
燃料タンク
【課題】本発明は、成形加工性に優れるとともに低燃料膨潤性、耐圧性、および耐低温衝撃性をあわせもつ燃料タンクを得ることを課題とする。
【解決手段】ポリフェニレンスルフィド樹脂組成物を溶融成形してなる燃料タンクであって、前記ポリフェニレンスルフィド樹脂組成物が、(a)ポリフェニレンスルフィド樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)からなり、前記(a)ポリフェニレンスルフィド樹脂のクロロホルム抽出量が0.01〜1重量%、かつナトリウム含有量が300ppm以上であることを特徴とする。
【解決手段】ポリフェニレンスルフィド樹脂組成物を溶融成形してなる燃料タンクであって、前記ポリフェニレンスルフィド樹脂組成物が、(a)ポリフェニレンスルフィド樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)からなり、前記(a)ポリフェニレンスルフィド樹脂のクロロホルム抽出量が0.01〜1重量%、かつナトリウム含有量が300ppm以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリフェニレンスルフィド樹脂組成物を用いた燃料タンクに関するものである。
【背景技術】
【0002】
自動車用の樹脂製の燃料タンクには、ブロー成形にて一体形成したものと、射出成形にて二分割形成した分割成形体どうしを溶着部で溶着してなるものなどがある。ブロー成形にて一体形成した燃料タンクにおいて、パリソンの樹脂材料としては、従来、耐衝撃性及び耐薬品性に優れ、かつ低コストである高密度ポリエチレン樹脂が用いられることが多かった。しかし、高密度ポリエチレン樹脂には燃料透過性が大きいという問題があった。そこで、燃料透過性の小さいエチレン−ビニルアルコール共重合体樹脂よりなるバリア層を備えた多層体や芳香族ポリアミドとナイロン6の共重合ポリアミド樹脂を主成分とするバリア層とバリア層の両面にそれぞれ変性高密度ポリエチレンを主成分とする接合層を介して接着された高密度ポリエチレン樹脂を主成分とする内層及び外層とを備えた積層構造を有する多層中空成形品からなる燃料タンクが提案されている(特許文献1、2)。しかしながらブロー成形による燃料タンクは、その生産性が劣るという課題とともにブロー成形で端末を挟みつぶすピンチ部においては、バリア層が離間して不連続となるため十分なバリア性を発現できないという課題があった。
【0003】
一方、射出成形にて二分割形成した分割成形体どうしを溶着する場合は、バリア層を直接溶着でき、ブロー成形時のようなピンチオフ部のバリア層不連続部を生じないため、バリア性に優れるものの、良好な成形加工性と十分な耐衝撃性との両立に課題があった。
【0004】
ここでポリフェニレンスルフィド樹脂は優れた耐熱性、バリア性、耐薬品性、電気絶縁性、耐湿熱性など好適な性質を有しており、射出成形用を中心として各種電気・電子部品、機械部品及び自動車部品などに使用されており、燃料タンク材料としても有効である。しかし、柔軟性、耐衝撃性が低いため、その適用が限定されているのが現状であり、柔軟性、耐衝撃性の改良が強く望まれている。ポリフェニレンスルフィド樹脂に柔軟性、耐衝撃性を付与する技術として、これまで各種の軟質樹脂等を溶融ブレンドする方法が検討されてきた。例えば特定のポリフェニレンスルフィド樹脂にエポキシ基含有オレフィン系共重合体およびエポキシ基、酸無水物基を含有しないエラストマーを配合した組成物(特許文献3)、特定の分子量分布を有するエチレン・α−オレフィン系共重合体およびエポキシ基、酸無水物基などの官能基含有オレフィン系共重合体を配合した組成物(特許文献4)、ポリフェニレンスルフィド樹脂にオレフィン共重合体を特定の分散状態で混合する方法やそれらを用いた樹脂成形体、燃料系部品(特許文献5〜7)、特定のポリフェニレンスルフィド樹脂に特定のオレフィン共重合体を組み合わせる組成物やそれを用いた燃料タンク(特許文献8、9)が提案されている。
【0005】
しかしながら、特許文献3〜7では室温条件での衝撃性の向上は見られるものの低温(−40℃)における衝撃性が充分でなく、特許文献8、9では低温における衝撃性は改良されているが十分な低温衝撃性を発現する組成においては本来ポリフェニレンスルフィド樹脂が有している優れた剛性は低下する傾向であり、燃料タンクのシール性試験や耐圧性試験では十分な性能を発現できない場合があり、これら各々の特性を高度にバランスよく有する燃料タンクが要求されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−340033号公報
【特許文献2】特開平6−191296号公報
【特許文献3】特開平1−306467号公報
【特許文献4】特開2000−198923号公報
【特許文献5】特開2002−226604号公報
【特許文献6】特開2002−226706号公報
【特許文献7】特開2002−226707号公報
【特許文献8】特開2004−217888号公報
【特許文献9】特開2004−339478号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題を解決したポリフェニレンスルフィド樹脂組成物からなり、低燃料膨潤性、耐圧性、および耐低温衝撃性をあわせもつ燃料タンクを得ることを課題とするものである。
【課題を解決するための手段】
【0008】
本発明の燃料タンクは、かかる課題を解決するために鋭意検討した結果、次のような構成を採用するものである。すなわち、本発明は以下のとおりである。
【0009】
(1)ポリフェニレンスルフィド樹脂組成物を溶融成形してなる燃料タンクであって、前記ポリフェニレンスルフィド樹脂組成物は、(a)ポリフェニレンスルフィド樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)からなり、前記(a)ポリフェニレンスルフィド樹脂のクロロホルム抽出量が0.01〜1重量%、かつナトリウム含有量が300ppm以上であることを特徴とする燃料タンク。
(2)前記(a)ポリフェニレンスルフィド樹脂をASTM−D1238に従い、315.5℃、5000g荷重で測定したメルトフローレートが50〜200g/10分であることを特徴とする前記(1)に記載の燃料タンク。
(3)前記(a)ポリフェニレンスルフィド樹脂がクエンチ法で得られたものである前記(1)または(2)に記載の燃料タンク。
(4)前記(b)エポキシ基含有オレフィン共重合体がエチレン90〜99重量%とα,β−不飽和カルボン酸グリシジルエステル1〜10重量%の共重合体であることを特徴とする前記(1)〜(3)のいずれかに記載の燃料タンク。
(5)前記(a)ポリフェニレンスルフィド樹脂が連続相を形成する一方、前記(b)エポキシ基含有オレフィン重合体のシェル相中に前記(c)エチレン/α−オレフィン共重合体のコア相が包含されたコアシェル型分散相を形成し、かつその平均分散粒径が1〜200nmであることを特徴とする前記(1)〜(4)のいずれかに記載の燃料タンク。
(6)前記燃料タンクを構成する補強構造、構成部品の一部または全部を一体成形したことを特徴とする前記(1)〜(5)のいずれかに記載の燃料タンク。
(7)前記燃料タンクが、補強支柱構造を有することを特徴とする前記(1)〜(6)のいずれかに記載の燃料タンク。
(8)前記燃料タンクが、メンテナンスホールを有することを特徴とする前記(1)〜(7)のいずれかに記載の燃料タンク。
【発明の効果】
【0010】
本発明によれば、耐低温衝撃性と剛性に特異的に優れた溶融成形に好適なポリフェニレンスルフィド樹脂脂組成物を用いることで燃料膨潤性が低く、耐圧性、低温衝撃性に優れる燃料タンクを得ることができる。
【図面の簡単な説明】
【0011】
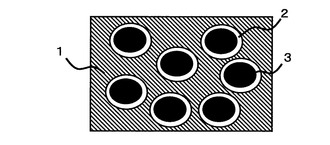
【図1】コアシェル型分散相構造のモデル図である。
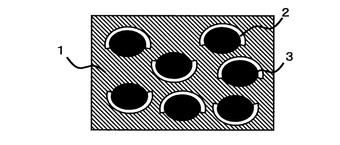
【図2】コア相がシェル相に部分的に包含されているコアシェル型分散相構造のモデル図である。
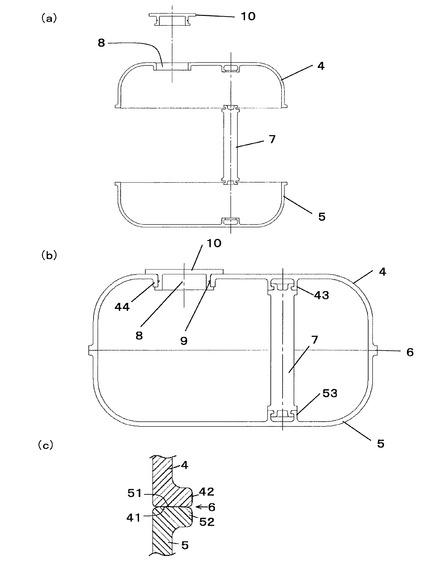
【図3】本発明の実施例にかかる燃料タンクの断面図を示し、(a)は燃料タンクの構成部品を分離させて模式的に示す断面図、(b)は燃料タンクを溶着した構造を模式的にやや拡大して示す断面図、(c)は燃料タンクの溶着部の拡大断面図である。
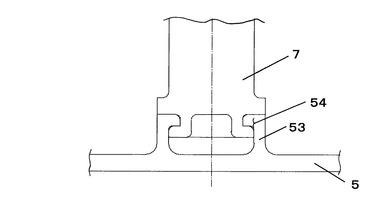
【図4】図3の燃料タンクの補強支柱締結部の拡大断面図である。
【図5】図3の燃料タンクのメンテナンスホールのキャップ取付け部の拡大断面図である。
【図6】燃料タンクの低温衝撃性を評価する試験装置のモデル図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を詳細に説明する。
【0013】
本発明の燃料タンクを形成するポリフェニレンスルフィド樹脂組成物(以下、「PPS樹脂組成物」ということがある。)に含まれる(a)ポリフェニレンスルフィド樹脂(以下、「PPS樹脂」ということがある。)は、下記構造式(I)で示される繰り返し単位を有する重合体である。
【0014】
【化1】

【0015】
PPS樹脂は耐熱性の観点からは、上記構造式で示される繰り返し単位を70モル%以上、更には90モル%以上含む重合体が好ましい。またPPS樹脂はその繰り返し単位の30モル%未満程度が、下記の構造を有する繰り返し単位から選ばれる少なくとも1つの繰り返し単位で構成されていてもよい。
【0016】
【化2】
【0017】
かかる構造を一部有するPPS重合体は、融点が低くなるため、本発明の燃料タンクを形成する樹脂組成物において融点が低い場合には成形性の点で有利となる。
【0018】
PPS樹脂は、耐熱性、耐薬品性、難燃性、電気的性質並びに機械的性質に優れ、特に射出成形用途に好適に用いられる。
【0019】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、クロロホルム抽出量が0.01〜1重量%である。(a)PPS樹脂のクロロホルム抽出量は、0.05〜0.95重量%がより好ましく、0.1〜0.9重量%が更に好ましい。本発明におけるクロロホルム抽出量とは、有機低重合成分(オリゴマー)量の指標となるものである。本発明におけるクロロホルム抽出量は、測定するPPS樹脂10gをクロロホルム200mLを用いて、ソックスレー抽出5時間処理時の残差量から算出する。オリゴマー量が、クロロホルム抽出量として上記の範囲にあると得られるPPS樹脂組成物の低温衝撃性を大幅に向上することが可能となる。クロロホルム抽出量が1重量%を越える場合には、得られる燃料タンクのスレッド試験性能が低下する傾向になるため好ましくない。
【0020】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、ナトリウム含有量は300ppm以上である。ナトリウム含有量は、500ppm以上がより好ましく、特に好ましくは700ppm以上である。ナトリウム含有量の上限については特に制限はないが得られる燃料タンクのスレッド試験性能と成形加工性の観点から1500ppm以下であることが好ましい。本発明におけるナトリウム含有量とは、PPS樹脂を白金皿上に乗せ灰化処理した後、塩酸処理したものを原子吸光分析によって測定した値である。ナトリウム含有量が上記の範囲にあると、得られるPPS樹脂とエポキシ基含有オレフィン共重合体との反応が速やかに進行するため低温衝撃性を大幅に向上し、良好な性能の燃料タンクを得ることが可能となる。
【0021】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、ASTM−D1238に従って、315.5℃、5000g荷重で測定したメルトフローレート(以下、MFRと略す)が50〜200g/10分であることが好ましい。(a)PPS樹脂のMFRは、55〜180g/10分がより好ましく、60〜150g/10分が更に好ましい。MFRが50g/10分未満である場合には、PPS樹脂組成物の流動性が低下し、燃料タンクを成形するときの加工性が低下するため好ましくない。逆にMFRが200g/10分を超える場合には得られるPPS樹脂組成物の衝撃強度が低下し、燃料タンクに衝撃を加えた際に割れなどが生じる可能性があるので好ましくない。
【0022】
またPPS樹脂は、熱酸化架橋処理による高分子量化を行わない実質的に直鎖状のPPS樹脂であることが好ましい。熱酸化架橋処理による高分子量化を行わずに、上記の範囲内のMFRを有するPPS樹脂は、低分子量(高MFR)のPPS樹脂を熱酸化架橋により高分子量化したPPS樹脂と比較して、耐衝撃性が高い。更に、実質的に直鎖状のPPS樹脂は、後述のコアシェル型構造を形成しやすく、好ましい。
【0023】
PPS樹脂は、ポリハロゲン芳香族化合物とスルフィド化剤とを極性有機溶媒中で反応させて得られるPPS樹脂を回収、後処理することで高収率で製造することができる。
【0024】
ポリハロゲン化芳香族化合物とは、1分子中にハロゲン原子を2個以上有する化合物をいう。具体例としては、p−ジクロロベンゼン、m−ジクロロベンゼン、o−ジクロロベンゼン、1,3,5−トリクロロベンゼン、1,2,4−トリクロロベンゼン、1,2,4,5−テトラクロロベンゼン、ヘキサクロロベンゼン、2,5−ジクロロトルエン、2,5−ジクロロ−p−キシレン、1,4−ジブロモベンゼン、1,4−ジヨードベンゼン、1−メトキシ−2,5−ジクロロベンゼンなどが挙げられる。これらの中で、好ましくはp−ジクロロベンゼンが用いられる。また、異なる2種以上のポリハロゲン化芳香族化合物を組み合わせて共重合体とすることも可能であるが、p−ジハロゲン化芳香族化合物を主要成分とすることが好ましい。
【0025】
ポリハロゲン化芳香族化合物の使用量は、加工に適した粘度のPPS樹脂を得る点から、スルフィド化剤1モル当たり0.9から2.0モル、好ましくは0.95から1.5モル、更に好ましくは1.005から1.2モルの範囲が例示できる。
【0026】
スルフィド化剤としては、アルカリ金属硫化物、アルカリ金属水硫化物、および硫化水素が挙げられる。
【0027】
アルカリ金属硫化物の具体例としては、例えば硫化リチウム、硫化ナトリウム、硫化カリウム、硫化ルビジウム、硫化セシウムおよびこれら2種以上の混合物を挙げることができ、なかでも硫化ナトリウムが好ましく用いられる。これらのアルカリ金属硫化物は、水和物または水性混合物として、あるいは無水物の形で用いることができる。
【0028】
アルカリ金属水硫化物の具体例としては、例えば水硫化ナトリウム、水硫化カリウム、水硫化リチウム、水硫化ルビジウム、水硫化セシウムおよびこれら2種以上の混合物を挙げることができ、なかでも水硫化ナトリウムが好ましく用いられる。これらのアルカリ金属水硫化物は、水和物または水性混合物として、あるいは無水物の形で用いることができる。
【0029】
本発明において、仕込みスルフィド化剤の量は、脱水操作などにより重合反応開始前にスルフィド化剤の一部損失が生じる場合には、実際の仕込み量から当該損失分を差し引いた残存量を意味するものとする。
【0030】
なお、スルフィド化剤と共に、アルカリ金属水酸化物および/またはアルカリ土類金属水酸化物を併用することも可能である。アルカリ金属水酸化物の具体例としては、例えば水酸化ナトリウム、水酸化カリウム、水酸化リチウム、水酸化ルビジウム、水酸化セシウムおよびこれら2種以上の混合物を好ましいものとして挙げることができる。アルカリ土類金属水酸化物の具体例としては、例えば水酸化カルシウム、水酸化ストロンチウム、水酸化バリウムなどが挙げられる。なかでも水酸化ナトリウムが好ましく用いられる。
【0031】
スルフィド化剤として、アルカリ金属水硫化物を用いる場合には、アルカリ金属水酸化物を同時に使用することが特に好ましいが、この使用量はアルカリ金属水硫化物1モルに対し0.95から1.20モル、好ましくは1.00から1.15モル、更に好ましくは1.005から1.100モルの範囲が例示できる。
【0032】
以下に、本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂の製造方法の一例について、前工程、重合反応工程、回収工程、および後処理工程と、順を追って具体的に説明する。
【0033】
先ず前工程について説明する。スルフィド化剤は通常水和物の形で使用されるが、ポリハロゲン化芳香族化合物を添加する前に、有機極性溶媒とスルフィド化剤を含む混合物を昇温し、過剰量の水を系外に除去することが好ましい。なお、この操作により水を除去し過ぎた場合には、不足分の水を添加して補充することが好ましい。
【0034】
また、スルフィド化剤として、アルカリ金属水硫化物とアルカリ金属水酸化物から、反応系においてin situで、あるいは重合槽とは別の槽で調製されるアルカリ金属硫化物も用いることができる。アルカリ金属硫化物を調製する望ましい条件は、不活性ガス雰囲気下、常温〜150℃、より好ましくは常温から100℃の温度範囲で、有機極性溶媒にアルカリ金属水硫化物とアルカリ金属水酸化物を加え、常圧または減圧下、150℃以上、より好ましくは180〜260℃まで昇温し、水分を留去させる。この段階で重合助剤を加えてもよい。また、水分の留去を促進するために、トルエンなどを加えて反応を行ってもよい。
【0035】
重合反応における、重合系内の水分量は、仕込みスルフィド化剤1モル当たり0.5〜10.0モルであることが好ましい。ここで重合系内の水分量とは、重合系に仕込まれた水分量から重合系外に除去された水分量を差し引いた量である。また、仕込まれる水は、水、水溶液、結晶水などのいずれの形態であってもよい。水分量のより好ましい範囲は、スルフィド化剤1モル当たり0.75〜2.5モルであり、1.0〜1.25モルの範囲がより好ましい。かかる範囲に水分を調整するために、重合前あるいは重合途中で水分を添加することも可能である。
【0036】
重合反応工程では、N−メチル−2−ピロリドンなどの有機極性溶媒中でスルフィド化剤とポリハロゲン化芳香族化合物とを200℃以上290℃以下の温度範囲内で反応させることによりPPS樹脂を製造する。
【0037】
重合反応工程を開始するに際しては、望ましくは不活性ガス雰囲気下、常温〜220℃、好ましくは100〜220℃の温度範囲で、有機極性溶媒にスルフィド化剤とポリハロゲン化芳香族化合物を加える。この段階で酢酸ナトリウムなどの重合助剤を加えてもよい。ここで、重合助剤とは得られるPPS樹脂の粘度を増大させる作用を有する物質を意味する。これらの原料の仕込み順序は、順不同であってもよく、同時であってもさしつかえない。
【0038】
かかる混合物を通常200℃〜290℃の範囲に昇温する。昇温速度に特に制限はないが、通常0.01〜5℃/分の速度が選択され、0.1〜3℃/分の範囲がより好ましい。
【0039】
最終的には250〜290℃の温度まで昇温し、その温度で0.25〜50時間、好ましくは0.5〜20時間反応させる。
【0040】
最終温度に到達させる前の段階で、例えば200℃〜245℃で一定時間反応させた後、250〜290℃に昇温する方法は、より高い重合度を得る上で有効である。この際、200℃〜245℃での反応時間としては、通常0.25時間から20時間の範囲内で選択され、好ましくは0.25〜10時間の範囲内で選択される。
【0041】
重合終了後に、重合体、溶媒などを含む重合反応物から固形物を回収する。
【0042】
回収工程における本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂の回収方法としては、重合反応物を結晶化させながら徐々に冷却した後、固形物を濾過して回収する方法(クエンチ法)が、好ましく挙げられる。このクエンチ法で回収することにより、結晶化過程で粒子から排除されるために、回収した固形物から残存するイオン性化合物などの不純物や有機低重合度物が除去されやすい。そのため本発明で用いるクロロホルム抽出量が0.01〜1重量%のPPS樹脂を得るために好適である。その他の回収法として重合反応物を高温高圧(通常250℃以上、8kg/cm2以上)の状態から常圧もしくは減圧の雰囲気中へフラッシュさせ、溶媒回収と同時に重合体を粉末状にして回収する方法(フラッシュ法)が挙げられるが、この回収方法では固化過程で不純物や有機低重合度物(オリゴマー)がポリマー中に取り込まれやすい傾向があるため本発明で用いるクロロホルム抽出量が0.01〜1重量%のPPS樹脂を得る方法としては好ましくない。
