
熱電変換素子、その製造方法、及び熱電変換モジュール

【課題】熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされているにもかかわらず、従来品以上に機械的強度が改善された熱電変換素子の提供。
【解決手段】熱電変換モジュール1において、p型素子11及びn型素子12は、いずれも複数の粒子11a,12aを直列に並べて接合した構造とされている。しかも、粒子11a同士又は粒子12a同士が接合された接合部の周囲には、隆起部11b,12bが膨出している。隆起部11b,12bは、接合部の周囲全周にわたって連続する形状とされている。なお、隆起部11b,12bは、部分的に断続していてもよいが、その場合、一つの断続部分の周方向長さは、接合部の周囲半周分未満とされる。
【解決手段】熱電変換モジュール1において、p型素子11及びn型素子12は、いずれも複数の粒子11a,12aを直列に並べて接合した構造とされている。しかも、粒子11a同士又は粒子12a同士が接合された接合部の周囲には、隆起部11b,12bが膨出している。隆起部11b,12bは、接合部の周囲全周にわたって連続する形状とされている。なお、隆起部11b,12bは、部分的に断続していてもよいが、その場合、一つの断続部分の周方向長さは、接合部の周囲半周分未満とされる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゼーベック効果による熱電発電やペルチェ効果による熱電冷却(電子冷却)を行うために利用される熱電変換素子と、その製造方法、及び、そのような熱電変換素子を備えた熱電変換モジュールに関する。
【背景技術】
【0002】
従来、熱電発電や熱電冷却を行うために利用される熱電変換モジュールの一例として、例えば、p型熱電材料からなる複数のp型素子とn型熱電材料からなる複数のn型素子が二次元的に配列された構造とされた面状の熱電変換モジュールが知られている。このような面状の熱電変換モジュールにおいて、モジュールの表裏両面には、複数の電極が設けられ、各電極を介して一つのp型素子と一つのn型素子が電気的に接続されることにより、複数のp型素子と複数のn型素子が交互に直列接続されている。
【0003】
このような熱電変換モジュールの表面側と裏面側に温度差(温度勾配)を与えると、p型素子では低温側が高電位、高温側が低電位となる一方、n型素子では高温側が高電位、低温側が低電位となる。その結果、低温側ではp型素子からn型素子へと電流が流れ、高温側ではn型素子からp型素子へと電流が流れる。
【0004】
ところで、上述のようなp型素子やn型素子は、従来、p型熱電材料やn型熱電材料と同一組成の原料組成物を加熱して熔解又は焼結したものから、機械的加工(切削加工)によってブロック状の成形体を切り出し、それらを基板上に配列して直列に接続していた。しかし、熱電材料には機械的強度の低いものが多いため、微細な精密加工は難しく、小型化薄型化を図ることは困難であった。また、成形体の切り出し加工では、歩留まりが低くなるという問題もあった。
【0005】
また、熱伝導性に優れる熱電材料を利用する場合、ブロック状に切り出された素子を利用すると、熱電変換モジュールの表裏に大きな温度差を与えても、素子の内部を熱が伝わりやすいため、素子の両端間では十分な温度差が発現しないという問題があった。
【0006】
このような諸問題に対し、素子の形状を工夫することにより、素子両端間で大きな温度差を発現させることができ、熱電発電モジュールの小型化をも実現可能な技術が提案されている(例えば、特許文献1参照。)。
【0007】
この特許文献1に記載の技術においては、p型あるいはn型の素子の少なくとも一方の素子の形状が球を複数組み合わせた形状とされており、隣り合う位置にある球と球との接合部分に、断面積が最も小さくなるくびれ部分が形成されている。このような素子を利用すれば、くびれ部分で熱流束が滞るため、ブロック状に切り出された素子よりも素子両端間で熱が伝わりにくくなり、素子両端間の温度差が大きくなるので、熱電変換モジュールの熱電変換性能を向上させることができる。
【0008】
また、このように個々の素子の性能(起電力)が向上すれば、より小型の素子でも必要な性能を確保できるので、熱電変換モジュールの軽量化、薄型化、小型化を図ることができる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許4524382号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記特許文献1に記載されているような、球を複数組み合わせた形状とされた素子(p型素子又はn型素子)には上述のようなくびれ部分があるため、ブロック状に切り出された素子に比べると、くびれ部分での機械的強度を確保することが難しく、素子の構造が脆弱になりやすいという点で、未だ改良の余地が残されていた。
【0011】
特に、上述のようなくびれ部分があると、くびれのないブロック状素子に比べて素子の曲げ強度は低下しやすく、素子を曲げようとする力が作用した際には、素子がくびれ部分で折れやすくなる傾向がある。そのため、素子がくびれ部分で折れるのを避けるには、素子が折れる原因となるような過大な衝撃や振動が伝わらない用途でしか素子を利用できず、その用途が限られてしまう、という問題があった。
【0012】
より具体的な例を挙げれば、例えば、熱電変換モジュールを自動車などに搭載する場合、自動車の走行中には相応の衝撃や振動が熱電変換モジュールに加わるおそれがある。そのため、そのような衝撃や振動によって素子の破断を招くおそれがあれば、そのような素子を採用した熱電変換モジュールを自動車に搭載する用途で使用することは難しいことになる。
【0013】
また、例えば、熱電変換モジュールを携帯機器などに搭載する場合でも、携帯機器を落としたりどこかにぶつけたりしたときに相応の衝撃が加わるおそれがある。そのため、そのような衝撃によって素子の破断を招くおそれがあれば、そのような素子を採用した熱電変換モジュールを携帯機器に搭載する用途で使用することは難しいことになる。
【0014】
本発明は、上記問題を解決するためになされたものであり、その目的は、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされている点では従来品と類似の構成とされているにもかかわらず、そのような従来品以上に機械的強度が改善された熱電変換素子と、そのような熱電変換素子の製造方法、及びそのような熱電変換素子を備えた熱電変換モジュールを提供することにある。
【課題を解決するための手段】
【0015】
以下、本発明において採用した構成について説明する。
本発明の熱電変換素子は、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子であって、互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされていることを特徴とする。
【0016】
このように構成された熱電変換素子によれば、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされているので、粒子同士の接合部分にくびれ部分を形成することができる。したがって、このような構造の熱電変換素子であれば、素子両端に温度差を付与した際、くびれ部分で熱流束が滞って素子両端間の温度差が大きくなるので、熱電変換素子の熱電変換性能を向上させることができる。
