
燃料電池セパレータ用接着性組成物、燃料電池セパレータ、及び燃料電池
【課題】樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータから燃料電池を構成するにあたり、燃料電池セパレータ間、或いは燃料電池セパレータを構成する板体間を強固に重ね合わせることができる燃料電池セパレータ用接着性組成物を提供する。
【解決手段】本発明に係る燃料電池セパレータ用接着性組成物は、炭素質粒子と、液状の熱硬化性樹脂成分とを含有する。前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である。
【解決手段】本発明に係る燃料電池セパレータ用接着性組成物は、炭素質粒子と、液状の熱硬化性樹脂成分とを含有する。前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池セパレータを製造するため、又は燃料電池セパレータ同士を接着するために用いられる燃料電池セパレータ用接着性組成物、この接着性組成物を用いて製造される燃料電池セパレータ、及び前記燃料電池セパレータ用接着性組成物を用いて製造される燃料電池に関する。
【背景技術】
【0002】
一般に燃料電池は複数の単セルを数十〜数百個直列に重ねて構成されるセルスタックから成り、これにより起電力を発生させる。
【0003】
燃料電池は、電解質の種類によりいくつかのタイプに分類されるが、近年、高出力の燃料電池として、電解質に固体高分子電解質膜を用いた固体高分子型燃料電池が注目されている。
【0004】
図1は、固体高分子型燃料電池の単セルの構造の一例を示す。この単セルは、セパレータ20,20、ガスケット12,12、膜−電極複合体5が重ねられることで構成されている。セパレータ20には、ガス供給排出用の溝2が形成されている領域を取り囲む外周部分に、燃料用マニホールド131と酸化剤用マニホールド132とが形成されている。燃料用マニホールド131は二つ形成されており、各燃料用マニホールド131はセパレータ20の燃料電極31と重なる面におけるガス供給排出用の溝2の両端にそれぞれ連通する。酸化剤用マニホールド132も二つ形成されており、各酸化剤用マニホールド132はセパレータ20の酸化剤電極32と重なる面におけるガス供給排出用の溝2の両端にそれぞれ連通する。また、この外周部分には、冷却用マニホールド133も形成されている。セパレータ20の外周部分に、シーリングのためのガスケット12が積層される。
【0005】
この単セル構造では、二つのセパレータ20の燃料用マニホールド131が連通することで、燃料電極への燃料の供給及び排出のための燃料用流路が構成される。また、二つのセパレータ20の酸化剤用マニホールド132が連通することで、酸化剤電極への酸化剤の供給及び排出のための酸化剤用流路が構成される。また、二つのセパレータ20の冷却用マニホールド133が連通することで、冷却水等の冷媒が流通する冷媒用流路が構成される。
【0006】
図4は複数の単セルからなる燃料電池40(セルスタック)の一例を示す。この燃料電池40は、燃料用流路に連通する燃料の供給口171及び排出口172と、酸化剤用流路に連通する酸化剤の供給口181及び排出口182と、冷媒用流路に連通する冷媒の供給口191及び排出口192とを有する。
【0007】
固体高分子型燃料電池の運転には、反応ガスの供給と排出、水の排出、電流の取り出しが必要となる。更に、反応の制御のために、セルスタックに水などの冷媒が供給される必要もある。
【0008】
すなわち、固体高分子型燃料電池は、燃料の供給口171から流体である水素ガスが、酸化剤の供給口181から流体である酸素ガスがそれぞれ供給されることにより作動し、外部回路から電流が取り出される。この際、各電極においては下記式に示したような反応が生じる。
燃料電極反応 : H2→2H++2e-…(1)
酸化剤電極反応 : 2H++2e-+1/2O2→H2O…(2)
全体反応 : H2+1/2O2→H2O
上記の通り、燃料電極上で水素(H2)はプロトン(H+)となり、このプロトンが固体高分子電解質膜中を酸化剤電極上まで移動し、酸化剤電極上で酸素(O2)と反応して水(H2O)を生ずる。
【0009】
固体高分子型燃料電池の一種であるメタノール直接型燃料電池(DMFC)では、燃料として水素の代わりにメタノール水溶液を供給しており、この場合、各電極においては下記式に示したような反応が生じている。空気極では酸素還元反応(水素を燃料とする場合と同じ反応)が起こっている。
燃料極反応 : CH3OH+H2O→CO2+6H++6e-…(1’)
空気極反応 : 3/2O2+6H++6e-→3H2O…(2’)
全体反応 : CH3OH+3/2O2→CO2+2H2O
更に、燃料電池に冷媒の供給口191から冷媒が供給されることで、燃料電池の温度が上記反応のために適正な温度に調整される。
【0010】
このような燃料電池を構成する部品のうち、燃料電池用セパレータ20は、図1に示すように、薄肉の板状体の片面又は両面に複数個のガス供給排出用の溝2が形成されると共にマニホールドが形成されている特異な形状を有しており、燃料電池内を流れる燃料、酸化剤及び冷媒が混合しないように分離する働きを有すると共に、燃料電池で発電した電気エネルギーを外部へ伝達したり、燃料電池で生じた熱を外部へ放熱したりするという重要な役割を担っている。
【0011】
燃料電池用セパレータ20は、金属製のプレートや、樹脂硬化物と黒鉛粒子とを含有する成形体などから形成される。このうち、樹脂硬化物と黒鉛粒子とを含有する成形体から形成される燃料電池用セパレータ20は、耐久性が高いことや、溝形成にあたって溝の形状の自由度が高いことなどから、近年、開発が進んでいる(特許文献1参照)。
【0012】
このような燃料電池セパレータ20においては、その内部に冷媒の流路を形成し、この冷媒の流路を冷媒の供給口191と接続することで、燃料電池セパレータ20を効率良く冷却することが行われている。燃料電池セパレータ20内に冷媒の流路を形成する手法としては、燃料電池セパレータを複数の板体(アノード側セパレータとカソード側セパレータ)で構成し、これらの板体を重ね合わせることで燃料電池セパレータを構成すると共に、板体の間に冷媒の流路を形成することが挙げられる。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2011−34807号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
上記のように複数の板体を重ね合わせたり、燃料電池セパレータ同士を重ね合わせたりすることで燃料電池を構成するにあたり、本発明者らは、当初、板体同士、並びに燃料電池セパレータ同士を、弾性を有するシーリング材を介して重ねることを検討していた。
【0015】
しかし、その場合は板体同士、並びに燃料電池セパレータ同士が固定されていないため、常に一定以上の力によって前記のような要素の重なりが維持されなければならない。このため、燃料電池の構成や製造工程に大きな制約がかかってしまう。前記の通り一般に燃料電池は複数の単セルを数十〜数百個直列に重ねて構成されるセルスタックから成るため、板体同士、並びに燃料電池セパレータ同士が固定されていないと燃料電池は、組立性が良くなく生産性もよくない。また、シリーリング材を介するだけでは板体同士の間からの冷媒の流出や、燃料電池セパレータ同士の間からの水素ガス、酸素ガス等の漏出が十分に抑制されない場合がある。
【0016】
本発明者は上記の点に鑑みてなされたものであり、樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータから燃料電池を構成するにあたり、燃料電池セパレータ間、或いは燃料電池セパレータを構成する板体間を強固に重ね合わせることができる燃料電池セパレータ用接着性組成物、この燃料電池セパレータ用接着性組成物を用いて得られる燃料電池セパレータ、及びこの燃料電池セパレータ用接着性組成物を用いて得られる燃料電池を提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明に係る燃料電池セパレータ用接着性組成物は、炭素質粒子と、液状の熱硬化性樹脂成分とを含有し、前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である。
【0018】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂成分が、熱硬化性樹脂と、反応性希釈剤とを含有することが好ましい。
【0019】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂が液状であることが好ましい。
【0020】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂と前記反応性希釈剤との合計量に対する前記反応性希釈剤の割合が40質量%以下であることが好ましい。
【0021】
本発明に係る燃料電池セパレータ用接着性組成物において、前記炭素質粒子が黒鉛粒子とカーボン粒子とを含有し、前記炭素質粒子全体に対する前記カーボン粒子の割合が4〜80質量%の範囲であることが好ましい。
【0022】
本発明に係る燃料電池セパレータ用接着性組成物において、前記黒鉛粒子の平均粒子径が40μm以下であり、前記カーボン粒子の平均粒子径が5μm以下であることが好ましい。
【0023】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂成分が、エポキシ樹脂及びフェノール樹脂から選ばれる少なくとも一種を含有することが好ましい。
【0024】
本発明に係る燃料電池セパレータ用接着性組成物は、前記炭素質粒子と、前記熱硬化性樹脂成分とを準備し、前記炭素質粒子と前記熱硬化性樹脂成分とを、前記炭素質粒子の割合が20〜60質量%、前記熱硬化性樹脂成分の割合が40〜80質量%の範囲となるように配合し、続いて、前記炭素質粒子と前記熱硬化性樹脂成分とを、せん断力をかけながら混合する工程を含む方法で製造されることが好ましい。
【0025】
本発明に係る燃料電池セパレータは、樹脂硬化物と黒鉛粒子とを含有する成形体からなる第一の板体と第二の板体とを備え、前記第一の板体と前記第二の板体とが積層していると共に前記第一の板体と前記第二の板体とが前記燃料電池セパレータ用接着性組成物で接着されており、前記第一の板体と前記第二の板体との間に冷媒用流路が形成されている。
【0026】
本発明に係る燃料電池セパレータにおいて、前記複数の板体の各々における前記黒鉛粒子の含有量が70〜80質量%の範囲、前記熱硬化性樹脂硬化物の含有量が20〜30質量%の範囲であることが好ましい。
【0027】
本発明に係る燃料電池セパレータにおいて、前記第一の板体の、前記第二の板体と対向する面の外縁部に溝が前記第一の板体を取り巻くように形成され、前記溝の近傍の領域で、前記第一の板体と前記第二の板体とが前記燃料電池セパレータ用接着性組成物で接着されていることが好ましい。
【0028】
前記溝の容積が、前記溝の近傍の領域に配置される前記燃料電池セパレータ用接着性組成物の体積よりも大きいことが好ましい。
【0029】
本発明に係る燃料電池は、前記燃料電池セパレータを備えることが好ましい。
【0030】
本発明に係る燃料電池は、樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータを備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、前記燃料電池セパレータ用接着性組成物で接着されていることが好ましい。
【0031】
本発明に係る燃料電池は、前記燃料電池セパレータを複数備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、前記燃料電池セパレータ用接着性組成物で接着されていることが好ましい。
【発明の効果】
【0032】
本発明によれば、黒鉛粒子と樹脂成分とを含有する成形用材料から形成される板体を燃料電池セパレータ用接着性組成物で接着することで燃料電池セパレータを構成すると板体同士を強固に重ね合わせることができる。
【0033】
また、本発明によれば、黒鉛粒子と樹脂成分とを含有する成形用材料から形成される燃料電池セパレータ同士を燃料電池セパレータ用接着性組成物で接着すると燃料電池セパレータ同士を強固に重ね合わせることができる。
【図面の簡単な説明】
【0034】
【図1】本発明の一実施形態における、燃料電池の単セル構造の概略を示す分解斜視図である。
【図2】前記単セル構造における、一つの燃料電池セパレータを構成するアノード側セパレータとカソード側セパレータとが重ね合わされている様子を示す概略の断面図である。
【図3】前記単セル構造における、膜−電極複合体を挟んでアノード側セパレータとカソード側セパレータとが重ね合わされている様子を示す概略の断面図である。
【図4】前記燃料電池の構成の概略を示す斜視図である。
【発明を実施するための形態】
【0035】
本実施形態において、燃料電池セパレータ用接着性組成物(以下、接着性組成物という。)は、炭素質粒子と、液状の熱硬化性樹脂成分とを含有し、前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である。接着性組成物は有機溶剤(揮発性成分)を含まない無溶剤型の組成物である。接着性組成物の性状は液状であればよい。液状には塗料状及びペースト状も含まれる。
【0036】
炭素質粒子としては、黒鉛粒子、カーボン粒子、活性炭粒子、カーボンファイバー、コークス、有機前駆体を不活性雰囲気中で熱処理することで合成された炭素、ナノカーボン球状体、ナノカーボンチューブ、ナノカーボンファイバー等の粒子が挙げられる。これらの炭素質粒子は、一種のみが用いられても、二種以上が併用されてもよい。
【0037】
黒鉛粒子としては、人造や天然の黒鉛、さらには、膨張性黒鉛が挙げられる。黒鉛はsp3混成軌道を持つ炭素が規則正しく平面に配列し積層した結晶である。天然黒鉛は自然界で過去に炭素化合物が3000℃以上の高熱と圧力とで黒鉛化したものであり、燐片状黒鉛と土壌黒鉛とがある。
【0038】
人造黒鉛は、熱分解炭素を3000℃以上で熱処理することにより得られる。得られた黒鉛は単結晶のものと多結晶のものとに分けることができる。また、この人造黒鉛には、石油系コークスと石炭系コークス由来の2種類がある。
【0039】
黒鉛は、その規則的炭素構造により電気伝導性に優れている。そのため、特に低い体積抵抗率が要求される場合については、炭素質粒子の主成分としてこれらの黒鉛粒子を用いることが好ましい。
【0040】
黒鉛粒子の平均粒径は50μm以下であることが好ましく、35μm以下であれば更に好ましい。この場合、接着性組成物中における黒鉛粒子の分散性が高くなる。黒鉛粒子の平均粒径の下限は特に制限されないが、5μm以上であることが好ましく、この場合、接着性組成物の良好な流動性が確保される。この黒鉛粒子の平均粒径は5〜50μmの範囲であることも好ましく、5〜35μmの範囲であることも好ましい。
【0041】
尚、炭素質粒子の平均粒径は、レーザー回折・散乱式粒度分析計(日機装株式会社製のマイクロトラックMT3000IIシリーズなど)でレーザー回折散乱法により測定される体積平均粒径である。
【0042】
カーボン粒子としては、例えば、油脂等を原料とする天然物由来のカーボン、あるいは、石油系、石炭系由来のカーボンが挙げられる。具体的には、ケッチェンブラック、カーボンブラック等が挙げられるが、アセチレンブラックが純度の点で好ましい。
【0043】
炭素質粒子は黒鉛粒子のみを含有しても、カーボン粒子のみを含有してもよい。
【0044】
炭素質粒子が、黒鉛粒子とカーボン粒子とを共に含有してもよい。この場合、黒鉛粒子の隙間を埋めるように粒子径の小さいカーボン粒子が充填され、これにより接着性組成物の使用時のタレの抑制、チクソ性の調整等が可能となる。この場合、黒鉛粒子の平均粒径を35μm以下とし、カーボン粒子の平均粒径を5μmとすれば、黒鉛粒子の隙間がカーボン粒子で充填されやすくなるため、好ましい。
【0045】
