
熱電変換材料用β−Zn4Sb3溶製材及び熱電変換材料の製造方法
【課題】高強度で高特性の熱電変換材料が得られる溶製材を提供すること、及び、添加元素を加えることなく、製造条件の最適化により、添加元素を加えて作製した材料と同等かそれ以上の特性を有する高性能熱電変換材料を製造し得る熱電変換材料の製造方法を提供すること。
【解決手段】粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上であるβ-Zn4Sb3 溶製材、及び、原料粉末を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む熱電変換材料を製造する方法であって、前記第二工程において、原料を温度750℃以上で100時間以上溶解することを特徴とする熱電変換材料の製造方法。
【解決手段】粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上であるβ-Zn4Sb3 溶製材、及び、原料粉末を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む熱電変換材料を製造する方法であって、前記第二工程において、原料を温度750℃以上で100時間以上溶解することを特徴とする熱電変換材料の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱を直接電気に変換する熱電変換材料の製造に用いられる焼結原料となるβ-Zn4Sb3 溶製材及び該溶製材を用いた熱電変換材料の製造方法に関するものである。熱電変換材料を用いて製造される熱電モジュールは、特に自動車や各種製造プラント、発電プラント、ゴミ焼却施設などで発生する排熱などの未利用のエネルギーを電気に直接変換するものであり、本発明によれば、省エネルギーに寄与するとともに、二酸化炭素の排出を抑制するなどの効果が期待できる。
【背景技術】
【0002】
熱電変換材料は、その材料の両端に温度差をつけることにより、熱エネルギーを直接電気エネルギーに変換(ゼーベック効果)して、取り出せる性質を持つ材料である。熱電変換材料の性能の高さの指標として、下式で示される性能指数:Zが用いられており、この値が大きいほど高性能である。
Z=α2 σ/ κ(K-1)
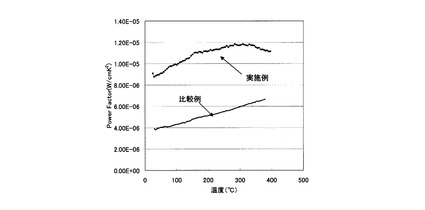
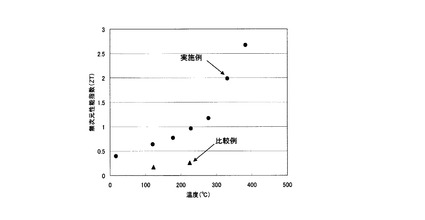
ここで、α:ゼーベック係数(V/K)、σ:電気伝導度(S/m)、κ:熱伝導率(W/mK)である。上記性能指数Zに温度をかけて、無次元化した無次元性能指数(ZT)を用い、熱電変換材料の性能評価をする場合が多い。また、上式中、分子α2 σを出力因子(Power Factor)と言い、熱電変換材料の性能の目安とすることもある。
【0003】
Cillatらは、β-Zn4Sb3 材料の低い熱伝導率に着目し、この材料が、中温度領域に好適な熱電変換材料であることを示した(非特許文献1参照)。しかし、この材料は、機械的強度が弱く実用材料としては、問題を残していた。
そこで、本出願人は、焼結法を用い、最密充填組織を実現し、高い強度と高い熱電特性を両立させたβ-Zn4Sb3 材料の製造方法を提案した(特許文献1参照)。また、山本らは、ホットプレス時の抜圧温度を考慮し、クラックの入らないβ-Zn4Sb3 材料の製造方法を提案した(特許文献2参照)。さらに、本出願人は、添加元素の最適化により、さらに高性能の熱電変換材料が得られる方法を提案した(特許文献3参照)。
【0004】
しかし、Mayer らの報告した構造より求めた密度(6.09g/cm3 )に比べ、実際に作製した試料の密度は、この密度を大きく上まわるという疑問が残されたままであった(非特許文献2参照)。そこで、西堀やSnyderらは、β-Zn4Sb3 の詳細な構造の決定を試み、Spring-8で放射光粉末X線回折を行い、そのデータをMEM/Rietveld法により解析を行った。その結果、3つのZnのinterstitial site をもち、Mayer らのモデルよりもX線回折データが高い一致を示した(非特許文献3及び4参照)。また、組成、密度などの測定値とも矛盾しない構造を求めることに成功した。この結果を利用して、Cargnoniらは、構造に基づく、第1原理計算を行い、計算に基づく熱伝導度、ゼーベック係数、電気伝導度などの熱電変換材料に必要な物性値が、すべて実験値と一致することを示した(非特許文献5参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−218409号公報
【特許文献2】特開2005−325451号公報
【特許文献3】特開2005−5675号公報
【非特許文献】
【0006】
【非特許文献1】T.Cillat, J-P.Flerial, A.Borshchevsky, Proceeding of 15 th International Conference on Thermoelectrics, (1996),151.
【非特許文献2】H.W.Mayer, I.Mikhail and K.Schubert, J. Less. Common Metals, 59(1978),43.
【非特許文献3】西堀英治、日本結晶学会誌、48(2006)、216.
【非特許文献4】G.J.Snyder, M.Christensen, E.Nishibori, T.Caillat and B.B. Iversen, Nature Materials, 3(2004),458.
【非特許文献5】F.Cargnoni, E.nishibori, P.Rabiller, L.Bertini, G.J.Snyder, M.Christensen, C.Gatti and B.B.Iversen, Chemistry-A European Journal, 10(2004),3861.