【0017】
また、この熱電変換素子において、互いに接合される粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出している。しかも、その隆起部は、接合部の周囲全周にわたって連続する形状とされるか、又は、接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが接合部の周囲1/2周分未満となる形状とされている。
【0018】
すなわち、隆起部は、接合部の周囲全周にわたって存在するか、接合部の周囲全周にわたっては存在しないものの、断続部分が最長でも接合部の周囲半周未満となるような位置には隆起部が存在する。このような範囲に上述のような隆起部が設けられていると、同等な隆起部相当物が設けられていない素子に比べて、素子の機械的強度、特に曲げ強度や引張強度が向上し、素子を折れにくく破断を招きにくい構造にすることができる。
【0019】
隆起部を設けることによって機械的強度が改善される理由については、様々な理由が推測されるが、例えば、このような範囲に隆起部が存在すると、接合部の周囲をどこで二等分しても各範囲内に必ず一つの隆起部が存在するので、接合部を折り曲げるような力が作用した際、その谷折りになる箇所に必ず一つは隆起部が存在することになる。したがって、谷折り側に存在する隆起部が、素子の谷折り方向への折り曲げを阻害するので、同等な位置に隆起部がない素子に比べて曲げ強度が高くなり、素子を折れにくい構造とすることができるのではないかと考えられる。
【0020】
また、隆起部相当物が設けられていない素子の場合、接合部分に形成されるくびれ部の断面形状が、ほぼ全周にわたってくさび形に切れ込むような形状となるのに対し、上述のような隆起部が存在する場合、その部分におけるくびれ部の断面形状は、くさびの先端が隆起部で埋められた形状になる。そのため、隆起部相当物が設けられていない素子の方が、くさびの先端に相当する箇所で応力集中を招きやすく、この箇所で破断しやすくなるが、隆起部が設けられていると接合部における応力集中を緩和でき、曲げ強度や引張強度が向上するのではないかと考えられる。
【0021】
隆起部による機械的強度の向上効果は、発明者らが実験的に確認した限り、上述した断続部分の周方向長さが接合部の周囲1/2周分未満となっていれば相応の効果があるものと期待できる。ただし、効果を高めたい場合には、断続部分の周方向長さが接合部の周囲1/3周分未満となっていると好ましく、更に効果を高めたい場合には、断続部分の周方向長さが接合部の周囲1/4周分未満となっていると好ましい。また、隆起部が接合部の周囲全周にわたって存在する場合も、機械的強度の向上効果は高くなるので好ましい。
【0022】
また、以上のような熱電変換素子において、粒子の接合方法については種々考え得るが、一例としては、互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されているものであると、熱電変換性能及び機械的強度、どちらも優れた特性を持つ素子となるので好ましい。
【0023】
また、本発明の熱電変換素子の製造方法は、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子の製造方法であって、互いに接合される前記粒子を接触させて、両粒子が互いに押し付けられることとなる荷重を印加して、その状態で両粒子の接点にパルス状電流を流して当該パルス状電流が起こす抵抗加熱により、両粒子の接点を局所熔解して両粒子を熔接することにより、互いに接合される前記粒子同士を、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合する工程を含み、前記工程では、互いに接合される前記粒子の接合部の周囲に、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成される隆起部を膨出させており、当該隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされることを特徴とする。
【0024】
このような製造方法によれば、上述した本発明の熱電変換素子を製造することができる。
また、本発明の熱電変換モジュールは、それぞれがp型熱電材料からなる複数のp型素子とそれぞれがn型熱電材料からなる複数のn型素子が、間隔を空けた状態で並列に配置されて、前記p型素子及び前記n型素子の一端側では一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されるとともに、前記p型素子及び前記n型素子の他端側では前記一端側で電気的に接続された素子とは異なる素子間で一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されることにより、いくつかの前記p型素子といくつかの前記n型素子が交互に直列接続された構造が、1組以上形成された熱電変換モジュールであって、前記複数のp型素子及び前記複数のn型素子のうち、一つ以上の素子が、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子とされており、しかも、当該熱電変換素子において、互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされていることを特徴とする。
【0025】
このように構成された熱電変換モジュールによれば、モジュールに組み込まれた熱電変換素子が、本発明の熱電変換素子に相当する構成を備えている。したがって、本発明の熱電変換素子について述べた通りの作用、効果を奏し、素子両端間の温度差が大きくなるので、熱電変換モジュールの熱電変換性能を向上させることができる。また、粒子同士を接合してくびれ部分を形成した素子であるにもかかわらず、くびれ部分には上述のような隆起部が設けてあるので、同等な位置に隆起部がない素子に比べて機械的強度が高くなり、素子を折れにくく破断を招きにくい構造とすることができる。
【0026】
なお、この熱電変換モジュールにおいても、互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されていると、熱電変換性能及び機械的強度、どちらも優れた特性を持つ素子となるので好ましい。
【図面の簡単な説明】
【0027】
【図1】(a)は熱電変換モジュールの断面図、(b)は熱電変換素子及び電極の拡大図。
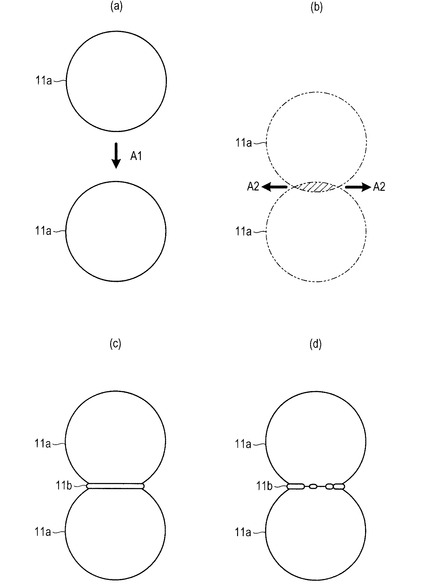
【図2】熱電変換素子となる粒子の接合手順を説明するための説明図。
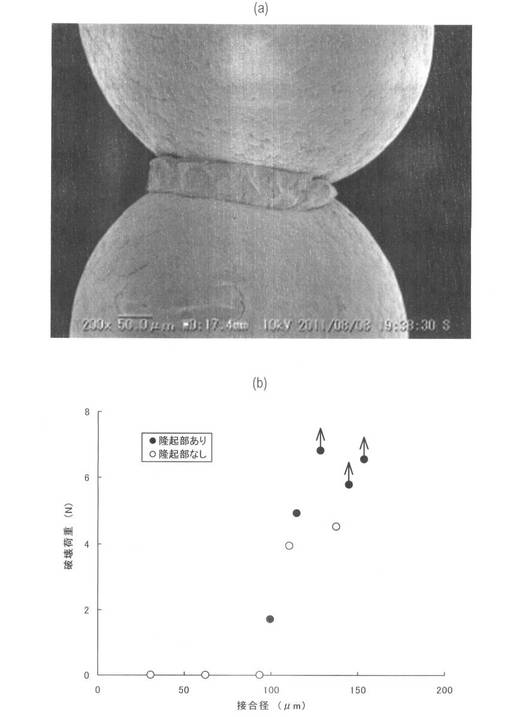
【図3】(a)は粒子同士の接合部の電子顕微鏡写真、(b)は接合部の径と破壊荷重の関係を示すグラフ。
【発明を実施するための形態】
【0028】
次に、本発明の実施形態について一例を挙げて説明する。
[熱電変換モジュールの構成]
図1(a)に示すように、熱電変換モジュール1は、それぞれがp型熱電材料(本事例ではFe2V0.9Ti0.1Al)からなる複数のp型素子11と、それぞれがn型熱電材料(本事例ではFe2VAl0.9Si0.1)からなる複数のn型素子12とを備え、これらp型素子11及びn型素子12が互いに間隔を空けた状態で並列に配置されている。
