
燃料電池セパレータの製造方法
【課題】良好な導電性(低い接触抵抗)を示す緻密な導電性被膜を金属基材表面に良好に被覆させるとともに、金属基材と金属基材表面に形成させた導電層とを強固に密着させることにより、燃料電池セル内部の高温・酸性雰囲気下でも高い導電性を長時間維持できる燃料電池セパレータの製造方法を提供することにある。
【解決手段】本発明に係る燃料電池セパレータの製造方法は、金属基材表面に炭素層を形成する炭素層形成工程と、形成した前記炭素層を前記金属基材に圧着する圧着工程と、前記炭素層が圧着した前記金属基材を300〜850℃の温度で熱処理する熱処理工程と、を含み、前記炭素層形成工程は、黒鉛粉および結着材を含むスラリーを前記金属基材の表面に塗布することによって行われ、当該結着材は、前記熱処理により完全分解せずに炭化する結着材であることを特徴とする。
【解決手段】本発明に係る燃料電池セパレータの製造方法は、金属基材表面に炭素層を形成する炭素層形成工程と、形成した前記炭素層を前記金属基材に圧着する圧着工程と、前記炭素層が圧着した前記金属基材を300〜850℃の温度で熱処理する熱処理工程と、を含み、前記炭素層形成工程は、黒鉛粉および結着材を含むスラリーを前記金属基材の表面に塗布することによって行われ、当該結着材は、前記熱処理により完全分解せずに炭化する結着材であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池に用いられる燃料電池セパレータの製造方法に関するものである。
【背景技術】
【0002】
水素等の燃料と酸素等の酸化剤を供給し続けることで継続的に電力を取り出すことができる燃料電池は、乾電池等の一次電池や鉛蓄電池等の二次電池とは異なり、発電効率が高く、システム規模の大小にあまり影響されず、また、騒音や振動も少ないため、多様な用途・規模をカバーするエネルギー源として期待されている。燃料電池は、具体的には、固体高分子型燃料電池(PEFC)、アルカリ電解質型燃料電池(AFC)、リン酸型燃料電池(PAFC)、溶融炭酸塩型燃料電池(MCFC)、固体酸化物型燃料電池(SOFC)、バイオ燃料電池等として開発されている。中でも、燃料電池自動車や、家庭用燃料電池(家庭用コジェネレーションシステム)、携帯電話やパソコン等の携帯機器向けとして、固体高分子型燃料電池の開発が進められている。
【0003】
固体高分子型燃料電池(以下、燃料電池という)は、固体高分子電解質膜を、アノード電極とカソード電極とで挟んだものを単セルとし、ガス(水素、酸素等)の流路となる溝が形成されたセパレータと呼ばれる(バイポーラプレートとも呼ばれる)電極を介して、前記単セルを複数個重ね合わせたスタックとして構成される。燃料電池は、スタックあたりのセル数を増やすことで、出力を高くすることができる。
【0004】
燃料電池用のセパレータは、発生した電流を燃料電池の外部へ取り出すための部品であるので、その材料には、接触抵抗(電極とセパレータ表面との間で、界面現象のために電圧降下が生じることをいう)が低く、それがセパレータとしての使用中に長期間維持されるという特性が要求される。
さらに、燃料電池セル内部は高温・酸性雰囲気であるので、燃料電池用のセパレータには高耐食性も要求される。
【0005】
これらの要求を満足するために、黒鉛粉末の成形体を削り出して成るセパレータや、黒鉛と樹脂の混合物成形体から成るセパレータが種々提案されている。これらは優れた耐食性を有するものの、強度や靱性に劣ることから、振動や衝撃が加えられた際に破損する虞がある。そのため、金属材料をベースにしたセパレータが指向され、種々提案されている。
【0006】
耐食性と導電性を兼ね備えた金属材料としては、Au、Ptが挙げられる。従来から、薄型化が可能で、優れた加工性および高強度を有するアルミニウム合金、ステンレス鋼、ニッケル合金、チタン合金等の金属材料を基材とし、これにAuやPt等の貴金属を被覆して耐食性および導電性を付与したセパレータが検討されている。しかしながら、これらの貴金属材料は非常に高価であるため、コスト高となる。
【0007】
このような問題に対して、貴金属材料を使用しない表面処理方法により耐食性および導電性を付与する金属セパレータの製造方法が提案されている。
例えば、酸洗したステンレス基材表面にカーボン粉末を含む導電性塗膜を形成したセパレータ材料(特許文献1)や、金属基材へ塗布することによりセパレータの耐食性および導電性を付与することができるカーボン粉末を含む導電性塗料、およびこの導電性塗料を塗布したセパレータ材料(特許文献2、3)が提案されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−345618公報
【特許文献2】特開2008−78143号公報
【特許文献3】特開2010−248474号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1〜3に開示された技術は、基材上に形成された導電性被膜中に多くの樹脂成分を含んでいるため接触抵抗が十分に低くならない。また、燃料電池内の高温・酸性雰囲気下で当該樹脂成分の劣化が起こり、導電性被膜が基材から剥離する恐れがある。したがって、当該導電性被膜が形成された基材を、燃料電池のセパレータとして長期間使用するうちに徐々に性能が劣化してしまう懸念がある。
【0010】
本発明は、前記の問題に鑑みてなされたものであり、その課題は、良好な導電性(低い接触抵抗)を示す緻密な導電性被膜を金属基材表面に良好に被覆させるとともに、金属基材と金属基材表面に形成させた導電層とを強固に密着させることにより、燃料電池セル内部の高温・酸性雰囲気下でも高い導電性を長時間維持できる燃料電池セパレータの製造方法を提供することにある。
【課題を解決するための手段】
【0011】
発明者らは、鋭意検討を行った結果、金属基材の表面に炭素層を形成・圧着後、熱処理を施すとともに、炭素層の形成について、所定の結着材と黒鉛粉を含むスラリーを塗布することによって行うことにより、金属基材と炭素層との密着性が良好となり、セパレータに良好な導電性と耐久性を付与することができることを見出し、本発明に至った。
【0012】
すなわち、本発明に係る燃料電池セパレータの製造方法は、金属基材表面に炭素層を形成する炭素層形成工程と、形成した前記炭素層を前記金属基材に圧着する圧着工程と、前記炭素層が圧着した前記金属基材を300〜850℃の温度で熱処理する熱処理工程と、を含み、前記炭素層形成工程は、黒鉛粉および結着材を含むスラリーを前記金属基材の表面に塗布することによって行われ、当該結着材は、前記熱処理により完全分解せずに炭化する結着材であることを特徴とする。
【0013】
このように、本発明に係る燃料電池セパレータの製造方法は、300〜850℃の熱処理により完全分解せずに炭化する結着材を使用することにより、炭素層を圧着した後の熱処理において、黒鉛粉同士および黒鉛粉と金属基材とを繋ぐ役割を果たしている結着材が、炭化することで当該繋がりをより強固なものとすることができる。つまり、金属基材と炭素層との密着性を向上させることができる。さらに、結着材自体が炭化して導電性を得られることにより、セパレータの導電性を向上させることができる。
【0014】
そして、本発明に係る燃料電池セパレータの製造方法は、スラリーに結着材が含まれていることから、スラリー中に黒鉛粉を均一に分散させることができる。その結果、金属基材表面に炭素層を均一に形成させることができる。
加えて、スラリーに結着材が含まれていることから、スラリーが乾燥した後に黒鉛粉が金属基材表面から脱落してしまうといった事態を回避することができる。その結果、炭素層と金属基材とを良好に密着させることができる。
【0015】
また、本発明に係る燃料電池セパレータの製造方法は、前記結着材が、増粘剤、フェノール樹脂、フラン樹脂、エポキシ樹脂、メラミン樹脂、ポリイミド樹脂、ポリ塩化ビニルのうちの少なくとも1種を含有することが好ましい。
そして、本発明に係る燃料電池セパレータの製造方法は、前記増粘剤が、カルボキシメチルセルロース、アガロース、アルギン酸、ペクチン、カラギーナン、グアーガム、キサンタンガム、ジェランガム、タマリンドガム、カードラン、サイリウムのいずれかであることが好ましい。
【0016】
このように、本発明に係る燃料電池セパレータの製造方法は、結着材(増粘剤や樹脂)を所定のものに特定することにより、前記した密着性および導電性をさらに向上することができる。
【0017】
また、本発明に係る燃料電池セパレータの製造方法は、前記黒鉛粉が、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、および熱分解黒鉛粉のうちのいずれか、または、これらを主体とする黒鉛粉であることが好ましい。
【0018】
このように、本発明に係る燃料電池セパレータの製造方法は、所定の黒鉛粉を用いることにより、炭素層を金属基材に圧着させる際、粉末の粒を構成する薄片同士が圧力によって広がり、金属基材表面を覆うこととなる。その結果、金属基材上に、緻密で被覆率の高い炭素層を形成することができる。
【0019】
また、本発明に係る燃料電池セパレータの製造方法は、前記スラリー中に占める前記黒鉛粉濃度が50重量%以下であることが好ましい。
【0020】