【0043】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、上記重合、回収工程を経て生成した後、熱水処理や有機溶媒による洗浄を施して用いられる(後処理工程)。また、洗浄時にアルカリ土類金属塩や酸などの添加剤を適宜用い洗浄を行って良いが、目的のナトリウム含有量のPPS樹脂を得るには上記添加剤を使用せずに洗浄を行うことが好ましい。
【0044】
熱水処理を行う場合は次のとおりである。PPS樹脂を熱水処理するにあたり、熱水の温度を100℃以上、より好ましくは120℃以上、更に好ましくは150℃以上、特に好ましくは170℃以上とすることが好ましい。100℃未満ではPPS樹脂の好ましい化学的変性の効果が小さいため好ましくない。
【0045】
熱水洗浄によるPPS樹脂の好ましい化学的変性の効果を発現するため、使用する水は蒸留水あるいは脱イオン水であることが好ましい。熱水処理の操作は、通常、所定量の水に所定量のPPS樹脂を投入し、圧力容器内で加熱、撹拌することにより行われる。PPS樹脂と水との割合は、乾燥PPS樹脂1kg当たり水1kg以上用いて洗浄することが好ましく、3kg以上用いて洗浄することがより好ましい。上限としては特に制限はないが、使用量と得られる効果の点から100kg以下であることが好ましい。
【0046】
また、熱水処理の雰囲気は、PPS樹脂の末端基の分解は好ましくないので、これを回避するため不活性雰囲気下とすることが望ましい。更に、この熱水処理操作を終えたPPS樹脂は、残留している成分を除去するため温水で数回洗浄するのが好ましい。
【0047】
有機溶媒で洗浄する場合は次のとおりである。PPS樹脂の洗浄に用いる有機溶媒は、PPS樹脂を分解する作用などを有しないものであれば特に制限はなく、例えばN−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、1,3−ジメチルイミダゾリジノン、ヘキサメチルホスホラスアミド、ピペラジノン類などの含窒素極性溶媒、ジメチルスルホキシド、ジメチルスルホン、スルホランなどのスルホキシド/スルホン系溶媒、アセトン、メチルエチルケトン、ジエチルケトン、アセトフェノンなどのケトン系溶媒、ジメチルエーテル、ジプロピルエーテル、ジオキサン、テトラヒドロフランなどのエーテル系溶媒、クロロホルム、塩化メチレン、トリクロロエチレン、2塩化エチレン、パークロルエチレン、モノクロルエタン、ジクロルエタン、テトラクロルエタン、パークロルエタン、クロルベンゼンなどのハロゲン系溶媒、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、エチレングリコール、プロピレングリコール、フェノール、クレゾール、ポリエチレングリコール、ポリプロピレングリコールなどのアルコール/フェノール系溶媒およびベンゼン、トルエン、キシレンなどの芳香族炭化水素系溶媒などが挙げられる。これらの有機溶媒のうちでも、N−メチルピロリドン、アセトン、ジメチルホルムアミド、クロロホルムなどの使用が好ましく、N−メチル−2−ピロリドンが特に好ましい。また、これらの有機溶媒は、1種類または2種類以上の混合で使用される。
【0048】
有機溶媒による洗浄の例としては、有機溶媒中にPPS樹脂を浸漬せしめる方法があり、必要により適宜撹拌または加熱することも可能であり、洗浄を複数回行ってもよい。有機溶媒でPPS樹脂を洗浄する際の洗浄温度については特に制限はなく、常温〜300℃程度の任意の温度が選択できる。洗浄温度が高くなる程洗浄効率が高くなる傾向があるが、通常は常温〜150℃の洗浄温度で十分効果が得られる。特に好ましい洗浄温度は70〜100℃である。圧力容器中で、有機溶媒の沸点以上の温度で加圧下に洗浄することも可能である。また、洗浄時間についても特に制限はない。洗浄条件にもよるが、バッチ式洗浄の場合、通常5分間以上洗浄することにより十分な効果が得られる。また連続式で洗浄することも可能である。PPS樹脂と有機溶媒との割合は、乾燥PPS樹脂1kg当たり有機溶媒1kg以上用いて洗浄することが好ましく、3kg以上用いて洗浄することがより好ましい。上限としては特に制限はないが、使用量と得られる効果の点から100kg以下であることが好ましい。また、有機溶媒による洗浄を行った後に温水で洗浄処理してもよく、かかる温水洗浄は複数回行ってもよい。温水での洗浄温度は、常温〜95℃が好ましく、50℃〜90℃がより好ましい。温水での洗浄時間は、洗浄条件にもよるが、バッチ式洗浄の場合、通常5分間以上洗浄することにより十分な効果が得られる。また連続式で洗浄することも可能である。PPS樹脂と温水との割合は、乾燥PPS樹脂1kg当たり温水1kg以上用いて洗浄することが好ましく、3kg以上用いて洗浄することがより好ましい。上限としては特に制限はないが、使用量と得られる効果の点から100kg以下であることが好ましい。
【0049】
これら熱水処理や有機溶媒による洗浄は、目的の溶融粘度およびクロロホルム抽出量、ナトリウム含有量を有する(a)PPS樹脂を得るために適宜組み合わせて行うことが可能であり、本発明においては有機溶媒による洗浄を行ったPPS樹脂が好ましく用いられ、特に好ましくは有機溶媒で複数回洗浄した後に温水で3回以上洗浄したPPS樹脂である。
【0050】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、その灰分量が0.1重量%以上0.6重量%以下であることが好ましく、0.15重量%以上0.30重量%以下の範囲がより好ましい。灰分量が上記の範囲にあると(a)PPS樹脂中に分散するコアシェル型構造の分散相の平均分散粒径を微細化でき、その結果、靭性(特に低温における耐衝撃性、引張特性)が良くなり、優れた性能の燃料タンクを得ることができる。灰分量が0.15重量%未満では低温引張伸びが低くなり、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。一方、灰分量が0.6重量%を越える範囲では、後述のコアシェル型構造の形成を阻害してしまい、結果として低温衝撃強度が低下し、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。
【0051】
ここで灰分量の測定方法は、150℃で1時間乾燥したPPS樹脂約5gを、秤量した後、るつぼに入れ、電気コンロで3時間程度予備燃焼させた後、電気炉で550℃、約20時間燃焼させ、完全に灰化する。残渣重量を測定し、乾燥後の樹脂の重量に対する残渣の重量の割合を算出したものである。
【0052】
また、本発明において、PPS樹脂に含まれる灰分を制御するためには、熱水処理を行う条件が重要な要件の一つである。更に、この熱水処理操作を終えたPPS樹脂を温水で洗浄する操作も、灰分量を制御する上で重要な要件である。洗浄水量が少なすぎると灰分量が多くなり、多すぎると灰分量が少なくなる傾向にある。
【0053】
また、揮発分除去を目的として、低酸素濃度で、熱酸化架橋を抑制しながら、乾式熱処理を行うことも可能である。その温度は130〜250℃が好ましく、160〜250℃の範囲がより好ましい。また、この場合の酸素濃度は5体積%未満、更には2体積%未満とすることが望ましい。処理時間は、0.5〜50時間が好ましく、1〜20時間がより好ましく、1〜10時間が更に好ましい。
【0054】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(b)エポキシ基含有オレフィン共重合体は、オレフィン重合体もしくはオレフィン共重合体にエポキシ基を有する単量体成分を導入して得られるオレフィン共重合体である。
【0055】
エポキシ基を有する単量体成分を導入するための官能基含有成分の例としては、アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジルなどのエポキシ基を含有する単量体が挙げられる。
【0056】
これらのエポキシ基含有成分を導入する方法は特に制限はなく、重合時に共重合せしめたり、オレフィン重合体もしくはオレフィン共重合体にラジカル開始剤を用いてグラフト導入するなどの方法を用いることができる。
【0057】
エポキシ基を含有する単量体成分の導入量は、エポキシ基含有オレフィン共重合体全体に対して0.001〜40モル%、好ましくは0.01〜35モル%の範囲内であるのが好ましい。
【0058】
本発明で特に有用な(b)エポキシ基含有オレフィン共重合体としては、α−オレフィンとα,β−不飽和カルボン酸のグリシジルエステルを必須共重合成分とするオレフィン共重合体が好ましく挙げられる。上記α−オレフィンとしては、エチレンが好ましく挙げられる。また、これら共重合体には更に、アクリル酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、メタクリル酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチルなどのα,β−不飽和カルボン酸およびそのアルキルエステル等を共重合することも可能である。
【0059】
本発明においては、α−オレフィン80〜99重量%とα,β−不飽和カルボン酸のグリシジルエステル1〜20重量%を必須共重合成分とするオレフィン共重合体が好ましく、α−オレフィン90〜99重量%とα,β−不飽和カルボン酸のグリシジルエステル1〜10重量%を必須共重合成分とするオレフィン共重合体が特に好ましい。
【0060】
上記α,β−不飽和カルボン酸のグリシジルエステルは、
【化3】
(Rは水素原子または低級アルキル基を示す)で示される化合物であり、具体的にはアクリル酸グリシジル、メタクリル酸グリシジルおよびエタクリル酸グリシジルなどが挙げられるが、中でもメタクリル酸グリシジルが好ましく使用される。
【0061】
α−オレフィンとα,β−不飽和カルボン酸のグリシジルエステルを必須共重合成分とするオレフィン共重合体の具体例としては、エチレン/プロピレン−g−メタクリル酸グリシジル共重合体(“g”はグラフトを表す、以下同じ)、エチレン/ブテン−1−g−メタクリル酸グリシジル共重合体、エチレン/アクリル酸グリシジル共重合体、エチレン/メタクリル酸グリシジル共重合体、エチレン/アクリル酸メチル/メタクリル酸グリシジル共重合体およびエチレン/メタクリル酸メチル/メタクリル酸グリシジル共重合体が挙げられる。中でも、エチレン/メタクリル酸グリシジル共重合体、エチレン/アクリル酸メチル/メタクリル酸グリシジル共重合体およびエチレン/メタクリル酸メチル/メタクリル酸グリシジル共重合体から選ばれた共重合体が好ましく用いられる。
【0062】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(b)エポキシ基含有オレフィン共重合体は、ASTM−D1238に従って190℃、2160g荷重で測定したメルトフローレート(以下MFRと略す)が、0.01〜70g/10分であることが好ましく、更に好ましくは0.03〜60g/10分である。MFRが0.01g/10分未満の場合は、燃料タンクの成形加工性が低くなるため好ましくない。このMFRが70g/10分を超える場合は、燃料タンクの形状によっては、衝撃強度が低くなるため、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。
【0063】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(b)エポキシ基含有オレフィン共重合体の密度は850〜990kg/m3が好ましい。密度が990kg/m3を越えると靭性が低下する傾向を示し、好ましくない。密度が850kg/m3未満ではハンドリング性が低下するため好ましくない。
【0064】
また、本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体は、エチレンおよび炭素数3〜20を有する少なくとも1種のα−オレフィンを構成成分とする共重合体である。上記の炭素数3〜20のα−オレフィンの具体例としては、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン、3−メチル−1−ブテン、3−メチル−1−ペンテン、3−エチル−1−ペンテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ヘキセン、4,4−ジメチル−1−ペンテン、4−エチル−1−ヘキセン、3−エチル−1−ヘキセン、9−メチル−1−デセン、11−メチル−1−ドデセン、12−エチル−1−テトラデセンおよびこれらの組み合わせが挙げられる。これらα−オレフィンの中でも炭素数4から12であるα−オレフィンを用いた共重合体が機械強度の向上、改質効果の一層の向上が見られるためより好ましい。なお、(c)エチレン/α−オレフィン共重合体は、エポキシ基を含有しないオレフィン共重合体である。
【0065】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体は、ASTM−D1238に従って190℃、2160g荷重で測定したメルトフローレート(以下MFRと略す)が、0.01〜50g/10分であることが好ましく、更に好ましくは0.03〜40g/10分である。MFRが0.01g/10分未満の場合は、燃料タンクの成形加工性が低くなるため好ましくない。MFRが50g/10分を超える場合は、燃料タンクの形状によっては、衝撃強度が低くなるため、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。
【0066】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の密度は800〜920kg/m3が好ましい。密度が920kg/m3を越えると低温耐衝撃性が発現し難く、低温時の燃料タンク性能が低下するため好ましくない。密度が800kg/m3未満ではハンドリング性が低下するため好ましくない。
【0067】
本発明の燃料タンクに用いられるPPS樹脂組成物の(a)PPS樹脂、(b)エポキシ基含有オレフィン共重合体、および(c)エチレンと炭素数3〜20のα−オレフィンの配合割合は(a)PPS樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)であり、好ましくは(a)PPS樹脂80〜86重量%、(b)エポキシ基含有オレフィン共重合体1〜19重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜19重量%(ただし各成分の合計を100重量%とする。)である。PPS樹脂が78重量%より少ないとPPS樹脂本来の熱安定性、バリア性が損なわれるため好ましくない。逆に、PPS樹脂が95重量%より多いと本発明の特徴である優れたスレッド試験性能が発現できないため好ましくない。更に、本発明の(b)エポキシ基含有オレフィン共重合体と(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の配合割合は、両者の合計に対し、(b)成分が5〜60重量%、(c)成分が95〜40重量%が好ましく、より好ましくは(b)成分が10〜50重量%、(c)成分が90〜50重量%であり、更に好ましくは(b)成分が10〜40重量%、(c)成分が90〜60重量%である。(b)成分が5重量%より小さいと得られる燃料タンクにおいて、目的のモルホロジーが得られにくい傾向にある。また(b)成分が60重量%より多いと溶融混練時の増粘が大きくなり、燃料タンクの成形加工性が低下傾向にある。
【0068】
更に本発明においては、燃料タンクに用いられるPPS樹脂組成物に高い耐熱性および熱安定性を付与するために、フェノール系酸化防止剤およびリン系酸化防止剤の中から選ばれた1種以上の酸化防止剤を含有せしめることが好ましい。酸化防止剤の配合量は、耐熱改良効果の点からは、(a)PPS樹脂、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の合計100重量部に対して、0.01重量部以上、特に0.02重量部以上であることが好ましい。酸化防止剤の配合量は、成形時に発生するガス成分の観点からは、(a)PPS樹脂、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の合計100重量部に対して、5重量部以下、特に1重量部以下であることが好ましい。また、フェノール系酸化防止剤およびリン系酸化防止剤を併用して使用することは、特に耐熱性および熱安定性保持効果が大きく好ましい。
【0069】
フェノール系酸化防止剤としては、ヒンダードフェノール系化合物が好ましく用いられる。具体例としては、トリエチレングリコール−ビス[3−t−ブチル−(5−メチル−4−ヒドロキシフェニル)プロピオネート]、N、N’−ヘキサメチレンビス(3,5−ジ−t−ブチル−4−ヒドロキシ−ヒドロシンナミド)、テトラキス[メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]メタン、ペンタエリスリチルテトラキス[3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−s−トリアジン−2,4,6−(1H,3H,5H)−トリオン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−t−ブチルフェニル)ブタン、4,4’−ブチリデンビス(3−メチル−6−t−ブチルフェノール)、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシ−フェニル)プロピオネート、3,9−ビス[2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル]−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、1,3,5−トリメチル−2,4,6−トリス−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼンなどが挙げられる。中でも、エステル型高分子ヒンダードフェノールタイプが好ましく、具体的には、テトラキス[メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]メタン、ペンタエリスリチルテトラキス[3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]、3,9−ビス[2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル]−2,4,8,10−テトラオキサスピロ[5,5]ウンデカンなどが好ましく用いられる。
【0070】
リン系酸化防止剤としては、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−クミルフェニル)ペンタエリスリトール−ジ−ホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、テトラキス(2,4−ジ−t−ブチルフェニル)−4,4’−ビスフェニレンホスファイト、ジ−ステアリルペンタエリスリトール−ジ−ホスファイト、トリフェニルホスファイト、3,5−ジーブチル−4−ヒドロキシベンジルホスフォネートジエチルエステルなどが挙げられる。
【0071】
中でも、燃料タンク成形時の酸化防止剤の揮発や分解を少なくするために、酸化防止剤の融点が高いものが好ましく、具体的にはビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−クミルフェニル)ペンタエリスリトール−ジ−ホスファイトなどが好ましく用いられる。
【0072】
