
熱間充填または熱処理用プラスチックボトル
頸部および基部に接続された側壁を含むプラスチック容器に、液体または粘性のある製品を熱間充填する方法;この工程は少なくとも、高温において製品を容器に充填する工程、容器を密封する工程、容器およびその内容物を冷却する工程を含み;この方法は、側壁の線熱膨張係数が0.00014m/(m.K)より大きいプラスチック容器が使用されること、および容器がその内容物と少なくとも同じ程度膨張でき、そして収縮できることに特徴を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液体または粘性のある製品のためのプラスチック容器に関する。さらに具体的に言うと、その内容物が数十℃の温度変化を受ける容器に関する。本発明は、特に熱間充填(70℃超)による包装分野および、熱処理(低温殺菌)による包装分野に関する。
【背景技術】
【0002】
ポリエチレンテレフタレート(PET)ボトルは、耐性、軽さ、透明性およびオルガノレプティシティー(organolepticity)のそれらの優れた特性により多くの分野で使用される。これらのボトルは、プレフォームを型内で二軸延伸することにより、高い生産効率で製造される。
【0003】
しかし、これらのボトルが多くの利点を提供するにも関わらず、それらの温度が60℃より高い場合、これらのボトルは変形する欠点を有する。(70℃超の)高温において製品をこれらのボトルに充填すると、このボトルが使用に適さなくなるそうした歪みを生じる。前記の欠点を改善し、そしてPETボトルが熱間充填されることを可能にするための幾つかの方法が、従来技術に記載されてきた。
【0004】
熱処理は、二軸配向PETボトルの耐熱性を改善するのに最も効果的な方法である。商業的運用において広く使用されているこの方法の原理は、結晶化、従って高温における分子安定性を高めるように、ボトルの壁を熱処理に曝すことにある。この原理は、種々の様式で熱処理方法および従来技術に記載された機器において適用できる。熱処理法の一つの主な利点は、ボトルの熱処理がこのボトルの製造の間に行われ、充填工程が変更される必要がないことである。
【0005】
しかし、高温において液体を充填されることを可能にするために、熱処理を受けたボトルは、幾つかの欠点を有する。
【0006】
これらのボトルの第1の欠点は、特定グレードのポリエチレンテレフタレートしか使用できないという事実にある。これらの特定グレードは、製造するのが難しく、そして容器のコストを増大させる。
【0007】
第2の欠点は、熱処理工程が、ブロー成形サイクルを遅くするので、ボトルの生産効率が低下することに関連する。
【0008】
第3の欠点は、これらのボトルの重量による。ボトルが熱い液体で充填される場合、これは、冷却後に、ボトルの内側の負圧となり;この負圧は、ボトルの壁をランダムに変形させる影響を有する。ボトル中の負圧を相殺するために最も広く使用される方法は、ボトルを制御された様式で変形させることができる、補正パネル(compensating panel)を加えることである。しかし、補正パネルを有するボトルは、さらなる剛体であり、したがってより重い。結果として、製品の良好な保存のために正確に必要であるより、多くの材料が使用される。さらに、補正パネルは、容器の外観を損ない、ユーザーにとって、より魅力的でなくなる。
【発明の概要】
【発明が解決しようとする課題】
【0009】
柔軟な袋はまた、液体製品を包装するために使用される。これらの袋は、予め印刷されたフィルムから製造される。これらの容器は、重量、コストおよび使用前および使用後のコンパクトさを含む、多くの利点を提供する。しかし、それらは、特に、それらの内容物が高温変化に曝される場合に欠点を有する。特に、故意にまたは(例えば、太陽に曝されている車の中に置いておくこと等による)故意でなく、包装された液体が加熱される場合、製品は容器が破裂する程度にまで時々膨張する。
【課題を解決するための手段】
【0010】
本発明の要約において以下の用語および略称を使用する:
ラミネート:幾つかのフィルムのラミネーションで生じる多層フィルム
PET:ポリエチレンテレフタレート
PP:ポリプロピレン
PE:ポリエチレン
LDPE:低密度ポリエチレン
LLDPE:リニアー低密度ポリエチレン
HDPE:高い密度ポリエチレン
EVOH:エチレン/ビニルアルコール
【0011】
本発明は、容器が温度変化に曝された場合に、含まれる製品とともに膨張し、そして収縮する、容器による前記の欠点を克服することを可能にする。
【0012】
本発明の要約において、「含まれる製品」は、固体の要素を含むことができる液体または粘性のある製品を意味する。これらの製品は、主に水系であるため、この製品の体積変化は、温度が65℃変化すると約3%であり、約0.00042m3/(m3.K)の体積膨張係数および0.00014m/(m.K)の線膨張係数に相当する。水の熱膨張が温度とともに変わることを知った上で、これらの値を目安として与える。
【0013】
この製品はまた、油系であることができ、そしてこれらの挙動は、使用される油の熱特性に依存する。
【0014】
この容器は、高温における包装に使用される場合、多くの利点を有する。PETボトルと異なり、この容器は、充填温度の影響下での壁の収縮を防ぐために、熱処理工程を必要としない。PETボトルと異なり、この容器は、冷却の間に製品の体積の変化を相殺するために補正パネルを必要としない。
【0015】
この容器は、その熱膨張が製品の熱膨張以上であるという事実によって特徴付けられる。充填の間、製品の温度は、膨張する容器の壁を加熱する。膨張した容器は、次に密封される。冷却時に、この容器は収縮し、そしてその初期形状に戻り;この結果、冷却後に、正または0である容器中の相対圧力となる。容器の圧縮強度を改善し、また容器をつかむことを容易にするので、冷却後の容器中の非常に小さい圧力が好都合である。
【0016】
