
燃料用フィルタ材および燃料用フィルタ
【課題】微細粒子の捕集性能に優れ、フィルタの体積を増やさず充分な寿命を維持し、耐久性、かつフィルタ性能の均一性に優れた燃料用フィルタ材および燃料用フィルタを提供する。
【解決手段】(1) 合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であって、前記スパンレース不織布が、平均繊維径3〜8μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 である燃料用フィルタ材。(2) 前記スパンレース不織布を含む不織布層の上下に前記熱可塑性合成長繊維不織布が積層されている燃料用フィルタ材。(3) 前記スパンレース不織布を含む不織布層が、スパンレース不織布とメルトブロー不織布からなる燃料用フィルタ材。(4) 前記燃料用フィルタ材を、熱可塑性合成長繊維不織布が内側になるよう重ね合せ、その端部周囲を熱シールして袋状に形成した燃料用フィルタ。
【解決手段】(1) 合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であって、前記スパンレース不織布が、平均繊維径3〜8μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 である燃料用フィルタ材。(2) 前記スパンレース不織布を含む不織布層の上下に前記熱可塑性合成長繊維不織布が積層されている燃料用フィルタ材。(3) 前記スパンレース不織布を含む不織布層が、スパンレース不織布とメルトブロー不織布からなる燃料用フィルタ材。(4) 前記燃料用フィルタ材を、熱可塑性合成長繊維不織布が内側になるよう重ね合せ、その端部周囲を熱シールして袋状に形成した燃料用フィルタ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料用フィルタ材および燃料用フィルタに関し、さらに詳しくは微細粒子の捕集性能に優れ、フィルタの面積を大きくすることなく、充分なフィルタ寿命を有し、耐久性に優れ、かつ均一なフィルタ性能を有する、特に自動車用として好適な燃料用フィルタ材およびこれを用いた燃料用フィルタに関する。
【背景技術】
【0002】
従来より、自動車燃料用フィルタ(サクションフィルタ)には、スパンボンド不織布やメルトブロー不織布を使用したフィルタ材が使用されており、これらのフィルタ材には、10μm前後の微粒子の捕集性能に優れることが求められる。
このようなフィルタ材として、例えば、特許文献1には、スパン結合濾過媒体(スパンボンド不織布)および溶融吹込成形濾過媒体(メルトブロー不織布)を積層して一体化することにより、フィルタ材の内部に粗密構造を形成させ、スパンボンド層で比較的大きな固形物を除去した後、メルトブロー層でより細かな固形物を除去するようにしたフィルタ材が提案され、また特許文献2には、合成樹脂からなる補強材と繊維径、通気性等が特定された合成長繊維不織布を一体接合したフィルタ材が提案され、さらに特許文献3には、押出メッシュの外層に二以上の不織布を積層させたフィルタ層を使用することが提案されている。
しかし、従来のスパンボンド法やメルトブロー法で製作された不織布は、小面積で見ると、繊維配列が必ずしも均一ではなく、そのため、繊維間隙の均一性に欠け、目付、繊維径、通気度などのフィルタ性能に関わる性質のばらつきが大きくなる。このばらつきは、フィルタろ材としての捕集性能や寿命などの性能のばらつきとなって表れるため、濾過面積が50〜500cm2 程度の小さい面積で安定したフィルタ性能を維持することが難しく、従って、自動車燃料ポンプ用サクションフィルタで使用するフィルタ材としては不向きであった。
【0003】
また、スパンボンド不織布をフィルタ材として用いると、微細粒子の捕集効率の面で問題があった。すなわち、スパンボンド不織布を構成する繊維の繊維径を10μm以下にすることが難しいことから、所定のフィルタ性能を得るためには目付を大きくする必要が生じ、また、スパンボンド不織布では、通常、表面積の5〜30%が部分熱圧着されるため、通液や通気できない部分が発生し、濾過に有効な面積が少なくなり、従って、フィルタの寿命が短くなるという問題があった。
また、フィルタ材の補強材としては主に合成繊維の織物を使用したメッシュ材が使用されているが、この場合に、フィルタ材の表面層でダストが捕集されるめに寿命の点で満足できるものではなかった。
【特許文献1】特開2000−246026号公報
【特許文献2】特開2003−236321号公報
【特許文献3】特願2003−28019 号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、上記従来技術の問題点を解決し、微細粒子の捕集性能に優れ、フィルタの体積を増やすことなく、充分な寿命を維持し、耐久性に優れ、かつフィルタ性能の均一性に優れた燃料用フィルタ材および燃料用フィルタを提供することである。
【課題を解決するための手段】
【0005】
本発明者は、上記課題に鑑み、鋭意検討した結果、特定の繊維径と目付を有するスパンレース不織布を用いることにより、フィルタ表面での表面濾過と厚み方向での体積濾過による微細粒子の捕集が可能となり、また、合成樹脂からなるメッシュ状補強材との一体接合により、優れた捕集効率と長寿命化を実現できることを見いだし、本発明に到達した。
すなわち、本願で特許請求される発明は以下のとおりである。
【0006】
(1)合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であって、前記スパンレース不織布が、平均繊維径3〜8μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 であることを特徴とする燃料用フィルタ材。
(2)前記スパンレース不織布を構成する熱可塑性合成繊維がポリアミド系繊維および/またはポリエステル系繊維であることを特徴とする(1)に記載の燃料用フィルタ材。
(3)前記スパンレース不織布を含む不織布層の上下に前記熱可塑性合成長繊維不織布が積層されていることを特徴とする(1)または(2)に記載の燃料用フィルタ材。
(4)前記スパンレース不織布が、平均繊維径の大きな層と小さな層を有することを特徴とする(1)〜(3)のいずれかに記載の燃料用フィルタ材。
(5)前記スパンレース不織布を含む不織布層が、スパンレース不織布とメルトブロー不織布からなることを特徴とする(1)〜(4)のいずれかに記載の燃料用フィルタ材。
(6)前記合成樹脂からなる補強材が押出成型されたメッシュ状物であることを特徴とする(1)〜(5)のいずれかに記載の燃料用フィルタ材。
