
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供すること。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厳しい加熱条件下で外表面が損耗することにより機体を熱的に防御するアブレータ方式の熱防御複合材を製造する方法、および本方法で製造した熱防御複合材に関する。
【背景技術】
【0002】
宇宙機等の回収システムが地球周回軌道や惑星軌道から地球等の惑星の大気に突入する際、その機体は空力加熱環境に曝される。この空力加熱の機内侵入を防ぐため、機体の外表面を熱防御材で覆う必要がある。回収システムのうち特に回収カプセルは、突入時に曝される加熱環境が厳しいため、外表面が損耗することにより内部機器を熱的に防御するアブレータ方式の熱防御材を採用している。そのような宇宙機の代表例としてはアポロ宇宙船、ガリレオ(木星突入機、1995年突入)、USERS宇宙機のREVカプセル(2003年回収)等が挙げられる。
【0003】
このうちガリレオや、USERS宇宙機のREVカプセルは、高加熱環境に適したCFRP製のアブレータを使用している。このCFRPアブレータは密度が約1.5g/cm3(非特許文献5を参照)でありアルミ合金の密度約2.7g/cm3より小さく、さらに比強度や比剛性も大きく、耐熱特性も優れているものである。しかしながらこのCFRP製アブレータは機体全体の重量のうちかなりを占めることから、さらに密度を小さくすることが求められていた。
【0004】
このため、米国のNASAにおいてより軽量のアブレータが積極的に研究され、その結果、PICA(Phenolic Impregnated Carbon Ablator)(非特許文献1、2を参照)が開発されるに至った。PICAは、密度が0.25〜0.35g/cm3程度と極めて超軽量のアブレータであり、すでに惑星探査機Stardust(1999年打ち上げ)等で採用されている。
【0005】
本発明の対象とするアブレータはフェノール樹脂等の熱硬化性樹脂からなるマトリックスを炭素繊維等の強化繊維に含浸した後、熱硬化及び成形を行い製造される複合材料であり、厳しい加熱環境に曝されるとそれ自体が熱分解することによって内部への入熱を遮蔽するものである。
【0006】
前記PICAは、炭素繊維を水スラリー中で径14〜16μm、繊維長1600μmの短繊維状にして、これを水溶性フェノール樹脂と混合した後、真空キャストし、熱硬化及び炭化を行うことによって製造される。またPICAは製造の初期段階から一体化しており、本発明の対象である積層型アブレータとは異なるものである(非特許文献1を参照)。
【0007】
PICA以外のアブレータとしては、熱硬化性樹脂を強化繊維に含浸したプリプレグを複数枚積層した構造を持つ積層型のものが知られている(例えば特許文献1〜3を参照)。積層型のアブレータには、強化繊維への樹脂の含浸量、使用する強化繊維1枚の厚さ、積層枚数等を調整することによって、均質含浸又は分布含浸などをコントロールすることができ、また、目標とするアブレータ厚さ及び密度等の達成が容易であるという利点がある。
【0008】
前述した特許文献では、積層型のアブレータを製造するために、プリプレグを積層した後、オートクレーブ内で加熱することによって樹脂の硬化と各層の一体化を達成することが記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−48266号公報
【特許文献2】特開2002−292755号公報
【特許文献3】特開2001−278199号公報
【非特許文献】
【0010】
【非特許文献1】Tran et al., ”Phenolic Impregnated Carbon Ablators (PICA) as Thermal Protection Systems for Discovery Missions”, NASA Technical Memorandum 110440, National Aeronautics and Space Administration, April 1997, pp.1-2
【非特許文献2】Tran, H., Johnson, C., Rasky, D. and Hui, F., “Phenolic Impreg- nated Carbon Ablators (PICA) for Discovery Missions”, AIAA-96-1191, 31ST AIAA Thermophysics Conference”June 17-20, 1996.
【非特許文献3】Metzger, J. W., Engel, M. J. and Diaconis, N. S., “Oxidation and Sublimation of Graphite in Simulated Re-entry Environments”, AIAA Journal, Vol. 5, No. 3, March 1967.
【非特許文献4】奥山圭一, 加藤純郎, 山田哲也, 座古勝、”炭化したCFRP表面の酸化損耗に影響を与える熱化学的パラメータ”, 炭素、2004 [No.213]、pp.128-133.
【非特許文献5】奥山圭一, 加藤純郎, 山田哲也、”アーク加熱によるREVアブレータの研究開発”, 宇宙航空研究開発機構研究開発報告, USERS/REVカプセルの開発研究および飛行後解析, JAXA-RR-04-045, ISSN 1349-1113, 2005年3月, PP.55-75.