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のように、精密な結晶構造解析を基に、β-Zn4Sb3 の特性が明らかにされている。一方、より高性能なβ-Zn4Sb3 材料を作製しようという試みもなされている。そのひとつが、最適添加元素の検討である。しかし、添加元素による熱電特性のコントロールは、材料を製造するという立場からは、多少の困難を伴う。
従って、本発明の目的は、添加元素を加えることなく、製造条件の最適化により、添加元素を加えて作製した材料と同等かそれ以上の特性を有する高性能熱電変換材料を製造し得る、熱電変換材料の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成すべく種々検討の結果、β-Zn4Sb3 溶製材の製造工程において、原料を高温で長時間、揺動炉で溶解することにより、該溶製材を用いて製造された熱電変換材料が、高強度で高特性の熱電変換材料となることを見出し、さらに、原料を高温で長時間、揺動炉で溶解することにより得られた溶製材が、特定の粉末X線回折結果を示すことを見出し、本発明を完成した。
即ち、本発明は、下記のβ-Zn4Sb3 溶製材及び熱電変換材料の製造方法を提供することにより、上記目的を達成したものである。
「熱電変換材料用焼結原料となるβ-Zn4Sb3 溶製材であって、該溶製材の粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上であることを特徴とする、β-Zn4Sb3 溶製材。」
「原料であるZn粉末及びSb粉末を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む熱電変換材料を製造する方法であって、前記第二工程において、原料を溶解温度が750℃以上、溶解保持時間が100時間以上で溶解することを特徴とする熱電変換材料の製造方法。」
【発明の効果】
【0009】
本発明の製造方法により得られる熱電変換材料は、結晶の成長度の高い本発明のβ-Zn4Sb3 溶製材を焼結原料に用いるため、得られた焼結体が単相構造であり、高強度で高い熱電特性を示す。また、本発明の製造方法によれば、添加元素を加えることなく、高い熱電特性が得られるため、製造工程が簡略化されコストダウンにもつながる。
【図面の簡単な説明】
【0010】
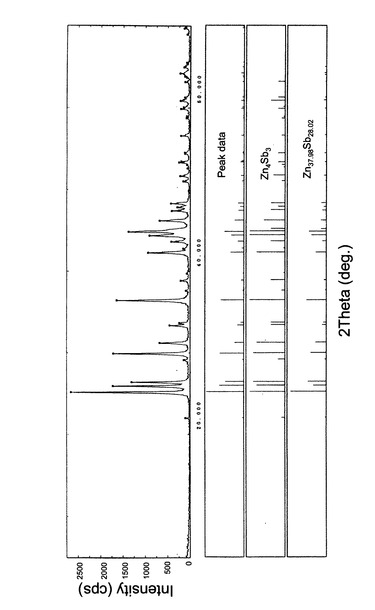
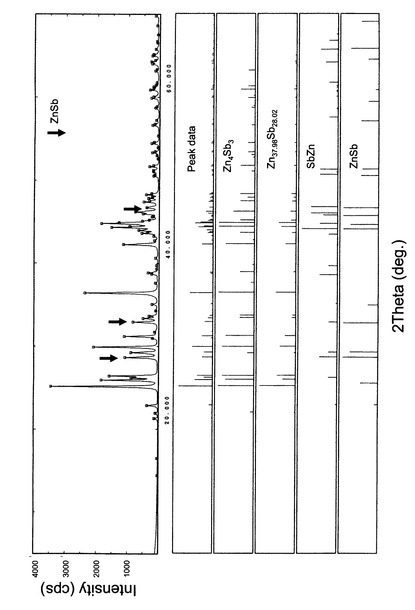
【図1】図1は、実施例で製造した溶製材の粉末X線回折結果である。
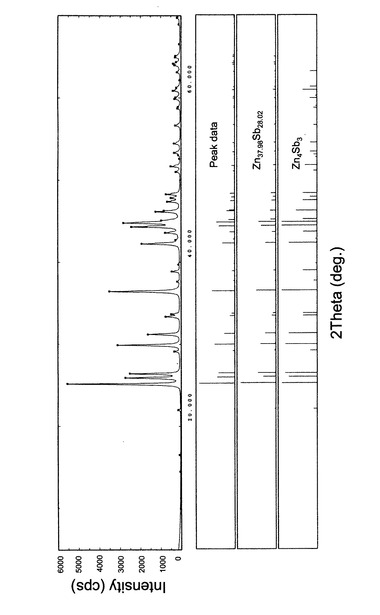
【図2】図2は、実施例で製造した焼結体の粉末X線回折結果である。
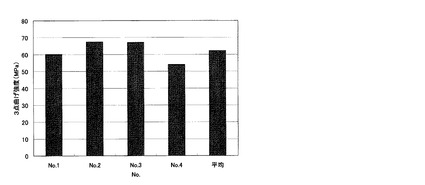
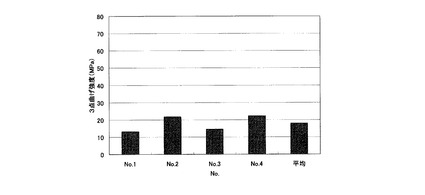
【図3】図3は、実施例で製造した焼結体の3点曲げ強度を示す図である。
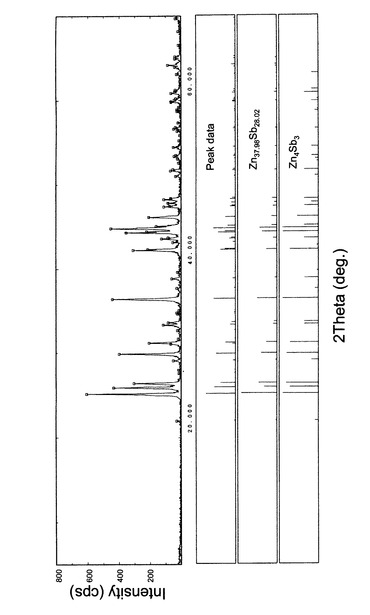
【図4】図4は、比較例で製造した溶製材の粉末X線回折結果である。
【図5】図5は、比較例で製造した焼結体の粉末X線回折結果である。
【図6】図6は、比較例で製造した焼結体の3点曲げ強度を示す図である。
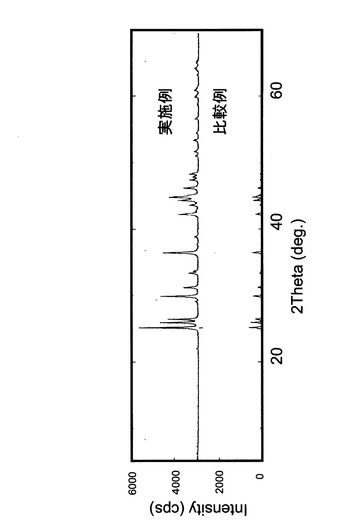
【図7】図7は、実施例と比較例で製造した溶製材の粉末X線回折強度の比較図である。
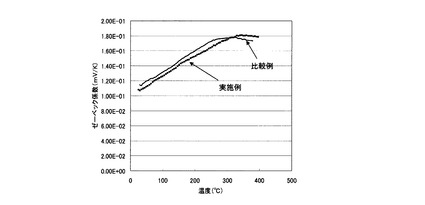
【図8】図8は、実施例と比較例で製造した焼結体のゼーベック係数の比較図である。
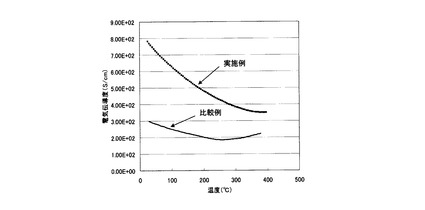
【図9】図9は、実施例と比較例で製造した焼結体の電気伝導度の比較図である。
【図10】図10は、実施例と比較例で製造した焼結体の出力因子(Power Factor)の比較図である。
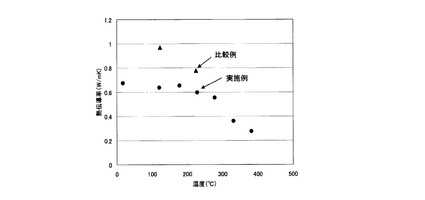
【図11】図11は、実施例と比較例で製造した焼結体の熱伝導率の比較図である。
【図12】図12は、実施例と比較例で製造した焼結体の無次元性能指数の比較図である。
【発明を実施するための形態】
【0011】
以下、本発明について好ましい実施形態に基づき説明する。まず、本発明のβ-Zn4Sb3 溶製材について説明する。
本発明のβ-Zn4Sb3 溶製材は、熱電変換材料用焼結原料となる溶製材であって、該溶製材の粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上、好ましくは38〜45%である特徴を有する。
【0012】