このように、本発明に係る燃料電池セパレータの製造方法は、スラリー中に占める黒鉛粉濃度を所定重量%以下とすることにより、例えば、塗工装置(各種コーター)を用いて連続塗工する場合、金属基材表面に適切にスラリーを塗布することができる。
【0021】
また、本発明に係る燃料電池セパレータの製造方法は、前記スラリーを前記金属基材の表面に塗布する方法が、バーコーター、ロールコーター、リバースロールコーター、グラビアコーター、ダイコーター、キスコーター、ロッドコーター、ディップコーター、スプレーコーターのいずれかを用いて塗布する方法であることが好ましい。
【0022】
このように、本発明に係る燃料電池セパレータの製造方法は、各種コーターを用いることにより、金属基材表面にスラリーを連続して適切に塗布することができ、生産性を向上させることができる。
【発明の効果】
【0023】
本発明に係る燃料電池セパレータの製造方法は、結着材が炭化することにより、黒鉛粉同士および黒鉛粉と金属基材の繋がりをより強固なものとすることができるとともに、結着材が炭化して導電性が得られることにより、セパレータの導電性を向上させることができる。また、金属基材表面に炭素層を均一に形成させることができるとともに、スラリー乾燥後の黒鉛粉の脱落を回避することができる。
したがって、本発明に係る燃料電池セパレータの製造方法によれば、燃料電池セル内部の高温・酸性雰囲気下でも高い導電性を長時間維持できる燃料電池セパレータの製造方法を提供することができる。
【0024】
また、本発明に係る燃料電池セパレータの製造方法は、結着材および増粘剤を所定のものに特定することにより、密着性および導電性の向上を確実なものとすることができる。
加えて、本発明に係る燃料電池セパレータの製造方法は、所定の黒鉛粉を用いることにより、金属基材上に、緻密で被覆率の高い炭素層を形成することができる。
【0025】
さらに、本発明に係る燃料電池セパレータの製造方法は、スラリー中に占める黒鉛粉濃度を所定重量%以下とすること、および、各種コーターを用いることにより、金属基材表面にスラリーを連続して適切に塗布することができ、生産性を向上させることができる。
【図面の簡単な説明】
【0026】
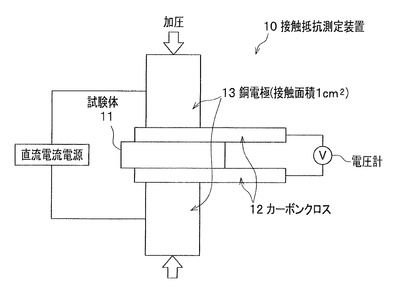
【図1】実施例における接触抵抗測定、および、密着性評価において使用した接触抵抗測定装置の概略図である。
【発明を実施するための形態】
【0027】
以下、本発明に係る燃料電池セパレータの製造方法の実施するための形態について、詳細に説明する。
【0028】
≪燃料電池セパレータ≫
まず、本発明に係る燃料電池セパレータの製造方法で製造される燃料電池セパレータ(以下、適宜、セパレータという)について説明する。
セパレータは、金属基材と、当該金属基材の表面に形成された炭素層(黒鉛粉により形成される層)と、から構成される。なお、炭素層は、金属基材の片面に形成されていても、両面に形成されていてもよい。また、セパレータとは、セパレータ用の板材も含む。
以下、セパレータを構成する金属基材、炭素層について説明する。
【0029】
<金属基材>
燃料電池セパレータの基材は、ガスの流路となる溝を形成するために必要となる加工性の点、ガスバリア性の点、導電性や熱伝導性の点から金属基材を用いる。なお、燃料電池内部環境下での耐食性の観点から、純チタン、チタン合金またはステンレス鋼からなるのが好ましい。中でも純チタンまたはチタン合金はステンレス鋼と比べて軽量であるとともに耐食性に優れるため、非常に好ましい材料である。
【0030】
金属基材(以下、適宜、基材という)は、従来公知の方法、例えば、原料金属を溶解、鋳造して鋳塊とし、熱間圧延した後、冷間圧延を施して作製し準備すればよい。また、基材は、焼鈍仕上げされていることが好ましいが、その仕上げ状態は問わず、例えば「焼鈍+酸洗仕上げ」、「真空熱処理仕上げ」、「光輝焼鈍仕上げ」等のいずれの仕上げ状態であっても構わない。
【0031】
なお、基材は、特定の組成の純チタン、チタン合金またはステンレス鋼に限定されるものではないが、純チタン、チタン合金からなる基材を用いる場合は、チタン素材(母材)の冷間圧延のし易さ(中間焼鈍なしでトータル圧下率35%以上の冷間圧延を実施できる)や、その後のプレス成形性確保の観点から、O:1500ppm以下(より好ましくは1000ppm以下)、Fe:1500ppm以下(より好ましくは1000ppm以下)、C:800ppm以下、N:300ppm以下、H:130ppm以下であり、残部がTiおよび不可避的不純物からなるものが好ましい。例えば、JIS 1種の冷間圧延板を使用することができる。なお、チタン基材を用いることにより、燃料電池セパレータの強度や靱性が向上するとともに、基材自体が高い耐食性を有しているため、燃料電池環境下で炭素層に被覆されてない箇所(チタン基材が露出している箇所)からの基材の溶出を防ぐことができる。さらに、軽量であるため、特に自動車用途として使用し易い。
【0032】
また、基材の板厚は、0.05〜1.0mmが好ましい。板厚が0.05mm未満では、基材に必要とされる強度を確保し難く、一方、1.0mmを超えると加工性が低下するからである。
【0033】
<炭素層>
炭素層は、基材表面に形成される層であり、後述の黒鉛粉により構成される。
炭素層の付着量は、特に限定されないが、10〜1000μg/cm2が好ましい。10μg/cm2未満では、導電性と耐食性を確保し難く、1000μg/cm2を超えると導電性と耐食性の効果については飽和する一方で、加工性が低下するからである。
なお、炭素層は基材の表面全体に被覆されていることが好ましいが、導電性と耐食性を確保するために、基材表面の40%以上、好ましくは50%以上に被覆していればよい。
【0034】
次に、この炭素層を基材表面に形成する際に使用するスラリーについて説明する。
≪スラリー≫
スラリーは、黒鉛粉と結着材とを含む流動体である。そして、黒鉛粉および結着材以外の成分(溶媒)については、特に限定されず、有機溶媒や水を使用すればよい。有機溶媒は使用する樹脂を溶解するものを使用するのが良く、エタノール、トルエン、キシレン等が使用できる。
【0035】
≪黒鉛粉≫
基材表面に炭素層を形成する際に使用する黒鉛粉は、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、および熱分解黒鉛粉のうちのいずれか、または、これらを主体とする黒鉛粉であるのが好ましい。
鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉は、粉末の粒が鱗状の形態となっているとともに、この粒自体は更に薄い黒鉛の薄片が積み重なってできている。このような黒鉛粉を用いて基材表面に炭素層を形成した後に圧着(圧延)を施すと、粉末の粒を構成する薄片同士が圧力により滑って広がり、基材表面を覆うようになる。したがって、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉を用いると、基材上に、緻密で、被覆率の高い炭素層を形成することができる。なお、これらの黒鉛粉の中でも、特に、膨張化黒鉛粉は薄片間に微細な空間があるため圧力を受けたときに潰れやすく、薄片間での滑りが起こることでより広がり易い。よって、膨張化黒鉛粉を用いるのが特に好ましい。
また、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉を用いると、低い圧下率でも、緻密な炭素層を高い被覆率で形成することが可能であるため、生産性に優れ、コスト面でもメリットが大きい。
【0036】
そして、黒鉛粉は、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉のいずれかのみを用いてもよいし、これらを適宜混合して用いてもよい。また、これらの黒鉛粉が主体として含まれる混合黒鉛粉であってもよく、その場合は、使用する黒鉛粉の総重量に対して、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉のいずれかもしくはこれらの混合粉末を50重量%以上含むように調整するのが好ましい。鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉のいずれかもしくはこれらの混合粉末の割合が50重量%未満であると、基材と黒鉛層との密着性が悪くなる虞があるからである。
なお、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛のいずれかもしくはこれらの混合粉末からなる黒鉛粉を用いる場合が好ましい。
【0037】
黒鉛粉の粒径は0.05〜100μmであることが好ましい。粒径が0.05μm未満であると圧延時に黒鉛粉にかかる応力が小さくなるため、黒鉛粉と基材との密着性が向上し難く、粒径が100μmを超えると圧延後に得られる炭素層の厚さが厚すぎて、セパレータ上に流路となる溝を形成するために行うプレス加工時に、炭素層の剥離などが起こり易くなるからである。
【0038】
また、スラリー中の黒鉛粉の濃度は、使用する溶媒(水、有機溶媒)および結着材濃度とのバランスおよび基材上に塗工する所望の黒鉛の塗工量により適宜調整すればよいが、後述するような塗工手法を用いた塗工装置によって基材上に連続塗工するためには、スラリー中に占める黒鉛粉濃度は50重量%以下とするのが好ましい。
