのような熱間プレス成形品の製造方法に関するものである。
【背景技術】
【0002】
地球環境問題に端を発する自動車の燃費向上対策の一つとして、車体の軽量化が進められており、自動車に使用される鋼板をできるだけ高強度化することが必要となる。しかしながら、自動車の軽量化のために鋼板を高強度化していくと、伸びELやr値(ランクフォード値)が低下し、プレス成形性や形状凍結性が劣化することになる。
【0003】
このような課題を解決するために、鋼板(被加工材)を所定の温度(例えば、オーステナイト相となる温度)に加熱して強度を下げた(即ち、成形を容易にした)後、薄鋼板に比べて低温(例えば室温)の金型で成形することによって、形状の付与と同時に、両者の温度差を利用した急冷熱処理(焼入れ)を行って、成形後の強度を確保する熱間プレス成形法が部品製造に採用されている。
【0004】
こうした熱間プレス成形法によれば、低強度状態で成形されるので、スプリングバックも小さくなると共に(形状凍結性が良好)、急冷によって引張強度で1500MPa級の強度が得られることになる。尚、このような熱間プレス成形法は、ホットプレス法の他、ホットフォーミング法、ホットスタンピング法、ホットスタンプ法、ダイクエンチ法等、様々な名称で呼ばれている。
【0005】
図1は、上記のような熱間プレス成形(以下、「ホットスタンプ」で代表することがある)を実施するための金型構成を示す概略説明図であり、図中1はパンチ、2はダイ、3はブランクホルダー、4は鋼板(ブランク)、BHFはしわ押え力、rpはパンチ肩半径、rdはダイ肩半径、CLはパンチ/ダイ間クリアランスを夫々示している。また、これらの部品のうち、パンチ1とダイ2には冷却媒体(例えば水)を通過させることができる通路1a,2aが夫々の内部に形成されており、この通路に冷却媒体を通過させることによってこれらの部材が冷却されるように構成されている。
【0006】
こうした金型を用いてホットスタンプ(例えば、熱間深絞り加工)するに際しては、鋼板(ブランク)4を、(Ac1変態点〜Ac3変態点)の二相域温度またはAc3変態点以上の単相域温度に加熱して軟化させた状態で成形を開始する。即ち、高温状態にある鋼板4をダイ2とブランクホルダー3間に挟んだ状態で、パンチ1によってダイ2の穴内(図1の2,2間)に鋼板4を押し込み、鋼板4の外径を縮めつつパンチ1の外形に対応した形状に成形する。また、成形と並行してパンチ1およびダイ2を冷却することによって、鋼板4から金型(パンチ1およびダイ2)への抜熱を行なうと共に、成形下死点(パンチ先端が最深部に位置した時点:図1に示した状態)で更に保持冷却することによって素材の焼入れを実施する。こうした成形法を実施することによって、寸法精度の良い1500MPa級の成形品を得ることができ、しかも冷間で同じ強度クラスの部品を成形する場合に比較して、成形荷重が低減できることからプレス機の容量が小さくて済むことになる。
【0007】
上記した手順では、前記図1に示したような単純な形状の熱間プレス成形品を、鋼板の段階から金型内で成形と焼入れを同時に行う方法(ダイレクト工法)を示したが、本発明で適用する熱間プレス方法は、こうした工法に適用する場合に限らず、比較的複雑な形状の成型品を製造する場合にも適用できるものである。
【0008】
即ち、比較的複雑な形状の成型品を製造する場合には、1回の熱間プレス成形では製品の最終形状までを作り込むことが難しいことがある。このような場合には、熱間プレス成形の前工程で冷間プレス成形を行う方法を採用することができる(この方法は、「インダイレクト工法」と呼ばれている)。インダイレクト工法は、成形が難しい部分を冷間加工によって近似形状まで予め成形しておき、その他の部分を熱間プレス成形する方法である。こうした方法を採用すれば、例えば成型品の凹凸部(山部)が3箇所あるような部品を成形する際に、冷間プレス成形によって、その2箇所まで成形しておき、その後に3箇所目を熱間プレス成形することになる。
【0009】
上記いずれの工法を採用するにしても、熱間プレス成形する際に、鋼板を高温に加熱すると、特にオーステナイト領域である900℃程度まで加熱すると、鋼板を加熱炉からプレス成形機へ移動するときの大気中の数秒間で鋼板の表面が酸化してスケールが形成されることになる。そのため、熱間プレス成形時にスケールが剥離してプレス疵が発生する原因となる。また、このようなスケールの存在は、耐食性塗膜の塗装性を悪くするので、プレス冷却後にピーニング処理等によってスケール除去が必要となる。
【0010】
スケール形成による不都合を回避する対策として、プレス成形素材(素地鋼板)にアルミめっき、亜鉛めっき、合金化溶融亜鉛めっき等を施した表面処理鋼板を用いることも行われている。これらの表面処理のうち、犠牲防食性やコストの観点からして、亜鉛めっきや合金化溶融亜鉛めっき鋼板を適用することが好ましいとされているが、亜鉛は、融点や沸点が熱間プレスを行う温度域では液相もしくは気相となるので、熱間プレス時にめっき層の蒸散や酸化が生じ、しかも得られた表面処理鋼板は素地鋼板との合金化が過度に生じ、プレス型への亜鉛の溶着や耐食性、溶接性の著しい劣化が生じやすい。
【0011】
こうした問題を回避する方法として、特許文献1、2等の技術が提案されている。これらの技術では、所定量のFeを含有するZn−Fe系めっき層を素地表面に形成することによってめっき層の融点を上げることを基本思想とするものである。めっき層としてZn−Fe系めっき層を採用した場合には、めっき層の融点を高める効果は期待できるものの、例えば900℃以上の融点にするにはFeを70質量%程度含有しなくてはならず、そのような組成では耐食性、塗膜密着性、溶接性の劣化が大きくなる。また、合金化が進展されると酸化反応も促進され、酸化層の脱落、塗装後の密着性不良等の弊害が生じる。