(7)前記燃料用フィルタ材のJIS B 8356−8法に準拠して測定した10μm以上の粒子捕集効率が80%以上であり、かつフィルタ寿命が18分以上であることを特徴とする(1)〜(6)のいずれかに記載の燃料用フィルタ材。
(8)(1)〜(7)に記載の燃料用フィルタ材を、熱可塑性合成長繊維不織布が内側になるように重ね合せ、その端部周囲を熱シールして袋状に形成したことを特徴とする燃料用フィルタ。
【発明の効果】
【0007】
本発明によれば、下記のような優れた効果が得られる。
(i) スパンレース不織布を使用することにより、スパンボンド法やメルトブロー法などで製作した不織布と比較して目付、繊維径、通気度など諸性質のばらつきを押えることができ、安定したフィルタ性能を得ることができる。
(ii)メルトブロー不織布と同程度の繊維径で、かつ厚みを持たせることにより、捕集性能や寿命を向上させることが可能である。
(iii)不織布の厚さ方向に繊維径を変化させて傾斜機能を持たせることが可能であり、フィルタ寿命の延長を図ることができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明について、具体的に説明する。
本発明の燃料用フィルタ材は、合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であり、前記スパンレース不織布は、平均繊維径が3〜8μm、好ましくは3.5〜7μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 、好ましくは150〜250g/m2の範囲にあることが必要である。
スパンレース不織布を構成する繊維の平均繊維径が上記範囲にあると、スパンレース不織布に特徴的な交絡処理における交絡効果が高く、繊維が三次元方向に短い間隔で交絡することができ、スパンレース不織布の表面方向および厚み方向に対して均一で密な交絡ができ、機械強度に優れ、さらに小さな繊維間隙を均一に形成することができる。また、スパンレース不織布の目付が上記範囲にあると、圧力損失を低減でき、フィルタの寿命を長くすることができる。
なお、本発明において、スパンレース不織布とは、短繊維をウェブ化し、高圧水流で繊維交絡させた不織布をいう。例えば、カードウェブ、ランダムウェブ、湿式抄造ウェブ等を高圧の柱状流により、3次元交絡させた不織布が挙げられる。中でも極細の短繊維を用いて湿式抄造ウェブとし、高圧の柱状流により、3次元交絡させた湿式極細繊維不織布は、目付が均一で密な交絡性を有し、微粒子の捕集効率が優れている点から好ましい。
【0009】
本発明に用いられるスパンレース不織布を含む不織布層は、少なくとも1層のスパンレース不織布が積層されていればよく、例えば、1層または2層以上のスパンレース不織布が積層されたもの、スパンレース不織布にメルトブロー不織布などの他の不織布が積層されたものなどが挙げられる。フィルタの寿命を長くする点からは、繊維径の異なるスパンレース不織布を2層以上積層し、繊維径の傾斜構造を形成させたものが好ましく、特に好ましくはフィルタの上流側に繊維径の大きなスパンレース不織布を、下流側に繊維径の小さなメルトブロー不織布を積層させた不織布層である。
スパンレース不織布には、ナイロン6、ナイロン66、共重合ポリアミドなどのポリアミド系繊維、ポリエチレンテレフタレート、共重合ポリエステルなどのポリエステル系繊維などの熱可塑性合成繊維が用いられ、これらは単独または2種以上混合して用いることができる。また異なる繊維で構成される複合繊維などを用いてもよい。これらのうち、ナイロン繊維および/またはポリエステル繊維が好ましい。
【0010】
スパンレース不織布を構成する繊維の繊維長は2〜50mmが好ましく、より好ましくは5〜30mmの範囲である。この範囲の繊維長とすることにより、交絡処理での高い交絡効果が得られ、繊維を三次元方向に短い間隔で交絡させ、不織布の表面方向および厚み方向に対して均一で密な交絡ができ、機械強度に優れ、さらに小さな繊維間隙を均一に形成することできる。また、繊維の繊度は0.1〜0.8dtexが好ましく、例えばポリエステル系繊維の場合は0.1〜0.5dtexの範囲が好ましく、特に好ましくは0.15〜0.3dtexの範囲である。ポリアミド系繊維の場合は、0.3〜0.7dtexの範囲が好ましく、特に好ましくは、0.4〜0.6dtexの範囲である。
【0011】
本発明において、スパンレース不織布は、平均繊維径が大きな層と小さな層から構成されていることが好ましい。例えば、平均繊維径として、4〜8μmの層と、3〜4μmの層の2層から構成されることが好ましい。繊維繊度としては、太い繊維が0.2〜0.5dtexであり、細い繊維が0.1〜0.2dtexの2層から構成されていることが好ましい。スパンレース不織布の構成繊維層に、繊度勾配を設け、フィルタの上流側に平均繊維径が大きな層を、下流側に小さな層を配することで、フィルタ寿命をさらに向上させることができる。
スパンレース不織布の通気度は、圧力損失の点から、フラジール法による通気度で5〜30cc/cm2 /secの範囲が好ましく、より好ましくは8〜20cc/cm2 /sec、特に好ましくは8〜15cc/cm2 /secである。またスパンレース不織布の厚みは0.2〜1.0mmの範囲が好ましく、より好ましくは0.4〜0.7mmであり、嵩密度は0.2〜0.4g/cm3 の範囲が好ましく、より好ましくは0.3〜0.4g/cm3 である。
【0012】
スパンレース不織布は、公知の方法により、例えば、紡糸、抄造、交絡の各工程により製造することができる。繊維の準備としては、例えばポリエステル繊維の場合、極細繊維を通常の方法を用いて紡糸し、その後所定の繊維長にカットして繊維を準備する。その後、通常の抄造法を用いてカットされた極細繊維を積層してウェブ状にする。薄手の織物を中間部とする場合は、その織物の両面にカット極細繊維を積層してウェブ状にする。次いで積層されたウェブを、高圧の柱状流処理を用いて繊維相互間の交絡処理を行う。極細の短繊維を交絡処理すると、繊維間の交絡が密に均一に行われ、スパンレース不織布として、微小な繊維間隙が均一に生じることとなる。抄造時において、極細繊維の繊度の大、中、小のものを繊度の順番に抄造し、交絡処理すると、繊維繊度の勾配を有するスパンレース不織布が得られる。
またメルトブロー不織布も公知の方法で製造することができるが、メルトブロー繊維の繊度は0.01〜0.1dtexの範囲が好ましく、繊維径は1〜3μmの範囲が好ましい。スパンレース不織布とメルトブロー不織布を積層して用いる場合には、メルトブロー不織布を最終的な精密濾過材として用いるのが好ましく、具体的にはフィルタの下流側に積層するのが好ましい。
【0013】
