
燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法

【課題】ガスタービンの運転のために使われるLNG、軽油または灯油などの燃料にシリコンなどの半金属成分の含まれた有機化合物を添加、または、燃焼空気に別途に噴霧して、燃料と共に燃焼するようにさせて、ガスタービン運転中に高速で回転するガスタービンのブレードを含む高温部品に、二酸化シリコンなどの耐食・耐酸化物質を效果的に蒸着してガスタービン高温部品の耐久性を向上させる方法を提供する。
【解決手段】シリコン有機化合物が燃料と共に燃焼する際に生成される二酸化シリコンが、高温燃焼気体に晒される全てのガスタービン高温部品に均一に堆積し、数乃至数十μm厚の酸化物コーティング層が形成されるようにして、ガスタービン運転中に耐食・耐酸化層を形成させることを特徴とする。
【解決手段】シリコン有機化合物が燃料と共に燃焼する際に生成される二酸化シリコンが、高温燃焼気体に晒される全てのガスタービン高温部品に均一に堆積し、数乃至数十μm厚の酸化物コーティング層が形成されるようにして、ガスタービン運転中に耐食・耐酸化層を形成させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスタービン運転時、高温の燃焼気体に晒される部品上に酸化物コーティング層を形成させ、これら高温部品の耐食・耐酸化特性を改善するために、シリコンなどの半金属成分の含まれた有機化合物を、LNG(液化天然ガス)、軽油または灯油などの燃料に添加するか、または、燃焼空気に別途に噴霧して燃料と共に燃焼するようにし、ガスタービン運転中に高速で回転するガスタービンのブレードを含む高温部品に二酸化シリコンなどの耐食・耐酸化物質を效果的に蒸着する方法に関するものである。
【背景技術】
【0002】
複合発電用ガスタービンのタービン部分は、1,000℃以上の高温環境で運転されるため、部品の表面酸化による劣化が深刻であり、しばしば起動及び停止を招く疲労破壊が頻繁に報告されている。このような苛酷な条件で運転されるガスタービン高温部品は、その寿命が3〜4年と非常に短く、韓国のように基底用ではなく先端負荷用に使われる場合、その寿命はより短くなり、ガスタービンの整備周期も短くなってしまう。
【0003】
そこで、通常ニッケル基超合金で構成されたガスタービン高温部品の耐熱性、耐酸化性及び耐食性を高めるために適切な保護膜をコーティングする研究・開発が行われてきており、その一例に、イットリア安定化ジルコニア(YSZ:Y2O3が8重量%含まれたZrO2)で代表される熱遮蔽コーティング(Thermal Barrier Coating:TBC)が既に実用化され、一部の部品に適用されている。それ以外に、二酸化シリコンやアルミナのように耐食・耐酸化特性に優れたセラミックコーティングが、既存の技術、すなわち、溶射(Thermal Spray)などの物理的な方法や、化学蒸着法(Chemical Vapor Deposition)などによって関連部品に適用されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のコーティング技術は、いずれもガスタービン部品の製作段階で適用される技術であって、部品にコーティングを行うための別途の工程、装置及び労力などが要求される他、部品の製作期間が長くなるという欠点があった。
【0005】
本発明は上記の問題点を解決するためのものであって、その目的は、シリコン成分の含まれた有機化合物を、LNG、軽油または灯油などのガスタービン燃料に添加するか、または、燃焼空気に別途噴霧して燃料と共に燃焼するようにすることによって、ガスタービン運転中に高速で回転するガスタービンのブレードを含む高温部品に、二酸化シリコンなどの耐食・耐酸化物質を、別の工程、装置及び労力を投入することなく效果的に蒸着する方法を提供することにある。
【0006】