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、積層型のアブレータでは積層されている各層のあいだの接着力が不十分なことにより、剪断力、ピール力、熱応力等によって破断が運用形態によっては発生し易い可能性もある。また、超軽量アブレータPICAと同程度の耐熱性能を達成することが困難という問題もあった。
【0012】
したがって本発明は、応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決すべく検討した結果、積層型の熱防御複合材を加熱成形するにあたってホットプレスなどによる一体成形法を採用することによって、前記課題を解決できることを見出し、本発明を完成するに至った。
【0014】
すなわち本発明は、樹脂が含浸した強化繊維からなる熱防御複合材の製造方法であって、強化繊維に熱硬化性樹脂を含浸させてなる複合シート(プリプレグ)を複数枚準備し、当該複数枚の複合シートを積層して、ホットプレスなどの加熱・加圧によって一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
【0015】
前記強化繊維は炭素繊維であることが好ましい。
【0016】
前記炭素繊維はフェルト状のものであることが好ましい。
【0017】
前記熱硬化性樹脂はフェノール樹脂であることが好ましい。
【0018】
前記熱防御複合材は密度が1.0g/cm3以下の軽量であることが望ましい。
【0019】
また、ホットプレスによる加熱・加圧一体成形の代わりに、電気炉による焼結によって一体成形することによっても、表面質量損耗特性の良好な熱防御複合材を得ることが出来る。
【0020】
なお、複合シートの積層枚数は熱防御複合材の所望の厚みを考慮して適宜に決定することができる。また、一つの熱防御複合材を形成する複数枚の複合シートは、互いに厚さや含浸量が同一であっても、あるいは、異なるものであってもよい。
さらに、本発明は、上述した製造方法により製造した熱防御複合材にも関する。
【発明の効果】
【0021】
本発明では、積層された各層間の接着力が向上して、剪断力、ピール力、熱応力等により破断されにくい機械的に優れた積層型の軽量熱防御複合材を簡便に製造することができ、また、現在NASAで惑星探査機等に採用されている超軽量アブレータPICAと比較して密度や熱伝導率が同等のレベルにありながら耐表面損耗性能が優れている軽量熱防御複合材を製造することが可能になった。さらに樹脂の含有量を制御することでアブレータの密度を容易にコントロールすることの出来る軽量熱防御複合材を製造することが可能になった。
【図面の簡単な説明】
【0022】
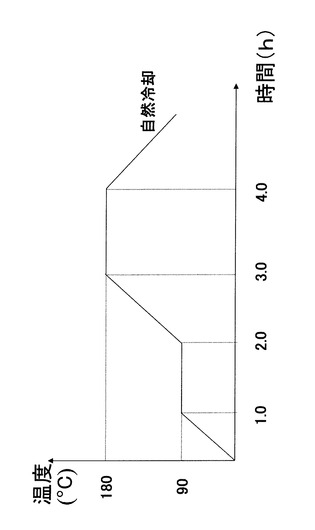
【図1】実施例1および実施例2における軽量熱防御材料のホットプレスおよび電気炉焼結における熱処理条件(温度、時間)を示すグラフ
【図2】実施例1のアーク加熱実験で使用した供試体の断面図
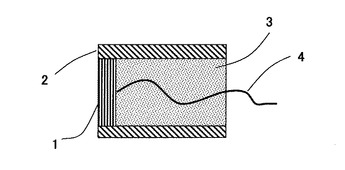
【図3】実施例1のアーク加熱実験で使用した供試体の断面図
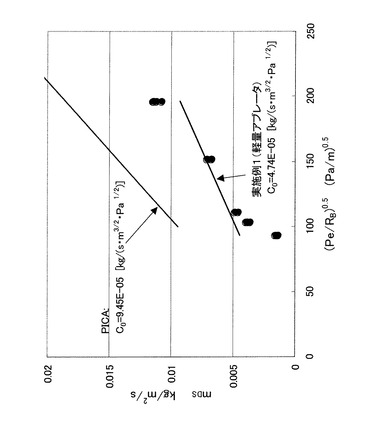
【図4】実施例1の軽量熱防御材料及びPICAの表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
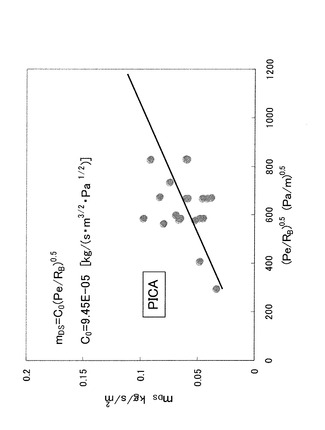
【図5】PICAの表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
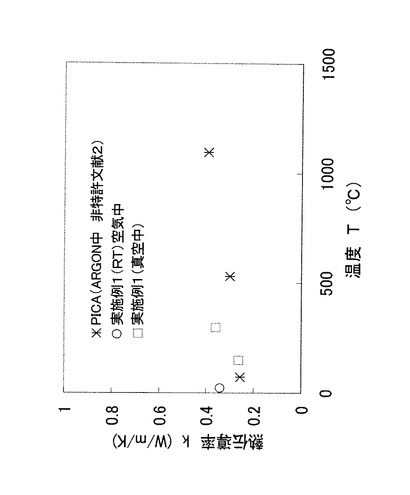
【図6】実施例1の軽量熱防御材料及びPICAの熱伝導率と温度の関係を示すグラフ
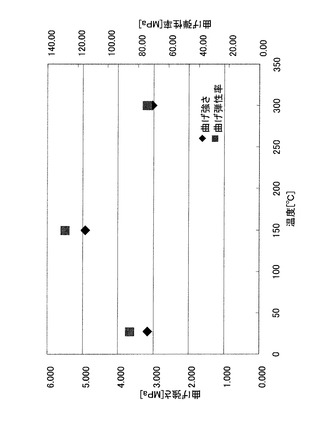
【図7】実施例1の軽量熱防御材料の曲げ強さ及び曲げ弾性率と温度の関係を示すグラフ
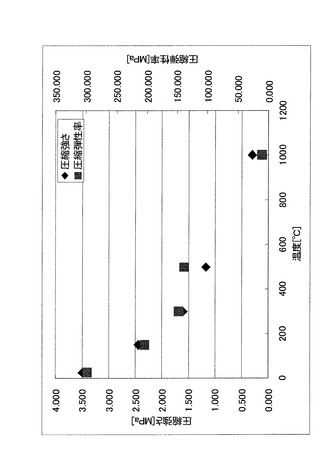
【図8】実施例1の軽量熱防御材料の圧縮強さ及び圧縮弾性率と温度の関係を示すグラフ
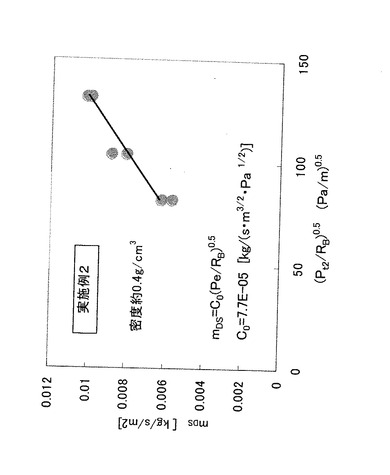
【図9】実施例2の軽量熱防御材料(密度約0.4g/cm3程度)の表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
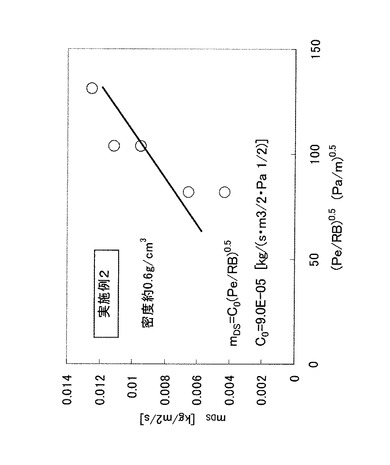
【図10】実施例2の軽量熱防御材料(密度約0.6g/cm3程度)の表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
【発明を実施するための形態】
【0023】
以下、本発明について詳細に説明する。
【0024】
本発明は、樹脂を含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、ホットプレスなどの加熱・加圧により一体成形を行うことによって前記熱防御複合材を得ることを特徴とするものである。
【0025】
前記強化繊維としては、アブレータにおいて使用可能なものであればよく、特に限定されないが、具体的には炭素繊維、シリカ繊維等が挙げられる。なかでも、アブレータとしての優れた性能から炭素繊維が好ましい。
【0026】
炭素繊維の形態としては、一般に、長繊維状のもの、短繊維状のもの、布状のもの、フェルト状のもの等が知られており、本発明ではこれらを使用することが可能であるが、特に、フェルト状のものを使用することが好ましい。フェルト状の炭素繊維においては、これを構成する各繊維間への熱硬化性樹脂の含浸がより均一になり、熱防御複合材の耐表面損耗性能をより高レベルにすることが可能になる。また、フェルト表面同士の接触によって、積層した各層間の結合力をより一層向上することも可能になる。なお、ここでいうフェルトとは、ニードルパンチ加工により、又は有機質バインダーを用いること等によって短繊維をマット化したものをいう。