本発明者らは、JCPDSカードにおけるβ-Zn4Sb3 のデータで、強度100%を示す上記の(030)、(223)、(330)及び(143)の4つの指数(hkl)に着目した。そして、製造したβ-Zn4Sb3 溶製材の粉末X線回折結果において、(030)のピーク強度を上記の4つのピーク強度の総和で割った比率が35%以上であれば、β-Zn4Sb3 の結晶の成長度が向上し、この溶製材を用いて製造した焼結体は、単相であり、高い強度及び高い熱電特性を示すことを知見した。上記比率が35%未満の溶製材を用いて焼結体を製造すると、その構造にはZnSbの異相が生成するため、強度が低く、低い熱電特性のものしか得られない。
【0013】
本発明において、粉末X線回折は次のようにして測定したものである。
粉末試料を、少なくとも10μm以下の大きさになるように、乳鉢を用いて粉砕する。この粉末試料をガラス板のくぼみに入れ、結合剤を使わずに、粉末が互いに付着する程度の大きさの圧力を加え、その表面をなめらかにする。このようにして得られる表面の平滑な非常に細かい粉末の圧縮体を測定試料とする。
このような測定試料を用いることにより、回折線の相対強度が正確に求められ、反射に対して正しい方向を持つ相当数の粒子が得られる。また、測定試料表面の粗さを小さくすることにより、反射角の小さな回折線の強度は測定試料表面で回折X線が吸収されることなく、正確な回折強度が得られる。(松村源太郎 訳、カリティX線回折要論、アグネ(1980)、175.参照)
【0014】
X線回折装置は、RAD−RX((株)リガク製)で、Cu管球を用い、管電圧:50kV、管電流:150mAとする。スリットは、発散スリット:0.5°、散乱スリット:0.5°、受光スリット:0.15mmであり、モノクロメータはグラファイト(002)面を用いる。溶製材のX線強度は5°/minで2θ−θスキャンにより求める。また、焼結体のX線強度は0.02°ごとに1秒かけてステップスキャンにより14回繰り返し測定し、14回分の強度の平均を測定値とする。
【0015】
本発明の溶製材は、例えば、溶解原料であるZn粉末及びSb粉末を秤量し、石英アンプル管に入れ、これを揺動炉にセットして、溶解温度が750℃以上、溶解保持時間が100時間以上の溶解条件で、揺動しつつ溶解することにより製造することができる。本発明の溶製材の製造方法については、後述する本発明の熱電変換材料の製造方法における〈第二工程〉においても説明する。
【0016】
次に、本発明の熱電変換材料の製造方法を好ましい実施形態について説明する。
本発明の熱電変換材料の製造方法は、原料を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む。以下、各工程順に説明する。
【0017】
〈第一工程〉
本工程では、原料であるZn粉末及びSb粉末を用意し、これらを所定量秤量する。これらの原料の純度は、それぞれ、99.9〜99.99%である。また、これらの好ましい組成は、β-Zn4Sb3 の化学量論組成より、Znを0.3at%リッチにした量比である。
【0018】
〈第二工程〉
本工程では、第一工程で秤量したZn粉末及びSb粉末を溶解法により、焼結原料となる溶製材を製造する。この時の溶解条件は、温度が750℃以上、好ましくは750〜1000℃、より好ましくは750〜850℃、保持時間が100時間以上、好ましくは100〜300時間、より好ましくは100〜200時間である。
溶解温度が750℃未満であると、β-Zn4Sb3溶製材の結晶成長度が小さく、これを焼結原料とすると、得られた焼結材料は強度が低く、熱電特性も低いものとなる。また、溶解保持時間が100時間未満であると、溶解温度が750℃未満に生じる問題と同様の結果となる。
原料の溶解中は、原料の均一混合、結晶の成長促進の観点から、原料を攪拌又は揺動することが好ましい。例えば、揺動炉を用いて、溶解した原料に、好ましくは左右に毎分10〜80往復の揺動、更に好ましくは左右に毎分20〜50往復の揺動を加える。
本工程で得られる溶製材は、粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上である本発明のβ-Zn4Sb3 溶製材である。
【0019】
〈第三工程〉
本工程では、第二工程で製造された溶製材を粉砕し、分級し、粒径の異なる2種類の溶製材を作製する。すなわち、粒径が20μm未満、好ましくは10〜15μmの溶製材Aと、粒径が該溶製材Aの粒径より大きく、かつ200μm以下、好ましくは10〜100μmの溶製材Bとを作製する。
これらの溶製材A及びBを混合して、焼結原料を得る。粒径が20μm未満の溶製材Aと粒径がそれより大きい溶製材Bとの混合割合は、重量比で、好ましくはA:B=1:5〜100、より好ましくはA:B=1:10〜50である。