炭素質粒子が黒鉛粒子とカーボン粒子とを含有する場合において、黒鉛粒子とカーボン粒子との合計量100質量部に対するカーボン粒子の割合は4質量部以上、80質量部以下であることが好ましい。カーボン粒子が4質量部以上80質量部以下であれば、黒鉛粒子の隙間がカーボン粒子で十分に充填される。
【0046】
上記のとおり、接着性組成物中の炭素質粒子の割合は20〜60質量%、液状の熱硬化性樹脂成分の割合は40〜80質量%の範囲であり、これにより接着性組成物は良好な流動特性及び接着性を発揮する。
【0047】
液状の熱硬化性樹脂成分は、熱硬化反応により硬化物を生成する成分である。液状の熱硬化性樹脂成分は、少なくとも室温(23±2℃)で液状であることが好ましい。この熱硬化性樹脂成分を構成する成分全てが液状でなくても、熱硬化性樹脂成分中の成分が相溶することで熱硬化性樹脂成分が全体として液状になればよい。
【0048】
熱硬化性樹脂成分は、熱硬化性樹脂を含有し、更に必要に応じて硬化剤を含有する。
【0049】
熱硬化性樹脂成分を構成する熱硬化性樹脂としては、例えばフェノール樹脂、エポキシ樹脂、ビニルエステル樹脂、マレイミド樹脂等が挙げられる。これらの熱硬化性樹脂は1種のみを用いてもよいし、複数種を併用してもよい。これらの熱硬化性樹脂の中でも特にエポキシ樹脂およびフェノール樹脂から選ばれる少なくとも1種が用いられることが好ましい。
【0050】
エポキシ樹脂は室温(23±2℃)で液状であることが好ましいが、熱硬化性樹脂成分が全体として液状であればエポキシ樹脂は固体でもよい。室温(23±2℃)で液状である樹脂には、熱履歴などの影響によって室温で固化することがあっても、60〜80℃に加熱され、続いて室温まで冷却されると本来の液状に戻るような性状の樹脂も含まれる。
【0051】
エポキシ樹脂は2官能以上のエポキシ基を有することが好ましい。エポキシ樹脂の具体例としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添タイプのビスフェノール型エポキシ樹脂、ビフェニル骨格を有するビフェニル型エポキシ樹脂、ナフタレン環含有エポキシ樹脂、脂環式エポキシ樹脂、ジシクロペンタジエン骨格を有するジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、ブロム含有エポキシ樹脂、脂肪族系エポキシ樹脂、トリグリシジルイソシアヌレート、下記一般式[化1]で表される構造を有するエポキシ樹脂などが、挙げられる。これらのうち、一種のみが用いられても、二種以上が併用されてもよい。これらの中では、水添タイプのビスフェノール型エポキシ樹脂と、一般式[化1]で表される構造を有するエポキシ樹脂のうち、少なくとも一方が用いられることが好ましい。特に、一般式[化1]で表される構造を有するエポキシ樹脂は、その硬化物の柔軟性と靭性とがバランス良く優れ、更に耐水性も優れている点で好ましい。このようなエポキシ樹脂の市販品として、例えば、大日本インキ化学工業株式会社製の「EPICLON EXA−4850シリーズ」が入手され得る。一般式[化1]で表される構造を有するエポキシ樹脂は、ビスフェノールA型エポキシ樹脂などの他のエポキシ樹脂とが併用されることが好ましい。
【0052】
【化1】

【0053】
(式中、R1及びR2はそれぞれ独立に水素原子又はメチル基を、R3からR6はそれぞれ独立に水素原子、メチル基、塩素原子、又は臭素原子を表す。Xはエチレンオキシ基、ジ(エチレンオキシ)エチル基、トリ(エチレンオキシ)エチル基、プロピレンオキシ基、プロピレンオキシプロピル基、ジ(プロピレンオキシ)プロピル基、トリ(プロピレンオキシ)プロピル基又は炭素原子数2〜15のアルキレン基である。nは自然数でありその平均は1.2〜5である)
エポキシ樹脂が、[化2]で示され繰り返し単位数nが0〜1のビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂のうちの少なくとも一方を含むことも好ましい。このようなビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂は分子蒸留によって得られる。このようなビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂は、低粘度でかつイオン性不純物が非常に少ない点で、この好ましい。
【0054】
【化2】
【0055】
エポキシ樹脂は、高純度で、塩素イオン、臭素イオン等の含有量の少ないことが好ましい。
【0056】
エポキシ樹脂の含有割合は、液状の熱硬化性樹脂成分全体に対して30〜80質量%、さらには40〜60質量%であることが好ましい。
【0057】
フェノール樹脂としては、例えばノボラック型フェノール樹脂、レゾール型フェノール樹脂が挙げられる。フェノール樹脂は液状であることが好ましく、特に液状のレゾール型フェノール樹脂が用いられることが好ましい。レゾール型フェノール樹脂としては、例えばジメチレンエーテル型のレゾールフェノール樹脂、メチロール型のレゾールフェノール樹脂等が挙げられ、またゾルシノール変性のレゾール型フェノール樹脂等の各種の変性タイプのレゾール型フェノール樹脂も挙げられる。フェノール樹脂は、水溶性イオン性の不純物を含まないことが好ましい。
【0058】
一般に固形状であるノボラック型フェノール樹脂、固形状のレゾール型フェノール樹脂などの固形状のフェノール樹脂に、オルソメチロールフェノール、2,4−ジメチロールフェノール、2,4,6−トリメチロールフェノール、これらの類似物であるグリセリン等を溶融させることで、融点降下現象により液状化させてもよい。このような、融点降下現象により液状化されたフェノール樹脂が用いられることも好ましい。
【0059】
熱硬化性樹脂がエポキシ樹脂を含む場合には、熱硬化性樹脂成分は硬化剤を含有することが好ましい。
【0060】
硬化剤は酸無水物を含むことが好ましい。酸無水物としては、特に限定されるものではなく、市販されている酸無水物が適宜使用され得る。酸無水物の具体例としては、無水フタル酸、テトラヒドロ無水フタル酸、メチルテトラヒドロ無水フタル酸、ヘキサヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸、メチル無水ハイミック酸、無水ナジック酸、無水トリメリット酸、下記式[化3]で表される構造を有する脂環式酸無水物等が挙げられる。式[化3]で表される構造を有する脂環式酸無水物は、例えば、分子式C10H16で示されるモノテルペンのうち炭素間二重結合を1分子内に3つ持ち、そのうち2つの二重結合が共役している化合物(トリエンのモノテルペン)と、無水マレイン酸とをDiels-Alder(ディールス・アルダー)反応により6員環化させて合成される。
【0061】
【化3】
【0062】
このような脂環式酸無水物の市販品として、例えば、ジャパンエポキシレジン株式会社製、「YH−306」が挙げられる。
【0063】
硬化剤として、フェノール性水酸基を有する化合物も挙げられる。その具体例として、ビスフェノールA、ビスフェノールF、ビスフェノールS、フルオレンビスフェノール、4,4‘−ビフェノール、2,2’−ビフェノール、ハイドロキノン、レゾルシン、ナフタレンジオール等の2価のフェノール類、及び、トリス(4−ヒドロキシフェニル)メタン、1,1,2,2−テトラキス(4−ヒドロキシフェニル)エタン、フェノールノボラック、o−クレゾールノボラック、ナフトールノボラック、ポリビニルフェノール等に代表される3価以上のフェノール類、さらにはフェノール類、ナフトール類又はビスフェノールA、ビスフェノールF、ビスフェノールS、フルオレンビスフェノール、4,4‘−ビフェノール、2,2’−ビフェノール、ハイドロキノン、レゾルシン、ナフタレンジオール等の2価フェノール類のホルムアルデヒド、アセトアルデヒド、ベンズアルデヒド、p−ヒドロキシベンズアルデヒド、p−キシリレングリコール等の縮合剤により合成される多価フェノール性化合物が挙げられる。
【0064】
硬化剤が、一分子中に三個以上のフェノール性水酸基と一個以上のアリル基とを有する液状のフェノール樹脂を含有することも好ましい。この液状のフェノール樹脂が、硬化剤全体の50質量%以上を占めていることが好ましい。この場合、熱硬化性樹脂成分の室温での液状化が容易となる。この液状のフェノール樹脂が硬化剤全体の100質量%を占めることも好ましい。
【0065】
この液状のフェノール樹脂の好ましい例として、下記[化4]に示す樹脂が挙げられる。
【0066】
【化4】
【0067】
硬化剤として、ジシアンジアミド、アミド樹脂類、アミン類なども挙げられる。アミン類としては、4,4‘−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルプロパン、4,4‘−ジアミノジフェニルスルホン、m−フェニレンジアミン、p−キシリレンジアミン等の芳香族アミン類、エチレンジアミン、ヘキサメチレンジアミン、ジエチレントリアミン、トリエチレンテトラミン等の脂肪族アミン類が挙げられる。
【0068】
液状の熱硬化性樹脂成分中の硬化剤の含有量は、エポキシ樹脂のエポキシ基1当量に対して0.5〜1.5当量の範囲であることが好ましく、更に0.7〜1.3当量の範囲であることが好ましい。
【0069】
液状の熱硬化性樹脂成分は、硬化促進剤を含有することも好ましい。硬化促進剤としては、ボレート塩、アミン類、イミダゾール類、有機ホスフィン類、ルイス酸類等が挙げられる。ボレート塩としては、1,8ジアザビシクロ[5.4.0]ウンデセン−7(DBU)のテトラフェニルボレート塩等の第三級アミンのボレート塩;テトラブチルホスフォニウムテトラフェニルボレート、テトラ―n―ブチルホスホニウムテトラフルオロボレート等の有機ホスホニウムのボレート塩;硼弗化亜鉛、硼弗化カリウム、硼弗化鉛等の硼弗化物等が挙げられる。硬化促進剤の含有割合は、エポキシ樹脂と硬化剤との合計量100質量部に対して0.1〜10質量部の範囲であることが好ましく、0.5〜3質量部の範囲であれば更に好ましい。
【0070】
液状の熱硬化性樹脂成分は、両末端エポキシ化シリコーンオイルと2官能性のフェノール樹脂を予め反応させた物(プレリアクション物)を含有することも好ましい。このプレリアクション物は、低応力成分として、また低粘度化成分として作用する。両末端エポキシ化シリコーンオイルとしては、下記[化5]で示す主鎖両末端にグリシジル基を有するジメチルシロキサン(分子量362、エポキシ当量181)が挙げられる。2官能性のフェノール樹脂としては、下記[化6]に示されるものが挙げられる。
【0071】
【化5】
【0072】
【化6】
【0073】
一般的に、分子量が1000より大きい長鎖のエポキシ化シリコーンオイルは、エポキシ樹脂との相溶性が非常に悪く、また反応性も弱い傾向にあるが、上記プレリアクション物は、比較的低分子量のエポキシ化シリコーンオイルを硬化促進剤存在下で、予めフェノール樹脂とプレリアクションを行うことで得られることで、高い相溶性を有し、更に低粘度である。これにより、接着性組成物に良好な流動性が与えられる。更に、このプレリアクション物は接着性組成物の硬化物からブリードアウトしにくく、このため優れた信頼性を発揮する。
【0074】
プレリアクション物を得るにあたっての2官能性フェノール樹脂と両末端エポキシ化シリコーンオイルとの比率は、フェノール系水酸基のモル数/エポキシ基のモル数が0.4〜1.2の範囲になることが好ましく、この場合、接着性組成物が特に良好な流動性を発揮すると共にプレリアクション物とエポキシ樹脂との相溶性を特に良好になる。
【0075】
両末端エポキシ化シリコーンオイルと2官能性フェノールとのプレリアクション(予備反応)は、一般的な硬化促進剤の存在下で進行しえる。硬化促進剤としては、2PZに代表される各種イミダゾール類、トリフェニルホスフィン等のリン系化合物、DBU:1,8−ジアザビシクロ(5,4,0)ウンデセン−7、DBN:1,5−ジアザビシクロ(4,3,0)ノネン−5に代表される強塩基類、3級アミン類、などが挙げられる。
【0076】
接着性組成物は、更にシリコーンゲル(ゲル状シリコーン樹脂)を含有することも好ましい。この場合、接着性組成物の硬化物の弾性率が低減すると共に硬化収縮応力が低減する。更に、このシリコーンゲルと上記プレリアクション物とが併用されると、接着性組成物の硬化物からのプレリアクション物のブリードアウトが特に効果的に抑制される。
【0077】
シリコーンゲルは、パウダー(固体)とオイル(液体)の中間に位置する形態を有する。シリコーンゲルの構成成分の主剤であるシリコーンオイルと硬化剤のシリコーンオイルを混合し、エポキシ樹脂を加温した中に前記混合物を加え、ミキサー等で強いシェアをかけながら攪拌し、ゲル成分を数ミクロンサイズに、微細分散させることで海島構造(エポキシの海とシリコーンゲルの島)を形成することができる。このミクロな海島構造が、プレリアクション物中に残存する両末端エポキシ化シリコーンオイルをトラップすることで、プレリアクション物のブリードアウトが抑制されると推察される。海島構造の島のサイズは10μm以下が望ましい。
【0078】
シリコーンゲルの含有量は、液状の熱硬化性樹脂成分全体に対して、0.5質量%以上であることが好ましく、1質量%以上であれば更に好ましい。またこの含有量は20質量%以下であることが好ましく、10質量%以下であれば更に好ましい。
【0079】
シリコーンゲルは、下記[化7]で表されるシリコーン重合体と、自硬化性シリコーンゴムあるいはゲルとからなることが好ましい。
【0080】
【化7】
【0081】
[化7]において、Rはメチル基、エチル基等のアルキル基あるいはフェニル基を表す。Xはポリオキシエチレン基、ポリオキシプロピレン基、あるいはこれらの共重合基等のポリオキシアルキレン基含有基を表す。[化7]の両末端は上記R、X又はHのいずれかである。また、l,m,nは1以上の整数である。l/(l+m+n)=0.05〜0.99が好ましく、m/(l+m+n)=0.001〜0.5が好ましく、n/(l+m+n)=0.001〜0.8が好ましい。このシリコーン重合体はブロック共重合体であっても、ランダム共重合体であってもよい。
【0082】
自硬化性シリコーンゴムあるいはゲルとしては、SiH基が付加反応できるビニル基等を含有していれば良く、付加反応タイプのものが好ましい。1液系、多成分系は問わない。そして、シリコーンゲルに上記のシリコーン重合体を含有させることによって自硬化性シリコーンゴムあるいはゲルの分散を助け、微細な海島構造を形成させることができる上、一部は自硬化性シリコーンゴムあるいはゲルとの反応も期待される。
【0083】
液状の熱硬化性樹脂成分は、更に反応性希釈剤を含有してもよい。反応性希釈剤は、液状であって熱硬化性樹脂との反応性を有する成分である。反応性希釈剤が使用されると、接着性組成物の粘度が容易に調整され、これにより接着性組成物中の炭素質粒子の分散性並びに充填性が向上され得る。
【0084】
固体状の熱硬化性樹脂が使用される場合に、熱硬化性樹脂成分の液状化のために固体状の熱硬化性樹脂と相溶する反応性希釈剤が用いられることも好ましく、固体状の硬化剤が使用される場合に、熱硬化性樹脂成分の液状化のために固体状の硬化剤と相溶する反応性希釈剤が用いられることも好ましい。
【0085】
反応性希釈剤は、反応性の官能基を少なくとも一個、好ましくは2〜6個有する低粘度かつ液状の化合物である。官能基としては、OH基、CHO基、COOH基、CH2OH基、CHCH2O基、CH2OCH2基等が挙げられる。
【0086】
反応性希釈剤としては、各種油脂が挙げられる。その具体例として、カプロン酸、カプリル酸、カプリン酸、オレイン酸、エルシン酸、セトレイック酸、リノール酸、リノレン酸、アマニ油、桐油、芥子油、大豆油、綿実油、胡麻油、糠油、菜種油、落花生油、ヒマシ油、オリーブ油、パーム油、椰子油、バター油、牛脚油、鯨油、鰯油、ニシン油、鮫油等が挙げられる。これらのなかでもCOOH基を持つ油脂が高い反応性を有する点で好ましい。
【0087】
反応希釈剤として、油脂由来のグリセリン、石油由来のエポキシ基を持つ各種低分子化合物等も挙げられる。これらの具体例として、p−sec−ブチルフェニルグリシジルエーテル、p−tert−ブチルフェニルグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル等のエポキシ基を有する化合物;2−ヒドロキシエチルアクリレート、ネオペンチルグリコールジアクリレート等が挙げられる.
