
燃料電池の製造装置およびその方法

【課題】燃料電池の製造効率の改善を可能とする。
【解決手段】複数のセルを積層したセル積層体からなる燃料電池の製造装置は、複数のセルを積層するためのセル積層載置部と、セルの積層方向に垂直であり、かつ、水平方向に平行な回転軸を中心に、セル積層載置部を回転させるための回転機構と、を備えることを特徴とする。
【解決手段】複数のセルを積層したセル積層体からなる燃料電池の製造装置は、複数のセルを積層するためのセル積層載置部と、セルの積層方向に垂直であり、かつ、水平方向に平行な回転軸を中心に、セル積層載置部を回転させるための回転機構と、を備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池の製造装置およびこれを用いた製造方法に関する。
【背景技術】
【0002】
燃料電池は、複数のセルを積層したスタック構造のセル積層体とされるのが一般的である。このようなセル積層体の製造には、例えば、鉛直方向にセルを積層するセル積層装置が用いられていた(例えば、特許文献1参照)。
【0003】
【特許文献1】特開2005−142051号公報
【特許文献2】特開2007−227059号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記セル積層装置は、鉛直方向にセルを積層する装置であり、鉛直方向に沿ったセル積層体の側面(以下、「部品取り付け面」とも呼ぶ)に燃料電池の構成部品を取り付けることはできない。このため、従来は、燃料電池の構成部品を部品取り付け面に取り付けるために、製造したセル積層体をセル積層装置から取りだして、部品取り付け用の製造装置に載置し、部品取り付け面が上部を向くように回転させた上で、部品取り付け面に構成部品を取り付けていた。従って、製造効率の点で改善の余地があった。
【0005】
そこで、本発明は、燃料電池の製造効率の改善を可能とする技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0007】
[適用例1]
複数のセルを積層したセル積層体からなる燃料電池の製造装置であって、
前記複数のセルを積層するためのセル積層載置部と、
前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、
を備える製造装置。
この製造装置によれば、セル積層載置部を容易に回転させることができるので、燃料電池の製造効率の改善を図ることが可能である。
【0008】
[適用例2]
適用例1記載の製造装置であって、
前記回転軸は、さらに、水平方向に平行であることを特徴とする製造装置。
このようにすれば、容易に回転機構を実現することができる。
【0009】
[適用例3]
適用例1記載の製造装置であって、
前記セル積層載置部および前記回転機構を支持する台座を備え、
前記台座は、略コの字状の開口部を有している
ことを特徴とする製造装置。
このようにすれば、この略コの字状の開口部に、例えば、台車を容易に配置することができる。
【0010】
[適用例4]
適用例1記載の製造装置であって、
前記燃料電池の構成部品が取り付けられる前記セル積層体の側面は、前記積層方向および前記回転軸に沿った方向に平行であり、
前記回転機構は、前記複数のセルを積層する時の第1の状態と前記構成部品を取り付けるときの第2の状態で停止可能である
ことを特徴とする製造装置。
こうすれば、セルの積層および構成部品の取り付けを容易に行なうことが可能である。
【0011】
[適用例5]
複数のセルを積層したセル積層体からなる燃料電池を、前記複数のセルを積層するためのセル積層載置部と、前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、を備える製造装置を用いて製造する製造方法であって、
(a)前記セル積層載置部を回転させて前記積層方向が鉛直方向および水平方向に対して傾斜した第1の状態とし、前記複数のセルを積層した前記セル積層体を作製する工程と、
(b)前記セル積層載置部を回転させて前記積層方向が前記第1の状態よりもさらに鉛直方向に対して傾斜した第2の状態とし、前記セル積層体の上部側の側面に前記燃料電池の構成部品が取り付けられた前記セル積層体を作製する工程と、