上記の粒径を有する2種類の溶製材A及びBを上記の混合割合で混合することにより、焼結後の試料において最密充填組織が得られ、高強度および高熱電特性の焼結体が得られる効果が奏される。
【0020】
〈第四工程〉
本工程では、第三工程で製造された焼結原料を、型に充填して加圧、加熱し、焼結体を作製する。上記加圧、加熱条件は、好ましくは、圧力:300〜2000kgf/cm2 、温度:400〜550℃、より好ましくは、圧力:400〜1000kgf/cm2 、温度:450〜490℃である。また、上記加圧、加熱手段としては、ホットプレス法やHIP法などが挙げられる。
【0021】
上述した本発明の製造方法により得られる熱電変換材料は、微細な単結晶粒を1次粒子とし、微細な不定形結晶粒が緻密に充填された多結晶粒の間を、この1次粒子が埋めるという組織を有する、β-Zn4Sb3 焼結体からなるものである。即ち、上記第四工程で得られる焼結体は、粒径が20μm未満の1次粒子(単結晶粒)と、粒径が20μm未満の不定形結晶粒が緻密に充填された粒径が200μm以下の多結晶粒とからなる緻密な微細組織を有するβ-Zn4Sb3 焼結体である。
【実施例】
【0022】
以下、実施例及び比較例を挙げ、本発明の効果を具体的に説明する。
【0023】
〔実施例〕
Zn粉末(レアメタリック社製、純度:99.99 %、粒度:10〜30メッシュ)を84.0396 g、Sb粉末(レアメタリック社製、純度:99.99 %、粒度:10〜30メッシュ)を115.9604g秤量し、Znが化学量論組成より0.3at%リッチな組成とした。これらの粉末を、石英アンプル管に入れ、不活性ガスを導入し、石英アンプル管を封止した。この石英アンプル管を揺動炉(溶解撹拌炉)にセットし、粉末を750℃で100時間溶解した。この溶解中、左右に毎分40往復の揺動を加えた。この操作により、焼結原料となる溶製材を作製した。次いで、この溶製材をジェットミルで乾式粉砕し、粒径が10μm以下の溶製材Aを作製した。また、上記溶製材を自動乳鉢により乾式粉砕し、粒径が15〜100μm程度の溶製材Bを作製した。これらの溶製材Aと溶製材Bとを、A:B=1:15の重量比でVブレンダーで24時間乾式混合し、焼結原料とした。この焼結原料を黒鉛型に充填し、400kgf/cm2 の加圧下、470℃で、300分でホットプレスし、β-Zn4Sb3 焼結体を得た。
【0024】
上記溶製材及び焼結体を粉砕し、粉末X線回折測定を行った。溶製材の測定結果を図1に、焼結体の測定結果を図2に、それぞれ示した。また、JCPDSカードにおけるβ-Zn4Sb3 のデータで、強度100%を示す(030)、(223)、(330)及び(143)の4つの指数(hkl)のデータを表1に、上記溶製材の各指数での実測X線回折強度を表2に、それぞれ示した。
図1から明らかなように、上記溶製材の粉末X線回折結果は、従来一般に信頼できるデータと言われてきた結晶構造であるβ-Zn4Sb3 単相のデータと一致するパターンが得られた。また、表2に示す上記溶製材の各指数での実測X線回折強度から、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率を求めると、40.0%であった。
図2に示す焼結体の粉末X線回折結果から、上記焼結体がβ-Zn4Sb3 単相であることが明確になった。
【0025】
また、上記焼結体から3W×1.5t×20L(mm)の試験片を切り出し、ゼーベック係数及び電気伝導度を測定し、出力因子(Power Factor)を算出した。ゼーベック係数の測定結果を図8に、電気伝導度の測定結果を図9に、出力因子の算出結果を図10に、それぞれ示した。これより、本発明により得られる焼結体は高い性能を有していることが明らかである。
また、上記焼結体からφ10×1.5t(mm)の試験片を切り出し、熱伝導率を測定し、無次元性能指数を算出した。熱伝導率の測定結果を図11に、無次元性能指数の算出結果を図12に、それぞれ示した。これより、本発明により得られるβ-Zn4Sb3 焼結体は熱電性能において優れたものであることが確認された。
また、上記焼結体から4W×3t×20L(mm)の試験片を切り出し、3点曲げ強度を測定した。その結果を図3に示す。図3に示すとおり、上記焼結体は、平均で62MPaと高い値を示した。
【0026】
〔比較例〕
実施例において、Zn粉末及びSb粉末の溶解条件を、溶解温度:650℃、溶解保持時間:3時間とした以外は、実施例と同一条件で溶製材及び焼結体を作製した。
作製した溶製材及び焼結体について、実施例と同様にして、粉末X線回折、ゼーベック係数、電気伝導度、出力因子(Power Factor)、熱伝導率、無次元性能指数、3点曲げ強度を、それぞれ測定又は算出した。その結果を、図4(溶製材の粉末X線回折結果)、図5(焼結体の粉末X線回折結果)、図6(焼結体の3点曲げ強度)、図8(焼結体のゼーベック係数)、図9(焼結体の電気伝導度)、図10(焼結体の出力因子)、図11(焼結体の熱伝導率)、図12(焼結体の無次元性能指数)に示した。