反応性希釈剤が使用される場合、液状の熱硬化性樹脂成分全体に対する反応性希釈剤の割合は質量%以上であることが好ましい。この場合、反応性希釈剤を添加したことによる効果が充分に発揮される。また、この反応性希釈剤の割合は40質量%以下であることが好ましく、この場合、接着性組成物の硬化物9の強度等の特性が十分に高く維持される。
【0088】
液状の熱硬化性樹脂成分として、適宜の液状の熱硬化性接着剤が用いられてもよい。液状の熱硬化性接着剤の一例としては、ポリプロピレングリコール、ビスフェニール型エポキシ樹脂、及び2,4,6−トリス(ジメチルアミノメチル)フェノールを主成分とするコニシ株式会社製の品番MOS8などが挙げられる。
【0089】
接着性組成物は、更に接着助剤としての窒素化合物、硫黄化合物、金属化合物などを含有してもよい。また接着性組成物には、難燃剤、消泡剤、界面活性剤、各種カップリング剤等が添加されてもよい。
【0090】
接着性組成物の調製にあたっては、例えばまず液状の熱硬化性樹脂成分を調製し、この熱硬化性樹脂成分に炭素質粒子を加えて、混合することで、接着性組成物を得ることができる。熱硬化性樹脂成分と炭素質粒子とを混合する際には、せん断力を加えることのできる混合装置を用いて混合すると、接着性組成物中の炭素質粒子の分散性が向上し、この接着性組成物の硬化物9の電気的特性等をより向上する。せん断力を加えることのできる混合装置としては、3本ロール、ボールミル、擂潰機、プレートコーン、プラネタリーミキサーや、ニーダー、万能撹拌機、ホモジナイザー、ホモディスパ等の各種混合機などが挙げられる。
【0091】
接着性組成物に硬化促進剤を加える場合には、接着性組成物の硬化を抑制する観点から、このような硬化促進剤が最初に加えることは好ましくなく、硬化促進剤以外の成分がまず配合されてから硬化促進剤が配合されることが好ましく、せん断力を加えて混合を行う場合にはこの混合の際に配合されることが好ましい。
【0092】
接着性組成物の硬化物9中のイオン性不純物の含有量は、硬化物9全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下とであることが好ましい。そのためには接着性組成物のイオン性不純物の含有量が、接着性組成物全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。この場合、接着性組成物の硬化物9からのイオン性不純物の溶出が抑制され、このため不純物の溶出による燃料電池の起動電圧低下等の特性低下が抑制される。
【0093】
接着性組成物及びその硬化物9のイオン性不純物の含有量が上記のように低減するためには、接着性組成物を構成する熱硬化性樹脂成分及び炭素質粒子等の各々のイオン性不純物の含有量が、質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。
【0094】
イオン性不純物の含有量は、対象物(接着性組成物、その硬化物9など)から溶出したイオン性不純物を含む抽出水中の、イオン性不純物の量に基づいて導出される。抽出水は、イオン交換水中に対象物が対象物10gに対してイオン交換水100mlの割合となるように投入された状態で、このイオン交換水及び対象物が90℃で50時間加熱されることで、得られる。抽出水中のイオン性不純物は、イオンクロマトグラフィで評価される。この抽出水中のイオン性不純物量が対象物に対する質量比に換算されることで、対象物中のイオン性不純物の量が導出される。
【0095】
接着性組成物は、この組成物から形成される硬化物9のTOC(total organic carbon)が100ppm以下となるように調製されることが好ましい。
【0096】
TOCは、イオン交換水中に硬化物9が、硬化物9の質量10gに対してイオン交換水100mlの割合で投入され、このイオン交換水及び硬化物9が90℃で50時間加熱されることで得られる溶液から測定される数値である。このようなTOCは、例えばJIS K0102に準拠して島津製全有機炭素分析装置「TOC−50」などで測定され得る。測定にあたっては、サンプルの燃焼により発生したCO2濃度が非分散型赤外線ガス分析法で測定され、これによりサンプル中の炭素濃度が定量される。炭素濃度が測定されることによって、間接的に硬化物9が含有する有機物質濃度が測定される。サンプル中の無機炭素(IC)、全炭素(TC)が測定されると、全炭素と無機炭素の差(TC−IC)から全有機炭素(TOC)が導出される。
【0097】
上記のTOCが100ppm以下であると、燃料電池の特性低下が更に抑制される。
【0098】
TOCの値は、接着性組成物を構成する各成分として高純度の成分が選択されたり、樹脂の当量比が調整されたり、成形時に後硬化処理が施されたりすることによって、低減され得る。
【0099】
原料成分中には不純物として金属成分が混入している可能性があり、接着性組成物及びその硬化物9には不純物として原料成分に由来する金属成分、製造時に混入する金属成分などが混入している可能性がある。接着性組成物の硬化物9に金属成分が混入していると、硬化物9の表面に金属酸化物(錆)が生じ、この金属酸化物から金属イオンが脱離する殊で、電解質4のプロトン伝導性の低下や電解質4の分解が引き起こされるおそれがある。そこで、接着性組成物の原料成分、接着性組成物及びその硬化物9のうち少なくともいずれかに対し、金属成分の含有量を低減するための処理を施すことが好ましい。この場合、接着性組成物の硬化物9の金属成分の含有量が低減する。特に、少なくとも成形用材料に対し、金属成分の含有量を低減するための処理施すことが好ましい。
【0100】
原料成分に対する、金属成分の含有量を低減するための処理の一例として、原料成分中の金属成分を磁石を用いて吸引する処理が挙げられる。原料成分のうち、特に炭素質粒子に対する、金属成分の含有量を低減するための処理としては、炭素質粒子を、pH2以下の強酸性溶液を用いて洗浄する処理も挙げられる。強酸性溶液としては、例えば濃度69質量%の濃硝酸と濃度36質量%の濃塩酸とを体積比で1:3の割合で混合して得られる王水、濃度15質量%以上の塩酸水、濃度15質量%以上の硫酸水、及び濃度15質量%以上の硝酸水から選ばれる少なくとも一種を使用することができる。この場合、炭素質粒子中の金属成分の含有量が容易に低減される。前記塩酸水、硫酸水及び硝酸水の濃度は、操作性の観点から30質量%以下であることが好ましい。
【0101】
接着性組成物に対する、金属成分の含有量を低減するための処理としては、原料成分に対する金属成分の含有量を低減するための処理と同様に、接着性組成物中の金属成分を磁石を用いて吸引する処理などが挙げられる。
【0102】
このような接着性組成物を用いて製造される燃料電池セパレータ20及び燃料電池について説明する。
【0103】
図1は、セパレータ20を備える固体高分子型燃料電池の単セル構造の一例を示す。2枚のセパレータ20,20の間に、固体高分子電解質膜などの電解質4とガス拡散電極(燃料電極31と酸化剤電極32)などからなる膜−電極複合体(MEA)5が介在することで、単電池(単位セル)が構成されている。セパレータ20と膜−電極複合体5の電解質4との間には、ガスケット12が介在している。この単位セルを数十個〜数百個並設されることで電池本体(セルスタック)が構成される。
【0104】
セパレータ20には、燃料である水素ガス等と、酸化剤である酸素ガス等の流路であるガス供給排出用の溝2が形成される。
【0105】
セパレータ20の、ガス供給排出用の溝2が形成されている領域を取り囲む外周部分には、六個のマニホールド13(二つの燃料用マニホールド131、二つの酸化剤用マニホールド132、及び二つの冷却用マニホールド133)が形成されている。燃料用マニホールド131,131は二つ形成されており、これらの燃料用マニホールド131,131はセパレータ20の燃料電極31と重なる面におけるガス供給排出用の溝2の一方の端部及び他方の端部にそれぞれ連通する。酸化剤用マニホールド132,132も二つ形成されており、これらの酸化剤用マニホールド132,132はセパレータ20の酸化剤電極32と重なる面におけるガス供給排出用の溝2の一方の端部及び他方の端部にそれぞれ連通する。この外周部分には、二つの冷却用マニホールド133も形成されている。
【0106】
本実施形態では、図1に示されるように、セパレータ20にはストレートタイプのガス供給排出用の溝2が形成されている。一般に、セパレータ20におけるガス供給排出用の溝2としては、屈曲を有するサーペンタインタイプの溝と屈曲を有さないストレートタイプの溝とがある。勿論、図1に示されるセパレータ20において、このセパレータ20にサーペンタインタイプのガス供給排出用の溝2が形成されてもよい。
【0107】
本実施形態では、セパレータ20は複数の板体6から構成される。複数の板体6の各々は、樹脂硬化物と炭素質粒子とを含有する成形体からなる。
【0108】
本実施形態では、セパレータ20は第一の板体6(アノード側セパレータ61)と第二の板体6(カソード側セパレータ63)とを備える。アノード側セパレータ61とカソード側セパレータ63とが積層することでセパレータ20が構成される。アノード側セパレータ61は、カソード側セパレータ63とは反対側の片面に燃料ガス供給排出用の溝2(溝21)を有する。カソード側セパレータ63は、アノード側セパレータ61とは反対側の片面に酸化剤ガス供給排出用の溝2(溝22)を有する。
【0109】
アノード側セパレータ61のカソード側セパレータ63と対向する面には、冷媒用溝7(第一の冷媒用溝71)が形成されている。カソード側セパレータ63のアノード側セパレータ61と対向する面は平坦に形成されている。アノード側セパレータ61とカソード側セパレータ63とが重なると、このアノード側セパレータ61とカソード側セパレータ63との間に、第一の冷媒用溝71で囲まれた空間からなる冷媒用流路が形成される。セパレータ20における二つの冷却用マニホールド133,133は第一の冷媒用流路の一方の端部及び他方の端部にそれぞれ連通している。本態様において、第一の冷媒用溝71がアノード側セパレータ61ではなくカソード側セパレータ63のアノード側セパレータ61と対向する面に形成されていてもよい。
【0110】
図2に示す態様では、アノード側セパレータ61とカソード側セパレータ63が接着性組成物で接着されることで、セパレータ20が構成されている。これにより、内部に第一の冷媒用流路が形成されているセパレータ20が得られ、しかもこのセパレータ20を構成するアノード側セパレータ61及びカソード側セパレータ63が分離せずに一体化している。このため、燃料電池の製造時には、アノード側セパレータ61とカソード側セパレータ63とをシーリング材などを介して重ねる場合と比べて、複数の部材の重ね合わせ、位置合わせ、固定などのための手間が格段に削減され、燃料電池の生産性が向上する。更に、アノード側セパレータ61とカソード側セパレータ63との間は、強固に接着され得るため、冷媒用流路からの水などの冷媒の漏出が抑制され、またこの冷媒の漏出による燃料電池の腐食の発生なども抑制される。
【0111】
更に、接着性組成物の硬化物9は、樹脂硬化物と炭素質粒子とを含有し、セパレータ20を構成する板体6は樹脂硬化物と黒鉛粒子とを含有するため、両者は材質的に同質である。このため、接着性組成物の硬化物9と板体6との間の親和性は非常に高く、従って板体6間の接着強度が非常に高くなる。更に、接着性組成物の硬化物9と板体6との間では、線膨張係数などの熱的な特性の差も小さくなる。このためセパレータ20が高い耐久性を発揮し、セパレータ20を備える燃料電池が長期間使用されてもセパレータ20における冷媒の漏出などの発生が抑制される。
【0112】
また、前記のように接着性組成物の硬化物9と、セパレータ20を構成する板体6とは材質的に同質であるため、接着性組成物の硬化物9からの燃料電池の性能劣化を引き起こすような不純物の溶出も抑制され、このため接着性組成物を用いることによる汚染が生じにくくなる。
【0113】
二つの板体6が接合される場合、このうち少なくとも一方の板体6の表面に接着性組成物が塗布された状態で板体6同士が重ねられ、更にこの状態で接着性組成物が加熱される。これにより接着性組成物が熱硬化することで、板体6同士が接合される。
【0114】
接着性組成物による板体6同士の接合にあたっては、接着性組成物は、板体6における冷媒用溝7及びマニホールドの外側に塗布され、更にこの冷媒用溝7及びマニホールドが形成されている領域を取り囲むように塗布されることが好ましい。すなわち、隣合う板体6同士は、冷媒用溝7及びマニホールドの外側においてこの冷媒用溝7及びマニホールドが形成されている領域を取り囲むように配置されている接着性組成物の硬化物9によって接合されることが好ましい。この場合、板体6同士の間でマニホールド及び冷媒用溝7が接着性組成物の硬化物9で囲まれるため、板体6同士の間におけるマニホールド及び冷媒用溝7からの冷媒の漏出が、接着性組成物の硬化物9によって効果的に抑制される。
【0115】
板体6上における、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)は、板体6上に形成されている溝の近傍の領域であることが好ましい。すなわち、板体6には、冷媒用溝7及びマニホールドの外側においてこの冷媒用溝7及びマニホールドが形成されている領域を取り囲む第一の溝81が形成され、この第一の溝81の近傍の領域が、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)となることが好ましい。この場合、板体6同士が接合されると、接着性組成物中に余剰分があってもこの余剰分は第一の溝81に流れ込む。このため、接着性組成物の塗布量を厳密に調整する必要がなくなって生産性が良好になる。また、接着性組成物が板体6同士の間から外部へ漏出したり、接着性組成物がマニホールドや冷媒用溝7に流入するようなことも抑制される。
【0116】
特に板体6上における、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)は、板体6上に形成されている二本の溝に挟まれた領域であることが好ましい。すなわち、板体6には、冷媒用溝7及びマニホールドの外側においてこの冷媒用溝7及びマニホールドが形成されている領域を取り囲む第一の溝81及び第二の溝82が形成され、この第一の溝81及び第二の溝82は間隔をあけて並列に形成され、この第一の溝81及び第二の溝82に挟まれた領域が、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)となることが好ましい。この場合、第一の溝81及び第二の溝82の間の領域に接着性組成物が塗布され、この状態で板体6同士が接合されると、接着性組成物中に余剰分があってもこの余剰分は第一の溝81及び第二の溝82に流れ込む。このため、接着性組成物の塗布量を厳密に調整する必要がなくなって生産性が良好になる。また、接着性組成物が板体6同士の間から外部へ漏出したり、接着性組成物がマニホールドや冷媒用溝7に流入するようなことも抑制される。
【0117】
第一の溝81及び第二の溝82は、板体6の成形時に同時に形成され得る。二つの板体6が接合される場合、このうち少なくとも一方の板体6に第一の溝81及び第二の溝82が形成されていればよいが、二つの板体6の両方共に第一の溝81及び第二の溝82が形成されていることが好ましい。
【0118】
接着性組成物の余剰分を収容するために板体6上に形成される溝の容積は,板体6上の塗布される接着性組成物の体積以上であることが好ましい。すなわち、板体6上には、溝の容積以下の体積の接着性組成物を塗布することが好ましい。この場合、接着性組成物が板体6同士の間から外部へ漏出したり、接着性組成物がマニホールドや冷媒用溝7に流入するようなことが、更に確実に抑制される。溝の容積とは、接着性組成物の余剰分を収容し得る全ての溝の総容積である。すなわち溝の容積とは、板体6に上記の第一の溝81及び第二の溝82のように複数の溝が形成される場合にはこれらの複数の溝の総容積であり、二つの板体6を接着する場合に二つの板体6の対向し合う面の各々に溝が形成されている場合には二つの板体6の溝の総容積である。
【0119】
板体6における接着性組成物が配置される領域(本態様では第一の溝81と第二の溝82との間の領域)では、二つの板体6が重ねられると板体6間に接着性組成物が配置されるべき隙間が形成されることが好ましい。この場合、二つの板体6が接着性組成物の硬化物9によって接合されながら、この二つの板体6間の良好な密着性が確保され得る。このような隙間が形成されるためには、例えば板体6における接着性組成物が配置される領域で、隙間の分だけ板体6の厚みが薄く形成される。隙間における板体6間の幅は適宜設定されるが、10〜300μmの範囲であることが好ましい。
【0120】
尚、複数の板体6から構成されるセパレータ20の構造は上記のものに限られず、例えばセパレータ20は第一の板体6、第二の板体6、及び第三の板体6を備え第一の板体6と第二の板体6との間、並びに第二の板体6と第三の板体6との間に、冷媒用流路が形成されてもよい。更に、一つのセパレータ20を構成する板体6の個数は二個又は三個にも限られず、四個以上の板体6から一つのセパレータ20が構成されてもよい。本実施形態において、セパレータ20は燃料ガス供給排出用の溝21と酸化剤ガス供給排出用の溝22とを両方有するとは限らず、セパレータ20は前記二種の溝2のうち燃料ガス供給排出用の溝21のみを有していても、酸化剤ガス供給排出用の溝22のみを有していてもよい。
【0121】
板体6への接着性組成物の塗布に先だって、板体6上の少なくとも接着性組成物が塗布される領域に、予めプラズマ処理が施されることが好ましい。この場合、接着性組成物の硬化物9と板体6との密着性が更に向上する。プラズマ処理は、例えば、ヤマトマテリアル株式会社製の型番「PDC210」を用い、プラズマ生成用ガスとして酸素を用い、印加電力150〜500W、処理時間30秒〜10分の条件でおこなうことができる。
