
熱間プレス成形装置及び熱間プレス成形方法
【課題】ブランクを加熱開始してから成形終了するまでに掛かる時間を短縮可能であり、ダイクエンチに適した熱間プレス成形装置及び熱間プレス成形方法を提供すること、及びコンパクトに構成できる熱間プレス成形装置及びコンパクトに構成された熱間プレス成形装置で好適に実行される熱間プレス成形方法を提供すること。
【解決手段】ブランクを熱間プレス成形して成形品に加工する熱間プレス成形装置1であって、熱間プレス成形装置1に組み込み配設され、投入されたブランクを所定の通電位置P1でクランプして搬送停止状態で通電加熱する通電加熱機構3と、熱間プレス成形装置1に組み込み配設されると共に通電加熱機構3の下流に熱的に離隔して配置され、通電加熱されたブランクを所定の加工位置P2で熱間プレスするダイクエンチ式の熱間プレス機構4と、熱間プレス成形装置1に組み込み配設され、少なくとも、通電加熱されたブランクを通電位置P1から加工位置P2まで搬送して熱間プレス機構4に供給する搬送機構5を有する。
【解決手段】ブランクを熱間プレス成形して成形品に加工する熱間プレス成形装置1であって、熱間プレス成形装置1に組み込み配設され、投入されたブランクを所定の通電位置P1でクランプして搬送停止状態で通電加熱する通電加熱機構3と、熱間プレス成形装置1に組み込み配設されると共に通電加熱機構3の下流に熱的に離隔して配置され、通電加熱されたブランクを所定の加工位置P2で熱間プレスするダイクエンチ式の熱間プレス機構4と、熱間プレス成形装置1に組み込み配設され、少なくとも、通電加熱されたブランクを通電位置P1から加工位置P2まで搬送して熱間プレス機構4に供給する搬送機構5を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱間プレス成形装置及び熱間プレス成形方法に関し、特にダイクエンチ用の熱間プレス成形装置及び熱間プレス成形方法に関する。
【背景技術】
【0002】
高強度が要求される車両部品を量産する工法の一つとして、熱間プレス成形工法ないしダイクエンチ工法が採用されている。ダイクエンチ工法は、鋼板を約900℃まで加熱した後、プレス成形と同時に急冷して、成形品を焼入れする工法である。また、上記鋼板の加熱には、従来、プレス成形装置とは別に設置された連続加熱炉が一般的に用いられている。
【0003】
このような加熱炉として、特許文献1の熱間プレス成形システムは、熱間プレス成形装置の前段に別途設置された輻射加熱機を採用している。特許文献2の熱間プレス加工装置においては、このような加熱炉を熱間プレス成形装置の前段に別途設置し、加熱されたブランクを加熱炉と熱間プレス成形装置の間でロボット搬送している。
【0004】
また別に、特許文献3には、「金型内部又は金型外の型近傍において、金属板の両端部に各々一箇所以上の電極を取り付け、電極間に電流を印加することにより、ジュール熱により金属板を所定の加工温度まで加熱した後、熱間プレス成形を行う」金属板の熱間プレス成形方法が開示されている。
【0005】
特許文献4には、「プレス用板材をプレス加工用のプレス型へ搬送する搬送ハンドに、前記プレス用板材の成形部に対応する部分を加熱する加熱手段が設けられている」プレス用板材の搬送装置が開示されている。
【0006】
【特許文献1】特開2006−289425号公報
【特許文献2】特開2006−130513号公報
【特許文献3】特開2002−18531号公報
【特許文献4】実開昭61−127832号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記した従来のダイクエンチ工法ないし特許文献1又は2の発明のように、プレス成形装置とは別に設置された連続加熱炉により鋼板を加熱する場合、生産性及び成形システムの設置面積に関して問題がある。その理由は、加熱炉によれば常温の鋼板を上記約900℃まで上昇させるのに少なくとも約3〜5分程度の時間を要するのに対して、プレス工程ないしプレスサイクルに要する時間は高々30秒程度であるため、プレス装置を待たせないよう加熱炉においては多数の手持ち、すなわち、加熱中のブランクを10枚以上持つことが必要となり、よって加熱炉の容積が大きくなり、成形システムの設置面積が増大してしまうからである。
【0008】
特許文献3の発明によれば、金型内又は金型近傍でブランクを通電加熱するため、加熱とプレスに要する時間の和によって、全体の工程の手待ち時間が規定される。これによって、特許文献3の発明によれば、一個の成形品を完成させるために要する時間は却って増大し、生産性が低下するという問題がある。加えて、特許文献3の発明によれば、通電加熱を金型内又は金型近傍で行うため、電極と金型間の電気的絶縁又は熱的絶縁を確保するための構造が必要となり、却って装置が複雑化又は肥大化するという問題がある。
【0009】
特許文献4の考案によれば、搬送途中にブランクを加熱するため、加熱用の電極と搬送機構間の電気的絶縁又は熱的絶縁を確保するための構造が必要となり、却って装置が複雑化し、又ブランクの大きさによっては十分な加熱が困難であるという問題がある。
【0010】
本発明の目的は、ブランクを加熱開始してから成形終了するまでに掛かる時間を短縮可能であり、ダイクエンチに適した熱間プレス成形装置及び熱間プレス成形方法を提供すること、及びコンパクトに構成できる熱間プレス成形装置及びコンパクトに構成された熱間プレス成形装置で好適に実行される熱間プレス成形方法を提供することである。
【課題を解決するための手段】
【0011】
本発明は、第1の視点において、ブランクを熱間プレス成形して成形品に加工する熱間プレス成形装置であって、前記熱間プレス成形装置に組み込み配設され、投入された前記ブランクを所定の通電位置でクランプして搬送停止状態で通電加熱する通電加熱機構と、前記熱間プレス成形装置に組み込み配設されると共に前記通電加熱機構の下流に熱的に離隔して配置され、通電加熱された前記ブランクを所定の加工位置で熱間プレスするダイクエンチ式の熱間プレス機構と、前記熱間プレス成形装置に組み込み配設され、少なくとも、通電加熱された前記ブランクを前記通電位置から前記加工位置まで搬送して前記熱間プレス機構に供給する搬送機構と、を有する熱間プレス成形装置を提供する。
【0012】
本発明は、第2の視点において、ブランクを熱間プレス成形して成形品に加工する熱間プレス成形方法であって、通電位置で前記ブランクをクランプして搬送停止状態で通電加熱すると共に、当該加熱プロセスに同期して、前置して通電加熱された別の前記ブランクを前記通電位置から熱的に離隔した下流の加工位置で熱間プレスする通電及び加工工程と、前記通電位置から前記加工位置まで通電加熱された前記ブランクを急速搬送すると共に、当該搬送プロセスに同期して、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送する搬送工程と、を含む熱間プレス成形方法を提供する。
【発明の効果】
【0013】
本発明の効果を下記に例示する。
(1)通電加熱中又は搬送中のブランクから、ダイクエンチの実行において常時強力な冷却がなされ乃至十分な低温に維持されることが望まれる熱間プレス機構の特にダイに対する伝熱が可及的に阻止されることにより、加工位置に搬送された通電加熱済のブランクに、直ちに、熱間成形と急冷焼入れを含む加工サイクル、すなわち、ダイクエンチサイクルを実行することができる。これによって、熱間プレス成形中ないし成形後、成形品は十分に速い速度で冷却されて、焼入れ硬化される。
(2)通電加熱機構とダイクエンチ式の熱間プレス機構とを熱的に離隔して配置し、両機構の間では搬送機構を用いてブランクの急速搬送を行うことにより、通電加熱プロセスと熱間プレスプロセスが互いに与える悪影響を防止することができる。例えば、通電加熱が熱間プレス機構の部品に与える影響が防止され、例えば、通電加熱によるダイの加熱が防止され、熱間プレス時、ダイによる急冷焼入れ効果、すなわち、ダイクエンチによる焼入れ性の向上が期待できる。また、通電加熱機構と熱間プレス機構間の絶縁性の確保も容易となる。
(3)通電加熱と熱間プレスを独立して且つ同期して行うことができるため、結局、ブランクを加熱開始してから成形終了するまでに掛かる時間を短縮することができる。また、加熱時間も短縮することができるため、加熱によるブランクの酸化が防止又は抑制される。これにより、成形品の酸化部分を除去するための後工程が不要又は省力化することが可能となる。
(4)熱間プレス成形装置内に通電加熱機構を組み込み、通電加熱機構と熱間プレス機構を一体化することにより、熱間プレス成形に必要なシステム全体がコンパクトに構成できて、システム全体の設置面積が小さくなり省スペース化が達成される。