例えば、低温殺菌工程等の、容器およびその内容物の熱処理を必要とする充填工程における容器の使用はまた、特に好都合である。容器および製品の温度の上昇の間に、容器は、少なくとも製品と同じ程度膨張し、容器内での過度の圧力上昇を防ぐ。
【0017】
この容器は、その美的特性が変更されず、そして容器内における非常に低い圧力変化を有するように温度変化に適合するので、ユーザーにとって、この容器は関心事である。
【0018】
本発明による容器の別の利点は、含まれる製品が温度上昇に曝される場合、容器は、製品、従って壁と共に膨張し、容器の基部および(柔軟なフィルムを使用して容器が製造されている場合)ウエルドは、圧力上昇に曝されないか、または非常にわずかしか曝されず、したがって圧力上昇に容易に耐える。
【0019】
本発明は、液体または粘性のある製品を包装するために使用できる。
【0020】
広範な容器が、本発明により製造できる。この容器は、成形によって、押し出しブロー成形によって製造でき、またはフィルムから製造できる。
【0021】
ある特に好都合な容器は、フィルムで形成された側壁、およびまた基部、およびこのフィルムに溶着により接続された頸部からなる。
【0022】
容器を製造するのに使用される大部分の材料は、容器の内容物の体積における変化を相殺するのに不充分である熱膨張を有する。
【0023】
本発明による容器の膨張係数は、含まれる製品の膨張係数以上である。容器の壁の線膨張係数は、一般的に0.00014m/(m.K)より大きく、そして好ましくは0.00018m/(m.K)より大きい。低密度ポリエチレンに基づく容器は、特に好都合である。
【図面の簡単な説明】
【0024】
本発明は、下記の態様の記載の助け、および以下の図からより良く理解されるであろう:
図1〜4は、熱間充填工程からなる本発明の第1の態様を具体的に示す。
【図1】図1は、充填前の容器を具体的に示す。
【図2】図2は、熱い製品を充填する間の容器の熱膨張を示す。
【図3】図3は、容器が漏れない様式で密封される瞬間の膨張した容器を示す。
【図4】図4は、冷却後の容器およびその内容物を具体的に示し;容器は温度の下落の影響下で収縮した。 図5〜8は、容器およびその内容物が共に加熱され、次に冷却される本発明の第2の態様を具体的に示す。
【図5】図5は、低温において製品を充填され、そして密封された容器を具体的に示す。
【図6】図6は、数分間、ホットバス中での加熱後の容器およびその内容物を具体的に示し;容器が温度の影響下で膨張する。
【図7】図7は、冷却後の容器およびその内容物を示し;容器は温度の下落の影響下で収縮した。
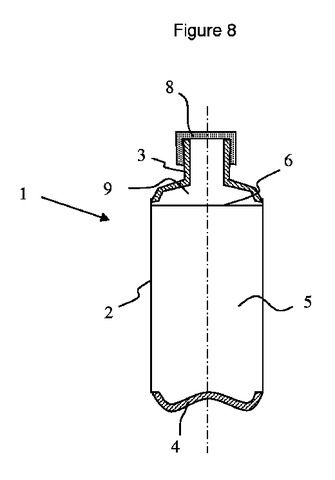
【図8】図8は、頸部、基部、および管状体を組み立てることによって形成された容器からなる本発明の好ましい態様を具体的に示し;この管状体は、ラミネートで形成されており、このチューブ体の膨張係数は、0.00014m/(m.K)より大きい。
【発明を実施するための形態】
【0025】
液体または粘性のある製品を包装するための幾つかの方法は、包装工程の間に、製品の温度に大きな変化を与える。温度変化は、製品の体積における変化となり、したがって容器における圧力変化となるので、これらの温度変化は、容器への制約である。
【0026】
発明者らは、熱間充填後の容器内の負の相対圧力を防止する容器を見いだした。本発明の第1の態様は、冷却中の容器の変形を防止するので、特に好都合である。本発明の第1の態様は、図1〜4によって具体的に説明される。
【0027】
図1は、本発明による容器のレイアウトを具体的に示す、容器1は、側壁2、頸部3および基部4を含み;そして容器は、温度の影響下でのその側壁の膨張により特徴付けられる。容器は、低温において供給され、この低温は、好ましくは周囲温度(20℃)である。当業者に公知の充填方法により、容器1は、図2に具体的に説明された充填工程の前に、クリーニングされ、すすがれ、乾燥される。本発明の要約を単純化するために、本発明を理解するために必要なステップのみが説明される。
【0028】
図2は、高温における製品5での容器1の充填を表わす。通常、この高い充填温度は85℃である。製品が容器中に注がれる場合、製品5の高温の影響下で、容器の壁2は、ほとんど即座に膨張する。容器の膨張は、充填の間に徐々に起こり、そして製品5との接触の限界および容器の壁を画定する充填レベル6に依存する。容器の膨張を、高さ変化7によって図式的に具体的に説明する。この壁2の熱膨張は、一般的に高さおよび直径における変化によって現れる。充填工程の後かつ密封される前に、これは、体積が初期体積より大きい容器となる。
【0029】
図3は、充填工程後の容器の密封を示し、製品5は、この密封の間、依然高温にある。キャップ8または密封の別の公知の手段が、頸部3に適用され、そして密封を確かにする。一般的に、密封時に、ある体積のガス9は、容器中に閉じ込められる。このガスの体積は、容器の充填の度合いに依存する。この体積のガスが密封時に熱くなりすぎることを防止するために、充填後に容器を急速に密封することが好ましい。上部にできた空間中に閉じ込められているガス9は、空気、窒素もしくは任意の他のガスまたは当業者に公知であるガスの混合物であることができる。密封の時に、容器1および製品5は高温にある。製品5の体積は、したがって、容器の壁と同様に膨張する。
【0030】
図4は、貯蔵温度に冷却後の容器およびその内容物を具体的に示す。しばしば、貯蔵温度は、周囲温度に近い。冷却の影響下で、容器およびその内容物は収縮する。水系の液体製品は、例えば、その温度が85℃〜20℃で変化する場合、その体積が約3%の変化を受ける。本発明による容器は、冷却の影響下で収縮し;そしてその収縮は、冷却後の容器中の相対圧力が正または0であるようであり;したがって、容器の収縮は製品の収縮以上である。
【0031】