【0122】
セパレータ20の厚みは例えば0.3〜3.0mmの範囲に形成される。セパレータ20のガス供給排出用の溝2の幅は例えば1.0〜1.5mm、深さは例えば0.1〜0.5mmの範囲に形成される。冷媒用溝7の幅は例えば0.1〜1.0mm、深さは例えば0.1〜0.5mmの範囲に形成される。マニホールド13の開口面積は例えば0.5〜5.0cm2の範囲に形成される。第一の溝81及び第二の溝82の幅は例えば0.5〜1.0mm、深さは例えば0.1〜0.4mmの範囲、溝間隔は例えば1〜5mmの範囲に形成される。
【0123】
ガスケット12は、セパレータ20の外周部分に、シーリングのために積層される。このガスケット12はその略中央部に膜−電極複合体5における燃料電極31や酸化剤電極32を収容するための開口15を有し、この開口15においてセパレータ20のガス供給排出用の溝2が露出する。ガスケット12には、開口15の外周側の、前記セパレータ20の燃料用マニホールド131と合致する位置に燃料用貫通孔141が、酸化剤用マニホールド132に合致する位置に酸化剤用貫通孔142が、冷却用マニホールド133と合致する位置に冷却用貫通孔143が、それぞれ形成されている。
【0124】
膜−電極複合体5における電解質4にも、その外周部分の、前記セパレータ20の燃料用マニホールド131と合致する位置に燃料用貫通孔161が、酸化剤用マニホールド132と合致する位置に酸化剤用貫通孔162が、冷却用マニホールド133と合致する位置に冷却用貫通孔163が、それぞれ形成されている。
【0125】
この単セル構造では、セパレータ20の燃料用マニホールド131、ガスケット12の燃料用貫通孔141、及び電解質4の燃料用貫通孔161が連通することで、燃料電極への燃料の供給及び排出のための燃料用流路が構成される。また、セパレータ20の酸化剤用マニホールド132、ガスケット12の酸化剤用貫通孔142、及び電解質4の酸化剤用貫通孔162が連通することで、酸化剤電極への酸化剤の供給及び排出のための酸化剤用流路が構成される。また、セパレータ20の冷却用マニホールド133、ガスケット12の冷却用貫通孔143、及び電解質4の冷却用貫通孔163が連通することで、冷媒等の冷媒が流通する冷媒用流路が構成される。
【0126】
燃料電極31と酸化剤電極32、並びに電解質4は、燃料電池のタイプに応じた公知の材料で形成される。固体高分子型燃料電池の場合、燃料電極31及び酸化剤電極32は例えばカーボンクロス、カーボンペーパー、カーボンフェルト等の基材が触媒を担持することで構成される。燃料電極31における触媒としては例えば白金触媒、白金・ルテニウム触媒、コバルト触媒等が挙げられ、酸化剤電極32における触媒としては白金触媒、銀触媒等が挙げられる。また、固体高分子型燃料電池の場合、電解質4は例えばプロトン伝導性の高分子膜から形成され、特にメタノール直接型燃料電池の場合は例えばプロトン伝導性が高く、電子導電性やメタノール透過性を殆ど示さないフッ素系樹脂等から形成される。
【0127】
ガスケット12は、例えば天然ゴム、シリコーンゴム、SIS共重合体、SBS共重合体、SEBS、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム(EPDM)、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴム(HNBR)、クロロプレンゴム、アクリルゴム、フッ素系ゴム等などから選択されるゴム材料から形成される。このゴム材料には粘着付与剤が配合されてもよい。
【0128】
セパレータ20にガスケット12を積層するにあたっては、例えば予めシート状又は板状に形成されたガスケット12がセパレータ20に接着や融着されるなどして接合される。セパレータ20の表面上でガスケット12を形成するための材料が成形されることによって、セパレータ20にガスケット12が積層されてもよい。例えば未加硫のゴム材料がスクリーン印刷等によりセパレータ20の表面上の所定位置に塗布され、このゴム材料の塗膜を加硫されることで、セパレータ20の表面上の所定位置に所望の形状のガスケット12が形成される。前記加硫にあたっては、加熱、電子線などの放射線の照射、或いはその他適宜の加硫方法が採用される。この場合、薄型のセパレータ20に対してもガスケット12が容易に積層される。また、セパレータ20が金型内にセットされ、このセパレータ20の表面上の所定位置に未加硫のゴム材料が射出されると共にこのゴム材料が加熱されるなどして加硫されることで、セパレータ20の表面上の所定位置に所望の形状のガスケット12が形成されてもよい。このように金型成形によりガスケット12が形成されるにあたっては、トランスファー成形、コンプレッション成形、インジェクション成形等の成形法が採用され得る。
【0129】
二つのセパレータ20が膜−電極複合体5を介して重ねられる際、或いは二つのセパレータ20が膜−電極複合体5及びガスケット12,12を介して重ねられる際には、この二つのセパレータ20が接着性組成物で接着されることも好ましい。図3に示す態様では、セパレータ20を構成するカソード側セパレータ63と、前記とは別のセパレータ20を構成するアノード側セパレータ61とが、膜−電極複合体5及びガスケット12,12を介して重ねられると共に、これらのカソード側セパレータ63とアノード側セパレータ61とが接着性組成物で接着されている。これにより、隣合うセパレータ20同士が分離せずに一体化する。このため、燃料電池の製造時には、セパレータ同士20をシーリング材などを介して重ねる場合と比べて、複数の部材の重ね合わせ、位置合わせ、固定などのための手間が格段に削減され、燃料電池の生産性が向上する。更に、セパレータ20同士が強固に接着され得るため、燃料用流路及び酸化剤用流路からのガスの漏出が抑制される。
【0130】
二つのセパレータ20が接合される場合(セパレータ20を構成するカソード側セパレータ63と、前記とは別のセパレータ20を構成するアノード側セパレータ61とが接合される場合を含む)、このうち少なくとも一方のセパレータ20の表面に接着性組成物が塗布された状態でセパレータ20同士が重ねられ、更にこの状態で接着性組成物が加熱される。これにより接着性組成物が熱硬化することで、セパレータ20同士が接合される。
【0131】
接着性組成物によるセパレータ20同士の接合にあたっては、接着性組成物は、セパレータ20におけるガス供給排出用の溝2及びマニホールドの外側に塗布され、更にこのガス供給排出用の溝2及びマニホールドが形成されている領域を取り囲むように塗布されることが好ましい。すなわち、隣合うセパレータ20同士は、ガス供給排出用の溝2及びマニホールドの外側においてこのガス供給排出用の溝2及びマニホールドが形成されている領域を取り囲むように配置されている接着性組成物の硬化物9によって接合されることが好ましい。この場合、セパレータ20同士の間でマニホールド及びガス供給排出用の溝2が接着性組成物の硬化物9で囲まれるため、セパレータ20同士の間におけるマニホールド及びガス供給排出用の溝2からのガスの漏出が、接着性組成物の硬化物9によって効果的に抑制される。
【0132】
セパレータ20上における、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)は、セパレータ20上に形成されている二本の溝に挟まれた領域であることが好ましい。すなわち、セパレータ20には、ガス供給排出用の溝2及びマニホールドの外側においてこのガス供給排出用の溝2及びマニホールドが形成されている領域を取り囲む第一の溝81及び第二の溝82が形成され、この第一の溝81及び第二の溝82は間隔をあけて並列に形成され、この第一の溝81及び第二の溝82に挟まれた領域が、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)となることが好ましい。この場合、第一の溝81及び第二の溝82の間の領域に接着性組成物が塗布され、この状態でセパレータ20同士が接合されると、接着性組成物中に余剰分があってもこの余剰分は第一の溝81及び第二の溝82に流れ込む。このため、接着性組成物の塗布量を厳密に調整する必要がなくなって生産性が良好になる。また、接着性組成物がセパレータ20同士の間から外部へ漏出したり、接着性組成物がマニホールドやガス供給排出用の溝2に流入するようなことも抑制される。
【0133】
第一の溝81及び第二の溝82は、セパレータ20或いはセパレータを構成する板体6の成形時に同時に形成され得る。二つのセパレータ20が接合される場合、このうち少なくとも一方のセパレータ20に第一の溝81及び第二の溝82が形成されていればよいが、二つのセパレータ20の両方共に第一の溝81及び第二の溝82が形成されていることが好ましい。
【0134】
本実施形態においては、セパレータ20を構成する複数の板体6(アノード側セパレータ61及びカソード側セパレータ63)間が接着性組成物により接着され、更にセパレータ20同士が接着性組成物により接着されていることが好ましい。この場合、複数の板体6を接着してセパレータ20を形成してからセパレータ20同士を接着してもよいし、セパレータ20を形成する前に異なるセパレータ20を構成する板体6同士(カソード側セパレータ63及びアノード側セパレータ61)を膜−電極複合体5を介して重ねると共に接着してからセパレータ20を形成してもよい。
【0135】
尚、本実施形態において、セパレータ20を構成する複数の板体6(アノード側セパレータ61及びカソード側セパレータ63)間が接着性組成物により接着されているがセパレータ20同士は接着性組成物により接着されていなくてもよいし、セパレータ20を構成する複数の板体6(アノード側セパレータ61及びカソード側セパレータ63)間は接着性組成物により接着されていないがセパレータ20同士は接着性組成物により接着されていてもよい。
【0136】
尚、複数の板体からセパレータ20が構成される場合のセパレータ20の構造は上記のものに限られず、例えばセパレータ20は第一の板体6、第二の板体6、及び第三の板体6を備え第一の板体6と第二の板体6との間、並びに第二の板体6と第三の板体6との間に、冷媒用流路が形成されてもよい。更に、一つのセパレータ20を構成する板体6の個数は二個又は三個にも限られず、四個以上の板体6から一つのセパレータ20が構成されてもよい。本実施形態において、セパレータ20は燃料ガス供給排出用の溝21と酸化剤ガス供給排出用の溝22とを両方有するとは限らず、セパレータ20は前記二種の溝2のうち燃料ガス供給排出用の溝21のみを有していても、酸化剤ガス供給排出用の溝22のみを有していてもよい。
【0137】
セパレータ20を構成する板体6を製造するために用いられる成形用材料は、樹脂成分び黒鉛粒子を含有する。
【0138】
成形用材料は、第一アミン及び第二アミンを含有しないことが好ましい。すなわち、この成形用材料が、置換基−NH及び−NH2を有する化合物を含有しないことが好ましい。更に成形用材料は第三アミンを含有しないことが好ましい。このように成形用材料がアミンを含有しないと、成形用材料から形成されるセパレータ20が燃料電池中の白金触媒を被毒することがなく、燃料電池が長時間使用される場合の起電力の低下が抑制される。
【0139】
成形用組成物が含有する樹脂成分は、熱可塑性樹脂と熱硬化性樹脂のいずれでもよい。
【0140】
熱可塑性樹脂としては、たとえばポリフェニレンサルファイド樹脂、ポリプロピレン樹脂等が挙げられる。
【0141】
熱硬化性樹脂が使用される場合、熱硬化性樹脂はエポキシ樹脂と熱硬化性フェノール樹脂のうち少なくとも一方を含有することが好ましい。エポキシ樹脂及び熱硬化性フェノール樹脂は良好な溶融粘度を有すると共に不純物が少なく、特にイオン性不純物が少ない点で優れている。
【0142】
熱硬化性樹脂全量に対するエポキシ樹脂及び熱硬化性フェノール樹脂の含有量は50〜100質量%の範囲にあることが好ましい。熱硬化性樹脂がエポキシ樹脂のみ、熱硬化性フェノール樹脂のみ、或いはエポキシ樹脂と熱硬化性フェノール樹脂のみを含むのであれば特に好ましい。
【0143】
エポキシ樹脂は固形状であることが好ましく、特に融点が70〜90℃の範囲であることが好ましい。これにより、材料の変化が少なくなり、成形時の成形用材料の取り扱い性が向上する。この融点が70℃未満であると、成形用材料中で凝集が生じやすくなって、取り扱い性が低下するおそれがある。また、エポキシ樹脂として溶融粘度が低粘度の樹脂が選択されれば、成形用材料の良好な成形性が維持されつつ、成形用材料及びセパレータ20中に黒鉛粒子が高充填され得る。尚、前記作用が発揮される範囲内でエポキシ樹脂の一部が液状であってもよい。
【0144】
エポキシ樹脂としては、オルトクレゾールノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂等が用いられることが好ましい。このオルトクレゾールノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂は、良好な溶融粘度を有すると共に不純物が少なく、特にイオン性不純物が少ない点で優れている。
【0145】
特にエポキシ樹脂が、オルトクレゾールノボラック型エポキシ樹脂のみからなり、或いはオルトクレゾールノボラック型エポキシ樹脂と、ビスフェノール型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂から選択される少なくとも一種からなる成分(第一成分という)を含むことが好ましい。オルトクレゾールノボラック型エポキシ樹脂が必須の成分であると、成形用材料の成形性が向上すると共に、セパレータ20の耐熱性が向上する。更に、製造コストが低減され得る。第一成分中のオルトクレゾールノボラック型エポキシ樹脂の割合は、前記成形性の向上、セパレータ20の耐熱性の向上、製造コストの低減の観点から、50〜100質量%の範囲であることが好ましく、特に50〜70質量%の範囲であることが好ましい。
【0146】
オルトクレゾールノボラック型エポキシ樹脂と共に、ビスフェノール型エポキシ樹脂やビフェニル型エポキシ樹脂やビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂が併用されることも好ましい。この場合、成形用材料の溶融粘度が更に低減し、更に薄型のセパレータ20が作製される場合にはその靱性が向上し得る。
【0147】
特にビスフェノールF型エポキシ樹脂が使用されると、成形用材料の粘度が低減し、成形用材料の成形性が特に高くなる。この場合の第一成分中におけるビスフェノールF型エポキシ樹脂の含有量は30〜50質量%の範囲であることが好ましい。
【0148】
ビフェニル型エポキシ樹脂が使用されると、このビフェニル型樹脂は溶融粘度が低いため、成形用材料の流動性が著しく向上し、成形用材料の薄型成形性が特に向上する。この場合の第一成分中におけるビフェニル型エポキシ樹脂の含有量は30〜50質量%の範囲であることが好ましい。
【0149】
ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂が使用されると、セパレータ20の強度及び靱性が向上し、更にセパレータ20の吸湿性が低減し得る。このため、セパレータ20の機械的特性、導電性、並びに長期使用時の特性の安定性が向上する。この場合の第一成分中におけるビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂の割合は、30〜50質量%の範囲であることが好ましい。
【0150】
成形用材料中の熱硬化性樹脂全量に対する第一成分の含有量は50〜100質量%の範囲にあることが好ましい。
【0151】
前記第一成分は熱硬化性樹脂中のエポキシ樹脂の少なくとも一部として成形用材料中に含有される。すなわち、この第一成分以外の他の熱硬化性樹脂として、例えば前記第一成分以外のエポキシ樹脂、熱硬化性フェノール樹脂、ビニルエステル樹脂、ポリイミド樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂等から選択される一種又は複数種の樹脂が用いられてもよい。但し、エステル結合を含む樹脂は耐酸性環境下で加水分解するおそれがあるため、使用されないことが望ましい。また、熱硬化性樹脂として、セパレータ20の耐熱性や耐酸性の向上に寄与する点で、ポリイミド樹脂も適している。ポリイミド樹脂としては、特にビスマレイミド樹脂などが用いられることも好ましく、例えば、4,4−ジアミノジフェニルビスマレイミドが用いられることが好ましい。4,4−ジアミノジフェニルビスマレイミドが用いられると、セパレータ20の耐熱性が更に向上する。
【0152】
熱硬化性フェノール樹脂が用いられる場合には、特に開環重合により重合反応が進行するフェノール樹脂が用いられることが好ましい。このようなフェノール樹脂としては、例えばベンゾオキサジン樹脂等が挙げられる。この場合は、成形用材料の成形工程で脱水によるガスが発生しないので成形品中にボイドが発生せず、このためセパレータ20のガス透過性の低下が抑制される。また、レゾール型フェノール樹脂が用いられることも好ましく、例えば13C−NMR分析で、オルト−オルト25〜35%、オルト−パラ60〜70%、パラ−パラ5〜10%の構造を有するレゾール型フェノール樹脂が用いられることが好ましい。レゾール樹脂は通常液状であるが、レゾール型フェノール樹脂の軟化点は容易に調整され得るため、融点が70〜90℃のレゾール型フェノール樹脂が容易に得られる。融点が70〜90℃のレゾール型フェノール樹脂が使用されることで、成形用材料の変質が抑制され、成形時の成形用材料の取り扱い性が向上する。この融点が70℃未満であると、成形用材料中で凝集が生じやすくなって、取り扱い性が低下するおそれがある。