(c)前記セル積層載置部を回転させて前記上部側の側面が下部側の側面となった状態とし、前記セル積層載置部から前記セル積層体を鉛直下方向に向けて取り出す工程と、
を備える製造方法。
この製造方法によれば、燃料電池の製造効率の改善を図ることが可能である。
【発明を実施するための最良の形態】
【0012】
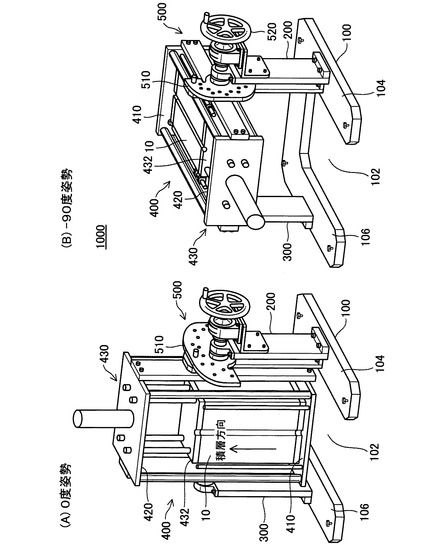
図1は、本発明の一実施例としての燃料電池の製造装置1000を示す概略斜視図である。この製造装置1000は、台座100と、2つの支持台200,300と、セル積層載置部400と、回転機構500と、を備えている。
【0013】
台座100にはコの字状の開口部102が設けられており、この開口部102は後述する台車が配置されるスペースである。開口部102を挟んだ2つの台座部分104,106には、鉛直方向に沿って支持台200,300が設けられている。2つの支持台200,の間には、セル積層載置部400が設けられている。
【0014】
セル積層載置部400には、基底部410を基準に積層方向(図中矢印方向)に沿って複数のセルが積層される。上底部420側には、基底部410に対向する押圧板432によって、積層した複数のセルを基底部410の方向(積層方向とは反対の方向)に向って押圧する押圧機構430が設けられている。なお、図4の例では、セル積層載置部400に複数のセルを積層したセル積層体10が載置されている状態を示している。
【0015】
また、セル積層載置部400は、支持台200と支持台300との間を結ぶ水平線に沿った線上の、支持台200とセル積層載置部400とを結ぶ軸および支持台300とセル積層載置部400とを結ぶ軸を回転軸(不図示)とする回転機構500に接続されている。回転機構500は回転ハンドル520を有しており、この回転ハンドル520を手動で回すことにより、回転軸を中心としてセル積層載置部400を回転させることができる。また、回転機構500は角度設定機構510を有しており、セル積層載置部400の角度を、あらかじめ設定された複数の角度のうちのいずれかに設定することができる。
【0016】
なお、図1(A)は、セル積層載置部400に載置されているセル積層体10の積層方向が鉛直上方向を向くように、セル積層載置部400の角度が設定されている場合(「0度姿勢」と呼ぶ)を示している。また、図1(B)は、セル積層載置部400に載置されているセル積層体10の積層方向が水平左方向を向くように、セル積層載置部400の角度が設定されている場合(「−90度姿勢」と呼ぶ)を示している。
【0017】
また、図1に示した製造装置1000には、上記した構成以外にも、例えば、複数のセルの積層の基準となる基準ガイド等種々の構成要素が含まれているが、本発明の説明上特に必要のないものについては、図示や説明を省略している。
【0018】
図2〜図4は、製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。なお、図2〜図4は、説明の便宜上製造装置1000を簡略化して示している。
【0019】
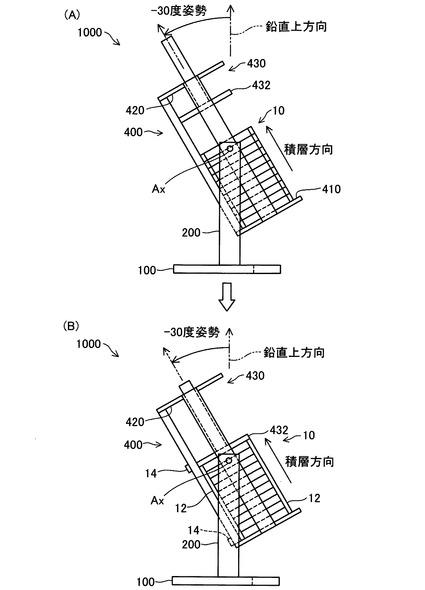
まず、第1に、図2(A)に示すように、セル積層載置部400を、回転軸Axを中心として、鉛直上方向に対して反時計回りに30度(−30度)回転させた状態(「−30度姿勢」と呼ぶ)とする。そして、セル積層載置部400の基底部410上にエンドプレートをセットするとともに、複数のセルを積層方向に沿って順に積層し、最上部にエンドプレートをセットして、セル積層体10を構成する。
【0020】
第2に、図2(B)に示すように、押圧機構430によりセル積層体10を基底部410の方向へ押圧することにより、セル積層体10の各セル間およびセルとエンドプレートとの間の接触性を高めたうえで、締結部材12を用いて上下のエンドプレート間を締結することにより、エンドプレート間に各セルを固定したセル積層体10を作製する。また、ボルト14によりセル積層体10をセル積層載置部400に固定する。
【0021】