本発明の他の目的は、シリコン有機化合物が燃料と共に燃焼する際に生成される二酸化シリコンが、高温燃焼気体に晒される全てのガスタービン高温部品に均一に堆積して数乃至数十μm厚の酸化物コーティング層が形成されたガスタービン高温部品を、別途の製作工程無しに提供することにある。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、ガスタービン高温部品の耐熱性を高めるために、気相や液相の金属又は半金属成分の含まれた有機物を、ガスタービン燃料に添加するか、燃焼空気中に噴霧してガスタービン運転時に共に燃焼させることによって、ガスタービン運転中に燃焼気体に晒される高温部品の表面に耐熱性の高い酸化物をコーティングすることを特徴とする、燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法を提供する。
【発明の効果】
【0008】
本発明は、既存のガスタービン燃料に金属又は半金属成分を含有した有機物を少量添加して燃料と共に燃焼するようにし、固形の金属又は半金属成分の酸化物が、ガスタービン運転中に燃焼気体に晒される全てのガスタービン高温部品に均一にコーティングされるようにする。したがって、別途の工程、設備及び労力無しに、高速で回転するガスタービンのブレードを含む高温部品に、二酸化シリコンなどの耐食・耐酸化物質を效果的に蒸着でき、非常に経済的となる。
【0009】
また、燃料に添加される金属又は半金属有機化合物を調節することによって、燃焼後に生成される酸化物の厚さと形状などを容易に調節でき、また、使用中にコーティング層が母材から剥離してもガスタービンを停止せずに再びコーティングでき、工程が非常に便利である。
【0010】
なお、YSZ−TBCのような熱遮蔽コーティングされた部品も、二酸化シリコンなどの酸化物がYSZ層を通した酸素の拡散浸透を抑制するため、基底の金属表面の酸化によるYSZ−TBCの剥離を抑止し、高温部品の寿命を延長できる。
【発明を実施するための最良の形態】
【0011】
以下、添付の図面に基づき、本発明の好適な実施の形態について詳細に説明する。
【0012】
本発明は、シリコンなどの半金属成分の含まれた有機化合物を、LNG、軽油または灯油などのガスタービン燃料に添加するか、または、燃焼空気に別途に噴霧して燃料と共に燃焼するようにすることによって、ガスタービン運転中に有機化合物に含まれたシリコンの酸化で生成された二酸化シリコンが、ガスタービンを構成する高温部品上に效果的に蒸着されるようにする方法に関するものである。
【0013】
すなわち、本発明は、800℃〜1500℃の超高温で運転するガスタービンを構成する高温部品、例えば、燃焼缶、ガスタービン1段ブレード、1段ノズル、2段ブレード及び2段ノズルの耐熱性(高温耐食性・耐酸化性)を高めるために、シリコンを含有した有機化合物をLNG、軽油または灯油などのガスタービン燃料に少量添加して共に燃焼させることによって、別途の製作工程無しにガスタービンを運転しながら、高温の燃焼ガスに晒される全てのガスタービン高温部品上に数μm以上の二酸化シリコン層を形成する方法である。
【0014】
既存の方法で二酸化シリコンなどの耐食・耐酸化特性に優れた物質をガスタービン部品上にコーティングするには、別途の工程、装置及び労力などが必要となり、必然的に製作期間が長くなるという欠点があった。しかも、不必要な箇所にコーティング層が形成される恐れと、必要な箇所にコーティング層が不適切に形成される恐れがあった。
【0015】
本発明において、燃料としてLNGを使用する場合、燃料添加剤としては比較的に低温で気化するシリコン有機化合物、例えば、テトラエチルオルソシリケート(TEOS、(C2H5)4SiO4、沸騰点=168℃)を使用することが好ましい。これは、シリコン有機化合物が気化温度以上ではLNGと容易に混合して安定した燃焼を確保できるからである。
【0016】