【0153】
エポキシ樹脂及び熱硬化性フェノール樹脂以外の他の樹脂が併用されてもよい。例えばポリイミド樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、ビニルエステル樹脂等から選択される一種又は複数種の樹脂が用いられてもよい。但し、エステル結合を含む樹脂は耐酸性環境下で加水分解する恐れがあるため、使用されないことが望ましい。
【0154】
熱硬化性樹脂として、セパレータ20の耐熱性や耐酸性の向上に寄与する点で、ポリイミド樹脂も適している。このようなポリイミド樹脂としては、特にビスマレイミド樹脂なども好ましく、その具体例として例えば、4,4−ジアミノジフェニルビスマレイミドが挙げられる。このような樹脂が併用されることで、セパレータ20の耐熱性が更に向上され得る。
【0155】
エポキシ樹脂が使用される場合、樹脂成分は硬化剤を含有することが好ましく、この硬化剤はフェノール系化合物を含有することが好ましい。このフェノール系化合物としては、ノボラック型フェノール樹脂、クレゾールノボラック型フェノール樹脂、多官能フェノール樹脂、アラルキル変性フェノール樹脂等が挙げられる。
【0156】
硬化剤全量に対するフェノール系化合物の含有量は、エポキシ樹脂の使用量に依存して決定される。また、硬化剤がフェノール系化合物のみであれば特に好ましい。
【0157】
フェノール系化合物以外の硬化剤が使用される場合、硬化剤として非アミン系の化合物が用いられることが好ましい。この場合、セパレータ20の電気伝導度が高い状態に維持されると共に、燃料電池の触媒の被毒が抑制される。硬化剤として酸無水物系の化合物が用いられないことも好ましい。酸無水物系の化合物が使用される場合は硬化物が硫酸酸性環境下等の酸性環境下で加水分解して、セパレータ20の電気伝導度の低下が引き起こされたり、セパレータ20からの不純物の溶出が増大してしまうおそれがある。
【0158】
熱硬化性樹脂としてエポキシ樹脂が用いられる場合は、熱硬化性樹脂におけるエポキシ樹脂と硬化剤におけるフェノール系化合物とは、前記フェノール系化合物に対する前記エポキシ樹脂の当量比が0.8〜1.2の範囲となるように配合されることが好ましい。
【0159】
炭素質粒子は、セパレータ20の電気比抵抗を低減して、セパレータ20の導電性を向上させるために使用される。炭素質粒子は黒鉛粒子であることが好ましい。黒鉛粒子としては、高い導電性を示すものであれば制限なく用いられ、例えば、メソカーボンマイクロビーズなどの炭素質を黒鉛化したもの、石炭系コークスや石油系コークスを黒鉛化したものの他、黒鉛電極や特殊炭素材料の加工粉、天然黒鉛、キッシュ黒鉛、膨張黒鉛等のような、適宜のものが用いられる。このような黒鉛粒子は、一種のみが用いられるほか、複数種が併用される。
【0160】
黒鉛粒子は、人造黒鉛粉、天然黒鉛粉のいずれでもよい。天然黒鉛粉は導電性が高いという利点を有し、また人造黒鉛粉は天然黒鉛粉に比べて導電性は多少劣るものの、異方性が少ないという利点がある。
【0161】
黒鉛粒子は、天然黒鉛粉、人造黒鉛粉のいずれの場合であっても、精製されていることが好ましく、この場合は、灰分やイオン性不純物が低いため、成形品であるセパレータ20からの不純物の溶出が抑制される。
【0162】
黒鉛粒子は、精製されていることが好ましい。この場合は、黒鉛粒子中の灰分やイオン性不純物が低いため、セパレータ20からの不純物の溶出が抑制される。黒鉛粒子における不純物である灰分は0.05質量%以下であることが好ましく、灰分が0.05質量%を超えると、セパレータ20を備える燃料電池の特性が低下するおそれがある。
【0163】
黒鉛粒子の平均粒径は15〜100μmの範囲であることが好ましい。この平均粒径が10μm以上であることで成形用材料の成形性が向上し、平均粒径が100μm以下となることでセパレータ20の表面平滑性が向上する。成形性の向上のためには、特に前記平均粒径が30μm以上であることが好ましく、またセパレータ20の表面平滑性が特に向上して後述するようにセパレータ20の表面の算術平均高さRa(JIS B0601:2001)が0.4〜1.6μmの範囲、特に1.0μm未満となるためには前記平均粒径が70μm以下であることが好ましい。特に前記平均粒径が30〜70μmの範囲であることが好ましい。
【0164】
特に薄型のセパレータ20が作製される場合には、黒鉛粒子は100メッシュ篩(目開き150μm)を通過する粒径を有することが好ましい。この黒鉛粒子中に100メッシュ篩を通過しない粒子が含まれていると、成形用材料中に粒径の大きい黒鉛粒子が混入してしまい、特に成形用材料が薄型のシート状に成形される際の成形性が低下してしまう。
【0165】
黒鉛粒子のアスペクト比は10以下であることが好ましく、この場合、セパレータ20に異方性が生じることが抑制される共に反りなどの変形も抑制される。
【0166】
尚、セパレータ20の異方性の低減に関しては、セパレータ20における成形時の成形用材料の流動方向(セパレータ20の厚み方向と直交する方向)と、この流動方向と直交する方向(セパレータ20の厚み方向)との間での接触抵抗の比が、2以下となることが好ましい。
【0167】
黒鉛粒子全体は、特に2種以上の粒度分布を有すること、すなわち黒鉛粒子全体が平均粒径の異なる2種以上の粒子群の混合物であることも好ましい。この明細書において、粒子群とは、黒鉛粒子全体のうちの少なくとも一部を構成する複数の粒子の集合を意味する。黒鉛粒子全体が、特に平均粒径1〜50μmの範囲の粒子群と、平均粒径30〜100μmの粒子群との混合物であることが好ましい。このような粒度分布を有する黒鉛粒子が用いられると、粒径の大きい粒子は表面積が小さいため、樹脂成分の含有量が少量であっても成形用材料の混練が可能になることが期待される。更に粒径の小さい粒子によって粒子同士の接触性が向上すると共に、セパレータ20の強度向上も期待され、これにより、セパレータ20の密度の向上、導電性の向上、ガス不透過性の向上、強度の向上等といった、性能の向上が図られる。平均粒径1〜50μmの粒子群と平均粒径30〜100μmの粒子群との混合比は、適宜調整されるが、特に前者対後者の混合質量比が40:60〜90:10、特に65:35〜85:15であることが好ましい。
【0168】
尚、黒鉛粒子の平均粒径は、レーザー回折・散乱式粒度分析計(日機装株式会社製のマイクロトラックMT3000IIシリーズなど)でレーザー回折散乱法により測定される体積平均粒径である。
【0169】
成形用材料中の黒鉛粒子の割合は、成形用材料中の固形分全体に対して70〜80質量%の範囲であることが好ましい。すなわち、板体6中の黒鉛粒子の割合は板体6全体に対して70〜80質量%の範囲であると共にそれに伴って板体6中の熱硬化性樹脂硬化物の含有量が20〜30質量%の範囲であることが好ましい。このように黒鉛粒子の割合が70質量%以上であると、セパレータ20に充分に優れた導電性が付与されと共に、セパレータ20の機械的強度が充分に向上する。またこの割合が80質量%以下であると、成形用材料に充分に優れた成形性が付与されると共にセパレータ20に充分に優れたガス透過性が付与される。黒鉛粒子の割合が75質量%以上であると共にそれに伴って熱硬化性樹脂硬化物の割合が25質量%以下であれば更に好ましい。
【0170】
板体6中の黒鉛粒子の割合と、接着性組成物中の炭素質粒子の割合とが近似することが更に好ましい。この場合、板体6の線膨張係数と接着性組成物の硬化物9の線膨張係数とが特に近くなる。このため、板体6を接着性組成物で接着することで構成されるセパレータ20が熱による負荷を受けても板体6間の剥離が生じにくくなり、セパレータ20の耐久性が向上する。特に、板体6中の黒鉛粒子の割合(質量百分率)に対する、接着性組成物中の炭素質粒子の割合(質量百分率)の比が、0.35〜0.67の範囲になることが好ましい。
【0171】
成形用材料は、必要に応じて硬化触媒、ワックス(離型剤)、カップリング剤等の添加剤を含有してもよい。
【0172】
硬化触媒(硬化促進剤)としては、特に制限されないが、成形用材料が第一アミン及び第二アミンを含有しないためには、非アミン系の化合物が用いられることが好ましい。例えば、アミン系のジアミノジフェニルメタンなどは残存物が燃料電池の触媒を被毒する恐れがあり、好ましくない。また、イミダゾール類は硬化後、塩素イオンを放出しやすくなるので不純物溶出の恐れがあり、あまり好ましくない。
【0173】
但し、測定開始温度30℃、昇温速度10℃/分、保持温度120℃、保持温度での保持時間30分の条件で加熱された場合の重量減少が5%以下であり、且つ2位に炭化水素基を有する置換イミダゾールが用いられることは、成形用材料の保存安定性が向上する点で好ましい。更に、特に薄型のセパレータ20が作製される場合には、ワニス状に調製された成形用材料からシート状のセパレータ20が形成される際の溶剤の揮発性、セパレータ20の平滑性などが良好となる。この置換イミダゾールとして、特に2位の炭化水素基の炭素数が6〜17の置換イミダゾールが使用されることが好ましく、その具体例としては、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−フェニルイミダゾール、1−ベンジル−2−フェニルイミダゾール等が挙げられる。このうち、2−ウンデシルイミダゾール及び2−ヘプタデシルイミダゾールが好適である。これらの化合物は一種単独で用いられ、或いは二種以上が併用される。このような置換イミダゾールの含有量は適宜調整され、それにより成形硬化時間が調整され得る。この置換イミダゾールの含有量は好ましくは成形用材料中の熱硬化性樹脂と硬化剤の合計量に対して、0.5〜3質量%の範囲であることが好ましい。
【0174】
また、硬化触媒として、好ましくはリン系化合物が用いられる。リン系化合物と前記置換イミダゾールとが併用されてもよい。リン系化合物の一例として、トリフェニルホスフィンが挙げられる。このようなリン系化合物が用いられると、セパレータ20からの塩素イオンの溶出が抑制される。
【0175】
成形用材料は、硬化促進剤として、次の[化8]で示される化合物を含有することも好ましい。この場合、セパレータ20の耐湿性が向上する。しかも、この構造式[化8]で示される化合物は、セパレータ20のガラス転移温度の低下や、熱時剛性の低下や、連続成形性の悪化などを引き起こすことがない。むしろこの構造式[化8]で示される化合物が使用されることにより、セパレータ20のガラス転移温度が上昇し、熱時剛性が向上し、更に成形用組成物の成形時の離型性が向上して連続成形性が向上し得る。
【0176】
【化8】
【0177】
更に、この構造式[化8]で示される化合物からは、イオン性不純物の溶出が生じにくい。このため、構造式[化8]で示される化合物が使用されることで、セパレータ20からのイオン性不純物の溶出が抑制され、不純物の溶出による燃料電池の起動電圧低下等の特性低下が抑制される。構造式[化8]で示される化合物からイオン性不純物の溶出が生じにくいのは、この化合物の酸解離定数(pKa)が小さいためであると推察される。
【0178】
構造式[化8]で示される化合物の、硬化促進剤全量に対する割合は、20〜100質量%の範囲であることが好ましい。この割合が20質量%未満であると、セパレータ20のガラス転移温度(Tg)の上昇が充分ではないおそれがある。
【0179】
このような硬化触媒の含有量は適宜調整されるが、好ましくは成形用材料中のエポキシ樹脂に対して0.5〜3質量部の範囲とする。
【0180】
カップリング剤としては、特に制限されないが、成形用材料が第一アミン及び第二アミンを含有しないためには、アミノシランが用いられないことが好ましい。アミノシランが用いられると、燃料電池の触媒が被毒される恐れがあり好ましくない。カップリング剤としてメルカプトシランが用いられないことも好ましい。このメルカプトシランが用いられる場合も、同様に燃料電池の触媒が被毒される恐れがある。
【0181】
カップリング剤の例としては、シリコン系のシラン化合物、チタネート系、アルミニウム系のカップリング剤が挙げられる。例えばシリコン系のカップリング剤としては、エポキシシランが適している。
【0182】
エポキシシランカップリング剤が使用される場合の使用量は、成形用材料の固形分中の含有量が0.5〜1.5質量%となる範囲であることが好ましい。この範囲において、カップリング剤がセパレータ20の表面にブリードすることを充分に抑制することができる。
【0183】
カップリング剤は黒鉛粒子の表面に予め噴霧等により付着されていてもよい。その場合の添加量は、黒鉛粒子の比表面積と、カップリング剤の単位質量当たりの被覆可能面積(カップリング剤によって被覆され得る面積)とを考慮して適宜設定される。カップリング剤の添加量は、特にカップリング剤の被覆可能面積の総量が黒鉛粒子の表面積の総量の0.5〜2倍の範囲となるように調整されることが好ましい。この範囲において、セパレータ20の表面におけるカップリング剤のブリードが充分に抑制され、これにより金型表面の汚染が抑制される。
【0184】
ワックス(内部離型剤)としては、特に制限されないが、120〜190℃で成形用材料中の熱硬化性樹脂及び硬化剤と相溶せずに相分離する内部離型剤が用いられることが好ましい。このような内部離型剤として、ポリエチレンワックス、カルナバワックス、及び長鎖脂肪酸系のワックスから選ばれる少なくとも一種が挙げられる。このような内部離型剤が成形用材料の成形過程で熱硬化性樹脂及び硬化剤と相分離することで、セパレータ20の離型性が向上する。
【0185】
内部離型剤の含有量は、板体6の形状の複雑さ、溝深さ、抜き勾配など金型面との離形性の容易さなどに応じて適宜設定されるが、成形用材料中の固形分全量に対して0.1〜2.5質量%の範囲であることが好ましい。この含有量が0.1質量%以上であることで金型成形時にセパレータ20が十分な離型性を発揮し、またこの含有量が2.5質量%以下であることでセパレータ20の親水性が充分に高く維持される。このワックスの含有量は0.1〜1質量%の範囲であれば更に好ましく、0.1〜0.5質量%の範囲であれば特に好ましい。
【0186】
セパレータ20中のイオン性不純物の含有量は、成形用材料全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下とであることが好ましい。そのためには成形用材料のイオン性不純物の含有量が、成形用材料全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。この場合、セパレータ20からのイオン性不純物の溶出が抑制され、このため不純物の溶出による燃料電池の起動電圧低下等の特性低下が抑制される。
【0187】
セパレータ20及び成形用材料のイオン性不純物の含有量が上記のように低減するためには、成形用材料を構成する熱硬化性樹脂、硬化剤、黒鉛、その他添加剤等の各成分のそれぞれのイオン性不純物の含有量が、各成分に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。
【0188】
イオン性不純物の含有量は、対象物(成形用材料、熱硬化性樹脂など)から溶出したイオン性不純物を含む抽出水中の、イオン性不純物の量に基づいて導出される。抽出水は、イオン交換水中に対象物が対象物10gに対してイオン交換水100mlの割合となるように投入された状態で、このイオン交換水及び対象物が90℃で50時間加熱されることで、得られる。抽出水中のイオン性不純物は、イオンクロマトグラフィで評価される。この抽出水中のイオン性不純物量が対象物に対する質量比に換算されることで、対象物中のイオン性不純物の量が導出される。
【0189】
成形用材料は、この組成物から形成されるセパレータ20のTOC(total organic carbon)が100ppm以下となるように調製されることが好ましい。
【0190】
TOCは、イオン交換水中にセパレータ20が、セパレータ20の質量10gに対してイオン交換水100mlの割合で投入され、このイオン交換水及びセパレータ20が90℃で50時間加熱されることで得られる溶液から測定される数値である。このようなTOCは、例えばJIS K0102に準拠して島津製全有機炭素分析装置「TOC−50」などで測定され得る。測定にあたっては、サンプルの燃焼により発生したCO2濃度が非分散型赤外線ガス分析法で測定され、これによりサンプル中の炭素濃度が定量される。炭素濃度が測定されることによって、間接的にセパレータ20が含有する有機物質濃度が測定される。サンプル中の無機炭素(IC)、全炭素(TC)が測定されると、全炭素と無機炭素の差(TC−IC)から全有機炭素(TOC)が導出される。
【0191】
上記のTOCが100ppm以下であると、燃料電池の特性低下が更に抑制される。
【0192】
TOCの値は、成形用材料を構成する各成分として高純度の成分が選択されたり、樹脂の当量比が調整されたり、成形時に後硬化処理が施されたりすることによって、低減され得る。
【0193】
原料成分中には不純物として金属成分が混入している可能性があり、成形用材料及びセパレータ20には不純物として原料成分に由来する金属成分、製造時に混入する金属成分などが混入している可能性がある。セパレータ20に金属成分が混入していると、セパレータ20の表面に金属酸化物(錆)が生じ、この金属酸化物から金属イオンが脱離する殊で、電解質4のプロトン伝導性の低下や電解質4の分解が引き起こされるおそれがある。また、この金属成分によりセパレータ20の腐食電流が増大してしまう。そこで、セパレータ20が製造されるにあたり、原料成分、成形用材料、及びセパレータ20のうち少なくともいずれかに対し、金属成分の含有量を低減するための処理を施すことが好ましい。この場合、セパレータ20の金属成分の含有量が低減する。特に、少なくとも成形用材料に対し、金属成分の含有量を低減するための処理施すことが好ましい。
