
燃料電池スタックの製造方法、および、燃料電池セルのエージング方法
【課題】燃料電池スタックを製造する際に、エージング処理における荷重によって膜電極接合体やガス拡散層が破損することを抑制する。
【解決手段】複数の燃料電池セル10を積層する積層工程(ステップS100)と、複数の燃料電池セル10を積層したセル積層体20に対して、燃料電池セル10の積層方向に、振動荷重を加えることによって、初期クリープを進行させるエージング処理を施すエージング処理工程(ステップS110)と、エージング処理が施されたセル積層体20を締結する締結工程(ステップS120)と、を備える。
【解決手段】複数の燃料電池セル10を積層する積層工程(ステップS100)と、複数の燃料電池セル10を積層したセル積層体20に対して、燃料電池セル10の積層方向に、振動荷重を加えることによって、初期クリープを進行させるエージング処理を施すエージング処理工程(ステップS110)と、エージング処理が施されたセル積層体20を締結する締結工程(ステップS120)と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池スタックの製造方法、および、燃料電池セルのエージング方法に関するものである。
【背景技術】
【0002】
燃料ガスと酸化剤ガスとの電気化学反応によって発電する燃料電池がエネルギ源として注目されている。この燃料電池は、一般に、複数の燃料電池セルを積層させて構成される燃料電池スタックの形態で利用される。
【0003】
そして、この燃料電池スタックを製造する際には、各燃料電池セルからの燃料ガスや、酸化剤ガスや、冷却媒体の漏洩を防止するため、および、燃料電池スタックを構成する部材同士の接触抵抗を低減するために、複数の燃料電池セルは、これらの積層方向に締結荷重が加えられた状態で締結される。このため、燃料電池セルを構成する部材には、上記締結荷重によって、経時的にクリープが生じる。そして、このクリープ量の変化率は、一般に、燃料電池スタックの製造後の初期の段階で大きい。
【0004】
そこで、従来、燃料電池セルに対して荷重(静荷重)を加えて初期クリープを進行させるエージング処理を施した後に、複数の燃料電池セルを締結する技術が提案されている(下記特許文献参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−212032号公報
【特許文献2】特開2006−294492号公報
【特許文献3】特開2010−61918号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、燃料電池スタックの製造時間短縮の観点から、上記エージング処理は、短時間で完了することが求められる。そして、上記エージング処理を短時間で完了するための方法としては、燃料電池セルに対して、高い荷重を加えることが考えられる。
【0007】
しかし、燃料電池セルに高い荷重を加えると、燃料電池セルが備える膜電極接合体やガス拡散層が破損する場合がある。そして、この破損は、燃料電池スタックの発電性能の低下や、短寿命化を招く。
【0008】
本発明は、上述の課題を解決するためになされたものであり、燃料電池スタックを製造する際に、エージング処理における荷重によって膜電極接合体やガス拡散層が破損することを抑制することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0010】
[適用例1]
燃料電池スタックの製造方法であって、
複数の燃料電池セルを積層する積層工程と、
前記積層された複数の燃料電池セルを締結する締結工程と、
を備え、さらに、
前記複数の燃料電池セルに対して、前記燃料電池セルの積層方向に振動荷重を加えることによって、初期クリープを進行させるエージング処理を施すエージング処理工程を備える、
燃料電池スタックの製造方法。
【0011】
[適用例2]
適用例1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルを積層した積層体に対して、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【0012】
[適用例3]
適用例1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルのそれぞれに対して個別に、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【0013】
適用例1ないし3の燃料電池スタックの製造方法では、エージング処理工程において、燃料電池セルに対して、振動による加速度が作用するので、静荷重を加える場合よりも低い荷重、かつ、短時間で、燃料電池セルの初期クリープを進行させることができる。そして、比較的低い荷重でエージング処理工程を行うので、荷重によって燃料電池セルが備える膜電極接合体やガス拡散層が破損することを抑制することができる。
