
燃料電池スタック
【課題】容易に係合凸部をテンションプレートと一体に成形することができ、テンションプレートの締結部の剛性を確保することができるテンション受け部を備えた燃料電池スタックを提供する。
【解決手段】燃料電池スタックは、積層されたセルに付与した圧縮荷重によるテンションを受けるテンション受け機構6とを備えており、テンション受け機構6は、エンドプレート4の端面に形成された係合凹部7と、テンションプレート5に形成された係合凸部8と、係合凹部7と係合凸部8とが係合された状態を保持する締結手段9とを有している。板状素材を曲げ加工することにより、係合凸部8と、テンションプレート5の剛性を確保するためのフランジ部10とがテンションプレート5の端部に一体に成形されている。
【解決手段】燃料電池スタックは、積層されたセルに付与した圧縮荷重によるテンションを受けるテンション受け機構6とを備えており、テンション受け機構6は、エンドプレート4の端面に形成された係合凹部7と、テンションプレート5に形成された係合凸部8と、係合凹部7と係合凸部8とが係合された状態を保持する締結手段9とを有している。板状素材を曲げ加工することにより、係合凸部8と、テンションプレート5の剛性を確保するためのフランジ部10とがテンションプレート5の端部に一体に成形されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層されたセルに圧縮荷重を付与する燃料電池スタックに関するものである。
【背景技術】
【0002】
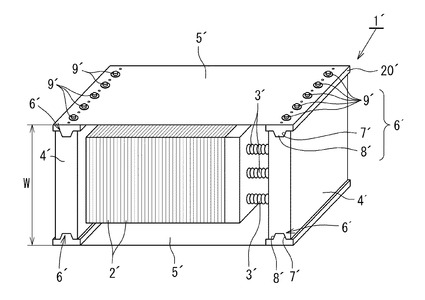
燃料電池は一般に、図3に示すように、複数のセル2’を積層し、このセル2’の積層方向の両端にエンドプレート4’、4’を配設すると共に、積層されたセル2’の一方の端面とこれに対向する一方のエンドプレート4’との間にバネ部材3’を介装して、両エンドプレート4’,4’をテンションプレート5’により接続して所定の間隔に保持することにより、バネ部材3’を介して積層されたセル2’に圧縮荷重を付与する構造となっている。
【0003】
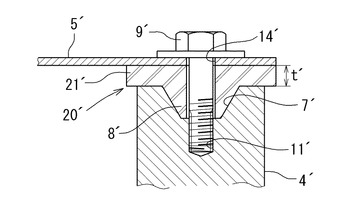
そして、エンドプレート4’とテンションプレート5’との接合は一般に、図4に参照されるように、エンドプレート4’の端面にねじ孔11’を形成すると共にテンションプレート5’に孔14’を形成し、ボルト9’をテンションプレート5’の孔14’に挿通してエンドプレート4’の端面のねじ孔11’に締結している。
【0004】
ところで、エンドプレート4’とテンションプレート5’との接合部分には、積層されたセル2’に対してバネ部材3’が付与する圧縮荷重により、テンションがかかることとなる。この積層されたセル2’に付与する圧縮荷重が大きいことから、エンドプレート4’とテンションプレート5’との接合にはかなりの締結力が必要となる。そのため、上述したように単にボルト9’をテンションプレート5’の孔14’に挿通してエンドプレート4’の端面のねじ孔11’に締結しただけでは、積層されたセル2’に付与する圧縮荷重によるテンションを受けて、テンションプレート5’に形成した孔14’が変形してしまうこととなる。そのため、たとえば特許文献1に開示されているように、エンドプレート4’の端面に係合凹部7’をセル2’の積層方向と直交する方向に延びるように形成すると共に、テンションプレート5’に係合凸部8’をセル2’の積層方向と直交する方向(テンションプレート5’の幅方向)に延びるように形成し、エンドプレート4’の係合凹部7’にテンションプレート5’の係合凸部8’を係合させて、テンションを受けるテンション受け機構6’を構成することが知られている。
【0005】
従来の一般的なテンション受け機構6’は、図4に示すように、テンションプレート5’とは別に、長手方向に沿って係合凸部が形成されたテンション受け部材20’を用意し、このテンション受け部材20’をテンションプレート5’と重ねてスポット溶接することなどにより接合していた。そして、テンション受け部材20’は、一般に、テンションプレート5’の幅方向(セル2’の積層方向と直交する方向)に延びる棒状の素材を切削加工することにより、係合凸部8’がテンションプレート5’と接合される基部21’に形成された形状に成形されていた。