容器を製造するために使用される材料の大部分は、製品の体積およびガスの体積9の変化を釣り合わせるのに不充分である熱膨張を有する。例えば、PETまたはHDPEでできた容器は、これらの材料の膨張係数が製品の体積の変化を釣り合わせるのに不充分であるので、冷却後に真空になるであろう。驚いたことに、LDPEでできた容器が、冷却後の容器中の負の相対圧力を防止することを可能にできる熱膨張特性を有することが見いだされた。さらに一般的に、容器の線熱膨張係数は、0.00014m/(m.K)より大きく、そして好ましくは0.00018m/(m.K)より大きいことが見いだされた。容器の充填レベルが低ければ低いほど、容器の膨張係数は高いことが好ましい。
【0032】
発明者らは、容器の線膨張が全方向において必ずしも等しくないことを見いだした。例えば、高さにおける容器の線膨張は、外周の膨張より大きい場合があり、または逆である場合がある。2つの垂直の方向に沿って測定された2つの膨張係数から、容器の体積において同一の変化を生じる平均線膨張係数を規定可能である。この平均線膨張係数は、0.00014m/(m.K)より大きく、そして好ましくは0.00018m/(m.K)より大きいことが見いだされた。
【0033】
冷却および収縮後の容器の形状は、充填かつ膨張前の容器の形状と一般的に同一である。しかし、ある場合には、わずかなヒステリシスが観察され、容器の収縮は、容器の膨張よりわずかに小さい。この場合は、容器の最終体積は、初期体積よりわずかに大きい。別の場合では、容器の収縮は、その膨張よりわずかに大きく;したがって、容器の最終体積は初期体積より小さい。一般的な法則として、容器の最終形状は、初期形状と実質的に同一であり、そして容器は、可逆的な様式で数回膨張でき、そして収縮できる。
【0034】
冷却は、急速、緩やか、段階的、または連続的であることができるので、容器の冷却は、ほとんど影響しない。しばしば、容器を水でスプレーすると、急速かつ効果的な冷却が可能になる。当事者に公知の種々の冷却方法を使用でき、容器の初期温度および最終温度のみが、容器の体積における変化に影響する。
【0035】
別の包装工程は、低温において製品を充填し、次に容器およびその内容物に熱処理を行うことにある。熱処理の間に容器中の過度の圧力を防止するので、本発明の第2の態様は特に好都合である。図5〜7は、本発明の第2の態様を具体的に示す。
【0036】
図5は、本発明による容器のレイアウトを具体的に示し、この容器1は、側壁2、頸部3および基部4を含む、そしてこの容器は、温度の影響下におけるその側壁の膨張によって特徴付けられる。この容器は、液体または粘性のある製品5を充填され、そしてキャップ8によって密封される。この容器およびその内容物は、低温にあり、この低温は、好ましくは周囲温度(20℃)である。一般的に、空気であることができるある体積9のガスは、上部にできた空間中に閉じ込められており。容器の充填の度合いは、液体のレベル6によって具体的に説明される。ガスの熱膨張が液体の熱膨張より大きいので、高度の充填は、有利である。90%より大きい容器1の一定充填を有することが好ましい。
【0037】
図6は、容器およびその内容物の温度を上昇させることを含む熱処理ステップを具体的に示す。多くの場合使用される、ある熱処理は、例えば、80℃で10分間、水浴中に容器およびその内容物を浸すことにある。熱処理は、容器およびその内容物の温度の段階的な上昇を生じ、製品5の体積膨張、およびガス体積9の体積膨張を引き起こす。本発明による容器は、容器中での高い相対圧力を防ぐことを可能にする、壁2の高い熱膨張によって特徴付けられる。従来技術による容器で直面する困難性は、容器中の高圧が基部4を反対方向に飛び出させるという事実と関連する。しばしば、基部4の特定のデザインは、基部の編芯を防ぐために必要である。このさらに耐久性の基部は、より重く、そしてさらに高価である。本発明は、この困難性を克服することを可能にし、熱処理の間の容器の壁の膨張は、容器中の圧力の上昇を防ぐことを可能にする。容器の壁の膨張は、高さ変化7によって具体的に説明される。容器の壁の熱膨張は、一般的に高さに沿って、かつ周囲に沿って生じる。好ましくは、容器の膨張は、製品5およびガス9の体積における変化を釣り合わせるようである。容器中の相対圧力は、実質的に一定なままでかつ0に近い。
【0038】
図7は、低温に冷却した後の容器およびその内容物を具体的に示し、該低温は、恐らく周囲温度である。一般的に、冷却後の最終温度は、熱処理前の初期温度に等しい。冷却中に、製品5およびガス9は収縮する。本発明による容器1はまた収縮し、この収縮は、高さの変化10によって具体的に説明される。一般的に、容器の収縮10の値は、膨張7の値と同一である。本発明の第2の態様は、薄い壁の容器を使用できるので、特に好都合である。発明者らは、0.00016m/(m.K)より大きい線熱膨張係数を有する容器が、熱処理の間の圧力を制限することができること;および0.00020m/(m.K)より大きい係数が特に好都合でることを見いだした。
【0039】
本発明による容器は、熱膨張特性および収縮特性によって特徴付けられる。容器の壁が0.00014m/(m.K)より大きい、そして好ましくは0.00018m/(m.K)より大きい線熱膨張係数を有することが好ましいことを見いだした。容器を製造するために使用される2〜3の材料が、前記の特性を得ることを可能にする。発明者らは、LDPEでできた容器がそれらの膨張特性により、特に好都合であることを見いだした。低結晶化度PPのあるグレードで得られた容器は、充分な膨張を得ることを可能にする、PPのこのグレードは、好ましくはコポリマーである。二軸配向容器は、高い熱膨張係数を有さないことが観察された。同様に、高結晶化度ポリマーで形成された容器は、低い熱膨張係数を有する。
【0040】