更に、本発明の燃料タンクに用いられるPPS樹脂組成物には本発明の効果を損なわない範囲において、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体以外の熱可塑性樹脂を添加することが可能である。例えば、柔軟性の高い熱可塑性樹脂を少量添加することにより柔軟性および耐衝撃性を更に改良することが可能である。ただし、この量が組成物全体50重量%を超えるとPPS樹脂本来の特徴が損なわれるため好ましくなく、特に30重量%以下の添加が好ましい。熱可塑性樹脂の具体例としては、ポリアミド樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンテレフタレート樹脂、変性ポリフェニレンエーテル樹脂、ポリサルフォン樹脂、ポリアリルサルフォン樹脂、ポリケトン樹脂、ポリエーテルイミド樹脂、ポリアリレート樹脂、液晶ポリマー、ポリエーテルサルフォン樹脂、ポリエーテルケトン樹脂、ポリチオエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、四フッ化ポリエチレン樹脂などが挙げられる。
【0073】
また、改質を目的として、以下のような化合物の添加が可能である。イソシアネート系化合物、有機シラン系化合物、有機チタネート系化合物、有機ボラン系化合物、エポキシ化合物などのカップリング剤、ポリアルキレンオキサイドオリゴマ系化合物、チオエーテル系化合物、エステル系化合物、有機リン系化合物などの可塑剤、タルク、カオリン、有機リン化合物、ポリエーテルエーテルケトンなどの結晶核剤、モンタン酸ワックス類、ステアリン酸リチウム、ステアリン酸アルミ等の金属石鹸、エチレンジアミン/ステアリン酸/セバシン酸重縮合物、シリコーン系化合物などの離型剤、次亜リン酸塩などの着色防止剤、その他、滑剤、紫外線防止剤、着色剤、難燃剤、発泡剤などの通常の添加剤を配合することができる。上記化合物はいずれも組成物全体の20重量%を越えるとPPS樹脂本来の特性が損なわれるため好ましくなく、10重量%以下が好ましく、1重量%以下が更に好ましい。
【0074】
本発明において有機シランなどのカップリング剤を配合することは、低温靭性を更に高め、燃料タンク性能を向上する上で好ましい。有機シランの配合量は(a)PPS樹脂100重量部に対して、0.1〜3重量部であり、好ましくは0.5〜2.5重量部である。
【0075】
また、本発明の燃料タンクに用いられるPPS樹脂組成物には、本発明の効果を損なわない範囲で充填材を配合して使用することも可能である。かかる充填材の具体例としては、ガラス繊維、炭素繊維、チタン酸カリウィスカ、酸化亜鉛ウィスカ、炭酸カルシウムウィスカ、ワラステナイトウィスカ、硼酸アルミウィスカ、アラミド繊維、アルミナ繊維、炭化珪素繊維、セラミック繊維、アスベスト繊維、石こう繊維、金属繊維などの繊維状充填材、あるいはタルク、ワラステナイト、ゼオライト、セリサイト、マイカ、カオリン、クレー、パイロフィライト、ベントナイト、アスベスト、アルミナシリケートなどの珪酸塩、酸化珪素、酸化マグネシウム、アルミナ、酸化ジルコニウム、酸化チタン、酸化鉄などの金属化合物、炭酸カルシウム、炭酸マグネシウム、ドロマイトなどの炭酸塩、硫酸カルシウム、硫酸バリウムなどの硫酸塩、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウムなどの水酸化物、ガラスビーズ、ガラスフレーク、ガラス粉、セラミックビーズ、窒化ホウ素、炭化珪素、カーボンブラックおよびシリカ、黒鉛などの非繊維状充填材が挙げられる。これらは中空であってもよく、更にはこれら充填剤を2種類以上併用することも可能である。また、これらの充填材をイソシアネート系化合物、有機シラン系化合物、有機チタネート系化合物、有機ボラン系化合物およびエポキシ化合物などのカップリング剤で予備処理して使用してもよい。
【0076】
本発明の燃料タンクに用いられるPPS樹脂組成物は、混練機を使用して溶融混練することにより調製することができる。PPS樹脂組成物の製造に用いる混練機は、単軸、2軸の押出機、バンバリーミキサー、ニーダー、及びミキシングロールなど通常公知の溶融混練機を使用することができる。中でも押出機、特に2軸押出機が生産性の面で好ましい。PPS樹脂組成物の製造方法は、各配合成分をこれらから選ばれる混練機に供給してPPS樹脂の融点以上の加工温度で混練する方法などを代表例として挙げることができる。また、溶融混練時に発生する水分や、低分子量の揮発成分を除去する目的で、混練機にベント口を設けることも好んで用いられる。
【0077】
2軸押出機を用いて、本発明のPPS樹脂組成物の分散形態(モルホロジー)が後述のコアシェル構造になるようにコントロールするためには、押出時の混練エネルギー(吐出量あたりの押出機仕事量(kW/(kg/h)))を大きくすることが必要である。押出機サイズにより異なる場合もあるが、例えば、シリンダー径30mmの2軸押出機を用いて混練した際の好ましい混練エネルギーは、0.4(kW/(kg/h))以上であり、特に好ましくは0.45(kW/(kg/h))以上である。これによって良好な溶融混練を行うことができ、目的とする樹脂相分離構造を形成することができる。混練エネルギーが大きく過ぎる場合には後述のように発熱による熱分解を生じるため0.65(kW/(kg/h))以下であることが好ましい。通常、混練エネルギーを大きくするとせん断による発熱で樹脂温度が上昇し、溶融樹脂の熱分解を引き起こし、物性低下を引き起こす。ここで言う樹脂温度とは、例えば押出機ダイより吐出された溶融樹脂を温度計により測定した温度を言う。そのため本発明のPPS樹脂組成物を溶融混練する時の樹脂温度は320℃〜350℃の範囲であることが好ましい。このように溶融混練時の混練エネルギーと樹脂温度を制御することは分解を抑制しつつ目的の分散離構造を形成することが可能となるため好ましい。
【0078】
上記のように混練条件を制御する方法の一例を示す。2軸押出機を用いた溶融混練において、シリンダー温度を低温とし、スクリュー回転数を高回転とする方法は高せん断を得ることができ、高混練エネルギーを達成することができるため好ましく用いられる。しかしながら、この場合において混練部のスクリューエレメントに従来のニーディングディスクを用いた場合には、せん断による発熱量が大きく、押出時の樹脂温度を上述のように制御することが困難である。これに対して、混練部のスクリューエレメントに低発熱混練エレメントを用いるとせん断による発熱を抑えることができ、押出時の樹脂温度制御が容易となるため好ましい。ここで言う低発熱エレメントとは、従来のニーディングディスクでは平行に配列されているフライトチップ部を螺旋角度が0〜90度あるいは90〜180度の範囲内で傾斜したスクリューエレメント、切り欠き形状のエレメントを用いて従来のせん断ではなく撹拌主体の混練を行うスクリューエレメント等が挙げられ、これらをスクリューの混練部に導入することにより従来のニーディングディスクに不足している樹脂の温度上昇抑制効果を得ることができる。また混練部に超臨界二酸化炭素、超臨界窒素を導入する方法もせん断による発熱を抑えることができるため好ましい。
【0079】
2軸押出機のシリンダー温度は、2軸押出機に投入された樹脂を可塑化する可塑化部と可塑化された溶融樹脂を溶融混練する混練部に分けた場合、可塑化部を(a)PPS樹脂の融点〜融点+20℃の温度とし、混練部のシリンダー温度を150〜300℃の範囲とすることが好ましい。この際、原料の混合順序には特に制限はなく、全ての原料を混練機に一括で供給して溶融混練する方法、一部の原材料を供給し溶融混練した後さらに残りの原材料を供給し溶融混練する方法、あるいは一部の原料を供給後単軸あるいは2軸の押出機により溶融混練しながらサイドフィーダーを用いて残りの原料を供給し溶融混練する方法など、いずれの方法を用いてもよい。中でも、(a)PPS樹脂を押出機上流部の供給口から供給し、(b)エポキシ基含有オレフィン共重合体、(c)エチレン/α−オレフィン共重合体およびその他の成分を押出機下流部からサイドフィードする方法が好ましい。また、少量添加剤成分については、他の成分を上記の方法などで混練しペレット化した後、成形前に添加して成形に供することも可能である。
【0080】
本発明の燃料タンクは、(a)PPS樹脂が連続相(マトリックス)を形成し、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体が分散相を形成する分散形態(モルホロジー)を有することが好ましい。これにより、低燃料膨潤性と優れた耐圧性、スレッド試験性能を有する燃料タンクを得ることができる。
【0081】
さらに本発明の燃料タンクは、図1に示すように、PPS樹脂1が連続相(マトリックス)を形成し、(b)エポキシ基含有オレフィン共重合体成分2が一次分散相(シェル相)を形成し、さらにその一次分散相(シェル相)中に(c)エチレン/α−オレフィン共重合体成分3の二次分散相(コア相)が包含されたコアシェル型分散相を形成することが好ましい。このようなコアシェル構造を形成させることにより、特に低温領域での耐衝撃性(すなわち、低温靭性)が著しく向上することを見いだした。ここで、コアシェル構造としては、図1に示すようにシェル相が、コア相全体を包含していることが好ましいが、図2に示すように、シェル相が、コア相を部分的に包含した状態でもよい。この場合、分散相外周の50%以上、好ましくは80%以上を(b)成分2が覆っていることが好ましい。
【0082】
ここでコアシェル構造が形成されているか否かは、燃料タンクを切断した断面の一部を電子顕微鏡観察して確認することができる。燃料タンクの一部断片をルテニウム染色した後、0.1μm以下の薄片を切削し、透過型電子顕微鏡を用いて1万倍の倍率で観察し、判断することができる。
【0083】
本発明において、分散相がコアシェル構造を形成するとは、このようにして観察した全分散相の数に対して、コアシェル構造を有する分散相の数の割合が50%以上、より好ましくは80%以上であることを言う。コアシェル構造を有する分散相の割合が50%未満の場合は、コアシェル構造を有さないとする。
【0084】
また、コアシェル型分散相の(a)PPS樹脂中での平均粒子径は1〜200nmで分散していることが好ましく、更に20〜150nmで分散していることがより好ましい。この分散形態は、PPS樹脂組成物から無染色、凍結法で0.1μm以下の薄片を切削し、透過型電子顕微鏡で観察することができる。無作為に選択した100個のコアシェル型分散相について、まずそれぞれのコア層外径の最大径と最小径を測定して平均値を求めて、各分散相の粒子径とし、その後、100個の分散相の粒子径を平均して平均粒子径とする。
【0085】
本発明の燃料タンクの実施形態の一例を、図3(a)〜(c)、図4及び図5に示す。
【0086】
図3(a)(b)において、燃料タンクは、アッパシェル4、ロアシェル5により構成される。このアッパシェル4とロアシェル5は、PPS樹脂組成物により射出成形され、溶着部6により接合される。溶着部6は、図3(c)に示すように、アッパシェル4の下端面41(図示の例では周縁を外方に突出させたフランジ42を伴う)とロアシェル5の上端面51(同じくフランジ52を伴う)を互いに突き合わせ、溶着することにより形成される。
【0087】
また、燃料タンクは、その内部に構造部材として、たとえば円柱状に形成された補強支柱7を配置することができる。この補強支柱7は、ポリアセタール樹脂(POM)等を使用して成形することができる。補強支柱7は、その両端に円環状の突起を外向きに有する嵌合部を有し、アッパシェル4の上面内面側に形成された支柱締結部43、及びロアシェル5の下面内面側に形成された支柱締結部53に、それぞれ嵌合させることにより、燃料タンク内に固定される。
【0088】
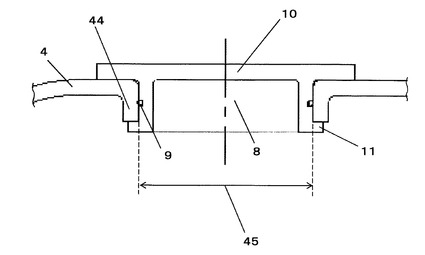
アッパシェル4の上面(一般部)には、図5に示すように、メンテナンスホール8を形成することができ、メンテナンスホール8の取付けフランジ44に勘合するように、メンテナンスホールキャップ10を例えば繰り返し脱着可能なバヨネット方式によりOリング9を介して取付けることができる。このメンテナンスホールキャップ10は、ポリアセタール樹脂(POM)等を使用して成形することができる。
【0089】
本発明の燃料タンクは、以下のような方法で製造することができる。本発明の燃料タンクに用いられるPPS樹脂組成物を、アッパシェル用の成形型に射出して下面が開口した倒立有底カップ状のアッパシェル4を射出成形し、同様にロアシェル用の成形型に射出して上面が開口した有底カップ状のロアシェル5を射出成形する。この射出成形工程において、分割して別々に成形されたアッパシェル4とロアシェル5は、接合工程において、それぞれの開口部における接合周縁部(溶着部6)を溶着して一体に構成される。このため、アッパシェルとロアシェルとを組み合わせて形成された燃料タンクは、寸法精度の高い精密な、かつ強度の高い製品を得ることができる。
【0090】
本発明の燃料タンクを構成する分割成形体を成形する射出成形工程で用いられる射出成形は、既知の射出成形機であればいずれも使用可能であり、特に制限されるものではない。射出成形工程の型温度は、PPS樹脂の場合、一般的には材料の持つ特性を十分に引き出す為、130℃以上とする場合が多い。しかしながら、本発明においては、特に制限されるものではない。
【0091】
射出成形工程で得られた分割成形体を接合する接合工程で用いられる溶着方法としては、好ましくは熱板溶着、射出溶着、振動溶着、熱線溶着およびレーザー溶着が例示でき、分割成形体の接合面どうしを溶着する工程は、例えば、次のようにして行うことができる。
【0092】
熱板溶着法の場合、分割成形体の接合面を熱板により溶融させ、素早く分割成形体の接合面どうしを圧接させて溶着させる。この際の熱板条件としては、通常の条件をとればよく、例えば接触法の場合、例えば熱板温度290〜350℃、溶融時間10〜120秒、押し込み代0.1〜2mmを採用することができる。
【0093】
射出溶着法の場合、分割成形体を型内にインサートし、又は型内で位置変更した後に、接合面を合わせた状態で保持し、その接合部の周縁に新たに溶融樹脂を射出して各分割成形体を互いに溶着させて容器を成形する。この際の射出溶着条件としては通常の条件をとればよく、例えば、樹脂温度300〜320℃、射出圧力10〜150MPa、型締め力100〜4000トン、型温度30〜80℃を採用することができる(なお、前記記載の型内で位置変更して行う方法は、ダイスライド成形や、ダイ回転成形などともいわれている)。
【0094】
振動溶着法の場合、分割成形体の接合面どうしを上下に圧接させた状態とし、この状態で横方向に振動を与えて発生する摩擦熱によって溶着させる。この際の振動条件としては通常の条件をとればよく、例えば、振動数100〜300Hz、振幅0.5〜2.0mmを採用することができる。
【0095】
熱線溶着法の場合、例えば鉄−クロム製の線材を分割成形体の接合部に埋め込んだ状態で接合面どうしを圧接し、線材に電流をかけジュール熱を発生させその発熱によって接合面を溶着させる。
【0096】
レーザー溶着法の場合、レーザー光に対して非吸収性の分割成形体とレーザー光に対して吸収性の分割成形体を接合面で重ね合わせた状態で、非吸収性の分割成形体側からレーザー光を照射して溶着させる(例えば、燃料タンクにおいてアッパシェル4をレーザー光非吸収性、ロアシェル5をレーザー光吸収性として、アッパシェル4側からレーザー光を照射する)。また、レーザー光吸収性とするためには、カーボンブラックを添加する手法を例示することができる。カーボンブラックを添加することで照射されるレーザー光の透過率を5%以下とすることができ、レーザー光のエネルギーを効率的に熱に変換することが可能となる。この際のレーザー溶着条件としては通常の条件をとればよく、例えば、レーザー光として、YAGレーザー、レーザー光波長800〜1060nm、レーザー光出力5〜30Wを採用することができる。
【0097】
これら接合工程で用いられる溶着方法のなかでも、熱板溶着が溶着部の強度や成形加工性から特に好ましい。
【0098】
本発明の燃料タンクは、成形時に補強構造や燃料タンクを構成する部品の一部または全部を一体成形することができる。アッパシェルとロアシェルの内部に部品取付部や、補強リブを形成することができ、内蔵部品等を取付けることも、燃料タンクの強度を向上させることも容易にできる。
【0099】
成形時に補強構造や燃料タンクを構成する部品の一部または全部を一体成形した場合、肉厚変化やノッチ形状ができる。従来のPPS樹脂組成物(特許文献3〜7)で低温(−40℃)における衝撃性が充分でないものにより成形された燃料タンクでは、それらの形状が起点となり破壊する場合がみられるため一体成形が困難であった。それに対して本発明のPPS樹脂組成物からなる燃料タンクでは耐低温衝撃性に優れるため、これら構成部品を一体成形することができる。
【0100】
また、低温における衝撃性を改良するとき、従来は、十分な低温衝撃性を発現する組成においては、エラストマーや軟質樹脂が多量にブレンドされているため、本来PPS樹脂が有している優れた剛性は低下する傾向であり、かつ、燃料膨潤による強度低下や寸法変化が大きいため、燃料タンクの膨潤変形量や耐圧性試験では十分な性能を発現できない場合があり、補強構造や部品の一体成形は困難であった。それに対して本発明のPPS樹脂組成物からなる燃料タンクでは剛性、低燃料膨潤性を有しているため、これら構成部品を一体成形することができる。
【0101】
本発明の燃料タンクは補強支柱構造を一体成形することができる。アッパシェル4、ロアシェル5をそれぞれ射出成形する際に、補強支柱7(例えばポリアセタール樹脂;POM製)を嵌め込む支柱締結部43,53が一体成形される。アッパシェル4の下端面とロアシェル5の上端面とを溶着する際、補強支柱7を支柱締結部43,53に嵌め込む。補強支柱7は燃料タンクの正圧・負圧に対する変形抑制のために取付けられるものである。
【0102】
従来の低温(−40℃)衝撃性が充分でないPPS樹脂組成物により成形された燃料タンクでは、低温衝撃試験を実施した場合、支柱締結部43,53の突起形状が起点となり破壊する場合がみられるが、本発明の燃料タンクでは耐低温衝撃性に優れるため破壊することはない。
【0103】
また、燃料タンクに燃料を封入し膨潤させた後にタンク内に正圧200kPaを加える耐圧性試験を実施した場合、従来の十分な低温衝撃性を発現する組成においては剛性が低下する傾向であり、かつ、燃料膨潤による強度低下が大きいため、支柱締結部に上下の引張力がはたらくと締結部に破壊54が生じてタンクが変形してしまう。それに対して本発明の燃料タンクでは剛性、低燃料膨潤性を有しているため、燃料膨潤後の強度低下が少なく、締結部が破壊することなく形状が保持できる。
【0104】
本発明の燃料タンクはメンテナンスホール8を設けることができる。このメンテナンスホール8にはOリング9(例えばフッ素ゴム製)を介してメンテナンスホールキャップ10(例えばPOM製)が例えば繰り返し脱着可能なバヨネット方式により取付けられる。メンテナンスホール8は燃料タンク内の修理や整備の際、整備員がタンク内に手を入れ作業するためのものである。また、タンク内から燃料を汲み上げるポンプモジュールの取付フランジとしても使用することができる。
【0105】
従来の低温(−40℃)衝撃性が充分でないPPS樹脂組成物により成形された燃料タンクでは、低温衝撃試験を実施した場合メンテナンスホール8のフランジ形状が起点となり破壊する場合がみられるが、本発明の燃料タンクでは耐低温衝撃性に優れるため破壊することはない。
【0106】
また、従来の十分な低温衝撃性を発現する組成においては、燃料タンクに燃料を封入し膨潤させた後にタンク内に正圧50kPaを加えるシール性試験を実施した場合、燃料膨潤による寸法変化が大きいため、気密モレが発生しシール不良となる。それに対して本発明の燃料タンクでは剛性、低燃料膨潤性を有しているため、燃料膨潤後の寸法変化が少なく、ホール内径寸法がほとんど変化せずシール性が保持できる。
【0107】
本発明の燃料タンクは、二輪自動車、三輪自動車、四輪自動車、六輪以上の車輪をもつ自動車などの燃料タンクとして利用することができる。さらに、自動車(オートバイを含む)以外にも、船舶、航空機、スノーモービル、水上バイク等のレジャー用機器、建設重機(ブルドーザーなど)や発電機などの工業用機器、草刈り機やトラクター等の農業用機器などの燃料タンクとしても有用である。
【実施例】
【0108】
以下に実施例を挙げて本発明を更に具体的に説明する。
【0109】
以下の実施例において、材料特性については下記の方法により測定した。
【0110】
(1)クロロホルム抽出量
PPS樹脂約10gを秤量して円筒形濾紙に入れ、クロロホルム200mLを用いて、バス温120℃で、5時間ソックスレー抽出を行った。抽出後、クロロホルムを留去し、残差量を秤量しポリマー重量当たりで計算した。