【0006】
【特許文献1】特開2006−179220号公報(図1)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、図4に示したように、係合凸部8’が基部21’に形成されたテンション受け部材20’をテンションプレート5’と接合する上記従来の技術にあっては、棒状の素材に係合凸部8’を形成するために切削加工などを行う工程と、さらに、係合凸部8’が形成されたテンション部材20’をテンションプレート5’と溶接するなどして接合する工程が必要であり、手間や時間がかかることから、製造コストがかかるなどの問題があった。またさらに、上記従来の技術にあっては、テンション部材5’が、所定の厚さt’を有する基部21’に係合凸部8’を一体に成形した形状であるため、テンションプレート5’と重ねて接合した状態でエンドプレート4’の係合凹部7’に係合させて使用すると、図3に示すように、燃料電池スタック1’のセル2’の積層方向と直交する方向の大きさW’が大きくなり、また、軽量化を図ることができないなどの問題もあった。そして、所定の厚さt’を有する基部21’を成形することなく、係合凸部8’だけを成形してテンションプレート5’と重ねて接合することも考えられるが、この場合には、テンションプレート5’の端部における剛性を確保することができないこととなるという問題が発生する。
【0008】
本発明は、上述した問題に鑑みてなされたもので、燃料電池スタックのセルの積層方向と直交する方向の大きさを小型化することができるよう板厚を薄くすることができ、また、容易に係合凸部をテンションプレートと一体に成形することができ、しかも、テンションプレートの締結部の剛性を確保することができるテンション受け部を備えた燃料電池スタックを提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、上記目的を達成するため、積層された複数のセルと、該積層された複数のセルの一方端に配置されたバネ部材と、前記積層された複数のセルとバネ部材とを挟むように配設された一対のエンドプレートと、両エンドプレートと接合されて前記バネ部材を介して積層された複数のセルに圧縮荷重を付与するテンションプレートと、前記エンドプレートの端面に形成された係合凹部と、前記テンションプレートに形成された係合凸部と、前記係合凹部と係合凸部とが係合された状態に保持する締結手段とを有しており、前記積層された複数のセルに付与した圧縮荷重によるテンションを受けるテンション受け機構とを備えた燃料電池スタックであって、板状素材を曲げ加工することにより、前記係合凸部と、前記テンションプレートの剛性を確保するためのフランジ部とが前記テンションプレートの端部に一体に成形されていることを特徴とするものである。
【発明の効果】
【0010】
請求項1の発明によれば、テンションプレートとなる板状素材をプレスなどによって曲げ加工することにより、テンションプレートの端部に係合凸部とテンションプレートの剛性を確保するためのフランジ部とが互いに平行に、且つ、セルの積層方向と直交する方向に延びるように、一体に容易に成形することができる構造となる。そして、係合凸部を成形しても、従来の技術におけるテンション受け部材の基部に相当する部分が形成されることがなく、テンションプレートの板厚と折り曲げた部分の板厚のみで板厚が薄いことから、燃料電池スタックのセルの積層方向と直交する方向の大きさを小型化することができる。また、テンションプレートに一体形成された係合凸部はエンドプレートの端面に形成された係合凹部と確実に係合して締結手段によって締結して、セルに付与した圧縮荷重によるテンションを受けることができる。そしてテンションプレートのエンドプレートと締結された部分は、フランジ部が成形されていることにより剛性が確保されているため、テンションプレートの変形を防ぐことができ、したがって、テンションプレートによって締結されたエンドプレートの間でバネ部材によって積層された複数のセルに安定して圧縮荷重を付与することができる。