第3に、図3(A)に示すように、セル積層載置部400を、図2(B)の状態から反時計回りに60度回転させて、鉛直上方向に対して反時計回りに90度(−90度)回転させた状態(「-90度姿勢」と呼ぶ)、すなわち、積層方向が水平左方向を向く状態とする。そして、セル積層体10の上部に位置する側面に、電圧モニタケーブルやコンピュータ等の構成部品20を取り付ける。
【0022】
第4に、図3(B)に示すように、セル積層載置部400を、図3(A)の状態から時計回りに180度回転させて、鉛直上方向に対して時計回りに90度回転させた状態(「+90度姿勢」と呼ぶ)。すなわち、積層方向が水平右方向を向き、構成部品20が下側を向く状態とする。
【0023】
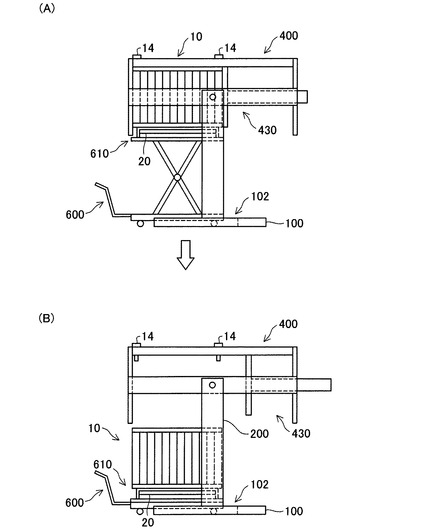
次に、第5に、図4(A)に示すように、台座100の開口部102に昇降式台車600を配置し、昇降式台車600の載置台610を上昇させてセル積層載置部400に固定されているセル積層体10の下部側面に接触させる。そして、セル積層体10をセル積層載置部400に固定していたボルト14を外すとともに、押圧機構430による押圧を解除することにより、セル積層体10をセル積層載置部400から取り外す。これにより、セル積層体10が昇降式台車600の載置台610に載置される。なお、載置台610の構成部品20に対応する部分には開口が設けられており、積層体10は構成部品20が載置台610に接触しないように載置される。これにより、セル積層体10を600昇降式台車600で移動させる際に構成部品20が損傷することを抑制することができる。
【0024】
そして、第6に、図4(B)に示すように、取り外したセル積層体10が載置された載置台610を下降させた後、載置台610を台座100の開口部102から引き出して、作製したセル積層体10を運搬する。
【0025】
以上のように、本実施例の製造装置1000を用いることにより、燃料電池の構成部品を組み付けたセル積層体10を容易に作製することができるので、従来に比べて燃料電池の製造効率の改善を図ることが可能である。
【0026】
なお、上記各実施例における構成要素の中の、独立クレームでクレームされた要素以外の要素は、付加的な要素であり、適宜省略可能である。また、この発明は上記の実施例や実施形態に限られるものではなく、その要旨を逸脱しない範囲において種々の態様において実施することが可能であり、例えば次のような変形も可能である。
【0027】
上記実施例の回転機構500は、あらかじめ設定されている複数の角度のうちいずれかに設定することができる角度設定機構510を有していることとして説明しているが、これに限定されるものではなく、任意の角度に設定可能な角度設定機構を有していてもよい。また、回転機構500は、回転ハンドル520を手動で回すことにより、セル積層載置部400を回転させる機構であるとして説明しているが、これに限定されるものではなく、回転角度を制御可能なモータにより自動的に回転させることが可能な回転機構としてもよい。すなわち、セルの積層方向に垂直であり、かつ、水平方向に平行な回転軸を中心に、セル積層載置部を回転させるための回転機構であれば、どのような回転機構であってもよい。
【0028】
また、上記実施例の回転機構500は、セルの積層方向に垂直であり、かつ、水平方向に平行な回転軸を中心とする回転機構であるが、水平方向に平行である必要はなく、少なくとも、セルの積層方向に垂直な回転軸を中心に、セル積層載置部400を回転させるための回転機構であればよい。
【図面の簡単な説明】
【0029】
【図1】本発明の一実施例としての燃料電池の製造装置1000を示す概略斜視図である。
【図2】製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。
【図3】製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。
【図4】製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。
【符号の説明】
【0030】
10…セル積層体
12…締結部材
14…ボルト
20…構成部品
100…台座