燃料として軽油や灯油を使用する場合、燃料添加剤は、略同一な粘度を持つシリコンオイルを使用することが好ましい。これは、略同一な粘度を有するシリコンオイルと燃料は容易に希釈され、希釈された燃料を安定的に燃焼できるからである。
【0017】
一方、発電用大型ガスタービンは、1段ブレードに空気冷却穴があるため、シリコン有機化合物を空気中に噴霧する場合にそれが冷却穴から流入され悪影響を及ぼす恐れがあり、よって、添加する燃料量は、安定的燃焼に影響を与えないように3%以内とすることが好ましく、1%以内にすることが最も好ましい。
【0018】
上記のガスタービン高温部品上に蒸着された二酸化シリコンの厚さは1μm〜10μmが好ましく、もし10μmを超えると内部応力によって基底金属や熱遮蔽コーティング層から剥離する可能性が高い。
【0019】
本発明によってコーティングを実施すると、気相または微細な固相のシリコン酸化物が高温の燃焼ガスの流れに沿って流れて高温部品に触れるため、適切な箇所に效率的にコーティング層を形成することができる。
【0020】
以下、実施例を挙げて本発明をより詳細に説明する。ただし、下記の実施例は、本発明を例示するためのもので、本発明が下記の実施例に限定されることはない。
【0021】
実施例1(コーティング層形成のための燃焼試験)
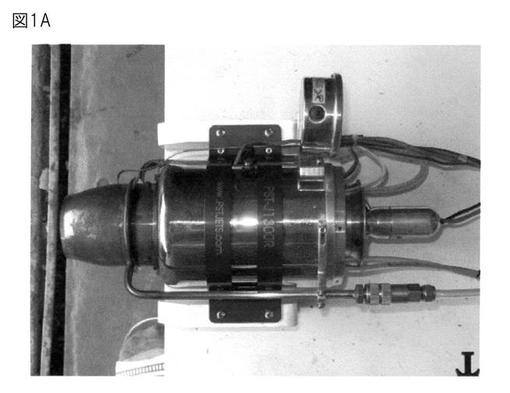
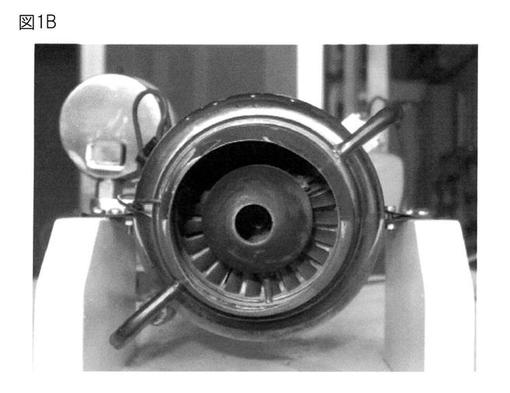
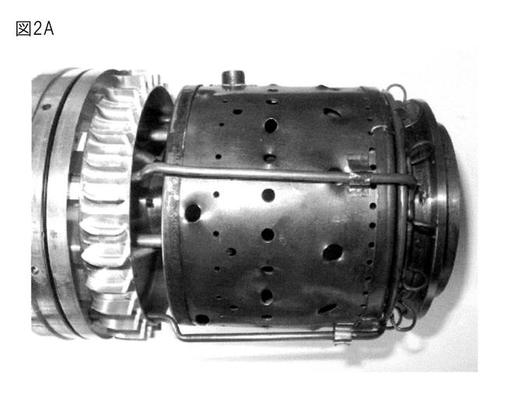
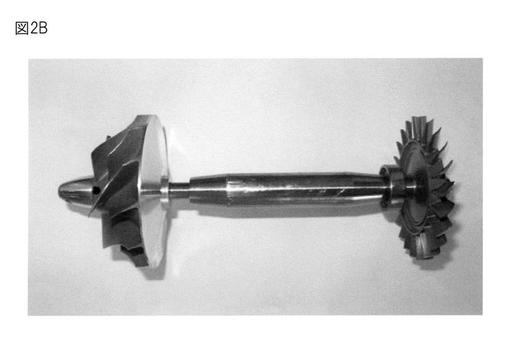
本実施例では、ガスタービンとして、模型航空機に搭載される停止推進力が135,000rpmで13kgfである図1A及び1Bに示すような超小型ガスタービンを使用した。このガスタービンは、内部に図2Aに示すような燃焼室が存在し、図2Bに示すように、該燃焼室を貫通する空気圧縮(吸入)機と一体型のタービンが一軸上に連結されている構造である。ガスタービン稼動時に、燃料はブタンガスを使用し、空気吸入機の前からシリコン有機化合物であるTEOSを噴霧して空気と一緒に燃焼室に流し込みした。ガスタービン起動後、25,000rpmで安定的に稼働し、空気と一緒に噴霧されたTEOSが燃焼し、Cを含有する有機物は酸化され、CO、CO2及びH2Oなどとして排出され、TEOS中のSi成分は酸化されてSiOx(x=1〜2)として白煙と共に排出されるか、図3に示すようにタービンブレードと排出口の内部に均一にコーティングされることが確認された。また、図2Aに示すように、燃焼室の外部は、空気の流入によってコーティングされなかったが、内視鏡で調べた内部(図4)は、タービンの排出口と同様に、白色のコーティング層が形成されていた。
【0022】
実施例2(コーティング層の電子顕微鏡分析)
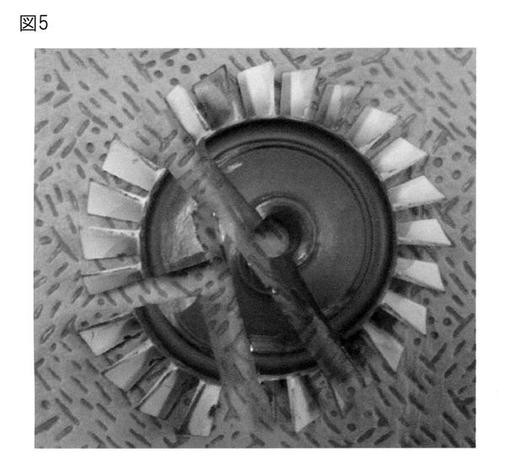
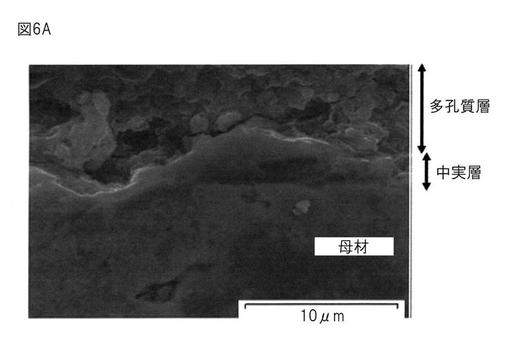
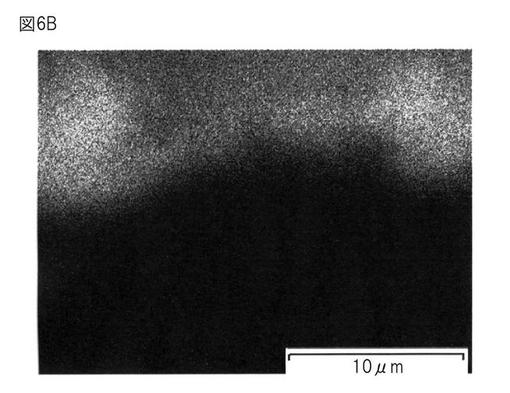
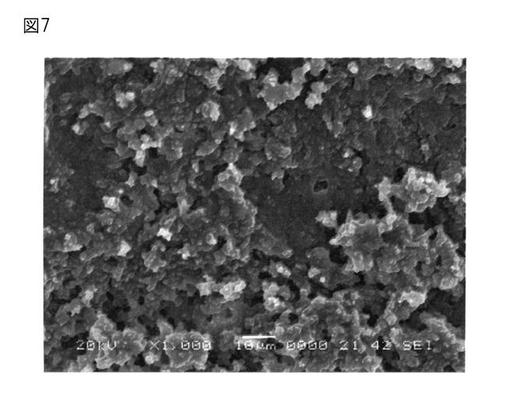
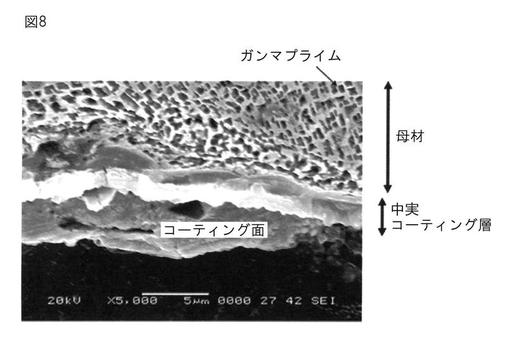
図5は、実施例1によってコーティング層が形成されたタービンブレード写真であって、一体型翼面に均一にコーティング層が形成されていることがわかり、断面分析のために図5のように切断した。コーティング層は、表面と断面をそれぞれ日本電子社の走査型電子顕微鏡(Scanning Electron Microscopy:SEM)を用いて分析した。図6は、タービンブレード上に形成されたコーティング層に対する断面SEM写真(図6A)、シリコン成分地図(図6B)及び酸素成分地図(図6C)である。図6Aに示すように、コーティング層は、ニッケル基超合金母材上に略2〜3μmで堅固に形成された層と、その上に形成された多孔性の10μm以上のコーティング層とからなることがわかる。