【0039】
≪結着材≫
スラリー中に黒鉛粉を均一に分散させ、且つ基材と炭素層との密着性を向上させるためには適切な結着材を用いる必要がある。なお、結着材とは、対象物を結びつけるために加えられる化合物であり、詳細には、黒鉛粉同士および黒鉛粉と基材とを結びつけるための化合物である。
【0040】
黒鉛粉は水をはじく性質があるため、そのままでは水中(スラリー中)にはきれいに分散しない。このとき、予め水溶性の増粘剤などからなる結着材を水に溶解させてから黒鉛粉を分散させると均一分散が可能となる。その結果、黒鉛粉が均一に分散したスラリーを基材上に塗布することができ、塗布・乾燥後も基材上に炭素層が良好に密着することとなる。
一方、黒鉛粉はエタノールなどの有機溶媒中には容易に分散する。しかしながら、単に黒鉛粉を有機溶媒中に分散させたものを基材上に塗布しても、乾燥後には黒鉛粉が基材とは密着せずに容易に脱落する。よって、有機溶媒を用いる場合でも炭素層を基材と良好に密着させるためにはスラリー中に樹脂などからなる結着材を含有させる必要がある。
【0041】
スラリー中に分散させる結着材としては、300〜850℃の熱処理により完全分解せずに炭化する結着材を用いる必要がある。なお、「完全分解せずに炭化する結着材」とは、前記温度範囲の熱処理によっては、スラリー中の結着材が完全には消失せず、その結果、少なくとも一部が炭化する結着材のことである。
300〜850℃の熱処理により完全分解せずに炭化する結着材を用いると、黒鉛粉同士および黒鉛粉と基材を繋ぐ役割を果たしている結着材が、後述する熱処理工程の条件において炭化して黒鉛粉同士および黒鉛粉と基材との繋がりをより強固なものにするとともに、結着材自身が炭化して導電性が得られることで、セパレータの導電性を向上させることができるからである。
なお、300〜850℃の熱処理により完全分解する化合物、例えば、ポリアセタール樹脂、ポリスチレン樹脂、ポリプロピレン樹脂、ポリエチレン樹脂、ポリウレタン樹脂、アクリル樹脂などを結着材として用いると、スラリー塗布により基材上に炭素層を形成することはできるものの、炭素層を黒鉛粉同士および黒鉛粉と基材を繋ぐ役割を果たすべき結着材が熱処理工程後には完全分解してしまう。その結果、基材上に黒鉛粉がばらばらに乗っているだけのような状態となり、基材と炭素層の密着性が得られず、基材上から炭素層が容易に脱落するため好ましくない。
【0042】
300〜850℃の熱処理により完全分解せずに炭化する結着材としては、増粘剤、フェノール樹脂、フラン樹脂、エポキシ樹脂、メラミン樹脂、ポリイミド樹脂、ポリ塩化ビニルのうちの少なくとも1種を含有するのが好ましい。
なお、結着材は、前記増粘剤および前記樹脂のうち、1種から構成されていてもよいし、これらを適宜混合して用いてもよい。また、これらが主体として含有する結着材であってもよく、その場合は、結着材の総重量に対して、前記増粘剤および前記樹脂のいずれかもしくはこれらの混合したものを50重量%以上含むように調整するのが好ましい。
【0043】
ここで、増粘剤とは、液体に粘性を持たせるために添加する化合物であり、粘度や安定性をよくするために食品、飲料、化粧品等に用いられており、ジャムやアイスクリームに用いられることが知られている。
本発明に係る黒鉛スラリーに含まれる増粘剤としては、カルボキシメチルセルロース、アガロース、アルギン酸、ペクチン、カラギーナン、グアーガム、キサンタンガム、ジェランガム、タマリンドガム、カードラン、サイリウムなどの増粘剤が好適に用いられる。
【0044】
スラリー中におけるこれらの結着材の濃度(2種以上から構成される場合は、当該2種以上の結着材の合計の濃度)は20重量%以下が適当であり、濃度が高すぎるとスラリーの粘度が高すぎて、塗工装置で基材上にスラリーを連続塗工するのが困難になる。また、水中に結着材を溶解させてスラリーを調製する場合は、結着材の濃度が低すぎるとスラリー中に黒鉛粉が分散しにくくなるため、結着材の濃度の下限値は0.1重量%程度とするのが好ましい。
【0045】
≪燃料電池セパレータの製造方法≫
燃料電池セパレータの製造方法は、炭素層形成工程と、圧着工程と、熱処理工程と、を含む。なお、圧着工程として、圧着工程の一形態である圧延工程を行うことが好ましい。
以下、燃料電池セパレータの製造方法を、工程ごとに説明する。
【0046】
<炭素層形成工程>
炭素層形成工程とは、基材表面に炭素層を形成する工程である。
炭素層の形成方法としては、黒鉛粉および結着材を含むスラリーを塗布することによって行われる。
黒鉛粉および結着材を含むスラリーを塗布する方法によれば、各種コーター等の塗工装置を用いて基板上に連続的に且つ均一に塗布することが可能であり、スラリー中の黒鉛粉の濃度や塗工条件を調整することにより、基板上の黒鉛の量を容易に調整することが可能である。
【0047】
なお、炭素層を形成する方法としては、基材上に黒鉛粉のみを直接振り掛けることにより基材上に黒鉛粉を乗せて、その後圧着して炭素層を形成する方法も考えられるが、この方法では片面ずつ黒鉛粉を降り掛けて圧着する必要があり、工程が増えるため好ましくない。また、この方法では基板上の黒鉛付着量が不均一となり易く、圧着後の材料の厚さが不均一となってしまう。
【0048】
スラリーを前記金属基材の表面に塗付する方法は、従来公知のバーコーター、ロールコーター、リバースロールコーター、グラビアコーター、ダイコーター、キスコーター、ロッドコーター、ディップコーター、スプレーコーターのいずれかを用いて基材にスラリーを塗付する方法が好ましい。
前記の各種コーターを用いることにより、基材表面に適切にスラリーを連続して塗布することができ、生産性を向上させることができる。
【0049】
<圧着工程>
圧着工程とは、炭素層形成工程の後に、炭素層を基材に圧着する工程である。例えば不織布などを炭素層に押し付けて擦り広げることや、炭素層を形成した材料を、樹脂製、ゴム製あるいは金属製の2本のロールの間に加圧しながら通すことにより、炭素層を潰して伸ばし、緻密な状態にしながら基材との密着性を高める。
【0050】
上述した圧着工程の一形態として、圧延工程が挙げられる。圧延工程は、炭素層形成工程と熱処理工程との間に、炭素層が形成されている基材を圧延することにより、炭素層中の黒鉛粉を基材表面に強固に圧着させる工程である。この圧延工程によって、基材表面に形成されている炭素層中の黒鉛粉が潰されて広がり、基材表面を高い被覆率により被覆させることができるとともに、圧力により炭素層と基材との密着性が向上する。この「潰されて広がる」という点において、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉は非常に良好に作用する。
【0051】
圧延工程において、基材表面に炭素層を強固に密着させるために、圧下率は0.1%以上であることが好ましい。一方、圧下率が40%を超えても基材表面の炭素層の被覆率および密着性向上の効果が飽和するため、圧下率の上限を40%とする。
なお、圧下率は、圧延工程前後の炭素層が形成された基材(炭素層の厚さも含む)の厚さの変化から算出した値であり、「圧下率=(t0―t1)/t0×100」(t0:炭素層形成工程後の初期厚さ、t1:圧延後の厚さ)により算出する。
【0052】
圧延工程の圧延は、従来公知の圧延装置やロールプレス装置を用いて行えばよい。なお、炭素層中の黒鉛粉が潤滑剤の役割も果たすため、圧延を施す際に、潤滑剤は使用しなくてもよい。
【0053】
<熱処理工程>
熱処理工程とは、圧着工程の後に、炭素層が形成された基材を熱処理することによって、炭素層と基材との結合をより強固なものとする工程である。
【0054】
この熱処理工程における熱処理温度は、300〜850℃である。熱処理温度が300℃未満であると、黒鉛と基材間の反応が起こりにくく密着性が向上し難いからである。また、基材に純チタンまたはチタン合金を用いる場合は、300℃以上の温度での熱処理により炭素層と基材との界面でチタンカーバイド層が形成されやすく、当該界面での密着性が向上するとともに、電気伝導性がよくなるからである。一方、熱処理温度が850℃を超えると、基材の機械特性が低下する可能性が存在するからである。好ましい熱処理温度の範囲は400〜800℃であり、より好ましくは、450〜780℃である。
【0055】
また、この熱処理工程は窒素ガスやアルゴンガス雰囲気、真空雰囲気等の非酸化性雰囲気下において前記温度範囲で行うことが好ましい。熱処理における非酸化性雰囲気とは、酸素分圧が低い雰囲気であり、窒素ガスやアルゴンガス雰囲気の場合はガス中の酸素濃度が20ppm以下であるのが好ましく、真空雰囲気の場合は真空度が50Pa以下、例えば酸素分圧が10Pa以下の雰囲気であるのが好ましい。酸素濃度および酸素分圧がこれらの値を超えると、基材上に形成した炭素層(黒鉛および結着材)が雰囲気中の酸素と反応することで、二酸化炭素となってしまう(燃焼反応を起こしてしまう)とともに、基材が酸化してしまうことによって導電性が劣化してしまうからである。
【0056】
また、熱処理の時間は、0.5〜60分間が好ましく、温度が低い場合は長時間の処理、温度が高い場合は短時間の処理というように、温度によって時間を適宜調整すればよい。