本発明に用いられる熱可塑性合成長繊維不織布(以下、スパンボンド不織布という)を構成する繊維素材としては、ナイロン6、ナイロン66、共重合ポリアミド、などのポリアミド系繊維、ポリエチレン、ポリプロピレン、共重合ポリプロピレンなどのポリオレフィン系繊維、ポリエチレンテレフタレート、共重合ポリエステルなどのポリエステル系繊維などが挙げられる。これらは単独または2種以上混合して用いてもよく、また異なる繊維で構成される複合繊維などでもよい。これらのうち、ポリエステル系繊維又はポリアミド系繊維が特に好ましい。
スパンボンド不織布を構成する繊維の平均繊維径は10〜50μmの範囲が好ましく、より好ましくは12〜30μmである。繊度は、ナイロン6の場合は1.0〜3.0detxの範囲が好ましく、より好ましくは、1.5〜2.0dtexである。
スパンボンド不織布の目付は10〜50g/m2 の範囲が好ましい。またスパンボンド不織布を2枚重ねた場合の通気度は150〜400cc/cm2 /secの範囲が好ましく、より好ましくは200〜300cc/cm2 /secの範囲である。さらに不織布の部分熱圧着率は5〜30%が好ましく、より好ましくは5〜25%である。
【0014】
スパンボンド不織布は通常の方法により製造することができる。例えば、合成樹脂(ポリマー)を、エクストルーダーで加熱、溶融し、細い孔を有する口金(紡糸口金)から押し出し、延伸して連続した長繊維(フィラメント)を得、次いでフィラメントを均一に分散させたウェブをエンボスロールの熱圧着により、ボンディング(接合)する方法などが挙げられる。
【0015】
上記したスパンレース不織布を含む不織布層とスパンボンド不織布とを積層させる際には、スパンレース不織布を含む不織布層が中間層となるように、該不織布層の上下にスパンボンド不織布を積層させるのが好ましい。このようなサンドイッチ構造とすることにより、表面層のスパンボンド不織布がプレフィルタの役割を果たし、寿命延長に寄与し、さらにスパンレース不織布等の強度補強効果が得られる。スパンレース不織布を含む不織布層とスパンボンド不織布の重量割合は、スパンレース不織布を含む不織布層の含有率が大きい方が好ましく、該不織布が不織布全体の60〜90wt%の範囲であるのがより好ましく、さらに好ましくは70〜80wt%である。
【0016】
また、本発明に用いられる合成樹脂からなる補強材はフィルタ材の外層部に用いられ、フィルタ材としての摩擦強度、加圧時の強度等の耐久性を向上させる役割を有し、フィルタの保護、形状安定性および取扱性を向上させる。該補強材としては、モノフィラメントのメッシュ状織物、押出し成形メッシュ状物などが好適に用いられる。メッシュの開口間隔は0.2〜5mmが好ましく、より好ましくは0.5〜3mmの範囲である。素材としては、ナイロン系、ポリオレフィン系、ポリエステル系、ポリスチレン系などの合成樹脂が用いられる。
【0017】
本発明の燃料用フィルタ材は、上記した補強材と、スパンレース不織布を含む不織布層と、スパンボンド不織布を一体に接合して得られる。これらの接合は、例えば、超音波振動と同時に加圧力を加え、樹脂の一部に摩擦熱を発生させて接合したい部分を溶融させ、接合を行う超音波溶着法や、エンボスと平滑の一対の熱ロールを用いて接合する方法、ホットメルト系樹脂をメルトブロー方式で繊維形状に塗布して接合する方法、粒子状ホットメルト系樹脂を塗布して接合する方法等により行うことができるが、特に好ましくは超音波溶着法である。
【0018】
燃料用フィルタ材のフィルタ性能は、捕集効率とフィルタ寿命の両方の因子により設定されるが、本発明において、燃料用フィルタ材の10μm以上の微粒子捕集効率は80%以上であるのが好ましく、より好ましくは90%以上、特に好ましくは95%以上であり、かつ、フィルタ寿命が18分以上であるのが好ましく、より好ましくは20分以上、特に好ましくは30分以上である。これらの捕集効率はJIS B 8356−8法による基準ダスト(JIS8種)における捕集効率で表わし、またフィルタ寿命はJIS B 8356−8法による基準ダスト(JIS 8種)における差圧10kPaに達する時間(分)で表わした値である。本発明の燃料用フィルタ材には、特定範囲の極細繊維を用いたスパンレース不織布が用いられているため、捕集効率が格段に向上し、95%以上の効率を有する。また極細繊維層に繊度勾配を持たせることにより、フィルタ寿命が格段に向上し、フィルタ寿命が30分以上の高性能を有することができる。
【0019】
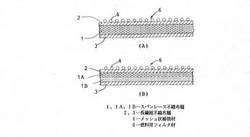
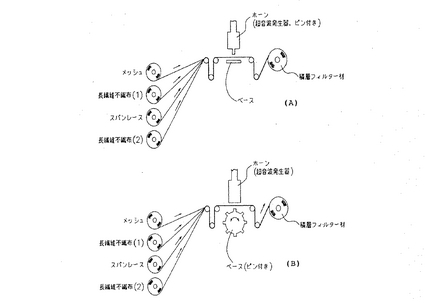
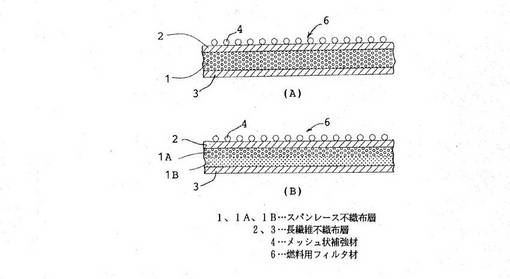
図1は、本発明の一実施例を示す燃料用フィルタ材の構造説明図である。図1(A) の燃料用フィルタ材6はスパンレース不織布層1の上下の表面に長繊維不織布層2、3をそれぞれ積層し、該長繊維不織布層2の表面にメッシュ状補強材4を積層したものであり、また図1(B) のフィルタ材6は繊維径の大きい層1Aと小さい層1Bの2層を積層した傾斜機能付きスパンレース不織布層1を用い、繊維径の大きい層1Aを長繊維不織布層2に積層させたものである。このようなフィルタ材6は例えば、図2の(A) または(B) に示す製造工程により製造することができる。
【0020】
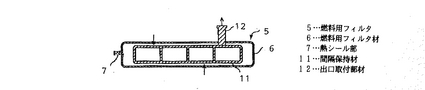
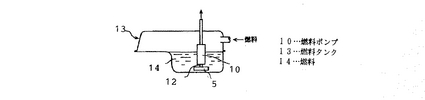
図3は、本発明の一実施例を示す燃料用フィルタの断面説明図である。燃料用フィルタ5は、燃料用フィルタ材6を熱可塑性合成長繊維不織布が内側になるように重ね合わせ、その端部周囲に熱シール部7を形成して袋状とすることにより得られ、図4に示すように、通常、袋状の燃料用フィルタ5が燃料ポンプ10の駆動時に圧潰するのを防止するために間隔保持材11がその内部に配置され、さらに燃料用フィルタ5を燃料ポンプ10に連結するための出口取付部材12が設けられる。熱シール部7は、超音波により溶融接合する超音波ウエルダー機、超音波ミシン機等を用いた接合、またはホットメルト系樹脂などの接着剤による接合により設けることができる。熱シール部の形状は、格子状、千鳥状、ひし形状などのいずれでもよく、大きさおよび間隔は適宜選定できる。
【実施例】
【0021】
以下、本発明を実施例によりさらに詳細に説明する。なお、例中の特性は、下記の方法で測定した。
(1) 目付(g/m2 ):100mm×100mmの試料を原反幅方向に12点、長さ方向に4点採取し、重量を測定し、g/m2に換算し、その平均値を求める。