【0029】
これらp型素子11及びn型素子12は、各素子の一端側(図1(a)中に示す低温側)において、一つのp型素子11と一つのn型素子12が電極13を介して電気的に接続されている。また、各素子の他端側(図1(a)中に示す高温側)においては、一端側で電極13を介して電気的に接続された素子とは異なる素子間で、一つのp型素子11と一つのn型素子12が電極14を介して電気的に接続されている。電極14は、基板15の表面に形成されている。
【0030】
また、図1(a)には表れないが、p型素子11及びn型素子12は、図1(a)が描かれた紙面に垂直な方向にも配列されている。そして、それら図1(a)に表れないp型素子11及びn型素子12も含め、熱電変換モジュール1内にある複数のp型素子11と複数のn型素子12すべてが交互に直列接続されている。
【0031】
さらに、複数のp型素子11と複数のn型素子12との間には、それらの素子間に充填された樹脂組成物によって形成された補強部16が設けられている。この補強部16は、シリコーン樹脂系ポッティング材によって形成されたものである。本事例においては、二液型シリコーンゲル(東レ・ダウコーニング株式会社製、SE1885A、SE1885B)を50:50の重量比で配合した樹脂組成物(粘度:500mPa・s)にて、基板15上の素子11,12をポッティングすることにより、補強部16を形成した。
【0032】
[熱電変換素子の構成]
この熱電変換モジュール1において、p型素子11及びn型素子12は、図1(b)に拡大して示すように、いずれも複数(本事例では四つ)の粒子11a,12a(本事例では球状粒子、直径500μm)を直列に並べて接合した構造とされている。しかも、粒子11a同士又は粒子12a同士が接合された接合部の周囲には、隆起部11b,12bが膨出している。本事例の場合、隆起部11b,12bは、接合部の周囲全周にわたって連続する形状とされている。
【0033】
隣り合う位置にある粒子11a,11aは、図2(a)に示すように、一方の粒子11aが他方の粒子11aに対して図2(a)中の矢印A1方向に押し当てられて、粒子11a,11a間に所定の荷重が印加され、その状態で両粒子11a,11aの接点にパルス状電流が流されて、そのパルス状電流が起こす抵抗加熱により、両粒子11a,11aの接点が局所熔解されて両粒子11a,11aが熔接されている。
【0034】
この熔接時には、粒子11a,11a間に印加される荷重の大きさ(粒子を相互に押し付け合う力)を1N以上に調節し、また印加されるパルス状電流の電気エネルギーを0.4J以上に調節することにより、両粒子11a,11aが、図2(b)に仮想線で示すように、接合前の各粒子の一部が空間的な相互重複(図2(b)中に斜線を付して示した範囲)をなす位置まで互いに押し付けられ、その状態で両粒子11a,11aが直接接合される。
【0035】
このとき、互いに接合される粒子11a,11aの接合部の周囲には、上述の相互重複をなす部分に相当する領域から、粒子11aを形成する熱電材料が図2(b)中に矢印A2で示す方向へと押し出され、その押し出された熱電材料により、図2(c)に示すような隆起部11bが形成される。
【0036】
より詳しくは、本実施形態においては、接合部の周囲において所期の範囲に必要な隆起部11bを形成するため、熔接時に粒子11a,11a同士を相互に押し付ける押付力、及び熔接のために投入する電気エネルギーを制御して、熔融した熱電材料が接合部の周囲に膨出する量や、その膨出方向を最適化している。
【0037】
すなわち、単に粒子11a,11aを熔接しても、その際に押付力や投入電気エネルギーが最適化されていなければ、熔融した熱電材料が接合部の周囲にはみ出してこなかったり、はみ出してきてもその量が少なすぎたりして、所期の隆起部11bを形成できないことがある。また、熔融した材料が相応の量だけはみ出してきたとしても、その膨出方向に偏りがあると、一箇所だけに大きな隆起部ができて、その裏側に当たる位置には、半周分以上にわたって隆起部が存在しない範囲(断続部分)ができてしまうことがある。
【0038】
したがって、熔接の際には、隆起部11bの膨出量や膨出方向も観察しつつ、押付力や投入電気エネルギーを調節することが重要であり、これにより、半周分以上にわたる断続部分が残らないような所期の隆起部11bを形成することができる。
【0039】
以上のような手法で形成された隆起部11bの電子顕微鏡写真を、図3(a)に示す。なお、図2では、粒子11aを例に挙げて隆起部11bの形成方法を説明したが、粒子12aを利用する場合についても、全く同様の手順で隆起部12bを形成することができる。ちなみに、本事例では、図1(b)に示すように、電極13,14と粒子11a,12aとの接合部も、粒子同士と同様な手法で直接接合されているため、それらの接合部の周囲にも隆起部11c,12cが形成されている。
【0040】
以上説明したような隆起部11b,12bが形成されていると、同等な隆起部相当物がない素子に比べ、粒子間の接合部における機械的強度、特に曲げ強度や引張強度が改善される。具体的には、隆起部相当物がない素子では、素子に曲げ荷重が作用した際に、谷折りになる箇所に隆起部相当物が存在しないので、素子の折り曲げを阻害する要素がなく、それゆえ、比較的簡単に素子が折れる。
【0041】
これに対し、上記のような隆起部11b,12bが形成されていると、素子に曲げ荷重が作用した際に、谷折りになる箇所に隆起部11b,12bが存在すると、素子の折り曲げを阻害する要素となるので、隆起部11b,12bがないものよりも、素子が折れにくくなるものと考えられる。
【0042】
また、隆起部相当物が設けられていない素子の場合、接合部分に形成されるくびれ部の断面形状が、ほぼ全周にわたってくさび形に切れ込むような形状となるのに対し、上述のような隆起部11b,12bが存在する場合、その部分におけるくびれ部の断面形状は、くさびの先端が隆起部で埋められた形状になる。そのため、隆起部相当物が設けられていない素子の方が、くさびの先端に相当する箇所で応力集中を招きやすく、この箇所で破断しやすくなるが、隆起部11b,12bが設けられていると接合部における応力集中を緩和でき、曲げ強度や引張強度が向上するものと考えられる。
【0043】
なお、本事例において、隆起部11bは、接合部の周囲全周にわたって膨出しているが、図2(d)に示すように、隆起部11bはいくらか断続部分があってもかまわない。すなわち、このような断続部分があったとしても、隆起部11bは、十分に素子の折り曲げを阻害する要素となるので、隆起部11b,12bがないものよりも、素子が折れにくくなるからである。
【0044】
ただし、一つの断続部分が接合部の周囲半周分以上にわたって存在すると、その断続部分が谷折り箇所となる曲げに対して曲げ強度が低下するので、これを回避するには、一つの断続部分の周方向長さは、接合部の周囲半周分未満とするとよい。特に、好ましくは1/3周分未満、より好ましくは1/4周分未満とされていれば、更に確実に隆起部によって素子の折り曲げを阻害することができる。
【0045】
以上のような手法によって隆起部11bが形成された素子の試験体と、同様の手法で接合したものの、隆起部11bが形成されていない素子の試験体とをそれぞれいくつか試作して、それらの試験体について、微小荷重が測定できる機械試験機によって機械的強度(破壊荷重)を測定した。