【0027】
使用する強化繊維の厚さとしては特に限定されず、熱防御複合材の所望の密度を考慮して決定すればよいが、通常、約1〜約100mmの範囲である。強化繊維の厚さ方向への熱硬化性樹脂の均質含浸を達成するには、できる限り薄くしたほうが好ましい。
【0028】
本発明で使用する熱硬化性樹脂としては、アブレータにおいて使用可能なものであればよく特に限定されない。具体的には、フェノール樹脂、シリコン樹脂、エポキシ樹脂等が挙げられるが、特にフェノール樹脂は、軽量で耐損耗性能に優れたアブレータを与えることができるため好ましい。
【0029】
本発明では、まず、強化繊維に熱硬化性樹脂を含浸させることによって複合シート(いわゆるプリプレグ)を複数枚準備する。含浸にあたっては、熱硬化性樹脂の粘性を低減するために、ジエチレングリコール等の希釈剤と熱硬化性樹脂を混合したものを使用することもできる。強化繊維中での熱硬化性樹脂の三次元的な拡散を促進するための含浸時の温度は室温でよく、圧力は減圧条件に設定することが好ましい。熱硬化性樹脂の含浸量は、熱防御複合材の所望の性質、特に密度を考慮して適切な量に決定すればよい。
【0030】
以上のようにして作製された複数枚の複合シート(プリプレグ)を積層する。積層枚数は熱防御複合材の所望の厚さを考慮して適宜決定することができ、通常、2枚〜数十枚の範囲である。しかしながら、少なすぎると含浸量のコントロールや、厚さ、密度等の調整を行うのに不都合があり、多すぎても製造工程が煩雑になるので、好ましくは、3枚〜10枚程度の範囲である。1つの熱防御複合材を形成する複数枚の複合シートは、互いに、厚さや含浸量が同一であってもよいし、異なるものであってもよい。
【0031】
次に、複数枚積層された前記複合シートを、ホットプレスによる加圧・加熱に付することによって一体成形を行う。これによって、各層間の結合を強固にして、層間剥離が発生しにくい熱防御複合材を得ることができる。従来行われているようなオートクレーブ内での加熱による一体成形では、得られる熱防御複合材の各層間の結合力が十分ではなく、熱防御複合材としての強度が十分なレベルに達しない。ここで、ホットプレスとは、例えば1軸加圧等により、高温下で圧力を加えて圧縮する加工法のことをいう。この場合、加圧方向は2軸あるいは3軸であっても構わない。本発明では、複数枚積層された複合シートをホットプレス機にかけることによって、熱硬化性樹脂を硬化させると同時に一体成形を行う。
【0032】
ホットプレスを行う際の条件に関しては、通常、圧力及び温度が経時的に変化するものであるが、圧力の経時的変化は熱防御複合材の所望の密度に合わせて調整すればよく、温度の経時的変化は、使用する熱硬化性樹脂の性質を考慮して調整すればよい(具体的には、当該樹脂の製造者が、硬化時の温度として推薦する値を参考にすればよい)。熱防御複合材において各層間の結合力をより向上させるには、ホットプレス時の温度として、フェノール樹脂を用いた場合、90℃〜180℃の範囲を採用し、圧力としてはゲージ圧で1kPa〜5MPaの範囲を採用することが好ましい。
【0033】
また、ホットプレスによる加熱・加圧一体成形の代わりに、電気炉による焼結によって一体成形することによっても、耐熱特性の良好な熱防御複合材を得ることが出来る。電気炉で焼結する際の温度としては、フェノール樹脂を用いた場合、90℃〜180℃程度の範囲を採用し、熱防御複合材の所望の密度を考慮して適宜調整すればよい。
【0034】
フェノール樹脂を用いる場合、本発明によって得られる熱防御複合材は、厳しい加熱環境下に曝されることによって、マトリクス樹脂(硬化した熱硬化性樹脂)と、強化繊維の一部が熱分解し炭化することによって機体を熱的に防御する炭化アブレータである。積層型の熱防御複合材であるので、複合材の厚さ方向に対して均質に樹脂を含浸させることが可能となり、これによって耐熱性能を向上することができる。また、場合によって、積層するプリプレグ毎に樹脂の含浸量を変更することによって、複合材の厚さ方向に対して、樹脂の含浸量を意図的に分布させることも容易である。また、熱防御複合材の厚さ及び密度を所定の値に調整することも容易である。
【0035】
本発明では、後の実施例で実証しているように、密度が1.0g/cm3以下の超軽量タイプを含む軽量な熱防御材を製造することができ、これに加えて、従来の超軽量アブレータPICAと同程度の密度及び熱伝導率を持ちながら、かつ耐表面損耗性能においてはPICAよりも優れている熱防御複合材を製造することができる。また、積層型の熱防御複合材でありながら、層間剥離が発生することなく、強度上の問題も回避している。
【実施例】
【0036】
以下に実施例を掲げて本発明をさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0037】
(実施例1)
厚さ5mmのフェルト状の炭素繊維(日本カーボン(株)製のカーボンフェルト)を縦160mm横180mmの寸法で5枚切り出した。切り出したフェルト状の炭素繊維の重量を1枚ずつ計測し、同重量のフェノール樹脂(SC-1008:Borden Chemical Inc. 製)に含浸した。この際、容器に樹脂を入れ、これに炭素繊維を浸した。樹脂が均等に染み込むようにローラを使用した。また、表と裏の樹脂を分けて別々に染み込ませた。
【0038】
こうして得られた5枚のプリプレグを積層して成形用治具にセットし、ホットプレスで圧力をかけながら加熱した。ホットプレス時の温度、圧力条件を図1に示す。ホットプレス時の圧力はゲージ圧で0.1MPaであり、温度は90〜180℃の範囲で段階的に昇温し、およそ4時間程度加熱を継続した。以上によって、密度が約0.2g/cm3程度の矩形状の軽量熱防御材料を製造した。なお当該密度は、前述した公知のアブレータPICAの密度(0.25〜0.35g/cm3)と同程度である。
【0039】
次に、前記の矩形状軽量熱防御材料を切削し、直径34mm、厚さ10mmの円柱形の軽量熱防御材料を得た。
【0040】
以下では、アーク加熱実験装置を用いてこの軽量熱防御材料の耐熱特性を評価した。