(2) 嵩密度(g/cm3 ):目付と、荷重10kPaの厚みから単位容積当たりの重量を求め、3カ所以上の平均値で表す。
(3) 平均繊維径(μm):不織布の表面を顕微鏡写真で拡大し、その繊維径を10点実測し、その平均値で示す。
(4) 通気性(通気度):JIS−L−1906フラジール形試験機で、3カ所測定し、その平均値を求める。
(5) 部分熱圧着率(%):不織布の表面を顕微鏡写真で拡大し、不織布全面積に対する接合部面積の割合を算出する。
(6) 10μm以上の粒子捕集効率(%):JIS B 8356−8法を準用し、昭和シェル石油社製 Low Aromatic White Sprit(以下、LAWSという)に、JIS8種のダストを2mg/Lの割合で混合し、超音波振動で1分間撹拌して均一に分散させた液を、流量12cc/min/cm2で試料に通過させ、通過前後の液を採取し、各液の粒度分布を粒度分布計で測定し、10μm以上の粒子捕集効率を求める。同様に、JIS7種ダストについても同じ方法で測定した。
(7) フィルタ寿命:JIS B 8356−8法を準用し、昭和シェル石油社製 Low Aromatic White Sprit(以下、LAWSという)に、JIS8種ダストを35.2mg/Lの割合で混合し、超音波振動で1分間撹拌して均一に分散させた液を、流量12cc/min/cm2で試料に通過させ、差圧10kPaに達するまでの時間(分)を測定し、フィルタ寿命時間とする。同様に、JIS7種ダストについても同じ方法で測定した。
【0022】
〔実施例1〜6および比較例1、2〕
ナイロン長繊維不織布を公知のスパンボンド方法により作製した。すなわち、ポリアミド樹脂(ナイロン−6樹脂)を用いて溶融紡糸装置により繊維ウエッブを形成し、得られた繊維ウエッブを、エンボスロールと平滑ロールの一対の熱ロールを用いて部分熱圧着率が20%になるように熱圧着させ、表1に示す目付、繊度、平均繊維径、厚みおよび通気度を有するナイロン長繊維不織布(スパンボンド不織布)を得た。得られたスパンボンド不織布(SB)は、表1に示すように実施例1〜6および比較例2では、上下層となるよう第1層部と第3層部または第4層部に用いた。また比較例1ではスパンボンド不織布のみを積層した。
また、スパンレース不織布を公知の方法により作製した。すなわち、実施例1〜4ではポリエステルテレフタレート(PET)の極細繊維を、実施例5および実施例6ではナイロン6(Ny6)の極細繊維を用い、これらの繊維をそれぞれ10mmの長さにカットし、下記特性を有するスパンレース不織布(SL)を得た。
実施例1では、繊度0.15dtexと0.3dtexを同重量用いて繊度勾配をつけ、目付158g/m2 とした。
実施例2では、繊度0.15dtexと0.3dtexを同重量用いて繊度勾配をつけ、目付201g/m2 とした。
実施例3では、繊度0.1dtexを用いて目付156g/m2 とした。
実施例4では、繊度0.15dtexを用いて目付158g/m2 とした。
実施例5および実施例6では、繊度0.5dtexを用いて目付170g/m2 とした。上記実施例で用いた繊維の平均繊維径の数値は表1に示した通りである。
なお、実施例6および比較例2では、メルトブロー法による極細繊維ウェブとして、繊度0.03detxを用いて目付70g/m2 としたメルトブロー不織布(MB)を中間層として組み合わせた。各不織布の厚みと通気性は、表1の通りである。
さらに、合成樹脂からなる補強材には、平均繊維径120μmのナイロン−6樹脂のモノフイラメントをメッシュ間隔1.2mmのメッシュ構造とした織物を用いた。
【0023】
得られたスパンボンド不織布(SB)、スパンレース不織布(SL)、メルトブロー不織布(MB)および補強材を表1に示す組み合わせとして自動車燃料用フィルタ材料を作製し、それぞれのフィルタ特性を調べ、その結果を表1に示した。
なお、得られた各長繊維不織布と上記補強材の接合には、これらを重ね合わせ、超音波ウエルダーを用い、部分的に溶融接合して自動車用燃料フィルタ材を得た。この部分接合は1個当たりの溶融面積を1.3mm2 とし、格子形状とした。また、積層不織布の場合には粗構造の不織布(外層)と補強材とを重ねあわせた。フィルタ捕集性能、寿命の測定においては、繊度勾配のある場合には、例えば、スパンレース不織布においては、その繊維繊度の大きな方を上流側として用いて測定した。
【0024】
【表1】

【0025】
表1の結果から、本発明のスパンレース不織布を用いた実施例1〜6における燃料用フィルタ材は、JIS8種の基準ダストにおいて捕集効率が85%以上で、かつフィルタ寿命が20分以上であり、フィルタ性能に優れたものであることがわかる。特に実施例1および2における繊度勾配を付けたフィルタ材では、捕集効率が95%以上で、かつフィルタ寿命が30分以上であり、比較例1、2に較べて捕集効率および寿命の点で、優れた性能を有していると言える。
【産業上の利用可能性】
【0026】
本発明の燃料用フィルタ材は、微細粒子の捕集性能に優れ、フィルタの面積を大きくすることなく、充分なフィルタ寿命を有し、耐久性に優れ、かつ均一なフィルタ性能を有するため、特に自動車燃料用フィルタとして有用である。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施例を示す燃料用フィルタ材の構造説明図。
【図2】本発明の燃料用フィルタ材の製造方法の説明図。
【図3】本発明の一実施例を示す燃料用フィルタの断面説明図である。
【図4】自動車燃料タンクの説明図。
【符号の説明】
【0028】
1、1A、1B…スパンレース不織布層、2、3…長繊維不織布層、4…メッシュ状補強材、5…燃料用フィルタ、6…燃料用フィルタ材、7…熱シール部、10…燃料ポンプ、11…間隔保持材、12…出口取付部材、13…燃料タンク、14…燃料。
【技術分野】
【0001】
本発明は、燃料用フィルタ材および燃料用フィルタに関し、さらに詳しくは微細粒子の捕集性能に優れ、フィルタの面積を大きくすることなく、充分なフィルタ寿命を有し、耐久性に優れ、かつ均一なフィルタ性能を有する、特に自動車用として好適な燃料用フィルタ材およびこれを用いた燃料用フィルタに関する。
【背景技術】
【0002】
従来より、自動車燃料用フィルタ(サクションフィルタ)には、スパンボンド不織布やメルトブロー不織布を使用したフィルタ材が使用されており、これらのフィルタ材には、10μm前後の微粒子の捕集性能に優れることが求められる。