(5)通電加熱機構を搬送機構から独立して設置することにより、通電加熱が搬送機構に与える影響を低減することができる。例えば、通電加熱機構と搬送機構間の絶縁性の確保が容易となり、通電加熱が搬送機構の部品に与える熱的影響が防止される。
(6)通電加熱機構を、熱間プレス機構及び搬送機構から独立して配設することにより、加熱されて変形するブランクの支持が容易となる。
(7)ブランクの投入、通電位置へのブランクの搬送、及び加工位置へのブランクの搬送、成形品の払出位置への搬送を互いに同期させて行うことができるため、一サイクルに要する時間が短縮され、成形品の酸化も防止又は抑制される。
【発明を実施するための最良の形態】
【0014】
本発明の好ましい実施の形態に係る熱間プレス成形装置は、前記通電加熱機構による加熱プロセス、前記熱間プレス機構による加工プロセス及び前記搬送機構による搬送プロセスを含んで構成される一連のサイクルを、所定のシーケンスに従って実行させる制御機構を有する。ブランクの加熱及び熱間プレスを含む一連のサイクルの実施に要する時間が短縮される。好ましくは、前記所定のシーケンスは、前記制御機構が、少なくとも、前記通電加熱機構による加熱プロセスと、前記熱間プレス機構による加工プロセスとを同期させて実行させるよう設定され、さらに好ましくは、全搬送プロセスが同期又は同時に実行されるよう設定される。
【0015】
本発明の好ましい実施の形態に係る熱間プレス成形装置は、前記熱間プレス成形装置ないし前記通電加熱機構にブランクを供給する投入機構を有する。この場合、前記制御機構は、前記通電加熱機構、前記熱間プレス機構及び前記搬送機構に加えて、前記ブランク投入機構の動作も同期させることが好ましい。なお、前記通電加熱機構にブランクを直接投入することも可能であって、この場合、投入位置と通電位置は一致する。この投入機構は、本発明の搬送機構に兼用させることもでき、別途、設けてもよい。この投入機構には、例えば、トランスファ機構、或いはロボット機構を用いることができる。
【0016】
本発明の好ましい実施の形態に係る熱間プレス成形装置は、前記熱間プレス成形装置ないし前記熱間プレス機構から成形品を取り出す取出機構を有する。この場合、前記制御機構は、前記通電加熱機構、前記熱間プレス機構及び前記搬送機構に加えて、前記取出機構の動作も同期させることが好ましい。なお、前記熱間プレス機構から成形品を直接取り出すことも可能であって、この場合、加工位置と払出位置は一致する。この取出機構は、本発明の搬送機構に兼用させることもでき、場合によっては別途設置してもよい。この取出機構には、例えば、トランスファ機構、或いはロボット機構を用いることができる。
【0017】
本発明は、加工位置において、熱間プレス機構又は他の切断機構により、ブランクが切断される熱間プレス成形装置に対しても好適に適用される。この形態の場合、搬送機構の保持機構ないし保持具を伸縮させて、切断によりブランクに比べて短縮された成形品を保持できるようにしてもよく、別途設置した取出機構により切断された成形品を取り出してもよい。
【0018】
本発明の好ましい実施の形態において、前記搬送機構は、少なくとも前記通電位置及び前記加工位置で、前記ブランクを同期して保持自在な保持機構、さらに好ましくは、前記熱間プレス成形装置ないし前記通電加熱機構に前記ブランクが投入される投入位置で前記ブランクを保持自在であり、及び、前記熱間プレス成形装置から前記成形品が払い出される払出位置で前記成形品を保持自在である、保持機構を備える。この形態によれば、複数のブランク及び/又は成形品の搬送を同期させることが容易となるため、ブランクの投入、加熱、熱間プレス及び成形品の払い出しを含む一連のサイクルの実施に要する時間が短縮される。
【0019】
本発明の好ましい実施の形態において、前記保持機構は、前記通電位置と前記加工位置、前記投入位置と前記通電位置及び/又は前記加工位置と前記払出位置の間を、互いに同期しながらそれぞれ往復動して、前記ブランク及び/又は前記成形品の保持及び保持解除をする複数の保持具を備える。この形態によれば、搬送機構が全体として簡素化されると共に、ブランク又は成形品の搬送が効率化され、ブランクの投入、加熱、熱間プレス及び成形品の払い出しを含む一連のサイクルの実施に要する時間が短縮される。
【0020】
本発明の好ましい実施の形態において、前記搬送機構は、前記ブランクの搬送方向に沿って延在する一対の平行アームと、前記一対の平行アームを、前記搬送方向、該搬送方向に直交する昇降方向、及び前記搬送及び昇降方向に直交する幅方向に沿って往復動自在に駆動する駆動機構と、前記一対の平行アームに前記搬送方向に沿って所定間隔毎に複数個取り付けられ、前記一対の平行アームが前記幅方向に沿って接近する際に前記ブランク及び/又は前記成形品を保持し、同離隔する際に保持解除する複数の保持具と、を備える。この形態によれば、ブランク及び/又は成形品の搬送機構がコンパクトに構成される共にそれらの搬送が効率化され、搬送、ブランクの加熱及び熱間プレスを含む一連のサイクルの実施に要する時間が短縮される。
【0021】
本発明の好ましい実施の形態において、前記熱間プレス機構は、前記ブランクを熱間プレスすると共に急冷焼入れする冷却ダイを備える。本発明によれば、通電加熱機構と熱間プレス機構が熱的に離隔して配置されているため、熱間プレス機構のダイないし冷却ダイにより、熱間プレスと同時に十分な急冷が可能であり、成形品を十分に焼入れすることができる。好ましくは、通電加熱機構と熱間プレス機構は、熱間プレス機構がダイクエンチを実行して、急冷焼入れされた成形品を得ることができるよう、互いに離隔して配置される。なお、熱間プレス機構は、強制冷却されるダイ、場合によっては自然冷却によってダイクエンチが実行できる温度が維持される冷却ダイを備えることが好ましい。熱間プレス機構は、ダイに形成された流体(水、油又は空気)が循環する通路と、前記通路に流体(水、油又は空気)を循環させるポンプと、を備えてもよい。
【0022】
本発明の好ましい実施の形態において、前記搬送工程においては、前記通電位置から前記加工位置まで通電加熱された前記ブランクを搬送するプロセスと、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送するプロセスとに同期して、さらに、新たな前記ブランクを前記通電位置に投入するプロセスを行う。この形態によれば、装置へのブランクの供給プロセス、装置内での通電加熱されたブランクの搬送プロセス及び装置外への成形品の払出プロセスを、同時に実行することができるため、搬送プロセスないし搬送機構を簡素化することができる。
【0023】
本発明の好ましい実施の形態において、前記熱間プレスは、熱間プレス時に急冷焼入れを行うダイクエンチである。
【0024】
本発明の好ましい実施の形態において、通電位置から加工位置まで、通電加熱されたブランクは、10秒以内、好ましくは5秒又は数秒以内に急速に搬送されて、ブランクの温度低下及び酸化が防止又は抑制される。
【0025】
本発明の実施の形態において、通電加熱は、熱間プレス可能な温度にブランクを加熱すれば十分である。例えば、ブランクが鋼材の場合、A1変態点から液相析出点の間、例えば、850から1200℃の間で通電加熱すればよい。また、熱間プレス機構のダイの温度は、室温から約250℃の間に設定することにより、例えば、A1点以上に加熱されたブランクを20℃/s以上の速度で約220℃以下の温度まで冷却することができ、十分な焼入れ硬化が得られる。
【0026】
本発明は、通電加熱、及び熱間加工が可能な種々の材質のブランクの成形、特にダイクエンチに好適に適用され、例えば、鋼系、アルミニウム系などの種々の金属材の成形に適用される。本発明は、一般鋼板の他に、めっき鋼板(例えば、亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、アルミニウムめっき鋼板など)の成形にも好適に適用される。本発明は、一つの熱間プレス機構を備えた熱間プレス成形装置、又は熱間プレスを一回実行する熱間プレス成形方法に好適に適用される。
【実施例】
【0027】
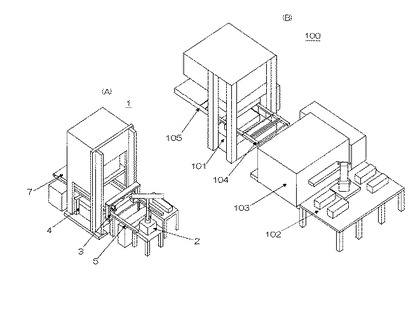
以下、図面を参照して本発明の一実施例を説明する。図1(A)は、本発明の一実施例に係る熱間プレス成形装置の外観図であり、図1(B)は、比較例に係る熱間プレス成形システムの外観図である。
【0028】
図1(A)を参照すると、本発明の一実施例に係る熱間プレス成形装置1においては、装置1内に、投入機構2からブランクが一枚ずつ供給される通電加熱機構3と、通電加熱機構3の下流に熱的に離隔して配置されたダイクエンチ式の熱間プレス機構4と、少なくとも、通電加熱機構3から熱間プレス機構4に通電加熱されたブランクを搬送すると共に熱間プレス機構4から取出位置へ向かって成形品を搬送する搬送機構であるトランスファ機構5とが組み込まれている。なお、熱間プレス成形装置1には、同装置1の払出位置から成形品ないし完成品を取り出すための搬送コンベヤ7が付設されている。