【0014】
[適用例4]
適用例1ないし3のいずれかに記載の燃料電池スタックの製造方法であって、
前記振動荷重の周波数は、3(Hz)以上である、
燃料電池スタックの製造方法。
【0015】
上記振動荷重の周波数を3(Hz)以上とすることによって、先に説明した破損を抑制する効果が顕著になることが分かった。
【0016】
本発明は、上述の燃料電池スタックの製造法としての構成の他、燃料電池セルのエージング方法の発明として構成することもできる。
【図面の簡単な説明】
【0017】
【図1】本発明の第1実施例としての燃料電池スタックの製造工程を示す説明図である。
【図2】本実施例の燃料電池スタックの製造工程による効果を示す説明図である。
【図3】本発明の第2実施例としての燃料電池スタックの製造工程を示す説明図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について、実施例に基づき説明する。
A.第1実施例:
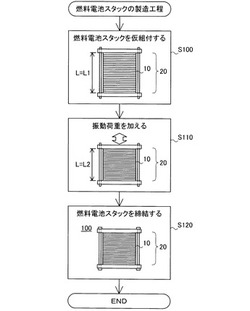
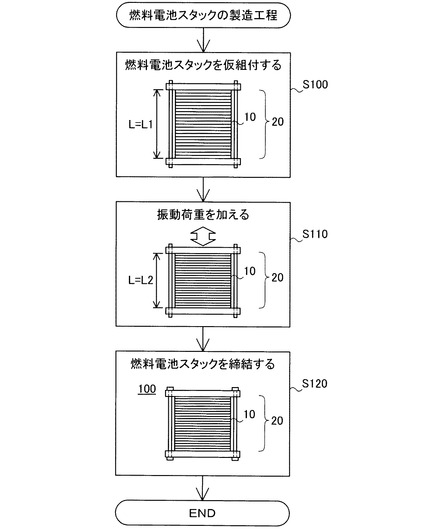
図1は、本発明の第1実施例としての燃料電池スタックの製造工程を示す説明図である。まず、積層工程として、複数の燃料電池セル10、および、他の部材を積層して、燃料電池スタックの仮組付を行う(ステップS100)。なお、図示は省略するが、燃料電池セル10は、概ね、膜電極ガス拡散層接合体をセパレータで挟持することによって構成されている。そして、本実施例では、燃料電池スタックの仮組付の際、複数の燃料電池セル10を、鉛直方向に積層するものとした。このとき、複数の燃料電池セル10を積層したセル積層体20の積層方向についての寸法Lは、L=L1であるものとする。
【0019】
次に、エージング処理工程として、セル積層体20に対して、燃料電池セル10の積層方向に、振動荷重を加える(ステップS110)。ここで、「振動荷重を加える」とは、振動を加えつつ、荷重を加えること意味している。振動は、周期的振動であってもよいし、非周期的振動であってもよい。本実施例では、振動荷重の振動は、周期的振動であり、振動荷重の周波数は、10(Hz)であるものとした。振動荷重の振幅は、任意に設定可能であり、また、一定であってもよいし、ランダムであってもよい。このエージング処理工程によって、セル積層体20における各燃料電池セル10では、初期クリープが進行する。そして、本実施例では、セル積層体20の積層方向についての寸法Lが、L=L2(<L1)にクリープするまで、エージング処理工程を継続するものとした。
【0020】
次に、セル積層体20の積層方向についての寸法LをL=L2に維持したまま、締結工程として、締結部材によって、燃料電池スタックを締結する(ステップS120)。以上の製造工程によって、燃料電池スタック100は完成する。
【0021】
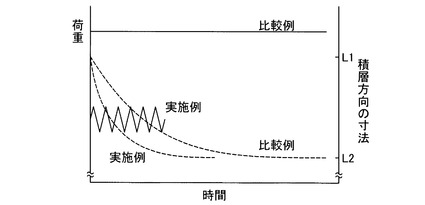
図2は、本実施例の燃料電池スタックの製造工程による効果を示す説明図である。図2に、本実施例の燃料電池スタックの製造工程、および、比較例の燃料電池スタックの製造工程について、エージング処理工程において、セル積層体20に加える荷重の経時変化を実線で示した。また、本実施例の燃料電池スタックの製造工程、および、比較例の燃料電池スタックの製造工程について、エージング処理工程におけるセル積層体20の積層方向についての寸法の経時変化を破線で示した。なお、比較例の燃料電池スタックの製造工程は、エージング処理工程において、セル積層体20に対して静荷重を加える点で、本実施例の燃料電池スタックの製造工程と異なっている。そして、エージング処理工程以外の工程は、本実施例の燃料電池スタックの製造工程と同じである。
【0022】
図示するように、比較例の燃料電池スタックの製造工程では、エージング処理工程において、セル積層体20の積層方向についての寸法がL1からL2(<L1)にクリープするまでに、実施例よりも高い荷重を、実施例よりも長い時間加える必要があった。換言すれば、本実施例の燃料電池スタックの製造工程では、エージング処理工程において、比較例よりも低い荷重を、比較例よりも短い時間加えるだけで、セル積層体20の寸法は、L1からL2にクリープした。
【0023】
以上説明した第1実施例の燃料電池スタックの製造工程では、エージング処理工程において、セル積層体20に対して、振動荷重を加えることによって、セル積層体20に対して、振動による加速度が作用するので、静荷重を加える場合よりも低い荷重、かつ、短時間で、燃料電池セル10の初期クリープを進行させることができる。そして、比較的低い荷重でエージング処理工程を行うので、荷重によって燃料電池セル10が備える膜電極接合体やガス拡散層が破損することを抑制することができる。