このようなフィルタ材として、例えば、特許文献1には、スパン結合濾過媒体(スパンボンド不織布)および溶融吹込成形濾過媒体(メルトブロー不織布)を積層して一体化することにより、フィルタ材の内部に粗密構造を形成させ、スパンボンド層で比較的大きな固形物を除去した後、メルトブロー層でより細かな固形物を除去するようにしたフィルタ材が提案され、また特許文献2には、合成樹脂からなる補強材と繊維径、通気性等が特定された合成長繊維不織布を一体接合したフィルタ材が提案され、さらに特許文献3には、押出メッシュの外層に二以上の不織布を積層させたフィルタ層を使用することが提案されている。
しかし、従来のスパンボンド法やメルトブロー法で製作された不織布は、小面積で見ると、繊維配列が必ずしも均一ではなく、そのため、繊維間隙の均一性に欠け、目付、繊維径、通気度などのフィルタ性能に関わる性質のばらつきが大きくなる。このばらつきは、フィルタろ材としての捕集性能や寿命などの性能のばらつきとなって表れるため、濾過面積が50〜500cm2 程度の小さい面積で安定したフィルタ性能を維持することが難しく、従って、自動車燃料ポンプ用サクションフィルタで使用するフィルタ材としては不向きであった。
【0003】
また、スパンボンド不織布をフィルタ材として用いると、微細粒子の捕集効率の面で問題があった。すなわち、スパンボンド不織布を構成する繊維の繊維径を10μm以下にすることが難しいことから、所定のフィルタ性能を得るためには目付を大きくする必要が生じ、また、スパンボンド不織布では、通常、表面積の5〜30%が部分熱圧着されるため、通液や通気できない部分が発生し、濾過に有効な面積が少なくなり、従って、フィルタの寿命が短くなるという問題があった。
また、フィルタ材の補強材としては主に合成繊維の織物を使用したメッシュ材が使用されているが、この場合に、フィルタ材の表面層でダストが捕集されるめに寿命の点で満足できるものではなかった。
【特許文献1】特開2000−246026号公報
【特許文献2】特開2003−236321号公報
【特許文献3】特願2003−28019 号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、上記従来技術の問題点を解決し、微細粒子の捕集性能に優れ、フィルタの体積を増やすことなく、充分な寿命を維持し、耐久性に優れ、かつフィルタ性能の均一性に優れた燃料用フィルタ材および燃料用フィルタを提供することである。
【課題を解決するための手段】
【0005】
本発明者は、上記課題に鑑み、鋭意検討した結果、特定の繊維径と目付を有するスパンレース不織布を用いることにより、フィルタ表面での表面濾過と厚み方向での体積濾過による微細粒子の捕集が可能となり、また、合成樹脂からなるメッシュ状補強材との一体接合により、優れた捕集効率と長寿命化を実現できることを見いだし、本発明に到達した。
すなわち、本願で特許請求される発明は以下のとおりである。
【0006】
(1)合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であって、前記スパンレース不織布が、平均繊維径3〜8μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 であることを特徴とする燃料用フィルタ材。
(2)前記スパンレース不織布を構成する熱可塑性合成繊維がポリアミド系繊維および/またはポリエステル系繊維であることを特徴とする(1)に記載の燃料用フィルタ材。
(3)前記スパンレース不織布を含む不織布層の上下に前記熱可塑性合成長繊維不織布が積層されていることを特徴とする(1)または(2)に記載の燃料用フィルタ材。
(4)前記スパンレース不織布が、平均繊維径の大きな層と小さな層を有することを特徴とする(1)〜(3)のいずれかに記載の燃料用フィルタ材。
(5)前記スパンレース不織布を含む不織布層が、スパンレース不織布とメルトブロー不織布からなることを特徴とする(1)〜(4)のいずれかに記載の燃料用フィルタ材。
(6)前記合成樹脂からなる補強材が押出成型されたメッシュ状物であることを特徴とする(1)〜(5)のいずれかに記載の燃料用フィルタ材。
(7)前記燃料用フィルタ材のJIS B 8356−8法に準拠して測定した10μm以上の粒子捕集効率が80%以上であり、かつフィルタ寿命が18分以上であることを特徴とする(1)〜(6)のいずれかに記載の燃料用フィルタ材。
(8)(1)〜(7)に記載の燃料用フィルタ材を、熱可塑性合成長繊維不織布が内側になるように重ね合せ、その端部周囲を熱シールして袋状に形成したことを特徴とする燃料用フィルタ。
【発明の効果】
【0007】
本発明によれば、下記のような優れた効果が得られる。
(i) スパンレース不織布を使用することにより、スパンボンド法やメルトブロー法などで製作した不織布と比較して目付、繊維径、通気度など諸性質のばらつきを押えることができ、安定したフィルタ性能を得ることができる。
(ii)メルトブロー不織布と同程度の繊維径で、かつ厚みを持たせることにより、捕集性能や寿命を向上させることが可能である。
(iii)不織布の厚さ方向に繊維径を変化させて傾斜機能を持たせることが可能であり、フィルタ寿命の延長を図ることができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明について、具体的に説明する。
本発明の燃料用フィルタ材は、合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であり、前記スパンレース不織布は、平均繊維径が3〜8μm、好ましくは3.5〜7μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 、好ましくは150〜250g/m2の範囲にあることが必要である。
スパンレース不織布を構成する繊維の平均繊維径が上記範囲にあると、スパンレース不織布に特徴的な交絡処理における交絡効果が高く、繊維が三次元方向に短い間隔で交絡することができ、スパンレース不織布の表面方向および厚み方向に対して均一で密な交絡ができ、機械強度に優れ、さらに小さな繊維間隙を均一に形成することができる。また、スパンレース不織布の目付が上記範囲にあると、圧力損失を低減でき、フィルタの寿命を長くすることができる。
なお、本発明において、スパンレース不織布とは、短繊維をウェブ化し、高圧水流で繊維交絡させた不織布をいう。例えば、カードウェブ、ランダムウェブ、湿式抄造ウェブ等を高圧の柱状流により、3次元交絡させた不織布が挙げられる。中でも極細の短繊維を用いて湿式抄造ウェブとし、高圧の柱状流により、3次元交絡させた湿式極細繊維不織布は、目付が均一で密な交絡性を有し、微粒子の捕集効率が優れている点から好ましい。
【0009】