【0029】
一方、図1(B)を参照すると、比較例に係る熱間プレス成形システム100は、熱間プレス成形装置101と、熱間プレス成形装置101外に配置され、投入機構102からブランクが供給されると共に複数個のブランクを同時に加熱する連続加熱炉103と、連続加熱炉103から熱間プレス成形装置101に加熱されたブランクを搬送するローディング装置104と、熱間プレス成形装置101から取出位置へ向かって成形品を搬送するアンローディング装置105とから構成されている。
【0030】
図1(A)と図1(B)を対比すると、本発明の一実施例に係る熱間プレス成形装置1は、連続加熱炉103を用いた比較例に係る熱間プレス成形システム100に比べて、設置に要する面積が半分以下であることが分かる。また、本実施例の熱間プレス成形装置1によれば、通電による加熱時間及び通電位置から加工位置への搬送時間等はいずれも数秒であって、トータルで、通電加熱開始から成形終了までに要する時間は数秒〜数10秒であるのに対して、比較例のシステム100によれば、加熱炉における輻射加熱に数分を要するため、トータルで、加熱開始から成形終了まで2、3分程度を要する。すなわち、本実施例の熱間プレス成形装置1を用いることにより、少なくとも2倍以上の生産性ないし量産性の向上が見込めると共に、ブランクの酸化も防止又は抑制される。
【0031】
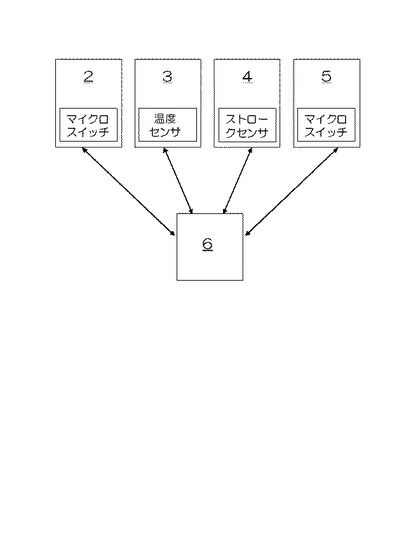
図2は、図1(A)に示した熱間プレス成形装置の構成を説明するためのブロック図である。図2を参照すると、熱間プレス成形装置1は、投入機構2と、通電加熱機構3と、熱間プレス機構4と、トランスファ機構5と、これらの機構2〜5を同期して動作させるための制御機構6と、を含んで構成されている。
【0032】
ブランク投入機構2は、ロボット機構であって、制御機構6からの指令に応じて、複数枚のブランクが収容されたマガジンから一枚ずつ取り出して、一枚ずつブランクを通電加熱機構3ないし熱間プレス成形装置1におけるブランクの投入位置に供給する。
【0033】
通電加熱機構3は、制御機構6からの指令に応じて、投入されたブランクのクランプ及びその解除を行うと共に、クランプして搬送停止されたブランクに通電を行い加熱する。
【0034】
熱間プレス機構4は、制御機構6からの指令に応じて、加熱されたブランクを熱間プレスし且つ急冷することにより、基本的に、一回の熱間プレスによりブランクから成形品を形成する。
【0035】
搬送機構5は、制御機構6からの指令に応じて、熱間プレス成形装置1ないし通電加熱機構3内にブランクが投入される投入位置、通電加熱機構3がブランクに通電する通電位置、熱間プレス機構4がブランクを熱間プレスする加工位置、及び、熱間プレス成形装置1から成形品が払い出される払出位置で、ブランク又は成形品を保持又は保持解除すると共に、前記投入位置と前記通電位置、前記通電位置と前記加工位置、及び前記加工位置と前記払出位置の間をそれぞれ往復動する、複数の保持機構ないし保持具を備えている(図6のクランプ53a〜53c参照)。
【0036】
制御機構6は、機構2〜5に設けられた各種センサ、例えば、熱間プレス機構4のダイのストロークを監視するストロークセンサ、投入機構2及び搬送機構5乃至それらの駆動手段、例えば、エアシリンダの状態を検出するマイクロスイッチ、及び通電加熱機構3により加熱されたブランクの温度を検出する温度センサなどから出力される情報を受信し、これらの情報に基づいて、機構2〜5が同期して動作するよう制御信号を発信するマイクロコンピュータを備えている。
【0037】
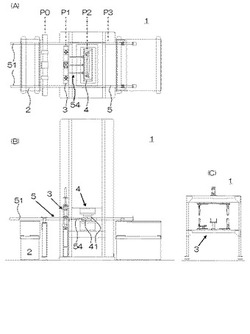
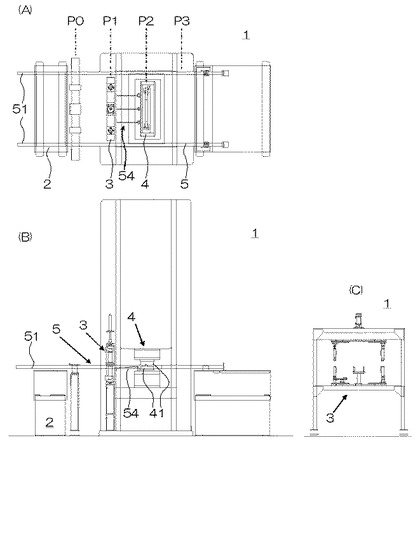
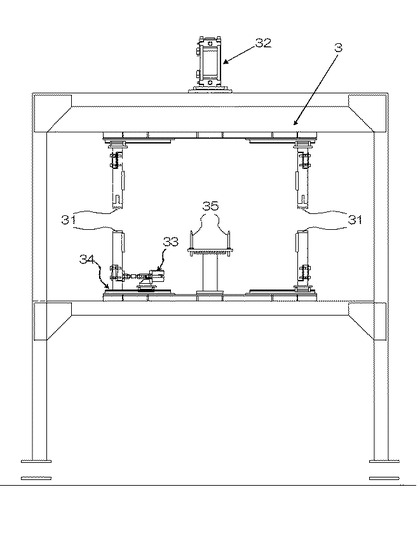
図3は、図1(A)に示した熱間プレス成形装置を説明するための三面図であり、図3(A)は上面図、図3(B)は正面図、図3(C)は側面図である。図4は、図3(C)の拡大図である。
【0038】
図3(A)〜図3(C)及び図4を参照すると、熱間プレス成形装置1においては、搬送方向に沿って上流から下流に向かって順に、ブランクが投入される投入位置P0、通電加熱機構3による通電加熱が行われる通電位置P1、熱間プレス機構4による熱間プレスないしダイクエンチが行われる加工位置P2、熱間プレス成形装置1から成形品が払い出される払出位置P3が等ピッチで設定されている。
【0039】
通電加熱機構3は、通電位置P1でブランクをクランプして通電する複数の電極31と、複数の電極31を昇降させてブランクをクランプ及びクランプ解除させる電極昇降用シリンダ32と、上下に対向する一対の電極31をブランクの長手方向に沿って移動自在に駆動する可動クランプ用シリンダ33と、移動する一対の電極31を案内する直動ガイド34と、通電位置P1直下に配置され、ブランク中央部を支持自在であり、通電加熱によるブランク中央部の垂下を可及的に防止する支持棒35と、を有している。好ましくは、左右に対向する一対の上下電極(31,31),(31,31)のうち、一側の一対の上下電極(31,31)によるクランプ位置を固定とし、他側の一対の上下電極(31,31)をブランクの長手方向に沿って可動とする。通電加熱時、一側の一対の上下電極(31,31)は固定位置でブランクの一側を保持し、他側の一対の上下電極(31,31)は、ブランクの熱変形に応じてブランクの長手方向に沿ってブランクの他側を保持しながら移動することにより、ブランクに適正なテンションを印加して、ブランクの歪みを可及的に防止することができる。
【0040】
熱間プレス機構4は、加工位置P2で通電加熱されたブランクを熱間プレスして急冷する冷却ダイ41を備えている。
【0041】
搬送機構5は、ブランクの搬送方向に沿って延在する一対の平行アーム51と、一対の平行アーム51を、搬送方向、搬送方向に直交する昇降方向、及び搬送及び昇降方向に直交する幅方向に沿って往復動自在に駆動する駆動手段であるシリンダ52a〜52c(図6(A)及び図6(A’)参照)と、一対の平行アーム51に搬送方向に沿って所定間隔毎に複数個取り付けられ、一対の平行アーム51が幅方向に沿って接近する際にブランク又は成形品を保持し、同離隔する際に保持解除する保持機構ないし保持具である複数のクランプ53a〜53c(図6参照)と、を有している。複数のクランプ53a〜53cは、投入位置P0、通電位置P1、加工位置P2及び払出位置P3間の間隔に対応して、一対の平行アーム51上に等ピッチで配置されている。複数のクランプ53a〜53cには、ブランクを挟持する爪、或いはエアシリンダによって駆動されるもの、チャック、或いは吸盤など種々の保持具を採用することができる。なお、駆動手段であるシリンダ52a〜52cに代えて、駆動手段としてサーボモータ等を採用することができる。
【0042】
さらに、搬送機構5は、通電位置P1と加工位置P2の間に、通電加熱により中央部が垂下する状態に熱変形したブランクを支持ないし案内する支持棒54を有している。支持棒54は、通電位置P1側に比べて加工位置P2側が高くなるよう、搬送方向下流側に向かって高く傾斜している。支持棒54の傾斜角度は、ブランクの材質、加熱温度及び搬送機構5の昇降方向ストローク幅に応じて設定される。
【0043】
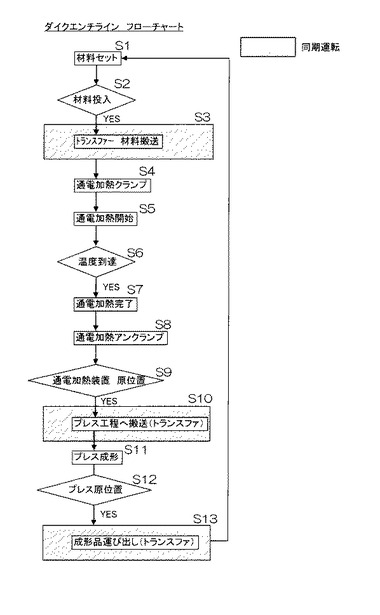
以上説明した、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明する。図5は、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するためのフローチャートである。
【0044】
図3(A)〜図3(C)及び図5を参照すると、ステップS1でロボット機構等の投入機構2により最初のブランク(材料)が投入位置P0にセットされ、ステップS2でブランクの投入ないしセットが検出されると搬送機構5が動作を開始し、ステップS3で搬送機構5は投入位置P0から通電位置P1へブランクを搬送し、ステップS4で搬送機構5はブランクの保持を解除して、通電加熱機構3がブランクをクランプし、ステップS5で通電加熱機構3は搬送停止状態のブランクを通電加熱し、ステップS6で通電加熱機構3が備える温度センサ(図2参照)によってブランクの温度が所定温度に到達したことが検出されると、ステップS7で通電加熱機構3は通電を停止し、ステップS8で通電加熱機構3はブランクのクランプを解除し、ステップS9で通電加熱機構3ないし通電加熱装置が原位置に復帰したことが確認されると、ステップS10で搬送機構5は通電加熱されたブランクを保持して通電位置P1から加工位置P2に搬送し、ステップS11で加工位置P2において熱間プレス機構4の冷却ダイ41はブランクを熱間プレス成形及び急冷し、すなわち、ダイクエンチし、ステップS12で熱間プレス機構4の冷却ダイ41は原位置に復帰したことが確認されると、ステップS13で搬送機構5は成形品を加工位置P2から払出位置P3に搬送ないし運び出す。