【0046】
なお、ここでいう隆起部11bが形成された素子とは、隆起部が接合部の周囲全周にわたって存在するもの、若しくは一部断続部分が生じたものの、ほぼ全周にわたって隆起部があり、半周分以上にわたる断続部分は認められない素子を意味する。また、ここでいう隆起部11bが形成されていない素子とは、ほぼ隆起部がなく、僅かに隆起部があっても、隆起部のない範囲が接合部の周囲半周分以上にわたって存在する素子を意味する。各試験体の接合径と破壊荷重の関係を表1及び図3(b)に示す。
【0047】
【表1】

【0048】
接合部の直径は、熔接の際に粒子に対して印加される荷重及びパルス状電流の電気エネルギーを調節することで、その寸法を調節することができる。また、グラフ中、「●」で示したデータは隆起部が形成された素子に対応し、「○」で示したデータは隆起部が形成されていない素子に対応する。さらに、矢印が付されていないデータは、その荷重で素子の破断が発生したことを示すが、矢印が付されたデータは、その荷重では素子の破断が発生しなかったことを示す(すなわち、更に矢印方向へ荷重を増大させたら破断が発生することを示す。)。
【0049】
表1及び図3(b)から明らかなように、隆起部11b,12bがあると、接合径が同程度であっても、破壊荷重はより大きな値をとる傾向があり、この傾向からすれば、隆起部11b,12bがあると、素子の機械的強度が向上することは明らかである。
【0050】
特に、隆起部がない素子の場合、接合径138μmでも最大荷重4.52Nで破壊が発生したが、隆起部のある素子の場合は、接合径115μmでも最大荷重4.92Nまで破壊が発生せず、接合径が小さくても隆起部が存在することで素子の機械的強度が向上することが明らかとなった。
【0051】
また、更に接合径を128μm以上の範囲まで高めると、最大荷重を5.79N以上にまで高めても、素子の破壊が発生せず、非常に優れた機械的強度を備えた素子になることが明らかになった。したがって、最大荷重5N以上に耐えるような素子を得るには、上述のような隆起部が形成されていると好適であると考えられる。
【0052】
[効果]
以上説明したような熱電変換モジュール1によれば、モジュールに組み込まれたp型素子11及びn型素子12が、熱電材料からなる2個以上の粒子11a,12aを直列に並べて接合してなる構造とされているので、粒子11a同士及び粒子12a同士の接合部分にくびれ部分を形成することができる。したがって、このような構造のp型素子11及びn型素子12であれば、素子両端に温度差を付与した際、くびれ部分で熱流束が滞って素子両端間の温度差が大きくなるので、p型素子11及びn型素子12の熱電変換性能を向上させることができる。
【0053】
また、上記p型素子11及びn型素子12において、互いに接合される粒子11a同士及び粒子12a同士の接合部の周囲には、熱電材料によって形成された隆起部11b,12bが膨出しているので、同等な隆起部がない素子に比べ、p型素子11及びn型素子12の機械的強度が改善される。
【0054】
[その他の事例]
以上、本発明の実施形態について、具体的な事例を挙げて説明したが、本発明は上記の具体的な事例に限定されず、この他にも種々の形態で実施することができる。
【0055】
例えば、上記事例では、p型熱電材料、n型熱電材料として、特定の組成比のFe2VAl系熱電材料を例示したが、この組成比は一例であり、p型又はn型熱電材料としての性能を維持できる範囲内で、適宜組成比を変更してもかまわない。また、上記実施形態では、Fe2VAl系熱電材料に第4元素としてSiを添加する例を示したが、これもp型又はn型熱電材料としての性能を維持できる範囲内で、任意の第4元素を添加することができる。
【0056】
また、上記実施形態では、Fe2VAl系熱電材料を例示したが、他の熱電材料を利用してもよい。そのような熱電材料としては、例えば、Bi−Te系熱電材料、Mg−Si系熱電材料、Mn−Si系熱電材料、Fe−Si系熱電材料、Si−Ge系熱電材料、Pb−Te系熱電材料など、各種合金系の熱電材料を挙げることができる。
【符号の説明】
【0057】
1・・・熱電変換モジュール、11・・・p型素子、12・・・n型素子、11a,12a・・・粒子、11b,11c,12b,12c・・・隆起部、13,14・・・電極、15・・・基板、16・・・補強部。
【技術分野】
【0001】
本発明は、ゼーベック効果による熱電発電やペルチェ効果による熱電冷却(電子冷却)を行うために利用される熱電変換素子と、その製造方法、及び、そのような熱電変換素子を備えた熱電変換モジュールに関する。
【背景技術】
【0002】
従来、熱電発電や熱電冷却を行うために利用される熱電変換モジュールの一例として、例えば、p型熱電材料からなる複数のp型素子とn型熱電材料からなる複数のn型素子が二次元的に配列された構造とされた面状の熱電変換モジュールが知られている。このような面状の熱電変換モジュールにおいて、モジュールの表裏両面には、複数の電極が設けられ、各電極を介して一つのp型素子と一つのn型素子が電気的に接続されることにより、複数のp型素子と複数のn型素子が交互に直列接続されている。
【0003】
このような熱電変換モジュールの表面側と裏面側に温度差(温度勾配)を与えると、p型素子では低温側が高電位、高温側が低電位となる一方、n型素子では高温側が高電位、低温側が低電位となる。その結果、低温側ではp型素子からn型素子へと電流が流れ、高温側ではn型素子からp型素子へと電流が流れる。
【0004】
ところで、上述のようなp型素子やn型素子は、従来、p型熱電材料やn型熱電材料と同一組成の原料組成物を加熱して熔解又は焼結したものから、機械的加工(切削加工)によってブロック状の成形体を切り出し、それらを基板上に配列して直列に接続していた。しかし、熱電材料には機械的強度の低いものが多いため、微細な精密加工は難しく、小型化薄型化を図ることは困難であった。また、成形体の切り出し加工では、歩留まりが低くなるという問題もあった。
【0005】
また、熱伝導性に優れる熱電材料を利用する場合、ブロック状に切り出された素子を利用すると、熱電変換モジュールの表裏に大きな温度差を与えても、素子の内部を熱が伝わりやすいため、素子の両端間では十分な温度差が発現しないという問題があった。
【0006】
このような諸問題に対し、素子の形状を工夫することにより、素子両端間で大きな温度差を発現させることができ、熱電発電モジュールの小型化をも実現可能な技術が提案されている(例えば、特許文献1参照。)。
【0007】
この特許文献1に記載の技術においては、p型あるいはn型の素子の少なくとも一方の素子の形状が球を複数組み合わせた形状とされており、隣り合う位置にある球と球との接合部分に、断面積が最も小さくなるくびれ部分が形成されている。このような素子を利用すれば、くびれ部分で熱流束が滞るため、ブロック状に切り出された素子よりも素子両端間で熱が伝わりにくくなり、素子両端間の温度差が大きくなるので、熱電変換モジュールの熱電変換性能を向上させることができる。
【0008】