【0194】
原料成分に対する、金属成分の含有量を低減するための処理の一例として、原料成分中の金属成分を磁石を用いて吸引する処理が挙げられる。原料成分のうち、特に黒鉛粒子に対する、金属成分の含有量を低減するための処理としては、黒鉛粒子を、pH2以下の強酸性溶液を用いて洗浄する処理も挙げられる。強酸性溶液としては、例えば濃度69質量%の濃硝酸と濃度36質量%の濃塩酸とを体積比で1:3の割合で混合して得られる王水、濃度15質量%以上の塩酸水、濃度15質量%以上の硫酸水、及び濃度15質量%以上の硝酸水から選ばれる少なくとも一種を使用することができる。この場合、黒鉛粒子中の金属成分の含有量が容易に低減される。前記塩酸水、硫酸水及び硝酸水の濃度は、操作性の観点から30質量%以下であることが好ましい。
【0195】
成形用材料に対する、金属成分の含有量を低減するための処理としては、原料成分に対する金属成分の含有量を低減するための処理と同様に、成形用材料中の金属成分を磁石を用いて吸引する処理などが挙げられる。
【0196】
前記のような原料成分が配合されることで成形用材料が調製され、この成形用材料が成形されることで板体6が得られる。成形用材料は、粒状、シート状等の適宜の形状に形成される。
【0197】
成形用材料が粒状である場合には、上記のような原料成分が例えば攪拌混合機などで攪拌混合され、或いは更に整粒機などで整粒されることで、成形用材料が得られる。
【0198】
成形用材料はシート状であってもよい。特に薄型のセパレータ20が作製される場合には、シート状の成形用材料が使用されることが好ましい。シート状の成形用材料が使用されると、例えば0.2〜1.0mmの厚みの薄型のセパレータ20が容易に得られ、しかもこのセパレータ20の厚み精度が高くなる。
【0199】
シート状の成形用材料の調製のためには、まず上記のような原料成分を含有する液状の組成物が調製される。液状の組成物は必要に応じて溶媒を含有する。溶媒としては、たとえばメチルエチルケトン、メトキシプロパノール、N,N−ジメチルホルムアミド、ジメチルスルホキシド等の極性溶媒が好ましい。溶媒は一種のみが用いられても二種以上が併用されてもよい。溶媒の使用量は成形性等を考慮して適宜設定されるが、好ましくは液状の組成物の粘度が1000〜5000cpsの範囲となるように調整される。尚、前記の通り溶媒は必要に応じて使用されていればよく、原料成分中の熱硬化性樹脂が液状樹脂である場合などには、溶媒が使用されなくてもよい。
【0200】
この液状の組成物がシート状に成形されることで、シート状の成形用材料が得られる。液状の組成物が、例えばキャスティング(展進)成形によりシート状に成形されると共に、キャスティングにともなって加熱されることで乾燥され、或いは半硬化することにより、シート状の成形用材料が得られる。このシート状の成形用材料は、必要に応じて所定の平面寸法にカット(切断)もしくは打ち抜かれることで適当な寸法に形成される。
【0201】
キャスティング法によりシート状の成形用材料が形成される際には、複数種の膜厚調節手段が適用され得る。このような複数種の膜厚調節手段が用いられるキャスティング法は、例えばすでに実用化されているマルチコータを用が用いられることで実現される。キャスティングのための膜厚調節手段としては、スリットダイとともに、ドクターナイフおよびワイヤーバーの少なくともいずれか、すなわちいずれか一方もしくは両方を用いることが好ましい。このシート状の成形用材料の厚みは、0.05mm以上であることが好ましく、0.1mm以上であれば更に好ましい。また、この厚みは0.5mm以下であることが好ましく、0.3mm以下であれば更に好ましい。このようにシート状の成形用材料の厚みが0.5mm以下であると、セパレータ20の薄型化や軽量化、並びにそれによる低コスト化が達成され、特に厚みが0.3mm以下であれば溶媒を使用する場合のシート状の成形用材料内部の溶媒の残存が効果的に抑制される。またこの厚みが0.05mm未満の場合にはセパレータ20の製造にあたっての有利さが充分に発揮されなくなり、特に成形性を考慮するとこの厚みは0.1mm以上であることが好ましい。
【0202】
成形用材料が成形されることで、板体6が得られる。成形法としては、射出成形や圧縮成形などが挙げられるが、圧縮成形が採用されることが好ましい。これにより、アノード側セパレータ61、カソード側セパレータ63などとして機能する板体6が得られる。
【0203】
この板体6には、ブラスト処理が施されるなどして、表層のスキン層が除去されると共にこの板体6の表面粗さが調整されることが好ましい。
【0204】
この板体6の表面の算術平均高さRa(JIS B0601:2001)は、0.4〜1.6μmの範囲であることが好ましい。この場合、セパレータ20とガスケット12との接合部でのガスリークが抑制される。このためウエットブラスト処理時にセパレータ20におけるガスケット12と接合する部位をマスクする必要がなくなり、セパレータ20の生産効率が向上する。尚、前記算術平均高さRaが0.4μm未満となることは困難であり、またこの値が1.6μmより大きいと前記ガスリークが充分に抑制されなくなるおそれがある。この板体6の表面の算術平均高さRaは特に1.2μm以下であることが好ましい。更にこの板体6の表面の算術平均高さRaが1.0μm未満であると、前記ガスリークが特に抑制され、セパレータ20の薄型化に伴ってセルスタック作製時の締結力が低くなっても、前記ガスリークが充分に抑制される。板体6の表面の算術平均高さRaが0.6μm以上であることも好ましい。
【0205】
板体6の表面の接触抵抗は15mΩcm2以下であることが好ましい。この場合、燃料電池で発電した電気エネルギーを外部へ伝達するというセパレータ20の機能が高いレベルで維持される。
【0206】
前記ブラスト処理時には、板体6にウエットブラスト処理が施されると共に、この処理においてアルミナ粒子等の砥粒を含むスラリーから磁石で金属成分が吸引されることが好ましい。ブラスト処理に用いられる砥粒には不純物として金属成分が混入している可能性があり、またブラスト処理時に砥粒を含むスラリーに金属成分が混入することがある。このような金属成分を含むスラリー用いてブラスト処理が施されると、板体6の表面に砥粒から金属成分が打ち込まれてしまう。しかし、前記のようにスラリーから磁石により金属成分が吸引されながら、この砥粒によりウエットブラスト処理が施されると、ブラスト処理時に板体6に金属成分が付着しにくくなる。すなわち、ウエットブラスト処理によってスキン層の除去や表面粗さの調整などがされつつ、このウエットブラスト処理時に、スラリー中の砥粒に含まれる金属異物などの金属成分が板体6へ打ち込まれにくくなる。また、このウエットブラスト処理において、スラリーが循環されながら繰り返し使用されると共に、このスラリーの循環時にスラリーから金属成分が磁石などで吸引されると、スラリー中の砥粒から磁石により金属成分が吸引されながら、この砥粒によってウエットブラスト処理が施される。
【0207】
更に、黒鉛粒子の金属成分の含有量を低減するための処理と同様に、板体6から金属成分が磁石によって吸引されてもよい。この場合、例えば板体6が一対の磁石の間に配置されることで、板体6から金属成分が吸引される。尚、磁石を用いた吸引以外の適宜の方法で板体6から金属成分が除去されてもよい。但し、強酸性溶液によって洗浄する方法では板体6を構成する樹脂が溶解してしまうおそれがあり、また超音波洗浄では板体6から黒鉛粒子が脱離してしまうおそれがあるため、好ましくない。
【0208】
以上のようにして得られる板体6における、金属成分の付着の程度は、この板体6を90℃の温水で1時間洗浄した後、90℃の温度で1時間加熱乾燥する処理を施した後に、この板体6の表面を観察することで確認される。板体6に金属成分が付着していると、前記処理により板体6の表面に金属酸化物(錆)が生成する。前記処理後の板体6の表面が目視で観察されても前記金属酸化物(錆)の存在が確認されないことが好ましい。特に、前記処理後の板体6の表面に、直径100μmより大きい金属酸化物が存在しないことが好ましく、直径50μmより大きい金属酸化物が存在しなければ更に好ましい。また、直径30μmより大きい金属酸化物が存在しなければ特に好ましい。
【0209】
また、この板体6の表面に表出しているFe、Co、及びNiの総量が0.01μg/cm2以下となっていることが好ましい。更に、この板体6の表面に表出しているCr、Mn、Fe、Co、Ni、Cu及びZnの総量が0.01μg/cm2以下となっていることが好ましい。
【0210】
図3は複数の単セルからなる燃料電池40(セルスタック)の一例を示す。この燃料電池40は、燃料用流路に連通する燃料の供給口171及び排出口172と、酸化剤用流路に連通する酸化剤の供給口181及び排出口182と、冷媒用流路に連通する冷媒の供給口191及び排出口192とを有する。
【0211】
この燃料電池40の燃料の供給口171から水素ガス等の燃料が、酸化剤の供給口181から酸素ガス等の酸化剤が、それぞれ供給されることにより、燃料電池40が作動する。燃料電池40が作動する間、燃料電池に冷媒の供給口191から冷却水などの冷媒が供給され、このため、燃料電池の温度が運転のための適正な温度に調節される。冷媒としては、純水が使用されることが好ましい。
【0212】
本実施形態によるセパレータ20を備える燃料電池40では、セパレータ20内の隣合う板体6間に冷却水等の冷媒が流通する冷媒用流路が形成され、この隣合う板体6同士が接着性組成物により接着されているため、板体6の間からの冷媒の漏出が効果的に抑制される。更に、燃料電池が長期間使用されても板体6間の剥離が生じにくく、このため板体6間の剥離による冷媒の漏出などは、長期に亘って発生しにくい。このため燃料電池の耐久性が高くなる。
【実施例】
【0213】
[板体の作製]
各実施例及び比較例につき、表1に示すセパレータ20原料成分を攪拌混合機(ダルトン製「5XDMV−rr型」)に表1に示す組成となるように入れて攪拌混合し、得られた混合物を整粒機で粒径500μm以下に粉砕した。これにより、成形用材料を得た。
【0214】
表1に示されるセパレータ20原料の詳細は次の通りである。
・エポキシ樹脂A:クレゾールノボラック型エポキシ樹脂、日本化薬株式会社製、品番EOCN−1020−75、エポキシ当量199、融点75℃。
・硬化剤A:ノボラック型フェノール樹脂、群栄化学工業株式会社製、品番PSM6200、OH当量105。
・硬化促進剤:トリフェニルホスフィン、北興化学工業株式会社製、TPP。
・天然黒鉛:中越黒鉛工業所株式会社製、品番WR50A、平均粒径50μm、灰分0.05%、ナトリウムイオン4ppm、塩化物イオン2ppm。
・カップリング剤:エポキシシラン、日本ユニカー株式会社製、品番A187。
・ワックスA:天然カルナバワックス、大日化学工業株式会社製、品番H1−100、融点83℃。
・ワックスB:モンタン酸ビスアマイド、大日化学工業株式会社製、品番J−900、融点123℃。
【0215】
得られた成形用材料を、金型温度170℃、成形圧力35.3MPa、成形時間2分の条件で圧縮成形した。
【0216】
この圧縮成形により、図2に示す構造を有するアノード側セパレータ61、及びカソード側セパレータ63を得た。これらの二つの板体6は、平面視200mm×250mm、厚みは1.0mmの寸法に形成した。アノード側セパレータ61の一つの主面には0.3mmの寸法の燃料ガス供給排出用の溝を、この主面とは反対側の主面には0.3mmの寸法の冷媒用溝7を形成した。カソード側セパレータ63の一つの主面は平坦に形成し、この主面とは反対側の主面には0.3mmの寸法の酸化剤ガス供給排出用の溝を形成した。各板体6の外周部には、開口面積3.5cm2の六個のマニホールドを形成した。更に、アノード側セパレータ61における冷媒用溝7が形成されている両方の主面、並びにカソード側セパレータ63における両方の主面の、各々の外縁部分には、幅0.2mm、深さ0.2mmの第一の溝81及び第二の溝82を3mmの間隔をあけて形成した。
【0217】
各板体6の表面に、マコー株式会社製のウエットブラスト処理装置(形式PFE−300T/N)を用い、砥粒としてアルミナ粒子を含むスラリー用いてブラスト処理を施した後、イオン交換水で洗浄し、更に温風乾燥した。この処理後の各板体6の表面の算術平均高さRa(JIS B0601:2001)を0.9μmに調整した。
【0218】
[接着性組成物の調製]
各実施例及び比較例につき、表1に示す接着性組成物原料成分をプラネタリーミキサーを用いてせん断力をかけながら混合することで、接着性組成物を得た。
【0219】
表1に示される接着性組成物原料の詳細は次の通りである。
・エポキシ樹脂A:ビスフェノールA型エポキシ樹脂、新日鐵化学株式会社製、品番YD−8125、エポキシ当量172。
・エポキシ樹脂B:ビスフェノールF型エポキシ樹脂、DIC株式会社製、品番YDF8170、エポキシ当量160。
・硬化剤:液状アリル基含有ノボラックフェノール樹脂、明和化成株式会社製、品番MEH8000H、水酸基当量141。
・触媒A:DBUオクチル酸塩、サンアプロ株式会社製、品番SA102。
・触媒B:マイクロカプセル化イミダゾール、旭化成ケミカルズ株式会社製、品名ノバキュアLSA−H0401
・黒鉛粒子:平均粒径30〜10μm
・カーボン粒子:粒径5μm以下
・接着剤:コニシ株式会社製、品番MOS8
・反応性希釈剤:p−sec−ブチルフェニルグリシジルエーテル
[セパレータの作製]
各実施例及び比較例につき、アノード側セパレータ61における冷媒用溝7が形成されている主面における第一の溝81及び第二の溝82の間の領域、及びカソード側セパレータ63における平坦な主面における第一の溝81及び第二の溝82の領域に、接着性組成物を塗布し、続いてアノード側セパレータ61、水路板62、及びカソード側セパレータ63を重ねた。この状態で、接着性組成物を180℃で2時間加熱した。これにより、セパレータ20を得た。
【0220】
[接着強度評価]
セパレータ20のアノード側セパレータ61と水路板62との間、及び水路板62とカソード側セパレータ63との間の接着強度を、次のようにして測定した。
【0221】
・引張りせん断(25℃)
各実施例及び比較例につき、アノード側セパレータ61、及びカソード側セパレータ63を作製する際と同じ方法及び条件で、25mm×100mm×1.6mmの寸法の試験片を作製した。2枚の試験片のうち一方の表面に接着剤組成物を厚み約0.2mmとなるように塗布し、続いて二枚の試験片を接着剤組成物の塗膜を介して10mmを重ね合わせピンチで挟み、この状態で接着剤組成物の塗膜を170℃で2分間加熱することで硬化させた。
【0222】
このようにして接合された二枚の試験片間の引張りせん断接着強さをJIS K6850に基づいて測定した。測定は、25℃の雰囲気下で、引張り速度10mm/分に設定した万能引張り試験機を用いて実施した。
【0223】
・T型引張り剥離(25℃)
各実施例及び比較例につき、アノード側セパレータ61、及びカソード側セパレータ63を作製する際と同じ方法及び条件で、25mm×100mm×1.6mmの寸法の試験片を作製した。この試験片の表面に接着剤組成物を厚み約0.1mmとなるように塗布し、更にこの接着剤組成物の塗膜の上に厚み50μmのポリイミドフィルム(宇部興産株式会社製、商品名ユーピレック)を重ねた。この状態で、接着剤組成物の塗膜を170℃で2分間加熱することで硬化させた。
【0224】
このようにして接合された試験片とポリイミドフィルムに対し、JIS K6854に基づくT字ピール試験を行うことで、フィルム密着強度を評価した。
【0225】
・引張りせん断(高温高湿曝露後)
各実施例及び比較例につき、上記引張りせん断(25℃)の場合と同じ方法及び条件で接合した二枚の試験片を80℃、85%RHの雰囲気下に500時間曝露した。続いて、二枚の試験片間の引張りせん断を上記引張りせん断(25℃)の場合と同じ方法で測定した。
【0226】
・T型引張り剥離(高温高湿曝露後)
各実施例及び比較例につき、上記T型引張り剥離(25℃)の場合と同じ方法及び条件で接合した試験片及びポリイミドフィルムを、80℃、85%RHの雰囲気下に500時間曝露した。続いて、試験片及びポリイミドフィルムに対し、上記T型引張り剥離(25℃)の場合と同じ方法でフィルム密着強度を評価した。
【0227】
[温度サイクル試験後の接着特性]
各実施例及び比較例につき、上記引張りせん断(25℃)の場合と同じ方法及び条件で接合した二枚の試験片を、温度衝撃試験機を用いて80℃の雰囲気下に30分間曝露し、続いて−25℃の雰囲気に30分間曝露した。この処理を500サイクル繰り返した。続いて、二枚の試験片間の引張りせん断を上記引張りせん断(25℃)の場合と同じ方法で測定した。各実施例及び比較例につき、同じ試験を異なるサンプルで10回行い、測定値の平均値を算出した。
【0228】
[不純物溶出性評価]
各実施例及び比較例における接着性組成物10gを、100mLのイオン交換水中に入れ、このイオン交換水を90℃で72時間加熱することでイオン交換水に不純物を溶出させることで、抽出液を得た。続いて、この抽出液のイオンクロマトグラフ分析を実施することで抽出液中の塩化物イオンの濃度を測定した。
【0229】
【表1】
【符号の説明】
【0230】
20 燃料電池セパレータ(セパレータ)
40 燃料電池
6 板体
81 第一の溝
82 第二の溝
【技術分野】
【0001】
本発明は、燃料電池セパレータを製造するため、又は燃料電池セパレータ同士を接着するために用いられる燃料電池セパレータ用接着性組成物、この接着性組成物を用いて製造される燃料電池セパレータ、及び前記燃料電池セパレータ用接着性組成物を用いて製造される燃料電池に関する。
【背景技術】
【0002】