【0041】
アーク加熱実験装置とは、大気組成のガス、窒素ガス、アルゴンガスをアーク加熱器で加熱し真空槽中へ吹き出し、この高温・高速気流中に供試体を置き、材料の耐熱性や表面損耗度を評価する装置である。
【0042】
アーク加熱実験を行うため、図2及び3に示す構造を持つ供試体を製作した。まず、製作した材料に深さ5mmの穴を二つあけ熱電対を取り付けた。次にこれをベークライトにいれる。製作した材料の直径は34mm、ベークライトの内径は33mmであるため、ベークライト製のチューブに材料がはいるように内径をマイクログラインダーで削った。その後、断熱材を詰めて供試体を製作した。
上述した軽量熱防御材料による供試体および試験装置を用いたアーク加熱試験を実施して、軽量熱防御材料の損耗質量等のデータを取得した。この加熱試験に基づいて得られた表面質量損耗率mDSの計測結果と、(Pe/RB)0.5の関係を図4に示す。また非特許文献2に基づいて求めた、PICAに関するmDSと(Pe/RB)0.5との関係を図5に示す。
【0043】
材料がグラファイトの場合、拡散律速酸化領域(約1500Kから約3000K)の表面質量損耗率mDS(kg/(s・m2))と(Pe/RB)0.5との関係は式1で表すことができる(非特許文献3を参照)。
【0044】
【数1】

【0045】
上式において、表面質量損耗率mDSは、下式で定義されるもので、アブレータ表面の加熱による損耗速度を表すパラメータである。
【0046】
【数2】
【0047】
ここで、△h: 加熱によるアブレータの表面損耗厚さ(m), ρv: アブレータの加熱前の母材密度 (kg/m3)、t::加熱時間(s)、C0:拡散依存酸化定数 (Diffusion-controlled mass-transfer constant. kg/(s・m3/2・Pa1/2) )、Pe:よどみ点圧力(Pa) 、RB :供試体先端の鈍頭半径(m)である。供試体の先端が平板状である場合、RB は供試体円筒径の1/2を2.463(=1/0.6372)倍した値が用いられている。
【0048】
本実施例1の軽量熱防御材料(アブレータ材料)について、近似的に式(1)が成り立つものとして求めたC0の値(非特許文献4, 5を参照)を図4に示す。なお、本実施例の供試体は平板状であるため、RB は供試体円筒径の1/2を2.463(=1/0.6372)倍した値を使用した。また図4、図5には、非特許文献2に基づいて、上記と同様の方法で求めたPICAの拡散依存酸化定数C0もあわせて示す。図より、(Pe/RB)0.5の値が100〜200の範囲では、本実施例1の軽量熱防御材のC0は4.74×10−5kg/(s・m3/2・Pa1/2)であり、PICAのC0は9.45×10−5kg/(s・m3/2・Pa1/2)であることがわかる。すなわち、本実施例1の軽量熱防御材料の拡散依存酸化定数はPICAの約50%程度であり、本実施例1の軽量熱防御材料はPICAと同等の密度を持ちながら耐表面損耗性能に優れていることが分かった。
さらに上記のアーク試験結果より、加熱後のアブレータ供試体には層間剥離等が見られなかった。これにより積層された各層間の接着力が向上して、剪断力、ピール力、熱応力等により破断されにくい積層型の熱防御複合材であることを確認した。
【0049】
この軽量熱防御材料の熱伝導率を、レーザーフラッシュ法を用いて種々の温度条件下で測定した。その結果を、PICAの熱伝導率とともに図6に示す。図6より、本実施例1の軽量熱防御材料は、PICAと同程度の熱伝導率を有していることが分かる。
【0050】
以下では、軽量熱防御材料の曲げ及び圧縮強度試験を行い、温度を変化させた場合の機械的特性を確認した。
【0051】
曲げ試験品としては5×10×50mmのサイズの材料を使用し、圧縮試験品としては5×10×15mmのサイズの材料を使用した。
【0052】
曲げおよび圧縮強度試験の結果を図7及び図8に示す。
【0053】
図7及び図8より、本実施例の軽量熱防御材料が、設計及び運用上に問題ない範囲の曲げ強さ、曲げ弾性率、圧縮強さ、及び、圧縮弾性率を有していることが分かる。なお、軽量熱防御材料は約150℃を超える温度で樹脂が熱分解して炭化することにより熱の流入を防止するものであるので、温度が上昇するほど炭化により密度が減少することに起因して、圧縮強さ及び圧縮弾性率が減少するものと考えられる。
【0054】
(実施例2)
実施例1と同様にして得た5枚のプリプレグを電気炉内に置いて焼結を行った。その際の温度条件は、まず、炭素繊維に含まれている水分を飛ばすために120分間比較的低温を保持し、次いで熱硬化性樹脂を炭素繊維に留まらせるためにさらに120分間、より高温で加熱した。その後、電気炉の電源を切り、徐冷した。以上によって、密度が約0.4g/cm3程度の矩形状の軽量熱防御材料を製造した。
【0055】
次に、製造した軽量熱防御材料を用いて、実施例1と同様の供試体を製作するとともに、実施例1と同様のアーク加熱実験装置を用いて耐熱特性を評価した。表面質量損耗率mDSの測定結果と、(Pe/RB)0.5の関係および拡散依存酸化定数C0を図9に示す。図より、(Pe/RB)0.5の値が80〜140の範囲では、本実施例2のC0は7.7×10−5kg/(s・m3/2・Pa1/2)であることがわかる。PICAのC0は9.45×10−5kg/(s・m3/2・Pa1/2)であるため、本実施例2の軽量熱防御材料の拡散依存酸化定数はPICAの数値の約80%程度であり、本実施例2の軽量熱防御材料の密度はPICAに比べて少し高い値ではあるが、耐表面損耗性能はより優れていることが分かった。
【0056】
さらに、上記の密度0.4g/cm3程度の軽量熱防御材料の場合と同様の方法で、密度0.6g/cm3程度の軽量熱防御材料を製造した。さらに、製造した軽量熱防御材料を用いて、実施例1と同様の供試体を製作するとともに、実施例1と同様のアーク加熱実験装置を用いて耐熱特性を評価した。表面質量損耗率mDSの測定結果と、(Pe/RB)0.5の関係および拡散依存酸化定数C0を図10に示す。図より、本実施例のC0は9.0×10−5kg/(s・m3/2・Pa1/2)であることがわかる。PICAのC0は9.45×10−5kg/(s・m3/2・Pa1/2)であるため、本実施例2の軽量熱防御材料(密度約0.6g/cm3程度)の拡散依存酸化定数はPICAと同程度または、少々優れていることがわかった。