【0045】
以上説明したサイクルが繰り返し連続的に実行されると、ステップS3における投入位置P0から通電位置P1へのブランクの搬送プロセス、ステップS10における通電位置P1から加工位置P2への通電加熱済のブランクの搬送プロセス、及びステップS13における加工位置P2から払出位置P3への成形品の搬送プロセスは、同期運転されて同時に実行される。
【0046】
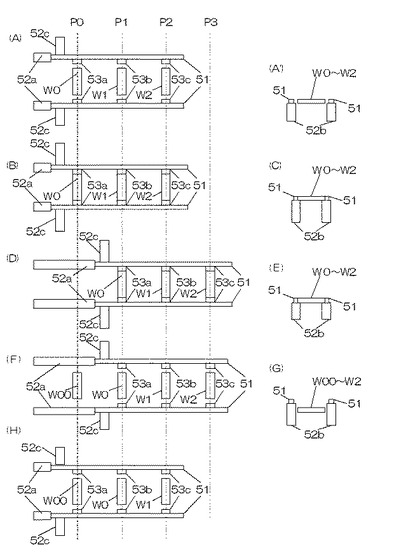
以上説明した、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の詳細を説明する。図6(A)〜図6(H)は、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するための工程図である。
【0047】
図6(A)及び(A’)を参照すると、搬送機構5の原位置において、一対の平行アーム51は、下方に位置すると共に互いに離隔している。
【0048】
図6(A)から図6(B)を参照すると、一対の平行アーム51は、シリンダ52cに駆動されて幅方向に接近し、複数のクランプ(保持具)53a〜53cは、投入位置P0にある新規なブランクW0、通電位置P1にある通電加熱済のブランクW1、加工位置P2にあるダイクエンチされた成形品W2をそれぞれクランプする。なお、複数のクランプ53a〜53cは、それ自体が駆動機構を備える保持機構であってもよく、他者に駆動される保持具であってもよい。
【0049】
図6(B)から図6(C)を参照すると、一対の平行アーム51は、シリンダ52bに駆動されて上昇する。
【0050】
図6(C)から図6(D)を参照すると、一対の平行アーム51は、シリンダ52aに駆動されて搬送方向下流側に往動して、複数のクランプ53a〜53cは、それぞれ通電位置P1、加工位置P2及び払出位置P3に移動する。
【0051】
図6(D)から図6(E)を参照すると、一対の平行アーム51は、シリンダ52bに駆動されて下降する。
【0052】
図6(E)から図6(F)を参照すると、一対の平行アーム51は、シリンダ52cに駆動されて幅方向に離隔し、複数のクランプ53a〜53cは、通電位置P1で新規なブランクW0、加工位置P2で通電加熱済のブランクW1、払出位置P3でダイクエンチされた成形品W2をそれぞれアンクランプする。
【0053】
図6(F)から図6(G)を参照すると、一対の平行アーム51は、シリンダ52bに駆動されて上昇し、図6(G)から図6(H)を参照すると、一対の平行アーム51は、シリンダ52aに駆動されて搬送方向上流側に復動して、複数のクランプ53a〜53cは、それぞれ投入位置P0、通電位置P1及び加工位置P2に復帰する。これらの間に、互いに同期して、投入位置P0に新規なブランクW00が投入され、通電位置P1ではブランクW0が通電加熱され、加工位置P2ではブランクW1が熱間プレスされ、払出位置P3からは、成形品W2が取り出される。
【産業上の利用可能性】
【0054】
本発明による熱間プレス成形装置及び熱間プレス成形方法は、金属製板材の成形ないし製造、特に、ダイクエンチに適用され、具体的には、量産性が要求される車両用部品の成形ないし製造、例えば、車両ボディの各種補強材、特に、ドアビーム及びバンパーリインフォース等の成形ないし製造に好適に適用される。
【図面の簡単な説明】
【0055】
【図1】(A)は、本発明の一実施例に係る熱間プレス成形装置の外観図であり、(B)は、比較例に係る熱間プレス成形システムの外観図である。
【図2】図1(A)に示した熱間プレス成形装置の構成を説明するためのブロック図である。
【図3】(A)〜(C)は、図1(A)に示した熱間プレス成形装置を説明するための三面図であり、(A)は上面図、(B)は正面図、(C)は側面図である。
【図4】図3(C)の拡大図である。
【図5】本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するためのフローチャートである。
【図6】(A)〜(H)は、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するための工程図である。
【符号の説明】
【0056】
1 熱間プレス成形装置
2 投入機構
3 通電加熱機構
4 熱間プレス機構
5 搬送機構(トランスファ機構)
6 制御機構
7 搬送コンベヤ
31 複数の電極
32 電極昇降用シリンダ
33 可動クランプ用シリンダ
34 直動ガイド
35 支持棒
41 ダイ,冷却ダイ
51 一対の平行アーム
52a〜52c シリンダ(駆動手段)
53a〜53c クランプ(保持手段)
54 支持棒
P0 投入位置
P1 通電位置
P2 加工位置
P3 払出位置
W0,W00,W1 ブランク
W2 成形品
【技術分野】
【0001】
本発明は、熱間プレス成形装置及び熱間プレス成形方法に関し、特にダイクエンチ用の熱間プレス成形装置及び熱間プレス成形方法に関する。
【背景技術】
【0002】
高強度が要求される車両部品を量産する工法の一つとして、熱間プレス成形工法ないしダイクエンチ工法が採用されている。ダイクエンチ工法は、鋼板を約900℃まで加熱した後、プレス成形と同時に急冷して、成形品を焼入れする工法である。また、上記鋼板の加熱には、従来、プレス成形装置とは別に設置された連続加熱炉が一般的に用いられている。
【0003】
このような加熱炉として、特許文献1の熱間プレス成形システムは、熱間プレス成形装置の前段に別途設置された輻射加熱機を採用している。特許文献2の熱間プレス加工装置においては、このような加熱炉を熱間プレス成形装置の前段に別途設置し、加熱されたブランクを加熱炉と熱間プレス成形装置の間でロボット搬送している。
【0004】
また別に、特許文献3には、「金型内部又は金型外の型近傍において、金属板の両端部に各々一箇所以上の電極を取り付け、電極間に電流を印加することにより、ジュール熱により金属板を所定の加工温度まで加熱した後、熱間プレス成形を行う」金属板の熱間プレス成形方法が開示されている。
【0005】
特許文献4には、「プレス用板材をプレス加工用のプレス型へ搬送する搬送ハンドに、前記プレス用板材の成形部に対応する部分を加熱する加熱手段が設けられている」プレス用板材の搬送装置が開示されている。
【0006】
【特許文献1】特開2006−289425号公報
【特許文献2】特開2006−130513号公報
【特許文献3】特開2002−18531号公報
【特許文献4】実開昭61−127832号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記した従来のダイクエンチ工法ないし特許文献1又は2の発明のように、プレス成形装置とは別に設置された連続加熱炉により鋼板を加熱する場合、生産性及び成形システムの設置面積に関して問題がある。その理由は、加熱炉によれば常温の鋼板を上記約900℃まで上昇させるのに少なくとも約3〜5分程度の時間を要するのに対して、プレス工程ないしプレスサイクルに要する時間は高々30秒程度であるため、プレス装置を待たせないよう加熱炉においては多数の手持ち、すなわち、加熱中のブランクを10枚以上持つことが必要となり、よって加熱炉の容積が大きくなり、成形システムの設置面積が増大してしまうからである。
【0008】
特許文献3の発明によれば、金型内又は金型近傍でブランクを通電加熱するため、加熱とプレスに要する時間の和によって、全体の工程の手待ち時間が規定される。これによって、特許文献3の発明によれば、一個の成形品を完成させるために要する時間は却って増大し、生産性が低下するという問題がある。加えて、特許文献3の発明によれば、通電加熱を金型内又は金型近傍で行うため、電極と金型間の電気的絶縁又は熱的絶縁を確保するための構造が必要となり、却って装置が複雑化又は肥大化するという問題がある。
【0009】
特許文献4の考案によれば、搬送途中にブランクを加熱するため、加熱用の電極と搬送機構間の電気的絶縁又は熱的絶縁を確保するための構造が必要となり、却って装置が複雑化し、又ブランクの大きさによっては十分な加熱が困難であるという問題がある。