図6B及び図6Cの成分地図から、コーティング層がシリコン酸化物であることがわかる。多孔性のコーティング層は25,000rpm以上の高速回転の中でも母材から剥離せず、空気を含有しているため、基底金属に高温の燃焼ガス(火炎)が直接当たるのを防ぐ熱遮蔽コーティング層の役割を果たし、ガスタービン部品の耐熱性を向上させると期待される。図7は、図6Aのコーティング層の外表面SEM写真であり、外表面が多孔性のコーティング層となっていることが確認された。この多孔性コーティング層は、高圧の水で容易に洗浄され、結局、図8に示すように母材上には堅固に形成されたコーティング層のみが残っていることがわかる。この写真では、コーティング部分を鮮明に表すために母材をエッチング(etching)し、ガンマプライムと呼ばれる四角形状の析出物が見えている。
【図面の簡単な説明】
【0023】
【図1A】実施例1で使われた超小型ガスタービンの外形写真である。
【図1B】実施例1で使われた超小型ガスタービンの燃焼気体排出口の写真である。
【図2A】実施例1のガスタービンの燃焼室外部の写真である。
【図2B】実施例1において、燃焼室内部を貫通するタービンと空気圧縮機が連結された回転軸の写真である。
【図3】実施例1によるシリコン酸化物のコーティングされたタービンブレードと排出口の写真である。
【図4】燃焼室内部の燃焼気体に晒される燃焼缶の表面写真である。
【図5】実施例1によるコーティング層が形成されたタービンブレードの写真である。
【図6A】実施例2によるタービンブレード上に形成されたコーティング層の断面SEM写真である。
【図6B】図6Aのコーティング層におけるシリコンの成分地図である。
【図6C】図6Aのコーティング層における酸素の成分地図である。
【図7】図6Aのコーティング層の表面SEM写真である。
【図8】図6Aのコーティング層において多孔質層が除去された状態の断面SEM写真である。
【技術分野】
【0001】
本発明は、ガスタービン運転時、高温の燃焼気体に晒される部品上に酸化物コーティング層を形成させ、これら高温部品の耐食・耐酸化特性を改善するために、シリコンなどの半金属成分の含まれた有機化合物を、LNG(液化天然ガス)、軽油または灯油などの燃料に添加するか、または、燃焼空気に別途に噴霧して燃料と共に燃焼するようにし、ガスタービン運転中に高速で回転するガスタービンのブレードを含む高温部品に二酸化シリコンなどの耐食・耐酸化物質を效果的に蒸着する方法に関するものである。
【背景技術】
【0002】
複合発電用ガスタービンのタービン部分は、1,000℃以上の高温環境で運転されるため、部品の表面酸化による劣化が深刻であり、しばしば起動及び停止を招く疲労破壊が頻繁に報告されている。このような苛酷な条件で運転されるガスタービン高温部品は、その寿命が3〜4年と非常に短く、韓国のように基底用ではなく先端負荷用に使われる場合、その寿命はより短くなり、ガスタービンの整備周期も短くなってしまう。
【0003】
そこで、通常ニッケル基超合金で構成されたガスタービン高温部品の耐熱性、耐酸化性及び耐食性を高めるために適切な保護膜をコーティングする研究・開発が行われてきており、その一例に、イットリア安定化ジルコニア(YSZ:Y2O3が8重量%含まれたZrO2)で代表される熱遮蔽コーティング(Thermal Barrier Coating:TBC)が既に実用化され、一部の部品に適用されている。それ以外に、二酸化シリコンやアルミナのように耐食・耐酸化特性に優れたセラミックコーティングが、既存の技術、すなわち、溶射(Thermal Spray)などの物理的な方法や、化学蒸着法(Chemical Vapor Deposition)などによって関連部品に適用されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のコーティング技術は、いずれもガスタービン部品の製作段階で適用される技術であって、部品にコーティングを行うための別途の工程、装置及び労力などが要求される他、部品の製作期間が長くなるという欠点があった。