102…開口部
104,106…台座部分
200,300…支持台
400…セル積層載置部
410…基底部
420…上底部
430…押圧機構
432…押圧板
500…回転機構
510…角度設定機構
600…昇降式台車
610…載置台
1000…製造装置
Ax…回転軸
【技術分野】
【0001】
本発明は、燃料電池の製造装置およびこれを用いた製造方法に関する。
【背景技術】
【0002】
燃料電池は、複数のセルを積層したスタック構造のセル積層体とされるのが一般的である。このようなセル積層体の製造には、例えば、鉛直方向にセルを積層するセル積層装置が用いられていた(例えば、特許文献1参照)。
【0003】
【特許文献1】特開2005−142051号公報
【特許文献2】特開2007−227059号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記セル積層装置は、鉛直方向にセルを積層する装置であり、鉛直方向に沿ったセル積層体の側面(以下、「部品取り付け面」とも呼ぶ)に燃料電池の構成部品を取り付けることはできない。このため、従来は、燃料電池の構成部品を部品取り付け面に取り付けるために、製造したセル積層体をセル積層装置から取りだして、部品取り付け用の製造装置に載置し、部品取り付け面が上部を向くように回転させた上で、部品取り付け面に構成部品を取り付けていた。従って、製造効率の点で改善の余地があった。
【0005】
そこで、本発明は、燃料電池の製造効率の改善を可能とする技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0007】
[適用例1]
複数のセルを積層したセル積層体からなる燃料電池の製造装置であって、
前記複数のセルを積層するためのセル積層載置部と、
前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、
を備える製造装置。
この製造装置によれば、セル積層載置部を容易に回転させることができるので、燃料電池の製造効率の改善を図ることが可能である。
【0008】
[適用例2]
適用例1記載の製造装置であって、
前記回転軸は、さらに、水平方向に平行であることを特徴とする製造装置。
このようにすれば、容易に回転機構を実現することができる。
【0009】
[適用例3]
適用例1記載の製造装置であって、
前記セル積層載置部および前記回転機構を支持する台座を備え、
前記台座は、略コの字状の開口部を有している
ことを特徴とする製造装置。
このようにすれば、この略コの字状の開口部に、例えば、台車を容易に配置することができる。
【0010】
[適用例4]
適用例1記載の製造装置であって、
前記燃料電池の構成部品が取り付けられる前記セル積層体の側面は、前記積層方向および前記回転軸に沿った方向に平行であり、
前記回転機構は、前記複数のセルを積層する時の第1の状態と前記構成部品を取り付けるときの第2の状態で停止可能である
ことを特徴とする製造装置。
こうすれば、セルの積層および構成部品の取り付けを容易に行なうことが可能である。
【0011】
[適用例5]
複数のセルを積層したセル積層体からなる燃料電池を、前記複数のセルを積層するためのセル積層載置部と、前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、を備える製造装置を用いて製造する製造方法であって、
(a)前記セル積層載置部を回転させて前記積層方向が鉛直方向および水平方向に対して傾斜した第1の状態とし、前記複数のセルを積層した前記セル積層体を作製する工程と、
(b)前記セル積層載置部を回転させて前記積層方向が前記第1の状態よりもさらに鉛直方向に対して傾斜した第2の状態とし、前記セル積層体の上部側の側面に前記燃料電池の構成部品が取り付けられた前記セル積層体を作製する工程と、
(c)前記セル積層載置部を回転させて前記上部側の側面が下部側の側面となった状態とし、前記セル積層載置部から前記セル積層体を鉛直下方向に向けて取り出す工程と、
を備える製造方法。
この製造方法によれば、燃料電池の製造効率の改善を図ることが可能である。
【発明を実施するための最良の形態】
【0012】