【0010】
本発明の目的は、ブランクを加熱開始してから成形終了するまでに掛かる時間を短縮可能であり、ダイクエンチに適した熱間プレス成形装置及び熱間プレス成形方法を提供すること、及びコンパクトに構成できる熱間プレス成形装置及びコンパクトに構成された熱間プレス成形装置で好適に実行される熱間プレス成形方法を提供することである。
【課題を解決するための手段】
【0011】
本発明は、第1の視点において、ブランクを熱間プレス成形して成形品に加工する熱間プレス成形装置であって、前記熱間プレス成形装置に組み込み配設され、投入された前記ブランクを所定の通電位置でクランプして搬送停止状態で通電加熱する通電加熱機構と、前記熱間プレス成形装置に組み込み配設されると共に前記通電加熱機構の下流に熱的に離隔して配置され、通電加熱された前記ブランクを所定の加工位置で熱間プレスするダイクエンチ式の熱間プレス機構と、前記熱間プレス成形装置に組み込み配設され、少なくとも、通電加熱された前記ブランクを前記通電位置から前記加工位置まで搬送して前記熱間プレス機構に供給する搬送機構と、を有する熱間プレス成形装置を提供する。
【0012】
本発明は、第2の視点において、ブランクを熱間プレス成形して成形品に加工する熱間プレス成形方法であって、通電位置で前記ブランクをクランプして搬送停止状態で通電加熱すると共に、当該加熱プロセスに同期して、前置して通電加熱された別の前記ブランクを前記通電位置から熱的に離隔した下流の加工位置で熱間プレスする通電及び加工工程と、前記通電位置から前記加工位置まで通電加熱された前記ブランクを急速搬送すると共に、当該搬送プロセスに同期して、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送する搬送工程と、を含む熱間プレス成形方法を提供する。
【発明の効果】
【0013】
本発明の効果を下記に例示する。
(1)通電加熱中又は搬送中のブランクから、ダイクエンチの実行において常時強力な冷却がなされ乃至十分な低温に維持されることが望まれる熱間プレス機構の特にダイに対する伝熱が可及的に阻止されることにより、加工位置に搬送された通電加熱済のブランクに、直ちに、熱間成形と急冷焼入れを含む加工サイクル、すなわち、ダイクエンチサイクルを実行することができる。これによって、熱間プレス成形中ないし成形後、成形品は十分に速い速度で冷却されて、焼入れ硬化される。
(2)通電加熱機構とダイクエンチ式の熱間プレス機構とを熱的に離隔して配置し、両機構の間では搬送機構を用いてブランクの急速搬送を行うことにより、通電加熱プロセスと熱間プレスプロセスが互いに与える悪影響を防止することができる。例えば、通電加熱が熱間プレス機構の部品に与える影響が防止され、例えば、通電加熱によるダイの加熱が防止され、熱間プレス時、ダイによる急冷焼入れ効果、すなわち、ダイクエンチによる焼入れ性の向上が期待できる。また、通電加熱機構と熱間プレス機構間の絶縁性の確保も容易となる。
(3)通電加熱と熱間プレスを独立して且つ同期して行うことができるため、結局、ブランクを加熱開始してから成形終了するまでに掛かる時間を短縮することができる。また、加熱時間も短縮することができるため、加熱によるブランクの酸化が防止又は抑制される。これにより、成形品の酸化部分を除去するための後工程が不要又は省力化することが可能となる。
(4)熱間プレス成形装置内に通電加熱機構を組み込み、通電加熱機構と熱間プレス機構を一体化することにより、熱間プレス成形に必要なシステム全体がコンパクトに構成できて、システム全体の設置面積が小さくなり省スペース化が達成される。
(5)通電加熱機構を搬送機構から独立して設置することにより、通電加熱が搬送機構に与える影響を低減することができる。例えば、通電加熱機構と搬送機構間の絶縁性の確保が容易となり、通電加熱が搬送機構の部品に与える熱的影響が防止される。
(6)通電加熱機構を、熱間プレス機構及び搬送機構から独立して配設することにより、加熱されて変形するブランクの支持が容易となる。
(7)ブランクの投入、通電位置へのブランクの搬送、及び加工位置へのブランクの搬送、成形品の払出位置への搬送を互いに同期させて行うことができるため、一サイクルに要する時間が短縮され、成形品の酸化も防止又は抑制される。
【発明を実施するための最良の形態】
【0014】
本発明の好ましい実施の形態に係る熱間プレス成形装置は、前記通電加熱機構による加熱プロセス、前記熱間プレス機構による加工プロセス及び前記搬送機構による搬送プロセスを含んで構成される一連のサイクルを、所定のシーケンスに従って実行させる制御機構を有する。ブランクの加熱及び熱間プレスを含む一連のサイクルの実施に要する時間が短縮される。好ましくは、前記所定のシーケンスは、前記制御機構が、少なくとも、前記通電加熱機構による加熱プロセスと、前記熱間プレス機構による加工プロセスとを同期させて実行させるよう設定され、さらに好ましくは、全搬送プロセスが同期又は同時に実行されるよう設定される。
【0015】
本発明の好ましい実施の形態に係る熱間プレス成形装置は、前記熱間プレス成形装置ないし前記通電加熱機構にブランクを供給する投入機構を有する。この場合、前記制御機構は、前記通電加熱機構、前記熱間プレス機構及び前記搬送機構に加えて、前記ブランク投入機構の動作も同期させることが好ましい。なお、前記通電加熱機構にブランクを直接投入することも可能であって、この場合、投入位置と通電位置は一致する。この投入機構は、本発明の搬送機構に兼用させることもでき、別途、設けてもよい。この投入機構には、例えば、トランスファ機構、或いはロボット機構を用いることができる。
【0016】
本発明の好ましい実施の形態に係る熱間プレス成形装置は、前記熱間プレス成形装置ないし前記熱間プレス機構から成形品を取り出す取出機構を有する。この場合、前記制御機構は、前記通電加熱機構、前記熱間プレス機構及び前記搬送機構に加えて、前記取出機構の動作も同期させることが好ましい。なお、前記熱間プレス機構から成形品を直接取り出すことも可能であって、この場合、加工位置と払出位置は一致する。この取出機構は、本発明の搬送機構に兼用させることもでき、場合によっては別途設置してもよい。この取出機構には、例えば、トランスファ機構、或いはロボット機構を用いることができる。
【0017】
本発明は、加工位置において、熱間プレス機構又は他の切断機構により、ブランクが切断される熱間プレス成形装置に対しても好適に適用される。この形態の場合、搬送機構の保持機構ないし保持具を伸縮させて、切断によりブランクに比べて短縮された成形品を保持できるようにしてもよく、別途設置した取出機構により切断された成形品を取り出してもよい。
【0018】
本発明の好ましい実施の形態において、前記搬送機構は、少なくとも前記通電位置及び前記加工位置で、前記ブランクを同期して保持自在な保持機構、さらに好ましくは、前記熱間プレス成形装置ないし前記通電加熱機構に前記ブランクが投入される投入位置で前記ブランクを保持自在であり、及び、前記熱間プレス成形装置から前記成形品が払い出される払出位置で前記成形品を保持自在である、保持機構を備える。この形態によれば、複数のブランク及び/又は成形品の搬送を同期させることが容易となるため、ブランクの投入、加熱、熱間プレス及び成形品の払い出しを含む一連のサイクルの実施に要する時間が短縮される。
【0019】
本発明の好ましい実施の形態において、前記保持機構は、前記通電位置と前記加工位置、前記投入位置と前記通電位置及び/又は前記加工位置と前記払出位置の間を、互いに同期しながらそれぞれ往復動して、前記ブランク及び/又は前記成形品の保持及び保持解除をする複数の保持具を備える。この形態によれば、搬送機構が全体として簡素化されると共に、ブランク又は成形品の搬送が効率化され、ブランクの投入、加熱、熱間プレス及び成形品の払い出しを含む一連のサイクルの実施に要する時間が短縮される。
【0020】
本発明の好ましい実施の形態において、前記搬送機構は、前記ブランクの搬送方向に沿って延在する一対の平行アームと、前記一対の平行アームを、前記搬送方向、該搬送方向に直交する昇降方向、及び前記搬送及び昇降方向に直交する幅方向に沿って往復動自在に駆動する駆動機構と、前記一対の平行アームに前記搬送方向に沿って所定間隔毎に複数個取り付けられ、前記一対の平行アームが前記幅方向に沿って接近する際に前記ブランク及び/又は前記成形品を保持し、同離隔する際に保持解除する複数の保持具と、を備える。この形態によれば、ブランク及び/又は成形品の搬送機構がコンパクトに構成される共にそれらの搬送が効率化され、搬送、ブランクの加熱及び熱間プレスを含む一連のサイクルの実施に要する時間が短縮される。
【0021】
