
熱間鍛造プレス
【課題】工場に新たな通信インフラ設備を敷設することなく、また、情報セキュリティーを確保して熱間鍛造プレスを遠隔保守する。
【解決手段】熱間鍛造プレス(10)は、プレス本体(12)と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラ(14)と、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置(16)とを備えている。ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される。
【解決手段】熱間鍛造プレス(10)は、プレス本体(12)と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラ(14)と、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置(16)とを備えている。ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱間鍛造プレスに関し、特に、PLC(プログラマブル・ロジック・コントローラ)を有する熱間鍛造プレスに関する。
【背景技術】
【0002】
PLCを有する熱間鍛造プレスでは、プレスする製品や使用環境によって、PLCが記録している運転パターンプログラムを変更管理する必要がある。
【0003】
しかし、実際には、運転パターンプログラムを管理できる者がプレス工場に常駐していない場合があり、僅かな使用環境の変化などでプレス運転に支障が出る場合でも、運転パターンプログラムの変更の必要を確認したり、プログラムの書き換えを行ったりするには、プログラムの管理者をプレス工場に呼び寄せる必要があった。
【0004】
関連技術として、プレスの運転状況を遠隔地で監視するモニタシステムがいくつか公知となっている(例えば、特許文献1〜4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−230398号公報
【特許文献2】特開2000−210800号公報
【特許文献3】特開2000−263381号公報
【特許文献4】特開2004−145742号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の問題に対し、PLCをインターネットに接続し運転パターンプログラムをインターネット経由で遠方にいる管理者が管理できるようにすることが考えられる。しかし、その場合には、プレス工場に新たに専用インターネット回線を引き込んだり、工場内のイントラネットに接続したりする必要があり、工場側の手間や情報セキュリティーの問題がある。
【0007】
かかる問題に鑑み、本発明は、工場に新たな通信インフラ設備を敷設することなく、また、情報セキュリティーを確保して熱間鍛造プレスを遠隔保守することを課題とする。
【課題を解決するための手段】
【0008】
本発明の一局面に従った熱間鍛造プレスは、プレス本体と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラと、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置とを備えている。そして、ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新されるようになっている。
【発明の効果】
【0009】
本発明によれば、熱間鍛造プレスのPLCが単独で管理者とデータの送受が行えるため、新たに専用インターネット回線を引き込んだり、イントラネットに接続したりすることなく、遠方から簡易にPLC内の運転パターンプログラムを管理することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態に係る熱間鍛造プレスの構成図
【図2】公衆無線通信回線を利用して熱間鍛造プレスを遠隔保守する例を示す図
【図3】PLCに保持されている運転パターンプログラムを遠隔操作によって変更する例を示す図
【発明を実施するための形態】
【0011】
以下、図面を参照しながら本発明の実施形態について説明する。
【0012】
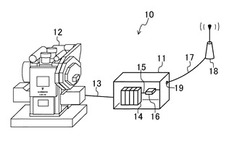