【0005】
本発明は上記の問題点を解決するためのものであって、その目的は、シリコン成分の含まれた有機化合物を、LNG、軽油または灯油などのガスタービン燃料に添加するか、または、燃焼空気に別途噴霧して燃料と共に燃焼するようにすることによって、ガスタービン運転中に高速で回転するガスタービンのブレードを含む高温部品に、二酸化シリコンなどの耐食・耐酸化物質を、別の工程、装置及び労力を投入することなく效果的に蒸着する方法を提供することにある。
【0006】
本発明の他の目的は、シリコン有機化合物が燃料と共に燃焼する際に生成される二酸化シリコンが、高温燃焼気体に晒される全てのガスタービン高温部品に均一に堆積して数乃至数十μm厚の酸化物コーティング層が形成されたガスタービン高温部品を、別途の製作工程無しに提供することにある。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、ガスタービン高温部品の耐熱性を高めるために、気相や液相の金属又は半金属成分の含まれた有機物を、ガスタービン燃料に添加するか、燃焼空気中に噴霧してガスタービン運転時に共に燃焼させることによって、ガスタービン運転中に燃焼気体に晒される高温部品の表面に耐熱性の高い酸化物をコーティングすることを特徴とする、燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法を提供する。
【発明の効果】
【0008】
本発明は、既存のガスタービン燃料に金属又は半金属成分を含有した有機物を少量添加して燃料と共に燃焼するようにし、固形の金属又は半金属成分の酸化物が、ガスタービン運転中に燃焼気体に晒される全てのガスタービン高温部品に均一にコーティングされるようにする。したがって、別途の工程、設備及び労力無しに、高速で回転するガスタービンのブレードを含む高温部品に、二酸化シリコンなどの耐食・耐酸化物質を效果的に蒸着でき、非常に経済的となる。
【0009】
また、燃料に添加される金属又は半金属有機化合物を調節することによって、燃焼後に生成される酸化物の厚さと形状などを容易に調節でき、また、使用中にコーティング層が母材から剥離してもガスタービンを停止せずに再びコーティングでき、工程が非常に便利である。
【0010】
なお、YSZ−TBCのような熱遮蔽コーティングされた部品も、二酸化シリコンなどの酸化物がYSZ層を通した酸素の拡散浸透を抑制するため、基底の金属表面の酸化によるYSZ−TBCの剥離を抑止し、高温部品の寿命を延長できる。
【発明を実施するための最良の形態】
【0011】
以下、添付の図面に基づき、本発明の好適な実施の形態について詳細に説明する。
【0012】
本発明は、シリコンなどの半金属成分の含まれた有機化合物を、LNG、軽油または灯油などのガスタービン燃料に添加するか、または、燃焼空気に別途に噴霧して燃料と共に燃焼するようにすることによって、ガスタービン運転中に有機化合物に含まれたシリコンの酸化で生成された二酸化シリコンが、ガスタービンを構成する高温部品上に效果的に蒸着されるようにする方法に関するものである。
【0013】
すなわち、本発明は、800℃〜1500℃の超高温で運転するガスタービンを構成する高温部品、例えば、燃焼缶、ガスタービン1段ブレード、1段ノズル、2段ブレード及び2段ノズルの耐熱性(高温耐食性・耐酸化性)を高めるために、シリコンを含有した有機化合物をLNG、軽油または灯油などのガスタービン燃料に少量添加して共に燃焼させることによって、別途の製作工程無しにガスタービンを運転しながら、高温の燃焼ガスに晒される全てのガスタービン高温部品上に数μm以上の二酸化シリコン層を形成する方法である。
【0014】