本発明に用いられるスパンレース不織布を含む不織布層は、少なくとも1層のスパンレース不織布が積層されていればよく、例えば、1層または2層以上のスパンレース不織布が積層されたもの、スパンレース不織布にメルトブロー不織布などの他の不織布が積層されたものなどが挙げられる。フィルタの寿命を長くする点からは、繊維径の異なるスパンレース不織布を2層以上積層し、繊維径の傾斜構造を形成させたものが好ましく、特に好ましくはフィルタの上流側に繊維径の大きなスパンレース不織布を、下流側に繊維径の小さなメルトブロー不織布を積層させた不織布層である。
スパンレース不織布には、ナイロン6、ナイロン66、共重合ポリアミドなどのポリアミド系繊維、ポリエチレンテレフタレート、共重合ポリエステルなどのポリエステル系繊維などの熱可塑性合成繊維が用いられ、これらは単独または2種以上混合して用いることができる。また異なる繊維で構成される複合繊維などを用いてもよい。これらのうち、ナイロン繊維および/またはポリエステル繊維が好ましい。
【0010】
スパンレース不織布を構成する繊維の繊維長は2〜50mmが好ましく、より好ましくは5〜30mmの範囲である。この範囲の繊維長とすることにより、交絡処理での高い交絡効果が得られ、繊維を三次元方向に短い間隔で交絡させ、不織布の表面方向および厚み方向に対して均一で密な交絡ができ、機械強度に優れ、さらに小さな繊維間隙を均一に形成することできる。また、繊維の繊度は0.1〜0.8dtexが好ましく、例えばポリエステル系繊維の場合は0.1〜0.5dtexの範囲が好ましく、特に好ましくは0.15〜0.3dtexの範囲である。ポリアミド系繊維の場合は、0.3〜0.7dtexの範囲が好ましく、特に好ましくは、0.4〜0.6dtexの範囲である。
【0011】
本発明において、スパンレース不織布は、平均繊維径が大きな層と小さな層から構成されていることが好ましい。例えば、平均繊維径として、4〜8μmの層と、3〜4μmの層の2層から構成されることが好ましい。繊維繊度としては、太い繊維が0.2〜0.5dtexであり、細い繊維が0.1〜0.2dtexの2層から構成されていることが好ましい。スパンレース不織布の構成繊維層に、繊度勾配を設け、フィルタの上流側に平均繊維径が大きな層を、下流側に小さな層を配することで、フィルタ寿命をさらに向上させることができる。
スパンレース不織布の通気度は、圧力損失の点から、フラジール法による通気度で5〜30cc/cm2 /secの範囲が好ましく、より好ましくは8〜20cc/cm2 /sec、特に好ましくは8〜15cc/cm2 /secである。またスパンレース不織布の厚みは0.2〜1.0mmの範囲が好ましく、より好ましくは0.4〜0.7mmであり、嵩密度は0.2〜0.4g/cm3 の範囲が好ましく、より好ましくは0.3〜0.4g/cm3 である。
【0012】
スパンレース不織布は、公知の方法により、例えば、紡糸、抄造、交絡の各工程により製造することができる。繊維の準備としては、例えばポリエステル繊維の場合、極細繊維を通常の方法を用いて紡糸し、その後所定の繊維長にカットして繊維を準備する。その後、通常の抄造法を用いてカットされた極細繊維を積層してウェブ状にする。薄手の織物を中間部とする場合は、その織物の両面にカット極細繊維を積層してウェブ状にする。次いで積層されたウェブを、高圧の柱状流処理を用いて繊維相互間の交絡処理を行う。極細の短繊維を交絡処理すると、繊維間の交絡が密に均一に行われ、スパンレース不織布として、微小な繊維間隙が均一に生じることとなる。抄造時において、極細繊維の繊度の大、中、小のものを繊度の順番に抄造し、交絡処理すると、繊維繊度の勾配を有するスパンレース不織布が得られる。
またメルトブロー不織布も公知の方法で製造することができるが、メルトブロー繊維の繊度は0.01〜0.1dtexの範囲が好ましく、繊維径は1〜3μmの範囲が好ましい。スパンレース不織布とメルトブロー不織布を積層して用いる場合には、メルトブロー不織布を最終的な精密濾過材として用いるのが好ましく、具体的にはフィルタの下流側に積層するのが好ましい。
【0013】
本発明に用いられる熱可塑性合成長繊維不織布(以下、スパンボンド不織布という)を構成する繊維素材としては、ナイロン6、ナイロン66、共重合ポリアミド、などのポリアミド系繊維、ポリエチレン、ポリプロピレン、共重合ポリプロピレンなどのポリオレフィン系繊維、ポリエチレンテレフタレート、共重合ポリエステルなどのポリエステル系繊維などが挙げられる。これらは単独または2種以上混合して用いてもよく、また異なる繊維で構成される複合繊維などでもよい。これらのうち、ポリエステル系繊維又はポリアミド系繊維が特に好ましい。
スパンボンド不織布を構成する繊維の平均繊維径は10〜50μmの範囲が好ましく、より好ましくは12〜30μmである。繊度は、ナイロン6の場合は1.0〜3.0detxの範囲が好ましく、より好ましくは、1.5〜2.0dtexである。
スパンボンド不織布の目付は10〜50g/m2 の範囲が好ましい。またスパンボンド不織布を2枚重ねた場合の通気度は150〜400cc/cm2 /secの範囲が好ましく、より好ましくは200〜300cc/cm2 /secの範囲である。さらに不織布の部分熱圧着率は5〜30%が好ましく、より好ましくは5〜25%である。
【0014】
スパンボンド不織布は通常の方法により製造することができる。例えば、合成樹脂(ポリマー)を、エクストルーダーで加熱、溶融し、細い孔を有する口金(紡糸口金)から押し出し、延伸して連続した長繊維(フィラメント)を得、次いでフィラメントを均一に分散させたウェブをエンボスロールの熱圧着により、ボンディング(接合)する方法などが挙げられる。
【0015】
上記したスパンレース不織布を含む不織布層とスパンボンド不織布とを積層させる際には、スパンレース不織布を含む不織布層が中間層となるように、該不織布層の上下にスパンボンド不織布を積層させるのが好ましい。このようなサンドイッチ構造とすることにより、表面層のスパンボンド不織布がプレフィルタの役割を果たし、寿命延長に寄与し、さらにスパンレース不織布等の強度補強効果が得られる。スパンレース不織布を含む不織布層とスパンボンド不織布の重量割合は、スパンレース不織布を含む不織布層の含有率が大きい方が好ましく、該不織布が不織布全体の60〜90wt%の範囲であるのがより好ましく、さらに好ましくは70〜80wt%である。
【0016】
また、本発明に用いられる合成樹脂からなる補強材はフィルタ材の外層部に用いられ、フィルタ材としての摩擦強度、加圧時の強度等の耐久性を向上させる役割を有し、フィルタの保護、形状安定性および取扱性を向上させる。該補強材としては、モノフィラメントのメッシュ状織物、押出し成形メッシュ状物などが好適に用いられる。メッシュの開口間隔は0.2〜5mmが好ましく、より好ましくは0.5〜3mmの範囲である。素材としては、ナイロン系、ポリオレフィン系、ポリエステル系、ポリスチレン系などの合成樹脂が用いられる。