なお、係合凸部の断面形状は必要に応じて矩形や台形、あるいは三角形状などに成形することができ、この係合凸部の形状と対応した形状の係合凹部をエンドプレートの端面に成形することができる。
【発明を実施するための最良の形態】
【0011】
本発明の燃料電池スタックの実施の一形態を図1および図2に基づいて簡単に説明する。
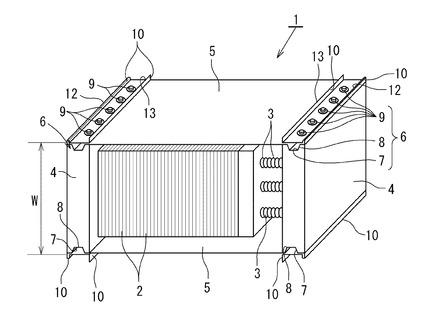
燃料電池スタック1は、概略、積層された複数のセル2と、この積層された複数のセル2の一方端に配置されたバネ部材3と、積層された複数のセル2とバネ部材3とを挟むように配設された一対のエンドプレート4,4と、両エンドプレート4,4と接合されてバネ部材3を介して積層された複数のセル2に圧縮荷重を付与するテンションプレート5と、積層された複数のセル2に付与した圧縮荷重によるテンションを受けるテンション受け機構6とを備えており、テンション受け機構6は、エンドプレート4の端面に形成された係合凹部7と、テンションプレート5に形成された係合凸部8と、係合凹部7と係合凸部8とが係合された状態に保持する締結手段9とを有している。そして、本発明の燃料電池スタックは、板状素材を曲げ加工することにより、係合凸部8と、テンションプレート5の剛性を確保するためのフランジ部10とが、テンションプレート5の端部に一体に成形されている。
【0012】
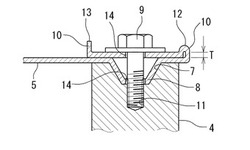
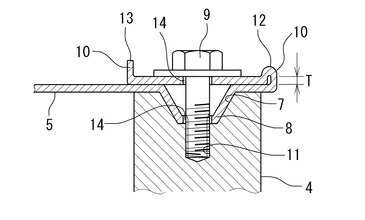
図2に示すように、エンドプレート4の、テンションプレート5と接合される端面には、係合凹部7が切削加工などにより形成されている。そして、図2に示した実施の形態における係合凹部7は、開口部の幅が底部の幅よりも大きい断面台形形状に形成されている。しかしながら、本発明における係合凹部7は、この実施の形態に限定されることはなく、開口部と底部が略同じ幅の断面矩形形状や、開口部から漸次幅が縮小して底部のない断面三角形状などとすることもできる。係合凹部7の底部には、その長手方向にねじ孔11が所定の間隔で形成されている。
【0013】
テンションプレート5と、その両端部のテンション受け機構6を構成する係合凸部8と、フランジ部10は、板状の素材をプレスなどによって曲げ加工することにより、テンションプレート5の全幅にわたって一体に成形される。すなわち、板状の素材の長さ方向の両端縁近傍には、係合凸部8,8がそれぞれ曲げ加工により成形されている。両係合凸部8,8の互いの間隔は、積層されたセル2に付与する圧縮荷重の大きさやバネ部材3のバネ係数などに応じて決定される両エンドプレート4,4の間隔と対応して形成されている。係合凸部8の断面形状は、エンドプレート4に形成された係合凹部7の断面形状と対応して成形される。
【0014】
また、曲げ加工が完了した時点における係合凹部7からさらに端部側に位置する折り返し部12と、曲げ加工を行う前の素材の時点における先端部13とは、係合凸部8と反対側に突出させるように曲げ加工されてフランジ部10,10となっている。そして、折り返し部12と先端部13の両フランジ部10,10の間は平坦面が形成されており、この平坦面と係合凸部8の底部とには、係合凹部7の底部に形成されたねじ孔11と対応して、締結手段であるボルト9の軸部を挿通させる孔14,14がそれぞれ穿設されている。なお、図2における係合凸部8のエンドプレート4と接する部分と、両フランジ部10,10の間の平坦面とが重なった部分は、必要に応じてスポット溶接などにより接合することもできる。また、テンションプレート5の剛性を確保するためのフランジ部10は、係合凸部8と反対側に突出させるように曲げ加工されたものに限定されることはなく、たとえば折り返し部12を図2とは反対に、すなわち、係合凸部8と同じ方向へ、エンドプレートの表面に沿って突出させるように曲げ加工することもできる。
【0015】