既存の方法で二酸化シリコンなどの耐食・耐酸化特性に優れた物質をガスタービン部品上にコーティングするには、別途の工程、装置及び労力などが必要となり、必然的に製作期間が長くなるという欠点があった。しかも、不必要な箇所にコーティング層が形成される恐れと、必要な箇所にコーティング層が不適切に形成される恐れがあった。
【0015】
本発明において、燃料としてLNGを使用する場合、燃料添加剤としては比較的に低温で気化するシリコン有機化合物、例えば、テトラエチルオルソシリケート(TEOS、(C2H5)4SiO4、沸騰点=168℃)を使用することが好ましい。これは、シリコン有機化合物が気化温度以上ではLNGと容易に混合して安定した燃焼を確保できるからである。
【0016】
燃料として軽油や灯油を使用する場合、燃料添加剤は、略同一な粘度を持つシリコンオイルを使用することが好ましい。これは、略同一な粘度を有するシリコンオイルと燃料は容易に希釈され、希釈された燃料を安定的に燃焼できるからである。
【0017】
一方、発電用大型ガスタービンは、1段ブレードに空気冷却穴があるため、シリコン有機化合物を空気中に噴霧する場合にそれが冷却穴から流入され悪影響を及ぼす恐れがあり、よって、添加する燃料量は、安定的燃焼に影響を与えないように3%以内とすることが好ましく、1%以内にすることが最も好ましい。
【0018】
上記のガスタービン高温部品上に蒸着された二酸化シリコンの厚さは1μm〜10μmが好ましく、もし10μmを超えると内部応力によって基底金属や熱遮蔽コーティング層から剥離する可能性が高い。
【0019】
本発明によってコーティングを実施すると、気相または微細な固相のシリコン酸化物が高温の燃焼ガスの流れに沿って流れて高温部品に触れるため、適切な箇所に效率的にコーティング層を形成することができる。
【0020】
以下、実施例を挙げて本発明をより詳細に説明する。ただし、下記の実施例は、本発明を例示するためのもので、本発明が下記の実施例に限定されることはない。
【0021】
実施例1(コーティング層形成のための燃焼試験)
本実施例では、ガスタービンとして、模型航空機に搭載される停止推進力が135,000rpmで13kgfである図1A及び1Bに示すような超小型ガスタービンを使用した。このガスタービンは、内部に図2Aに示すような燃焼室が存在し、図2Bに示すように、該燃焼室を貫通する空気圧縮(吸入)機と一体型のタービンが一軸上に連結されている構造である。ガスタービン稼動時に、燃料はブタンガスを使用し、空気吸入機の前からシリコン有機化合物であるTEOSを噴霧して空気と一緒に燃焼室に流し込みした。ガスタービン起動後、25,000rpmで安定的に稼働し、空気と一緒に噴霧されたTEOSが燃焼し、Cを含有する有機物は酸化され、CO、CO2及びH2Oなどとして排出され、TEOS中のSi成分は酸化されてSiOx(x=1〜2)として白煙と共に排出されるか、図3に示すようにタービンブレードと排出口の内部に均一にコーティングされることが確認された。また、図2Aに示すように、燃焼室の外部は、空気の流入によってコーティングされなかったが、内視鏡で調べた内部(図4)は、タービンの排出口と同様に、白色のコーティング層が形成されていた。
【0022】
実施例2(コーティング層の電子顕微鏡分析)
図5は、実施例1によってコーティング層が形成されたタービンブレード写真であって、一体型翼面に均一にコーティング層が形成されていることがわかり、断面分析のために図5のように切断した。コーティング層は、表面と断面をそれぞれ日本電子社の走査型電子顕微鏡(Scanning Electron Microscopy:SEM)を用いて分析した。図6は、タービンブレード上に形成されたコーティング層に対する断面SEM写真(図6A)、シリコン成分地図(図6B)及び酸素成分地図(図6C)である。図6Aに示すように、コーティング層は、ニッケル基超合金母材上に略2〜3μmで堅固に形成された層と、その上に形成された多孔性の10μm以上のコーティング層とからなることがわかる。