なお、この熱処理は、300〜850℃の熱処理温度で熱処理を行うことができ、かつ雰囲気調整ができる熱処理炉であれば、電気炉、ガス炉等、どのような熱処理炉でも用いることができる。
【0057】
<プレス成形工程>
熱処理工程の後、ガスの流路となる溝をプレス成形により形成する場合、切断、プレス加工等により、所望の形状に成形して、燃料電池セパレータとする工程を行ってもよい。
なお、このプレス成形工程は熱処理工程前に行うこともできる。そして、プレス成形の際、基材上の炭素層が潤滑剤としての作用を発揮するため、潤滑油無しでもプレス成形が可能であるとともに、プレス成形後も炭素層の剥離がほとんど起こらない。このためプレス成形後の脱脂洗浄が不要となりセパレータの生産性も向上する。
【0058】
なお、本発明に係る燃料電池セパレータの製造方法は、炭素層形成工程、圧着工程(圧延工程)、熱処理工程以外の工程、例えば、前記したプレス成形工程や、熱処理工程の後にセパレータを放冷する工程等、を含む構成となっていてもよい。
【0059】
以上の製造方法によって製造された燃料電池セパレータは、基材表面に緻密、かつ、高い被覆率で炭素層が形成されているとともに、その炭素層が基材上に強固に密着しているため、基材を燃料電池のセル内環境から遮蔽する環境遮蔽性(バリア性)が高く、優れた導電性を長期間維持することができる。
【0060】
以上、本発明の実施形態について説明したが、本発明は前記実施形態に限定されず、特許請求の範囲に記載した本発明の要旨を逸脱しない範囲で適宜設計変更可能である。
【実施例】
【0061】
次に、本発明に燃料電池セパレータの製造方法について、本発明の要件を満たす実施例(試験体No.1〜14)と本発明の要件を満たさない比較例(試験体No.15〜17)とを比較して具体的に説明する。
【0062】
[試験体の作製]
基材としては、JIS 1種のチタン基材(焼鈍酸洗仕上げ)とステンレス(SUS316L)の2種類を使用した。
チタン基材(焼鈍酸洗仕上げ)の化学組成は、O:450ppm、Fe:250ppm、N:40ppm、残部がTiおよび不可避的不純物であり、チタン基材の板厚は、0.2mmであり、サイズは50×150mmとした。当該チタン基材は、チタン原料に対して従来公知の溶解工程、鋳造工程、熱間圧延工程、冷間圧延工程を施して得られたものである。
ステンレス(SUS316L)の化学組成は、Cr:16.7%、Ni:12.3%、Mo:2.5%、Mn:1.2%、Si:0.5%、C:0.02%、残部がFeおよび不可避不純物であり、基材の板厚は0.2mmであり、サイズは50×150mmとチタン基材と同厚さ、同サイズで作製した。
【0063】
黒鉛粉としては、人造黒鉛粉(高純度化学社製、CCE02PB、純度4N)、鱗状黒鉛粉(伊藤黒鉛工業社製、SRP−7、純度98.2%)、鱗片状黒鉛粉(SECカーボン社製、SNO-10、純度99.6%)、膨張化黒鉛粉(SECカーボン社製、SNE−6G、純度99.9%)、熱分解黒鉛粉(伊藤黒鉛工業社製、PC−10、純度99.3%)の5種類を用いるとともに、様々な平均粒径のものを用いた。
なお、スラリー中の黒鉛粉の濃度は10重量%に固定して行った。
【0064】
結着材には、増粘剤または樹脂を用い、増粘剤としては、カルボキシメチルセルロース、アガロース、カラギーナン、ジェランガムを、樹脂としては、フェノール樹脂、エポキシ樹脂、アクリル樹脂、ポリプロピレン樹脂、ポリエステル樹脂を用いた。
増粘剤を用いたときの溶媒には水を、各樹脂を用いた場合の溶媒には各樹脂を溶解させる有機溶媒を選択して用いた。なおスラリー中の結着材の濃度は、用いた結着材の種類や溶媒によって適宜調整した。
【0065】
後記の表1に示すような各スラリーを作製し、当該スラリーをバーコーターを用いてチタン基材およびステンレス基材に塗布し、乾燥させた。このようにして、基材の両面に炭素層(片面の付着量は約300μg/cm2)を形成した。
その後、4段圧延機を用いて、圧延油を用いずに、3tonの荷重を掛けて1パスのみの冷間圧延を行い(圧下率3%)、基材上に炭素層を圧着させた。
次に、圧延を行った試験体より20×50mmのサイズの試験体を切り出し、真空雰囲気(6.7×10−3Pa)またはアルゴンガス中(ガス中酸素濃度2ppm)において、室温から700℃まで30分で昇温し、700℃にて3分間保持後に炉冷するという条件での熱処理を施した。
【0066】
[接触抵抗測定]
前記方法により作製した試験体について、図1に示す接触抵抗測定装置10を用いて、接触抵抗を測定した。詳細には、試験体11の両面を2枚のカーボンクロス12、12で挟み、さらにその外側を接触面積1cm2の2枚の銅電極13、13で挟んで荷重98N(10kgf)で加圧し、直流電流電源を用いて7.4mAの電流を通電し、カーボンクロス12、12の間に加わる電圧を電圧計で測定して、接触抵抗(初期接触抵抗)を求めた。
接触抵抗が8mΩ・cm2以下の場合を導電性が良好、8mΩ・cm2を超える場合を導電性が不良とした。
【0067】
[密着性評価]
図1に示す接触抵抗測定装置10を用いて、密着性評価を行った。試験体11の両面を2枚のカーボンクロス12、12で挟み、さらにその外側を接触面積1cm2の銅電極13、13で挟んで荷重19.6N(2kgf)に加圧し、両面から加圧された状態を保持したまま、面内方向に試験体11を引き抜いた(引抜き試験)。
引抜き試験後、非摩擦面および摩擦面をSEM/EDXにて50倍の倍率で観察し、加速電圧を15kVとしてチタン(Ti)と炭素(C)を定量分析したときに、非摩擦面での炭素の量(原子%)に対する摩擦面での炭素の量の割合、すなわち摩擦試験後の炭素の残存率((摩擦面での炭素量(原子%)/非摩擦面での炭素量(原子%))×100)を求めた。この摩擦試験後の炭素の残存率が70%以上であったときは○(良好)、摩擦面での炭素の量が非摩擦面の炭素の50%以上、70%未満であるときは△(やや不良)、摩擦面での炭素の量が非摩擦面の炭素の量50%未満であるときを×(不良)と判断し、○(良好)となるものを合格と判断した。
【0068】
[耐久性評価]
また、炭素層密着性が合格判定となった試験体において、耐久性評価(耐久試験)を行った。すなわち、試験体を比液量が20ml/cm2である80℃の硫酸水溶液(10mmol/L)に浸漬し、さらに飽和カロメル電極(SCE)を基準として試験体に対して+600mVの電位を印加しながら100時間の浸漬処理を行った後、試験体を硫酸水溶液から取り出し、洗浄、乾燥して、前記と同様の方法で接触抵抗を測定した。
前記浸漬後(耐久試験後)の接触抵抗(表1では耐久試験後接触抵抗と示す)が20mΩ・cm2以下の場合を耐久性が合格、20mΩ・cm2を超える場合を耐久性が不合格とした。
各試験体の基材種、黒鉛粉の種類および平均粒径、結着材の種類および濃度、溶媒の種類、熱処理雰囲気、接触抵抗測定結果、炭素層密着性評価結果を表1に示す。
【0069】
【表1】

【0070】
試験体No.1〜14に係るセパレータは、本発明に規定する結着材および黒鉛粉を含むスラリーを用いて、所定の工程を経て作製されているため、初期接触抵抗が低く、炭素層の密着性は合格範囲となった。更に耐久試験後の接触抵抗評価においても合格判定となり、耐久性にも優れることが分かった。
一方、試験体No.15〜17に係るセパレータは、結着材として300〜850℃の熱処理により完全分解するものを用いているため、炭素層の密着性が不良またはやや不良となった。
以上の結果より、本発明で規定する方法により製造した燃料電池セパレータは、導電性および炭素層(導電層)と基材との密着性に優れるとともに、耐久性にも優れることが分かった。
【符号の説明】
【0071】
10 接触抵抗測定装置
11 試験体
12 カーボンクロス
13 銅電極
【技術分野】
【0001】
本発明は、燃料電池に用いられる燃料電池セパレータの製造方法に関するものである。
【背景技術】
【0002】
水素等の燃料と酸素等の酸化剤を供給し続けることで継続的に電力を取り出すことができる燃料電池は、乾電池等の一次電池や鉛蓄電池等の二次電池とは異なり、発電効率が高く、システム規模の大小にあまり影響されず、また、騒音や振動も少ないため、多様な用途・規模をカバーするエネルギー源として期待されている。燃料電池は、具体的には、固体高分子型燃料電池(PEFC)、アルカリ電解質型燃料電池(AFC)、リン酸型燃料電池(PAFC)、溶融炭酸塩型燃料電池(MCFC)、固体酸化物型燃料電池(SOFC)、バイオ燃料電池等として開発されている。中でも、燃料電池自動車や、家庭用燃料電池(家庭用コジェネレーションシステム)、携帯電話やパソコン等の携帯機器向けとして、固体高分子型燃料電池の開発が進められている。
【0003】
固体高分子型燃料電池(以下、燃料電池という)は、固体高分子電解質膜を、アノード電極とカソード電極とで挟んだものを単セルとし、ガス(水素、酸素等)の流路となる溝が形成されたセパレータと呼ばれる(バイポーラプレートとも呼ばれる)電極を介して、前記単セルを複数個重ね合わせたスタックとして構成される。燃料電池は、スタックあたりのセル数を増やすことで、出力を高くすることができる。
【0004】