【0012】
逆に、めっき層中のFe含有量を20質量%程度に抑制した場合には、融点が670℃程度と低くなり、液相が金型と接触して溶着やカジリ等が発生してしまうことになる。また、熱間プレス時に溶融した亜鉛が、鋼板の結晶粒界に浸入することにより、液体金属脆化(以下、「LME」と略記することがある)が生じ、粒界割れが発生する原因となる。特に、急速加熱して直ちに成形した場合には、合金化する時間がないために、粒界割れの危険性が更に増すことになる。
【0013】
一方、特許文献3には、亜鉛めっき層を備えた亜鉛めっき鋼板を、所定温度に加熱し、730℃以下、500℃以上に60秒以内で冷却した後、熱間成形する方法が開示されている。しかしながらこの技術では、めっき層が溶融状態で成形する条件も含まれることになるため、めっき層の剥離や粒界割れを完全に回避できるものではない。例えば、亜鉛系めっき層に含有しているFe量が15質量%の場合では、685℃以下でなければ完全な固相域には入っていないため、例えば700℃では冷却が不十分となる。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2003−73774号公報
【特許文献2】特開2003−147499号公報
【特許文献3】特開2007−182608号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は上記事情に鑑みてなされたものであって、その目的は、Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供することにある。
【課題を解決するための手段】
【0016】
上記目的を達成することのできた本発明方法とは、Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の
温度に加熱した後、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後成形を開始する点に要旨を有するものである。
【0017】
本発明方法において、前記表面処理鋼板を加熱した後、めっき層の凝固点以下の温度まで冷却するときの平均冷却速度が20℃/秒以上(より好ましくは30℃/秒以上)であることが好ましい。また、マルテンサイト変態開始温度よりも高い温度で成形を開始し、マルテンサイト変態開始温度よりも低い温度で終了することが好ましい。
【発明の効果】
【0018】
本発明によれば、Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、その条件を適切に制御することによって、プレス成形中に、めっき層の剥離や粒界割れを回避して良好な特性の熱間プレス成形品が実現できる。
【図面の簡単な説明】
【0019】
【図1】図1は、熱間プレス成形を実施するための金型構成を示す概略説明図である。
【図2】図2は、Zn−Fe二元系状態線図である。
【図3】図3は、ヒートパターンのイメージを示す模式図である。
【図4】図4は、実施例における金型構成を示す概略説明図である。
【発明を実施するための形態】
【0020】
本発明者らは、Zn−Fe系めっき層を形成した表面処理鋼板を所定の温度に加熱した後、熱間プレス成形して成形品を製造するに際して、プレス成形中に、めっき層の剥離や粒界割れを回避して良好な特性の熱間プレス成形品を実現すべく、様々な角度から検討した。
【0021】
その結果、プレス成形金型を用いて、Zn−Fe系めっき層を形成した表面処理鋼板をプレス成形して熱間プレス成形品を製造するに際して、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始するようにすれば、上記のような不都合を招くことなく、特性の良好な優れた熱間プレス成形品が実現できることを見出し、本発明を完成した。
【0022】
通常の熱間プレス成形においては、鋼板を所定温度まで加熱した後、生産性向上およびプレス反力低減の観点から、成形に際しては加熱炉から出してできるだけ高い温度で成形を開始することが、良好な成形性を確保する上で必要な要件であると考えられてきた。こうした状況の下で、Zn−Fe系めっき層を形成した表面処理鋼板をプレス成形して熱間プレス成形品を製造するに際しても、加熱炉から出して直ぐのできるだけ高い温度で成形を開始することが必要であると考えられていた。しかしながら、こうした思想の下で熱間プレス成形を行った場合には、プレス成形中に、めっき層の剥離や粒界割れが発生しやすくなり、良好な表面性状の熱間プレス成形品が実現できなかったのである。また場合によっては、液相が金型と接触し、溶着やカジリが発生する原因となる。
【0023】
そこで、本発明者らは、成形温度、成形性および成形中のめっき層の状態等について、更に検討した。その結果、所定の温度まで加熱した後、めっき層の凝固点以下の温度まで表面処理鋼板を冷却してから成形を開始するようにすれば、めっき層剥離や粒界割れ等の不都合が生じることなく、しかも成形性も却って良好となることが判明した。
【0024】