図6B及び図6Cの成分地図から、コーティング層がシリコン酸化物であることがわかる。多孔性のコーティング層は25,000rpm以上の高速回転の中でも母材から剥離せず、空気を含有しているため、基底金属に高温の燃焼ガス(火炎)が直接当たるのを防ぐ熱遮蔽コーティング層の役割を果たし、ガスタービン部品の耐熱性を向上させると期待される。図7は、図6Aのコーティング層の外表面SEM写真であり、外表面が多孔性のコーティング層となっていることが確認された。この多孔性コーティング層は、高圧の水で容易に洗浄され、結局、図8に示すように母材上には堅固に形成されたコーティング層のみが残っていることがわかる。この写真では、コーティング部分を鮮明に表すために母材をエッチング(etching)し、ガンマプライムと呼ばれる四角形状の析出物が見えている。
【図面の簡単な説明】
【0023】
【図1A】実施例1で使われた超小型ガスタービンの外形写真である。
【図1B】実施例1で使われた超小型ガスタービンの燃焼気体排出口の写真である。
【図2A】実施例1のガスタービンの燃焼室外部の写真である。
【図2B】実施例1において、燃焼室内部を貫通するタービンと空気圧縮機が連結された回転軸の写真である。
【図3】実施例1によるシリコン酸化物のコーティングされたタービンブレードと排出口の写真である。
【図4】燃焼室内部の燃焼気体に晒される燃焼缶の表面写真である。
【図5】実施例1によるコーティング層が形成されたタービンブレードの写真である。
【図6A】実施例2によるタービンブレード上に形成されたコーティング層の断面SEM写真である。
【図6B】図6Aのコーティング層におけるシリコンの成分地図である。
【図6C】図6Aのコーティング層における酸素の成分地図である。
【図7】図6Aのコーティング層の表面SEM写真である。
【図8】図6Aのコーティング層において多孔質層が除去された状態の断面SEM写真である。
【特許請求の範囲】
【請求項1】
ガスタービン高温部品の耐熱性を高めるために、気相や液相の金属又は半金属成分の含まれた有機物を、ガスタービン燃料に添加するか、燃焼空気中に噴霧してガスタービン運転時に共に燃焼させることによって、ガスタービン運転中に燃焼気体に晒される高温部品の表面に耐熱性の高い金属又は半金属の酸化物をコーティングすることを特徴とする、燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項2】
前記有機物は、シリコン有機化合物であることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項3】
前記ガスタービン高温部品は、燃焼缶、ガスタービン1段ブレード、1段ノズル、2段ブレード及び2段ノズルであることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項4】
前記ガスタービン高温部品は、イットリア安定化ジルコニア(YSZ)で熱遮蔽コーティング(TBC)されていることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項5】
前記ガスタービン燃料は、LNG、軽油または灯油であることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項6】
前記有機物は、3%以内の範囲で添加されることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項7】
前記高温部品に形成される酸化物は、二酸化シリコンであることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項8】
前記高温部品に形成される酸化物の厚さは、1〜10μmであることを特徴とする、請求項7に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項9】