また、このように個々の素子の性能(起電力)が向上すれば、より小型の素子でも必要な性能を確保できるので、熱電変換モジュールの軽量化、薄型化、小型化を図ることができる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許4524382号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記特許文献1に記載されているような、球を複数組み合わせた形状とされた素子(p型素子又はn型素子)には上述のようなくびれ部分があるため、ブロック状に切り出された素子に比べると、くびれ部分での機械的強度を確保することが難しく、素子の構造が脆弱になりやすいという点で、未だ改良の余地が残されていた。
【0011】
特に、上述のようなくびれ部分があると、くびれのないブロック状素子に比べて素子の曲げ強度は低下しやすく、素子を曲げようとする力が作用した際には、素子がくびれ部分で折れやすくなる傾向がある。そのため、素子がくびれ部分で折れるのを避けるには、素子が折れる原因となるような過大な衝撃や振動が伝わらない用途でしか素子を利用できず、その用途が限られてしまう、という問題があった。
【0012】
より具体的な例を挙げれば、例えば、熱電変換モジュールを自動車などに搭載する場合、自動車の走行中には相応の衝撃や振動が熱電変換モジュールに加わるおそれがある。そのため、そのような衝撃や振動によって素子の破断を招くおそれがあれば、そのような素子を採用した熱電変換モジュールを自動車に搭載する用途で使用することは難しいことになる。
【0013】
また、例えば、熱電変換モジュールを携帯機器などに搭載する場合でも、携帯機器を落としたりどこかにぶつけたりしたときに相応の衝撃が加わるおそれがある。そのため、そのような衝撃によって素子の破断を招くおそれがあれば、そのような素子を採用した熱電変換モジュールを携帯機器に搭載する用途で使用することは難しいことになる。
【0014】
本発明は、上記問題を解決するためになされたものであり、その目的は、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされている点では従来品と類似の構成とされているにもかかわらず、そのような従来品以上に機械的強度が改善された熱電変換素子と、そのような熱電変換素子の製造方法、及びそのような熱電変換素子を備えた熱電変換モジュールを提供することにある。
【課題を解決するための手段】
【0015】
以下、本発明において採用した構成について説明する。
本発明の熱電変換素子は、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子であって、互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされていることを特徴とする。
【0016】
このように構成された熱電変換素子によれば、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされているので、粒子同士の接合部分にくびれ部分を形成することができる。したがって、このような構造の熱電変換素子であれば、素子両端に温度差を付与した際、くびれ部分で熱流束が滞って素子両端間の温度差が大きくなるので、熱電変換素子の熱電変換性能を向上させることができる。
【0017】
また、この熱電変換素子において、互いに接合される粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出している。しかも、その隆起部は、接合部の周囲全周にわたって連続する形状とされるか、又は、接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが接合部の周囲1/2周分未満となる形状とされている。
【0018】
すなわち、隆起部は、接合部の周囲全周にわたって存在するか、接合部の周囲全周にわたっては存在しないものの、断続部分が最長でも接合部の周囲半周未満となるような位置には隆起部が存在する。このような範囲に上述のような隆起部が設けられていると、同等な隆起部相当物が設けられていない素子に比べて、素子の機械的強度、特に曲げ強度や引張強度が向上し、素子を折れにくく破断を招きにくい構造にすることができる。
【0019】
隆起部を設けることによって機械的強度が改善される理由については、様々な理由が推測されるが、例えば、このような範囲に隆起部が存在すると、接合部の周囲をどこで二等分しても各範囲内に必ず一つの隆起部が存在するので、接合部を折り曲げるような力が作用した際、その谷折りになる箇所に必ず一つは隆起部が存在することになる。したがって、谷折り側に存在する隆起部が、素子の谷折り方向への折り曲げを阻害するので、同等な位置に隆起部がない素子に比べて曲げ強度が高くなり、素子を折れにくい構造とすることができるのではないかと考えられる。
【0020】
また、隆起部相当物が設けられていない素子の場合、接合部分に形成されるくびれ部の断面形状が、ほぼ全周にわたってくさび形に切れ込むような形状となるのに対し、上述のような隆起部が存在する場合、その部分におけるくびれ部の断面形状は、くさびの先端が隆起部で埋められた形状になる。そのため、隆起部相当物が設けられていない素子の方が、くさびの先端に相当する箇所で応力集中を招きやすく、この箇所で破断しやすくなるが、隆起部が設けられていると接合部における応力集中を緩和でき、曲げ強度や引張強度が向上するのではないかと考えられる。
【0021】
隆起部による機械的強度の向上効果は、発明者らが実験的に確認した限り、上述した断続部分の周方向長さが接合部の周囲1/2周分未満となっていれば相応の効果があるものと期待できる。ただし、効果を高めたい場合には、断続部分の周方向長さが接合部の周囲1/3周分未満となっていると好ましく、更に効果を高めたい場合には、断続部分の周方向長さが接合部の周囲1/4周分未満となっていると好ましい。また、隆起部が接合部の周囲全周にわたって存在する場合も、機械的強度の向上効果は高くなるので好ましい。
【0022】
また、以上のような熱電変換素子において、粒子の接合方法については種々考え得るが、一例としては、互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されているものであると、熱電変換性能及び機械的強度、どちらも優れた特性を持つ素子となるので好ましい。
【0023】
また、本発明の熱電変換素子の製造方法は、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子の製造方法であって、互いに接合される前記粒子を接触させて、両粒子が互いに押し付けられることとなる荷重を印加して、その状態で両粒子の接点にパルス状電流を流して当該パルス状電流が起こす抵抗加熱により、両粒子の接点を局所熔解して両粒子を熔接することにより、互いに接合される前記粒子同士を、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合する工程を含み、前記工程では、互いに接合される前記粒子の接合部の周囲に、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成される隆起部を膨出させており、当該隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされることを特徴とする。
【0024】
このような製造方法によれば、上述した本発明の熱電変換素子を製造することができる。