本発明は、多種多様な容器を製造することを可能にし;容器は、押し出しブロー成形により、射出成形により、管状押し出しにより、または他にフィルムからの組み立てにより、製造できる。容器は、押し出しブロー成形により製造されたボトルまたはフラスコ、成型により製造されたポットまたはビーカー、フィルムから溶着により製造された柔軟な袋であることができる。容器を製造するための方法は、容器の膨張係数に影響することができる。これは、押し出し工程が、程度の差はあるが著しくポリマー鎖を配向させることが知られていることによる。この鎖の配向は、測定の方向に依存して異なる膨張係数によって表わされる特性の異方性を生じることができる。本発明の要約を単純化するために、全ての方向で同一である平均線膨張係数が考慮される。
【0041】
容器の製造に使用される変形工程に関連する、熱膨張における大きな違いが観察された。さらなる変形工程がポリマー鎖を配向すればするほど、容器製造される容器の熱膨張は低くなると考えられる。
【0042】
容器の熱膨張係数を2つの方法により測定できる。第1の方法は、温度が変化した場合に、容器の体積における変化を測定することによって、容器の体積膨張係数を測定することを含む。第2の方法は、長い長さおよび狭い幅の2つのストリップを2つの垂直方向でとり、そして温度が変化した場合のこのストリップの長さの変化を測定することによって、2つの垂直方向での線膨張係数を測定することを含む。容器がフィルムから製造される場合、2つの方向でのこのフィルムの線膨張係数を測定することが容易である。
【0043】
容器のある例示的な態様が、図8中で具体的に説明されている。この容器1は、頸部3および基部4に溶着によって接続された管状体2を含む。キャップ8は、頸部3にぴったりと合い、そして容器が密封されることを可能にする。側壁を形成するこの管状体2は、押し出され、またはフィルムでできていることができ、管状体2の終端は、溶着により接続されている。フィルムは、単一層フィルムまたは多層フィルムであることができる。このフィルムは、剛体である層を含まず、そしてアルミニウム層または二軸配向ポリマー層等の低膨張係数を有する。バリアー特性を有するポリマーの薄層が多層構造中に挿入されていることができることが観察された。薄いEVOH層を含むLDPEフィルムは、0.00018m/(m.K)より大きい熱膨張特性を有する。多層フィルムは、含まれる層が薄く、そして多層フィルムの膨張を妨害しない場合、低い熱膨張係数を有する層を含むことができることが見いだされた。このフィルムは、0.00014m/(m.K)より大きい、そして好ましくは0.00018m/(m.K)より大きい線熱膨張係数を有する少なくとも70%のポリマーを含むことが好ましい。PE系およびEVOH系多層フィルムでは、EVOH層の厚さは、全厚さの10%より薄いことが好ましい。フィルムの厚さが300μmである場合、EVOH層の厚さは、30μmより薄く、そして好ましくは20μmより薄い。頸部および基部は、容器に、剛性および強度を提供し、そしてより厚い壁厚さの部分的に剛体の要素からなる。そうした容器は、その側壁によって温度変化の間に、製品と共に膨張し、そして収縮する。頸部および基部の寸法は、温度とともにわずかにだけ変化する。
【0044】
本発明は、0.00014m/(m.K)より大きい膨張係数を有する材料に関連する上記の例に限定されず、この材料は、ポリマーをブレンドすることによって、重合することによって、混ぜ合わせることによってまたは当業者に公知の任意の他の技術によって恐らく得ることができる。ポリオレフィンのブレンド、エラストマーの添加、ポリオレフィン系合金の製造は、容器の膨張係数を含まれる製品の膨張係数に調整することを可能にする。多層構造はまた、容器の壁の膨張特性を含まれる製品の膨張特性に修正することを可能にする。
【図1−2】
【図3−4】
【図5−7】
【技術分野】
【0001】
本発明は、液体または粘性のある製品のためのプラスチック容器に関する。さらに具体的に言うと、その内容物が数十℃の温度変化を受ける容器に関する。本発明は、特に熱間充填(70℃超)による包装分野および、熱処理(低温殺菌)による包装分野に関する。
【背景技術】
【0002】
ポリエチレンテレフタレート(PET)ボトルは、耐性、軽さ、透明性およびオルガノレプティシティー(organolepticity)のそれらの優れた特性により多くの分野で使用される。これらのボトルは、プレフォームを型内で二軸延伸することにより、高い生産効率で製造される。
【0003】
しかし、これらのボトルが多くの利点を提供するにも関わらず、それらの温度が60℃より高い場合、これらのボトルは変形する欠点を有する。(70℃超の)高温において製品をこれらのボトルに充填すると、このボトルが使用に適さなくなるそうした歪みを生じる。前記の欠点を改善し、そしてPETボトルが熱間充填されることを可能にするための幾つかの方法が、従来技術に記載されてきた。
【0004】
熱処理は、二軸配向PETボトルの耐熱性を改善するのに最も効果的な方法である。商業的運用において広く使用されているこの方法の原理は、結晶化、従って高温における分子安定性を高めるように、ボトルの壁を熱処理に曝すことにある。この原理は、種々の様式で熱処理方法および従来技術に記載された機器において適用できる。熱処理法の一つの主な利点は、ボトルの熱処理がこのボトルの製造の間に行われ、充填工程が変更される必要がないことである。
【0005】
しかし、高温において液体を充填されることを可能にするために、熱処理を受けたボトルは、幾つかの欠点を有する。
【0006】
これらのボトルの第1の欠点は、特定グレードのポリエチレンテレフタレートしか使用できないという事実にある。これらの特定グレードは、製造するのが難しく、そして容器のコストを増大させる。
【0007】
第2の欠点は、熱処理工程が、ブロー成形サイクルを遅くするので、ボトルの生産効率が低下することに関連する。
【0008】