本発明の好ましい実施の形態において、前記熱間プレス機構は、前記ブランクを熱間プレスすると共に急冷焼入れする冷却ダイを備える。本発明によれば、通電加熱機構と熱間プレス機構が熱的に離隔して配置されているため、熱間プレス機構のダイないし冷却ダイにより、熱間プレスと同時に十分な急冷が可能であり、成形品を十分に焼入れすることができる。好ましくは、通電加熱機構と熱間プレス機構は、熱間プレス機構がダイクエンチを実行して、急冷焼入れされた成形品を得ることができるよう、互いに離隔して配置される。なお、熱間プレス機構は、強制冷却されるダイ、場合によっては自然冷却によってダイクエンチが実行できる温度が維持される冷却ダイを備えることが好ましい。熱間プレス機構は、ダイに形成された流体(水、油又は空気)が循環する通路と、前記通路に流体(水、油又は空気)を循環させるポンプと、を備えてもよい。
【0022】
本発明の好ましい実施の形態において、前記搬送工程においては、前記通電位置から前記加工位置まで通電加熱された前記ブランクを搬送するプロセスと、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送するプロセスとに同期して、さらに、新たな前記ブランクを前記通電位置に投入するプロセスを行う。この形態によれば、装置へのブランクの供給プロセス、装置内での通電加熱されたブランクの搬送プロセス及び装置外への成形品の払出プロセスを、同時に実行することができるため、搬送プロセスないし搬送機構を簡素化することができる。
【0023】
本発明の好ましい実施の形態において、前記熱間プレスは、熱間プレス時に急冷焼入れを行うダイクエンチである。
【0024】
本発明の好ましい実施の形態において、通電位置から加工位置まで、通電加熱されたブランクは、10秒以内、好ましくは5秒又は数秒以内に急速に搬送されて、ブランクの温度低下及び酸化が防止又は抑制される。
【0025】
本発明の実施の形態において、通電加熱は、熱間プレス可能な温度にブランクを加熱すれば十分である。例えば、ブランクが鋼材の場合、A1変態点から液相析出点の間、例えば、850から1200℃の間で通電加熱すればよい。また、熱間プレス機構のダイの温度は、室温から約250℃の間に設定することにより、例えば、A1点以上に加熱されたブランクを20℃/s以上の速度で約220℃以下の温度まで冷却することができ、十分な焼入れ硬化が得られる。
【0026】
本発明は、通電加熱、及び熱間加工が可能な種々の材質のブランクの成形、特にダイクエンチに好適に適用され、例えば、鋼系、アルミニウム系などの種々の金属材の成形に適用される。本発明は、一般鋼板の他に、めっき鋼板(例えば、亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、アルミニウムめっき鋼板など)の成形にも好適に適用される。本発明は、一つの熱間プレス機構を備えた熱間プレス成形装置、又は熱間プレスを一回実行する熱間プレス成形方法に好適に適用される。
【実施例】
【0027】
以下、図面を参照して本発明の一実施例を説明する。図1(A)は、本発明の一実施例に係る熱間プレス成形装置の外観図であり、図1(B)は、比較例に係る熱間プレス成形システムの外観図である。
【0028】
図1(A)を参照すると、本発明の一実施例に係る熱間プレス成形装置1においては、装置1内に、投入機構2からブランクが一枚ずつ供給される通電加熱機構3と、通電加熱機構3の下流に熱的に離隔して配置されたダイクエンチ式の熱間プレス機構4と、少なくとも、通電加熱機構3から熱間プレス機構4に通電加熱されたブランクを搬送すると共に熱間プレス機構4から取出位置へ向かって成形品を搬送する搬送機構であるトランスファ機構5とが組み込まれている。なお、熱間プレス成形装置1には、同装置1の払出位置から成形品ないし完成品を取り出すための搬送コンベヤ7が付設されている。
【0029】
一方、図1(B)を参照すると、比較例に係る熱間プレス成形システム100は、熱間プレス成形装置101と、熱間プレス成形装置101外に配置され、投入機構102からブランクが供給されると共に複数個のブランクを同時に加熱する連続加熱炉103と、連続加熱炉103から熱間プレス成形装置101に加熱されたブランクを搬送するローディング装置104と、熱間プレス成形装置101から取出位置へ向かって成形品を搬送するアンローディング装置105とから構成されている。
【0030】
図1(A)と図1(B)を対比すると、本発明の一実施例に係る熱間プレス成形装置1は、連続加熱炉103を用いた比較例に係る熱間プレス成形システム100に比べて、設置に要する面積が半分以下であることが分かる。また、本実施例の熱間プレス成形装置1によれば、通電による加熱時間及び通電位置から加工位置への搬送時間等はいずれも数秒であって、トータルで、通電加熱開始から成形終了までに要する時間は数秒〜数10秒であるのに対して、比較例のシステム100によれば、加熱炉における輻射加熱に数分を要するため、トータルで、加熱開始から成形終了まで2、3分程度を要する。すなわち、本実施例の熱間プレス成形装置1を用いることにより、少なくとも2倍以上の生産性ないし量産性の向上が見込めると共に、ブランクの酸化も防止又は抑制される。
【0031】
図2は、図1(A)に示した熱間プレス成形装置の構成を説明するためのブロック図である。図2を参照すると、熱間プレス成形装置1は、投入機構2と、通電加熱機構3と、熱間プレス機構4と、トランスファ機構5と、これらの機構2〜5を同期して動作させるための制御機構6と、を含んで構成されている。
【0032】
ブランク投入機構2は、ロボット機構であって、制御機構6からの指令に応じて、複数枚のブランクが収容されたマガジンから一枚ずつ取り出して、一枚ずつブランクを通電加熱機構3ないし熱間プレス成形装置1におけるブランクの投入位置に供給する。
【0033】
通電加熱機構3は、制御機構6からの指令に応じて、投入されたブランクのクランプ及びその解除を行うと共に、クランプして搬送停止されたブランクに通電を行い加熱する。
【0034】
熱間プレス機構4は、制御機構6からの指令に応じて、加熱されたブランクを熱間プレスし且つ急冷することにより、基本的に、一回の熱間プレスによりブランクから成形品を形成する。
【0035】
搬送機構5は、制御機構6からの指令に応じて、熱間プレス成形装置1ないし通電加熱機構3内にブランクが投入される投入位置、通電加熱機構3がブランクに通電する通電位置、熱間プレス機構4がブランクを熱間プレスする加工位置、及び、熱間プレス成形装置1から成形品が払い出される払出位置で、ブランク又は成形品を保持又は保持解除すると共に、前記投入位置と前記通電位置、前記通電位置と前記加工位置、及び前記加工位置と前記払出位置の間をそれぞれ往復動する、複数の保持機構ないし保持具を備えている(図6のクランプ53a〜53c参照)。
【0036】
制御機構6は、機構2〜5に設けられた各種センサ、例えば、熱間プレス機構4のダイのストロークを監視するストロークセンサ、投入機構2及び搬送機構5乃至それらの駆動手段、例えば、エアシリンダの状態を検出するマイクロスイッチ、及び通電加熱機構3により加熱されたブランクの温度を検出する温度センサなどから出力される情報を受信し、これらの情報に基づいて、機構2〜5が同期して動作するよう制御信号を発信するマイクロコンピュータを備えている。
【0037】
図3は、図1(A)に示した熱間プレス成形装置を説明するための三面図であり、図3(A)は上面図、図3(B)は正面図、図3(C)は側面図である。図4は、図3(C)の拡大図である。
【0038】
図3(A)〜図3(C)及び図4を参照すると、熱間プレス成形装置1においては、搬送方向に沿って上流から下流に向かって順に、ブランクが投入される投入位置P0、通電加熱機構3による通電加熱が行われる通電位置P1、熱間プレス機構4による熱間プレスないしダイクエンチが行われる加工位置P2、熱間プレス成形装置1から成形品が払い出される払出位置P3が等ピッチで設定されている。
【0039】
通電加熱機構3は、通電位置P1でブランクをクランプして通電する複数の電極31と、複数の電極31を昇降させてブランクをクランプ及びクランプ解除させる電極昇降用シリンダ32と、上下に対向する一対の電極31をブランクの長手方向に沿って移動自在に駆動する可動クランプ用シリンダ33と、移動する一対の電極31を案内する直動ガイド34と、通電位置P1直下に配置され、ブランク中央部を支持自在であり、通電加熱によるブランク中央部の垂下を可及的に防止する支持棒35と、を有している。好ましくは、左右に対向する一対の上下電極(31,31),(31,31)のうち、一側の一対の上下電極(31,31)によるクランプ位置を固定とし、他側の一対の上下電極(31,31)をブランクの長手方向に沿って可動とする。通電加熱時、一側の一対の上下電極(31,31)は固定位置でブランクの一側を保持し、他側の一対の上下電極(31,31)は、ブランクの熱変形に応じてブランクの長手方向に沿ってブランクの他側を保持しながら移動することにより、ブランクに適正なテンションを印加して、ブランクの歪みを可及的に防止することができる。