また、本発明の熱電変換モジュールは、それぞれがp型熱電材料からなる複数のp型素子とそれぞれがn型熱電材料からなる複数のn型素子が、間隔を空けた状態で並列に配置されて、前記p型素子及び前記n型素子の一端側では一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されるとともに、前記p型素子及び前記n型素子の他端側では前記一端側で電気的に接続された素子とは異なる素子間で一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されることにより、いくつかの前記p型素子といくつかの前記n型素子が交互に直列接続された構造が、1組以上形成された熱電変換モジュールであって、前記複数のp型素子及び前記複数のn型素子のうち、一つ以上の素子が、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子とされており、しかも、当該熱電変換素子において、互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされていることを特徴とする。
【0025】
このように構成された熱電変換モジュールによれば、モジュールに組み込まれた熱電変換素子が、本発明の熱電変換素子に相当する構成を備えている。したがって、本発明の熱電変換素子について述べた通りの作用、効果を奏し、素子両端間の温度差が大きくなるので、熱電変換モジュールの熱電変換性能を向上させることができる。また、粒子同士を接合してくびれ部分を形成した素子であるにもかかわらず、くびれ部分には上述のような隆起部が設けてあるので、同等な位置に隆起部がない素子に比べて機械的強度が高くなり、素子を折れにくく破断を招きにくい構造とすることができる。
【0026】
なお、この熱電変換モジュールにおいても、互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されていると、熱電変換性能及び機械的強度、どちらも優れた特性を持つ素子となるので好ましい。
【図面の簡単な説明】
【0027】
【図1】(a)は熱電変換モジュールの断面図、(b)は熱電変換素子及び電極の拡大図。
【図2】熱電変換素子となる粒子の接合手順を説明するための説明図。
【図3】(a)は粒子同士の接合部の電子顕微鏡写真、(b)は接合部の径と破壊荷重の関係を示すグラフ。
【発明を実施するための形態】
【0028】
次に、本発明の実施形態について一例を挙げて説明する。
[熱電変換モジュールの構成]
図1(a)に示すように、熱電変換モジュール1は、それぞれがp型熱電材料(本事例ではFe2V0.9Ti0.1Al)からなる複数のp型素子11と、それぞれがn型熱電材料(本事例ではFe2VAl0.9Si0.1)からなる複数のn型素子12とを備え、これらp型素子11及びn型素子12が互いに間隔を空けた状態で並列に配置されている。
【0029】
これらp型素子11及びn型素子12は、各素子の一端側(図1(a)中に示す低温側)において、一つのp型素子11と一つのn型素子12が電極13を介して電気的に接続されている。また、各素子の他端側(図1(a)中に示す高温側)においては、一端側で電極13を介して電気的に接続された素子とは異なる素子間で、一つのp型素子11と一つのn型素子12が電極14を介して電気的に接続されている。電極14は、基板15の表面に形成されている。
【0030】
また、図1(a)には表れないが、p型素子11及びn型素子12は、図1(a)が描かれた紙面に垂直な方向にも配列されている。そして、それら図1(a)に表れないp型素子11及びn型素子12も含め、熱電変換モジュール1内にある複数のp型素子11と複数のn型素子12すべてが交互に直列接続されている。
【0031】
さらに、複数のp型素子11と複数のn型素子12との間には、それらの素子間に充填された樹脂組成物によって形成された補強部16が設けられている。この補強部16は、シリコーン樹脂系ポッティング材によって形成されたものである。本事例においては、二液型シリコーンゲル(東レ・ダウコーニング株式会社製、SE1885A、SE1885B)を50:50の重量比で配合した樹脂組成物(粘度:500mPa・s)にて、基板15上の素子11,12をポッティングすることにより、補強部16を形成した。
【0032】
[熱電変換素子の構成]
この熱電変換モジュール1において、p型素子11及びn型素子12は、図1(b)に拡大して示すように、いずれも複数(本事例では四つ)の粒子11a,12a(本事例では球状粒子、直径500μm)を直列に並べて接合した構造とされている。しかも、粒子11a同士又は粒子12a同士が接合された接合部の周囲には、隆起部11b,12bが膨出している。本事例の場合、隆起部11b,12bは、接合部の周囲全周にわたって連続する形状とされている。
【0033】
隣り合う位置にある粒子11a,11aは、図2(a)に示すように、一方の粒子11aが他方の粒子11aに対して図2(a)中の矢印A1方向に押し当てられて、粒子11a,11a間に所定の荷重が印加され、その状態で両粒子11a,11aの接点にパルス状電流が流されて、そのパルス状電流が起こす抵抗加熱により、両粒子11a,11aの接点が局所熔解されて両粒子11a,11aが熔接されている。
【0034】
この熔接時には、粒子11a,11a間に印加される荷重の大きさ(粒子を相互に押し付け合う力)を1N以上に調節し、また印加されるパルス状電流の電気エネルギーを0.4J以上に調節することにより、両粒子11a,11aが、図2(b)に仮想線で示すように、接合前の各粒子の一部が空間的な相互重複(図2(b)中に斜線を付して示した範囲)をなす位置まで互いに押し付けられ、その状態で両粒子11a,11aが直接接合される。
【0035】
このとき、互いに接合される粒子11a,11aの接合部の周囲には、上述の相互重複をなす部分に相当する領域から、粒子11aを形成する熱電材料が図2(b)中に矢印A2で示す方向へと押し出され、その押し出された熱電材料により、図2(c)に示すような隆起部11bが形成される。
【0036】
より詳しくは、本実施形態においては、接合部の周囲において所期の範囲に必要な隆起部11bを形成するため、熔接時に粒子11a,11a同士を相互に押し付ける押付力、及び熔接のために投入する電気エネルギーを制御して、熔融した熱電材料が接合部の周囲に膨出する量や、その膨出方向を最適化している。
【0037】
すなわち、単に粒子11a,11aを熔接しても、その際に押付力や投入電気エネルギーが最適化されていなければ、熔融した熱電材料が接合部の周囲にはみ出してこなかったり、はみ出してきてもその量が少なすぎたりして、所期の隆起部11bを形成できないことがある。また、熔融した材料が相応の量だけはみ出してきたとしても、その膨出方向に偏りがあると、一箇所だけに大きな隆起部ができて、その裏側に当たる位置には、半周分以上にわたって隆起部が存在しない範囲(断続部分)ができてしまうことがある。
【0038】
したがって、熔接の際には、隆起部11bの膨出量や膨出方向も観察しつつ、押付力や投入電気エネルギーを調節することが重要であり、これにより、半周分以上にわたる断続部分が残らないような所期の隆起部11bを形成することができる。
【0039】