本発明によるテンションプレート5は、上述したように板状の素材をプレスなどによって曲げ加工することにより係合凸部8とフランジ部10を一体で容易に成形することができることから、製造コストを削減することができる。また、本発明によるテンションプレート5を用いた燃料電池スタック1は、従来の技術(図4を参照)のように厚さを有するテンション受け部材20を使用する必要がなく、基部21の厚さt’に相当するのが板状の素材の厚さTだけであることから、両テンションプレート5,5の間隔を狭く設定することができ、したがってセル2の積層方向と直交する方向の大きさWを小型化することができる。また、本発明では係合凸部8が板状の素材を曲げ加工することにより成形されているので、その内部が空洞となっていることから、燃料電池スタック1の軽量化を図ることができる。さらに、板状の素材を曲げ加工することによりフランジ部10を容易に成形することができ、しかも、テンションプレート5におけるテンション受け機構6の剛性を確保することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の燃料電池スタックを説明するために示した斜視図である。
【図2】本発明のテンション受け機構を説明するために示した部分拡大断面図である。
【図3】従来の一般的な燃料電池スタックを説明するために示した斜視図である。
【図4】従来のテンション受け機構を説明するために示した部分拡大断面図である。
【符号の説明】
【0017】
1:燃料電池スタック、 2:セル、 3:バネ部材、 4:エンドプレート、 5:テンションプレート、 6:テンション受け機構、 7:係合凹部、 8:係合凹部、9ボルト(締結手段)、 10:フランジ部
【技術分野】
【0001】
本発明は、積層されたセルに圧縮荷重を付与する燃料電池スタックに関するものである。
【背景技術】
【0002】
燃料電池は一般に、図3に示すように、複数のセル2’を積層し、このセル2’の積層方向の両端にエンドプレート4’、4’を配設すると共に、積層されたセル2’の一方の端面とこれに対向する一方のエンドプレート4’との間にバネ部材3’を介装して、両エンドプレート4’,4’をテンションプレート5’により接続して所定の間隔に保持することにより、バネ部材3’を介して積層されたセル2’に圧縮荷重を付与する構造となっている。
【0003】
そして、エンドプレート4’とテンションプレート5’との接合は一般に、図4に参照されるように、エンドプレート4’の端面にねじ孔11’を形成すると共にテンションプレート5’に孔14’を形成し、ボルト9’をテンションプレート5’の孔14’に挿通してエンドプレート4’の端面のねじ孔11’に締結している。
【0004】
ところで、エンドプレート4’とテンションプレート5’との接合部分には、積層されたセル2’に対してバネ部材3’が付与する圧縮荷重により、テンションがかかることとなる。この積層されたセル2’に付与する圧縮荷重が大きいことから、エンドプレート4’とテンションプレート5’との接合にはかなりの締結力が必要となる。そのため、上述したように単にボルト9’をテンションプレート5’の孔14’に挿通してエンドプレート4’の端面のねじ孔11’に締結しただけでは、積層されたセル2’に付与する圧縮荷重によるテンションを受けて、テンションプレート5’に形成した孔14’が変形してしまうこととなる。そのため、たとえば特許文献1に開示されているように、エンドプレート4’の端面に係合凹部7’をセル2’の積層方向と直交する方向に延びるように形成すると共に、テンションプレート5’に係合凸部8’をセル2’の積層方向と直交する方向(テンションプレート5’の幅方向)に延びるように形成し、エンドプレート4’の係合凹部7’にテンションプレート5’の係合凸部8’を係合させて、テンションを受けるテンション受け機構6’を構成することが知られている。
【0005】