燃料電池用のセパレータは、発生した電流を燃料電池の外部へ取り出すための部品であるので、その材料には、接触抵抗(電極とセパレータ表面との間で、界面現象のために電圧降下が生じることをいう)が低く、それがセパレータとしての使用中に長期間維持されるという特性が要求される。
さらに、燃料電池セル内部は高温・酸性雰囲気であるので、燃料電池用のセパレータには高耐食性も要求される。
【0005】
これらの要求を満足するために、黒鉛粉末の成形体を削り出して成るセパレータや、黒鉛と樹脂の混合物成形体から成るセパレータが種々提案されている。これらは優れた耐食性を有するものの、強度や靱性に劣ることから、振動や衝撃が加えられた際に破損する虞がある。そのため、金属材料をベースにしたセパレータが指向され、種々提案されている。
【0006】
耐食性と導電性を兼ね備えた金属材料としては、Au、Ptが挙げられる。従来から、薄型化が可能で、優れた加工性および高強度を有するアルミニウム合金、ステンレス鋼、ニッケル合金、チタン合金等の金属材料を基材とし、これにAuやPt等の貴金属を被覆して耐食性および導電性を付与したセパレータが検討されている。しかしながら、これらの貴金属材料は非常に高価であるため、コスト高となる。
【0007】
このような問題に対して、貴金属材料を使用しない表面処理方法により耐食性および導電性を付与する金属セパレータの製造方法が提案されている。
例えば、酸洗したステンレス基材表面にカーボン粉末を含む導電性塗膜を形成したセパレータ材料(特許文献1)や、金属基材へ塗布することによりセパレータの耐食性および導電性を付与することができるカーボン粉末を含む導電性塗料、およびこの導電性塗料を塗布したセパレータ材料(特許文献2、3)が提案されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−345618公報
【特許文献2】特開2008−78143号公報
【特許文献3】特開2010−248474号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1〜3に開示された技術は、基材上に形成された導電性被膜中に多くの樹脂成分を含んでいるため接触抵抗が十分に低くならない。また、燃料電池内の高温・酸性雰囲気下で当該樹脂成分の劣化が起こり、導電性被膜が基材から剥離する恐れがある。したがって、当該導電性被膜が形成された基材を、燃料電池のセパレータとして長期間使用するうちに徐々に性能が劣化してしまう懸念がある。
【0010】
本発明は、前記の問題に鑑みてなされたものであり、その課題は、良好な導電性(低い接触抵抗)を示す緻密な導電性被膜を金属基材表面に良好に被覆させるとともに、金属基材と金属基材表面に形成させた導電層とを強固に密着させることにより、燃料電池セル内部の高温・酸性雰囲気下でも高い導電性を長時間維持できる燃料電池セパレータの製造方法を提供することにある。
【課題を解決するための手段】
【0011】
発明者らは、鋭意検討を行った結果、金属基材の表面に炭素層を形成・圧着後、熱処理を施すとともに、炭素層の形成について、所定の結着材と黒鉛粉を含むスラリーを塗布することによって行うことにより、金属基材と炭素層との密着性が良好となり、セパレータに良好な導電性と耐久性を付与することができることを見出し、本発明に至った。
【0012】
すなわち、本発明に係る燃料電池セパレータの製造方法は、金属基材表面に炭素層を形成する炭素層形成工程と、形成した前記炭素層を前記金属基材に圧着する圧着工程と、前記炭素層が圧着した前記金属基材を300〜850℃の温度で熱処理する熱処理工程と、を含み、前記炭素層形成工程は、黒鉛粉および結着材を含むスラリーを前記金属基材の表面に塗布することによって行われ、当該結着材は、前記熱処理により完全分解せずに炭化する結着材であることを特徴とする。
【0013】
このように、本発明に係る燃料電池セパレータの製造方法は、300〜850℃の熱処理により完全分解せずに炭化する結着材を使用することにより、炭素層を圧着した後の熱処理において、黒鉛粉同士および黒鉛粉と金属基材とを繋ぐ役割を果たしている結着材が、炭化することで当該繋がりをより強固なものとすることができる。つまり、金属基材と炭素層との密着性を向上させることができる。さらに、結着材自体が炭化して導電性を得られることにより、セパレータの導電性を向上させることができる。
【0014】
そして、本発明に係る燃料電池セパレータの製造方法は、スラリーに結着材が含まれていることから、スラリー中に黒鉛粉を均一に分散させることができる。その結果、金属基材表面に炭素層を均一に形成させることができる。
加えて、スラリーに結着材が含まれていることから、スラリーが乾燥した後に黒鉛粉が金属基材表面から脱落してしまうといった事態を回避することができる。その結果、炭素層と金属基材とを良好に密着させることができる。
【0015】
また、本発明に係る燃料電池セパレータの製造方法は、前記結着材が、増粘剤、フェノール樹脂、フラン樹脂、エポキシ樹脂、メラミン樹脂、ポリイミド樹脂、ポリ塩化ビニルのうちの少なくとも1種を含有することが好ましい。
そして、本発明に係る燃料電池セパレータの製造方法は、前記増粘剤が、カルボキシメチルセルロース、アガロース、アルギン酸、ペクチン、カラギーナン、グアーガム、キサンタンガム、ジェランガム、タマリンドガム、カードラン、サイリウムのいずれかであることが好ましい。
【0016】
このように、本発明に係る燃料電池セパレータの製造方法は、結着材(増粘剤や樹脂)を所定のものに特定することにより、前記した密着性および導電性をさらに向上することができる。
【0017】
また、本発明に係る燃料電池セパレータの製造方法は、前記黒鉛粉が、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、および熱分解黒鉛粉のうちのいずれか、または、これらを主体とする黒鉛粉であることが好ましい。
【0018】
このように、本発明に係る燃料電池セパレータの製造方法は、所定の黒鉛粉を用いることにより、炭素層を金属基材に圧着させる際、粉末の粒を構成する薄片同士が圧力によって広がり、金属基材表面を覆うこととなる。その結果、金属基材上に、緻密で被覆率の高い炭素層を形成することができる。
【0019】
また、本発明に係る燃料電池セパレータの製造方法は、前記スラリー中に占める前記黒鉛粉濃度が50重量%以下であることが好ましい。
【0020】
このように、本発明に係る燃料電池セパレータの製造方法は、スラリー中に占める黒鉛粉濃度を所定重量%以下とすることにより、例えば、塗工装置(各種コーター)を用いて連続塗工する場合、金属基材表面に適切にスラリーを塗布することができる。
【0021】
また、本発明に係る燃料電池セパレータの製造方法は、前記スラリーを前記金属基材の表面に塗布する方法が、バーコーター、ロールコーター、リバースロールコーター、グラビアコーター、ダイコーター、キスコーター、ロッドコーター、ディップコーター、スプレーコーターのいずれかを用いて塗布する方法であることが好ましい。
【0022】
このように、本発明に係る燃料電池セパレータの製造方法は、各種コーターを用いることにより、金属基材表面にスラリーを連続して適切に塗布することができ、生産性を向上させることができる。
【発明の効果】
【0023】
本発明に係る燃料電池セパレータの製造方法は、結着材が炭化することにより、黒鉛粉同士および黒鉛粉と金属基材の繋がりをより強固なものとすることができるとともに、結着材が炭化して導電性が得られることにより、セパレータの導電性を向上させることができる。また、金属基材表面に炭素層を均一に形成させることができるとともに、スラリー乾燥後の黒鉛粉の脱落を回避することができる。
したがって、本発明に係る燃料電池セパレータの製造方法によれば、燃料電池セル内部の高温・酸性雰囲気下でも高い導電性を長時間維持できる燃料電池セパレータの製造方法を提供することができる。
【0024】
また、本発明に係る燃料電池セパレータの製造方法は、結着材および増粘剤を所定のものに特定することにより、密着性および導電性の向上を確実なものとすることができる。
加えて、本発明に係る燃料電池セパレータの製造方法は、所定の黒鉛粉を用いることにより、金属基材上に、緻密で被覆率の高い炭素層を形成することができる。
【0025】
さらに、本発明に係る燃料電池セパレータの製造方法は、スラリー中に占める黒鉛粉濃度を所定重量%以下とすること、および、各種コーターを用いることにより、金属基材表面にスラリーを連続して適切に塗布することができ、生産性を向上させることができる。
【図面の簡単な説明】
【0026】
【図1】実施例における接触抵抗測定、および、密着性評価において使用した接触抵抗測定装置の概略図である。
【発明を実施するための形態】
【0027】
以下、本発明に係る燃料電池セパレータの製造方法の実施するための形態について、詳細に説明する。
【0028】
≪燃料電池セパレータ≫
まず、本発明に係る燃料電池セパレータの製造方法で製造される燃料電池セパレータ(以下、適宜、セパレータという)について説明する。
セパレータは、金属基材と、当該金属基材の表面に形成された炭素層(黒鉛粉により形成される層)と、から構成される。なお、炭素層は、金属基材の片面に形成されていても、両面に形成されていてもよい。また、セパレータとは、セパレータ用の板材も含む。