本発明方法においては、Zn−Fe系めっき層を形成した表面処理鋼板を金型を用いてプレス成形して熱間プレス成形品を製造するに際して、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱する必要がある。熱間プレス方法による効果を発揮させるためには、加熱温度は少なくとも素地鋼板のAc1変態点以上とする必要がある。加熱温度がAc1変態点未満であると、加熱時に適切な量のオーステナイトが得られず、良好な成形性が確保できない。また、加熱温度が950℃を超えると、亜鉛めっき層中の亜鉛が沸騰および蒸発し、耐食性が劣化するため好ましくない。また、加熱温度の好ましい下限は素地鋼板のAc3変態点以上(全てをオーステナイトにする温度)であり、好ましい上限は930℃以下である。
【0025】
表面処理鋼板を上記の温度範囲に加熱した後は、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却する必要がある。これによって、Zn−Fe系めっき層が凝固してから成形を開始するため、成形中のめっき層剥離が防止されることになる。また、従来のように溶融状態にあるめっき層をプレス成形することで生じるようなめっき層剥離や粒界割れを解消できることになる。このことは、ホットスタンプで製造した熱間プレス成形品であっても、Zn−Fe系めっき鋼板が有する犠牲防食性を発揮でき、アンダーボディへの適用が可能であることを示すものである。また、加熱と成形の間の冷却工程でめっき層が凝固するため、急速加熱した場合でも加熱保持する必要がなくなり、大幅なタクトタイムの短縮が可能となる。
【0026】
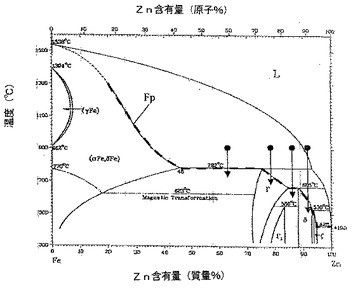
図2は、Zn−Fe二元系状態線図である。図中の破線部分は液相を含む領域と固相の領域の境界(即ち、凝固点に相当:図中「Fp」で示す)を示しており、この境界より下が固相領域となる。Zn−Fe系めっき層は、めっき層中のFe含有量によってFpの温度が異なるため、Fe含有量に応じて、成形前のめっき層の温度がFp(凝固点に相当)以下となるように冷却を行う。尚、表面処理鋼板を凝固点以下の温度まで冷却した段階で、直ちにZn−Fe系めっき層の全てが凝固する訳ではないが、少なくとも凝固点以下の温度まで冷却し、固相が一部でも析出した段階で成形を開始することによって、上記のような効果が発揮されることになる。
【0027】
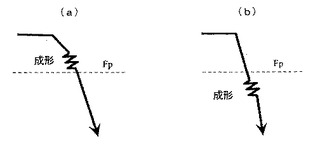
ヒートパターンのイメージを、模式的に図3に示す。このうち図3(a)は、従来のヒートパターンのイメージを示したものであり、加熱後にそのままの状態(冷却せずに)でFpよりも高い温度で成形を開始(および終了)することを示している。これに対し、図3(b)は、本発明のヒートパターンのイメージを示したものであり、Fpよりも低い温度まで冷却してから成形を開始することを示している。
【0028】
本発明において、冷却の基準となる「めっき層の凝固点」とは、成形前(即ち、加熱前)の凝固点を意味する。Zn−Fe系めっきは、加熱過程で合金化が進み、めっき層中のFe含有量が増大し、めっき層の凝固点も上昇する。こうしたことを考慮すれば、加熱前の凝固点まで冷却しなくてもLMEを抑制できることが考えられる。しかしながら実際には、加熱前の凝固点よりも低温まで冷却しなければ、LMEは抑制されない。その理由については、全てを明らかにした訳ではないが、おそらく加熱によりめっき層中の平均的なFe含有量は増大するものの、局部的には合金化が進んでいないところ(つまり、加熱前の凝固点のところ)があり、これがLMEを発生させる温度を決定するものと推定される。つまり、めっき層中のFeとZnの比率によって決まる加熱前の凝固温度以下の温度まで冷却することが、LME対策の重要なポイントとなる。
【0029】
また、表面処理鋼板を加熱し、一旦冷却した後、成形を開始することは、成形性を更に高める上でも有効である。なぜなら、加熱後に所定温度まで冷却することによって、過冷オーステナイトのn値(加工硬化係数)が増大するためである。一般に、n値が増大すると均一変形に寄与するため、縮みフランジ成形、伸びフランジ成形、張出し成形、曲げ成形の全ての成形モードに対して成形性を向上させることができる。
【0030】
上記冷却時の平均冷却速度は、めっき層をできるだけ凝固しやすくするために、20℃/秒以上の平均冷却速度を確保することが好ましい。より好ましくは30℃/秒以上である。
【0031】
成形開始時期は、少なくともめっき層の凝固点以下まで冷却した後であるが、めっき層の全てが凝固した段階であることが好ましい。また、プレス反力や成形性の観点からマルテンサイト変態開始温度Ms点よりも高い温度とすることが望ましい。更に、成形後の部品強度を確保するためには、少なくともマルテンサイト変態温度Ms点よりも低い温度まで冷却することが好ましい。
【0032】
本発明は、Zn−Fe系めっき層を形成した表面処理鋼板を熱間プレス成形するものであるが、この表面処理鋼板の素材となる鋼板(素地鋼板)の鋼種については高強度鋼板としての通常の化学成分組成のものであれば良い(後記実施例の表1参照)。また、素地鋼板表面に形成されるZn−Fe系めっき層中のFe含有量については、特に限定するものではなく、5質量%以上(より好ましくは10質量%以上)であればめっき層としての機能を発揮するが、Fe含有量があまり過剰になると耐食性、塗膜密着性、溶接性等が劣化しやすくなるので、80質量%以下であることが好ましい(より好ましくは60質量%以下、更に好ましくは30質量%以下)。
【0033】