【0040】
熱間プレス機構4は、加工位置P2で通電加熱されたブランクを熱間プレスして急冷する冷却ダイ41を備えている。
【0041】
搬送機構5は、ブランクの搬送方向に沿って延在する一対の平行アーム51と、一対の平行アーム51を、搬送方向、搬送方向に直交する昇降方向、及び搬送及び昇降方向に直交する幅方向に沿って往復動自在に駆動する駆動手段であるシリンダ52a〜52c(図6(A)及び図6(A’)参照)と、一対の平行アーム51に搬送方向に沿って所定間隔毎に複数個取り付けられ、一対の平行アーム51が幅方向に沿って接近する際にブランク又は成形品を保持し、同離隔する際に保持解除する保持機構ないし保持具である複数のクランプ53a〜53c(図6参照)と、を有している。複数のクランプ53a〜53cは、投入位置P0、通電位置P1、加工位置P2及び払出位置P3間の間隔に対応して、一対の平行アーム51上に等ピッチで配置されている。複数のクランプ53a〜53cには、ブランクを挟持する爪、或いはエアシリンダによって駆動されるもの、チャック、或いは吸盤など種々の保持具を採用することができる。なお、駆動手段であるシリンダ52a〜52cに代えて、駆動手段としてサーボモータ等を採用することができる。
【0042】
さらに、搬送機構5は、通電位置P1と加工位置P2の間に、通電加熱により中央部が垂下する状態に熱変形したブランクを支持ないし案内する支持棒54を有している。支持棒54は、通電位置P1側に比べて加工位置P2側が高くなるよう、搬送方向下流側に向かって高く傾斜している。支持棒54の傾斜角度は、ブランクの材質、加熱温度及び搬送機構5の昇降方向ストローク幅に応じて設定される。
【0043】
以上説明した、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明する。図5は、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するためのフローチャートである。
【0044】
図3(A)〜図3(C)及び図5を参照すると、ステップS1でロボット機構等の投入機構2により最初のブランク(材料)が投入位置P0にセットされ、ステップS2でブランクの投入ないしセットが検出されると搬送機構5が動作を開始し、ステップS3で搬送機構5は投入位置P0から通電位置P1へブランクを搬送し、ステップS4で搬送機構5はブランクの保持を解除して、通電加熱機構3がブランクをクランプし、ステップS5で通電加熱機構3は搬送停止状態のブランクを通電加熱し、ステップS6で通電加熱機構3が備える温度センサ(図2参照)によってブランクの温度が所定温度に到達したことが検出されると、ステップS7で通電加熱機構3は通電を停止し、ステップS8で通電加熱機構3はブランクのクランプを解除し、ステップS9で通電加熱機構3ないし通電加熱装置が原位置に復帰したことが確認されると、ステップS10で搬送機構5は通電加熱されたブランクを保持して通電位置P1から加工位置P2に搬送し、ステップS11で加工位置P2において熱間プレス機構4の冷却ダイ41はブランクを熱間プレス成形及び急冷し、すなわち、ダイクエンチし、ステップS12で熱間プレス機構4の冷却ダイ41は原位置に復帰したことが確認されると、ステップS13で搬送機構5は成形品を加工位置P2から払出位置P3に搬送ないし運び出す。
【0045】
以上説明したサイクルが繰り返し連続的に実行されると、ステップS3における投入位置P0から通電位置P1へのブランクの搬送プロセス、ステップS10における通電位置P1から加工位置P2への通電加熱済のブランクの搬送プロセス、及びステップS13における加工位置P2から払出位置P3への成形品の搬送プロセスは、同期運転されて同時に実行される。
【0046】
以上説明した、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の詳細を説明する。図6(A)〜図6(H)は、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するための工程図である。
【0047】
図6(A)及び(A’)を参照すると、搬送機構5の原位置において、一対の平行アーム51は、下方に位置すると共に互いに離隔している。
【0048】
図6(A)から図6(B)を参照すると、一対の平行アーム51は、シリンダ52cに駆動されて幅方向に接近し、複数のクランプ(保持具)53a〜53cは、投入位置P0にある新規なブランクW0、通電位置P1にある通電加熱済のブランクW1、加工位置P2にあるダイクエンチされた成形品W2をそれぞれクランプする。なお、複数のクランプ53a〜53cは、それ自体が駆動機構を備える保持機構であってもよく、他者に駆動される保持具であってもよい。
【0049】
図6(B)から図6(C)を参照すると、一対の平行アーム51は、シリンダ52bに駆動されて上昇する。
【0050】
図6(C)から図6(D)を参照すると、一対の平行アーム51は、シリンダ52aに駆動されて搬送方向下流側に往動して、複数のクランプ53a〜53cは、それぞれ通電位置P1、加工位置P2及び払出位置P3に移動する。
【0051】
図6(D)から図6(E)を参照すると、一対の平行アーム51は、シリンダ52bに駆動されて下降する。
【0052】
図6(E)から図6(F)を参照すると、一対の平行アーム51は、シリンダ52cに駆動されて幅方向に離隔し、複数のクランプ53a〜53cは、通電位置P1で新規なブランクW0、加工位置P2で通電加熱済のブランクW1、払出位置P3でダイクエンチされた成形品W2をそれぞれアンクランプする。
【0053】
図6(F)から図6(G)を参照すると、一対の平行アーム51は、シリンダ52bに駆動されて上昇し、図6(G)から図6(H)を参照すると、一対の平行アーム51は、シリンダ52aに駆動されて搬送方向上流側に復動して、複数のクランプ53a〜53cは、それぞれ投入位置P0、通電位置P1及び加工位置P2に復帰する。これらの間に、互いに同期して、投入位置P0に新規なブランクW00が投入され、通電位置P1ではブランクW0が通電加熱され、加工位置P2ではブランクW1が熱間プレスされ、払出位置P3からは、成形品W2が取り出される。
【産業上の利用可能性】
【0054】
本発明による熱間プレス成形装置及び熱間プレス成形方法は、金属製板材の成形ないし製造、特に、ダイクエンチに適用され、具体的には、量産性が要求される車両用部品の成形ないし製造、例えば、車両ボディの各種補強材、特に、ドアビーム及びバンパーリインフォース等の成形ないし製造に好適に適用される。
【図面の簡単な説明】
【0055】
【図1】(A)は、本発明の一実施例に係る熱間プレス成形装置の外観図であり、(B)は、比較例に係る熱間プレス成形システムの外観図である。
【図2】図1(A)に示した熱間プレス成形装置の構成を説明するためのブロック図である。
【図3】(A)〜(C)は、図1(A)に示した熱間プレス成形装置を説明するための三面図であり、(A)は上面図、(B)は正面図、(C)は側面図である。
【図4】図3(C)の拡大図である。
【図5】本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するためのフローチャートである。
【図6】(A)〜(H)は、本発明の一実施例に係る熱間プレス成形装置による搬送、加熱及び成形工程の概略を説明するための工程図である。
【符号の説明】
【0056】
1 熱間プレス成形装置
2 投入機構
3 通電加熱機構
4 熱間プレス機構
5 搬送機構(トランスファ機構)
6 制御機構
7 搬送コンベヤ
31 複数の電極
32 電極昇降用シリンダ
33 可動クランプ用シリンダ
34 直動ガイド
35 支持棒
41 ダイ,冷却ダイ
51 一対の平行アーム
52a〜52c シリンダ(駆動手段)
53a〜53c クランプ(保持手段)
54 支持棒
P0 投入位置
P1 通電位置
P2 加工位置
P3 払出位置
W0,W00,W1 ブランク
W2 成形品
【特許請求の範囲】
【請求項1】
ブランクを熱間プレス成形して成形品に加工する熱間プレス成形装置であって、
前記熱間プレス成形装置に組み込み配設され、投入された前記ブランクを所定の通電位置でクランプして搬送停止状態で通電加熱する通電加熱機構と、