以上のような手法で形成された隆起部11bの電子顕微鏡写真を、図3(a)に示す。なお、図2では、粒子11aを例に挙げて隆起部11bの形成方法を説明したが、粒子12aを利用する場合についても、全く同様の手順で隆起部12bを形成することができる。ちなみに、本事例では、図1(b)に示すように、電極13,14と粒子11a,12aとの接合部も、粒子同士と同様な手法で直接接合されているため、それらの接合部の周囲にも隆起部11c,12cが形成されている。
【0040】
以上説明したような隆起部11b,12bが形成されていると、同等な隆起部相当物がない素子に比べ、粒子間の接合部における機械的強度、特に曲げ強度や引張強度が改善される。具体的には、隆起部相当物がない素子では、素子に曲げ荷重が作用した際に、谷折りになる箇所に隆起部相当物が存在しないので、素子の折り曲げを阻害する要素がなく、それゆえ、比較的簡単に素子が折れる。
【0041】
これに対し、上記のような隆起部11b,12bが形成されていると、素子に曲げ荷重が作用した際に、谷折りになる箇所に隆起部11b,12bが存在すると、素子の折り曲げを阻害する要素となるので、隆起部11b,12bがないものよりも、素子が折れにくくなるものと考えられる。
【0042】
また、隆起部相当物が設けられていない素子の場合、接合部分に形成されるくびれ部の断面形状が、ほぼ全周にわたってくさび形に切れ込むような形状となるのに対し、上述のような隆起部11b,12bが存在する場合、その部分におけるくびれ部の断面形状は、くさびの先端が隆起部で埋められた形状になる。そのため、隆起部相当物が設けられていない素子の方が、くさびの先端に相当する箇所で応力集中を招きやすく、この箇所で破断しやすくなるが、隆起部11b,12bが設けられていると接合部における応力集中を緩和でき、曲げ強度や引張強度が向上するものと考えられる。
【0043】
なお、本事例において、隆起部11bは、接合部の周囲全周にわたって膨出しているが、図2(d)に示すように、隆起部11bはいくらか断続部分があってもかまわない。すなわち、このような断続部分があったとしても、隆起部11bは、十分に素子の折り曲げを阻害する要素となるので、隆起部11b,12bがないものよりも、素子が折れにくくなるからである。
【0044】
ただし、一つの断続部分が接合部の周囲半周分以上にわたって存在すると、その断続部分が谷折り箇所となる曲げに対して曲げ強度が低下するので、これを回避するには、一つの断続部分の周方向長さは、接合部の周囲半周分未満とするとよい。特に、好ましくは1/3周分未満、より好ましくは1/4周分未満とされていれば、更に確実に隆起部によって素子の折り曲げを阻害することができる。
【0045】
以上のような手法によって隆起部11bが形成された素子の試験体と、同様の手法で接合したものの、隆起部11bが形成されていない素子の試験体とをそれぞれいくつか試作して、それらの試験体について、微小荷重が測定できる機械試験機によって機械的強度(破壊荷重)を測定した。
【0046】
なお、ここでいう隆起部11bが形成された素子とは、隆起部が接合部の周囲全周にわたって存在するもの、若しくは一部断続部分が生じたものの、ほぼ全周にわたって隆起部があり、半周分以上にわたる断続部分は認められない素子を意味する。また、ここでいう隆起部11bが形成されていない素子とは、ほぼ隆起部がなく、僅かに隆起部があっても、隆起部のない範囲が接合部の周囲半周分以上にわたって存在する素子を意味する。各試験体の接合径と破壊荷重の関係を表1及び図3(b)に示す。
【0047】
【表1】
【0048】
接合部の直径は、熔接の際に粒子に対して印加される荷重及びパルス状電流の電気エネルギーを調節することで、その寸法を調節することができる。また、グラフ中、「●」で示したデータは隆起部が形成された素子に対応し、「○」で示したデータは隆起部が形成されていない素子に対応する。さらに、矢印が付されていないデータは、その荷重で素子の破断が発生したことを示すが、矢印が付されたデータは、その荷重では素子の破断が発生しなかったことを示す(すなわち、更に矢印方向へ荷重を増大させたら破断が発生することを示す。)。
【0049】
表1及び図3(b)から明らかなように、隆起部11b,12bがあると、接合径が同程度であっても、破壊荷重はより大きな値をとる傾向があり、この傾向からすれば、隆起部11b,12bがあると、素子の機械的強度が向上することは明らかである。
【0050】
特に、隆起部がない素子の場合、接合径138μmでも最大荷重4.52Nで破壊が発生したが、隆起部のある素子の場合は、接合径115μmでも最大荷重4.92Nまで破壊が発生せず、接合径が小さくても隆起部が存在することで素子の機械的強度が向上することが明らかとなった。
【0051】
また、更に接合径を128μm以上の範囲まで高めると、最大荷重を5.79N以上にまで高めても、素子の破壊が発生せず、非常に優れた機械的強度を備えた素子になることが明らかになった。したがって、最大荷重5N以上に耐えるような素子を得るには、上述のような隆起部が形成されていると好適であると考えられる。
【0052】
[効果]
以上説明したような熱電変換モジュール1によれば、モジュールに組み込まれたp型素子11及びn型素子12が、熱電材料からなる2個以上の粒子11a,12aを直列に並べて接合してなる構造とされているので、粒子11a同士及び粒子12a同士の接合部分にくびれ部分を形成することができる。したがって、このような構造のp型素子11及びn型素子12であれば、素子両端に温度差を付与した際、くびれ部分で熱流束が滞って素子両端間の温度差が大きくなるので、p型素子11及びn型素子12の熱電変換性能を向上させることができる。
【0053】
また、上記p型素子11及びn型素子12において、互いに接合される粒子11a同士及び粒子12a同士の接合部の周囲には、熱電材料によって形成された隆起部11b,12bが膨出しているので、同等な隆起部がない素子に比べ、p型素子11及びn型素子12の機械的強度が改善される。
【0054】
[その他の事例]
以上、本発明の実施形態について、具体的な事例を挙げて説明したが、本発明は上記の具体的な事例に限定されず、この他にも種々の形態で実施することができる。
【0055】
例えば、上記事例では、p型熱電材料、n型熱電材料として、特定の組成比のFe2VAl系熱電材料を例示したが、この組成比は一例であり、p型又はn型熱電材料としての性能を維持できる範囲内で、適宜組成比を変更してもかまわない。また、上記実施形態では、Fe2VAl系熱電材料に第4元素としてSiを添加する例を示したが、これもp型又はn型熱電材料としての性能を維持できる範囲内で、任意の第4元素を添加することができる。
【0056】
また、上記実施形態では、Fe2VAl系熱電材料を例示したが、他の熱電材料を利用してもよい。そのような熱電材料としては、例えば、Bi−Te系熱電材料、Mg−Si系熱電材料、Mn−Si系熱電材料、Fe−Si系熱電材料、Si−Ge系熱電材料、Pb−Te系熱電材料など、各種合金系の熱電材料を挙げることができる。
【符号の説明】
【0057】
1・・・熱電変換モジュール、11・・・p型素子、12・・・n型素子、11a,12a・・・粒子、11b,11c,12b,12c・・・隆起部、13,14・・・電極、15・・・基板、16・・・補強部。
【特許請求の範囲】
【請求項1】
熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子であって、
互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、