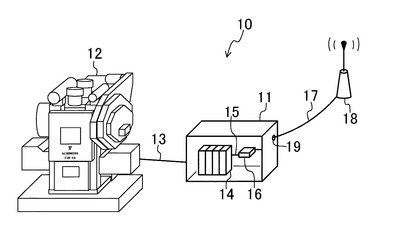
図1は、本発明の一実施形態に係る熱間鍛造プレスの構成を示す。熱間鍛造プレス10は、プレス本体12、PLC14、および無線通信装置16を備えている。
【0013】
プレス本体12は、高温に熱した成形用材料を、偏心軸にコネクティングロッドを介して昇降自在に吊支するスライドの下底面に装着された金型上型と当該金型上型に対向したベッド上面に装着された金型下型とで打撃・加圧して鍛造成形品を生成する。
【0014】
なお、プレス本体12は、材料供給装置や金型潤滑装置などの周辺装置や、荷重計や軸受温度計などのセンサー類を含む場合がある。
【0015】
プレス本体12とPLC14とはリレー接点入出力用のケーブル13で接続されている。ケーブル13を介して、プレス本体12の各種センサーの信号がPLC14に接点入力される。また、ケーブル13を介して、PLC14の内部コイルのオン/オフをプレス本体12の各種アクチュエータに接点出力する。
【0016】
プレス本体12の各種アクチュエータは所定のリレーシーケンスに従って制御される。PLC14は、そのようなリレーシーケンスを運転パターンプログラムとして保持しており、当該プログラムに従ってプレス本体12をシーケンス制御する。PLC14を用いると、運転パターンプログラムを書き換えるだけでプレス本体12の運転パターンを変更することができるため、保守性・拡張性が向上する。
【0017】
運転パターンプログラムの作成・変更は、PLC14に保守端末を接続して行う。運転パターンプログラムは、保守端末にインストールされた専用ソフトウェアを用いて容易に作成・変更することができる。
【0018】
PLC14と無線通信装置16とはLANケーブル15で接続されている。無線通信装置16は、公衆無線通信回線に接続する機能と、ルーター機能とを有しており、公衆無線通信回線を通じてPLC14をネットワークに接続する。公衆無線通信回線は無線通信装置16のWAN側に接続され、PLC14はLAN側に接続されている。これにより、遠隔地の保守端末とPLC14との間でデータ送受信が可能となり、保守端末からPLC14を遠隔操作して運転パターンプログラムの変更をすることができる。
【0019】
なお、無線通信装置16にはアンテナケーブル17を介して外部アンテナ18を接続することができる。外部アンテナ18を適当な場所に設置することにより、携帯電話の電波受信状態を良化することができる。
【0020】
通常、プレス本体12の周辺は高温や粉塵などの過酷な状況となるため、無線通信装置16は冷却装置のついたケース11内に設けられるとよい。さらに、ケース11をPLC14を収納する操作盤とすると設備が簡素化できてよい。この場合、外部アンテナ18をケース11の外部に設置できるようにするために、ケース11に貫通部19を設けてアンテナケーブル17を通すようにするとよい。あるいは、ケース11外にアンテナケーブル17を引き回さずに、貫通部19を通じてケース11に外部アンテナ18を直付けするようにしてもよい。
【0021】
次に、本実施形態に係る熱間鍛造プレス10を遠隔保守する例について説明する。
【0022】
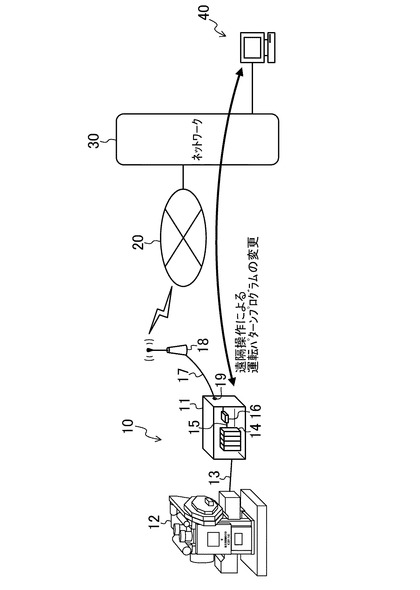
図2は、公衆無線通信回線を利用して熱間鍛造プレス10を遠隔保守する例を示す。
【0023】
遠隔地に保守端末40があり、保守端末40はネットワーク30に接続されている。保守端末40は、例えば、PLC14を操作するための専用ソフトウェアがインストールされたパソコンである。
【0024】
ネットワーク30と保守端末40との接続方法は有線、無線のいずれでもよい。ただし、情報セキュリティーを確保するために、ネットワーク30と保守端末40とはVPN(Virtual Private Network)で接続することが望ましい。
【0025】
ネットワーク30として、広域イーサネット(登録商標)やIP−VPNなどのプロバイダが提供する閉域ネットワークや、一般のインターネットなどを利用することができる。閉域ネットワークは、利用コストが高いが、広い通信帯域を確保できるため安定性に優れている。一方、インターネットは、安定性に欠けるものの利用コストが安価である。
【0026】
公衆無線通信回線20はモバイル通信事業者から提供されるものであり、携帯電話回線、無線データ通信回線などを含む。公衆無線通信回線20は、一般のインターネットはもちろん、閉域ネットワークにも接続されている。