尚、上記Zn−Fe系めっき層には、Fe以外の合金元素(例えば、Al,Mn,Ni,Cr,Co,Mg,Sn,Pb等)を3.3質量%程度まで含むことも許容できるものであり、これらの元素は前記含有量程度では凝固点に与える影響が少ないものである。また、Zn−Fe系めっき層には、これらの成分以外にも、Be,B,Si,P,Ti,V,W,Mo,Sb,Cd,Nb,Cu,Sr等のいくつかの不可避不純物も含み得る。また、望ましいめっき付着量は片面あたり90g/m2以下(より好ましくは80g/m2以下)、且つ、10g/m2以上(より好ましくは20g/m2以上)である。
【0034】
以下、本発明の効果を実施例によって更に具体的に示すが、下記実施例は本発明を限定するものではなく、前・後記の趣旨に徴して設計変更することはいずれも本発明の技術的範囲に含まれるものである。
【実施例】
【0035】
下記表1に示した化学成分組成を有する鋼材を真空溶製し、実験用スラブとした後、熱間圧延を行い、その後に冷却して巻き取った。更に、冷間圧延をして薄鋼板(素地鋼板)とした。尚、表1中のAc1変態点およびMs点は、下記の(1)式および(2)式を用いて求めたものである(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。
【0036】
Ac1変態点(℃)=723+29.1×[Si]−10.7×[Mn]+16.9×[Cr]−16.9×[Ni] …(1)
Ms点(℃)=550−361×[C]−39×[Mn]−10×[Cu]−17×[Ni]−20×[Cr]−5×[Mo]+30×[Al] …(2)
但し、[C],[Si],[Mn],[Al],[Cr],[Mo],[Cu]および[Ni]は、夫々C,Si,Mn,Al,Cr,Mo,CuおよびNiの含有量(質量%)を示す。また、上記(1)式、(2)式の各項に示された元素が含まれない場合は、その項がないものとして計算する。
【0037】
【表1】

【0038】
得られた素地鋼板の表面に、Zn−Fe系めっき層(Fe含有量:12質量%、凝固点:665℃)を形成し(片面に付着量:50g/m2)、下記表2に示す各条件で加熱した後、冷却した空気を吹き付けるエアー冷却または空冷によって冷却処理を実施し、その後成形を行った。このときの加熱方法は電気炉を用い、大気中で所定の温度および時間で加熱した。冷却時の鋼板サイズは、50mm×250mm(板厚:1.4mm)とした。
【0039】
上記の処理(加熱、冷却、成形)を行った各表面処理鋼板につき、成形性を調査すると共に、成形品の表面性状につき目視観察し、めっき層の状態について調査した。
【0040】
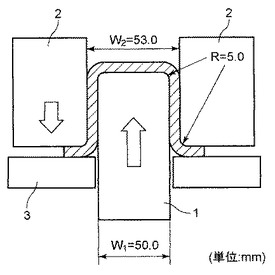
割れ(母材粒界割れ)の有無は、表2に示す条件で熱間プレスして図4(金型構成)に示すような曲げ絞り成形を行い、曲げ部の断面観察により調査した。また、成形品の硬さ(ビッカース硬さHv)についても測定した。
【0041】
これらの結果を、製造条件(加熱温度、加熱時間、成形前平均冷却速度、成形開始温度、冷却終了温度)および成形後のめっき層中のFe含有量と共に、下記表2に示す。
【0042】
【表2】
【0043】
この結果から、次のように考察できる。試験No.1、2、8、10、11、14、17、18のものは、本発明で規定する要件を外れる条件、即ちめっき層の加熱前の凝固点(665℃)よりも高い温度で成形したため、めっき層の剥離(成形品の表面性状:「×」)や母材の粒界割れが生じている(母材粒界割れ:「×」)。このうち試験No.1は、成形開始温度が非常に高いため、成形中に生じる材料内の温度分布が付きやすく、特に金型と接触しにくく冷却されにくい、縦壁に変形が集中し破断してしまった(成形性:「×」)。更に、試験No.9のものは、めっき層の剥離や母材粒界割れは生じていないものの(いずれも評価「○」)、冷却速度が不十分であり、冷却過程にベイナイト変態が生じ、十分な強度(硬さ)が得られていない。
【0044】
また、試験No.7のものは、めっき層の剥離や母材粒界割れは生じていないものの(いずれも評価「○」)、Ms点以下の温度で成形を開始したため、マルテンサイト変態が生じ、成形性が著しく低下し、加工中に破断してしまった。
【0045】
一方、本発明の範囲内にある試験No.3、4、5、6,12、13、15、16、19では、めっき層の剥離や母材の粒界割れが生じることなく(成形品の表面性状、母材粒界割れ:いずれも「○」)、また強度(硬さ)も十分に得られており(Hv:450以上)、良好な熱間プレス成形品を得ることができる。
【符号の説明】
【0046】
1 パンチ
2 ダイ
3 ブランクホルダー
4 鋼板(ブランク)
【技術分野】
【0001】
本発明は、自動車部品の構造部材に使用されるような強度および耐食性が必要とされる熱間プレス成形品およびその製造方法に関し、殊に予め加熱された表面処理鋼板を所定の形状に成形加工する際に、形状付与と同時に焼入れて所定強度を得る熱間プレス成形品、およびそのような熱間プレス成形品の製造方法に関するものである。
【背景技術】
【0002】
地球環境問題に端を発する自動車の燃費向上対策の一つとして、車体の軽量化が進められており、自動車に使用される鋼板をできるだけ高強度化することが必要となる。しかしながら、自動車の軽量化のために鋼板を高強度化していくと、伸びELやr値(ランクフォード値)が低下し、プレス成形性や形状凍結性が劣化することになる。
【0003】
このような課題を解決するために、鋼板(被加工材)を所定の温度(例えば、オーステナイト相となる温度)に加熱して強度を下げた(即ち、成形を容易にした)後、薄鋼板に比べて低温(例えば室温)の金型で成形することによって、形状の付与と同時に、両者の温度差を利用した急冷熱処理(焼入れ)を行って、成形後の強度を確保する熱間プレス成形法が部品製造に採用されている。