図1は、本発明の一実施例としての燃料電池の製造装置1000を示す概略斜視図である。この製造装置1000は、台座100と、2つの支持台200,300と、セル積層載置部400と、回転機構500と、を備えている。
【0013】
台座100にはコの字状の開口部102が設けられており、この開口部102は後述する台車が配置されるスペースである。開口部102を挟んだ2つの台座部分104,106には、鉛直方向に沿って支持台200,300が設けられている。2つの支持台200,の間には、セル積層載置部400が設けられている。
【0014】
セル積層載置部400には、基底部410を基準に積層方向(図中矢印方向)に沿って複数のセルが積層される。上底部420側には、基底部410に対向する押圧板432によって、積層した複数のセルを基底部410の方向(積層方向とは反対の方向)に向って押圧する押圧機構430が設けられている。なお、図4の例では、セル積層載置部400に複数のセルを積層したセル積層体10が載置されている状態を示している。
【0015】
また、セル積層載置部400は、支持台200と支持台300との間を結ぶ水平線に沿った線上の、支持台200とセル積層載置部400とを結ぶ軸および支持台300とセル積層載置部400とを結ぶ軸を回転軸(不図示)とする回転機構500に接続されている。回転機構500は回転ハンドル520を有しており、この回転ハンドル520を手動で回すことにより、回転軸を中心としてセル積層載置部400を回転させることができる。また、回転機構500は角度設定機構510を有しており、セル積層載置部400の角度を、あらかじめ設定された複数の角度のうちのいずれかに設定することができる。
【0016】
なお、図1(A)は、セル積層載置部400に載置されているセル積層体10の積層方向が鉛直上方向を向くように、セル積層載置部400の角度が設定されている場合(「0度姿勢」と呼ぶ)を示している。また、図1(B)は、セル積層載置部400に載置されているセル積層体10の積層方向が水平左方向を向くように、セル積層載置部400の角度が設定されている場合(「−90度姿勢」と呼ぶ)を示している。
【0017】
また、図1に示した製造装置1000には、上記した構成以外にも、例えば、複数のセルの積層の基準となる基準ガイド等種々の構成要素が含まれているが、本発明の説明上特に必要のないものについては、図示や説明を省略している。
【0018】
図2〜図4は、製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。なお、図2〜図4は、説明の便宜上製造装置1000を簡略化して示している。
【0019】
まず、第1に、図2(A)に示すように、セル積層載置部400を、回転軸Axを中心として、鉛直上方向に対して反時計回りに30度(−30度)回転させた状態(「−30度姿勢」と呼ぶ)とする。そして、セル積層載置部400の基底部410上にエンドプレートをセットするとともに、複数のセルを積層方向に沿って順に積層し、最上部にエンドプレートをセットして、セル積層体10を構成する。
【0020】
第2に、図2(B)に示すように、押圧機構430によりセル積層体10を基底部410の方向へ押圧することにより、セル積層体10の各セル間およびセルとエンドプレートとの間の接触性を高めたうえで、締結部材12を用いて上下のエンドプレート間を締結することにより、エンドプレート間に各セルを固定したセル積層体10を作製する。また、ボルト14によりセル積層体10をセル積層載置部400に固定する。
【0021】
第3に、図3(A)に示すように、セル積層載置部400を、図2(B)の状態から反時計回りに60度回転させて、鉛直上方向に対して反時計回りに90度(−90度)回転させた状態(「-90度姿勢」と呼ぶ)、すなわち、積層方向が水平左方向を向く状態とする。そして、セル積層体10の上部に位置する側面に、電圧モニタケーブルやコンピュータ等の構成部品20を取り付ける。
【0022】
第4に、図3(B)に示すように、セル積層載置部400を、図3(A)の状態から時計回りに180度回転させて、鉛直上方向に対して時計回りに90度回転させた状態(「+90度姿勢」と呼ぶ)。すなわち、積層方向が水平右方向を向き、構成部品20が下側を向く状態とする。