従来の一般的なテンション受け機構6’は、図4に示すように、テンションプレート5’とは別に、長手方向に沿って係合凸部が形成されたテンション受け部材20’を用意し、このテンション受け部材20’をテンションプレート5’と重ねてスポット溶接することなどにより接合していた。そして、テンション受け部材20’は、一般に、テンションプレート5’の幅方向(セル2’の積層方向と直交する方向)に延びる棒状の素材を切削加工することにより、係合凸部8’がテンションプレート5’と接合される基部21’に形成された形状に成形されていた。
【0006】
【特許文献1】特開2006−179220号公報(図1)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、図4に示したように、係合凸部8’が基部21’に形成されたテンション受け部材20’をテンションプレート5’と接合する上記従来の技術にあっては、棒状の素材に係合凸部8’を形成するために切削加工などを行う工程と、さらに、係合凸部8’が形成されたテンション部材20’をテンションプレート5’と溶接するなどして接合する工程が必要であり、手間や時間がかかることから、製造コストがかかるなどの問題があった。またさらに、上記従来の技術にあっては、テンション部材5’が、所定の厚さt’を有する基部21’に係合凸部8’を一体に成形した形状であるため、テンションプレート5’と重ねて接合した状態でエンドプレート4’の係合凹部7’に係合させて使用すると、図3に示すように、燃料電池スタック1’のセル2’の積層方向と直交する方向の大きさW’が大きくなり、また、軽量化を図ることができないなどの問題もあった。そして、所定の厚さt’を有する基部21’を成形することなく、係合凸部8’だけを成形してテンションプレート5’と重ねて接合することも考えられるが、この場合には、テンションプレート5’の端部における剛性を確保することができないこととなるという問題が発生する。
【0008】
本発明は、上述した問題に鑑みてなされたもので、燃料電池スタックのセルの積層方向と直交する方向の大きさを小型化することができるよう板厚を薄くすることができ、また、容易に係合凸部をテンションプレートと一体に成形することができ、しかも、テンションプレートの締結部の剛性を確保することができるテンション受け部を備えた燃料電池スタックを提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、上記目的を達成するため、積層された複数のセルと、該積層された複数のセルの一方端に配置されたバネ部材と、前記積層された複数のセルとバネ部材とを挟むように配設された一対のエンドプレートと、両エンドプレートと接合されて前記バネ部材を介して積層された複数のセルに圧縮荷重を付与するテンションプレートと、前記エンドプレートの端面に形成された係合凹部と、前記テンションプレートに形成された係合凸部と、前記係合凹部と係合凸部とが係合された状態に保持する締結手段とを有しており、前記積層された複数のセルに付与した圧縮荷重によるテンションを受けるテンション受け機構とを備えた燃料電池スタックであって、板状素材を曲げ加工することにより、前記係合凸部と、前記テンションプレートの剛性を確保するためのフランジ部とが前記テンションプレートの端部に一体に成形されていることを特徴とするものである。
【発明の効果】
【0010】
請求項1の発明によれば、テンションプレートとなる板状素材をプレスなどによって曲げ加工することにより、テンションプレートの端部に係合凸部とテンションプレートの剛性を確保するためのフランジ部とが互いに平行に、且つ、セルの積層方向と直交する方向に延びるように、一体に容易に成形することができる構造となる。そして、係合凸部を成形しても、従来の技術におけるテンション受け部材の基部に相当する部分が形成されることがなく、テンションプレートの板厚と折り曲げた部分の板厚のみで板厚が薄いことから、燃料電池スタックのセルの積層方向と直交する方向の大きさを小型化することができる。また、テンションプレートに一体形成された係合凸部はエンドプレートの端面に形成された係合凹部と確実に係合して締結手段によって締結して、セルに付与した圧縮荷重によるテンションを受けることができる。そしてテンションプレートのエンドプレートと締結された部分は、フランジ部が成形されていることにより剛性が確保されているため、テンションプレートの変形を防ぐことができ、したがって、テンションプレートによって締結されたエンドプレートの間でバネ部材によって積層された複数のセルに安定して圧縮荷重を付与することができる。