【0027】
公衆無線通信回線20の通信方式は、GSM(Global System for Mobile Communications)、3G(3rd Generation)、UMTS(Universal Mobile Telecommunications System)、IEEE802.11シリーズ、IEEE802.15シリーズ、IEEE802.16シリーズなどである。通信方式はデジタルおよびアナログのいずれでもよい。また、公衆無線通信回線20はPHSであってもよい。
【0028】
無線通信装置16は、公衆無線通信回線20を通じてPLC14をネットワーク30に接続する。これにより、PLC14と保守端末40とがVPNで接続され、遠隔地の保守端末40からPLC14を遠隔操作して運転パターンプログラムを変更することができる。
【0029】
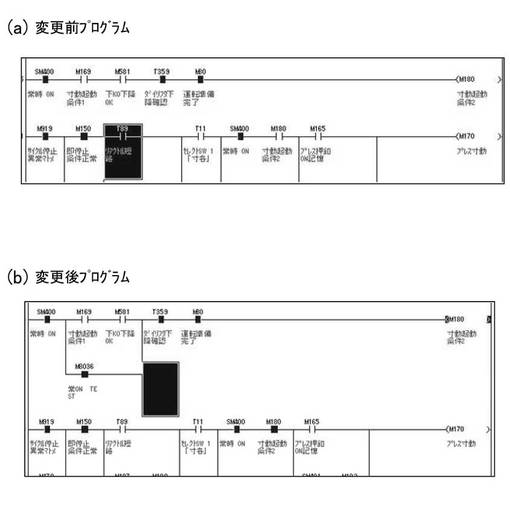
図3は、PLC14に保持されている運転パターンプログラムを遠隔操作によって変更する例を示す。例えば、図3(a)に示した変更前プログラムにおいて、接点M169,M581に動作不具合があるとする。その場合、遠隔地の保守端末40からPLC14を遠隔操作して、PLC14が保持している運転パターンプログラムを、図3(b)に示したような、接点M169,M581に並列に常時オンの接点M8036が挿入されたプログラムに書き換えることができる。
【符号の説明】
【0030】
10 熱間鍛造プレス
12 プレス本体
14 PLC(プログラマブル・ロジック・コントローラ)
16 無線通信装置
20 公衆無線通信回線
30 ネットワーク
40 保守端末
【技術分野】
【0001】
本発明は、熱間鍛造プレスに関し、特に、PLC(プログラマブル・ロジック・コントローラ)を有する熱間鍛造プレスに関する。
【背景技術】
【0002】
PLCを有する熱間鍛造プレスでは、プレスする製品や使用環境によって、PLCが記録している運転パターンプログラムを変更管理する必要がある。
【0003】
しかし、実際には、運転パターンプログラムを管理できる者がプレス工場に常駐していない場合があり、僅かな使用環境の変化などでプレス運転に支障が出る場合でも、運転パターンプログラムの変更の必要を確認したり、プログラムの書き換えを行ったりするには、プログラムの管理者をプレス工場に呼び寄せる必要があった。
【0004】
関連技術として、プレスの運転状況を遠隔地で監視するモニタシステムがいくつか公知となっている(例えば、特許文献1〜4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−230398号公報
【特許文献2】特開2000−210800号公報
【特許文献3】特開2000−263381号公報
【特許文献4】特開2004−145742号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の問題に対し、PLCをインターネットに接続し運転パターンプログラムをインターネット経由で遠方にいる管理者が管理できるようにすることが考えられる。しかし、その場合には、プレス工場に新たに専用インターネット回線を引き込んだり、工場内のイントラネットに接続したりする必要があり、工場側の手間や情報セキュリティーの問題がある。
【0007】
かかる問題に鑑み、本発明は、工場に新たな通信インフラ設備を敷設することなく、また、情報セキュリティーを確保して熱間鍛造プレスを遠隔保守することを課題とする。
【課題を解決するための手段】
【0008】
本発明の一局面に従った熱間鍛造プレスは、プレス本体と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラと、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置とを備えている。そして、ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新されるようになっている。
【発明の効果】
【0009】