【0023】
次に、第5に、図4(A)に示すように、台座100の開口部102に昇降式台車600を配置し、昇降式台車600の載置台610を上昇させてセル積層載置部400に固定されているセル積層体10の下部側面に接触させる。そして、セル積層体10をセル積層載置部400に固定していたボルト14を外すとともに、押圧機構430による押圧を解除することにより、セル積層体10をセル積層載置部400から取り外す。これにより、セル積層体10が昇降式台車600の載置台610に載置される。なお、載置台610の構成部品20に対応する部分には開口が設けられており、積層体10は構成部品20が載置台610に接触しないように載置される。これにより、セル積層体10を600昇降式台車600で移動させる際に構成部品20が損傷することを抑制することができる。
【0024】
そして、第6に、図4(B)に示すように、取り外したセル積層体10が載置された載置台610を下降させた後、載置台610を台座100の開口部102から引き出して、作製したセル積層体10を運搬する。
【0025】
以上のように、本実施例の製造装置1000を用いることにより、燃料電池の構成部品を組み付けたセル積層体10を容易に作製することができるので、従来に比べて燃料電池の製造効率の改善を図ることが可能である。
【0026】
なお、上記各実施例における構成要素の中の、独立クレームでクレームされた要素以外の要素は、付加的な要素であり、適宜省略可能である。また、この発明は上記の実施例や実施形態に限られるものではなく、その要旨を逸脱しない範囲において種々の態様において実施することが可能であり、例えば次のような変形も可能である。
【0027】
上記実施例の回転機構500は、あらかじめ設定されている複数の角度のうちいずれかに設定することができる角度設定機構510を有していることとして説明しているが、これに限定されるものではなく、任意の角度に設定可能な角度設定機構を有していてもよい。また、回転機構500は、回転ハンドル520を手動で回すことにより、セル積層載置部400を回転させる機構であるとして説明しているが、これに限定されるものではなく、回転角度を制御可能なモータにより自動的に回転させることが可能な回転機構としてもよい。すなわち、セルの積層方向に垂直であり、かつ、水平方向に平行な回転軸を中心に、セル積層載置部を回転させるための回転機構であれば、どのような回転機構であってもよい。
【0028】
また、上記実施例の回転機構500は、セルの積層方向に垂直であり、かつ、水平方向に平行な回転軸を中心とする回転機構であるが、水平方向に平行である必要はなく、少なくとも、セルの積層方向に垂直な回転軸を中心に、セル積層載置部400を回転させるための回転機構であればよい。
【図面の簡単な説明】
【0029】
【図1】本発明の一実施例としての燃料電池の製造装置1000を示す概略斜視図である。
【図2】製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。
【図3】製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。
【図4】製造装置1000を用いて実行する燃料電池を構成するセル積層体の作製手順を示す説明図である。
【符号の説明】
【0030】
10…セル積層体
12…締結部材
14…ボルト
20…構成部品
100…台座
102…開口部
104,106…台座部分
200,300…支持台
400…セル積層載置部
410…基底部
420…上底部
430…押圧機構
432…押圧板
500…回転機構
510…角度設定機構
600…昇降式台車
610…載置台
1000…製造装置
Ax…回転軸
【特許請求の範囲】
【請求項1】
複数のセルを積層したセル積層体からなる燃料電池の製造装置であって、
前記複数のセルを積層するためのセル積層載置部と、
前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、
を備える製造装置。
【請求項2】
請求項1記載の製造装置であって、