【0111】
(2)ナトリウム含有量
PPS樹脂5gを白金皿上に乗せ538℃で灰化処理し、塩酸処理したものを島津製作所製の原子吸光度計AA−670を使用し、原子吸光分析によって測定した。
【0112】
(3)モルホロジーの観察(コアシェル構造)
PPS樹脂組成物を使用して、射出成形により、ASTM1号ダンベル試験片を成形した。(a)PPS樹脂マトリックス中の(b)エポキシ基含有オレフィン共重合体、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の分散形態が、コアシェル構造が形成しているか否かは、試験片の中央部を流れ方向に対して直角方向に切断し、その断面の中心部を染色した後、室温にて0.1μm以下の薄片を切削し、透過型電子顕微鏡で1万倍で観察を行った。同一視野に20個以上の分散相が観察される状態で、個々の分散相につきコアシェル構造が形成されているか否かを判別し、全分散相の数に対する、コアシェル構造を有する分散相の割合から以下のように判定した。◎は、良好、○は、やや良好、×は、不十分である。
◎:コアシェル構造の形成が80%以上
○:コアシェル構造の形成が50%以上、80%未満
×:コアシェル構造の形成が50%未満
【0113】
(4)モルホロジーの観察(分散粒径)
PPS樹脂組成物を使用して、射出成形により、ASTM1号ダンベル試験片を成形した。試験片の中央部を流れ方向に対して直角方向に切断し、その断面の中心部から無染色、凍結法で0.1μm以下の薄片を切削し、透過型電子顕微鏡で1万倍で観察した。無作為に選択した100個のコアシェル型分散相について、まずそれぞれのコア層外径の最大径と最小径を測定して平均値を求めて、各分散相の粒子径とし、その後、100個を平均して平均粒子径とした。
【0114】
(5)MFR
PPS樹脂組成物のMFRを、測定温度315.5℃、5000g荷重とし、ASTM−D1238に従って測定した。
【0115】
(6)高速引張伸び(−40℃)
PPS樹脂組成物を使用して、射出成形により、ASTM1号ダンベル試験片を成形した。得られたASTM1号ダンベル試験片を用い、温度雰囲気を−40℃にした以外はASTM D638に従って、引張速度500mm/minの条件で破断伸びを測定した。3個の試験片について測定し、平均値を求めた。
【0116】
(7)アイゾット衝撃強度(23℃)
PPS樹脂組成物を使用して、射出成形により、ASTM−D256に規定された、厚さ1/8インチのノッチ付試験片を作成した。ASTM−D256に従って、23℃でノッチ付アイゾット衝撃強度を測定した。5個の試験片について測定し、平均値を求めた。
【0117】
(8)アイゾット衝撃強度(−40℃)
測定温度を−40℃にした以外は上記のアイゾット衝撃強度と同様にして、ASTM D256に従ってノッチ付きアイゾット衝撃強度を測定した。
【0118】
(9)曲げ弾性率
PPS樹脂組成物を使用して、射出成形により、ASTM−D790に規定された、厚さ1/4インチの曲げ試験片を作成した。ASTM−D790に従って、23℃で曲げ試験を行い、弾性率を測定した。3個の試験片について測定し、平均値を求めた。
【0119】
(10)膨潤変形量
PPS樹脂組成物を使用し後述の製造方法により製造した燃料タンクのメンテナンスホールの初期内径(図5において、アッパシェル4の内径寸法45)をノギスで測定した。次に溶着したタンク容器内へ試験燃料(トルエン)をタンク容量に対して約75%封入し、65℃で2000hソークした。ソーク後のメンテナンスホールの内径(図5の内径寸法45)をノギスで測定し、燃料ソーク後と初期の内径の差を測定し、得られた内径寸法変化を膨潤変形量とした。
【0120】
(11)タンク変形量
PPS樹脂組成物を使用し後述の製造方法により製造した燃料タンクの容器内へ試験燃料(トルエン)をタンク容量に対して約75%封入し、65℃で2000hソークしたタンク内に圧縮空気を充填し正圧20kPaを加えてタンク変形量を確認した。タンク変形量については、正圧負荷前後のタンク高さを高さゲージで測定し、その変化量を求めた。
【0121】
(12)シール性試験
上記(11)のタンク変形量の測定に続いてタンク内に正圧50kPaを加えて、タンク本体を水没させてOリングシール部の気密モレ有無を確認した。○は、気密モレなし、×は、気密モレありである。
【0122】
(13)耐圧性試験(支柱締結部破壊)
上記(12)のシール性試験に続いて、更にタンク内に正圧200kPaを3秒間加え、支柱締結部の破壊有無を確認した。支柱締結部破壊については、耐圧性試験後、メンテナンスホールのキャップを外し、タンク内部の支柱締結部破壊有無(図4において、ロアシェル5の支柱締結部53での破壊部54の有無)を確認した。正圧を加え、支柱締結部が破壊しないものを○、破壊したものを×と判定した。
【0123】
(14)低温衝撃性試験(スレッド試験)
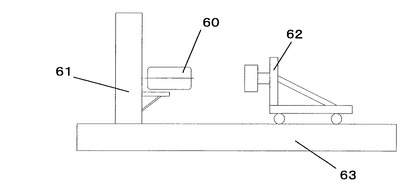
PPS樹脂組成物を使用し後述の製造方法により製造した燃料タンクの容器内へ不凍液(エチレングリコール)をタンク容量に対して約75%封入し、−40℃恒温層で3時間温調する。恒温層から取り出し、素早く図6のように燃料タンク60を低温衝撃性装置61にセットし、直径125mmの鉄製ポールを備えたポール付台車62をレール63上を走行させてタンクに衝突させた。衝突の際のエネルギーを1000Jとした。衝突させたときのタンクの衝撃破壊の程度を確認した。破壊の程度を以下のように判定した。
◎:塑性変形したが、破壊しなかったもの
○:塑性変形し、タンクのコーナー部に裂けが発生したが貫通亀裂にはならなかったもの
×:脆性的に破壊し亀裂が伸展して液モレしたもの
××:脆性的に破壊し破片が飛散したもの
【0124】
[参考例1]PPS樹脂A−1の調製
撹拌機および底栓弁付きの70リットルオートクレーブに、47.5%水硫化ナトリウム8.27kg(70.00モル)、96%水酸化ナトリウム2.94kg(70.63モル)、N−メチル−2−ピロリドン(NMP)11.45kg(115.50モル)、酢酸ナトリウム2.24kg(27.3モル)、及びイオン交換水5.50kgを仕込み、常圧で窒素を通じながら245℃まで約3時間かけて徐々に加熱し、水9.77kgおよびNMP0.28kgを留出した後、反応容器を200℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は、NMPの加水分解に消費された水分を含めて1.06モルであった。また、硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.02モルであった。
【0125】
その後200℃まで冷却し、p−ジクロロベンゼン10.32kg(70.20モル)、NMP9.37kg(94.50モル)を加え、反応容器を窒素ガス下に密封し、240rpmで撹拌しながら0.8℃/分の速度で200℃から235℃まで昇温し、235℃で40分反応した。その後0.8℃/分の速度で270℃まで昇温し、270℃で70分反応した後、270℃から250℃まで15分かけて冷却しながら水2.40kg(133モル)を圧入した。次いで250℃から220℃まで75分かけて徐々に冷却した後、室温近傍まで急冷し内容物を取り出した。
【0126】
内容物を約35リットルのNMPで希釈しスラリーとして85℃で30分撹拌後、80メッシュ金網(目開き0.175mm)で濾別して固形物を得た。得られた固形物を同様にNMP約35リットルで洗浄濾別した。得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収する操作を合計5回繰り返した。このようにして得られた固形物を窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−1は、クロロホルム抽出量が0.1重量%、ナトリウム含有量が650ppm、MFRが77g/10分であった。
【0127】
[参考例2]PPS樹脂A−2の調製
参考例1と同様に反応を行い、80メッシュ金網(目開き0.175mm)で濾別して固形物を得た。得られた固形物を同様にNMP約35リットルで洗浄濾別した。得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収する操作を合計3回繰り返した。得られた固形物および酢酸32gを70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過し、更に得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収した。このようにして得られた固形物を窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−2は、クロロホルム抽出量が0.1重量%、ナトリウム含有量が65ppm、MFRが95g/10分であった。
【0128】
[参考例3]PPS樹脂A−3の調製
撹拌機および底栓弁付きの70リットルオートクレーブに、47.5%水硫化ナトリウム8.27kg(70.00モル)、96%水酸化ナトリウム2.94kg(70.63モル)、N−メチル−2−ピロリドン(NMP)11.45kg(115.50モル)、酢酸ナトリウム1.89kg(23.1モル)、及びイオン交換水5.50kgを仕込み、常圧で窒素を通じながら245℃まで約3時間かけて徐々に加熱し、水9.77kgおよびNMP0.28kgを留出した後、反応容器を200℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は、NMPの加水分解に消費された水分を含めて1.06モルであった。また、硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.02モルであった。
【0129】
その後200℃まで冷却し、p−ジクロロベンゼン10.42kg(70.86モル)、NMP9.37kg(94.50モル)を加え、反応容器を窒素ガス下に密封し、240rpmで撹拌しながら0.6℃/分の速度で200℃から270℃まで昇温し、270℃で140分反応した。その後、270℃から250℃まで15分かけて冷却しながら水2.40kg(133モル)を圧入した。次いで250℃から220℃まで75分かけて徐々に冷却した後、室温近傍まで急冷し内容物を取り出した。
【0130】
内容物を約35リットルのNMPで希釈しスラリーとして85℃で30分撹拌後、80メッシュ金網(目開き0.175mm)で濾別して固形物を得た。得られた固形物を同様にNMP約35リットルで洗浄濾別した。得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収する操作を合計5回繰り返した。このようにして得られた固形物を窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−3は、クロロホルム抽出量が0.2重量%、ナトリウム含有量が550ppm、MFRが300g/10分であった。
【0131】
[参考例4]PPS樹脂A−4の調製
撹拌機および底栓弁付きの70リットルオートクレーブに、47.5%水硫化ナトリウム8.27kg(70.00モル)、96%水酸化ナトリウム2.91kg(69.80モル)、N−メチル−2−ピロリドン(NMP)11.45kg(115.50モル)、酢酸ナトリウム2.24kg(27.3モル)、及びイオン交換水10.5kgを仕込み、常圧で窒素を通じながら245℃まで約3時間かけて徐々に加熱し、水14.78kgおよびNMP0.28kgを留出した後、反応容器を200℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は、NMPの加水分解に消費された水分を含めて1.06モルであった。また、硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.02モルであった。
【0132】
その後200℃まで冷却し、p−ジクロロベンゼン10.34kg(70.32モル)、NMP9.37kg(94.50モル)を加え、反応容器を窒素ガス下に密封し、240rpmで撹拌しながら0.8℃/分の速度で200℃から235℃まで昇温し、235℃で40分反応した。その後0.8℃/分の速度で270℃まで昇温し、270℃で70分反応した後、オートクレーブの底栓弁を開放し、窒素で加圧しながら内容物を攪拌機付き容器に15分かけてフラッシュし、250℃でしばらく撹拌して大半のNMPを除去した。
【0133】
得られた固形物およびイオン交換水76リットルを撹拌機付きオートクレーブに入れ、70℃で30分洗浄した後、ガラスフィルターで吸引濾過した。次いで70℃に加熱した76リットルのイオン交換水をガラスフィルターに注ぎ込み、吸引濾過してケークを得た。
【0134】
得られたケークおよびイオン交換水90リットルを撹拌機付きオートクレーブに仕込み、オートクレーブ内部を窒素で置換した後、192℃まで昇温し、30分保持した。その後オートクレーブを冷却して内容物を取り出した。
【0135】
内容物をガラスフィルターで吸引濾過した後、これに70℃のイオン交換水76リットルを注ぎ込み吸引濾過してケークを得た。得られたケークを窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−4は、クロロホルム抽出量が2.4重量%、ナトリウム含有量が1050ppm、MFRが180g/10分であった。
【0136】
[実施例1〜7、比較例1〜5]
下記に示す各成分を表1,2に記載の各割合でドライブレンドした後、日本製鋼所社製TEX30型2軸押出機で、可塑化部のシリンダー温度を290℃、混練部のシリンダー温度を230℃、スクリュー回転数を300rpmの条件に設定して、実施例1〜6、比較例1〜5はスクリュー混練部に低発熱混練エレメントとしてフライトチップ部を螺旋角度75度で傾斜したスクリューエレメント、切り欠き形状のエレメントをそれぞれ3ユニットずつ導入したスクリューを用い、実施例7はスクリュー混練部に通常のニーディングディスクを6ユニット導入したスクリューを用いて溶融混練を行い、ダイから吐出されるガットは即座に水浴にて冷却し、ストランドカッターによりペレット化した後、110℃で1晩乾燥してPPS樹脂組成物を得た。
【0137】
燃料タンクの製造
実施例1〜7および比較例1〜5のPPS樹脂組成物を用いて、図3に示すような燃料タンクを製造した。この燃料タンクは、射出成形にて二分割形成した分割成形体としての、下面が開口した倒立有底カップ状のアッパシェル4と、上面が開口した有底カップ状のロアシェル5とを、溶着部6で溶着してなるものである。
【0138】
PPS樹脂組成物の樹脂温度310℃、射出率200ml/sec、金型温度60℃で分割成形体としてのアッパシェル4とロアシェル5をそれぞれ射出成形した。アッパシェル4及びロアシェル5の一般部の肉厚は約3mmであり、内寸法は幅約350mm×奥行約450mmである。アッパシェル4の下面開口から内天面までの深さは約125mmであり、ロアシェル5の上面開口から内底面までの深さは約125mmである。
【0139】
射出成形により得られたアッパシェル4とロアシェル5を、それらのフランジ部の対向する接合面同士において突き合わせて熱板溶着した。具体的には、熱板溶着機にセットし、熱板温度310℃、溶融代2mm、溶融時間60sec、中間時間5sec、押し込み代1.5mm、溶着時間15secで熱溶着した。溶着部6は、アッパシェル4の下端面41(図示例では周縁を外方に突出させたフランジ42を伴う)と、ロアシェル5の上端面51(同じくフランジ52を伴う)とを突き合わせた部位である。
【0140】
アッパシェル4の上面内面側、ロアシェル5の下面内面側にはφ40mmの補強支柱7(POM製)を嵌め込む締結部43、53がそれぞれ設けられる。アッパシェル4の下端面41とロアシェル5の上端面51とを熱板加熱して突き合わせ溶着部を形成する際に補強支柱7をアッパシェル4、ロアシェル5それぞれの支柱締結部43、53に嵌め込む。
【0141】
アッパシェル4の上面(一般部)にはφ120mmのメンテナンスホール8が形成され、このメンテナンスホール8の取付けフランジ部44にはOリング9(フッ素ゴム製)を介してメンテナンスホールキャップ10(POM製)に構成されるバヨネット爪11をフランジ部44に差し込み、回して装着する繰り返し脱着可能なバヨネット方式でメンテナンスホールキャップ10を取付け、燃料タンクを得た。
【0142】
【表1】
【0143】
【表2】
【0144】
本実施例および比較例に用いた(a)PPS樹脂は以下の通りである。
A−1:参考例1に記載の方法で重合したPPS樹脂
A−2:参考例2に記載の方法で重合したPPS樹脂
A−3:参考例3に記載の方法で重合したPPS樹脂
A−4:参考例4に記載の方法で重合したPPS樹脂
【0145】
同様に、(b)エポキシ基含有オレフィン共重合体は以下の通りである。
B−1:エチレン/メタクリル酸グリシジル=92/8(重量比)の共重合体(住友化学製“ボンドファースト”ETX−6)
B−2:エチレン/メタクリル酸グリシジル=88/12(重量比)の共重合体(住友化学製“ボンドファースト”BF−E)
【0146】
同様に、(c)エチレン/α−オレフィン共重合体は以下の通りである。
C−1:MFR=0.5g/10分(190℃、2.16kg荷重)、密度0.861g/cm3のエチレン/1−ブテン共重合体(三井化学製“タフマー”TX−610)
C−2:MFR=0.5g/10分(190℃、2.16kg荷重)、密度0.868g/cm3のエチレン/1−オクテン共重合体(ダウケミカル製“エンゲージ”ENR8150)
【0147】
以下のエラストマーを比較例に用いた。
D−1:エチレン/プロピレン/ジエン共重合体(三井化学製三井EPT3045)
【産業上の利用可能性】
【0148】
本発明によれば、成形加工性に優れるとともに低燃料膨潤性、耐圧性、および耐低温衝撃性をあわせもつ燃料タンクを得ることができる。
【符号の説明】
【0149】
1 (a)PPS樹脂
2 (b)エポキシ基含有オレフィン共重合体
3 (c)エチレン/α−オレフィン共重合体
4 アッパシェル
5 ロアシェル
6 溶着部
7 補強支柱
8 メンテナンスホール
9 Oリング
10 メンテナンスホールキャップ
11 バヨネット爪
41 下端面
42 フランジ
43 支柱締結部
44 メンテナンスホールの取付けフランジ
45 メンテナンスホールの内径寸法
51 上端面
52 フランジ
53 支柱締結部
54 支柱締結部の破壊部
60 燃料タンク
61 低温衝撃性試験装置
62 ポール付台車
63 レール
【技術分野】
【0001】
本発明は、ポリフェニレンスルフィド樹脂組成物を用いた燃料タンクに関するものである。
【背景技術】
【0002】
自動車用の樹脂製の燃料タンクには、ブロー成形にて一体形成したものと、射出成形にて二分割形成した分割成形体どうしを溶着部で溶着してなるものなどがある。ブロー成形にて一体形成した燃料タンクにおいて、パリソンの樹脂材料としては、従来、耐衝撃性及び耐薬品性に優れ、かつ低コストである高密度ポリエチレン樹脂が用いられることが多かった。しかし、高密度ポリエチレン樹脂には燃料透過性が大きいという問題があった。そこで、燃料透過性の小さいエチレン−ビニルアルコール共重合体樹脂よりなるバリア層を備えた多層体や芳香族ポリアミドとナイロン6の共重合ポリアミド樹脂を主成分とするバリア層とバリア層の両面にそれぞれ変性高密度ポリエチレンを主成分とする接合層を介して接着された高密度ポリエチレン樹脂を主成分とする内層及び外層とを備えた積層構造を有する多層中空成形品からなる燃料タンクが提案されている(特許文献1、2)。しかしながらブロー成形による燃料タンクは、その生産性が劣るという課題とともにブロー成形で端末を挟みつぶすピンチ部においては、バリア層が離間して不連続となるため十分なバリア性を発現できないという課題があった。
【0003】
一方、射出成形にて二分割形成した分割成形体どうしを溶着する場合は、バリア層を直接溶着でき、ブロー成形時のようなピンチオフ部のバリア層不連続部を生じないため、バリア性に優れるものの、良好な成形加工性と十分な耐衝撃性との両立に課題があった。
【0004】