本発明によれば、熱間鍛造プレスのPLCが単独で管理者とデータの送受が行えるため、新たに専用インターネット回線を引き込んだり、イントラネットに接続したりすることなく、遠方から簡易にPLC内の運転パターンプログラムを管理することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態に係る熱間鍛造プレスの構成図
【図2】公衆無線通信回線を利用して熱間鍛造プレスを遠隔保守する例を示す図
【図3】PLCに保持されている運転パターンプログラムを遠隔操作によって変更する例を示す図
【発明を実施するための形態】
【0011】
以下、図面を参照しながら本発明の実施形態について説明する。
【0012】
図1は、本発明の一実施形態に係る熱間鍛造プレスの構成を示す。熱間鍛造プレス10は、プレス本体12、PLC14、および無線通信装置16を備えている。
【0013】
プレス本体12は、高温に熱した成形用材料を、偏心軸にコネクティングロッドを介して昇降自在に吊支するスライドの下底面に装着された金型上型と当該金型上型に対向したベッド上面に装着された金型下型とで打撃・加圧して鍛造成形品を生成する。
【0014】
なお、プレス本体12は、材料供給装置や金型潤滑装置などの周辺装置や、荷重計や軸受温度計などのセンサー類を含む場合がある。
【0015】
プレス本体12とPLC14とはリレー接点入出力用のケーブル13で接続されている。ケーブル13を介して、プレス本体12の各種センサーの信号がPLC14に接点入力される。また、ケーブル13を介して、PLC14の内部コイルのオン/オフをプレス本体12の各種アクチュエータに接点出力する。
【0016】
プレス本体12の各種アクチュエータは所定のリレーシーケンスに従って制御される。PLC14は、そのようなリレーシーケンスを運転パターンプログラムとして保持しており、当該プログラムに従ってプレス本体12をシーケンス制御する。PLC14を用いると、運転パターンプログラムを書き換えるだけでプレス本体12の運転パターンを変更することができるため、保守性・拡張性が向上する。
【0017】
運転パターンプログラムの作成・変更は、PLC14に保守端末を接続して行う。運転パターンプログラムは、保守端末にインストールされた専用ソフトウェアを用いて容易に作成・変更することができる。
【0018】
PLC14と無線通信装置16とはLANケーブル15で接続されている。無線通信装置16は、公衆無線通信回線に接続する機能と、ルーター機能とを有しており、公衆無線通信回線を通じてPLC14をネットワークに接続する。公衆無線通信回線は無線通信装置16のWAN側に接続され、PLC14はLAN側に接続されている。これにより、遠隔地の保守端末とPLC14との間でデータ送受信が可能となり、保守端末からPLC14を遠隔操作して運転パターンプログラムの変更をすることができる。
【0019】
なお、無線通信装置16にはアンテナケーブル17を介して外部アンテナ18を接続することができる。外部アンテナ18を適当な場所に設置することにより、携帯電話の電波受信状態を良化することができる。
【0020】
通常、プレス本体12の周辺は高温や粉塵などの過酷な状況となるため、無線通信装置16は冷却装置のついたケース11内に設けられるとよい。さらに、ケース11をPLC14を収納する操作盤とすると設備が簡素化できてよい。この場合、外部アンテナ18をケース11の外部に設置できるようにするために、ケース11に貫通部19を設けてアンテナケーブル17を通すようにするとよい。あるいは、ケース11外にアンテナケーブル17を引き回さずに、貫通部19を通じてケース11に外部アンテナ18を直付けするようにしてもよい。
【0021】
次に、本実施形態に係る熱間鍛造プレス10を遠隔保守する例について説明する。
【0022】
図2は、公衆無線通信回線を利用して熱間鍛造プレス10を遠隔保守する例を示す。
【0023】
遠隔地に保守端末40があり、保守端末40はネットワーク30に接続されている。保守端末40は、例えば、PLC14を操作するための専用ソフトウェアがインストールされたパソコンである。
【0024】
ネットワーク30と保守端末40との接続方法は有線、無線のいずれでもよい。ただし、情報セキュリティーを確保するために、ネットワーク30と保守端末40とはVPN(Virtual Private Network)で接続することが望ましい。
【0025】