【産業上の利用可能性】
【0057】
本発明によって製造される熱防御複合材は、軽量で良好な耐熱特性を持ち、かつ層間剥離を生じないため、惑星突入機や回収カプセルの外面、ロケットやミサイル等の高速飛翔体のフェアリングや推進系ノズル等を被覆するのに使用することができる。
【符号の説明】
【0058】
1 軽量熱防御材料
2 ベークライトチューブ
3 断熱材
4 K型熱電対
【技術分野】
【0001】
本発明は、厳しい加熱条件下で外表面が損耗することにより機体を熱的に防御するアブレータ方式の熱防御複合材を製造する方法、および本方法で製造した熱防御複合材に関する。
【背景技術】
【0002】
宇宙機等の回収システムが地球周回軌道や惑星軌道から地球等の惑星の大気に突入する際、その機体は空力加熱環境に曝される。この空力加熱の機内侵入を防ぐため、機体の外表面を熱防御材で覆う必要がある。回収システムのうち特に回収カプセルは、突入時に曝される加熱環境が厳しいため、外表面が損耗することにより内部機器を熱的に防御するアブレータ方式の熱防御材を採用している。そのような宇宙機の代表例としてはアポロ宇宙船、ガリレオ(木星突入機、1995年突入)、USERS宇宙機のREVカプセル(2003年回収)等が挙げられる。
【0003】
このうちガリレオや、USERS宇宙機のREVカプセルは、高加熱環境に適したCFRP製のアブレータを使用している。このCFRPアブレータは密度が約1.5g/cm3(非特許文献5を参照)でありアルミ合金の密度約2.7g/cm3より小さく、さらに比強度や比剛性も大きく、耐熱特性も優れているものである。しかしながらこのCFRP製アブレータは機体全体の重量のうちかなりを占めることから、さらに密度を小さくすることが求められていた。
【0004】
このため、米国のNASAにおいてより軽量のアブレータが積極的に研究され、その結果、PICA(Phenolic Impregnated Carbon Ablator)(非特許文献1、2を参照)が開発されるに至った。PICAは、密度が0.25〜0.35g/cm3程度と極めて超軽量のアブレータであり、すでに惑星探査機Stardust(1999年打ち上げ)等で採用されている。
【0005】
本発明の対象とするアブレータはフェノール樹脂等の熱硬化性樹脂からなるマトリックスを炭素繊維等の強化繊維に含浸した後、熱硬化及び成形を行い製造される複合材料であり、厳しい加熱環境に曝されるとそれ自体が熱分解することによって内部への入熱を遮蔽するものである。
【0006】
前記PICAは、炭素繊維を水スラリー中で径14〜16μm、繊維長1600μmの短繊維状にして、これを水溶性フェノール樹脂と混合した後、真空キャストし、熱硬化及び炭化を行うことによって製造される。またPICAは製造の初期段階から一体化しており、本発明の対象である積層型アブレータとは異なるものである(非特許文献1を参照)。
【0007】
PICA以外のアブレータとしては、熱硬化性樹脂を強化繊維に含浸したプリプレグを複数枚積層した構造を持つ積層型のものが知られている(例えば特許文献1〜3を参照)。積層型のアブレータには、強化繊維への樹脂の含浸量、使用する強化繊維1枚の厚さ、積層枚数等を調整することによって、均質含浸又は分布含浸などをコントロールすることができ、また、目標とするアブレータ厚さ及び密度等の達成が容易であるという利点がある。
【0008】
前述した特許文献では、積層型のアブレータを製造するために、プリプレグを積層した後、オートクレーブ内で加熱することによって樹脂の硬化と各層の一体化を達成することが記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−48266号公報
【特許文献2】特開2002−292755号公報
【特許文献3】特開2001−278199号公報
【非特許文献】
【0010】
【非特許文献1】Tran et al., ”Phenolic Impregnated Carbon Ablators (PICA) as Thermal Protection Systems for Discovery Missions”, NASA Technical Memorandum 110440, National Aeronautics and Space Administration, April 1997, pp.1-2
【非特許文献2】Tran, H., Johnson, C., Rasky, D. and Hui, F., “Phenolic Impreg- nated Carbon Ablators (PICA) for Discovery Missions”, AIAA-96-1191, 31ST AIAA Thermophysics Conference”June 17-20, 1996.
【非特許文献3】Metzger, J. W., Engel, M. J. and Diaconis, N. S., “Oxidation and Sublimation of Graphite in Simulated Re-entry Environments”, AIAA Journal, Vol. 5, No. 3, March 1967.
【非特許文献4】奥山圭一, 加藤純郎, 山田哲也, 座古勝、”炭化したCFRP表面の酸化損耗に影響を与える熱化学的パラメータ”, 炭素、2004 [No.213]、pp.128-133.
【非特許文献5】奥山圭一, 加藤純郎, 山田哲也、”アーク加熱によるREVアブレータの研究開発”, 宇宙航空研究開発機構研究開発報告, USERS/REVカプセルの開発研究および飛行後解析, JAXA-RR-04-045, ISSN 1349-1113, 2005年3月, PP.55-75.