【0024】
B.第2実施例:
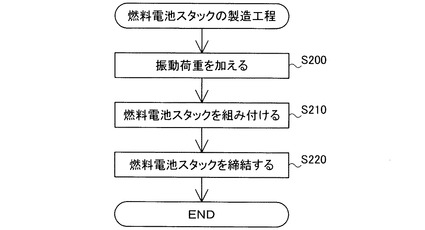
図3は、本発明の第2実施例としての燃料電池スタックの製造工程を示す説明図である。第2実施例では、複数の燃料電池セル10のそれぞれに対して個別に、エージング処理を施した後に、複数の燃料電池セル10等を積層して締結する点で、第1実施例と異なっている。
【0025】
まず、エージング処理工程として、複数の燃料電池セル10に対して、燃料電池セル10の積層方向に、それぞれ個別に、振動荷重を加える(ステップS200)。本実施例においても、第1実施例と同様に、振動荷重の周波数は、10(Hz)であるものとした。この工程によって、各燃料電池セル10では、初期クリープが進行する。
【0026】
そして、エージング処理工程によって、エージング処理が施された複数の燃料電池セル10、および、他の部材を積層して、燃料電池スタックの組み付けを行い(ステップS210)、燃料電池スタックを締結する(ステップS220)。以上の製造工程によって、燃料電池スタック100は完成する。
【0027】
以上説明した第2実施例の燃料電池スタックの製造工程では、エージング処理工程において、複数の燃料電池セル10のそれぞれに対して個別に、振動荷重を加えることによって、各燃料電池セル10に対して、振動による加速度が作用するので、静荷重を加える場合よりも低い荷重、かつ、短時間で、燃料電池セル10の初期クリープを進行させることができる。そして、比較的低い荷重でエージング処理工程を行うので、荷重によって燃料電池セル10が備える膜電極接合体やガス拡散層が破損することを抑制することができる。
【0028】
C.変形例:
以上、本発明のいくつかの実施の形態について説明したが、本発明はこのような実施の形態になんら限定されるものではなく、その要旨を逸脱しない範囲内において種々なる態様での実施が可能である。例えば、以下のような変形が可能である。
【0029】
C1.変形例1:
上記実施例では、エージング処理工程における振動荷重の周波数は、10(Hz)であるものとしたが、本発明は、これに限られない。上記振動荷重の周波数は、3(Hz)以上であることが好ましい。
【0030】
C2.変形例2:
上記実施例では、図2に示したように、エージング処理工程における振動荷重の波形は、三角波であるものとしたが、本発明は、これに限られない。振動荷重の波形を、のこぎり波や、正弦波等、他の波形としてもよい。また、振動荷重の波形を、非周期的な波形としてもよい。
【0031】
C3.変形例3:
上記実施例では、積層工程において、複数の燃料電池セル10を、鉛直方向に積層するものとしたが、本発明は、これに限られない。複数の燃料電池セル10を、水平方向に積層するようにしてもよい。
【0032】
C4.変形例4:
上記第1実施例では、セル積層体20の積層方向についての寸法がL1からL2にクリープするまで、エージング処理工程を行うものとしたが、本発明は、これに限られない。例えば、エージング処理工程を、初期クリープが十分に進行したと推測される所定時間行うようにしてもよい。また、エージング処理工程を、単位時間当たりのクリープ量が、初期クリープが十分に進行したと推測される所定値以下になるまで行うものとしてもよい。これらのことは、第2実施例の燃料電池スタックの製造工程についても同様である。
【符号の説明】
【0033】
10…燃料電池セル
20…セル積層体
100…燃料電池スタック
【技術分野】
【0001】
本発明は、燃料電池スタックの製造方法、および、燃料電池セルのエージング方法に関するものである。
【背景技術】
【0002】
燃料ガスと酸化剤ガスとの電気化学反応によって発電する燃料電池がエネルギ源として注目されている。この燃料電池は、一般に、複数の燃料電池セルを積層させて構成される燃料電池スタックの形態で利用される。
【0003】
そして、この燃料電池スタックを製造する際には、各燃料電池セルからの燃料ガスや、酸化剤ガスや、冷却媒体の漏洩を防止するため、および、燃料電池スタックを構成する部材同士の接触抵抗を低減するために、複数の燃料電池セルは、これらの積層方向に締結荷重が加えられた状態で締結される。このため、燃料電池セルを構成する部材には、上記締結荷重によって、経時的にクリープが生じる。そして、このクリープ量の変化率は、一般に、燃料電池スタックの製造後の初期の段階で大きい。
【0004】