ここでポリフェニレンスルフィド樹脂は優れた耐熱性、バリア性、耐薬品性、電気絶縁性、耐湿熱性など好適な性質を有しており、射出成形用を中心として各種電気・電子部品、機械部品及び自動車部品などに使用されており、燃料タンク材料としても有効である。しかし、柔軟性、耐衝撃性が低いため、その適用が限定されているのが現状であり、柔軟性、耐衝撃性の改良が強く望まれている。ポリフェニレンスルフィド樹脂に柔軟性、耐衝撃性を付与する技術として、これまで各種の軟質樹脂等を溶融ブレンドする方法が検討されてきた。例えば特定のポリフェニレンスルフィド樹脂にエポキシ基含有オレフィン系共重合体およびエポキシ基、酸無水物基を含有しないエラストマーを配合した組成物(特許文献3)、特定の分子量分布を有するエチレン・α−オレフィン系共重合体およびエポキシ基、酸無水物基などの官能基含有オレフィン系共重合体を配合した組成物(特許文献4)、ポリフェニレンスルフィド樹脂にオレフィン共重合体を特定の分散状態で混合する方法やそれらを用いた樹脂成形体、燃料系部品(特許文献5〜7)、特定のポリフェニレンスルフィド樹脂に特定のオレフィン共重合体を組み合わせる組成物やそれを用いた燃料タンク(特許文献8、9)が提案されている。
【0005】
しかしながら、特許文献3〜7では室温条件での衝撃性の向上は見られるものの低温(−40℃)における衝撃性が充分でなく、特許文献8、9では低温における衝撃性は改良されているが十分な低温衝撃性を発現する組成においては本来ポリフェニレンスルフィド樹脂が有している優れた剛性は低下する傾向であり、燃料タンクのシール性試験や耐圧性試験では十分な性能を発現できない場合があり、これら各々の特性を高度にバランスよく有する燃料タンクが要求されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−340033号公報
【特許文献2】特開平6−191296号公報
【特許文献3】特開平1−306467号公報
【特許文献4】特開2000−198923号公報
【特許文献5】特開2002−226604号公報
【特許文献6】特開2002−226706号公報
【特許文献7】特開2002−226707号公報
【特許文献8】特開2004−217888号公報
【特許文献9】特開2004−339478号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題を解決したポリフェニレンスルフィド樹脂組成物からなり、低燃料膨潤性、耐圧性、および耐低温衝撃性をあわせもつ燃料タンクを得ることを課題とするものである。
【課題を解決するための手段】
【0008】
本発明の燃料タンクは、かかる課題を解決するために鋭意検討した結果、次のような構成を採用するものである。すなわち、本発明は以下のとおりである。
【0009】
(1)ポリフェニレンスルフィド樹脂組成物を溶融成形してなる燃料タンクであって、前記ポリフェニレンスルフィド樹脂組成物は、(a)ポリフェニレンスルフィド樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)からなり、前記(a)ポリフェニレンスルフィド樹脂のクロロホルム抽出量が0.01〜1重量%、かつナトリウム含有量が300ppm以上であることを特徴とする燃料タンク。
(2)前記(a)ポリフェニレンスルフィド樹脂をASTM−D1238に従い、315.5℃、5000g荷重で測定したメルトフローレートが50〜200g/10分であることを特徴とする前記(1)に記載の燃料タンク。
(3)前記(a)ポリフェニレンスルフィド樹脂がクエンチ法で得られたものである前記(1)または(2)に記載の燃料タンク。
(4)前記(b)エポキシ基含有オレフィン共重合体がエチレン90〜99重量%とα,β−不飽和カルボン酸グリシジルエステル1〜10重量%の共重合体であることを特徴とする前記(1)〜(3)のいずれかに記載の燃料タンク。
(5)前記(a)ポリフェニレンスルフィド樹脂が連続相を形成する一方、前記(b)エポキシ基含有オレフィン重合体のシェル相中に前記(c)エチレン/α−オレフィン共重合体のコア相が包含されたコアシェル型分散相を形成し、かつその平均分散粒径が1〜200nmであることを特徴とする前記(1)〜(4)のいずれかに記載の燃料タンク。
(6)前記燃料タンクを構成する補強構造、構成部品の一部または全部を一体成形したことを特徴とする前記(1)〜(5)のいずれかに記載の燃料タンク。
(7)前記燃料タンクが、補強支柱構造を有することを特徴とする前記(1)〜(6)のいずれかに記載の燃料タンク。
(8)前記燃料タンクが、メンテナンスホールを有することを特徴とする前記(1)〜(7)のいずれかに記載の燃料タンク。
【発明の効果】
【0010】
本発明によれば、耐低温衝撃性と剛性に特異的に優れた溶融成形に好適なポリフェニレンスルフィド樹脂脂組成物を用いることで燃料膨潤性が低く、耐圧性、低温衝撃性に優れる燃料タンクを得ることができる。
【図面の簡単な説明】
【0011】
【図1】コアシェル型分散相構造のモデル図である。
【図2】コア相がシェル相に部分的に包含されているコアシェル型分散相構造のモデル図である。
【図3】本発明の実施例にかかる燃料タンクの断面図を示し、(a)は燃料タンクの構成部品を分離させて模式的に示す断面図、(b)は燃料タンクを溶着した構造を模式的にやや拡大して示す断面図、(c)は燃料タンクの溶着部の拡大断面図である。
【図4】図3の燃料タンクの補強支柱締結部の拡大断面図である。
【図5】図3の燃料タンクのメンテナンスホールのキャップ取付け部の拡大断面図である。
【図6】燃料タンクの低温衝撃性を評価する試験装置のモデル図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を詳細に説明する。
【0013】
本発明の燃料タンクを形成するポリフェニレンスルフィド樹脂組成物(以下、「PPS樹脂組成物」ということがある。)に含まれる(a)ポリフェニレンスルフィド樹脂(以下、「PPS樹脂」ということがある。)は、下記構造式(I)で示される繰り返し単位を有する重合体である。
【0014】
【化1】
【0015】
PPS樹脂は耐熱性の観点からは、上記構造式で示される繰り返し単位を70モル%以上、更には90モル%以上含む重合体が好ましい。またPPS樹脂はその繰り返し単位の30モル%未満程度が、下記の構造を有する繰り返し単位から選ばれる少なくとも1つの繰り返し単位で構成されていてもよい。
【0016】
【化2】
【0017】
かかる構造を一部有するPPS重合体は、融点が低くなるため、本発明の燃料タンクを形成する樹脂組成物において融点が低い場合には成形性の点で有利となる。
【0018】
PPS樹脂は、耐熱性、耐薬品性、難燃性、電気的性質並びに機械的性質に優れ、特に射出成形用途に好適に用いられる。
【0019】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、クロロホルム抽出量が0.01〜1重量%である。(a)PPS樹脂のクロロホルム抽出量は、0.05〜0.95重量%がより好ましく、0.1〜0.9重量%が更に好ましい。本発明におけるクロロホルム抽出量とは、有機低重合成分(オリゴマー)量の指標となるものである。本発明におけるクロロホルム抽出量は、測定するPPS樹脂10gをクロロホルム200mLを用いて、ソックスレー抽出5時間処理時の残差量から算出する。オリゴマー量が、クロロホルム抽出量として上記の範囲にあると得られるPPS樹脂組成物の低温衝撃性を大幅に向上することが可能となる。クロロホルム抽出量が1重量%を越える場合には、得られる燃料タンクのスレッド試験性能が低下する傾向になるため好ましくない。
【0020】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、ナトリウム含有量は300ppm以上である。ナトリウム含有量は、500ppm以上がより好ましく、特に好ましくは700ppm以上である。ナトリウム含有量の上限については特に制限はないが得られる燃料タンクのスレッド試験性能と成形加工性の観点から1500ppm以下であることが好ましい。本発明におけるナトリウム含有量とは、PPS樹脂を白金皿上に乗せ灰化処理した後、塩酸処理したものを原子吸光分析によって測定した値である。ナトリウム含有量が上記の範囲にあると、得られるPPS樹脂とエポキシ基含有オレフィン共重合体との反応が速やかに進行するため低温衝撃性を大幅に向上し、良好な性能の燃料タンクを得ることが可能となる。
【0021】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、ASTM−D1238に従って、315.5℃、5000g荷重で測定したメルトフローレート(以下、MFRと略す)が50〜200g/10分であることが好ましい。(a)PPS樹脂のMFRは、55〜180g/10分がより好ましく、60〜150g/10分が更に好ましい。MFRが50g/10分未満である場合には、PPS樹脂組成物の流動性が低下し、燃料タンクを成形するときの加工性が低下するため好ましくない。逆にMFRが200g/10分を超える場合には得られるPPS樹脂組成物の衝撃強度が低下し、燃料タンクに衝撃を加えた際に割れなどが生じる可能性があるので好ましくない。
【0022】
またPPS樹脂は、熱酸化架橋処理による高分子量化を行わない実質的に直鎖状のPPS樹脂であることが好ましい。熱酸化架橋処理による高分子量化を行わずに、上記の範囲内のMFRを有するPPS樹脂は、低分子量(高MFR)のPPS樹脂を熱酸化架橋により高分子量化したPPS樹脂と比較して、耐衝撃性が高い。更に、実質的に直鎖状のPPS樹脂は、後述のコアシェル型構造を形成しやすく、好ましい。
【0023】
PPS樹脂は、ポリハロゲン芳香族化合物とスルフィド化剤とを極性有機溶媒中で反応させて得られるPPS樹脂を回収、後処理することで高収率で製造することができる。
【0024】
ポリハロゲン化芳香族化合物とは、1分子中にハロゲン原子を2個以上有する化合物をいう。具体例としては、p−ジクロロベンゼン、m−ジクロロベンゼン、o−ジクロロベンゼン、1,3,5−トリクロロベンゼン、1,2,4−トリクロロベンゼン、1,2,4,5−テトラクロロベンゼン、ヘキサクロロベンゼン、2,5−ジクロロトルエン、2,5−ジクロロ−p−キシレン、1,4−ジブロモベンゼン、1,4−ジヨードベンゼン、1−メトキシ−2,5−ジクロロベンゼンなどが挙げられる。これらの中で、好ましくはp−ジクロロベンゼンが用いられる。また、異なる2種以上のポリハロゲン化芳香族化合物を組み合わせて共重合体とすることも可能であるが、p−ジハロゲン化芳香族化合物を主要成分とすることが好ましい。
【0025】
ポリハロゲン化芳香族化合物の使用量は、加工に適した粘度のPPS樹脂を得る点から、スルフィド化剤1モル当たり0.9から2.0モル、好ましくは0.95から1.5モル、更に好ましくは1.005から1.2モルの範囲が例示できる。
【0026】
スルフィド化剤としては、アルカリ金属硫化物、アルカリ金属水硫化物、および硫化水素が挙げられる。
【0027】
アルカリ金属硫化物の具体例としては、例えば硫化リチウム、硫化ナトリウム、硫化カリウム、硫化ルビジウム、硫化セシウムおよびこれら2種以上の混合物を挙げることができ、なかでも硫化ナトリウムが好ましく用いられる。これらのアルカリ金属硫化物は、水和物または水性混合物として、あるいは無水物の形で用いることができる。
【0028】
アルカリ金属水硫化物の具体例としては、例えば水硫化ナトリウム、水硫化カリウム、水硫化リチウム、水硫化ルビジウム、水硫化セシウムおよびこれら2種以上の混合物を挙げることができ、なかでも水硫化ナトリウムが好ましく用いられる。これらのアルカリ金属水硫化物は、水和物または水性混合物として、あるいは無水物の形で用いることができる。
【0029】
本発明において、仕込みスルフィド化剤の量は、脱水操作などにより重合反応開始前にスルフィド化剤の一部損失が生じる場合には、実際の仕込み量から当該損失分を差し引いた残存量を意味するものとする。
【0030】
なお、スルフィド化剤と共に、アルカリ金属水酸化物および/またはアルカリ土類金属水酸化物を併用することも可能である。アルカリ金属水酸化物の具体例としては、例えば水酸化ナトリウム、水酸化カリウム、水酸化リチウム、水酸化ルビジウム、水酸化セシウムおよびこれら2種以上の混合物を好ましいものとして挙げることができる。アルカリ土類金属水酸化物の具体例としては、例えば水酸化カルシウム、水酸化ストロンチウム、水酸化バリウムなどが挙げられる。なかでも水酸化ナトリウムが好ましく用いられる。
【0031】
スルフィド化剤として、アルカリ金属水硫化物を用いる場合には、アルカリ金属水酸化物を同時に使用することが特に好ましいが、この使用量はアルカリ金属水硫化物1モルに対し0.95から1.20モル、好ましくは1.00から1.15モル、更に好ましくは1.005から1.100モルの範囲が例示できる。
【0032】
以下に、本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂の製造方法の一例について、前工程、重合反応工程、回収工程、および後処理工程と、順を追って具体的に説明する。
【0033】
先ず前工程について説明する。スルフィド化剤は通常水和物の形で使用されるが、ポリハロゲン化芳香族化合物を添加する前に、有機極性溶媒とスルフィド化剤を含む混合物を昇温し、過剰量の水を系外に除去することが好ましい。なお、この操作により水を除去し過ぎた場合には、不足分の水を添加して補充することが好ましい。
【0034】
また、スルフィド化剤として、アルカリ金属水硫化物とアルカリ金属水酸化物から、反応系においてin situで、あるいは重合槽とは別の槽で調製されるアルカリ金属硫化物も用いることができる。アルカリ金属硫化物を調製する望ましい条件は、不活性ガス雰囲気下、常温〜150℃、より好ましくは常温から100℃の温度範囲で、有機極性溶媒にアルカリ金属水硫化物とアルカリ金属水酸化物を加え、常圧または減圧下、150℃以上、より好ましくは180〜260℃まで昇温し、水分を留去させる。この段階で重合助剤を加えてもよい。また、水分の留去を促進するために、トルエンなどを加えて反応を行ってもよい。
【0035】
重合反応における、重合系内の水分量は、仕込みスルフィド化剤1モル当たり0.5〜10.0モルであることが好ましい。ここで重合系内の水分量とは、重合系に仕込まれた水分量から重合系外に除去された水分量を差し引いた量である。また、仕込まれる水は、水、水溶液、結晶水などのいずれの形態であってもよい。水分量のより好ましい範囲は、スルフィド化剤1モル当たり0.75〜2.5モルであり、1.0〜1.25モルの範囲がより好ましい。かかる範囲に水分を調整するために、重合前あるいは重合途中で水分を添加することも可能である。
【0036】
重合反応工程では、N−メチル−2−ピロリドンなどの有機極性溶媒中でスルフィド化剤とポリハロゲン化芳香族化合物とを200℃以上290℃以下の温度範囲内で反応させることによりPPS樹脂を製造する。
【0037】
重合反応工程を開始するに際しては、望ましくは不活性ガス雰囲気下、常温〜220℃、好ましくは100〜220℃の温度範囲で、有機極性溶媒にスルフィド化剤とポリハロゲン化芳香族化合物を加える。この段階で酢酸ナトリウムなどの重合助剤を加えてもよい。ここで、重合助剤とは得られるPPS樹脂の粘度を増大させる作用を有する物質を意味する。これらの原料の仕込み順序は、順不同であってもよく、同時であってもさしつかえない。
【0038】
かかる混合物を通常200℃〜290℃の範囲に昇温する。昇温速度に特に制限はないが、通常0.01〜5℃/分の速度が選択され、0.1〜3℃/分の範囲がより好ましい。
【0039】
最終的には250〜290℃の温度まで昇温し、その温度で0.25〜50時間、好ましくは0.5〜20時間反応させる。
【0040】
最終温度に到達させる前の段階で、例えば200℃〜245℃で一定時間反応させた後、250〜290℃に昇温する方法は、より高い重合度を得る上で有効である。この際、200℃〜245℃での反応時間としては、通常0.25時間から20時間の範囲内で選択され、好ましくは0.25〜10時間の範囲内で選択される。
【0041】
重合終了後に、重合体、溶媒などを含む重合反応物から固形物を回収する。
【0042】
回収工程における本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂の回収方法としては、重合反応物を結晶化させながら徐々に冷却した後、固形物を濾過して回収する方法(クエンチ法)が、好ましく挙げられる。このクエンチ法で回収することにより、結晶化過程で粒子から排除されるために、回収した固形物から残存するイオン性化合物などの不純物や有機低重合度物が除去されやすい。そのため本発明で用いるクロロホルム抽出量が0.01〜1重量%のPPS樹脂を得るために好適である。その他の回収法として重合反応物を高温高圧(通常250℃以上、8kg/cm2以上)の状態から常圧もしくは減圧の雰囲気中へフラッシュさせ、溶媒回収と同時に重合体を粉末状にして回収する方法(フラッシュ法)が挙げられるが、この回収方法では固化過程で不純物や有機低重合度物(オリゴマー)がポリマー中に取り込まれやすい傾向があるため本発明で用いるクロロホルム抽出量が0.01〜1重量%のPPS樹脂を得る方法としては好ましくない。
【0043】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、上記重合、回収工程を経て生成した後、熱水処理や有機溶媒による洗浄を施して用いられる(後処理工程)。また、洗浄時にアルカリ土類金属塩や酸などの添加剤を適宜用い洗浄を行って良いが、目的のナトリウム含有量のPPS樹脂を得るには上記添加剤を使用せずに洗浄を行うことが好ましい。
【0044】
熱水処理を行う場合は次のとおりである。PPS樹脂を熱水処理するにあたり、熱水の温度を100℃以上、より好ましくは120℃以上、更に好ましくは150℃以上、特に好ましくは170℃以上とすることが好ましい。100℃未満ではPPS樹脂の好ましい化学的変性の効果が小さいため好ましくない。
【0045】
熱水洗浄によるPPS樹脂の好ましい化学的変性の効果を発現するため、使用する水は蒸留水あるいは脱イオン水であることが好ましい。熱水処理の操作は、通常、所定量の水に所定量のPPS樹脂を投入し、圧力容器内で加熱、撹拌することにより行われる。PPS樹脂と水との割合は、乾燥PPS樹脂1kg当たり水1kg以上用いて洗浄することが好ましく、3kg以上用いて洗浄することがより好ましい。上限としては特に制限はないが、使用量と得られる効果の点から100kg以下であることが好ましい。
【0046】
また、熱水処理の雰囲気は、PPS樹脂の末端基の分解は好ましくないので、これを回避するため不活性雰囲気下とすることが望ましい。更に、この熱水処理操作を終えたPPS樹脂は、残留している成分を除去するため温水で数回洗浄するのが好ましい。
【0047】
有機溶媒で洗浄する場合は次のとおりである。PPS樹脂の洗浄に用いる有機溶媒は、PPS樹脂を分解する作用などを有しないものであれば特に制限はなく、例えばN−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、1,3−ジメチルイミダゾリジノン、ヘキサメチルホスホラスアミド、ピペラジノン類などの含窒素極性溶媒、ジメチルスルホキシド、ジメチルスルホン、スルホランなどのスルホキシド/スルホン系溶媒、アセトン、メチルエチルケトン、ジエチルケトン、アセトフェノンなどのケトン系溶媒、ジメチルエーテル、ジプロピルエーテル、ジオキサン、テトラヒドロフランなどのエーテル系溶媒、クロロホルム、塩化メチレン、トリクロロエチレン、2塩化エチレン、パークロルエチレン、モノクロルエタン、ジクロルエタン、テトラクロルエタン、パークロルエタン、クロルベンゼンなどのハロゲン系溶媒、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、エチレングリコール、プロピレングリコール、フェノール、クレゾール、ポリエチレングリコール、ポリプロピレングリコールなどのアルコール/フェノール系溶媒およびベンゼン、トルエン、キシレンなどの芳香族炭化水素系溶媒などが挙げられる。これらの有機溶媒のうちでも、N−メチルピロリドン、アセトン、ジメチルホルムアミド、クロロホルムなどの使用が好ましく、N−メチル−2−ピロリドンが特に好ましい。また、これらの有機溶媒は、1種類または2種類以上の混合で使用される。