なお、係合凸部の断面形状は必要に応じて矩形や台形、あるいは三角形状などに成形することができ、この係合凸部の形状と対応した形状の係合凹部をエンドプレートの端面に成形することができる。
【発明を実施するための最良の形態】
【0011】
本発明の燃料電池スタックの実施の一形態を図1および図2に基づいて簡単に説明する。
燃料電池スタック1は、概略、積層された複数のセル2と、この積層された複数のセル2の一方端に配置されたバネ部材3と、積層された複数のセル2とバネ部材3とを挟むように配設された一対のエンドプレート4,4と、両エンドプレート4,4と接合されてバネ部材3を介して積層された複数のセル2に圧縮荷重を付与するテンションプレート5と、積層された複数のセル2に付与した圧縮荷重によるテンションを受けるテンション受け機構6とを備えており、テンション受け機構6は、エンドプレート4の端面に形成された係合凹部7と、テンションプレート5に形成された係合凸部8と、係合凹部7と係合凸部8とが係合された状態に保持する締結手段9とを有している。そして、本発明の燃料電池スタックは、板状素材を曲げ加工することにより、係合凸部8と、テンションプレート5の剛性を確保するためのフランジ部10とが、テンションプレート5の端部に一体に成形されている。
【0012】
図2に示すように、エンドプレート4の、テンションプレート5と接合される端面には、係合凹部7が切削加工などにより形成されている。そして、図2に示した実施の形態における係合凹部7は、開口部の幅が底部の幅よりも大きい断面台形形状に形成されている。しかしながら、本発明における係合凹部7は、この実施の形態に限定されることはなく、開口部と底部が略同じ幅の断面矩形形状や、開口部から漸次幅が縮小して底部のない断面三角形状などとすることもできる。係合凹部7の底部には、その長手方向にねじ孔11が所定の間隔で形成されている。
【0013】
テンションプレート5と、その両端部のテンション受け機構6を構成する係合凸部8と、フランジ部10は、板状の素材をプレスなどによって曲げ加工することにより、テンションプレート5の全幅にわたって一体に成形される。すなわち、板状の素材の長さ方向の両端縁近傍には、係合凸部8,8がそれぞれ曲げ加工により成形されている。両係合凸部8,8の互いの間隔は、積層されたセル2に付与する圧縮荷重の大きさやバネ部材3のバネ係数などに応じて決定される両エンドプレート4,4の間隔と対応して形成されている。係合凸部8の断面形状は、エンドプレート4に形成された係合凹部7の断面形状と対応して成形される。
【0014】
また、曲げ加工が完了した時点における係合凹部7からさらに端部側に位置する折り返し部12と、曲げ加工を行う前の素材の時点における先端部13とは、係合凸部8と反対側に突出させるように曲げ加工されてフランジ部10,10となっている。そして、折り返し部12と先端部13の両フランジ部10,10の間は平坦面が形成されており、この平坦面と係合凸部8の底部とには、係合凹部7の底部に形成されたねじ孔11と対応して、締結手段であるボルト9の軸部を挿通させる孔14,14がそれぞれ穿設されている。なお、図2における係合凸部8のエンドプレート4と接する部分と、両フランジ部10,10の間の平坦面とが重なった部分は、必要に応じてスポット溶接などにより接合することもできる。また、テンションプレート5の剛性を確保するためのフランジ部10は、係合凸部8と反対側に突出させるように曲げ加工されたものに限定されることはなく、たとえば折り返し部12を図2とは反対に、すなわち、係合凸部8と同じ方向へ、エンドプレートの表面に沿って突出させるように曲げ加工することもできる。
【0015】