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、積層型のアブレータでは積層されている各層のあいだの接着力が不十分なことにより、剪断力、ピール力、熱応力等によって破断が運用形態によっては発生し易い可能性もある。また、超軽量アブレータPICAと同程度の耐熱性能を達成することが困難という問題もあった。
【0012】
したがって本発明は、応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決すべく検討した結果、積層型の熱防御複合材を加熱成形するにあたってホットプレスなどによる一体成形法を採用することによって、前記課題を解決できることを見出し、本発明を完成するに至った。
【0014】
すなわち本発明は、樹脂が含浸した強化繊維からなる熱防御複合材の製造方法であって、強化繊維に熱硬化性樹脂を含浸させてなる複合シート(プリプレグ)を複数枚準備し、当該複数枚の複合シートを積層して、ホットプレスなどの加熱・加圧によって一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
【0015】
前記強化繊維は炭素繊維であることが好ましい。
【0016】
前記炭素繊維はフェルト状のものであることが好ましい。
【0017】
前記熱硬化性樹脂はフェノール樹脂であることが好ましい。
【0018】
前記熱防御複合材は密度が1.0g/cm3以下の軽量であることが望ましい。
【0019】
また、ホットプレスによる加熱・加圧一体成形の代わりに、電気炉による焼結によって一体成形することによっても、表面質量損耗特性の良好な熱防御複合材を得ることが出来る。
【0020】
なお、複合シートの積層枚数は熱防御複合材の所望の厚みを考慮して適宜に決定することができる。また、一つの熱防御複合材を形成する複数枚の複合シートは、互いに厚さや含浸量が同一であっても、あるいは、異なるものであってもよい。
さらに、本発明は、上述した製造方法により製造した熱防御複合材にも関する。
【発明の効果】
【0021】
本発明では、積層された各層間の接着力が向上して、剪断力、ピール力、熱応力等により破断されにくい機械的に優れた積層型の軽量熱防御複合材を簡便に製造することができ、また、現在NASAで惑星探査機等に採用されている超軽量アブレータPICAと比較して密度や熱伝導率が同等のレベルにありながら耐表面損耗性能が優れている軽量熱防御複合材を製造することが可能になった。さらに樹脂の含有量を制御することでアブレータの密度を容易にコントロールすることの出来る軽量熱防御複合材を製造することが可能になった。
【図面の簡単な説明】
【0022】
【図1】実施例1および実施例2における軽量熱防御材料のホットプレスおよび電気炉焼結における熱処理条件(温度、時間)を示すグラフ
【図2】実施例1のアーク加熱実験で使用した供試体の断面図
【図3】実施例1のアーク加熱実験で使用した供試体の断面図
【図4】実施例1の軽量熱防御材料及びPICAの表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
【図5】PICAの表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
【図6】実施例1の軽量熱防御材料及びPICAの熱伝導率と温度の関係を示すグラフ
【図7】実施例1の軽量熱防御材料の曲げ強さ及び曲げ弾性率と温度の関係を示すグラフ
【図8】実施例1の軽量熱防御材料の圧縮強さ及び圧縮弾性率と温度の関係を示すグラフ
【図9】実施例2の軽量熱防御材料(密度約0.4g/cm3程度)の表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
【図10】実施例2の軽量熱防御材料(密度約0.6g/cm3程度)の表面質量損耗率と(Pe/RB)0.5の関係を示すグラフ
【発明を実施するための形態】
【0023】
以下、本発明について詳細に説明する。
【0024】
本発明は、樹脂を含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、ホットプレスなどの加熱・加圧により一体成形を行うことによって前記熱防御複合材を得ることを特徴とするものである。
【0025】
前記強化繊維としては、アブレータにおいて使用可能なものであればよく、特に限定されないが、具体的には炭素繊維、シリカ繊維等が挙げられる。なかでも、アブレータとしての優れた性能から炭素繊維が好ましい。
【0026】
炭素繊維の形態としては、一般に、長繊維状のもの、短繊維状のもの、布状のもの、フェルト状のもの等が知られており、本発明ではこれらを使用することが可能であるが、特に、フェルト状のものを使用することが好ましい。フェルト状の炭素繊維においては、これを構成する各繊維間への熱硬化性樹脂の含浸がより均一になり、熱防御複合材の耐表面損耗性能をより高レベルにすることが可能になる。また、フェルト表面同士の接触によって、積層した各層間の結合力をより一層向上することも可能になる。なお、ここでいうフェルトとは、ニードルパンチ加工により、又は有機質バインダーを用いること等によって短繊維をマット化したものをいう。
【0027】
使用する強化繊維の厚さとしては特に限定されず、熱防御複合材の所望の密度を考慮して決定すればよいが、通常、約1〜約100mmの範囲である。強化繊維の厚さ方向への熱硬化性樹脂の均質含浸を達成するには、できる限り薄くしたほうが好ましい。
【0028】
本発明で使用する熱硬化性樹脂としては、アブレータにおいて使用可能なものであればよく特に限定されない。具体的には、フェノール樹脂、シリコン樹脂、エポキシ樹脂等が挙げられるが、特にフェノール樹脂は、軽量で耐損耗性能に優れたアブレータを与えることができるため好ましい。
【0029】
本発明では、まず、強化繊維に熱硬化性樹脂を含浸させることによって複合シート(いわゆるプリプレグ)を複数枚準備する。含浸にあたっては、熱硬化性樹脂の粘性を低減するために、ジエチレングリコール等の希釈剤と熱硬化性樹脂を混合したものを使用することもできる。強化繊維中での熱硬化性樹脂の三次元的な拡散を促進するための含浸時の温度は室温でよく、圧力は減圧条件に設定することが好ましい。熱硬化性樹脂の含浸量は、熱防御複合材の所望の性質、特に密度を考慮して適切な量に決定すればよい。
【0030】
以上のようにして作製された複数枚の複合シート(プリプレグ)を積層する。積層枚数は熱防御複合材の所望の厚さを考慮して適宜決定することができ、通常、2枚〜数十枚の範囲である。しかしながら、少なすぎると含浸量のコントロールや、厚さ、密度等の調整を行うのに不都合があり、多すぎても製造工程が煩雑になるので、好ましくは、3枚〜10枚程度の範囲である。1つの熱防御複合材を形成する複数枚の複合シートは、互いに、厚さや含浸量が同一であってもよいし、異なるものであってもよい。
【0031】