【0048】
有機溶媒による洗浄の例としては、有機溶媒中にPPS樹脂を浸漬せしめる方法があり、必要により適宜撹拌または加熱することも可能であり、洗浄を複数回行ってもよい。有機溶媒でPPS樹脂を洗浄する際の洗浄温度については特に制限はなく、常温〜300℃程度の任意の温度が選択できる。洗浄温度が高くなる程洗浄効率が高くなる傾向があるが、通常は常温〜150℃の洗浄温度で十分効果が得られる。特に好ましい洗浄温度は70〜100℃である。圧力容器中で、有機溶媒の沸点以上の温度で加圧下に洗浄することも可能である。また、洗浄時間についても特に制限はない。洗浄条件にもよるが、バッチ式洗浄の場合、通常5分間以上洗浄することにより十分な効果が得られる。また連続式で洗浄することも可能である。PPS樹脂と有機溶媒との割合は、乾燥PPS樹脂1kg当たり有機溶媒1kg以上用いて洗浄することが好ましく、3kg以上用いて洗浄することがより好ましい。上限としては特に制限はないが、使用量と得られる効果の点から100kg以下であることが好ましい。また、有機溶媒による洗浄を行った後に温水で洗浄処理してもよく、かかる温水洗浄は複数回行ってもよい。温水での洗浄温度は、常温〜95℃が好ましく、50℃〜90℃がより好ましい。温水での洗浄時間は、洗浄条件にもよるが、バッチ式洗浄の場合、通常5分間以上洗浄することにより十分な効果が得られる。また連続式で洗浄することも可能である。PPS樹脂と温水との割合は、乾燥PPS樹脂1kg当たり温水1kg以上用いて洗浄することが好ましく、3kg以上用いて洗浄することがより好ましい。上限としては特に制限はないが、使用量と得られる効果の点から100kg以下であることが好ましい。
【0049】
これら熱水処理や有機溶媒による洗浄は、目的の溶融粘度およびクロロホルム抽出量、ナトリウム含有量を有する(a)PPS樹脂を得るために適宜組み合わせて行うことが可能であり、本発明においては有機溶媒による洗浄を行ったPPS樹脂が好ましく用いられ、特に好ましくは有機溶媒で複数回洗浄した後に温水で3回以上洗浄したPPS樹脂である。
【0050】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(a)PPS樹脂は、その灰分量が0.1重量%以上0.6重量%以下であることが好ましく、0.15重量%以上0.30重量%以下の範囲がより好ましい。灰分量が上記の範囲にあると(a)PPS樹脂中に分散するコアシェル型構造の分散相の平均分散粒径を微細化でき、その結果、靭性(特に低温における耐衝撃性、引張特性)が良くなり、優れた性能の燃料タンクを得ることができる。灰分量が0.15重量%未満では低温引張伸びが低くなり、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。一方、灰分量が0.6重量%を越える範囲では、後述のコアシェル型構造の形成を阻害してしまい、結果として低温衝撃強度が低下し、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。
【0051】
ここで灰分量の測定方法は、150℃で1時間乾燥したPPS樹脂約5gを、秤量した後、るつぼに入れ、電気コンロで3時間程度予備燃焼させた後、電気炉で550℃、約20時間燃焼させ、完全に灰化する。残渣重量を測定し、乾燥後の樹脂の重量に対する残渣の重量の割合を算出したものである。
【0052】
また、本発明において、PPS樹脂に含まれる灰分を制御するためには、熱水処理を行う条件が重要な要件の一つである。更に、この熱水処理操作を終えたPPS樹脂を温水で洗浄する操作も、灰分量を制御する上で重要な要件である。洗浄水量が少なすぎると灰分量が多くなり、多すぎると灰分量が少なくなる傾向にある。
【0053】
また、揮発分除去を目的として、低酸素濃度で、熱酸化架橋を抑制しながら、乾式熱処理を行うことも可能である。その温度は130〜250℃が好ましく、160〜250℃の範囲がより好ましい。また、この場合の酸素濃度は5体積%未満、更には2体積%未満とすることが望ましい。処理時間は、0.5〜50時間が好ましく、1〜20時間がより好ましく、1〜10時間が更に好ましい。
【0054】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(b)エポキシ基含有オレフィン共重合体は、オレフィン重合体もしくはオレフィン共重合体にエポキシ基を有する単量体成分を導入して得られるオレフィン共重合体である。
【0055】
エポキシ基を有する単量体成分を導入するための官能基含有成分の例としては、アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジルなどのエポキシ基を含有する単量体が挙げられる。
【0056】
これらのエポキシ基含有成分を導入する方法は特に制限はなく、重合時に共重合せしめたり、オレフィン重合体もしくはオレフィン共重合体にラジカル開始剤を用いてグラフト導入するなどの方法を用いることができる。
【0057】
エポキシ基を含有する単量体成分の導入量は、エポキシ基含有オレフィン共重合体全体に対して0.001〜40モル%、好ましくは0.01〜35モル%の範囲内であるのが好ましい。
【0058】
本発明で特に有用な(b)エポキシ基含有オレフィン共重合体としては、α−オレフィンとα,β−不飽和カルボン酸のグリシジルエステルを必須共重合成分とするオレフィン共重合体が好ましく挙げられる。上記α−オレフィンとしては、エチレンが好ましく挙げられる。また、これら共重合体には更に、アクリル酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、メタクリル酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチルなどのα,β−不飽和カルボン酸およびそのアルキルエステル等を共重合することも可能である。
【0059】
本発明においては、α−オレフィン80〜99重量%とα,β−不飽和カルボン酸のグリシジルエステル1〜20重量%を必須共重合成分とするオレフィン共重合体が好ましく、α−オレフィン90〜99重量%とα,β−不飽和カルボン酸のグリシジルエステル1〜10重量%を必須共重合成分とするオレフィン共重合体が特に好ましい。
【0060】
上記α,β−不飽和カルボン酸のグリシジルエステルは、
【化3】
(Rは水素原子または低級アルキル基を示す)で示される化合物であり、具体的にはアクリル酸グリシジル、メタクリル酸グリシジルおよびエタクリル酸グリシジルなどが挙げられるが、中でもメタクリル酸グリシジルが好ましく使用される。
【0061】
α−オレフィンとα,β−不飽和カルボン酸のグリシジルエステルを必須共重合成分とするオレフィン共重合体の具体例としては、エチレン/プロピレン−g−メタクリル酸グリシジル共重合体(“g”はグラフトを表す、以下同じ)、エチレン/ブテン−1−g−メタクリル酸グリシジル共重合体、エチレン/アクリル酸グリシジル共重合体、エチレン/メタクリル酸グリシジル共重合体、エチレン/アクリル酸メチル/メタクリル酸グリシジル共重合体およびエチレン/メタクリル酸メチル/メタクリル酸グリシジル共重合体が挙げられる。中でも、エチレン/メタクリル酸グリシジル共重合体、エチレン/アクリル酸メチル/メタクリル酸グリシジル共重合体およびエチレン/メタクリル酸メチル/メタクリル酸グリシジル共重合体から選ばれた共重合体が好ましく用いられる。
【0062】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(b)エポキシ基含有オレフィン共重合体は、ASTM−D1238に従って190℃、2160g荷重で測定したメルトフローレート(以下MFRと略す)が、0.01〜70g/10分であることが好ましく、更に好ましくは0.03〜60g/10分である。MFRが0.01g/10分未満の場合は、燃料タンクの成形加工性が低くなるため好ましくない。このMFRが70g/10分を超える場合は、燃料タンクの形状によっては、衝撃強度が低くなるため、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。
【0063】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(b)エポキシ基含有オレフィン共重合体の密度は850〜990kg/m3が好ましい。密度が990kg/m3を越えると靭性が低下する傾向を示し、好ましくない。密度が850kg/m3未満ではハンドリング性が低下するため好ましくない。
【0064】
また、本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体は、エチレンおよび炭素数3〜20を有する少なくとも1種のα−オレフィンを構成成分とする共重合体である。上記の炭素数3〜20のα−オレフィンの具体例としては、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン、3−メチル−1−ブテン、3−メチル−1−ペンテン、3−エチル−1−ペンテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ヘキセン、4,4−ジメチル−1−ペンテン、4−エチル−1−ヘキセン、3−エチル−1−ヘキセン、9−メチル−1−デセン、11−メチル−1−ドデセン、12−エチル−1−テトラデセンおよびこれらの組み合わせが挙げられる。これらα−オレフィンの中でも炭素数4から12であるα−オレフィンを用いた共重合体が機械強度の向上、改質効果の一層の向上が見られるためより好ましい。なお、(c)エチレン/α−オレフィン共重合体は、エポキシ基を含有しないオレフィン共重合体である。
【0065】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体は、ASTM−D1238に従って190℃、2160g荷重で測定したメルトフローレート(以下MFRと略す)が、0.01〜50g/10分であることが好ましく、更に好ましくは0.03〜40g/10分である。MFRが0.01g/10分未満の場合は、燃料タンクの成形加工性が低くなるため好ましくない。MFRが50g/10分を超える場合は、燃料タンクの形状によっては、衝撃強度が低くなるため、得られる燃料タンクのスレッド試験性能が低下するため好ましくない。
【0066】
本発明の燃料タンクに用いられるPPS樹脂組成物に含まれる(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の密度は800〜920kg/m3が好ましい。密度が920kg/m3を越えると低温耐衝撃性が発現し難く、低温時の燃料タンク性能が低下するため好ましくない。密度が800kg/m3未満ではハンドリング性が低下するため好ましくない。
【0067】
本発明の燃料タンクに用いられるPPS樹脂組成物の(a)PPS樹脂、(b)エポキシ基含有オレフィン共重合体、および(c)エチレンと炭素数3〜20のα−オレフィンの配合割合は(a)PPS樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)であり、好ましくは(a)PPS樹脂80〜86重量%、(b)エポキシ基含有オレフィン共重合体1〜19重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜19重量%(ただし各成分の合計を100重量%とする。)である。PPS樹脂が78重量%より少ないとPPS樹脂本来の熱安定性、バリア性が損なわれるため好ましくない。逆に、PPS樹脂が95重量%より多いと本発明の特徴である優れたスレッド試験性能が発現できないため好ましくない。更に、本発明の(b)エポキシ基含有オレフィン共重合体と(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の配合割合は、両者の合計に対し、(b)成分が5〜60重量%、(c)成分が95〜40重量%が好ましく、より好ましくは(b)成分が10〜50重量%、(c)成分が90〜50重量%であり、更に好ましくは(b)成分が10〜40重量%、(c)成分が90〜60重量%である。(b)成分が5重量%より小さいと得られる燃料タンクにおいて、目的のモルホロジーが得られにくい傾向にある。また(b)成分が60重量%より多いと溶融混練時の増粘が大きくなり、燃料タンクの成形加工性が低下傾向にある。
【0068】
更に本発明においては、燃料タンクに用いられるPPS樹脂組成物に高い耐熱性および熱安定性を付与するために、フェノール系酸化防止剤およびリン系酸化防止剤の中から選ばれた1種以上の酸化防止剤を含有せしめることが好ましい。酸化防止剤の配合量は、耐熱改良効果の点からは、(a)PPS樹脂、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の合計100重量部に対して、0.01重量部以上、特に0.02重量部以上であることが好ましい。酸化防止剤の配合量は、成形時に発生するガス成分の観点からは、(a)PPS樹脂、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の合計100重量部に対して、5重量部以下、特に1重量部以下であることが好ましい。また、フェノール系酸化防止剤およびリン系酸化防止剤を併用して使用することは、特に耐熱性および熱安定性保持効果が大きく好ましい。
【0069】
フェノール系酸化防止剤としては、ヒンダードフェノール系化合物が好ましく用いられる。具体例としては、トリエチレングリコール−ビス[3−t−ブチル−(5−メチル−4−ヒドロキシフェニル)プロピオネート]、N、N’−ヘキサメチレンビス(3,5−ジ−t−ブチル−4−ヒドロキシ−ヒドロシンナミド)、テトラキス[メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]メタン、ペンタエリスリチルテトラキス[3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−s−トリアジン−2,4,6−(1H,3H,5H)−トリオン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−t−ブチルフェニル)ブタン、4,4’−ブチリデンビス(3−メチル−6−t−ブチルフェノール)、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシ−フェニル)プロピオネート、3,9−ビス[2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル]−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、1,3,5−トリメチル−2,4,6−トリス−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼンなどが挙げられる。中でも、エステル型高分子ヒンダードフェノールタイプが好ましく、具体的には、テトラキス[メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]メタン、ペンタエリスリチルテトラキス[3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]、3,9−ビス[2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル]−2,4,8,10−テトラオキサスピロ[5,5]ウンデカンなどが好ましく用いられる。
【0070】
リン系酸化防止剤としては、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−クミルフェニル)ペンタエリスリトール−ジ−ホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、テトラキス(2,4−ジ−t−ブチルフェニル)−4,4’−ビスフェニレンホスファイト、ジ−ステアリルペンタエリスリトール−ジ−ホスファイト、トリフェニルホスファイト、3,5−ジーブチル−4−ヒドロキシベンジルホスフォネートジエチルエステルなどが挙げられる。
【0071】
中でも、燃料タンク成形時の酸化防止剤の揮発や分解を少なくするために、酸化防止剤の融点が高いものが好ましく、具体的にはビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトール−ジ−ホスファイト、ビス(2,4−ジ−クミルフェニル)ペンタエリスリトール−ジ−ホスファイトなどが好ましく用いられる。
【0072】
更に、本発明の燃料タンクに用いられるPPS樹脂組成物には本発明の効果を損なわない範囲において、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体以外の熱可塑性樹脂を添加することが可能である。例えば、柔軟性の高い熱可塑性樹脂を少量添加することにより柔軟性および耐衝撃性を更に改良することが可能である。ただし、この量が組成物全体50重量%を超えるとPPS樹脂本来の特徴が損なわれるため好ましくなく、特に30重量%以下の添加が好ましい。熱可塑性樹脂の具体例としては、ポリアミド樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンテレフタレート樹脂、変性ポリフェニレンエーテル樹脂、ポリサルフォン樹脂、ポリアリルサルフォン樹脂、ポリケトン樹脂、ポリエーテルイミド樹脂、ポリアリレート樹脂、液晶ポリマー、ポリエーテルサルフォン樹脂、ポリエーテルケトン樹脂、ポリチオエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、四フッ化ポリエチレン樹脂などが挙げられる。
【0073】
また、改質を目的として、以下のような化合物の添加が可能である。イソシアネート系化合物、有機シラン系化合物、有機チタネート系化合物、有機ボラン系化合物、エポキシ化合物などのカップリング剤、ポリアルキレンオキサイドオリゴマ系化合物、チオエーテル系化合物、エステル系化合物、有機リン系化合物などの可塑剤、タルク、カオリン、有機リン化合物、ポリエーテルエーテルケトンなどの結晶核剤、モンタン酸ワックス類、ステアリン酸リチウム、ステアリン酸アルミ等の金属石鹸、エチレンジアミン/ステアリン酸/セバシン酸重縮合物、シリコーン系化合物などの離型剤、次亜リン酸塩などの着色防止剤、その他、滑剤、紫外線防止剤、着色剤、難燃剤、発泡剤などの通常の添加剤を配合することができる。上記化合物はいずれも組成物全体の20重量%を越えるとPPS樹脂本来の特性が損なわれるため好ましくなく、10重量%以下が好ましく、1重量%以下が更に好ましい。
【0074】
本発明において有機シランなどのカップリング剤を配合することは、低温靭性を更に高め、燃料タンク性能を向上する上で好ましい。有機シランの配合量は(a)PPS樹脂100重量部に対して、0.1〜3重量部であり、好ましくは0.5〜2.5重量部である。
【0075】
また、本発明の燃料タンクに用いられるPPS樹脂組成物には、本発明の効果を損なわない範囲で充填材を配合して使用することも可能である。かかる充填材の具体例としては、ガラス繊維、炭素繊維、チタン酸カリウィスカ、酸化亜鉛ウィスカ、炭酸カルシウムウィスカ、ワラステナイトウィスカ、硼酸アルミウィスカ、アラミド繊維、アルミナ繊維、炭化珪素繊維、セラミック繊維、アスベスト繊維、石こう繊維、金属繊維などの繊維状充填材、あるいはタルク、ワラステナイト、ゼオライト、セリサイト、マイカ、カオリン、クレー、パイロフィライト、ベントナイト、アスベスト、アルミナシリケートなどの珪酸塩、酸化珪素、酸化マグネシウム、アルミナ、酸化ジルコニウム、酸化チタン、酸化鉄などの金属化合物、炭酸カルシウム、炭酸マグネシウム、ドロマイトなどの炭酸塩、硫酸カルシウム、硫酸バリウムなどの硫酸塩、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウムなどの水酸化物、ガラスビーズ、ガラスフレーク、ガラス粉、セラミックビーズ、窒化ホウ素、炭化珪素、カーボンブラックおよびシリカ、黒鉛などの非繊維状充填材が挙げられる。これらは中空であってもよく、更にはこれら充填剤を2種類以上併用することも可能である。また、これらの充填材をイソシアネート系化合物、有機シラン系化合物、有機チタネート系化合物、有機ボラン系化合物およびエポキシ化合物などのカップリング剤で予備処理して使用してもよい。