【0004】
こうした熱間プレス成形法によれば、低強度状態で成形されるので、スプリングバックも小さくなると共に(形状凍結性が良好)、急冷によって引張強度で1500MPa級の強度が得られることになる。尚、このような熱間プレス成形法は、ホットプレス法の他、ホットフォーミング法、ホットスタンピング法、ホットスタンプ法、ダイクエンチ法等、様々な名称で呼ばれている。
【0005】
図1は、上記のような熱間プレス成形(以下、「ホットスタンプ」で代表することがある)を実施するための金型構成を示す概略説明図であり、図中1はパンチ、2はダイ、3はブランクホルダー、4は鋼板(ブランク)、BHFはしわ押え力、rpはパンチ肩半径、rdはダイ肩半径、CLはパンチ/ダイ間クリアランスを夫々示している。また、これらの部品のうち、パンチ1とダイ2には冷却媒体(例えば水)を通過させることができる通路1a,2aが夫々の内部に形成されており、この通路に冷却媒体を通過させることによってこれらの部材が冷却されるように構成されている。
【0006】
こうした金型を用いてホットスタンプ(例えば、熱間深絞り加工)するに際しては、鋼板(ブランク)4を、(Ac1変態点〜Ac3変態点)の二相域温度またはAc3変態点以上の単相域温度に加熱して軟化させた状態で成形を開始する。即ち、高温状態にある鋼板4をダイ2とブランクホルダー3間に挟んだ状態で、パンチ1によってダイ2の穴内(図1の2,2間)に鋼板4を押し込み、鋼板4の外径を縮めつつパンチ1の外形に対応した形状に成形する。また、成形と並行してパンチ1およびダイ2を冷却することによって、鋼板4から金型(パンチ1およびダイ2)への抜熱を行なうと共に、成形下死点(パンチ先端が最深部に位置した時点:図1に示した状態)で更に保持冷却することによって素材の焼入れを実施する。こうした成形法を実施することによって、寸法精度の良い1500MPa級の成形品を得ることができ、しかも冷間で同じ強度クラスの部品を成形する場合に比較して、成形荷重が低減できることからプレス機の容量が小さくて済むことになる。
【0007】
上記した手順では、前記図1に示したような単純な形状の熱間プレス成形品を、鋼板の段階から金型内で成形と焼入れを同時に行う方法(ダイレクト工法)を示したが、本発明で適用する熱間プレス方法は、こうした工法に適用する場合に限らず、比較的複雑な形状の成型品を製造する場合にも適用できるものである。
【0008】
即ち、比較的複雑な形状の成型品を製造する場合には、1回の熱間プレス成形では製品の最終形状までを作り込むことが難しいことがある。このような場合には、熱間プレス成形の前工程で冷間プレス成形を行う方法を採用することができる(この方法は、「インダイレクト工法」と呼ばれている)。インダイレクト工法は、成形が難しい部分を冷間加工によって近似形状まで予め成形しておき、その他の部分を熱間プレス成形する方法である。こうした方法を採用すれば、例えば成型品の凹凸部(山部)が3箇所あるような部品を成形する際に、冷間プレス成形によって、その2箇所まで成形しておき、その後に3箇所目を熱間プレス成形することになる。
【0009】
上記いずれの工法を採用するにしても、熱間プレス成形する際に、鋼板を高温に加熱すると、特にオーステナイト領域である900℃程度まで加熱すると、鋼板を加熱炉からプレス成形機へ移動するときの大気中の数秒間で鋼板の表面が酸化してスケールが形成されることになる。そのため、熱間プレス成形時にスケールが剥離してプレス疵が発生する原因となる。また、このようなスケールの存在は、耐食性塗膜の塗装性を悪くするので、プレス冷却後にピーニング処理等によってスケール除去が必要となる。
【0010】
スケール形成による不都合を回避する対策として、プレス成形素材(素地鋼板)にアルミめっき、亜鉛めっき、合金化溶融亜鉛めっき等を施した表面処理鋼板を用いることも行われている。これらの表面処理のうち、犠牲防食性やコストの観点からして、亜鉛めっきや合金化溶融亜鉛めっき鋼板を適用することが好ましいとされているが、亜鉛は、融点や沸点が熱間プレスを行う温度域では液相もしくは気相となるので、熱間プレス時にめっき層の蒸散や酸化が生じ、しかも得られた表面処理鋼板は素地鋼板との合金化が過度に生じ、プレス型への亜鉛の溶着や耐食性、溶接性の著しい劣化が生じやすい。
【0011】
こうした問題を回避する方法として、特許文献1、2等の技術が提案されている。これらの技術では、所定量のFeを含有するZn−Fe系めっき層を素地表面に形成することによってめっき層の融点を上げることを基本思想とするものである。めっき層としてZn−Fe系めっき層を採用した場合には、めっき層の融点を高める効果は期待できるものの、例えば900℃以上の融点にするにはFeを70質量%程度含有しなくてはならず、そのような組成では耐食性、塗膜密着性、溶接性の劣化が大きくなる。また、合金化が進展されると酸化反応も促進され、酸化層の脱落、塗装後の密着性不良等の弊害が生じる。
【0012】
逆に、めっき層中のFe含有量を20質量%程度に抑制した場合には、融点が670℃程度と低くなり、液相が金型と接触して溶着やカジリ等が発生してしまうことになる。また、熱間プレス時に溶融した亜鉛が、鋼板の結晶粒界に浸入することにより、液体金属脆化(以下、「LME」と略記することがある)が生じ、粒界割れが発生する原因となる。特に、急速加熱して直ちに成形した場合には、合金化する時間がないために、粒界割れの危険性が更に増すことになる。
【0013】