前記回転軸は、さらに、水平方向に平行であることを特徴とする製造装置。
【請求項3】
請求項1記載の製造装置であって、
前記セル積層載置部および前記回転機構を支持する台座を備え、
前記台座は、略コの字状の開口部を有している
ことを特徴とする製造装置。
【請求項4】
請求項1記載の製造装置であって、
前記燃料電池の構成部品が取り付けられる前記セル積層体の側面は、前記積層方向および前記回転軸に沿った方向に平行であり、
前記回転機構は、前記複数のセルを積層する時の第1の状態と前記構成部品を取り付ける時の第2の状態で停止可能である
ことを特徴とする製造装置。
【請求項5】
複数のセルを積層したセル積層体からなる燃料電池を、前記複数のセルを積層するためのセル積層載置部と、前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、を備える製造装置を用いて製造する製造方法であって、
(a)前記セル積層載置部を回転させて前記積層方向が鉛直方向および水平方向に対して傾斜した第1の状態とし、前記複数のセルを積層した前記セル積層体を作製する工程と、
(b)前記セル積層載置部を回転させて前記積層方向が前記第1の状態よりもさらに鉛直方向に対して傾斜した第2の状態とし、前記セル積層体の上部側の側面に前記燃料電池の構成部品が取り付けられた前記セル積層体を作製する工程と、
(c)前記セル積層載置部を回転させて前記上部側の側面が下部側の側面となった状態とし、前記セル積層載置部から前記セル積層体を鉛直下方向に向けて取り出す工程と、
を備える製造方法。
【請求項1】
複数のセルを積層したセル積層体からなる燃料電池の製造装置であって、
前記複数のセルを積層するためのセル積層載置部と、
前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、
を備える製造装置。
【請求項2】
請求項1記載の製造装置であって、
前記回転軸は、さらに、水平方向に平行であることを特徴とする製造装置。
【請求項3】
請求項1記載の製造装置であって、
前記セル積層載置部および前記回転機構を支持する台座を備え、
前記台座は、略コの字状の開口部を有している
ことを特徴とする製造装置。
【請求項4】
請求項1記載の製造装置であって、
前記燃料電池の構成部品が取り付けられる前記セル積層体の側面は、前記積層方向および前記回転軸に沿った方向に平行であり、
前記回転機構は、前記複数のセルを積層する時の第1の状態と前記構成部品を取り付ける時の第2の状態で停止可能である
ことを特徴とする製造装置。
【請求項5】
複数のセルを積層したセル積層体からなる燃料電池を、前記複数のセルを積層するためのセル積層載置部と、前記セルの積層方向に垂直な回転軸を中心に、前記セル積層載置部を回転させるための回転機構と、を備える製造装置を用いて製造する製造方法であって、
(a)前記セル積層載置部を回転させて前記積層方向が鉛直方向および水平方向に対して傾斜した第1の状態とし、前記複数のセルを積層した前記セル積層体を作製する工程と、
(b)前記セル積層載置部を回転させて前記積層方向が前記第1の状態よりもさらに鉛直方向に対して傾斜した第2の状態とし、前記セル積層体の上部側の側面に前記燃料電池の構成部品が取り付けられた前記セル積層体を作製する工程と、
(c)前記セル積層載置部を回転させて前記上部側の側面が下部側の側面となった状態とし、前記セル積層載置部から前記セル積層体を鉛直下方向に向けて取り出す工程と、
を備える製造方法。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−266760(P2009−266760A)
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願番号】特願2008−118063(P2008−118063)
【出願日】平成20年4月30日(2008.4.30)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願日】平成20年4月30日(2008.4.30)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]