一般に燃料電池は複数の単セルを数十〜数百個直列に重ねて構成されるセルスタックから成り、これにより起電力を発生させる。
【0003】
燃料電池は、電解質の種類によりいくつかのタイプに分類されるが、近年、高出力の燃料電池として、電解質に固体高分子電解質膜を用いた固体高分子型燃料電池が注目されている。
【0004】
図1は、固体高分子型燃料電池の単セルの構造の一例を示す。この単セルは、セパレータ20,20、ガスケット12,12、膜−電極複合体5が重ねられることで構成されている。セパレータ20には、ガス供給排出用の溝2が形成されている領域を取り囲む外周部分に、燃料用マニホールド131と酸化剤用マニホールド132とが形成されている。燃料用マニホールド131は二つ形成されており、各燃料用マニホールド131はセパレータ20の燃料電極31と重なる面におけるガス供給排出用の溝2の両端にそれぞれ連通する。酸化剤用マニホールド132も二つ形成されており、各酸化剤用マニホールド132はセパレータ20の酸化剤電極32と重なる面におけるガス供給排出用の溝2の両端にそれぞれ連通する。また、この外周部分には、冷却用マニホールド133も形成されている。セパレータ20の外周部分に、シーリングのためのガスケット12が積層される。
【0005】
この単セル構造では、二つのセパレータ20の燃料用マニホールド131が連通することで、燃料電極への燃料の供給及び排出のための燃料用流路が構成される。また、二つのセパレータ20の酸化剤用マニホールド132が連通することで、酸化剤電極への酸化剤の供給及び排出のための酸化剤用流路が構成される。また、二つのセパレータ20の冷却用マニホールド133が連通することで、冷却水等の冷媒が流通する冷媒用流路が構成される。
【0006】
図4は複数の単セルからなる燃料電池40(セルスタック)の一例を示す。この燃料電池40は、燃料用流路に連通する燃料の供給口171及び排出口172と、酸化剤用流路に連通する酸化剤の供給口181及び排出口182と、冷媒用流路に連通する冷媒の供給口191及び排出口192とを有する。
【0007】
固体高分子型燃料電池の運転には、反応ガスの供給と排出、水の排出、電流の取り出しが必要となる。更に、反応の制御のために、セルスタックに水などの冷媒が供給される必要もある。
【0008】
すなわち、固体高分子型燃料電池は、燃料の供給口171から流体である水素ガスが、酸化剤の供給口181から流体である酸素ガスがそれぞれ供給されることにより作動し、外部回路から電流が取り出される。この際、各電極においては下記式に示したような反応が生じる。
燃料電極反応 : H2→2H++2e-…(1)
酸化剤電極反応 : 2H++2e-+1/2O2→H2O…(2)
全体反応 : H2+1/2O2→H2O
上記の通り、燃料電極上で水素(H2)はプロトン(H+)となり、このプロトンが固体高分子電解質膜中を酸化剤電極上まで移動し、酸化剤電極上で酸素(O2)と反応して水(H2O)を生ずる。
【0009】
固体高分子型燃料電池の一種であるメタノール直接型燃料電池(DMFC)では、燃料として水素の代わりにメタノール水溶液を供給しており、この場合、各電極においては下記式に示したような反応が生じている。空気極では酸素還元反応(水素を燃料とする場合と同じ反応)が起こっている。
燃料極反応 : CH3OH+H2O→CO2+6H++6e-…(1’)
空気極反応 : 3/2O2+6H++6e-→3H2O…(2’)
全体反応 : CH3OH+3/2O2→CO2+2H2O
更に、燃料電池に冷媒の供給口191から冷媒が供給されることで、燃料電池の温度が上記反応のために適正な温度に調整される。
【0010】
このような燃料電池を構成する部品のうち、燃料電池用セパレータ20は、図1に示すように、薄肉の板状体の片面又は両面に複数個のガス供給排出用の溝2が形成されると共にマニホールドが形成されている特異な形状を有しており、燃料電池内を流れる燃料、酸化剤及び冷媒が混合しないように分離する働きを有すると共に、燃料電池で発電した電気エネルギーを外部へ伝達したり、燃料電池で生じた熱を外部へ放熱したりするという重要な役割を担っている。
【0011】
燃料電池用セパレータ20は、金属製のプレートや、樹脂硬化物と黒鉛粒子とを含有する成形体などから形成される。このうち、樹脂硬化物と黒鉛粒子とを含有する成形体から形成される燃料電池用セパレータ20は、耐久性が高いことや、溝形成にあたって溝の形状の自由度が高いことなどから、近年、開発が進んでいる(特許文献1参照)。
【0012】
このような燃料電池セパレータ20においては、その内部に冷媒の流路を形成し、この冷媒の流路を冷媒の供給口191と接続することで、燃料電池セパレータ20を効率良く冷却することが行われている。燃料電池セパレータ20内に冷媒の流路を形成する手法としては、燃料電池セパレータを複数の板体(アノード側セパレータとカソード側セパレータ)で構成し、これらの板体を重ね合わせることで燃料電池セパレータを構成すると共に、板体の間に冷媒の流路を形成することが挙げられる。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2011−34807号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
上記のように複数の板体を重ね合わせたり、燃料電池セパレータ同士を重ね合わせたりすることで燃料電池を構成するにあたり、本発明者らは、当初、板体同士、並びに燃料電池セパレータ同士を、弾性を有するシーリング材を介して重ねることを検討していた。
【0015】
しかし、その場合は板体同士、並びに燃料電池セパレータ同士が固定されていないため、常に一定以上の力によって前記のような要素の重なりが維持されなければならない。このため、燃料電池の構成や製造工程に大きな制約がかかってしまう。前記の通り一般に燃料電池は複数の単セルを数十〜数百個直列に重ねて構成されるセルスタックから成るため、板体同士、並びに燃料電池セパレータ同士が固定されていないと燃料電池は、組立性が良くなく生産性もよくない。また、シリーリング材を介するだけでは板体同士の間からの冷媒の流出や、燃料電池セパレータ同士の間からの水素ガス、酸素ガス等の漏出が十分に抑制されない場合がある。
【0016】
本発明者は上記の点に鑑みてなされたものであり、樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータから燃料電池を構成するにあたり、燃料電池セパレータ間、或いは燃料電池セパレータを構成する板体間を強固に重ね合わせることができる燃料電池セパレータ用接着性組成物、この燃料電池セパレータ用接着性組成物を用いて得られる燃料電池セパレータ、及びこの燃料電池セパレータ用接着性組成物を用いて得られる燃料電池を提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明に係る燃料電池セパレータ用接着性組成物は、炭素質粒子と、液状の熱硬化性樹脂成分とを含有し、前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である。
【0018】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂成分が、熱硬化性樹脂と、反応性希釈剤とを含有することが好ましい。
【0019】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂が液状であることが好ましい。
【0020】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂と前記反応性希釈剤との合計量に対する前記反応性希釈剤の割合が40質量%以下であることが好ましい。
【0021】
本発明に係る燃料電池セパレータ用接着性組成物において、前記炭素質粒子が黒鉛粒子とカーボン粒子とを含有し、前記炭素質粒子全体に対する前記カーボン粒子の割合が4〜80質量%の範囲であることが好ましい。
【0022】
本発明に係る燃料電池セパレータ用接着性組成物において、前記黒鉛粒子の平均粒子径が40μm以下であり、前記カーボン粒子の平均粒子径が5μm以下であることが好ましい。
【0023】
本発明に係る燃料電池セパレータ用接着性組成物において、前記熱硬化性樹脂成分が、エポキシ樹脂及びフェノール樹脂から選ばれる少なくとも一種を含有することが好ましい。
【0024】
本発明に係る燃料電池セパレータ用接着性組成物は、前記炭素質粒子と、前記熱硬化性樹脂成分とを準備し、前記炭素質粒子と前記熱硬化性樹脂成分とを、前記炭素質粒子の割合が20〜60質量%、前記熱硬化性樹脂成分の割合が40〜80質量%の範囲となるように配合し、続いて、前記炭素質粒子と前記熱硬化性樹脂成分とを、せん断力をかけながら混合する工程を含む方法で製造されることが好ましい。
【0025】
本発明に係る燃料電池セパレータは、樹脂硬化物と黒鉛粒子とを含有する成形体からなる第一の板体と第二の板体とを備え、前記第一の板体と前記第二の板体とが積層していると共に前記第一の板体と前記第二の板体とが前記燃料電池セパレータ用接着性組成物で接着されており、前記第一の板体と前記第二の板体との間に冷媒用流路が形成されている。
【0026】
本発明に係る燃料電池セパレータにおいて、前記複数の板体の各々における前記黒鉛粒子の含有量が70〜80質量%の範囲、前記熱硬化性樹脂硬化物の含有量が20〜30質量%の範囲であることが好ましい。
【0027】
本発明に係る燃料電池セパレータにおいて、前記第一の板体の、前記第二の板体と対向する面の外縁部に溝が前記第一の板体を取り巻くように形成され、前記溝の近傍の領域で、前記第一の板体と前記第二の板体とが前記燃料電池セパレータ用接着性組成物で接着されていることが好ましい。
【0028】
前記溝の容積が、前記溝の近傍の領域に配置される前記燃料電池セパレータ用接着性組成物の体積よりも大きいことが好ましい。
【0029】
本発明に係る燃料電池は、前記燃料電池セパレータを備えることが好ましい。
【0030】
本発明に係る燃料電池は、樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータを備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、前記燃料電池セパレータ用接着性組成物で接着されていることが好ましい。
【0031】
本発明に係る燃料電池は、前記燃料電池セパレータを複数備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、前記燃料電池セパレータ用接着性組成物で接着されていることが好ましい。
【発明の効果】
【0032】
本発明によれば、黒鉛粒子と樹脂成分とを含有する成形用材料から形成される板体を燃料電池セパレータ用接着性組成物で接着することで燃料電池セパレータを構成すると板体同士を強固に重ね合わせることができる。
【0033】
また、本発明によれば、黒鉛粒子と樹脂成分とを含有する成形用材料から形成される燃料電池セパレータ同士を燃料電池セパレータ用接着性組成物で接着すると燃料電池セパレータ同士を強固に重ね合わせることができる。
【図面の簡単な説明】
【0034】
【図1】本発明の一実施形態における、燃料電池の単セル構造の概略を示す分解斜視図である。
【図2】前記単セル構造における、一つの燃料電池セパレータを構成するアノード側セパレータとカソード側セパレータとが重ね合わされている様子を示す概略の断面図である。
【図3】前記単セル構造における、膜−電極複合体を挟んでアノード側セパレータとカソード側セパレータとが重ね合わされている様子を示す概略の断面図である。
【図4】前記燃料電池の構成の概略を示す斜視図である。
【発明を実施するための形態】
【0035】
本実施形態において、燃料電池セパレータ用接着性組成物(以下、接着性組成物という。)は、炭素質粒子と、液状の熱硬化性樹脂成分とを含有し、前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である。接着性組成物は有機溶剤(揮発性成分)を含まない無溶剤型の組成物である。接着性組成物の性状は液状であればよい。液状には塗料状及びペースト状も含まれる。
【0036】
炭素質粒子としては、黒鉛粒子、カーボン粒子、活性炭粒子、カーボンファイバー、コークス、有機前駆体を不活性雰囲気中で熱処理することで合成された炭素、ナノカーボン球状体、ナノカーボンチューブ、ナノカーボンファイバー等の粒子が挙げられる。これらの炭素質粒子は、一種のみが用いられても、二種以上が併用されてもよい。
【0037】
黒鉛粒子としては、人造や天然の黒鉛、さらには、膨張性黒鉛が挙げられる。黒鉛はsp3混成軌道を持つ炭素が規則正しく平面に配列し積層した結晶である。天然黒鉛は自然界で過去に炭素化合物が3000℃以上の高熱と圧力とで黒鉛化したものであり、燐片状黒鉛と土壌黒鉛とがある。
【0038】
人造黒鉛は、熱分解炭素を3000℃以上で熱処理することにより得られる。得られた黒鉛は単結晶のものと多結晶のものとに分けることができる。また、この人造黒鉛には、石油系コークスと石炭系コークス由来の2種類がある。
【0039】
黒鉛は、その規則的炭素構造により電気伝導性に優れている。そのため、特に低い体積抵抗率が要求される場合については、炭素質粒子の主成分としてこれらの黒鉛粒子を用いることが好ましい。
【0040】
黒鉛粒子の平均粒径は50μm以下であることが好ましく、35μm以下であれば更に好ましい。この場合、接着性組成物中における黒鉛粒子の分散性が高くなる。黒鉛粒子の平均粒径の下限は特に制限されないが、5μm以上であることが好ましく、この場合、接着性組成物の良好な流動性が確保される。この黒鉛粒子の平均粒径は5〜50μmの範囲であることも好ましく、5〜35μmの範囲であることも好ましい。
【0041】
尚、炭素質粒子の平均粒径は、レーザー回折・散乱式粒度分析計(日機装株式会社製のマイクロトラックMT3000IIシリーズなど)でレーザー回折散乱法により測定される体積平均粒径である。
【0042】
カーボン粒子としては、例えば、油脂等を原料とする天然物由来のカーボン、あるいは、石油系、石炭系由来のカーボンが挙げられる。具体的には、ケッチェンブラック、カーボンブラック等が挙げられるが、アセチレンブラックが純度の点で好ましい。
【0043】
炭素質粒子は黒鉛粒子のみを含有しても、カーボン粒子のみを含有してもよい。
【0044】
炭素質粒子が、黒鉛粒子とカーボン粒子とを共に含有してもよい。この場合、黒鉛粒子の隙間を埋めるように粒子径の小さいカーボン粒子が充填され、これにより接着性組成物の使用時のタレの抑制、チクソ性の調整等が可能となる。この場合、黒鉛粒子の平均粒径を35μm以下とし、カーボン粒子の平均粒径を5μmとすれば、黒鉛粒子の隙間がカーボン粒子で充填されやすくなるため、好ましい。
【0045】
炭素質粒子が黒鉛粒子とカーボン粒子とを含有する場合において、黒鉛粒子とカーボン粒子との合計量100質量部に対するカーボン粒子の割合は4質量部以上、80質量部以下であることが好ましい。カーボン粒子が4質量部以上80質量部以下であれば、黒鉛粒子の隙間がカーボン粒子で十分に充填される。
【0046】
上記のとおり、接着性組成物中の炭素質粒子の割合は20〜60質量%、液状の熱硬化性樹脂成分の割合は40〜80質量%の範囲であり、これにより接着性組成物は良好な流動特性及び接着性を発揮する。
【0047】
液状の熱硬化性樹脂成分は、熱硬化反応により硬化物を生成する成分である。液状の熱硬化性樹脂成分は、少なくとも室温(23±2℃)で液状であることが好ましい。この熱硬化性樹脂成分を構成する成分全てが液状でなくても、熱硬化性樹脂成分中の成分が相溶することで熱硬化性樹脂成分が全体として液状になればよい。
【0048】
熱硬化性樹脂成分は、熱硬化性樹脂を含有し、更に必要に応じて硬化剤を含有する。
【0049】
熱硬化性樹脂成分を構成する熱硬化性樹脂としては、例えばフェノール樹脂、エポキシ樹脂、ビニルエステル樹脂、マレイミド樹脂等が挙げられる。これらの熱硬化性樹脂は1種のみを用いてもよいし、複数種を併用してもよい。これらの熱硬化性樹脂の中でも特にエポキシ樹脂およびフェノール樹脂から選ばれる少なくとも1種が用いられることが好ましい。
【0050】
エポキシ樹脂は室温(23±2℃)で液状であることが好ましいが、熱硬化性樹脂成分が全体として液状であればエポキシ樹脂は固体でもよい。室温(23±2℃)で液状である樹脂には、熱履歴などの影響によって室温で固化することがあっても、60〜80℃に加熱され、続いて室温まで冷却されると本来の液状に戻るような性状の樹脂も含まれる。
【0051】
エポキシ樹脂は2官能以上のエポキシ基を有することが好ましい。エポキシ樹脂の具体例としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添タイプのビスフェノール型エポキシ樹脂、ビフェニル骨格を有するビフェニル型エポキシ樹脂、ナフタレン環含有エポキシ樹脂、脂環式エポキシ樹脂、ジシクロペンタジエン骨格を有するジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、ブロム含有エポキシ樹脂、脂肪族系エポキシ樹脂、トリグリシジルイソシアヌレート、下記一般式[化1]で表される構造を有するエポキシ樹脂などが、挙げられる。これらのうち、一種のみが用いられても、二種以上が併用されてもよい。これらの中では、水添タイプのビスフェノール型エポキシ樹脂と、一般式[化1]で表される構造を有するエポキシ樹脂のうち、少なくとも一方が用いられることが好ましい。特に、一般式[化1]で表される構造を有するエポキシ樹脂は、その硬化物の柔軟性と靭性とがバランス良く優れ、更に耐水性も優れている点で好ましい。このようなエポキシ樹脂の市販品として、例えば、大日本インキ化学工業株式会社製の「EPICLON EXA−4850シリーズ」が入手され得る。一般式[化1]で表される構造を有するエポキシ樹脂は、ビスフェノールA型エポキシ樹脂などの他のエポキシ樹脂とが併用されることが好ましい。