【0027】
また、図7に、実施例で作製した溶製材と比較例で作製した溶製材との粉末X線回折強度の比較を示した。図7より、比較例で作製した溶製材は、X線の反射強度が低いことが明らかとなった。
また、比較例で作製した溶製材の各指数での実測X線回折強度を表3に示した。表3に示す上記溶製材の各指数での実測X線回折強度から、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率を求めると、32.2%であった。これより、比較例で作製した溶製材は、結晶の成長度合が低いと考えられる。このような溶製材を原料として焼結体を作製すると、図5に示すように、ZnSbの異相が共存する構造であることが明らかとなった。このため、熱電特性は低いものとなり(図8、図9、図10、図11、図12参照)、3点曲げ強度も平均で18MPaと低い値を示した(図6参照)。
【0028】
【表1】

【0029】
【表2】
【0030】
【表3】
【技術分野】
【0001】
本発明は熱を直接電気に変換する熱電変換材料の製造に用いられる焼結原料となるβ-Zn4Sb3 溶製材及び該溶製材を用いた熱電変換材料の製造方法に関するものである。熱電変換材料を用いて製造される熱電モジュールは、特に自動車や各種製造プラント、発電プラント、ゴミ焼却施設などで発生する排熱などの未利用のエネルギーを電気に直接変換するものであり、本発明によれば、省エネルギーに寄与するとともに、二酸化炭素の排出を抑制するなどの効果が期待できる。
【背景技術】
【0002】
熱電変換材料は、その材料の両端に温度差をつけることにより、熱エネルギーを直接電気エネルギーに変換(ゼーベック効果)して、取り出せる性質を持つ材料である。熱電変換材料の性能の高さの指標として、下式で示される性能指数:Zが用いられており、この値が大きいほど高性能である。
Z=α2 σ/ κ(K-1)
ここで、α:ゼーベック係数(V/K)、σ:電気伝導度(S/m)、κ:熱伝導率(W/mK)である。上記性能指数Zに温度をかけて、無次元化した無次元性能指数(ZT)を用い、熱電変換材料の性能評価をする場合が多い。また、上式中、分子α2 σを出力因子(Power Factor)と言い、熱電変換材料の性能の目安とすることもある。
【0003】
Cillatらは、β-Zn4Sb3 材料の低い熱伝導率に着目し、この材料が、中温度領域に好適な熱電変換材料であることを示した(非特許文献1参照)。しかし、この材料は、機械的強度が弱く実用材料としては、問題を残していた。
そこで、本出願人は、焼結法を用い、最密充填組織を実現し、高い強度と高い熱電特性を両立させたβ-Zn4Sb3 材料の製造方法を提案した(特許文献1参照)。また、山本らは、ホットプレス時の抜圧温度を考慮し、クラックの入らないβ-Zn4Sb3 材料の製造方法を提案した(特許文献2参照)。さらに、本出願人は、添加元素の最適化により、さらに高性能の熱電変換材料が得られる方法を提案した(特許文献3参照)。
【0004】
しかし、Mayer らの報告した構造より求めた密度(6.09g/cm3 )に比べ、実際に作製した試料の密度は、この密度を大きく上まわるという疑問が残されたままであった(非特許文献2参照)。そこで、西堀やSnyderらは、β-Zn4Sb3 の詳細な構造の決定を試み、Spring-8で放射光粉末X線回折を行い、そのデータをMEM/Rietveld法により解析を行った。その結果、3つのZnのinterstitial site をもち、Mayer らのモデルよりもX線回折データが高い一致を示した(非特許文献3及び4参照)。また、組成、密度などの測定値とも矛盾しない構造を求めることに成功した。この結果を利用して、Cargnoniらは、構造に基づく、第1原理計算を行い、計算に基づく熱伝導度、ゼーベック係数、電気伝導度などの熱電変換材料に必要な物性値が、すべて実験値と一致することを示した(非特許文献5参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−218409号公報
【特許文献2】特開2005−325451号公報
【特許文献3】特開2005−5675号公報
【非特許文献】
【0006】
【非特許文献1】T.Cillat, J-P.Flerial, A.Borshchevsky, Proceeding of 15 th International Conference on Thermoelectrics, (1996),151.
【非特許文献2】H.W.Mayer, I.Mikhail and K.Schubert, J. Less. Common Metals, 59(1978),43.
【非特許文献3】西堀英治、日本結晶学会誌、48(2006)、216.