そこで、従来、燃料電池セルに対して荷重(静荷重)を加えて初期クリープを進行させるエージング処理を施した後に、複数の燃料電池セルを締結する技術が提案されている(下記特許文献参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−212032号公報
【特許文献2】特開2006−294492号公報
【特許文献3】特開2010−61918号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、燃料電池スタックの製造時間短縮の観点から、上記エージング処理は、短時間で完了することが求められる。そして、上記エージング処理を短時間で完了するための方法としては、燃料電池セルに対して、高い荷重を加えることが考えられる。
【0007】
しかし、燃料電池セルに高い荷重を加えると、燃料電池セルが備える膜電極接合体やガス拡散層が破損する場合がある。そして、この破損は、燃料電池スタックの発電性能の低下や、短寿命化を招く。
【0008】
本発明は、上述の課題を解決するためになされたものであり、燃料電池スタックを製造する際に、エージング処理における荷重によって膜電極接合体やガス拡散層が破損することを抑制することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0010】
[適用例1]
燃料電池スタックの製造方法であって、
複数の燃料電池セルを積層する積層工程と、
前記積層された複数の燃料電池セルを締結する締結工程と、
を備え、さらに、
前記複数の燃料電池セルに対して、前記燃料電池セルの積層方向に振動荷重を加えることによって、初期クリープを進行させるエージング処理を施すエージング処理工程を備える、
燃料電池スタックの製造方法。
【0011】
[適用例2]
適用例1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルを積層した積層体に対して、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【0012】
[適用例3]
適用例1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルのそれぞれに対して個別に、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【0013】
適用例1ないし3の燃料電池スタックの製造方法では、エージング処理工程において、燃料電池セルに対して、振動による加速度が作用するので、静荷重を加える場合よりも低い荷重、かつ、短時間で、燃料電池セルの初期クリープを進行させることができる。そして、比較的低い荷重でエージング処理工程を行うので、荷重によって燃料電池セルが備える膜電極接合体やガス拡散層が破損することを抑制することができる。
【0014】
[適用例4]
適用例1ないし3のいずれかに記載の燃料電池スタックの製造方法であって、
前記振動荷重の周波数は、3(Hz)以上である、
燃料電池スタックの製造方法。
【0015】
上記振動荷重の周波数を3(Hz)以上とすることによって、先に説明した破損を抑制する効果が顕著になることが分かった。
【0016】
本発明は、上述の燃料電池スタックの製造法としての構成の他、燃料電池セルのエージング方法の発明として構成することもできる。
【図面の簡単な説明】
【0017】
【図1】本発明の第1実施例としての燃料電池スタックの製造工程を示す説明図である。
【図2】本実施例の燃料電池スタックの製造工程による効果を示す説明図である。
【図3】本発明の第2実施例としての燃料電池スタックの製造工程を示す説明図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について、実施例に基づき説明する。
A.第1実施例:
図1は、本発明の第1実施例としての燃料電池スタックの製造工程を示す説明図である。まず、積層工程として、複数の燃料電池セル10、および、他の部材を積層して、燃料電池スタックの仮組付を行う(ステップS100)。なお、図示は省略するが、燃料電池セル10は、概ね、膜電極ガス拡散層接合体をセパレータで挟持することによって構成されている。そして、本実施例では、燃料電池スタックの仮組付の際、複数の燃料電池セル10を、鉛直方向に積層するものとした。このとき、複数の燃料電池セル10を積層したセル積層体20の積層方向についての寸法Lは、L=L1であるものとする。
【0019】