第3の欠点は、これらのボトルの重量による。ボトルが熱い液体で充填される場合、これは、冷却後に、ボトルの内側の負圧となり;この負圧は、ボトルの壁をランダムに変形させる影響を有する。ボトル中の負圧を相殺するために最も広く使用される方法は、ボトルを制御された様式で変形させることができる、補正パネル(compensating panel)を加えることである。しかし、補正パネルを有するボトルは、さらなる剛体であり、したがってより重い。結果として、製品の良好な保存のために正確に必要であるより、多くの材料が使用される。さらに、補正パネルは、容器の外観を損ない、ユーザーにとって、より魅力的でなくなる。
【発明の概要】
【発明が解決しようとする課題】
【0009】
柔軟な袋はまた、液体製品を包装するために使用される。これらの袋は、予め印刷されたフィルムから製造される。これらの容器は、重量、コストおよび使用前および使用後のコンパクトさを含む、多くの利点を提供する。しかし、それらは、特に、それらの内容物が高温変化に曝される場合に欠点を有する。特に、故意にまたは(例えば、太陽に曝されている車の中に置いておくこと等による)故意でなく、包装された液体が加熱される場合、製品は容器が破裂する程度にまで時々膨張する。
【課題を解決するための手段】
【0010】
本発明の要約において以下の用語および略称を使用する:
ラミネート:幾つかのフィルムのラミネーションで生じる多層フィルム
PET:ポリエチレンテレフタレート
PP:ポリプロピレン
PE:ポリエチレン
LDPE:低密度ポリエチレン
LLDPE:リニアー低密度ポリエチレン
HDPE:高い密度ポリエチレン
EVOH:エチレン/ビニルアルコール
【0011】
本発明は、容器が温度変化に曝された場合に、含まれる製品とともに膨張し、そして収縮する、容器による前記の欠点を克服することを可能にする。
【0012】
本発明の要約において、「含まれる製品」は、固体の要素を含むことができる液体または粘性のある製品を意味する。これらの製品は、主に水系であるため、この製品の体積変化は、温度が65℃変化すると約3%であり、約0.00042m3/(m3.K)の体積膨張係数および0.00014m/(m.K)の線膨張係数に相当する。水の熱膨張が温度とともに変わることを知った上で、これらの値を目安として与える。
【0013】
この製品はまた、油系であることができ、そしてこれらの挙動は、使用される油の熱特性に依存する。
【0014】
この容器は、高温における包装に使用される場合、多くの利点を有する。PETボトルと異なり、この容器は、充填温度の影響下での壁の収縮を防ぐために、熱処理工程を必要としない。PETボトルと異なり、この容器は、冷却の間に製品の体積の変化を相殺するために補正パネルを必要としない。
【0015】
この容器は、その熱膨張が製品の熱膨張以上であるという事実によって特徴付けられる。充填の間、製品の温度は、膨張する容器の壁を加熱する。膨張した容器は、次に密封される。冷却時に、この容器は収縮し、そしてその初期形状に戻り;この結果、冷却後に、正または0である容器中の相対圧力となる。容器の圧縮強度を改善し、また容器をつかむことを容易にするので、冷却後の容器中の非常に小さい圧力が好都合である。
【0016】
例えば、低温殺菌工程等の、容器およびその内容物の熱処理を必要とする充填工程における容器の使用はまた、特に好都合である。容器および製品の温度の上昇の間に、容器は、少なくとも製品と同じ程度膨張し、容器内での過度の圧力上昇を防ぐ。
【0017】
この容器は、その美的特性が変更されず、そして容器内における非常に低い圧力変化を有するように温度変化に適合するので、ユーザーにとって、この容器は関心事である。
【0018】
本発明による容器の別の利点は、含まれる製品が温度上昇に曝される場合、容器は、製品、従って壁と共に膨張し、容器の基部および(柔軟なフィルムを使用して容器が製造されている場合)ウエルドは、圧力上昇に曝されないか、または非常にわずかしか曝されず、したがって圧力上昇に容易に耐える。
【0019】
本発明は、液体または粘性のある製品を包装するために使用できる。
【0020】
広範な容器が、本発明により製造できる。この容器は、成形によって、押し出しブロー成形によって製造でき、またはフィルムから製造できる。
【0021】
ある特に好都合な容器は、フィルムで形成された側壁、およびまた基部、およびこのフィルムに溶着により接続された頸部からなる。
【0022】
容器を製造するのに使用される大部分の材料は、容器の内容物の体積における変化を相殺するのに不充分である熱膨張を有する。
【0023】
本発明による容器の膨張係数は、含まれる製品の膨張係数以上である。容器の壁の線膨張係数は、一般的に0.00014m/(m.K)より大きく、そして好ましくは0.00018m/(m.K)より大きい。低密度ポリエチレンに基づく容器は、特に好都合である。
【図面の簡単な説明】
【0024】
本発明は、下記の態様の記載の助け、および以下の図からより良く理解されるであろう:
図1〜4は、熱間充填工程からなる本発明の第1の態様を具体的に示す。
【図1】図1は、充填前の容器を具体的に示す。
【図2】図2は、熱い製品を充填する間の容器の熱膨張を示す。
【図3】図3は、容器が漏れない様式で密封される瞬間の膨張した容器を示す。
【図4】図4は、冷却後の容器およびその内容物を具体的に示し;容器は温度の下落の影響下で収縮した。 図5〜8は、容器およびその内容物が共に加熱され、次に冷却される本発明の第2の態様を具体的に示す。
【図5】図5は、低温において製品を充填され、そして密封された容器を具体的に示す。
【図6】図6は、数分間、ホットバス中での加熱後の容器およびその内容物を具体的に示し;容器が温度の影響下で膨張する。
【図7】図7は、冷却後の容器およびその内容物を示し;容器は温度の下落の影響下で収縮した。
【図8】図8は、頸部、基部、および管状体を組み立てることによって形成された容器からなる本発明の好ましい態様を具体的に示し;この管状体は、ラミネートで形成されており、このチューブ体の膨張係数は、0.00014m/(m.K)より大きい。
【発明を実施するための形態】
【0025】