以下、セパレータを構成する金属基材、炭素層について説明する。
【0029】
<金属基材>
燃料電池セパレータの基材は、ガスの流路となる溝を形成するために必要となる加工性の点、ガスバリア性の点、導電性や熱伝導性の点から金属基材を用いる。なお、燃料電池内部環境下での耐食性の観点から、純チタン、チタン合金またはステンレス鋼からなるのが好ましい。中でも純チタンまたはチタン合金はステンレス鋼と比べて軽量であるとともに耐食性に優れるため、非常に好ましい材料である。
【0030】
金属基材(以下、適宜、基材という)は、従来公知の方法、例えば、原料金属を溶解、鋳造して鋳塊とし、熱間圧延した後、冷間圧延を施して作製し準備すればよい。また、基材は、焼鈍仕上げされていることが好ましいが、その仕上げ状態は問わず、例えば「焼鈍+酸洗仕上げ」、「真空熱処理仕上げ」、「光輝焼鈍仕上げ」等のいずれの仕上げ状態であっても構わない。
【0031】
なお、基材は、特定の組成の純チタン、チタン合金またはステンレス鋼に限定されるものではないが、純チタン、チタン合金からなる基材を用いる場合は、チタン素材(母材)の冷間圧延のし易さ(中間焼鈍なしでトータル圧下率35%以上の冷間圧延を実施できる)や、その後のプレス成形性確保の観点から、O:1500ppm以下(より好ましくは1000ppm以下)、Fe:1500ppm以下(より好ましくは1000ppm以下)、C:800ppm以下、N:300ppm以下、H:130ppm以下であり、残部がTiおよび不可避的不純物からなるものが好ましい。例えば、JIS 1種の冷間圧延板を使用することができる。なお、チタン基材を用いることにより、燃料電池セパレータの強度や靱性が向上するとともに、基材自体が高い耐食性を有しているため、燃料電池環境下で炭素層に被覆されてない箇所(チタン基材が露出している箇所)からの基材の溶出を防ぐことができる。さらに、軽量であるため、特に自動車用途として使用し易い。
【0032】
また、基材の板厚は、0.05〜1.0mmが好ましい。板厚が0.05mm未満では、基材に必要とされる強度を確保し難く、一方、1.0mmを超えると加工性が低下するからである。
【0033】
<炭素層>
炭素層は、基材表面に形成される層であり、後述の黒鉛粉により構成される。
炭素層の付着量は、特に限定されないが、10〜1000μg/cm2が好ましい。10μg/cm2未満では、導電性と耐食性を確保し難く、1000μg/cm2を超えると導電性と耐食性の効果については飽和する一方で、加工性が低下するからである。
なお、炭素層は基材の表面全体に被覆されていることが好ましいが、導電性と耐食性を確保するために、基材表面の40%以上、好ましくは50%以上に被覆していればよい。
【0034】
次に、この炭素層を基材表面に形成する際に使用するスラリーについて説明する。
≪スラリー≫
スラリーは、黒鉛粉と結着材とを含む流動体である。そして、黒鉛粉および結着材以外の成分(溶媒)については、特に限定されず、有機溶媒や水を使用すればよい。有機溶媒は使用する樹脂を溶解するものを使用するのが良く、エタノール、トルエン、キシレン等が使用できる。
【0035】
≪黒鉛粉≫
基材表面に炭素層を形成する際に使用する黒鉛粉は、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、および熱分解黒鉛粉のうちのいずれか、または、これらを主体とする黒鉛粉であるのが好ましい。
鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉は、粉末の粒が鱗状の形態となっているとともに、この粒自体は更に薄い黒鉛の薄片が積み重なってできている。このような黒鉛粉を用いて基材表面に炭素層を形成した後に圧着(圧延)を施すと、粉末の粒を構成する薄片同士が圧力により滑って広がり、基材表面を覆うようになる。したがって、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉を用いると、基材上に、緻密で、被覆率の高い炭素層を形成することができる。なお、これらの黒鉛粉の中でも、特に、膨張化黒鉛粉は薄片間に微細な空間があるため圧力を受けたときに潰れやすく、薄片間での滑りが起こることでより広がり易い。よって、膨張化黒鉛粉を用いるのが特に好ましい。
また、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉を用いると、低い圧下率でも、緻密な炭素層を高い被覆率で形成することが可能であるため、生産性に優れ、コスト面でもメリットが大きい。
【0036】
そして、黒鉛粉は、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉のいずれかのみを用いてもよいし、これらを適宜混合して用いてもよい。また、これらの黒鉛粉が主体として含まれる混合黒鉛粉であってもよく、その場合は、使用する黒鉛粉の総重量に対して、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉のいずれかもしくはこれらの混合粉末を50重量%以上含むように調整するのが好ましい。鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉のいずれかもしくはこれらの混合粉末の割合が50重量%未満であると、基材と黒鉛層との密着性が悪くなる虞があるからである。
なお、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛のいずれかもしくはこれらの混合粉末からなる黒鉛粉を用いる場合が好ましい。
【0037】
黒鉛粉の粒径は0.05〜100μmであることが好ましい。粒径が0.05μm未満であると圧延時に黒鉛粉にかかる応力が小さくなるため、黒鉛粉と基材との密着性が向上し難く、粒径が100μmを超えると圧延後に得られる炭素層の厚さが厚すぎて、セパレータ上に流路となる溝を形成するために行うプレス加工時に、炭素層の剥離などが起こり易くなるからである。
【0038】
また、スラリー中の黒鉛粉の濃度は、使用する溶媒(水、有機溶媒)および結着材濃度とのバランスおよび基材上に塗工する所望の黒鉛の塗工量により適宜調整すればよいが、後述するような塗工手法を用いた塗工装置によって基材上に連続塗工するためには、スラリー中に占める黒鉛粉濃度は50重量%以下とするのが好ましい。
【0039】
≪結着材≫
スラリー中に黒鉛粉を均一に分散させ、且つ基材と炭素層との密着性を向上させるためには適切な結着材を用いる必要がある。なお、結着材とは、対象物を結びつけるために加えられる化合物であり、詳細には、黒鉛粉同士および黒鉛粉と基材とを結びつけるための化合物である。
【0040】
黒鉛粉は水をはじく性質があるため、そのままでは水中(スラリー中)にはきれいに分散しない。このとき、予め水溶性の増粘剤などからなる結着材を水に溶解させてから黒鉛粉を分散させると均一分散が可能となる。その結果、黒鉛粉が均一に分散したスラリーを基材上に塗布することができ、塗布・乾燥後も基材上に炭素層が良好に密着することとなる。
一方、黒鉛粉はエタノールなどの有機溶媒中には容易に分散する。しかしながら、単に黒鉛粉を有機溶媒中に分散させたものを基材上に塗布しても、乾燥後には黒鉛粉が基材とは密着せずに容易に脱落する。よって、有機溶媒を用いる場合でも炭素層を基材と良好に密着させるためにはスラリー中に樹脂などからなる結着材を含有させる必要がある。
【0041】
スラリー中に分散させる結着材としては、300〜850℃の熱処理により完全分解せずに炭化する結着材を用いる必要がある。なお、「完全分解せずに炭化する結着材」とは、前記温度範囲の熱処理によっては、スラリー中の結着材が完全には消失せず、その結果、少なくとも一部が炭化する結着材のことである。
300〜850℃の熱処理により完全分解せずに炭化する結着材を用いると、黒鉛粉同士および黒鉛粉と基材を繋ぐ役割を果たしている結着材が、後述する熱処理工程の条件において炭化して黒鉛粉同士および黒鉛粉と基材との繋がりをより強固なものにするとともに、結着材自身が炭化して導電性が得られることで、セパレータの導電性を向上させることができるからである。
なお、300〜850℃の熱処理により完全分解する化合物、例えば、ポリアセタール樹脂、ポリスチレン樹脂、ポリプロピレン樹脂、ポリエチレン樹脂、ポリウレタン樹脂、アクリル樹脂などを結着材として用いると、スラリー塗布により基材上に炭素層を形成することはできるものの、炭素層を黒鉛粉同士および黒鉛粉と基材を繋ぐ役割を果たすべき結着材が熱処理工程後には完全分解してしまう。その結果、基材上に黒鉛粉がばらばらに乗っているだけのような状態となり、基材と炭素層の密着性が得られず、基材上から炭素層が容易に脱落するため好ましくない。
【0042】
300〜850℃の熱処理により完全分解せずに炭化する結着材としては、増粘剤、フェノール樹脂、フラン樹脂、エポキシ樹脂、メラミン樹脂、ポリイミド樹脂、ポリ塩化ビニルのうちの少なくとも1種を含有するのが好ましい。
なお、結着材は、前記増粘剤および前記樹脂のうち、1種から構成されていてもよいし、これらを適宜混合して用いてもよい。また、これらが主体として含有する結着材であってもよく、その場合は、結着材の総重量に対して、前記増粘剤および前記樹脂のいずれかもしくはこれらの混合したものを50重量%以上含むように調整するのが好ましい。