【非特許文献4】G.J.Snyder, M.Christensen, E.Nishibori, T.Caillat and B.B. Iversen, Nature Materials, 3(2004),458.
【非特許文献5】F.Cargnoni, E.nishibori, P.Rabiller, L.Bertini, G.J.Snyder, M.Christensen, C.Gatti and B.B.Iversen, Chemistry-A European Journal, 10(2004),3861.
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のように、精密な結晶構造解析を基に、β-Zn4Sb3 の特性が明らかにされている。一方、より高性能なβ-Zn4Sb3 材料を作製しようという試みもなされている。そのひとつが、最適添加元素の検討である。しかし、添加元素による熱電特性のコントロールは、材料を製造するという立場からは、多少の困難を伴う。
従って、本発明の目的は、添加元素を加えることなく、製造条件の最適化により、添加元素を加えて作製した材料と同等かそれ以上の特性を有する高性能熱電変換材料を製造し得る、熱電変換材料の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成すべく種々検討の結果、β-Zn4Sb3 溶製材の製造工程において、原料を高温で長時間、揺動炉で溶解することにより、該溶製材を用いて製造された熱電変換材料が、高強度で高特性の熱電変換材料となることを見出し、さらに、原料を高温で長時間、揺動炉で溶解することにより得られた溶製材が、特定の粉末X線回折結果を示すことを見出し、本発明を完成した。
即ち、本発明は、下記のβ-Zn4Sb3 溶製材及び熱電変換材料の製造方法を提供することにより、上記目的を達成したものである。
「熱電変換材料用焼結原料となるβ-Zn4Sb3 溶製材であって、該溶製材の粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上であることを特徴とする、β-Zn4Sb3 溶製材。」
「原料であるZn粉末及びSb粉末を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む熱電変換材料を製造する方法であって、前記第二工程において、原料を溶解温度が750℃以上、溶解保持時間が100時間以上で溶解することを特徴とする熱電変換材料の製造方法。」
【発明の効果】
【0009】
本発明の製造方法により得られる熱電変換材料は、結晶の成長度の高い本発明のβ-Zn4Sb3 溶製材を焼結原料に用いるため、得られた焼結体が単相構造であり、高強度で高い熱電特性を示す。また、本発明の製造方法によれば、添加元素を加えることなく、高い熱電特性が得られるため、製造工程が簡略化されコストダウンにもつながる。
【図面の簡単な説明】
【0010】
【図1】図1は、実施例で製造した溶製材の粉末X線回折結果である。
【図2】図2は、実施例で製造した焼結体の粉末X線回折結果である。
【図3】図3は、実施例で製造した焼結体の3点曲げ強度を示す図である。
【図4】図4は、比較例で製造した溶製材の粉末X線回折結果である。
【図5】図5は、比較例で製造した焼結体の粉末X線回折結果である。
【図6】図6は、比較例で製造した焼結体の3点曲げ強度を示す図である。
【図7】図7は、実施例と比較例で製造した溶製材の粉末X線回折強度の比較図である。
【図8】図8は、実施例と比較例で製造した焼結体のゼーベック係数の比較図である。
【図9】図9は、実施例と比較例で製造した焼結体の電気伝導度の比較図である。
【図10】図10は、実施例と比較例で製造した焼結体の出力因子(Power Factor)の比較図である。
【図11】図11は、実施例と比較例で製造した焼結体の熱伝導率の比較図である。
【図12】図12は、実施例と比較例で製造した焼結体の無次元性能指数の比較図である。
【発明を実施するための形態】
【0011】
以下、本発明について好ましい実施形態に基づき説明する。まず、本発明のβ-Zn4Sb3 溶製材について説明する。
本発明のβ-Zn4Sb3 溶製材は、熱電変換材料用焼結原料となる溶製材であって、該溶製材の粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上、好ましくは38〜45%である特徴を有する。
【0012】
本発明者らは、JCPDSカードにおけるβ-Zn4Sb3 のデータで、強度100%を示す上記の(030)、(223)、(330)及び(143)の4つの指数(hkl)に着目した。そして、製造したβ-Zn4Sb3 溶製材の粉末X線回折結果において、(030)のピーク強度を上記の4つのピーク強度の総和で割った比率が35%以上であれば、β-Zn4Sb3 の結晶の成長度が向上し、この溶製材を用いて製造した焼結体は、単相であり、高い強度及び高い熱電特性を示すことを知見した。上記比率が35%未満の溶製材を用いて焼結体を製造すると、その構造にはZnSbの異相が生成するため、強度が低く、低い熱電特性のものしか得られない。
【0013】
本発明において、粉末X線回折は次のようにして測定したものである。
粉末試料を、少なくとも10μm以下の大きさになるように、乳鉢を用いて粉砕する。この粉末試料をガラス板のくぼみに入れ、結合剤を使わずに、粉末が互いに付着する程度の大きさの圧力を加え、その表面をなめらかにする。このようにして得られる表面の平滑な非常に細かい粉末の圧縮体を測定試料とする。
このような測定試料を用いることにより、回折線の相対強度が正確に求められ、反射に対して正しい方向を持つ相当数の粒子が得られる。また、測定試料表面の粗さを小さくすることにより、反射角の小さな回折線の強度は測定試料表面で回折X線が吸収されることなく、正確な回折強度が得られる。(松村源太郎 訳、カリティX線回折要論、アグネ(1980)、175.参照)
【0014】