液体または粘性のある製品を包装するための幾つかの方法は、包装工程の間に、製品の温度に大きな変化を与える。温度変化は、製品の体積における変化となり、したがって容器における圧力変化となるので、これらの温度変化は、容器への制約である。
【0026】
発明者らは、熱間充填後の容器内の負の相対圧力を防止する容器を見いだした。本発明の第1の態様は、冷却中の容器の変形を防止するので、特に好都合である。本発明の第1の態様は、図1〜4によって具体的に説明される。
【0027】
図1は、本発明による容器のレイアウトを具体的に示す、容器1は、側壁2、頸部3および基部4を含み;そして容器は、温度の影響下でのその側壁の膨張により特徴付けられる。容器は、低温において供給され、この低温は、好ましくは周囲温度(20℃)である。当業者に公知の充填方法により、容器1は、図2に具体的に説明された充填工程の前に、クリーニングされ、すすがれ、乾燥される。本発明の要約を単純化するために、本発明を理解するために必要なステップのみが説明される。
【0028】
図2は、高温における製品5での容器1の充填を表わす。通常、この高い充填温度は85℃である。製品が容器中に注がれる場合、製品5の高温の影響下で、容器の壁2は、ほとんど即座に膨張する。容器の膨張は、充填の間に徐々に起こり、そして製品5との接触の限界および容器の壁を画定する充填レベル6に依存する。容器の膨張を、高さ変化7によって図式的に具体的に説明する。この壁2の熱膨張は、一般的に高さおよび直径における変化によって現れる。充填工程の後かつ密封される前に、これは、体積が初期体積より大きい容器となる。
【0029】
図3は、充填工程後の容器の密封を示し、製品5は、この密封の間、依然高温にある。キャップ8または密封の別の公知の手段が、頸部3に適用され、そして密封を確かにする。一般的に、密封時に、ある体積のガス9は、容器中に閉じ込められる。このガスの体積は、容器の充填の度合いに依存する。この体積のガスが密封時に熱くなりすぎることを防止するために、充填後に容器を急速に密封することが好ましい。上部にできた空間中に閉じ込められているガス9は、空気、窒素もしくは任意の他のガスまたは当業者に公知であるガスの混合物であることができる。密封の時に、容器1および製品5は高温にある。製品5の体積は、したがって、容器の壁と同様に膨張する。
【0030】
図4は、貯蔵温度に冷却後の容器およびその内容物を具体的に示す。しばしば、貯蔵温度は、周囲温度に近い。冷却の影響下で、容器およびその内容物は収縮する。水系の液体製品は、例えば、その温度が85℃〜20℃で変化する場合、その体積が約3%の変化を受ける。本発明による容器は、冷却の影響下で収縮し;そしてその収縮は、冷却後の容器中の相対圧力が正または0であるようであり;したがって、容器の収縮は製品の収縮以上である。
【0031】
容器を製造するために使用される材料の大部分は、製品の体積およびガスの体積9の変化を釣り合わせるのに不充分である熱膨張を有する。例えば、PETまたはHDPEでできた容器は、これらの材料の膨張係数が製品の体積の変化を釣り合わせるのに不充分であるので、冷却後に真空になるであろう。驚いたことに、LDPEでできた容器が、冷却後の容器中の負の相対圧力を防止することを可能にできる熱膨張特性を有することが見いだされた。さらに一般的に、容器の線熱膨張係数は、0.00014m/(m.K)より大きく、そして好ましくは0.00018m/(m.K)より大きいことが見いだされた。容器の充填レベルが低ければ低いほど、容器の膨張係数は高いことが好ましい。
【0032】
発明者らは、容器の線膨張が全方向において必ずしも等しくないことを見いだした。例えば、高さにおける容器の線膨張は、外周の膨張より大きい場合があり、または逆である場合がある。2つの垂直の方向に沿って測定された2つの膨張係数から、容器の体積において同一の変化を生じる平均線膨張係数を規定可能である。この平均線膨張係数は、0.00014m/(m.K)より大きく、そして好ましくは0.00018m/(m.K)より大きいことが見いだされた。
【0033】
冷却および収縮後の容器の形状は、充填かつ膨張前の容器の形状と一般的に同一である。しかし、ある場合には、わずかなヒステリシスが観察され、容器の収縮は、容器の膨張よりわずかに小さい。この場合は、容器の最終体積は、初期体積よりわずかに大きい。別の場合では、容器の収縮は、その膨張よりわずかに大きく;したがって、容器の最終体積は初期体積より小さい。一般的な法則として、容器の最終形状は、初期形状と実質的に同一であり、そして容器は、可逆的な様式で数回膨張でき、そして収縮できる。
【0034】
冷却は、急速、緩やか、段階的、または連続的であることができるので、容器の冷却は、ほとんど影響しない。しばしば、容器を水でスプレーすると、急速かつ効果的な冷却が可能になる。当事者に公知の種々の冷却方法を使用でき、容器の初期温度および最終温度のみが、容器の体積における変化に影響する。
【0035】
別の包装工程は、低温において製品を充填し、次に容器およびその内容物に熱処理を行うことにある。熱処理の間に容器中の過度の圧力を防止するので、本発明の第2の態様は特に好都合である。図5〜7は、本発明の第2の態様を具体的に示す。
【0036】
図5は、本発明による容器のレイアウトを具体的に示し、この容器1は、側壁2、頸部3および基部4を含む、そしてこの容器は、温度の影響下におけるその側壁の膨張によって特徴付けられる。この容器は、液体または粘性のある製品5を充填され、そしてキャップ8によって密封される。この容器およびその内容物は、低温にあり、この低温は、好ましくは周囲温度(20℃)である。一般的に、空気であることができるある体積9のガスは、上部にできた空間中に閉じ込められており。容器の充填の度合いは、液体のレベル6によって具体的に説明される。ガスの熱膨張が液体の熱膨張より大きいので、高度の充填は、有利である。90%より大きい容器1の一定充填を有することが好ましい。
【0037】