ネットワーク30として、広域イーサネット(登録商標)やIP−VPNなどのプロバイダが提供する閉域ネットワークや、一般のインターネットなどを利用することができる。閉域ネットワークは、利用コストが高いが、広い通信帯域を確保できるため安定性に優れている。一方、インターネットは、安定性に欠けるものの利用コストが安価である。
【0026】
公衆無線通信回線20はモバイル通信事業者から提供されるものであり、携帯電話回線、無線データ通信回線などを含む。公衆無線通信回線20は、一般のインターネットはもちろん、閉域ネットワークにも接続されている。
【0027】
公衆無線通信回線20の通信方式は、GSM(Global System for Mobile Communications)、3G(3rd Generation)、UMTS(Universal Mobile Telecommunications System)、IEEE802.11シリーズ、IEEE802.15シリーズ、IEEE802.16シリーズなどである。通信方式はデジタルおよびアナログのいずれでもよい。また、公衆無線通信回線20はPHSであってもよい。
【0028】
無線通信装置16は、公衆無線通信回線20を通じてPLC14をネットワーク30に接続する。これにより、PLC14と保守端末40とがVPNで接続され、遠隔地の保守端末40からPLC14を遠隔操作して運転パターンプログラムを変更することができる。
【0029】
図3は、PLC14に保持されている運転パターンプログラムを遠隔操作によって変更する例を示す。例えば、図3(a)に示した変更前プログラムにおいて、接点M169,M581に動作不具合があるとする。その場合、遠隔地の保守端末40からPLC14を遠隔操作して、PLC14が保持している運転パターンプログラムを、図3(b)に示したような、接点M169,M581に並列に常時オンの接点M8036が挿入されたプログラムに書き換えることができる。
【符号の説明】
【0030】
10 熱間鍛造プレス
12 プレス本体
14 PLC(プログラマブル・ロジック・コントローラ)
16 無線通信装置
20 公衆無線通信回線
30 ネットワーク
40 保守端末
【特許請求の範囲】
【請求項1】
プレス本体と、
前記プレス本体の運転パターンプログラムを保持し、当該プログラムに従って前記プレス本体をシーケンス制御するプログラマブル・ロジック・コントローラと、
公衆無線通信回線を通じて前記プログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置とを備え、
前記ネットワークに接続された保守端末からの遠隔操作により、前記プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される
ことを特徴とする熱間鍛造プレス。
【請求項1】
プレス本体と、
前記プレス本体の運転パターンプログラムを保持し、当該プログラムに従って前記プレス本体をシーケンス制御するプログラマブル・ロジック・コントローラと、
公衆無線通信回線を通じて前記プログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置とを備え、
前記ネットワークに接続された保守端末からの遠隔操作により、前記プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される
ことを特徴とする熱間鍛造プレス。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−22626(P2013−22626A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−160510(P2011−160510)
【出願日】平成23年7月22日(2011.7.22)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.GSM
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月22日(2011.7.22)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.GSM
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
[ Back to top ]