【0017】
本発明の燃料用フィルタ材は、上記した補強材と、スパンレース不織布を含む不織布層と、スパンボンド不織布を一体に接合して得られる。これらの接合は、例えば、超音波振動と同時に加圧力を加え、樹脂の一部に摩擦熱を発生させて接合したい部分を溶融させ、接合を行う超音波溶着法や、エンボスと平滑の一対の熱ロールを用いて接合する方法、ホットメルト系樹脂をメルトブロー方式で繊維形状に塗布して接合する方法、粒子状ホットメルト系樹脂を塗布して接合する方法等により行うことができるが、特に好ましくは超音波溶着法である。
【0018】
燃料用フィルタ材のフィルタ性能は、捕集効率とフィルタ寿命の両方の因子により設定されるが、本発明において、燃料用フィルタ材の10μm以上の微粒子捕集効率は80%以上であるのが好ましく、より好ましくは90%以上、特に好ましくは95%以上であり、かつ、フィルタ寿命が18分以上であるのが好ましく、より好ましくは20分以上、特に好ましくは30分以上である。これらの捕集効率はJIS B 8356−8法による基準ダスト(JIS8種)における捕集効率で表わし、またフィルタ寿命はJIS B 8356−8法による基準ダスト(JIS 8種)における差圧10kPaに達する時間(分)で表わした値である。本発明の燃料用フィルタ材には、特定範囲の極細繊維を用いたスパンレース不織布が用いられているため、捕集効率が格段に向上し、95%以上の効率を有する。また極細繊維層に繊度勾配を持たせることにより、フィルタ寿命が格段に向上し、フィルタ寿命が30分以上の高性能を有することができる。
【0019】
図1は、本発明の一実施例を示す燃料用フィルタ材の構造説明図である。図1(A) の燃料用フィルタ材6はスパンレース不織布層1の上下の表面に長繊維不織布層2、3をそれぞれ積層し、該長繊維不織布層2の表面にメッシュ状補強材4を積層したものであり、また図1(B) のフィルタ材6は繊維径の大きい層1Aと小さい層1Bの2層を積層した傾斜機能付きスパンレース不織布層1を用い、繊維径の大きい層1Aを長繊維不織布層2に積層させたものである。このようなフィルタ材6は例えば、図2の(A) または(B) に示す製造工程により製造することができる。
【0020】
図3は、本発明の一実施例を示す燃料用フィルタの断面説明図である。燃料用フィルタ5は、燃料用フィルタ材6を熱可塑性合成長繊維不織布が内側になるように重ね合わせ、その端部周囲に熱シール部7を形成して袋状とすることにより得られ、図4に示すように、通常、袋状の燃料用フィルタ5が燃料ポンプ10の駆動時に圧潰するのを防止するために間隔保持材11がその内部に配置され、さらに燃料用フィルタ5を燃料ポンプ10に連結するための出口取付部材12が設けられる。熱シール部7は、超音波により溶融接合する超音波ウエルダー機、超音波ミシン機等を用いた接合、またはホットメルト系樹脂などの接着剤による接合により設けることができる。熱シール部の形状は、格子状、千鳥状、ひし形状などのいずれでもよく、大きさおよび間隔は適宜選定できる。
【実施例】
【0021】
以下、本発明を実施例によりさらに詳細に説明する。なお、例中の特性は、下記の方法で測定した。
(1) 目付(g/m2 ):100mm×100mmの試料を原反幅方向に12点、長さ方向に4点採取し、重量を測定し、g/m2に換算し、その平均値を求める。
(2) 嵩密度(g/cm3 ):目付と、荷重10kPaの厚みから単位容積当たりの重量を求め、3カ所以上の平均値で表す。
(3) 平均繊維径(μm):不織布の表面を顕微鏡写真で拡大し、その繊維径を10点実測し、その平均値で示す。
(4) 通気性(通気度):JIS−L−1906フラジール形試験機で、3カ所測定し、その平均値を求める。
(5) 部分熱圧着率(%):不織布の表面を顕微鏡写真で拡大し、不織布全面積に対する接合部面積の割合を算出する。
(6) 10μm以上の粒子捕集効率(%):JIS B 8356−8法を準用し、昭和シェル石油社製 Low Aromatic White Sprit(以下、LAWSという)に、JIS8種のダストを2mg/Lの割合で混合し、超音波振動で1分間撹拌して均一に分散させた液を、流量12cc/min/cm2で試料に通過させ、通過前後の液を採取し、各液の粒度分布を粒度分布計で測定し、10μm以上の粒子捕集効率を求める。同様に、JIS7種ダストについても同じ方法で測定した。
(7) フィルタ寿命:JIS B 8356−8法を準用し、昭和シェル石油社製 Low Aromatic White Sprit(以下、LAWSという)に、JIS8種ダストを35.2mg/Lの割合で混合し、超音波振動で1分間撹拌して均一に分散させた液を、流量12cc/min/cm2で試料に通過させ、差圧10kPaに達するまでの時間(分)を測定し、フィルタ寿命時間とする。同様に、JIS7種ダストについても同じ方法で測定した。
【0022】
〔実施例1〜6および比較例1、2〕
ナイロン長繊維不織布を公知のスパンボンド方法により作製した。すなわち、ポリアミド樹脂(ナイロン−6樹脂)を用いて溶融紡糸装置により繊維ウエッブを形成し、得られた繊維ウエッブを、エンボスロールと平滑ロールの一対の熱ロールを用いて部分熱圧着率が20%になるように熱圧着させ、表1に示す目付、繊度、平均繊維径、厚みおよび通気度を有するナイロン長繊維不織布(スパンボンド不織布)を得た。得られたスパンボンド不織布(SB)は、表1に示すように実施例1〜6および比較例2では、上下層となるよう第1層部と第3層部または第4層部に用いた。また比較例1ではスパンボンド不織布のみを積層した。
また、スパンレース不織布を公知の方法により作製した。すなわち、実施例1〜4ではポリエステルテレフタレート(PET)の極細繊維を、実施例5および実施例6ではナイロン6(Ny6)の極細繊維を用い、これらの繊維をそれぞれ10mmの長さにカットし、下記特性を有するスパンレース不織布(SL)を得た。
実施例1では、繊度0.15dtexと0.3dtexを同重量用いて繊度勾配をつけ、目付158g/m2 とした。
実施例2では、繊度0.15dtexと0.3dtexを同重量用いて繊度勾配をつけ、目付201g/m2 とした。
実施例3では、繊度0.1dtexを用いて目付156g/m2 とした。
実施例4では、繊度0.15dtexを用いて目付158g/m2 とした。
実施例5および実施例6では、繊度0.5dtexを用いて目付170g/m2 とした。上記実施例で用いた繊維の平均繊維径の数値は表1に示した通りである。