【0076】
本発明の燃料タンクに用いられるPPS樹脂組成物は、混練機を使用して溶融混練することにより調製することができる。PPS樹脂組成物の製造に用いる混練機は、単軸、2軸の押出機、バンバリーミキサー、ニーダー、及びミキシングロールなど通常公知の溶融混練機を使用することができる。中でも押出機、特に2軸押出機が生産性の面で好ましい。PPS樹脂組成物の製造方法は、各配合成分をこれらから選ばれる混練機に供給してPPS樹脂の融点以上の加工温度で混練する方法などを代表例として挙げることができる。また、溶融混練時に発生する水分や、低分子量の揮発成分を除去する目的で、混練機にベント口を設けることも好んで用いられる。
【0077】
2軸押出機を用いて、本発明のPPS樹脂組成物の分散形態(モルホロジー)が後述のコアシェル構造になるようにコントロールするためには、押出時の混練エネルギー(吐出量あたりの押出機仕事量(kW/(kg/h)))を大きくすることが必要である。押出機サイズにより異なる場合もあるが、例えば、シリンダー径30mmの2軸押出機を用いて混練した際の好ましい混練エネルギーは、0.4(kW/(kg/h))以上であり、特に好ましくは0.45(kW/(kg/h))以上である。これによって良好な溶融混練を行うことができ、目的とする樹脂相分離構造を形成することができる。混練エネルギーが大きく過ぎる場合には後述のように発熱による熱分解を生じるため0.65(kW/(kg/h))以下であることが好ましい。通常、混練エネルギーを大きくするとせん断による発熱で樹脂温度が上昇し、溶融樹脂の熱分解を引き起こし、物性低下を引き起こす。ここで言う樹脂温度とは、例えば押出機ダイより吐出された溶融樹脂を温度計により測定した温度を言う。そのため本発明のPPS樹脂組成物を溶融混練する時の樹脂温度は320℃〜350℃の範囲であることが好ましい。このように溶融混練時の混練エネルギーと樹脂温度を制御することは分解を抑制しつつ目的の分散離構造を形成することが可能となるため好ましい。
【0078】
上記のように混練条件を制御する方法の一例を示す。2軸押出機を用いた溶融混練において、シリンダー温度を低温とし、スクリュー回転数を高回転とする方法は高せん断を得ることができ、高混練エネルギーを達成することができるため好ましく用いられる。しかしながら、この場合において混練部のスクリューエレメントに従来のニーディングディスクを用いた場合には、せん断による発熱量が大きく、押出時の樹脂温度を上述のように制御することが困難である。これに対して、混練部のスクリューエレメントに低発熱混練エレメントを用いるとせん断による発熱を抑えることができ、押出時の樹脂温度制御が容易となるため好ましい。ここで言う低発熱エレメントとは、従来のニーディングディスクでは平行に配列されているフライトチップ部を螺旋角度が0〜90度あるいは90〜180度の範囲内で傾斜したスクリューエレメント、切り欠き形状のエレメントを用いて従来のせん断ではなく撹拌主体の混練を行うスクリューエレメント等が挙げられ、これらをスクリューの混練部に導入することにより従来のニーディングディスクに不足している樹脂の温度上昇抑制効果を得ることができる。また混練部に超臨界二酸化炭素、超臨界窒素を導入する方法もせん断による発熱を抑えることができるため好ましい。
【0079】
2軸押出機のシリンダー温度は、2軸押出機に投入された樹脂を可塑化する可塑化部と可塑化された溶融樹脂を溶融混練する混練部に分けた場合、可塑化部を(a)PPS樹脂の融点〜融点+20℃の温度とし、混練部のシリンダー温度を150〜300℃の範囲とすることが好ましい。この際、原料の混合順序には特に制限はなく、全ての原料を混練機に一括で供給して溶融混練する方法、一部の原材料を供給し溶融混練した後さらに残りの原材料を供給し溶融混練する方法、あるいは一部の原料を供給後単軸あるいは2軸の押出機により溶融混練しながらサイドフィーダーを用いて残りの原料を供給し溶融混練する方法など、いずれの方法を用いてもよい。中でも、(a)PPS樹脂を押出機上流部の供給口から供給し、(b)エポキシ基含有オレフィン共重合体、(c)エチレン/α−オレフィン共重合体およびその他の成分を押出機下流部からサイドフィードする方法が好ましい。また、少量添加剤成分については、他の成分を上記の方法などで混練しペレット化した後、成形前に添加して成形に供することも可能である。
【0080】
本発明の燃料タンクは、(a)PPS樹脂が連続相(マトリックス)を形成し、(b)エポキシ基含有オレフィン共重合体および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体が分散相を形成する分散形態(モルホロジー)を有することが好ましい。これにより、低燃料膨潤性と優れた耐圧性、スレッド試験性能を有する燃料タンクを得ることができる。
【0081】
さらに本発明の燃料タンクは、図1に示すように、PPS樹脂1が連続相(マトリックス)を形成し、(b)エポキシ基含有オレフィン共重合体成分2が一次分散相(シェル相)を形成し、さらにその一次分散相(シェル相)中に(c)エチレン/α−オレフィン共重合体成分3の二次分散相(コア相)が包含されたコアシェル型分散相を形成することが好ましい。このようなコアシェル構造を形成させることにより、特に低温領域での耐衝撃性(すなわち、低温靭性)が著しく向上することを見いだした。ここで、コアシェル構造としては、図1に示すようにシェル相が、コア相全体を包含していることが好ましいが、図2に示すように、シェル相が、コア相を部分的に包含した状態でもよい。この場合、分散相外周の50%以上、好ましくは80%以上を(b)成分2が覆っていることが好ましい。
【0082】
ここでコアシェル構造が形成されているか否かは、燃料タンクを切断した断面の一部を電子顕微鏡観察して確認することができる。燃料タンクの一部断片をルテニウム染色した後、0.1μm以下の薄片を切削し、透過型電子顕微鏡を用いて1万倍の倍率で観察し、判断することができる。
【0083】
本発明において、分散相がコアシェル構造を形成するとは、このようにして観察した全分散相の数に対して、コアシェル構造を有する分散相の数の割合が50%以上、より好ましくは80%以上であることを言う。コアシェル構造を有する分散相の割合が50%未満の場合は、コアシェル構造を有さないとする。
【0084】
また、コアシェル型分散相の(a)PPS樹脂中での平均粒子径は1〜200nmで分散していることが好ましく、更に20〜150nmで分散していることがより好ましい。この分散形態は、PPS樹脂組成物から無染色、凍結法で0.1μm以下の薄片を切削し、透過型電子顕微鏡で観察することができる。無作為に選択した100個のコアシェル型分散相について、まずそれぞれのコア層外径の最大径と最小径を測定して平均値を求めて、各分散相の粒子径とし、その後、100個の分散相の粒子径を平均して平均粒子径とする。
【0085】
本発明の燃料タンクの実施形態の一例を、図3(a)〜(c)、図4及び図5に示す。
【0086】
図3(a)(b)において、燃料タンクは、アッパシェル4、ロアシェル5により構成される。このアッパシェル4とロアシェル5は、PPS樹脂組成物により射出成形され、溶着部6により接合される。溶着部6は、図3(c)に示すように、アッパシェル4の下端面41(図示の例では周縁を外方に突出させたフランジ42を伴う)とロアシェル5の上端面51(同じくフランジ52を伴う)を互いに突き合わせ、溶着することにより形成される。
【0087】
また、燃料タンクは、その内部に構造部材として、たとえば円柱状に形成された補強支柱7を配置することができる。この補強支柱7は、ポリアセタール樹脂(POM)等を使用して成形することができる。補強支柱7は、その両端に円環状の突起を外向きに有する嵌合部を有し、アッパシェル4の上面内面側に形成された支柱締結部43、及びロアシェル5の下面内面側に形成された支柱締結部53に、それぞれ嵌合させることにより、燃料タンク内に固定される。
【0088】
アッパシェル4の上面(一般部)には、図5に示すように、メンテナンスホール8を形成することができ、メンテナンスホール8の取付けフランジ44に勘合するように、メンテナンスホールキャップ10を例えば繰り返し脱着可能なバヨネット方式によりOリング9を介して取付けることができる。このメンテナンスホールキャップ10は、ポリアセタール樹脂(POM)等を使用して成形することができる。
【0089】
本発明の燃料タンクは、以下のような方法で製造することができる。本発明の燃料タンクに用いられるPPS樹脂組成物を、アッパシェル用の成形型に射出して下面が開口した倒立有底カップ状のアッパシェル4を射出成形し、同様にロアシェル用の成形型に射出して上面が開口した有底カップ状のロアシェル5を射出成形する。この射出成形工程において、分割して別々に成形されたアッパシェル4とロアシェル5は、接合工程において、それぞれの開口部における接合周縁部(溶着部6)を溶着して一体に構成される。このため、アッパシェルとロアシェルとを組み合わせて形成された燃料タンクは、寸法精度の高い精密な、かつ強度の高い製品を得ることができる。
【0090】
本発明の燃料タンクを構成する分割成形体を成形する射出成形工程で用いられる射出成形は、既知の射出成形機であればいずれも使用可能であり、特に制限されるものではない。射出成形工程の型温度は、PPS樹脂の場合、一般的には材料の持つ特性を十分に引き出す為、130℃以上とする場合が多い。しかしながら、本発明においては、特に制限されるものではない。
【0091】
射出成形工程で得られた分割成形体を接合する接合工程で用いられる溶着方法としては、好ましくは熱板溶着、射出溶着、振動溶着、熱線溶着およびレーザー溶着が例示でき、分割成形体の接合面どうしを溶着する工程は、例えば、次のようにして行うことができる。
【0092】
熱板溶着法の場合、分割成形体の接合面を熱板により溶融させ、素早く分割成形体の接合面どうしを圧接させて溶着させる。この際の熱板条件としては、通常の条件をとればよく、例えば接触法の場合、例えば熱板温度290〜350℃、溶融時間10〜120秒、押し込み代0.1〜2mmを採用することができる。
【0093】
射出溶着法の場合、分割成形体を型内にインサートし、又は型内で位置変更した後に、接合面を合わせた状態で保持し、その接合部の周縁に新たに溶融樹脂を射出して各分割成形体を互いに溶着させて容器を成形する。この際の射出溶着条件としては通常の条件をとればよく、例えば、樹脂温度300〜320℃、射出圧力10〜150MPa、型締め力100〜4000トン、型温度30〜80℃を採用することができる(なお、前記記載の型内で位置変更して行う方法は、ダイスライド成形や、ダイ回転成形などともいわれている)。
【0094】
振動溶着法の場合、分割成形体の接合面どうしを上下に圧接させた状態とし、この状態で横方向に振動を与えて発生する摩擦熱によって溶着させる。この際の振動条件としては通常の条件をとればよく、例えば、振動数100〜300Hz、振幅0.5〜2.0mmを採用することができる。
【0095】
熱線溶着法の場合、例えば鉄−クロム製の線材を分割成形体の接合部に埋め込んだ状態で接合面どうしを圧接し、線材に電流をかけジュール熱を発生させその発熱によって接合面を溶着させる。
【0096】
レーザー溶着法の場合、レーザー光に対して非吸収性の分割成形体とレーザー光に対して吸収性の分割成形体を接合面で重ね合わせた状態で、非吸収性の分割成形体側からレーザー光を照射して溶着させる(例えば、燃料タンクにおいてアッパシェル4をレーザー光非吸収性、ロアシェル5をレーザー光吸収性として、アッパシェル4側からレーザー光を照射する)。また、レーザー光吸収性とするためには、カーボンブラックを添加する手法を例示することができる。カーボンブラックを添加することで照射されるレーザー光の透過率を5%以下とすることができ、レーザー光のエネルギーを効率的に熱に変換することが可能となる。この際のレーザー溶着条件としては通常の条件をとればよく、例えば、レーザー光として、YAGレーザー、レーザー光波長800〜1060nm、レーザー光出力5〜30Wを採用することができる。
【0097】
これら接合工程で用いられる溶着方法のなかでも、熱板溶着が溶着部の強度や成形加工性から特に好ましい。
【0098】
本発明の燃料タンクは、成形時に補強構造や燃料タンクを構成する部品の一部または全部を一体成形することができる。アッパシェルとロアシェルの内部に部品取付部や、補強リブを形成することができ、内蔵部品等を取付けることも、燃料タンクの強度を向上させることも容易にできる。
【0099】
成形時に補強構造や燃料タンクを構成する部品の一部または全部を一体成形した場合、肉厚変化やノッチ形状ができる。従来のPPS樹脂組成物(特許文献3〜7)で低温(−40℃)における衝撃性が充分でないものにより成形された燃料タンクでは、それらの形状が起点となり破壊する場合がみられるため一体成形が困難であった。それに対して本発明のPPS樹脂組成物からなる燃料タンクでは耐低温衝撃性に優れるため、これら構成部品を一体成形することができる。
【0100】
また、低温における衝撃性を改良するとき、従来は、十分な低温衝撃性を発現する組成においては、エラストマーや軟質樹脂が多量にブレンドされているため、本来PPS樹脂が有している優れた剛性は低下する傾向であり、かつ、燃料膨潤による強度低下や寸法変化が大きいため、燃料タンクの膨潤変形量や耐圧性試験では十分な性能を発現できない場合があり、補強構造や部品の一体成形は困難であった。それに対して本発明のPPS樹脂組成物からなる燃料タンクでは剛性、低燃料膨潤性を有しているため、これら構成部品を一体成形することができる。
【0101】
本発明の燃料タンクは補強支柱構造を一体成形することができる。アッパシェル4、ロアシェル5をそれぞれ射出成形する際に、補強支柱7(例えばポリアセタール樹脂;POM製)を嵌め込む支柱締結部43,53が一体成形される。アッパシェル4の下端面とロアシェル5の上端面とを溶着する際、補強支柱7を支柱締結部43,53に嵌め込む。補強支柱7は燃料タンクの正圧・負圧に対する変形抑制のために取付けられるものである。
【0102】
従来の低温(−40℃)衝撃性が充分でないPPS樹脂組成物により成形された燃料タンクでは、低温衝撃試験を実施した場合、支柱締結部43,53の突起形状が起点となり破壊する場合がみられるが、本発明の燃料タンクでは耐低温衝撃性に優れるため破壊することはない。
【0103】
また、燃料タンクに燃料を封入し膨潤させた後にタンク内に正圧200kPaを加える耐圧性試験を実施した場合、従来の十分な低温衝撃性を発現する組成においては剛性が低下する傾向であり、かつ、燃料膨潤による強度低下が大きいため、支柱締結部に上下の引張力がはたらくと締結部に破壊54が生じてタンクが変形してしまう。それに対して本発明の燃料タンクでは剛性、低燃料膨潤性を有しているため、燃料膨潤後の強度低下が少なく、締結部が破壊することなく形状が保持できる。
【0104】
本発明の燃料タンクはメンテナンスホール8を設けることができる。このメンテナンスホール8にはOリング9(例えばフッ素ゴム製)を介してメンテナンスホールキャップ10(例えばPOM製)が例えば繰り返し脱着可能なバヨネット方式により取付けられる。メンテナンスホール8は燃料タンク内の修理や整備の際、整備員がタンク内に手を入れ作業するためのものである。また、タンク内から燃料を汲み上げるポンプモジュールの取付フランジとしても使用することができる。
【0105】
従来の低温(−40℃)衝撃性が充分でないPPS樹脂組成物により成形された燃料タンクでは、低温衝撃試験を実施した場合メンテナンスホール8のフランジ形状が起点となり破壊する場合がみられるが、本発明の燃料タンクでは耐低温衝撃性に優れるため破壊することはない。
【0106】
また、従来の十分な低温衝撃性を発現する組成においては、燃料タンクに燃料を封入し膨潤させた後にタンク内に正圧50kPaを加えるシール性試験を実施した場合、燃料膨潤による寸法変化が大きいため、気密モレが発生しシール不良となる。それに対して本発明の燃料タンクでは剛性、低燃料膨潤性を有しているため、燃料膨潤後の寸法変化が少なく、ホール内径寸法がほとんど変化せずシール性が保持できる。
【0107】
本発明の燃料タンクは、二輪自動車、三輪自動車、四輪自動車、六輪以上の車輪をもつ自動車などの燃料タンクとして利用することができる。さらに、自動車(オートバイを含む)以外にも、船舶、航空機、スノーモービル、水上バイク等のレジャー用機器、建設重機(ブルドーザーなど)や発電機などの工業用機器、草刈り機やトラクター等の農業用機器などの燃料タンクとしても有用である。
【実施例】
【0108】
以下に実施例を挙げて本発明を更に具体的に説明する。
【0109】
以下の実施例において、材料特性については下記の方法により測定した。
【0110】
(1)クロロホルム抽出量
PPS樹脂約10gを秤量して円筒形濾紙に入れ、クロロホルム200mLを用いて、バス温120℃で、5時間ソックスレー抽出を行った。抽出後、クロロホルムを留去し、残差量を秤量しポリマー重量当たりで計算した。
【0111】
(2)ナトリウム含有量
PPS樹脂5gを白金皿上に乗せ538℃で灰化処理し、塩酸処理したものを島津製作所製の原子吸光度計AA−670を使用し、原子吸光分析によって測定した。
【0112】
(3)モルホロジーの観察(コアシェル構造)
PPS樹脂組成物を使用して、射出成形により、ASTM1号ダンベル試験片を成形した。(a)PPS樹脂マトリックス中の(b)エポキシ基含有オレフィン共重合体、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体の分散形態が、コアシェル構造が形成しているか否かは、試験片の中央部を流れ方向に対して直角方向に切断し、その断面の中心部を染色した後、室温にて0.1μm以下の薄片を切削し、透過型電子顕微鏡で1万倍で観察を行った。同一視野に20個以上の分散相が観察される状態で、個々の分散相につきコアシェル構造が形成されているか否かを判別し、全分散相の数に対する、コアシェル構造を有する分散相の割合から以下のように判定した。◎は、良好、○は、やや良好、×は、不十分である。
◎:コアシェル構造の形成が80%以上
○:コアシェル構造の形成が50%以上、80%未満
×:コアシェル構造の形成が50%未満
【0113】
(4)モルホロジーの観察(分散粒径)
PPS樹脂組成物を使用して、射出成形により、ASTM1号ダンベル試験片を成形した。試験片の中央部を流れ方向に対して直角方向に切断し、その断面の中心部から無染色、凍結法で0.1μm以下の薄片を切削し、透過型電子顕微鏡で1万倍で観察した。無作為に選択した100個のコアシェル型分散相について、まずそれぞれのコア層外径の最大径と最小径を測定して平均値を求めて、各分散相の粒子径とし、その後、100個を平均して平均粒子径とした。
【0114】
(5)MFR
PPS樹脂組成物のMFRを、測定温度315.5℃、5000g荷重とし、ASTM−D1238に従って測定した。
【0115】
(6)高速引張伸び(−40℃)
PPS樹脂組成物を使用して、射出成形により、ASTM1号ダンベル試験片を成形した。得られたASTM1号ダンベル試験片を用い、温度雰囲気を−40℃にした以外はASTM D638に従って、引張速度500mm/minの条件で破断伸びを測定した。3個の試験片について測定し、平均値を求めた。
【0116】
(7)アイゾット衝撃強度(23℃)
PPS樹脂組成物を使用して、射出成形により、ASTM−D256に規定された、厚さ1/8インチのノッチ付試験片を作成した。ASTM−D256に従って、23℃でノッチ付アイゾット衝撃強度を測定した。5個の試験片について測定し、平均値を求めた。
【0117】
(8)アイゾット衝撃強度(−40℃)
測定温度を−40℃にした以外は上記のアイゾット衝撃強度と同様にして、ASTM D256に従ってノッチ付きアイゾット衝撃強度を測定した。
【0118】
(9)曲げ弾性率
PPS樹脂組成物を使用して、射出成形により、ASTM−D790に規定された、厚さ1/4インチの曲げ試験片を作成した。ASTM−D790に従って、23℃で曲げ試験を行い、弾性率を測定した。3個の試験片について測定し、平均値を求めた。