X線回折装置は、RAD−RX((株)リガク製)で、Cu管球を用い、管電圧:50kV、管電流:150mAとする。スリットは、発散スリット:0.5°、散乱スリット:0.5°、受光スリット:0.15mmであり、モノクロメータはグラファイト(002)面を用いる。溶製材のX線強度は5°/minで2θ−θスキャンにより求める。また、焼結体のX線強度は0.02°ごとに1秒かけてステップスキャンにより14回繰り返し測定し、14回分の強度の平均を測定値とする。
【0015】
本発明の溶製材は、例えば、溶解原料であるZn粉末及びSb粉末を秤量し、石英アンプル管に入れ、これを揺動炉にセットして、溶解温度が750℃以上、溶解保持時間が100時間以上の溶解条件で、揺動しつつ溶解することにより製造することができる。本発明の溶製材の製造方法については、後述する本発明の熱電変換材料の製造方法における〈第二工程〉においても説明する。
【0016】
次に、本発明の熱電変換材料の製造方法を好ましい実施形態について説明する。
本発明の熱電変換材料の製造方法は、原料を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む。以下、各工程順に説明する。
【0017】
〈第一工程〉
本工程では、原料であるZn粉末及びSb粉末を用意し、これらを所定量秤量する。これらの原料の純度は、それぞれ、99.9〜99.99%である。また、これらの好ましい組成は、β-Zn4Sb3 の化学量論組成より、Znを0.3at%リッチにした量比である。
【0018】
〈第二工程〉
本工程では、第一工程で秤量したZn粉末及びSb粉末を溶解法により、焼結原料となる溶製材を製造する。この時の溶解条件は、温度が750℃以上、好ましくは750〜1000℃、より好ましくは750〜850℃、保持時間が100時間以上、好ましくは100〜300時間、より好ましくは100〜200時間である。
溶解温度が750℃未満であると、β-Zn4Sb3溶製材の結晶成長度が小さく、これを焼結原料とすると、得られた焼結材料は強度が低く、熱電特性も低いものとなる。また、溶解保持時間が100時間未満であると、溶解温度が750℃未満に生じる問題と同様の結果となる。
原料の溶解中は、原料の均一混合、結晶の成長促進の観点から、原料を攪拌又は揺動することが好ましい。例えば、揺動炉を用いて、溶解した原料に、好ましくは左右に毎分10〜80往復の揺動、更に好ましくは左右に毎分20〜50往復の揺動を加える。
本工程で得られる溶製材は、粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上である本発明のβ-Zn4Sb3 溶製材である。
【0019】
〈第三工程〉
本工程では、第二工程で製造された溶製材を粉砕し、分級し、粒径の異なる2種類の溶製材を作製する。すなわち、粒径が20μm未満、好ましくは10〜15μmの溶製材Aと、粒径が該溶製材Aの粒径より大きく、かつ200μm以下、好ましくは10〜100μmの溶製材Bとを作製する。
これらの溶製材A及びBを混合して、焼結原料を得る。粒径が20μm未満の溶製材Aと粒径がそれより大きい溶製材Bとの混合割合は、重量比で、好ましくはA:B=1:5〜100、より好ましくはA:B=1:10〜50である。
上記の粒径を有する2種類の溶製材A及びBを上記の混合割合で混合することにより、焼結後の試料において最密充填組織が得られ、高強度および高熱電特性の焼結体が得られる効果が奏される。
【0020】
〈第四工程〉
本工程では、第三工程で製造された焼結原料を、型に充填して加圧、加熱し、焼結体を作製する。上記加圧、加熱条件は、好ましくは、圧力:300〜2000kgf/cm2 、温度:400〜550℃、より好ましくは、圧力:400〜1000kgf/cm2 、温度:450〜490℃である。また、上記加圧、加熱手段としては、ホットプレス法やHIP法などが挙げられる。
【0021】
上述した本発明の製造方法により得られる熱電変換材料は、微細な単結晶粒を1次粒子とし、微細な不定形結晶粒が緻密に充填された多結晶粒の間を、この1次粒子が埋めるという組織を有する、β-Zn4Sb3 焼結体からなるものである。即ち、上記第四工程で得られる焼結体は、粒径が20μm未満の1次粒子(単結晶粒)と、粒径が20μm未満の不定形結晶粒が緻密に充填された粒径が200μm以下の多結晶粒とからなる緻密な微細組織を有するβ-Zn4Sb3 焼結体である。
【実施例】
【0022】
以下、実施例及び比較例を挙げ、本発明の効果を具体的に説明する。
【0023】
〔実施例〕
Zn粉末(レアメタリック社製、純度:99.99 %、粒度:10〜30メッシュ)を84.0396 g、Sb粉末(レアメタリック社製、純度:99.99 %、粒度:10〜30メッシュ)を115.9604g秤量し、Znが化学量論組成より0.3at%リッチな組成とした。これらの粉末を、石英アンプル管に入れ、不活性ガスを導入し、石英アンプル管を封止した。この石英アンプル管を揺動炉(溶解撹拌炉)にセットし、粉末を750℃で100時間溶解した。この溶解中、左右に毎分40往復の揺動を加えた。この操作により、焼結原料となる溶製材を作製した。次いで、この溶製材をジェットミルで乾式粉砕し、粒径が10μm以下の溶製材Aを作製した。また、上記溶製材を自動乳鉢により乾式粉砕し、粒径が15〜100μm程度の溶製材Bを作製した。これらの溶製材Aと溶製材Bとを、A:B=1:15の重量比でVブレンダーで24時間乾式混合し、焼結原料とした。この焼結原料を黒鉛型に充填し、400kgf/cm2 の加圧下、470℃で、300分でホットプレスし、β-Zn4Sb3 焼結体を得た。
【0024】
上記溶製材及び焼結体を粉砕し、粉末X線回折測定を行った。溶製材の測定結果を図1に、焼結体の測定結果を図2に、それぞれ示した。また、JCPDSカードにおけるβ-Zn4Sb3 のデータで、強度100%を示す(030)、(223)、(330)及び(143)の4つの指数(hkl)のデータを表1に、上記溶製材の各指数での実測X線回折強度を表2に、それぞれ示した。
図1から明らかなように、上記溶製材の粉末X線回折結果は、従来一般に信頼できるデータと言われてきた結晶構造であるβ-Zn4Sb3 単相のデータと一致するパターンが得られた。また、表2に示す上記溶製材の各指数での実測X線回折強度から、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率を求めると、40.0%であった。