図6は、容器およびその内容物の温度を上昇させることを含む熱処理ステップを具体的に示す。多くの場合使用される、ある熱処理は、例えば、80℃で10分間、水浴中に容器およびその内容物を浸すことにある。熱処理は、容器およびその内容物の温度の段階的な上昇を生じ、製品5の体積膨張、およびガス体積9の体積膨張を引き起こす。本発明による容器は、容器中での高い相対圧力を防ぐことを可能にする、壁2の高い熱膨張によって特徴付けられる。従来技術による容器で直面する困難性は、容器中の高圧が基部4を反対方向に飛び出させるという事実と関連する。しばしば、基部4の特定のデザインは、基部の編芯を防ぐために必要である。このさらに耐久性の基部は、より重く、そしてさらに高価である。本発明は、この困難性を克服することを可能にし、熱処理の間の容器の壁の膨張は、容器中の圧力の上昇を防ぐことを可能にする。容器の壁の膨張は、高さ変化7によって具体的に説明される。容器の壁の熱膨張は、一般的に高さに沿って、かつ周囲に沿って生じる。好ましくは、容器の膨張は、製品5およびガス9の体積における変化を釣り合わせるようである。容器中の相対圧力は、実質的に一定なままでかつ0に近い。
【0038】
図7は、低温に冷却した後の容器およびその内容物を具体的に示し、該低温は、恐らく周囲温度である。一般的に、冷却後の最終温度は、熱処理前の初期温度に等しい。冷却中に、製品5およびガス9は収縮する。本発明による容器1はまた収縮し、この収縮は、高さの変化10によって具体的に説明される。一般的に、容器の収縮10の値は、膨張7の値と同一である。本発明の第2の態様は、薄い壁の容器を使用できるので、特に好都合である。発明者らは、0.00016m/(m.K)より大きい線熱膨張係数を有する容器が、熱処理の間の圧力を制限することができること;および0.00020m/(m.K)より大きい係数が特に好都合でることを見いだした。
【0039】
本発明による容器は、熱膨張特性および収縮特性によって特徴付けられる。容器の壁が0.00014m/(m.K)より大きい、そして好ましくは0.00018m/(m.K)より大きい線熱膨張係数を有することが好ましいことを見いだした。容器を製造するために使用される2〜3の材料が、前記の特性を得ることを可能にする。発明者らは、LDPEでできた容器がそれらの膨張特性により、特に好都合であることを見いだした。低結晶化度PPのあるグレードで得られた容器は、充分な膨張を得ることを可能にする、PPのこのグレードは、好ましくはコポリマーである。二軸配向容器は、高い熱膨張係数を有さないことが観察された。同様に、高結晶化度ポリマーで形成された容器は、低い熱膨張係数を有する。
【0040】
本発明は、多種多様な容器を製造することを可能にし;容器は、押し出しブロー成形により、射出成形により、管状押し出しにより、または他にフィルムからの組み立てにより、製造できる。容器は、押し出しブロー成形により製造されたボトルまたはフラスコ、成型により製造されたポットまたはビーカー、フィルムから溶着により製造された柔軟な袋であることができる。容器を製造するための方法は、容器の膨張係数に影響することができる。これは、押し出し工程が、程度の差はあるが著しくポリマー鎖を配向させることが知られていることによる。この鎖の配向は、測定の方向に依存して異なる膨張係数によって表わされる特性の異方性を生じることができる。本発明の要約を単純化するために、全ての方向で同一である平均線膨張係数が考慮される。
【0041】
容器の製造に使用される変形工程に関連する、熱膨張における大きな違いが観察された。さらなる変形工程がポリマー鎖を配向すればするほど、容器製造される容器の熱膨張は低くなると考えられる。
【0042】
容器の熱膨張係数を2つの方法により測定できる。第1の方法は、温度が変化した場合に、容器の体積における変化を測定することによって、容器の体積膨張係数を測定することを含む。第2の方法は、長い長さおよび狭い幅の2つのストリップを2つの垂直方向でとり、そして温度が変化した場合のこのストリップの長さの変化を測定することによって、2つの垂直方向での線膨張係数を測定することを含む。容器がフィルムから製造される場合、2つの方向でのこのフィルムの線膨張係数を測定することが容易である。
【0043】
容器のある例示的な態様が、図8中で具体的に説明されている。この容器1は、頸部3および基部4に溶着によって接続された管状体2を含む。キャップ8は、頸部3にぴったりと合い、そして容器が密封されることを可能にする。側壁を形成するこの管状体2は、押し出され、またはフィルムでできていることができ、管状体2の終端は、溶着により接続されている。フィルムは、単一層フィルムまたは多層フィルムであることができる。このフィルムは、剛体である層を含まず、そしてアルミニウム層または二軸配向ポリマー層等の低膨張係数を有する。バリアー特性を有するポリマーの薄層が多層構造中に挿入されていることができることが観察された。薄いEVOH層を含むLDPEフィルムは、0.00018m/(m.K)より大きい熱膨張特性を有する。多層フィルムは、含まれる層が薄く、そして多層フィルムの膨張を妨害しない場合、低い熱膨張係数を有する層を含むことができることが見いだされた。このフィルムは、0.00014m/(m.K)より大きい、そして好ましくは0.00018m/(m.K)より大きい線熱膨張係数を有する少なくとも70%のポリマーを含むことが好ましい。PE系およびEVOH系多層フィルムでは、EVOH層の厚さは、全厚さの10%より薄いことが好ましい。フィルムの厚さが300μmである場合、EVOH層の厚さは、30μmより薄く、そして好ましくは20μmより薄い。頸部および基部は、容器に、剛性および強度を提供し、そしてより厚い壁厚さの部分的に剛体の要素からなる。そうした容器は、その側壁によって温度変化の間に、製品と共に膨張し、そして収縮する。頸部および基部の寸法は、温度とともにわずかにだけ変化する。
【0044】