一方、特許文献3には、亜鉛めっき層を備えた亜鉛めっき鋼板を、所定温度に加熱し、730℃以下、500℃以上に60秒以内で冷却した後、熱間成形する方法が開示されている。しかしながらこの技術では、めっき層が溶融状態で成形する条件も含まれることになるため、めっき層の剥離や粒界割れを完全に回避できるものではない。例えば、亜鉛系めっき層に含有しているFe量が15質量%の場合では、685℃以下でなければ完全な固相域には入っていないため、例えば700℃では冷却が不十分となる。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2003−73774号公報
【特許文献2】特開2003−147499号公報
【特許文献3】特開2007−182608号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は上記事情に鑑みてなされたものであって、その目的は、Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供することにある。
【課題を解決するための手段】
【0016】
上記目的を達成することのできた本発明方法とは、Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の
温度に加熱した後、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後成形を開始する点に要旨を有するものである。
【0017】
本発明方法において、前記表面処理鋼板を加熱した後、めっき層の凝固点以下の温度まで冷却するときの平均冷却速度が20℃/秒以上(より好ましくは30℃/秒以上)であることが好ましい。また、マルテンサイト変態開始温度よりも高い温度で成形を開始し、マルテンサイト変態開始温度よりも低い温度で終了することが好ましい。
【発明の効果】
【0018】
本発明によれば、Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、その条件を適切に制御することによって、プレス成形中に、めっき層の剥離や粒界割れを回避して良好な特性の熱間プレス成形品が実現できる。
【図面の簡単な説明】
【0019】
【図1】図1は、熱間プレス成形を実施するための金型構成を示す概略説明図である。
【図2】図2は、Zn−Fe二元系状態線図である。
【図3】図3は、ヒートパターンのイメージを示す模式図である。
【図4】図4は、実施例における金型構成を示す概略説明図である。
【発明を実施するための形態】
【0020】
本発明者らは、Zn−Fe系めっき層を形成した表面処理鋼板を所定の温度に加熱した後、熱間プレス成形して成形品を製造するに際して、プレス成形中に、めっき層の剥離や粒界割れを回避して良好な特性の熱間プレス成形品を実現すべく、様々な角度から検討した。
【0021】
その結果、プレス成形金型を用いて、Zn−Fe系めっき層を形成した表面処理鋼板をプレス成形して熱間プレス成形品を製造するに際して、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始するようにすれば、上記のような不都合を招くことなく、特性の良好な優れた熱間プレス成形品が実現できることを見出し、本発明を完成した。
【0022】
通常の熱間プレス成形においては、鋼板を所定温度まで加熱した後、生産性向上およびプレス反力低減の観点から、成形に際しては加熱炉から出してできるだけ高い温度で成形を開始することが、良好な成形性を確保する上で必要な要件であると考えられてきた。こうした状況の下で、Zn−Fe系めっき層を形成した表面処理鋼板をプレス成形して熱間プレス成形品を製造するに際しても、加熱炉から出して直ぐのできるだけ高い温度で成形を開始することが必要であると考えられていた。しかしながら、こうした思想の下で熱間プレス成形を行った場合には、プレス成形中に、めっき層の剥離や粒界割れが発生しやすくなり、良好な表面性状の熱間プレス成形品が実現できなかったのである。また場合によっては、液相が金型と接触し、溶着やカジリが発生する原因となる。
【0023】
そこで、本発明者らは、成形温度、成形性および成形中のめっき層の状態等について、更に検討した。その結果、所定の温度まで加熱した後、めっき層の凝固点以下の温度まで表面処理鋼板を冷却してから成形を開始するようにすれば、めっき層剥離や粒界割れ等の不都合が生じることなく、しかも成形性も却って良好となることが判明した。
【0024】
本発明方法においては、Zn−Fe系めっき層を形成した表面処理鋼板を金型を用いてプレス成形して熱間プレス成形品を製造するに際して、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱する必要がある。熱間プレス方法による効果を発揮させるためには、加熱温度は少なくとも素地鋼板のAc1変態点以上とする必要がある。加熱温度がAc1変態点未満であると、加熱時に適切な量のオーステナイトが得られず、良好な成形性が確保できない。また、加熱温度が950℃を超えると、亜鉛めっき層中の亜鉛が沸騰および蒸発し、耐食性が劣化するため好ましくない。また、加熱温度の好ましい下限は素地鋼板のAc3変態点以上(全てをオーステナイトにする温度)であり、好ましい上限は930℃以下である。
【0025】