【0043】
ここで、増粘剤とは、液体に粘性を持たせるために添加する化合物であり、粘度や安定性をよくするために食品、飲料、化粧品等に用いられており、ジャムやアイスクリームに用いられることが知られている。
本発明に係る黒鉛スラリーに含まれる増粘剤としては、カルボキシメチルセルロース、アガロース、アルギン酸、ペクチン、カラギーナン、グアーガム、キサンタンガム、ジェランガム、タマリンドガム、カードラン、サイリウムなどの増粘剤が好適に用いられる。
【0044】
スラリー中におけるこれらの結着材の濃度(2種以上から構成される場合は、当該2種以上の結着材の合計の濃度)は20重量%以下が適当であり、濃度が高すぎるとスラリーの粘度が高すぎて、塗工装置で基材上にスラリーを連続塗工するのが困難になる。また、水中に結着材を溶解させてスラリーを調製する場合は、結着材の濃度が低すぎるとスラリー中に黒鉛粉が分散しにくくなるため、結着材の濃度の下限値は0.1重量%程度とするのが好ましい。
【0045】
≪燃料電池セパレータの製造方法≫
燃料電池セパレータの製造方法は、炭素層形成工程と、圧着工程と、熱処理工程と、を含む。なお、圧着工程として、圧着工程の一形態である圧延工程を行うことが好ましい。
以下、燃料電池セパレータの製造方法を、工程ごとに説明する。
【0046】
<炭素層形成工程>
炭素層形成工程とは、基材表面に炭素層を形成する工程である。
炭素層の形成方法としては、黒鉛粉および結着材を含むスラリーを塗布することによって行われる。
黒鉛粉および結着材を含むスラリーを塗布する方法によれば、各種コーター等の塗工装置を用いて基板上に連続的に且つ均一に塗布することが可能であり、スラリー中の黒鉛粉の濃度や塗工条件を調整することにより、基板上の黒鉛の量を容易に調整することが可能である。
【0047】
なお、炭素層を形成する方法としては、基材上に黒鉛粉のみを直接振り掛けることにより基材上に黒鉛粉を乗せて、その後圧着して炭素層を形成する方法も考えられるが、この方法では片面ずつ黒鉛粉を降り掛けて圧着する必要があり、工程が増えるため好ましくない。また、この方法では基板上の黒鉛付着量が不均一となり易く、圧着後の材料の厚さが不均一となってしまう。
【0048】
スラリーを前記金属基材の表面に塗付する方法は、従来公知のバーコーター、ロールコーター、リバースロールコーター、グラビアコーター、ダイコーター、キスコーター、ロッドコーター、ディップコーター、スプレーコーターのいずれかを用いて基材にスラリーを塗付する方法が好ましい。
前記の各種コーターを用いることにより、基材表面に適切にスラリーを連続して塗布することができ、生産性を向上させることができる。
【0049】
<圧着工程>
圧着工程とは、炭素層形成工程の後に、炭素層を基材に圧着する工程である。例えば不織布などを炭素層に押し付けて擦り広げることや、炭素層を形成した材料を、樹脂製、ゴム製あるいは金属製の2本のロールの間に加圧しながら通すことにより、炭素層を潰して伸ばし、緻密な状態にしながら基材との密着性を高める。
【0050】
上述した圧着工程の一形態として、圧延工程が挙げられる。圧延工程は、炭素層形成工程と熱処理工程との間に、炭素層が形成されている基材を圧延することにより、炭素層中の黒鉛粉を基材表面に強固に圧着させる工程である。この圧延工程によって、基材表面に形成されている炭素層中の黒鉛粉が潰されて広がり、基材表面を高い被覆率により被覆させることができるとともに、圧力により炭素層と基材との密着性が向上する。この「潰されて広がる」という点において、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、熱分解黒鉛粉は非常に良好に作用する。
【0051】
圧延工程において、基材表面に炭素層を強固に密着させるために、圧下率は0.1%以上であることが好ましい。一方、圧下率が40%を超えても基材表面の炭素層の被覆率および密着性向上の効果が飽和するため、圧下率の上限を40%とする。
なお、圧下率は、圧延工程前後の炭素層が形成された基材(炭素層の厚さも含む)の厚さの変化から算出した値であり、「圧下率=(t0―t1)/t0×100」(t0:炭素層形成工程後の初期厚さ、t1:圧延後の厚さ)により算出する。
【0052】
圧延工程の圧延は、従来公知の圧延装置やロールプレス装置を用いて行えばよい。なお、炭素層中の黒鉛粉が潤滑剤の役割も果たすため、圧延を施す際に、潤滑剤は使用しなくてもよい。
【0053】
<熱処理工程>
熱処理工程とは、圧着工程の後に、炭素層が形成された基材を熱処理することによって、炭素層と基材との結合をより強固なものとする工程である。
【0054】
この熱処理工程における熱処理温度は、300〜850℃である。熱処理温度が300℃未満であると、黒鉛と基材間の反応が起こりにくく密着性が向上し難いからである。また、基材に純チタンまたはチタン合金を用いる場合は、300℃以上の温度での熱処理により炭素層と基材との界面でチタンカーバイド層が形成されやすく、当該界面での密着性が向上するとともに、電気伝導性がよくなるからである。一方、熱処理温度が850℃を超えると、基材の機械特性が低下する可能性が存在するからである。好ましい熱処理温度の範囲は400〜800℃であり、より好ましくは、450〜780℃である。
【0055】
また、この熱処理工程は窒素ガスやアルゴンガス雰囲気、真空雰囲気等の非酸化性雰囲気下において前記温度範囲で行うことが好ましい。熱処理における非酸化性雰囲気とは、酸素分圧が低い雰囲気であり、窒素ガスやアルゴンガス雰囲気の場合はガス中の酸素濃度が20ppm以下であるのが好ましく、真空雰囲気の場合は真空度が50Pa以下、例えば酸素分圧が10Pa以下の雰囲気であるのが好ましい。酸素濃度および酸素分圧がこれらの値を超えると、基材上に形成した炭素層(黒鉛および結着材)が雰囲気中の酸素と反応することで、二酸化炭素となってしまう(燃焼反応を起こしてしまう)とともに、基材が酸化してしまうことによって導電性が劣化してしまうからである。
【0056】
また、熱処理の時間は、0.5〜60分間が好ましく、温度が低い場合は長時間の処理、温度が高い場合は短時間の処理というように、温度によって時間を適宜調整すればよい。
なお、この熱処理は、300〜850℃の熱処理温度で熱処理を行うことができ、かつ雰囲気調整ができる熱処理炉であれば、電気炉、ガス炉等、どのような熱処理炉でも用いることができる。
【0057】
<プレス成形工程>
熱処理工程の後、ガスの流路となる溝をプレス成形により形成する場合、切断、プレス加工等により、所望の形状に成形して、燃料電池セパレータとする工程を行ってもよい。
なお、このプレス成形工程は熱処理工程前に行うこともできる。そして、プレス成形の際、基材上の炭素層が潤滑剤としての作用を発揮するため、潤滑油無しでもプレス成形が可能であるとともに、プレス成形後も炭素層の剥離がほとんど起こらない。このためプレス成形後の脱脂洗浄が不要となりセパレータの生産性も向上する。
【0058】
なお、本発明に係る燃料電池セパレータの製造方法は、炭素層形成工程、圧着工程(圧延工程)、熱処理工程以外の工程、例えば、前記したプレス成形工程や、熱処理工程の後にセパレータを放冷する工程等、を含む構成となっていてもよい。
【0059】
以上の製造方法によって製造された燃料電池セパレータは、基材表面に緻密、かつ、高い被覆率で炭素層が形成されているとともに、その炭素層が基材上に強固に密着しているため、基材を燃料電池のセル内環境から遮蔽する環境遮蔽性(バリア性)が高く、優れた導電性を長期間維持することができる。
【0060】
以上、本発明の実施形態について説明したが、本発明は前記実施形態に限定されず、特許請求の範囲に記載した本発明の要旨を逸脱しない範囲で適宜設計変更可能である。
【実施例】
【0061】
次に、本発明に燃料電池セパレータの製造方法について、本発明の要件を満たす実施例(試験体No.1〜14)と本発明の要件を満たさない比較例(試験体No.15〜17)とを比較して具体的に説明する。
【0062】
[試験体の作製]
基材としては、JIS 1種のチタン基材(焼鈍酸洗仕上げ)とステンレス(SUS316L)の2種類を使用した。
チタン基材(焼鈍酸洗仕上げ)の化学組成は、O:450ppm、Fe:250ppm、N:40ppm、残部がTiおよび不可避的不純物であり、チタン基材の板厚は、0.2mmであり、サイズは50×150mmとした。当該チタン基材は、チタン原料に対して従来公知の溶解工程、鋳造工程、熱間圧延工程、冷間圧延工程を施して得られたものである。
ステンレス(SUS316L)の化学組成は、Cr:16.7%、Ni:12.3%、Mo:2.5%、Mn:1.2%、Si:0.5%、C:0.02%、残部がFeおよび不可避不純物であり、基材の板厚は0.2mmであり、サイズは50×150mmとチタン基材と同厚さ、同サイズで作製した。
【0063】
黒鉛粉としては、人造黒鉛粉(高純度化学社製、CCE02PB、純度4N)、鱗状黒鉛粉(伊藤黒鉛工業社製、SRP−7、純度98.2%)、鱗片状黒鉛粉(SECカーボン社製、SNO-10、純度99.6%)、膨張化黒鉛粉(SECカーボン社製、SNE−6G、純度99.9%)、熱分解黒鉛粉(伊藤黒鉛工業社製、PC−10、純度99.3%)の5種類を用いるとともに、様々な平均粒径のものを用いた。