本発明は、0.00014m/(m.K)より大きい膨張係数を有する材料に関連する上記の例に限定されず、この材料は、ポリマーをブレンドすることによって、重合することによって、混ぜ合わせることによってまたは当業者に公知の任意の他の技術によって恐らく得ることができる。ポリオレフィンのブレンド、エラストマーの添加、ポリオレフィン系合金の製造は、容器の膨張係数を含まれる製品の膨張係数に調整することを可能にする。多層構造はまた、容器の壁の膨張特性を含まれる製品の膨張特性に修正することを可能にする。
【図1−2】
【図3−4】
【図5−7】
【特許請求の範囲】
【請求項1】
プラスチック容器の頸部および基部に接続された側壁を含んでなるプラスチック容器に、液体または粘性のある製品を熱間充填する方法;該方法は少なくとも、高温で該容器に製品を充填する工程、該容器を密封する工程、該容器およびその内容物を冷却する工程を含み;該方法は、該側壁の線熱膨張係数が0.00014m/(m.K)より大きいプラスチック容器が使用されること、および該容器が少なくともその内容物と同じ程度、膨張し、そして収縮できることに特徴がある。
【請求項2】
該容器がその内容物よりさらに膨張でき、そして収縮できる、請求項1に記載の充填方法。
【請求項3】
該容器およびその内容物を冷却した後で、0以上である圧力が該容器内で発生する、請求項1または2に記載の熱間充填方法。
【請求項4】
基部および頸部に接続された側壁を含んでなる、液体または粘性のある製品の熱間充填のためのプラスチック容器;該容器は、補正パネルが無いこと、および該容器の該側壁の線熱膨張係数が、0.00014m/(m.K)より大きいことにより特徴付けられる。
【請求項5】
請求項1〜3のいずれか一項で規定された方法により得られた、容器。
【請求項6】
その熱膨張係数が0.00018m/(m.K)より大きい、請求項4または5に記載の容器。
【請求項7】
その側壁が少なくとも70%のLDPEを含む、請求項4〜6のいずれか一項に記載の容器。
【請求項8】
溶着によって頸部(3)および少なくとも部分的に剛体である基部(4)に接続された柔軟な側壁(2)を含む、請求項4〜7のいずれか一項に記載の容器であって、該柔軟な側壁が、単一層フィルムまたは多層フィルムで形成されている、容器。
【請求項9】
0℃〜100℃の温度範囲において、該容器の膨張および収縮が、該製品の膨張および収縮に、少なくとも等しいことを特徴とする、請求項4〜8のいずれか一項に記載の容器および該容器中に含まれる製品からなる集成体。
【請求項10】
温度が低下した場合に、その圧力が一定であるか、または上昇し、そして温度が上昇した場合に、その圧力が一定であるか、または低下する、密封された請求項9に記載の集成体。
【請求項1】
プラスチック容器の頸部および基部に接続された側壁を含んでなるプラスチック容器に、液体または粘性のある製品を熱間充填する方法;該方法は少なくとも、高温で該容器に製品を充填する工程、該容器を密封する工程、該容器およびその内容物を冷却する工程を含み;該方法は、該側壁の線熱膨張係数が0.00014m/(m.K)より大きいプラスチック容器が使用されること、および該容器が少なくともその内容物と同じ程度、膨張し、そして収縮できることに特徴がある。
【請求項2】
該容器がその内容物よりさらに膨張でき、そして収縮できる、請求項1に記載の充填方法。
【請求項3】
該容器およびその内容物を冷却した後で、0以上である圧力が該容器内で発生する、請求項1または2に記載の熱間充填方法。
【請求項4】
基部および頸部に接続された側壁を含んでなる、液体または粘性のある製品の熱間充填のためのプラスチック容器;該容器は、補正パネルが無いこと、および該容器の該側壁の線熱膨張係数が、0.00014m/(m.K)より大きいことにより特徴付けられる。
【請求項5】
請求項1〜3のいずれか一項で規定された方法により得られた、容器。
【請求項6】
その熱膨張係数が0.00018m/(m.K)より大きい、請求項4または5に記載の容器。
【請求項7】
その側壁が少なくとも70%のLDPEを含む、請求項4〜6のいずれか一項に記載の容器。
【請求項8】
溶着によって頸部(3)および少なくとも部分的に剛体である基部(4)に接続された柔軟な側壁(2)を含む、請求項4〜7のいずれか一項に記載の容器であって、該柔軟な側壁が、単一層フィルムまたは多層フィルムで形成されている、容器。
【請求項9】
0℃〜100℃の温度範囲において、該容器の膨張および収縮が、該製品の膨張および収縮に、少なくとも等しいことを特徴とする、請求項4〜8のいずれか一項に記載の容器および該容器中に含まれる製品からなる集成体。
【請求項10】
温度が低下した場合に、その圧力が一定であるか、または上昇し、そして温度が上昇した場合に、その圧力が一定であるか、または低下する、密封された請求項9に記載の集成体。
【図8】

【公表番号】特表2010−533106(P2010−533106A)
【公表日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2010−515631(P2010−515631)
【出願日】平成20年6月27日(2008.6.27)
【国際出願番号】PCT/IB2008/052599
【国際公開番号】WO2009/007869
【国際公開日】平成21年1月15日(2009.1.15)
【出願人】(508053821)エイサパック ホールディング ソシエテ アノニム (16)
【Fターム(参考)】
【公表日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成20年6月27日(2008.6.27)
【国際出願番号】PCT/IB2008/052599
【国際公開番号】WO2009/007869
【国際公開日】平成21年1月15日(2009.1.15)
【出願人】(508053821)エイサパック ホールディング ソシエテ アノニム (16)
【Fターム(参考)】
[ Back to top ]