次に、複数枚積層された前記複合シートを、ホットプレスによる加圧・加熱に付することによって一体成形を行う。これによって、各層間の結合を強固にして、層間剥離が発生しにくい熱防御複合材を得ることができる。従来行われているようなオートクレーブ内での加熱による一体成形では、得られる熱防御複合材の各層間の結合力が十分ではなく、熱防御複合材としての強度が十分なレベルに達しない。ここで、ホットプレスとは、例えば1軸加圧等により、高温下で圧力を加えて圧縮する加工法のことをいう。この場合、加圧方向は2軸あるいは3軸であっても構わない。本発明では、複数枚積層された複合シートをホットプレス機にかけることによって、熱硬化性樹脂を硬化させると同時に一体成形を行う。
【0032】
ホットプレスを行う際の条件に関しては、通常、圧力及び温度が経時的に変化するものであるが、圧力の経時的変化は熱防御複合材の所望の密度に合わせて調整すればよく、温度の経時的変化は、使用する熱硬化性樹脂の性質を考慮して調整すればよい(具体的には、当該樹脂の製造者が、硬化時の温度として推薦する値を参考にすればよい)。熱防御複合材において各層間の結合力をより向上させるには、ホットプレス時の温度として、フェノール樹脂を用いた場合、90℃〜180℃の範囲を採用し、圧力としてはゲージ圧で1kPa〜5MPaの範囲を採用することが好ましい。
【0033】
また、ホットプレスによる加熱・加圧一体成形の代わりに、電気炉による焼結によって一体成形することによっても、耐熱特性の良好な熱防御複合材を得ることが出来る。電気炉で焼結する際の温度としては、フェノール樹脂を用いた場合、90℃〜180℃程度の範囲を採用し、熱防御複合材の所望の密度を考慮して適宜調整すればよい。
【0034】
フェノール樹脂を用いる場合、本発明によって得られる熱防御複合材は、厳しい加熱環境下に曝されることによって、マトリクス樹脂(硬化した熱硬化性樹脂)と、強化繊維の一部が熱分解し炭化することによって機体を熱的に防御する炭化アブレータである。積層型の熱防御複合材であるので、複合材の厚さ方向に対して均質に樹脂を含浸させることが可能となり、これによって耐熱性能を向上することができる。また、場合によって、積層するプリプレグ毎に樹脂の含浸量を変更することによって、複合材の厚さ方向に対して、樹脂の含浸量を意図的に分布させることも容易である。また、熱防御複合材の厚さ及び密度を所定の値に調整することも容易である。
【0035】
本発明では、後の実施例で実証しているように、密度が1.0g/cm3以下の超軽量タイプを含む軽量な熱防御材を製造することができ、これに加えて、従来の超軽量アブレータPICAと同程度の密度及び熱伝導率を持ちながら、かつ耐表面損耗性能においてはPICAよりも優れている熱防御複合材を製造することができる。また、積層型の熱防御複合材でありながら、層間剥離が発生することなく、強度上の問題も回避している。
【実施例】
【0036】
以下に実施例を掲げて本発明をさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0037】
(実施例1)
厚さ5mmのフェルト状の炭素繊維(日本カーボン(株)製のカーボンフェルト)を縦160mm横180mmの寸法で5枚切り出した。切り出したフェルト状の炭素繊維の重量を1枚ずつ計測し、同重量のフェノール樹脂(SC-1008:Borden Chemical Inc. 製)に含浸した。この際、容器に樹脂を入れ、これに炭素繊維を浸した。樹脂が均等に染み込むようにローラを使用した。また、表と裏の樹脂を分けて別々に染み込ませた。
【0038】
こうして得られた5枚のプリプレグを積層して成形用治具にセットし、ホットプレスで圧力をかけながら加熱した。ホットプレス時の温度、圧力条件を図1に示す。ホットプレス時の圧力はゲージ圧で0.1MPaであり、温度は90〜180℃の範囲で段階的に昇温し、およそ4時間程度加熱を継続した。以上によって、密度が約0.2g/cm3程度の矩形状の軽量熱防御材料を製造した。なお当該密度は、前述した公知のアブレータPICAの密度(0.25〜0.35g/cm3)と同程度である。
【0039】
次に、前記の矩形状軽量熱防御材料を切削し、直径34mm、厚さ10mmの円柱形の軽量熱防御材料を得た。
【0040】
以下では、アーク加熱実験装置を用いてこの軽量熱防御材料の耐熱特性を評価した。
【0041】
アーク加熱実験装置とは、大気組成のガス、窒素ガス、アルゴンガスをアーク加熱器で加熱し真空槽中へ吹き出し、この高温・高速気流中に供試体を置き、材料の耐熱性や表面損耗度を評価する装置である。
【0042】
アーク加熱実験を行うため、図2及び3に示す構造を持つ供試体を製作した。まず、製作した材料に深さ5mmの穴を二つあけ熱電対を取り付けた。次にこれをベークライトにいれる。製作した材料の直径は34mm、ベークライトの内径は33mmであるため、ベークライト製のチューブに材料がはいるように内径をマイクログラインダーで削った。その後、断熱材を詰めて供試体を製作した。
上述した軽量熱防御材料による供試体および試験装置を用いたアーク加熱試験を実施して、軽量熱防御材料の損耗質量等のデータを取得した。この加熱試験に基づいて得られた表面質量損耗率mDSの計測結果と、(Pe/RB)0.5の関係を図4に示す。また非特許文献2に基づいて求めた、PICAに関するmDSと(Pe/RB)0.5との関係を図5に示す。
【0043】
材料がグラファイトの場合、拡散律速酸化領域(約1500Kから約3000K)の表面質量損耗率mDS(kg/(s・m2))と(Pe/RB)0.5との関係は式1で表すことができる(非特許文献3を参照)。
【0044】
【数1】
【0045】
上式において、表面質量損耗率mDSは、下式で定義されるもので、アブレータ表面の加熱による損耗速度を表すパラメータである。
【0046】
【数2】
【0047】
ここで、△h: 加熱によるアブレータの表面損耗厚さ(m), ρv: アブレータの加熱前の母材密度 (kg/m3)、t::加熱時間(s)、C0:拡散依存酸化定数 (Diffusion-controlled mass-transfer constant. kg/(s・m3/2・Pa1/2) )、Pe:よどみ点圧力(Pa) 、RB :供試体先端の鈍頭半径(m)である。供試体の先端が平板状である場合、RB は供試体円筒径の1/2を2.463(=1/0.6372)倍した値が用いられている。
【0048】
本実施例1の軽量熱防御材料(アブレータ材料)について、近似的に式(1)が成り立つものとして求めたC0の値(非特許文献4, 5を参照)を図4に示す。なお、本実施例の供試体は平板状であるため、RB は供試体円筒径の1/2を2.463(=1/0.6372)倍した値を使用した。また図4、図5には、非特許文献2に基づいて、上記と同様の方法で求めたPICAの拡散依存酸化定数C0もあわせて示す。図より、(Pe/RB)0.5の値が100〜200の範囲では、本実施例1の軽量熱防御材のC0は4.74×10−5kg/(s・m3/2・Pa1/2)であり、PICAのC0は9.45×10−5kg/(s・m3/2・Pa1/2)であることがわかる。すなわち、本実施例1の軽量熱防御材料の拡散依存酸化定数はPICAの約50%程度であり、本実施例1の軽量熱防御材料はPICAと同等の密度を持ちながら耐表面損耗性能に優れていることが分かった。