【0119】
(10)膨潤変形量
PPS樹脂組成物を使用し後述の製造方法により製造した燃料タンクのメンテナンスホールの初期内径(図5において、アッパシェル4の内径寸法45)をノギスで測定した。次に溶着したタンク容器内へ試験燃料(トルエン)をタンク容量に対して約75%封入し、65℃で2000hソークした。ソーク後のメンテナンスホールの内径(図5の内径寸法45)をノギスで測定し、燃料ソーク後と初期の内径の差を測定し、得られた内径寸法変化を膨潤変形量とした。
【0120】
(11)タンク変形量
PPS樹脂組成物を使用し後述の製造方法により製造した燃料タンクの容器内へ試験燃料(トルエン)をタンク容量に対して約75%封入し、65℃で2000hソークしたタンク内に圧縮空気を充填し正圧20kPaを加えてタンク変形量を確認した。タンク変形量については、正圧負荷前後のタンク高さを高さゲージで測定し、その変化量を求めた。
【0121】
(12)シール性試験
上記(11)のタンク変形量の測定に続いてタンク内に正圧50kPaを加えて、タンク本体を水没させてOリングシール部の気密モレ有無を確認した。○は、気密モレなし、×は、気密モレありである。
【0122】
(13)耐圧性試験(支柱締結部破壊)
上記(12)のシール性試験に続いて、更にタンク内に正圧200kPaを3秒間加え、支柱締結部の破壊有無を確認した。支柱締結部破壊については、耐圧性試験後、メンテナンスホールのキャップを外し、タンク内部の支柱締結部破壊有無(図4において、ロアシェル5の支柱締結部53での破壊部54の有無)を確認した。正圧を加え、支柱締結部が破壊しないものを○、破壊したものを×と判定した。
【0123】
(14)低温衝撃性試験(スレッド試験)
PPS樹脂組成物を使用し後述の製造方法により製造した燃料タンクの容器内へ不凍液(エチレングリコール)をタンク容量に対して約75%封入し、−40℃恒温層で3時間温調する。恒温層から取り出し、素早く図6のように燃料タンク60を低温衝撃性装置61にセットし、直径125mmの鉄製ポールを備えたポール付台車62をレール63上を走行させてタンクに衝突させた。衝突の際のエネルギーを1000Jとした。衝突させたときのタンクの衝撃破壊の程度を確認した。破壊の程度を以下のように判定した。
◎:塑性変形したが、破壊しなかったもの
○:塑性変形し、タンクのコーナー部に裂けが発生したが貫通亀裂にはならなかったもの
×:脆性的に破壊し亀裂が伸展して液モレしたもの
××:脆性的に破壊し破片が飛散したもの
【0124】
[参考例1]PPS樹脂A−1の調製
撹拌機および底栓弁付きの70リットルオートクレーブに、47.5%水硫化ナトリウム8.27kg(70.00モル)、96%水酸化ナトリウム2.94kg(70.63モル)、N−メチル−2−ピロリドン(NMP)11.45kg(115.50モル)、酢酸ナトリウム2.24kg(27.3モル)、及びイオン交換水5.50kgを仕込み、常圧で窒素を通じながら245℃まで約3時間かけて徐々に加熱し、水9.77kgおよびNMP0.28kgを留出した後、反応容器を200℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は、NMPの加水分解に消費された水分を含めて1.06モルであった。また、硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.02モルであった。
【0125】
その後200℃まで冷却し、p−ジクロロベンゼン10.32kg(70.20モル)、NMP9.37kg(94.50モル)を加え、反応容器を窒素ガス下に密封し、240rpmで撹拌しながら0.8℃/分の速度で200℃から235℃まで昇温し、235℃で40分反応した。その後0.8℃/分の速度で270℃まで昇温し、270℃で70分反応した後、270℃から250℃まで15分かけて冷却しながら水2.40kg(133モル)を圧入した。次いで250℃から220℃まで75分かけて徐々に冷却した後、室温近傍まで急冷し内容物を取り出した。
【0126】
内容物を約35リットルのNMPで希釈しスラリーとして85℃で30分撹拌後、80メッシュ金網(目開き0.175mm)で濾別して固形物を得た。得られた固形物を同様にNMP約35リットルで洗浄濾別した。得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収する操作を合計5回繰り返した。このようにして得られた固形物を窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−1は、クロロホルム抽出量が0.1重量%、ナトリウム含有量が650ppm、MFRが77g/10分であった。
【0127】
[参考例2]PPS樹脂A−2の調製
参考例1と同様に反応を行い、80メッシュ金網(目開き0.175mm)で濾別して固形物を得た。得られた固形物を同様にNMP約35リットルで洗浄濾別した。得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収する操作を合計3回繰り返した。得られた固形物および酢酸32gを70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過し、更に得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収した。このようにして得られた固形物を窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−2は、クロロホルム抽出量が0.1重量%、ナトリウム含有量が65ppm、MFRが95g/10分であった。
【0128】
[参考例3]PPS樹脂A−3の調製
撹拌機および底栓弁付きの70リットルオートクレーブに、47.5%水硫化ナトリウム8.27kg(70.00モル)、96%水酸化ナトリウム2.94kg(70.63モル)、N−メチル−2−ピロリドン(NMP)11.45kg(115.50モル)、酢酸ナトリウム1.89kg(23.1モル)、及びイオン交換水5.50kgを仕込み、常圧で窒素を通じながら245℃まで約3時間かけて徐々に加熱し、水9.77kgおよびNMP0.28kgを留出した後、反応容器を200℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は、NMPの加水分解に消費された水分を含めて1.06モルであった。また、硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.02モルであった。
【0129】
その後200℃まで冷却し、p−ジクロロベンゼン10.42kg(70.86モル)、NMP9.37kg(94.50モル)を加え、反応容器を窒素ガス下に密封し、240rpmで撹拌しながら0.6℃/分の速度で200℃から270℃まで昇温し、270℃で140分反応した。その後、270℃から250℃まで15分かけて冷却しながら水2.40kg(133モル)を圧入した。次いで250℃から220℃まで75分かけて徐々に冷却した後、室温近傍まで急冷し内容物を取り出した。
【0130】
内容物を約35リットルのNMPで希釈しスラリーとして85℃で30分撹拌後、80メッシュ金網(目開き0.175mm)で濾別して固形物を得た。得られた固形物を同様にNMP約35リットルで洗浄濾別した。得られた固形物を70リットルのイオン交換水で希釈し、70℃で30分撹拌後、80メッシュ金網で濾過して固形物を回収する操作を合計5回繰り返した。このようにして得られた固形物を窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−3は、クロロホルム抽出量が0.2重量%、ナトリウム含有量が550ppm、MFRが300g/10分であった。
【0131】
[参考例4]PPS樹脂A−4の調製
撹拌機および底栓弁付きの70リットルオートクレーブに、47.5%水硫化ナトリウム8.27kg(70.00モル)、96%水酸化ナトリウム2.91kg(69.80モル)、N−メチル−2−ピロリドン(NMP)11.45kg(115.50モル)、酢酸ナトリウム2.24kg(27.3モル)、及びイオン交換水10.5kgを仕込み、常圧で窒素を通じながら245℃まで約3時間かけて徐々に加熱し、水14.78kgおよびNMP0.28kgを留出した後、反応容器を200℃に冷却した。仕込みアルカリ金属硫化物1モル当たりの系内残存水分量は、NMPの加水分解に消費された水分を含めて1.06モルであった。また、硫化水素の飛散量は、仕込みアルカリ金属硫化物1モル当たり0.02モルであった。
【0132】
その後200℃まで冷却し、p−ジクロロベンゼン10.34kg(70.32モル)、NMP9.37kg(94.50モル)を加え、反応容器を窒素ガス下に密封し、240rpmで撹拌しながら0.8℃/分の速度で200℃から235℃まで昇温し、235℃で40分反応した。その後0.8℃/分の速度で270℃まで昇温し、270℃で70分反応した後、オートクレーブの底栓弁を開放し、窒素で加圧しながら内容物を攪拌機付き容器に15分かけてフラッシュし、250℃でしばらく撹拌して大半のNMPを除去した。
【0133】
得られた固形物およびイオン交換水76リットルを撹拌機付きオートクレーブに入れ、70℃で30分洗浄した後、ガラスフィルターで吸引濾過した。次いで70℃に加熱した76リットルのイオン交換水をガラスフィルターに注ぎ込み、吸引濾過してケークを得た。
【0134】
得られたケークおよびイオン交換水90リットルを撹拌機付きオートクレーブに仕込み、オートクレーブ内部を窒素で置換した後、192℃まで昇温し、30分保持した。その後オートクレーブを冷却して内容物を取り出した。
【0135】
内容物をガラスフィルターで吸引濾過した後、これに70℃のイオン交換水76リットルを注ぎ込み吸引濾過してケークを得た。得られたケークを窒素気流下、120℃で乾燥することにより、乾燥PPS樹脂を得た。得られたPPS樹脂A−4は、クロロホルム抽出量が2.4重量%、ナトリウム含有量が1050ppm、MFRが180g/10分であった。
【0136】
[実施例1〜7、比較例1〜5]
下記に示す各成分を表1,2に記載の各割合でドライブレンドした後、日本製鋼所社製TEX30型2軸押出機で、可塑化部のシリンダー温度を290℃、混練部のシリンダー温度を230℃、スクリュー回転数を300rpmの条件に設定して、実施例1〜6、比較例1〜5はスクリュー混練部に低発熱混練エレメントとしてフライトチップ部を螺旋角度75度で傾斜したスクリューエレメント、切り欠き形状のエレメントをそれぞれ3ユニットずつ導入したスクリューを用い、実施例7はスクリュー混練部に通常のニーディングディスクを6ユニット導入したスクリューを用いて溶融混練を行い、ダイから吐出されるガットは即座に水浴にて冷却し、ストランドカッターによりペレット化した後、110℃で1晩乾燥してPPS樹脂組成物を得た。
【0137】
燃料タンクの製造
実施例1〜7および比較例1〜5のPPS樹脂組成物を用いて、図3に示すような燃料タンクを製造した。この燃料タンクは、射出成形にて二分割形成した分割成形体としての、下面が開口した倒立有底カップ状のアッパシェル4と、上面が開口した有底カップ状のロアシェル5とを、溶着部6で溶着してなるものである。
【0138】
PPS樹脂組成物の樹脂温度310℃、射出率200ml/sec、金型温度60℃で分割成形体としてのアッパシェル4とロアシェル5をそれぞれ射出成形した。アッパシェル4及びロアシェル5の一般部の肉厚は約3mmであり、内寸法は幅約350mm×奥行約450mmである。アッパシェル4の下面開口から内天面までの深さは約125mmであり、ロアシェル5の上面開口から内底面までの深さは約125mmである。
【0139】
射出成形により得られたアッパシェル4とロアシェル5を、それらのフランジ部の対向する接合面同士において突き合わせて熱板溶着した。具体的には、熱板溶着機にセットし、熱板温度310℃、溶融代2mm、溶融時間60sec、中間時間5sec、押し込み代1.5mm、溶着時間15secで熱溶着した。溶着部6は、アッパシェル4の下端面41(図示例では周縁を外方に突出させたフランジ42を伴う)と、ロアシェル5の上端面51(同じくフランジ52を伴う)とを突き合わせた部位である。
【0140】
アッパシェル4の上面内面側、ロアシェル5の下面内面側にはφ40mmの補強支柱7(POM製)を嵌め込む締結部43、53がそれぞれ設けられる。アッパシェル4の下端面41とロアシェル5の上端面51とを熱板加熱して突き合わせ溶着部を形成する際に補強支柱7をアッパシェル4、ロアシェル5それぞれの支柱締結部43、53に嵌め込む。
【0141】
アッパシェル4の上面(一般部)にはφ120mmのメンテナンスホール8が形成され、このメンテナンスホール8の取付けフランジ部44にはOリング9(フッ素ゴム製)を介してメンテナンスホールキャップ10(POM製)に構成されるバヨネット爪11をフランジ部44に差し込み、回して装着する繰り返し脱着可能なバヨネット方式でメンテナンスホールキャップ10を取付け、燃料タンクを得た。
【0142】
【表1】
【0143】
【表2】
【0144】
本実施例および比較例に用いた(a)PPS樹脂は以下の通りである。
A−1:参考例1に記載の方法で重合したPPS樹脂
A−2:参考例2に記載の方法で重合したPPS樹脂
A−3:参考例3に記載の方法で重合したPPS樹脂
A−4:参考例4に記載の方法で重合したPPS樹脂
【0145】
同様に、(b)エポキシ基含有オレフィン共重合体は以下の通りである。
B−1:エチレン/メタクリル酸グリシジル=92/8(重量比)の共重合体(住友化学製“ボンドファースト”ETX−6)
B−2:エチレン/メタクリル酸グリシジル=88/12(重量比)の共重合体(住友化学製“ボンドファースト”BF−E)
【0146】
同様に、(c)エチレン/α−オレフィン共重合体は以下の通りである。
C−1:MFR=0.5g/10分(190℃、2.16kg荷重)、密度0.861g/cm3のエチレン/1−ブテン共重合体(三井化学製“タフマー”TX−610)
C−2:MFR=0.5g/10分(190℃、2.16kg荷重)、密度0.868g/cm3のエチレン/1−オクテン共重合体(ダウケミカル製“エンゲージ”ENR8150)
【0147】
以下のエラストマーを比較例に用いた。
D−1:エチレン/プロピレン/ジエン共重合体(三井化学製三井EPT3045)
【産業上の利用可能性】
【0148】
本発明によれば、成形加工性に優れるとともに低燃料膨潤性、耐圧性、および耐低温衝撃性をあわせもつ燃料タンクを得ることができる。
【符号の説明】
【0149】
1 (a)PPS樹脂
2 (b)エポキシ基含有オレフィン共重合体
3 (c)エチレン/α−オレフィン共重合体
4 アッパシェル
5 ロアシェル
6 溶着部
7 補強支柱
8 メンテナンスホール
9 Oリング
10 メンテナンスホールキャップ
11 バヨネット爪
41 下端面
42 フランジ
43 支柱締結部
44 メンテナンスホールの取付けフランジ
45 メンテナンスホールの内径寸法
51 上端面
52 フランジ
53 支柱締結部
54 支柱締結部の破壊部
60 燃料タンク
61 低温衝撃性試験装置
62 ポール付台車
63 レール
【特許請求の範囲】
【請求項1】
ポリフェニレンスルフィド樹脂組成物を溶融成形してなる燃料タンクであって、前記ポリフェニレンスルフィド樹脂組成物が、(a)ポリフェニレンスルフィド樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)からなり、前記(a)ポリフェニレンスルフィド樹脂のクロロホルム抽出量が0.01〜1重量%、かつナトリウム含有量が300ppm以上であることを特徴とする燃料タンク。
【請求項2】
前記(a)ポリフェニレンスルフィド樹脂をASTM−D1238に従い、315.5℃、5000g荷重で測定したメルトフローレートが50〜200g/10分であることを特徴とする請求項1に記載の燃料タンク。
【請求項3】
前記(a)ポリフェニレンスルフィド樹脂がクエンチ法で得られたものである請求項1または2に記載の燃料タンク。
【請求項4】
前記(b)エポキシ基含有オレフィン共重合体がエチレン90〜99重量%とα,β−不飽和カルボン酸グリシジルエステル1〜10重量%の共重合体であることを特徴とする請求項1〜3のいずれかに記載の燃料タンク。
【請求項5】
前記(a)ポリフェニレンスルフィド樹脂が連続相を形成する一方、前記(b)エポキシ基含有オレフィン重合体のシェル相中に前記(c)エチレン/α−オレフィン共重合体のコア相が包含されたコアシェル型分散相を形成し、かつその平均分散粒径が1〜200nmであることを特徴とする請求項1〜4のいずれかに記載の燃料タンク。
【請求項6】
前記燃料タンクを構成する補強構造、構成部品の一部または全部を一体成形したことを特徴とする請求項1〜5のいずれかに記載の燃料タンク。
【請求項7】
前記燃料タンクが、補強支柱構造を有することを特徴とする請求項1〜6のいずれかに記載の燃料タンク。
【請求項8】
前記燃料タンクが、メンテナンスホールを有することを特徴とする請求項1〜7のいずれかに記載の燃料タンク。
【請求項1】
ポリフェニレンスルフィド樹脂組成物を溶融成形してなる燃料タンクであって、前記ポリフェニレンスルフィド樹脂組成物が、(a)ポリフェニレンスルフィド樹脂78〜88重量%、(b)エポキシ基含有オレフィン共重合体1〜21重量%、および(c)エチレンと炭素数3〜20のα−オレフィンとを共重合して得られるエチレン/α−オレフィン共重合体1〜21重量%(ただし各成分の合計を100重量%とする。)からなり、前記(a)ポリフェニレンスルフィド樹脂のクロロホルム抽出量が0.01〜1重量%、かつナトリウム含有量が300ppm以上であることを特徴とする燃料タンク。
【請求項2】
前記(a)ポリフェニレンスルフィド樹脂をASTM−D1238に従い、315.5℃、5000g荷重で測定したメルトフローレートが50〜200g/10分であることを特徴とする請求項1に記載の燃料タンク。
【請求項3】
前記(a)ポリフェニレンスルフィド樹脂がクエンチ法で得られたものである請求項1または2に記載の燃料タンク。
【請求項4】
前記(b)エポキシ基含有オレフィン共重合体がエチレン90〜99重量%とα,β−不飽和カルボン酸グリシジルエステル1〜10重量%の共重合体であることを特徴とする請求項1〜3のいずれかに記載の燃料タンク。
【請求項5】
前記(a)ポリフェニレンスルフィド樹脂が連続相を形成する一方、前記(b)エポキシ基含有オレフィン重合体のシェル相中に前記(c)エチレン/α−オレフィン共重合体のコア相が包含されたコアシェル型分散相を形成し、かつその平均分散粒径が1〜200nmであることを特徴とする請求項1〜4のいずれかに記載の燃料タンク。
【請求項6】
前記燃料タンクを構成する補強構造、構成部品の一部または全部を一体成形したことを特徴とする請求項1〜5のいずれかに記載の燃料タンク。
【請求項7】
前記燃料タンクが、補強支柱構造を有することを特徴とする請求項1〜6のいずれかに記載の燃料タンク。
【請求項8】
前記燃料タンクが、メンテナンスホールを有することを特徴とする請求項1〜7のいずれかに記載の燃料タンク。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−132336(P2011−132336A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−292262(P2009−292262)
【出願日】平成21年12月24日(2009.12.24)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(308039414)株式会社FTS (60)
【出願人】(000241463)豊田合成株式会社 (3,467)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月24日(2009.12.24)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(308039414)株式会社FTS (60)
【出願人】(000241463)豊田合成株式会社 (3,467)
【Fターム(参考)】
[ Back to top ]