前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされている
ことを特徴とする熱電変換素子。
【請求項2】
互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されている
ことを特徴とする請求項1に記載の熱電変換素子。
【請求項3】
熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子の製造方法であって、
互いに接合される前記粒子を接触させて、両粒子が互いに押し付けられることとなる荷重を印加して、その状態で両粒子の接点にパルス状電流を流して当該パルス状電流が起こす抵抗加熱により、両粒子の接点を局所熔解して両粒子を熔接することにより、互いに接合される前記粒子同士を、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合する工程を含み、
前記工程では、互いに接合される前記粒子の接合部の周囲に、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成される隆起部を膨出させており、当該隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされる
ことを特徴とする熱電変換素子の製造方法。
【請求項4】
それぞれがp型熱電材料からなる複数のp型素子とそれぞれがn型熱電材料からなる複数のn型素子が、間隔を空けた状態で並列に配置されて、前記p型素子及び前記n型素子の一端側では一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されるとともに、前記p型素子及び前記n型素子の他端側では前記一端側で電気的に接続された素子とは異なる素子間で一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されることにより、いくつかの前記p型素子といくつかの前記n型素子が交互に直列接続された構造が、1組以上形成された熱電変換モジュールであって、
前記複数のp型素子及び前記複数のn型素子のうち、一つ以上の素子が、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子とされており、
しかも、当該熱電変換素子において、互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、
前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされている
ことを特徴とする熱電変換モジュール。
【請求項5】
互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されている
ことを特徴とする請求項4に記載の熱電変換モジュール。
【請求項1】
熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子であって、
互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、
前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされている
ことを特徴とする熱電変換素子。
【請求項2】
互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されている
ことを特徴とする請求項1に記載の熱電変換素子。
【請求項3】
熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子の製造方法であって、
互いに接合される前記粒子を接触させて、両粒子が互いに押し付けられることとなる荷重を印加して、その状態で両粒子の接点にパルス状電流を流して当該パルス状電流が起こす抵抗加熱により、両粒子の接点を局所熔解して両粒子を熔接することにより、互いに接合される前記粒子同士を、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合する工程を含み、
前記工程では、互いに接合される前記粒子の接合部の周囲に、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成される隆起部を膨出させており、当該隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされる
ことを特徴とする熱電変換素子の製造方法。
【請求項4】
それぞれがp型熱電材料からなる複数のp型素子とそれぞれがn型熱電材料からなる複数のn型素子が、間隔を空けた状態で並列に配置されて、前記p型素子及び前記n型素子の一端側では一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されるとともに、前記p型素子及び前記n型素子の他端側では前記一端側で電気的に接続された素子とは異なる素子間で一つの前記p型素子と一つの前記n型素子が電極を介して電気的に接続されることにより、いくつかの前記p型素子といくつかの前記n型素子が交互に直列接続された構造が、1組以上形成された熱電変換モジュールであって、
前記複数のp型素子及び前記複数のn型素子のうち、一つ以上の素子が、熱電材料からなる2個以上の粒子を直列に並べて接合してなる構造とされた熱電変換素子とされており、
しかも、当該熱電変換素子において、互いに接合される前記粒子同士は、接合前の各粒子の一部が空間的な相互重複をなす位置まで互いに押し付けられた状態で直接接合されていて、当該接合部の周囲には、前記相互重複をなす部分に相当する領域から押し出された熱電材料によって形成された隆起部が膨出しており、
前記隆起部は、前記接合部の周囲全周にわたって連続する形状とされるか、又は、前記接合部の周囲全周にわたる範囲に1箇所以上の断続部分があるものの、当該1箇所以上の断続部分のうち、当該断続部分の周方向長さが最長となる断続部分において、当該断続部分の周方向長さが前記接合部の周囲1/2周分未満となる形状とされている
ことを特徴とする熱電変換モジュール。
【請求項5】
互いに接合される前記粒子同士は、両粒子を接触させて両粒子が互いに押し付けられることとなる荷重が印加されて、その状態で両粒子の接点にパルス状電流が流されて当該パルス状電流が起こす抵抗加熱により、両粒子の接点が局所熔解されて熔接されている
ことを特徴とする請求項4に記載の熱電変換モジュール。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−110158(P2013−110158A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251712(P2011−251712)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000242231)北川工業株式会社 (268)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000242231)北川工業株式会社 (268)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
[ Back to top ]