表面処理鋼板を上記の温度範囲に加熱した後は、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却する必要がある。これによって、Zn−Fe系めっき層が凝固してから成形を開始するため、成形中のめっき層剥離が防止されることになる。また、従来のように溶融状態にあるめっき層をプレス成形することで生じるようなめっき層剥離や粒界割れを解消できることになる。このことは、ホットスタンプで製造した熱間プレス成形品であっても、Zn−Fe系めっき鋼板が有する犠牲防食性を発揮でき、アンダーボディへの適用が可能であることを示すものである。また、加熱と成形の間の冷却工程でめっき層が凝固するため、急速加熱した場合でも加熱保持する必要がなくなり、大幅なタクトタイムの短縮が可能となる。
【0026】
図2は、Zn−Fe二元系状態線図である。図中の破線部分は液相を含む領域と固相の領域の境界(即ち、凝固点に相当:図中「Fp」で示す)を示しており、この境界より下が固相領域となる。Zn−Fe系めっき層は、めっき層中のFe含有量によってFpの温度が異なるため、Fe含有量に応じて、成形前のめっき層の温度がFp(凝固点に相当)以下となるように冷却を行う。尚、表面処理鋼板を凝固点以下の温度まで冷却した段階で、直ちにZn−Fe系めっき層の全てが凝固する訳ではないが、少なくとも凝固点以下の温度まで冷却し、固相が一部でも析出した段階で成形を開始することによって、上記のような効果が発揮されることになる。
【0027】
ヒートパターンのイメージを、模式的に図3に示す。このうち図3(a)は、従来のヒートパターンのイメージを示したものであり、加熱後にそのままの状態(冷却せずに)でFpよりも高い温度で成形を開始(および終了)することを示している。これに対し、図3(b)は、本発明のヒートパターンのイメージを示したものであり、Fpよりも低い温度まで冷却してから成形を開始することを示している。
【0028】
本発明において、冷却の基準となる「めっき層の凝固点」とは、成形前(即ち、加熱前)の凝固点を意味する。Zn−Fe系めっきは、加熱過程で合金化が進み、めっき層中のFe含有量が増大し、めっき層の凝固点も上昇する。こうしたことを考慮すれば、加熱前の凝固点まで冷却しなくてもLMEを抑制できることが考えられる。しかしながら実際には、加熱前の凝固点よりも低温まで冷却しなければ、LMEは抑制されない。その理由については、全てを明らかにした訳ではないが、おそらく加熱によりめっき層中の平均的なFe含有量は増大するものの、局部的には合金化が進んでいないところ(つまり、加熱前の凝固点のところ)があり、これがLMEを発生させる温度を決定するものと推定される。つまり、めっき層中のFeとZnの比率によって決まる加熱前の凝固温度以下の温度まで冷却することが、LME対策の重要なポイントとなる。
【0029】
また、表面処理鋼板を加熱し、一旦冷却した後、成形を開始することは、成形性を更に高める上でも有効である。なぜなら、加熱後に所定温度まで冷却することによって、過冷オーステナイトのn値(加工硬化係数)が増大するためである。一般に、n値が増大すると均一変形に寄与するため、縮みフランジ成形、伸びフランジ成形、張出し成形、曲げ成形の全ての成形モードに対して成形性を向上させることができる。
【0030】
上記冷却時の平均冷却速度は、めっき層をできるだけ凝固しやすくするために、20℃/秒以上の平均冷却速度を確保することが好ましい。より好ましくは30℃/秒以上である。
【0031】
成形開始時期は、少なくともめっき層の凝固点以下まで冷却した後であるが、めっき層の全てが凝固した段階であることが好ましい。また、プレス反力や成形性の観点からマルテンサイト変態開始温度Ms点よりも高い温度とすることが望ましい。更に、成形後の部品強度を確保するためには、少なくともマルテンサイト変態温度Ms点よりも低い温度まで冷却することが好ましい。
【0032】
本発明は、Zn−Fe系めっき層を形成した表面処理鋼板を熱間プレス成形するものであるが、この表面処理鋼板の素材となる鋼板(素地鋼板)の鋼種については高強度鋼板としての通常の化学成分組成のものであれば良い(後記実施例の表1参照)。また、素地鋼板表面に形成されるZn−Fe系めっき層中のFe含有量については、特に限定するものではなく、5質量%以上(より好ましくは10質量%以上)であればめっき層としての機能を発揮するが、Fe含有量があまり過剰になると耐食性、塗膜密着性、溶接性等が劣化しやすくなるので、80質量%以下であることが好ましい(より好ましくは60質量%以下、更に好ましくは30質量%以下)。
【0033】
尚、上記Zn−Fe系めっき層には、Fe以外の合金元素(例えば、Al,Mn,Ni,Cr,Co,Mg,Sn,Pb等)を3.3質量%程度まで含むことも許容できるものであり、これらの元素は前記含有量程度では凝固点に与える影響が少ないものである。また、Zn−Fe系めっき層には、これらの成分以外にも、Be,B,Si,P,Ti,V,W,Mo,Sb,Cd,Nb,Cu,Sr等のいくつかの不可避不純物も含み得る。また、望ましいめっき付着量は片面あたり90g/m2以下(より好ましくは80g/m2以下)、且つ、10g/m2以上(より好ましくは20g/m2以上)である。
【0034】
以下、本発明の効果を実施例によって更に具体的に示すが、下記実施例は本発明を限定するものではなく、前・後記の趣旨に徴して設計変更することはいずれも本発明の技術的範囲に含まれるものである。
【実施例】
【0035】
下記表1に示した化学成分組成を有する鋼材を真空溶製し、実験用スラブとした後、熱間圧延を行い、その後に冷却して巻き取った。更に、冷間圧延をして薄鋼板(素地鋼板)とした。尚、表1中のAc1変態点およびMs点は、下記の(1)式および(2)式を用いて求めたものである(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。