さらに上記のアーク試験結果より、加熱後のアブレータ供試体には層間剥離等が見られなかった。これにより積層された各層間の接着力が向上して、剪断力、ピール力、熱応力等により破断されにくい積層型の熱防御複合材であることを確認した。
【0049】
この軽量熱防御材料の熱伝導率を、レーザーフラッシュ法を用いて種々の温度条件下で測定した。その結果を、PICAの熱伝導率とともに図6に示す。図6より、本実施例1の軽量熱防御材料は、PICAと同程度の熱伝導率を有していることが分かる。
【0050】
以下では、軽量熱防御材料の曲げ及び圧縮強度試験を行い、温度を変化させた場合の機械的特性を確認した。
【0051】
曲げ試験品としては5×10×50mmのサイズの材料を使用し、圧縮試験品としては5×10×15mmのサイズの材料を使用した。
【0052】
曲げおよび圧縮強度試験の結果を図7及び図8に示す。
【0053】
図7及び図8より、本実施例の軽量熱防御材料が、設計及び運用上に問題ない範囲の曲げ強さ、曲げ弾性率、圧縮強さ、及び、圧縮弾性率を有していることが分かる。なお、軽量熱防御材料は約150℃を超える温度で樹脂が熱分解して炭化することにより熱の流入を防止するものであるので、温度が上昇するほど炭化により密度が減少することに起因して、圧縮強さ及び圧縮弾性率が減少するものと考えられる。
【0054】
(実施例2)
実施例1と同様にして得た5枚のプリプレグを電気炉内に置いて焼結を行った。その際の温度条件は、まず、炭素繊維に含まれている水分を飛ばすために120分間比較的低温を保持し、次いで熱硬化性樹脂を炭素繊維に留まらせるためにさらに120分間、より高温で加熱した。その後、電気炉の電源を切り、徐冷した。以上によって、密度が約0.4g/cm3程度の矩形状の軽量熱防御材料を製造した。
【0055】
次に、製造した軽量熱防御材料を用いて、実施例1と同様の供試体を製作するとともに、実施例1と同様のアーク加熱実験装置を用いて耐熱特性を評価した。表面質量損耗率mDSの測定結果と、(Pe/RB)0.5の関係および拡散依存酸化定数C0を図9に示す。図より、(Pe/RB)0.5の値が80〜140の範囲では、本実施例2のC0は7.7×10−5kg/(s・m3/2・Pa1/2)であることがわかる。PICAのC0は9.45×10−5kg/(s・m3/2・Pa1/2)であるため、本実施例2の軽量熱防御材料の拡散依存酸化定数はPICAの数値の約80%程度であり、本実施例2の軽量熱防御材料の密度はPICAに比べて少し高い値ではあるが、耐表面損耗性能はより優れていることが分かった。
【0056】
さらに、上記の密度0.4g/cm3程度の軽量熱防御材料の場合と同様の方法で、密度0.6g/cm3程度の軽量熱防御材料を製造した。さらに、製造した軽量熱防御材料を用いて、実施例1と同様の供試体を製作するとともに、実施例1と同様のアーク加熱実験装置を用いて耐熱特性を評価した。表面質量損耗率mDSの測定結果と、(Pe/RB)0.5の関係および拡散依存酸化定数C0を図10に示す。図より、本実施例のC0は9.0×10−5kg/(s・m3/2・Pa1/2)であることがわかる。PICAのC0は9.45×10−5kg/(s・m3/2・Pa1/2)であるため、本実施例2の軽量熱防御材料(密度約0.6g/cm3程度)の拡散依存酸化定数はPICAと同程度または、少々優れていることがわかった。
【産業上の利用可能性】
【0057】
本発明によって製造される熱防御複合材は、軽量で良好な耐熱特性を持ち、かつ層間剥離を生じないため、惑星突入機や回収カプセルの外面、ロケットやミサイル等の高速飛翔体のフェアリングや推進系ノズル等を被覆するのに使用することができる。
【符号の説明】
【0058】
1 軽量熱防御材料
2 ベークライトチューブ
3 断熱材
4 K型熱電対
【特許請求の範囲】
【請求項1】
樹脂を含浸した強化繊維からなる熱防御複合材の製造方法であって、
強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする、熱防御複合材の製造方法。
【請求項2】
前記強化繊維は、短繊維をマット化したフェルト状の繊維である、請求項1記載の製造方法。
【請求項3】
前記フェルト状の繊維は、ニードルパンチ加工により、又は有機質バインダーを用いることによって短繊維をマット化したものである請求項2記載の製造方法。
【請求項4】
前記熱硬化性樹脂はフェノール樹脂である請求項1〜3のいずれか1項に記載の製造方法。
【請求項5】
前記フェルト状の繊維は、炭素繊維である請求項2又は3記載の製造方法。
【請求項6】
前記熱防御複合材は密度が1.0g/cm3以下の超軽量のものである請求項1〜5のいずれか1項に記載の製造方法。
【請求項7】
請求項1〜6のいずれかに記載の製造方法により製造した熱防御複合材。
【請求項1】
樹脂を含浸した強化繊維からなる熱防御複合材の製造方法であって、
強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする、熱防御複合材の製造方法。
【請求項2】
前記強化繊維は、短繊維をマット化したフェルト状の繊維である、請求項1記載の製造方法。
【請求項3】
前記フェルト状の繊維は、ニードルパンチ加工により、又は有機質バインダーを用いることによって短繊維をマット化したものである請求項2記載の製造方法。
【請求項4】
前記熱硬化性樹脂はフェノール樹脂である請求項1〜3のいずれか1項に記載の製造方法。
【請求項5】
前記フェルト状の繊維は、炭素繊維である請求項2又は3記載の製造方法。
【請求項6】
前記熱防御複合材は密度が1.0g/cm3以下の超軽量のものである請求項1〜5のいずれか1項に記載の製造方法。
【請求項7】
請求項1〜6のいずれかに記載の製造方法により製造した熱防御複合材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−28166(P2013−28166A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−165090(P2012−165090)
【出願日】平成24年7月25日(2012.7.25)
【分割の表示】特願2008−183922(P2008−183922)の分割
【原出願日】平成20年7月15日(2008.7.15)
【出願人】(504237050)独立行政法人国立高等専門学校機構 (656)
【出願人】(000000974)川崎重工業株式会社 (1,710)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成24年7月25日(2012.7.25)
【分割の表示】特願2008−183922(P2008−183922)の分割
【原出願日】平成20年7月15日(2008.7.15)
【出願人】(504237050)独立行政法人国立高等専門学校機構 (656)
【出願人】(000000974)川崎重工業株式会社 (1,710)
【Fターム(参考)】
[ Back to top ]