次に、エージング処理工程として、セル積層体20に対して、燃料電池セル10の積層方向に、振動荷重を加える(ステップS110)。ここで、「振動荷重を加える」とは、振動を加えつつ、荷重を加えること意味している。振動は、周期的振動であってもよいし、非周期的振動であってもよい。本実施例では、振動荷重の振動は、周期的振動であり、振動荷重の周波数は、10(Hz)であるものとした。振動荷重の振幅は、任意に設定可能であり、また、一定であってもよいし、ランダムであってもよい。このエージング処理工程によって、セル積層体20における各燃料電池セル10では、初期クリープが進行する。そして、本実施例では、セル積層体20の積層方向についての寸法Lが、L=L2(<L1)にクリープするまで、エージング処理工程を継続するものとした。
【0020】
次に、セル積層体20の積層方向についての寸法LをL=L2に維持したまま、締結工程として、締結部材によって、燃料電池スタックを締結する(ステップS120)。以上の製造工程によって、燃料電池スタック100は完成する。
【0021】
図2は、本実施例の燃料電池スタックの製造工程による効果を示す説明図である。図2に、本実施例の燃料電池スタックの製造工程、および、比較例の燃料電池スタックの製造工程について、エージング処理工程において、セル積層体20に加える荷重の経時変化を実線で示した。また、本実施例の燃料電池スタックの製造工程、および、比較例の燃料電池スタックの製造工程について、エージング処理工程におけるセル積層体20の積層方向についての寸法の経時変化を破線で示した。なお、比較例の燃料電池スタックの製造工程は、エージング処理工程において、セル積層体20に対して静荷重を加える点で、本実施例の燃料電池スタックの製造工程と異なっている。そして、エージング処理工程以外の工程は、本実施例の燃料電池スタックの製造工程と同じである。
【0022】
図示するように、比較例の燃料電池スタックの製造工程では、エージング処理工程において、セル積層体20の積層方向についての寸法がL1からL2(<L1)にクリープするまでに、実施例よりも高い荷重を、実施例よりも長い時間加える必要があった。換言すれば、本実施例の燃料電池スタックの製造工程では、エージング処理工程において、比較例よりも低い荷重を、比較例よりも短い時間加えるだけで、セル積層体20の寸法は、L1からL2にクリープした。
【0023】
以上説明した第1実施例の燃料電池スタックの製造工程では、エージング処理工程において、セル積層体20に対して、振動荷重を加えることによって、セル積層体20に対して、振動による加速度が作用するので、静荷重を加える場合よりも低い荷重、かつ、短時間で、燃料電池セル10の初期クリープを進行させることができる。そして、比較的低い荷重でエージング処理工程を行うので、荷重によって燃料電池セル10が備える膜電極接合体やガス拡散層が破損することを抑制することができる。
【0024】
B.第2実施例:
図3は、本発明の第2実施例としての燃料電池スタックの製造工程を示す説明図である。第2実施例では、複数の燃料電池セル10のそれぞれに対して個別に、エージング処理を施した後に、複数の燃料電池セル10等を積層して締結する点で、第1実施例と異なっている。
【0025】
まず、エージング処理工程として、複数の燃料電池セル10に対して、燃料電池セル10の積層方向に、それぞれ個別に、振動荷重を加える(ステップS200)。本実施例においても、第1実施例と同様に、振動荷重の周波数は、10(Hz)であるものとした。この工程によって、各燃料電池セル10では、初期クリープが進行する。
【0026】
そして、エージング処理工程によって、エージング処理が施された複数の燃料電池セル10、および、他の部材を積層して、燃料電池スタックの組み付けを行い(ステップS210)、燃料電池スタックを締結する(ステップS220)。以上の製造工程によって、燃料電池スタック100は完成する。
【0027】
以上説明した第2実施例の燃料電池スタックの製造工程では、エージング処理工程において、複数の燃料電池セル10のそれぞれに対して個別に、振動荷重を加えることによって、各燃料電池セル10に対して、振動による加速度が作用するので、静荷重を加える場合よりも低い荷重、かつ、短時間で、燃料電池セル10の初期クリープを進行させることができる。そして、比較的低い荷重でエージング処理工程を行うので、荷重によって燃料電池セル10が備える膜電極接合体やガス拡散層が破損することを抑制することができる。
【0028】
C.変形例:
以上、本発明のいくつかの実施の形態について説明したが、本発明はこのような実施の形態になんら限定されるものではなく、その要旨を逸脱しない範囲内において種々なる態様での実施が可能である。例えば、以下のような変形が可能である。
【0029】
C1.変形例1:
上記実施例では、エージング処理工程における振動荷重の周波数は、10(Hz)であるものとしたが、本発明は、これに限られない。上記振動荷重の周波数は、3(Hz)以上であることが好ましい。
【0030】
C2.変形例2:
上記実施例では、図2に示したように、エージング処理工程における振動荷重の波形は、三角波であるものとしたが、本発明は、これに限られない。振動荷重の波形を、のこぎり波や、正弦波等、他の波形としてもよい。また、振動荷重の波形を、非周期的な波形としてもよい。
【0031】
C3.変形例3:
上記実施例では、積層工程において、複数の燃料電池セル10を、鉛直方向に積層するものとしたが、本発明は、これに限られない。複数の燃料電池セル10を、水平方向に積層するようにしてもよい。
【0032】
C4.変形例4:
上記第1実施例では、セル積層体20の積層方向についての寸法がL1からL2にクリープするまで、エージング処理工程を行うものとしたが、本発明は、これに限られない。例えば、エージング処理工程を、初期クリープが十分に進行したと推測される所定時間行うようにしてもよい。また、エージング処理工程を、単位時間当たりのクリープ量が、初期クリープが十分に進行したと推測される所定値以下になるまで行うものとしてもよい。これらのことは、第2実施例の燃料電池スタックの製造工程についても同様である。
【符号の説明】
【0033】
10…燃料電池セル
20…セル積層体
100…燃料電池スタック
【特許請求の範囲】
【請求項1】
燃料電池スタックの製造方法であって、
複数の燃料電池セルを積層する積層工程と、
前記積層された複数の燃料電池セルを締結する締結工程と、
を備え、さらに、
前記複数の燃料電池セルに対して、前記燃料電池セルの積層方向に振動荷重を加えることによって、初期クリープを進行させるエージング処理を施すエージング処理工程を備える、
燃料電池スタックの製造方法。
【請求項2】
請求項1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルを積層した積層体に対して、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【請求項3】
請求項1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルのそれぞれに対して個別に、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【請求項4】
請求項1ないし3のいずれかに記載の燃料電池スタックの製造方法であって、
前記振動荷重の周波数は、3(Hz)以上である、
燃料電池スタックの製造方法。
【請求項5】
燃料電池セルの初期クリープを進行させる燃料電池セルのエージング方法であって、
前記燃料電池セルに対して、前記燃料電池セルの表面に対して略垂直な方向に、振動荷重を加える工程を備える、
燃料電池セルのエージング方法。
【請求項6】
請求項5記載の燃料電池セルのエージング方法であって、
前記振動荷重の周波数は、3(Hz)以上である、
燃料電池セルのエージング方法。
【請求項1】
燃料電池スタックの製造方法であって、
複数の燃料電池セルを積層する積層工程と、
前記積層された複数の燃料電池セルを締結する締結工程と、
を備え、さらに、
前記複数の燃料電池セルに対して、前記燃料電池セルの積層方向に振動荷重を加えることによって、初期クリープを進行させるエージング処理を施すエージング処理工程を備える、
燃料電池スタックの製造方法。
【請求項2】
請求項1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルを積層した積層体に対して、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【請求項3】
請求項1記載の燃料電池スタックの製造方法であって、
前記エージング処理工程は、前記複数の燃料電池セルのそれぞれに対して個別に、前記エージング処理を施す工程を含む、
燃料電池スタックの製造方法。
【請求項4】
請求項1ないし3のいずれかに記載の燃料電池スタックの製造方法であって、
前記振動荷重の周波数は、3(Hz)以上である、
燃料電池スタックの製造方法。
【請求項5】
燃料電池セルの初期クリープを進行させる燃料電池セルのエージング方法であって、
前記燃料電池セルに対して、前記燃料電池セルの表面に対して略垂直な方向に、振動荷重を加える工程を備える、
燃料電池セルのエージング方法。
【請求項6】
請求項5記載の燃料電池セルのエージング方法であって、
前記振動荷重の周波数は、3(Hz)以上である、
燃料電池セルのエージング方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−185920(P2012−185920A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−46288(P2011−46288)
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]