前記シリコン有機化合物は、テトラエチルオルソシリケート(TEOS)であることを特徴とする、請求項2に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項10】
前記シリコン有機化合物は、シリコンオイルであることを特徴とする、請求項2に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項1】
ガスタービン高温部品の耐熱性を高めるために、気相や液相の金属又は半金属成分の含まれた有機物を、ガスタービン燃料に添加するか、燃焼空気中に噴霧してガスタービン運転時に共に燃焼させることによって、ガスタービン運転中に燃焼気体に晒される高温部品の表面に耐熱性の高い金属又は半金属の酸化物をコーティングすることを特徴とする、燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項2】
前記有機物は、シリコン有機化合物であることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項3】
前記ガスタービン高温部品は、燃焼缶、ガスタービン1段ブレード、1段ノズル、2段ブレード及び2段ノズルであることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項4】
前記ガスタービン高温部品は、イットリア安定化ジルコニア(YSZ)で熱遮蔽コーティング(TBC)されていることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項5】
前記ガスタービン燃料は、LNG、軽油または灯油であることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項6】
前記有機物は、3%以内の範囲で添加されることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項7】
前記高温部品に形成される酸化物は、二酸化シリコンであることを特徴とする、請求項1に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項8】
前記高温部品に形成される酸化物の厚さは、1〜10μmであることを特徴とする、請求項7に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項9】
前記シリコン有機化合物は、テトラエチルオルソシリケート(TEOS)であることを特徴とする、請求項2に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【請求項10】
前記シリコン有機化合物は、シリコンオイルであることを特徴とする、請求項2に記載の燃料添加剤によるガスタービン高温部品の耐食・耐酸化コーティング層形成方法。
【図1A】


【図1B】
【図2A】
【図2B】
【図3】

【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【図1B】
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【公開番号】特開2008−115459(P2008−115459A)
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願番号】特願2007−208428(P2007−208428)
【出願日】平成19年8月9日(2007.8.9)
【出願人】(507270285)コリア エレクトリック パワー コーポレイション (7)
【Fターム(参考)】
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願日】平成19年8月9日(2007.8.9)
【出願人】(507270285)コリア エレクトリック パワー コーポレイション (7)
【Fターム(参考)】
[ Back to top ]