【0036】
Ac1変態点(℃)=723+29.1×[Si]−10.7×[Mn]+16.9×[Cr]−16.9×[Ni] …(1)
Ms点(℃)=550−361×[C]−39×[Mn]−10×[Cu]−17×[Ni]−20×[Cr]−5×[Mo]+30×[Al] …(2)
但し、[C],[Si],[Mn],[Al],[Cr],[Mo],[Cu]および[Ni]は、夫々C,Si,Mn,Al,Cr,Mo,CuおよびNiの含有量(質量%)を示す。また、上記(1)式、(2)式の各項に示された元素が含まれない場合は、その項がないものとして計算する。
【0037】
【表1】
【0038】
得られた素地鋼板の表面に、Zn−Fe系めっき層(Fe含有量:12質量%、凝固点:665℃)を形成し(片面に付着量:50g/m2)、下記表2に示す各条件で加熱した後、冷却した空気を吹き付けるエアー冷却または空冷によって冷却処理を実施し、その後成形を行った。このときの加熱方法は電気炉を用い、大気中で所定の温度および時間で加熱した。冷却時の鋼板サイズは、50mm×250mm(板厚:1.4mm)とした。
【0039】
上記の処理(加熱、冷却、成形)を行った各表面処理鋼板につき、成形性を調査すると共に、成形品の表面性状につき目視観察し、めっき層の状態について調査した。
【0040】
割れ(母材粒界割れ)の有無は、表2に示す条件で熱間プレスして図4(金型構成)に示すような曲げ絞り成形を行い、曲げ部の断面観察により調査した。また、成形品の硬さ(ビッカース硬さHv)についても測定した。
【0041】
これらの結果を、製造条件(加熱温度、加熱時間、成形前平均冷却速度、成形開始温度、冷却終了温度)および成形後のめっき層中のFe含有量と共に、下記表2に示す。
【0042】
【表2】
【0043】
この結果から、次のように考察できる。試験No.1、2、8、10、11、14、17、18のものは、本発明で規定する要件を外れる条件、即ちめっき層の加熱前の凝固点(665℃)よりも高い温度で成形したため、めっき層の剥離(成形品の表面性状:「×」)や母材の粒界割れが生じている(母材粒界割れ:「×」)。このうち試験No.1は、成形開始温度が非常に高いため、成形中に生じる材料内の温度分布が付きやすく、特に金型と接触しにくく冷却されにくい、縦壁に変形が集中し破断してしまった(成形性:「×」)。更に、試験No.9のものは、めっき層の剥離や母材粒界割れは生じていないものの(いずれも評価「○」)、冷却速度が不十分であり、冷却過程にベイナイト変態が生じ、十分な強度(硬さ)が得られていない。
【0044】
また、試験No.7のものは、めっき層の剥離や母材粒界割れは生じていないものの(いずれも評価「○」)、Ms点以下の温度で成形を開始したため、マルテンサイト変態が生じ、成形性が著しく低下し、加工中に破断してしまった。
【0045】
一方、本発明の範囲内にある試験No.3、4、5、6,12、13、15、16、19では、めっき層の剥離や母材の粒界割れが生じることなく(成形品の表面性状、母材粒界割れ:いずれも「○」)、また強度(硬さ)も十分に得られており(Hv:450以上)、良好な熱間プレス成形品を得ることができる。
【符号の説明】
【0046】
1 パンチ
2 ダイ
3 ブランクホルダー
4 鋼板(ブランク)
【特許請求の範囲】
【請求項1】
Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始することを特徴とする熱間プレス成形品の製造方法。
【請求項2】
めっき層中のFe含有量が5〜80質量%である請求項1に記載の製造方法。
【請求項3】
前記表面処理鋼板を加熱した後、めっき層の凝固点以下の温度まで冷却するときの平均冷却速度が20℃/秒以上である請求項1または2に記載の熱間プレス成形品の製造方法。
【請求項4】
マルテンサイト変態開始温度よりも高い温度で成形を開始し、マルテンサイト変態開始温度よりも低い温度で冷却を終了する請求項1〜3のいずれかに記載の熱間プレス成形品の製造方法。
【請求項5】
請求項1〜4のいずれかに記載の方法によって得られた熱間プレス成形品。
【請求項1】
Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始することを特徴とする熱間プレス成形品の製造方法。
【請求項2】
めっき層中のFe含有量が5〜80質量%である請求項1に記載の製造方法。
【請求項3】
前記表面処理鋼板を加熱した後、めっき層の凝固点以下の温度まで冷却するときの平均冷却速度が20℃/秒以上である請求項1または2に記載の熱間プレス成形品の製造方法。
【請求項4】
マルテンサイト変態開始温度よりも高い温度で成形を開始し、マルテンサイト変態開始温度よりも低い温度で冷却を終了する請求項1〜3のいずれかに記載の熱間プレス成形品の製造方法。
【請求項5】
請求項1〜4のいずれかに記載の方法によって得られた熱間プレス成形品。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−91099(P2013−91099A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2012−192160(P2012−192160)
【出願日】平成24年8月31日(2012.8.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成24年8月31日(2012.8.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]