図2に示す焼結体の粉末X線回折結果から、上記焼結体がβ-Zn4Sb3 単相であることが明確になった。
【0025】
また、上記焼結体から3W×1.5t×20L(mm)の試験片を切り出し、ゼーベック係数及び電気伝導度を測定し、出力因子(Power Factor)を算出した。ゼーベック係数の測定結果を図8に、電気伝導度の測定結果を図9に、出力因子の算出結果を図10に、それぞれ示した。これより、本発明により得られる焼結体は高い性能を有していることが明らかである。
また、上記焼結体からφ10×1.5t(mm)の試験片を切り出し、熱伝導率を測定し、無次元性能指数を算出した。熱伝導率の測定結果を図11に、無次元性能指数の算出結果を図12に、それぞれ示した。これより、本発明により得られるβ-Zn4Sb3 焼結体は熱電性能において優れたものであることが確認された。
また、上記焼結体から4W×3t×20L(mm)の試験片を切り出し、3点曲げ強度を測定した。その結果を図3に示す。図3に示すとおり、上記焼結体は、平均で62MPaと高い値を示した。
【0026】
〔比較例〕
実施例において、Zn粉末及びSb粉末の溶解条件を、溶解温度:650℃、溶解保持時間:3時間とした以外は、実施例と同一条件で溶製材及び焼結体を作製した。
作製した溶製材及び焼結体について、実施例と同様にして、粉末X線回折、ゼーベック係数、電気伝導度、出力因子(Power Factor)、熱伝導率、無次元性能指数、3点曲げ強度を、それぞれ測定又は算出した。その結果を、図4(溶製材の粉末X線回折結果)、図5(焼結体の粉末X線回折結果)、図6(焼結体の3点曲げ強度)、図8(焼結体のゼーベック係数)、図9(焼結体の電気伝導度)、図10(焼結体の出力因子)、図11(焼結体の熱伝導率)、図12(焼結体の無次元性能指数)に示した。
【0027】
また、図7に、実施例で作製した溶製材と比較例で作製した溶製材との粉末X線回折強度の比較を示した。図7より、比較例で作製した溶製材は、X線の反射強度が低いことが明らかとなった。
また、比較例で作製した溶製材の各指数での実測X線回折強度を表3に示した。表3に示す上記溶製材の各指数での実測X線回折強度から、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率を求めると、32.2%であった。これより、比較例で作製した溶製材は、結晶の成長度合が低いと考えられる。このような溶製材を原料として焼結体を作製すると、図5に示すように、ZnSbの異相が共存する構造であることが明らかとなった。このため、熱電特性は低いものとなり(図8、図9、図10、図11、図12参照)、3点曲げ強度も平均で18MPaと低い値を示した(図6参照)。
【0028】
【表1】
【0029】
【表2】
【0030】
【表3】
【特許請求の範囲】
【請求項1】
熱電変換材料用焼結原料となるβ-Zn4Sb3 溶製材であって、該溶製材の粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上であることを特徴とする、β-Zn4Sb3 溶製材。
【請求項2】
原料であるZn粉末及びSb粉末を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む熱電変換材料を製造する方法であって、前記第二工程において、原料を溶解温度が750℃以上、溶解保持時間が100時間以上で溶解することを特徴とする熱電変換材料の製造方法。
【請求項3】
前記第二工程において、原料の溶解保持時間中、溶解した原料を攪拌又は揺動する請求項2記載の熱電変換材料の製造方法。
【請求項4】
前記第二工程において得られる溶製材が、粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上のβ-Zn4Sb3 溶製材である請求項2又は3記載の熱電変換材料の製造方法。
【請求項5】
請求項2〜4の何れか1項に記載の製造方法により得られる焼結体がβ-Zn4Sb3 単相であることを特徴とする熱電変換材料。
【請求項1】
熱電変換材料用焼結原料となるβ-Zn4Sb3 溶製材であって、該溶製材の粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上であることを特徴とする、β-Zn4Sb3 溶製材。
【請求項2】
原料であるZn粉末及びSb粉末を秤量する第一工程、秤量した原料を溶解し、溶製材を得る第二工程、溶製材を粉砕し、分級し、混合し、焼結原料を得る第三工程、焼結原料を加圧、加熱し、焼結体を得る第四工程を含む熱電変換材料を製造する方法であって、前記第二工程において、原料を溶解温度が750℃以上、溶解保持時間が100時間以上で溶解することを特徴とする熱電変換材料の製造方法。
【請求項3】
前記第二工程において、原料の溶解保持時間中、溶解した原料を攪拌又は揺動する請求項2記載の熱電変換材料の製造方法。
【請求項4】
前記第二工程において得られる溶製材が、粉末X線回折結果において、JCPDSカードにおける指数で、(030)ピーク強度を(030)、(223)、(330)、(143)の各ピーク強度の総和で割った比率が35%以上のβ-Zn4Sb3 溶製材である請求項2又は3記載の熱電変換材料の製造方法。
【請求項5】
請求項2〜4の何れか1項に記載の製造方法により得られる焼結体がβ-Zn4Sb3 単相であることを特徴とする熱電変換材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−216567(P2011−216567A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−81535(P2010−81535)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000000206)宇部興産株式会社 (2,022)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000000206)宇部興産株式会社 (2,022)
[ Back to top ]