前記熱間プレス成形装置に組み込み配設されると共に前記通電加熱機構の下流に熱的に離隔して配置され、通電加熱された前記ブランクを所定の加工位置で熱間プレスするダイクエンチ式の熱間プレス機構と、
前記熱間プレス成形装置に組み込み配設され、少なくとも、通電加熱された前記ブランクを前記通電位置から前記加工位置まで搬送して前記熱間プレス機構に供給する搬送機構と、
を有する、ことを特徴とする熱間プレス成形装置。
【請求項2】
前記通電加熱機構による加熱プロセス、前記熱間プレス機構による加工プロセス及び前記搬送機構による搬送プロセスを含んで構成される一連のサイクルを、所定のシーケンスに従って実行させる制御機構を有する、ことを特徴とする請求項1記載の熱間プレス成形装置。
【請求項3】
前記制御機構は、少なくとも、前記通電加熱機構による加熱プロセスと、前記熱間プレス機構による加工プロセスとを同期させて実行させる、ことを特徴とする請求項2記載の熱間プレス成形装置。
【請求項4】
前記搬送機構は、少なくとも前記通電位置及び前記加工位置で、前記ブランクを同期して保持自在な保持機構を備える、ことを特徴とする請求項1〜3のいずれか一記載の熱間プレス成形装置。
【請求項5】
前記保持機構は、さらに、
前記熱間プレス成形装置ないし前記通電加熱機構に前記ブランクが投入される投入位置で前記ブランクを保持自在であり、及び、
前記熱間プレス成形装置から前記成形品が払い出される払出位置で前記成形品を保持自在である、ことを特徴とする請求項4記載の熱間プレス成形装置。
【請求項6】
前記保持機構は、前記通電位置と前記加工位置、前記投入位置と前記通電位置及び/又は前記加工位置と前記払出位置の間を、互いに同期しながらそれぞれ往復動して、前記ブランク及び/又は前記成形品の保持及び保持解除をする複数の保持具を備える、ことを特徴とする請求項5記載の熱間プレス成形装置。
【請求項7】
前記搬送機構は、
前記ブランクの搬送方向に沿って延在する一対の平行アームと、
前記一対の平行アームを、前記搬送方向、該搬送方向に直交する昇降方向、及び前記搬送及び昇降方向に直交する幅方向に沿って往復動自在に駆動する駆動機構と、
前記一対の平行アームに前記搬送方向に沿って所定間隔毎に複数個取り付けられ、前記一対の平行アームが前記幅方向に沿って接近する際に前記ブランク及び/又は前記成形品を保持し、同離隔する際に保持解除する複数の保持具と、
を備える、ことを特徴とする請求項1〜6のいずれか一記載の熱間プレス成形装置。
【請求項8】
前記熱間プレス機構は、前記ブランクを熱間プレスすると共に急冷焼入れする冷却ダイ、を備える、ことを特徴とする請求項1〜7のいずれか一記載の熱間プレス成形装置。
【請求項9】
ブランクを熱間プレス成形して成形品に加工する熱間プレス成形方法であって、
通電位置で前記ブランクをクランプして搬送停止状態で通電加熱すると共に、当該加熱プロセスに同期して、前置して通電加熱された別の前記ブランクを前記通電位置から熱的に離隔した下流の加工位置で熱間プレスする通電及び加工工程と、
前記通電位置から前記加工位置まで通電加熱された前記ブランクを急速搬送すると共に、当該搬送プロセスに同期して、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送する搬送工程と、
を含む、ことを特徴とする熱間プレス成形方法。
【請求項10】
前記搬送工程においては、前記通電位置から前記加工位置まで通電加熱された前記ブランクを搬送するプロセスと、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送するプロセスとに同期して、さらに、新たな前記ブランクを前記通電位置に投入するプロセスを行う、ことを特徴とする請求項9記載の熱間プレス成形方法。
【請求項11】
前記熱間プレスは、熱間プレス時に急冷焼入れを行うダイクエンチである、ことを特徴とする請求項9又は10記載の熱間プレス成形方法。
【請求項1】
ブランクを熱間プレス成形して成形品に加工する熱間プレス成形装置であって、
前記熱間プレス成形装置に組み込み配設され、投入された前記ブランクを所定の通電位置でクランプして搬送停止状態で通電加熱する通電加熱機構と、
前記熱間プレス成形装置に組み込み配設されると共に前記通電加熱機構の下流に熱的に離隔して配置され、通電加熱された前記ブランクを所定の加工位置で熱間プレスするダイクエンチ式の熱間プレス機構と、
前記熱間プレス成形装置に組み込み配設され、少なくとも、通電加熱された前記ブランクを前記通電位置から前記加工位置まで搬送して前記熱間プレス機構に供給する搬送機構と、
を有する、ことを特徴とする熱間プレス成形装置。
【請求項2】
前記通電加熱機構による加熱プロセス、前記熱間プレス機構による加工プロセス及び前記搬送機構による搬送プロセスを含んで構成される一連のサイクルを、所定のシーケンスに従って実行させる制御機構を有する、ことを特徴とする請求項1記載の熱間プレス成形装置。
【請求項3】
前記制御機構は、少なくとも、前記通電加熱機構による加熱プロセスと、前記熱間プレス機構による加工プロセスとを同期させて実行させる、ことを特徴とする請求項2記載の熱間プレス成形装置。
【請求項4】
前記搬送機構は、少なくとも前記通電位置及び前記加工位置で、前記ブランクを同期して保持自在な保持機構を備える、ことを特徴とする請求項1〜3のいずれか一記載の熱間プレス成形装置。
【請求項5】
前記保持機構は、さらに、
前記熱間プレス成形装置ないし前記通電加熱機構に前記ブランクが投入される投入位置で前記ブランクを保持自在であり、及び、
前記熱間プレス成形装置から前記成形品が払い出される払出位置で前記成形品を保持自在である、ことを特徴とする請求項4記載の熱間プレス成形装置。
【請求項6】
前記保持機構は、前記通電位置と前記加工位置、前記投入位置と前記通電位置及び/又は前記加工位置と前記払出位置の間を、互いに同期しながらそれぞれ往復動して、前記ブランク及び/又は前記成形品の保持及び保持解除をする複数の保持具を備える、ことを特徴とする請求項5記載の熱間プレス成形装置。
【請求項7】
前記搬送機構は、
前記ブランクの搬送方向に沿って延在する一対の平行アームと、
前記一対の平行アームを、前記搬送方向、該搬送方向に直交する昇降方向、及び前記搬送及び昇降方向に直交する幅方向に沿って往復動自在に駆動する駆動機構と、
前記一対の平行アームに前記搬送方向に沿って所定間隔毎に複数個取り付けられ、前記一対の平行アームが前記幅方向に沿って接近する際に前記ブランク及び/又は前記成形品を保持し、同離隔する際に保持解除する複数の保持具と、
を備える、ことを特徴とする請求項1〜6のいずれか一記載の熱間プレス成形装置。
【請求項8】
前記熱間プレス機構は、前記ブランクを熱間プレスすると共に急冷焼入れする冷却ダイ、を備える、ことを特徴とする請求項1〜7のいずれか一記載の熱間プレス成形装置。
【請求項9】
ブランクを熱間プレス成形して成形品に加工する熱間プレス成形方法であって、
通電位置で前記ブランクをクランプして搬送停止状態で通電加熱すると共に、当該加熱プロセスに同期して、前置して通電加熱された別の前記ブランクを前記通電位置から熱的に離隔した下流の加工位置で熱間プレスする通電及び加工工程と、
前記通電位置から前記加工位置まで通電加熱された前記ブランクを急速搬送すると共に、当該搬送プロセスに同期して、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送する搬送工程と、
を含む、ことを特徴とする熱間プレス成形方法。
【請求項10】
前記搬送工程においては、前記通電位置から前記加工位置まで通電加熱された前記ブランクを搬送するプロセスと、前記加工位置から前記成形品が払い出される払出位置まで該成形品を搬送するプロセスとに同期して、さらに、新たな前記ブランクを前記通電位置に投入するプロセスを行う、ことを特徴とする請求項9記載の熱間プレス成形方法。
【請求項11】
前記熱間プレスは、熱間プレス時に急冷焼入れを行うダイクエンチである、ことを特徴とする請求項9又は10記載の熱間プレス成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−142852(P2009−142852A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−322505(P2007−322505)
【出願日】平成19年12月13日(2007.12.13)
【出願人】(000100805)アイシン高丘株式会社 (202)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月13日(2007.12.13)
【出願人】(000100805)アイシン高丘株式会社 (202)
[ Back to top ]