なお、スラリー中の黒鉛粉の濃度は10重量%に固定して行った。
【0064】
結着材には、増粘剤または樹脂を用い、増粘剤としては、カルボキシメチルセルロース、アガロース、カラギーナン、ジェランガムを、樹脂としては、フェノール樹脂、エポキシ樹脂、アクリル樹脂、ポリプロピレン樹脂、ポリエステル樹脂を用いた。
増粘剤を用いたときの溶媒には水を、各樹脂を用いた場合の溶媒には各樹脂を溶解させる有機溶媒を選択して用いた。なおスラリー中の結着材の濃度は、用いた結着材の種類や溶媒によって適宜調整した。
【0065】
後記の表1に示すような各スラリーを作製し、当該スラリーをバーコーターを用いてチタン基材およびステンレス基材に塗布し、乾燥させた。このようにして、基材の両面に炭素層(片面の付着量は約300μg/cm2)を形成した。
その後、4段圧延機を用いて、圧延油を用いずに、3tonの荷重を掛けて1パスのみの冷間圧延を行い(圧下率3%)、基材上に炭素層を圧着させた。
次に、圧延を行った試験体より20×50mmのサイズの試験体を切り出し、真空雰囲気(6.7×10−3Pa)またはアルゴンガス中(ガス中酸素濃度2ppm)において、室温から700℃まで30分で昇温し、700℃にて3分間保持後に炉冷するという条件での熱処理を施した。
【0066】
[接触抵抗測定]
前記方法により作製した試験体について、図1に示す接触抵抗測定装置10を用いて、接触抵抗を測定した。詳細には、試験体11の両面を2枚のカーボンクロス12、12で挟み、さらにその外側を接触面積1cm2の2枚の銅電極13、13で挟んで荷重98N(10kgf)で加圧し、直流電流電源を用いて7.4mAの電流を通電し、カーボンクロス12、12の間に加わる電圧を電圧計で測定して、接触抵抗(初期接触抵抗)を求めた。
接触抵抗が8mΩ・cm2以下の場合を導電性が良好、8mΩ・cm2を超える場合を導電性が不良とした。
【0067】
[密着性評価]
図1に示す接触抵抗測定装置10を用いて、密着性評価を行った。試験体11の両面を2枚のカーボンクロス12、12で挟み、さらにその外側を接触面積1cm2の銅電極13、13で挟んで荷重19.6N(2kgf)に加圧し、両面から加圧された状態を保持したまま、面内方向に試験体11を引き抜いた(引抜き試験)。
引抜き試験後、非摩擦面および摩擦面をSEM/EDXにて50倍の倍率で観察し、加速電圧を15kVとしてチタン(Ti)と炭素(C)を定量分析したときに、非摩擦面での炭素の量(原子%)に対する摩擦面での炭素の量の割合、すなわち摩擦試験後の炭素の残存率((摩擦面での炭素量(原子%)/非摩擦面での炭素量(原子%))×100)を求めた。この摩擦試験後の炭素の残存率が70%以上であったときは○(良好)、摩擦面での炭素の量が非摩擦面の炭素の50%以上、70%未満であるときは△(やや不良)、摩擦面での炭素の量が非摩擦面の炭素の量50%未満であるときを×(不良)と判断し、○(良好)となるものを合格と判断した。
【0068】
[耐久性評価]
また、炭素層密着性が合格判定となった試験体において、耐久性評価(耐久試験)を行った。すなわち、試験体を比液量が20ml/cm2である80℃の硫酸水溶液(10mmol/L)に浸漬し、さらに飽和カロメル電極(SCE)を基準として試験体に対して+600mVの電位を印加しながら100時間の浸漬処理を行った後、試験体を硫酸水溶液から取り出し、洗浄、乾燥して、前記と同様の方法で接触抵抗を測定した。
前記浸漬後(耐久試験後)の接触抵抗(表1では耐久試験後接触抵抗と示す)が20mΩ・cm2以下の場合を耐久性が合格、20mΩ・cm2を超える場合を耐久性が不合格とした。
各試験体の基材種、黒鉛粉の種類および平均粒径、結着材の種類および濃度、溶媒の種類、熱処理雰囲気、接触抵抗測定結果、炭素層密着性評価結果を表1に示す。
【0069】
【表1】
【0070】
試験体No.1〜14に係るセパレータは、本発明に規定する結着材および黒鉛粉を含むスラリーを用いて、所定の工程を経て作製されているため、初期接触抵抗が低く、炭素層の密着性は合格範囲となった。更に耐久試験後の接触抵抗評価においても合格判定となり、耐久性にも優れることが分かった。
一方、試験体No.15〜17に係るセパレータは、結着材として300〜850℃の熱処理により完全分解するものを用いているため、炭素層の密着性が不良またはやや不良となった。
以上の結果より、本発明で規定する方法により製造した燃料電池セパレータは、導電性および炭素層(導電層)と基材との密着性に優れるとともに、耐久性にも優れることが分かった。
【符号の説明】
【0071】
10 接触抵抗測定装置
11 試験体
12 カーボンクロス
13 銅電極
【特許請求の範囲】
【請求項1】
金属基材表面に炭素層を形成する炭素層形成工程と、
形成した前記炭素層を前記金属基材に圧着する圧着工程と、
前記炭素層が圧着した前記金属基材を300〜850℃の温度で熱処理する熱処理工程と、を含み、
前記炭素層形成工程は、黒鉛粉および結着材を含むスラリーを前記金属基材の表面に塗布することによって行われ、当該結着材は、前記熱処理により完全分解せずに炭化する結着材であることを特徴とする燃料電池セパレータの製造方法。
【請求項2】
前記結着材が、増粘剤、フェノール樹脂、フラン樹脂、エポキシ樹脂、メラミン樹脂、ポリイミド樹脂、ポリ塩化ビニルのうちの少なくとも1種を含有することを特徴とする請求項1に記載の燃料電池セパレータの製造方法。
【請求項3】
前記増粘剤が、カルボキシメチルセルロース、アガロース、アルギン酸、ペクチン、カラギーナン、グアーガム、キサンタンガム、ジェランガム、タマリンドガム、カードラン、サイリウムのいずれかであることを特徴とする請求項2に記載の燃料電池セパレータの製造方法。
【請求項4】
前記黒鉛粉が、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、および熱分解黒鉛粉のうちのいずれか、または、これらを主体とする黒鉛粉であることを特徴とする請求項1乃至請求項3のいずれか1項に記載の燃料電池セパレータの製造方法。
【請求項5】
前記スラリー中に占める前記黒鉛粉濃度が50重量%以下であることを特徴とする請求項1乃至請求項4のいずれか1項に記載の燃料電池セパレータの製造方法。
【請求項6】
前記スラリーを前記金属基材の表面に塗布する方法が、バーコーター、ロールコーター、リバースロールコーター、グラビアコーター、ダイコーター、キスコーター、ロッドコーター、ディップコーター、スプレーコーターのいずれかを用いて塗布する方法であることを特徴とする請求項1乃至請求項5のいずれか1項に記載の燃料電池セパレータの製造方法。
【請求項1】
金属基材表面に炭素層を形成する炭素層形成工程と、
形成した前記炭素層を前記金属基材に圧着する圧着工程と、
前記炭素層が圧着した前記金属基材を300〜850℃の温度で熱処理する熱処理工程と、を含み、
前記炭素層形成工程は、黒鉛粉および結着材を含むスラリーを前記金属基材の表面に塗布することによって行われ、当該結着材は、前記熱処理により完全分解せずに炭化する結着材であることを特徴とする燃料電池セパレータの製造方法。
【請求項2】
前記結着材が、増粘剤、フェノール樹脂、フラン樹脂、エポキシ樹脂、メラミン樹脂、ポリイミド樹脂、ポリ塩化ビニルのうちの少なくとも1種を含有することを特徴とする請求項1に記載の燃料電池セパレータの製造方法。
【請求項3】
前記増粘剤が、カルボキシメチルセルロース、アガロース、アルギン酸、ペクチン、カラギーナン、グアーガム、キサンタンガム、ジェランガム、タマリンドガム、カードラン、サイリウムのいずれかであることを特徴とする請求項2に記載の燃料電池セパレータの製造方法。
【請求項4】
前記黒鉛粉が、鱗状黒鉛粉、鱗片状黒鉛粉、膨張化黒鉛粉、および熱分解黒鉛粉のうちのいずれか、または、これらを主体とする黒鉛粉であることを特徴とする請求項1乃至請求項3のいずれか1項に記載の燃料電池セパレータの製造方法。
【請求項5】
前記スラリー中に占める前記黒鉛粉濃度が50重量%以下であることを特徴とする請求項1乃至請求項4のいずれか1項に記載の燃料電池セパレータの製造方法。
【請求項6】
前記スラリーを前記金属基材の表面に塗布する方法が、バーコーター、ロールコーター、リバースロールコーター、グラビアコーター、ダイコーター、キスコーター、ロッドコーター、ディップコーター、スプレーコーターのいずれかを用いて塗布する方法であることを特徴とする請求項1乃至請求項5のいずれか1項に記載の燃料電池セパレータの製造方法。
【図1】

【公開番号】特開2012−243625(P2012−243625A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−113548(P2011−113548)
【出願日】平成23年5月20日(2011.5.20)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月20日(2011.5.20)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]