なお、実施例6および比較例2では、メルトブロー法による極細繊維ウェブとして、繊度0.03detxを用いて目付70g/m2 としたメルトブロー不織布(MB)を中間層として組み合わせた。各不織布の厚みと通気性は、表1の通りである。
さらに、合成樹脂からなる補強材には、平均繊維径120μmのナイロン−6樹脂のモノフイラメントをメッシュ間隔1.2mmのメッシュ構造とした織物を用いた。
【0023】
得られたスパンボンド不織布(SB)、スパンレース不織布(SL)、メルトブロー不織布(MB)および補強材を表1に示す組み合わせとして自動車燃料用フィルタ材料を作製し、それぞれのフィルタ特性を調べ、その結果を表1に示した。
なお、得られた各長繊維不織布と上記補強材の接合には、これらを重ね合わせ、超音波ウエルダーを用い、部分的に溶融接合して自動車用燃料フィルタ材を得た。この部分接合は1個当たりの溶融面積を1.3mm2 とし、格子形状とした。また、積層不織布の場合には粗構造の不織布(外層)と補強材とを重ねあわせた。フィルタ捕集性能、寿命の測定においては、繊度勾配のある場合には、例えば、スパンレース不織布においては、その繊維繊度の大きな方を上流側として用いて測定した。
【0024】
【表1】
【0025】
表1の結果から、本発明のスパンレース不織布を用いた実施例1〜6における燃料用フィルタ材は、JIS8種の基準ダストにおいて捕集効率が85%以上で、かつフィルタ寿命が20分以上であり、フィルタ性能に優れたものであることがわかる。特に実施例1および2における繊度勾配を付けたフィルタ材では、捕集効率が95%以上で、かつフィルタ寿命が30分以上であり、比較例1、2に較べて捕集効率および寿命の点で、優れた性能を有していると言える。
【産業上の利用可能性】
【0026】
本発明の燃料用フィルタ材は、微細粒子の捕集性能に優れ、フィルタの面積を大きくすることなく、充分なフィルタ寿命を有し、耐久性に優れ、かつ均一なフィルタ性能を有するため、特に自動車燃料用フィルタとして有用である。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施例を示す燃料用フィルタ材の構造説明図。
【図2】本発明の燃料用フィルタ材の製造方法の説明図。
【図3】本発明の一実施例を示す燃料用フィルタの断面説明図である。
【図4】自動車燃料タンクの説明図。
【符号の説明】
【0028】
1、1A、1B…スパンレース不織布層、2、3…長繊維不織布層、4…メッシュ状補強材、5…燃料用フィルタ、6…燃料用フィルタ材、7…熱シール部、10…燃料ポンプ、11…間隔保持材、12…出口取付部材、13…燃料タンク、14…燃料。
【特許請求の範囲】
【請求項1】
合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であって、前記スパンレース不織布が、平均繊維径3〜8μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 であることを特徴とする燃料用フィルタ材。
【請求項2】
前記スパンレース不織布を構成する熱可塑性合成繊維がポリアミド系繊維および/またはポリエステル系繊維であることを特徴とする請求項1に記載の燃料用フィルタ材。
【請求項3】
前記スパンレース不織布を含む不織布層の上下に前記熱可塑性合成長繊維不織布が積層されていることを特徴とする請求項1または2に記載の燃料用フィルタ材。
【請求項4】
前記スパンレース不織布が、平均繊維径の大きな層と小さな層を有することを特徴とする請求項1〜3のいずれかに記載の燃料用フィルタ材。
【請求項5】
前記スパンレース不織布を含む不織布層が、スパンレース不織布とメルトブロー不織布からなることを特徴とする請求項1〜4のいずれかに記載の燃料用フィルタ材。
【請求項6】
前記合成樹脂からなる補強材が押出成型されたメッシュ状物であることを特徴とする請求項1〜5のいずれかに記載の燃料用フィルタ材。
【請求項7】
前記燃料用フィルタ材のJIS B 8356−8法に準拠して測定した10μm以上の粒子捕集効率が80%以上であり、かつフィルタ寿命が18分以上であることを特徴とする請求項1〜6のいずれかに記載の燃料用フィルタ材。
【請求項8】
請求項1〜7に記載の燃料用フィルタ材を、熱可塑性合成長繊維不織布が内側になるように重ね合せ、その端部周囲を熱シールして袋状に形成したことを特徴とする燃料用フィルタ。
【請求項1】
合成樹脂からなる補強材と、少なくとも1層のスパンレース不織布を含む不織布層と、熱可塑性合成長繊維不織布とが一体接合されたフィルタ材であって、前記スパンレース不織布が、平均繊維径3〜8μmの熱可塑性合成繊維からなり、かつ目付が100〜300g/m2 であることを特徴とする燃料用フィルタ材。
【請求項2】
前記スパンレース不織布を構成する熱可塑性合成繊維がポリアミド系繊維および/またはポリエステル系繊維であることを特徴とする請求項1に記載の燃料用フィルタ材。
【請求項3】
前記スパンレース不織布を含む不織布層の上下に前記熱可塑性合成長繊維不織布が積層されていることを特徴とする請求項1または2に記載の燃料用フィルタ材。
【請求項4】
前記スパンレース不織布が、平均繊維径の大きな層と小さな層を有することを特徴とする請求項1〜3のいずれかに記載の燃料用フィルタ材。
【請求項5】
前記スパンレース不織布を含む不織布層が、スパンレース不織布とメルトブロー不織布からなることを特徴とする請求項1〜4のいずれかに記載の燃料用フィルタ材。
【請求項6】
前記合成樹脂からなる補強材が押出成型されたメッシュ状物であることを特徴とする請求項1〜5のいずれかに記載の燃料用フィルタ材。
【請求項7】
前記燃料用フィルタ材のJIS B 8356−8法に準拠して測定した10μm以上の粒子捕集効率が80%以上であり、かつフィルタ寿命が18分以上であることを特徴とする請求項1〜6のいずれかに記載の燃料用フィルタ材。
【請求項8】
請求項1〜7に記載の燃料用フィルタ材を、熱可塑性合成長繊維不織布が内側になるように重ね合せ、その端部周囲を熱シールして袋状に形成したことを特徴とする燃料用フィルタ。
【図2】

【図3】
【図4】
【図1】
【図3】
【図4】
【図1】
【公開番号】特開2006−187710(P2006−187710A)
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願番号】特願2005−648(P2005−648)
【出願日】平成17年1月5日(2005.1.5)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願日】平成17年1月5日(2005.1.5)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]