本発明によるテンションプレート5は、上述したように板状の素材をプレスなどによって曲げ加工することにより係合凸部8とフランジ部10を一体で容易に成形することができることから、製造コストを削減することができる。また、本発明によるテンションプレート5を用いた燃料電池スタック1は、従来の技術(図4を参照)のように厚さを有するテンション受け部材20を使用する必要がなく、基部21の厚さt’に相当するのが板状の素材の厚さTだけであることから、両テンションプレート5,5の間隔を狭く設定することができ、したがってセル2の積層方向と直交する方向の大きさWを小型化することができる。また、本発明では係合凸部8が板状の素材を曲げ加工することにより成形されているので、その内部が空洞となっていることから、燃料電池スタック1の軽量化を図ることができる。さらに、板状の素材を曲げ加工することによりフランジ部10を容易に成形することができ、しかも、テンションプレート5におけるテンション受け機構6の剛性を確保することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の燃料電池スタックを説明するために示した斜視図である。
【図2】本発明のテンション受け機構を説明するために示した部分拡大断面図である。
【図3】従来の一般的な燃料電池スタックを説明するために示した斜視図である。
【図4】従来のテンション受け機構を説明するために示した部分拡大断面図である。
【符号の説明】
【0017】
1:燃料電池スタック、 2:セル、 3:バネ部材、 4:エンドプレート、 5:テンションプレート、 6:テンション受け機構、 7:係合凹部、 8:係合凹部、9ボルト(締結手段)、 10:フランジ部
【特許請求の範囲】
【請求項1】
積層された複数のセルと、
該積層された複数のセルの一方端に配置されたバネ部材と、
前記積層された複数のセルとバネ部材とを挟むように配設された一対のエンドプレートと、
両エンドプレートと接合されて前記バネ部材を介して積層された複数のセルに圧縮荷重を付与するテンションプレートと、
前記エンドプレートの端面に形成された係合凹部と、前記テンションプレートに形成された係合凸部と、前記係合凹部と係合凸部とが係合された状態に保持する締結手段とを有しており、前記積層された複数のセルに付与した圧縮荷重によるテンションを受けるテンション受け機構とを備えた燃料電池スタックであって、
板状素材を曲げ加工することにより、前記係合凸部と、前記テンションプレートの剛性を確保するためのフランジ部とが前記テンションプレートの端部に一体に成形されていることを特徴とする燃料電池スタック。
【請求項1】
積層された複数のセルと、
該積層された複数のセルの一方端に配置されたバネ部材と、
前記積層された複数のセルとバネ部材とを挟むように配設された一対のエンドプレートと、
両エンドプレートと接合されて前記バネ部材を介して積層された複数のセルに圧縮荷重を付与するテンションプレートと、
前記エンドプレートの端面に形成された係合凹部と、前記テンションプレートに形成された係合凸部と、前記係合凹部と係合凸部とが係合された状態に保持する締結手段とを有しており、前記積層された複数のセルに付与した圧縮荷重によるテンションを受けるテンション受け機構とを備えた燃料電池スタックであって、
板状素材を曲げ加工することにより、前記係合凸部と、前記テンションプレートの剛性を確保するためのフランジ部とが前記テンションプレートの端部に一体に成形されていることを特徴とする燃料電池スタック。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−92651(P2010−92651A)
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願番号】特願2008−259497(P2008−259497)
【出願日】平成20年10月6日(2008.10.6)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願日】平成20年10月6日(2008.10.6)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]