【0052】
【化1】
【0053】
(式中、R1及びR2はそれぞれ独立に水素原子又はメチル基を、R3からR6はそれぞれ独立に水素原子、メチル基、塩素原子、又は臭素原子を表す。Xはエチレンオキシ基、ジ(エチレンオキシ)エチル基、トリ(エチレンオキシ)エチル基、プロピレンオキシ基、プロピレンオキシプロピル基、ジ(プロピレンオキシ)プロピル基、トリ(プロピレンオキシ)プロピル基又は炭素原子数2〜15のアルキレン基である。nは自然数でありその平均は1.2〜5である)
エポキシ樹脂が、[化2]で示され繰り返し単位数nが0〜1のビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂のうちの少なくとも一方を含むことも好ましい。このようなビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂は分子蒸留によって得られる。このようなビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂は、低粘度でかつイオン性不純物が非常に少ない点で、この好ましい。
【0054】
【化2】
【0055】
エポキシ樹脂は、高純度で、塩素イオン、臭素イオン等の含有量の少ないことが好ましい。
【0056】
エポキシ樹脂の含有割合は、液状の熱硬化性樹脂成分全体に対して30〜80質量%、さらには40〜60質量%であることが好ましい。
【0057】
フェノール樹脂としては、例えばノボラック型フェノール樹脂、レゾール型フェノール樹脂が挙げられる。フェノール樹脂は液状であることが好ましく、特に液状のレゾール型フェノール樹脂が用いられることが好ましい。レゾール型フェノール樹脂としては、例えばジメチレンエーテル型のレゾールフェノール樹脂、メチロール型のレゾールフェノール樹脂等が挙げられ、またゾルシノール変性のレゾール型フェノール樹脂等の各種の変性タイプのレゾール型フェノール樹脂も挙げられる。フェノール樹脂は、水溶性イオン性の不純物を含まないことが好ましい。
【0058】
一般に固形状であるノボラック型フェノール樹脂、固形状のレゾール型フェノール樹脂などの固形状のフェノール樹脂に、オルソメチロールフェノール、2,4−ジメチロールフェノール、2,4,6−トリメチロールフェノール、これらの類似物であるグリセリン等を溶融させることで、融点降下現象により液状化させてもよい。このような、融点降下現象により液状化されたフェノール樹脂が用いられることも好ましい。
【0059】
熱硬化性樹脂がエポキシ樹脂を含む場合には、熱硬化性樹脂成分は硬化剤を含有することが好ましい。
【0060】
硬化剤は酸無水物を含むことが好ましい。酸無水物としては、特に限定されるものではなく、市販されている酸無水物が適宜使用され得る。酸無水物の具体例としては、無水フタル酸、テトラヒドロ無水フタル酸、メチルテトラヒドロ無水フタル酸、ヘキサヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸、メチル無水ハイミック酸、無水ナジック酸、無水トリメリット酸、下記式[化3]で表される構造を有する脂環式酸無水物等が挙げられる。式[化3]で表される構造を有する脂環式酸無水物は、例えば、分子式C10H16で示されるモノテルペンのうち炭素間二重結合を1分子内に3つ持ち、そのうち2つの二重結合が共役している化合物(トリエンのモノテルペン)と、無水マレイン酸とをDiels-Alder(ディールス・アルダー)反応により6員環化させて合成される。
【0061】
【化3】
【0062】
このような脂環式酸無水物の市販品として、例えば、ジャパンエポキシレジン株式会社製、「YH−306」が挙げられる。
【0063】
硬化剤として、フェノール性水酸基を有する化合物も挙げられる。その具体例として、ビスフェノールA、ビスフェノールF、ビスフェノールS、フルオレンビスフェノール、4,4‘−ビフェノール、2,2’−ビフェノール、ハイドロキノン、レゾルシン、ナフタレンジオール等の2価のフェノール類、及び、トリス(4−ヒドロキシフェニル)メタン、1,1,2,2−テトラキス(4−ヒドロキシフェニル)エタン、フェノールノボラック、o−クレゾールノボラック、ナフトールノボラック、ポリビニルフェノール等に代表される3価以上のフェノール類、さらにはフェノール類、ナフトール類又はビスフェノールA、ビスフェノールF、ビスフェノールS、フルオレンビスフェノール、4,4‘−ビフェノール、2,2’−ビフェノール、ハイドロキノン、レゾルシン、ナフタレンジオール等の2価フェノール類のホルムアルデヒド、アセトアルデヒド、ベンズアルデヒド、p−ヒドロキシベンズアルデヒド、p−キシリレングリコール等の縮合剤により合成される多価フェノール性化合物が挙げられる。
【0064】
硬化剤が、一分子中に三個以上のフェノール性水酸基と一個以上のアリル基とを有する液状のフェノール樹脂を含有することも好ましい。この液状のフェノール樹脂が、硬化剤全体の50質量%以上を占めていることが好ましい。この場合、熱硬化性樹脂成分の室温での液状化が容易となる。この液状のフェノール樹脂が硬化剤全体の100質量%を占めることも好ましい。
【0065】
この液状のフェノール樹脂の好ましい例として、下記[化4]に示す樹脂が挙げられる。
【0066】
【化4】
【0067】
硬化剤として、ジシアンジアミド、アミド樹脂類、アミン類なども挙げられる。アミン類としては、4,4‘−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルプロパン、4,4‘−ジアミノジフェニルスルホン、m−フェニレンジアミン、p−キシリレンジアミン等の芳香族アミン類、エチレンジアミン、ヘキサメチレンジアミン、ジエチレントリアミン、トリエチレンテトラミン等の脂肪族アミン類が挙げられる。
【0068】
液状の熱硬化性樹脂成分中の硬化剤の含有量は、エポキシ樹脂のエポキシ基1当量に対して0.5〜1.5当量の範囲であることが好ましく、更に0.7〜1.3当量の範囲であることが好ましい。
【0069】
液状の熱硬化性樹脂成分は、硬化促進剤を含有することも好ましい。硬化促進剤としては、ボレート塩、アミン類、イミダゾール類、有機ホスフィン類、ルイス酸類等が挙げられる。ボレート塩としては、1,8ジアザビシクロ[5.4.0]ウンデセン−7(DBU)のテトラフェニルボレート塩等の第三級アミンのボレート塩;テトラブチルホスフォニウムテトラフェニルボレート、テトラ―n―ブチルホスホニウムテトラフルオロボレート等の有機ホスホニウムのボレート塩;硼弗化亜鉛、硼弗化カリウム、硼弗化鉛等の硼弗化物等が挙げられる。硬化促進剤の含有割合は、エポキシ樹脂と硬化剤との合計量100質量部に対して0.1〜10質量部の範囲であることが好ましく、0.5〜3質量部の範囲であれば更に好ましい。
【0070】
液状の熱硬化性樹脂成分は、両末端エポキシ化シリコーンオイルと2官能性のフェノール樹脂を予め反応させた物(プレリアクション物)を含有することも好ましい。このプレリアクション物は、低応力成分として、また低粘度化成分として作用する。両末端エポキシ化シリコーンオイルとしては、下記[化5]で示す主鎖両末端にグリシジル基を有するジメチルシロキサン(分子量362、エポキシ当量181)が挙げられる。2官能性のフェノール樹脂としては、下記[化6]に示されるものが挙げられる。
【0071】
【化5】
【0072】
【化6】
【0073】
一般的に、分子量が1000より大きい長鎖のエポキシ化シリコーンオイルは、エポキシ樹脂との相溶性が非常に悪く、また反応性も弱い傾向にあるが、上記プレリアクション物は、比較的低分子量のエポキシ化シリコーンオイルを硬化促進剤存在下で、予めフェノール樹脂とプレリアクションを行うことで得られることで、高い相溶性を有し、更に低粘度である。これにより、接着性組成物に良好な流動性が与えられる。更に、このプレリアクション物は接着性組成物の硬化物からブリードアウトしにくく、このため優れた信頼性を発揮する。
【0074】
プレリアクション物を得るにあたっての2官能性フェノール樹脂と両末端エポキシ化シリコーンオイルとの比率は、フェノール系水酸基のモル数/エポキシ基のモル数が0.4〜1.2の範囲になることが好ましく、この場合、接着性組成物が特に良好な流動性を発揮すると共にプレリアクション物とエポキシ樹脂との相溶性を特に良好になる。
【0075】
両末端エポキシ化シリコーンオイルと2官能性フェノールとのプレリアクション(予備反応)は、一般的な硬化促進剤の存在下で進行しえる。硬化促進剤としては、2PZに代表される各種イミダゾール類、トリフェニルホスフィン等のリン系化合物、DBU:1,8−ジアザビシクロ(5,4,0)ウンデセン−7、DBN:1,5−ジアザビシクロ(4,3,0)ノネン−5に代表される強塩基類、3級アミン類、などが挙げられる。
【0076】
接着性組成物は、更にシリコーンゲル(ゲル状シリコーン樹脂)を含有することも好ましい。この場合、接着性組成物の硬化物の弾性率が低減すると共に硬化収縮応力が低減する。更に、このシリコーンゲルと上記プレリアクション物とが併用されると、接着性組成物の硬化物からのプレリアクション物のブリードアウトが特に効果的に抑制される。
【0077】
シリコーンゲルは、パウダー(固体)とオイル(液体)の中間に位置する形態を有する。シリコーンゲルの構成成分の主剤であるシリコーンオイルと硬化剤のシリコーンオイルを混合し、エポキシ樹脂を加温した中に前記混合物を加え、ミキサー等で強いシェアをかけながら攪拌し、ゲル成分を数ミクロンサイズに、微細分散させることで海島構造(エポキシの海とシリコーンゲルの島)を形成することができる。このミクロな海島構造が、プレリアクション物中に残存する両末端エポキシ化シリコーンオイルをトラップすることで、プレリアクション物のブリードアウトが抑制されると推察される。海島構造の島のサイズは10μm以下が望ましい。
【0078】
シリコーンゲルの含有量は、液状の熱硬化性樹脂成分全体に対して、0.5質量%以上であることが好ましく、1質量%以上であれば更に好ましい。またこの含有量は20質量%以下であることが好ましく、10質量%以下であれば更に好ましい。
【0079】
シリコーンゲルは、下記[化7]で表されるシリコーン重合体と、自硬化性シリコーンゴムあるいはゲルとからなることが好ましい。
【0080】
【化7】
【0081】
[化7]において、Rはメチル基、エチル基等のアルキル基あるいはフェニル基を表す。Xはポリオキシエチレン基、ポリオキシプロピレン基、あるいはこれらの共重合基等のポリオキシアルキレン基含有基を表す。[化7]の両末端は上記R、X又はHのいずれかである。また、l,m,nは1以上の整数である。l/(l+m+n)=0.05〜0.99が好ましく、m/(l+m+n)=0.001〜0.5が好ましく、n/(l+m+n)=0.001〜0.8が好ましい。このシリコーン重合体はブロック共重合体であっても、ランダム共重合体であってもよい。
【0082】
自硬化性シリコーンゴムあるいはゲルとしては、SiH基が付加反応できるビニル基等を含有していれば良く、付加反応タイプのものが好ましい。1液系、多成分系は問わない。そして、シリコーンゲルに上記のシリコーン重合体を含有させることによって自硬化性シリコーンゴムあるいはゲルの分散を助け、微細な海島構造を形成させることができる上、一部は自硬化性シリコーンゴムあるいはゲルとの反応も期待される。
【0083】
液状の熱硬化性樹脂成分は、更に反応性希釈剤を含有してもよい。反応性希釈剤は、液状であって熱硬化性樹脂との反応性を有する成分である。反応性希釈剤が使用されると、接着性組成物の粘度が容易に調整され、これにより接着性組成物中の炭素質粒子の分散性並びに充填性が向上され得る。
【0084】
固体状の熱硬化性樹脂が使用される場合に、熱硬化性樹脂成分の液状化のために固体状の熱硬化性樹脂と相溶する反応性希釈剤が用いられることも好ましく、固体状の硬化剤が使用される場合に、熱硬化性樹脂成分の液状化のために固体状の硬化剤と相溶する反応性希釈剤が用いられることも好ましい。
【0085】
反応性希釈剤は、反応性の官能基を少なくとも一個、好ましくは2〜6個有する低粘度かつ液状の化合物である。官能基としては、OH基、CHO基、COOH基、CH2OH基、CHCH2O基、CH2OCH2基等が挙げられる。
【0086】
反応性希釈剤としては、各種油脂が挙げられる。その具体例として、カプロン酸、カプリル酸、カプリン酸、オレイン酸、エルシン酸、セトレイック酸、リノール酸、リノレン酸、アマニ油、桐油、芥子油、大豆油、綿実油、胡麻油、糠油、菜種油、落花生油、ヒマシ油、オリーブ油、パーム油、椰子油、バター油、牛脚油、鯨油、鰯油、ニシン油、鮫油等が挙げられる。これらのなかでもCOOH基を持つ油脂が高い反応性を有する点で好ましい。
【0087】
反応希釈剤として、油脂由来のグリセリン、石油由来のエポキシ基を持つ各種低分子化合物等も挙げられる。これらの具体例として、p−sec−ブチルフェニルグリシジルエーテル、p−tert−ブチルフェニルグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル等のエポキシ基を有する化合物;2−ヒドロキシエチルアクリレート、ネオペンチルグリコールジアクリレート等が挙げられる.
反応性希釈剤が使用される場合、液状の熱硬化性樹脂成分全体に対する反応性希釈剤の割合は質量%以上であることが好ましい。この場合、反応性希釈剤を添加したことによる効果が充分に発揮される。また、この反応性希釈剤の割合は40質量%以下であることが好ましく、この場合、接着性組成物の硬化物9の強度等の特性が十分に高く維持される。
【0088】
液状の熱硬化性樹脂成分として、適宜の液状の熱硬化性接着剤が用いられてもよい。液状の熱硬化性接着剤の一例としては、ポリプロピレングリコール、ビスフェニール型エポキシ樹脂、及び2,4,6−トリス(ジメチルアミノメチル)フェノールを主成分とするコニシ株式会社製の品番MOS8などが挙げられる。
【0089】
接着性組成物は、更に接着助剤としての窒素化合物、硫黄化合物、金属化合物などを含有してもよい。また接着性組成物には、難燃剤、消泡剤、界面活性剤、各種カップリング剤等が添加されてもよい。
【0090】
接着性組成物の調製にあたっては、例えばまず液状の熱硬化性樹脂成分を調製し、この熱硬化性樹脂成分に炭素質粒子を加えて、混合することで、接着性組成物を得ることができる。熱硬化性樹脂成分と炭素質粒子とを混合する際には、せん断力を加えることのできる混合装置を用いて混合すると、接着性組成物中の炭素質粒子の分散性が向上し、この接着性組成物の硬化物9の電気的特性等をより向上する。せん断力を加えることのできる混合装置としては、3本ロール、ボールミル、擂潰機、プレートコーン、プラネタリーミキサーや、ニーダー、万能撹拌機、ホモジナイザー、ホモディスパ等の各種混合機などが挙げられる。
【0091】
接着性組成物に硬化促進剤を加える場合には、接着性組成物の硬化を抑制する観点から、このような硬化促進剤が最初に加えることは好ましくなく、硬化促進剤以外の成分がまず配合されてから硬化促進剤が配合されることが好ましく、せん断力を加えて混合を行う場合にはこの混合の際に配合されることが好ましい。
【0092】
接着性組成物の硬化物9中のイオン性不純物の含有量は、硬化物9全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下とであることが好ましい。そのためには接着性組成物のイオン性不純物の含有量が、接着性組成物全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。この場合、接着性組成物の硬化物9からのイオン性不純物の溶出が抑制され、このため不純物の溶出による燃料電池の起動電圧低下等の特性低下が抑制される。
【0093】
接着性組成物及びその硬化物9のイオン性不純物の含有量が上記のように低減するためには、接着性組成物を構成する熱硬化性樹脂成分及び炭素質粒子等の各々のイオン性不純物の含有量が、質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。
【0094】
イオン性不純物の含有量は、対象物(接着性組成物、その硬化物9など)から溶出したイオン性不純物を含む抽出水中の、イオン性不純物の量に基づいて導出される。抽出水は、イオン交換水中に対象物が対象物10gに対してイオン交換水100mlの割合となるように投入された状態で、このイオン交換水及び対象物が90℃で50時間加熱されることで、得られる。抽出水中のイオン性不純物は、イオンクロマトグラフィで評価される。この抽出水中のイオン性不純物量が対象物に対する質量比に換算されることで、対象物中のイオン性不純物の量が導出される。
【0095】
接着性組成物は、この組成物から形成される硬化物9のTOC(total organic carbon)が100ppm以下となるように調製されることが好ましい。
【0096】
TOCは、イオン交換水中に硬化物9が、硬化物9の質量10gに対してイオン交換水100mlの割合で投入され、このイオン交換水及び硬化物9が90℃で50時間加熱されることで得られる溶液から測定される数値である。このようなTOCは、例えばJIS K0102に準拠して島津製全有機炭素分析装置「TOC−50」などで測定され得る。測定にあたっては、サンプルの燃焼により発生したCO2濃度が非分散型赤外線ガス分析法で測定され、これによりサンプル中の炭素濃度が定量される。炭素濃度が測定されることによって、間接的に硬化物9が含有する有機物質濃度が測定される。サンプル中の無機炭素(IC)、全炭素(TC)が測定されると、全炭素と無機炭素の差(TC−IC)から全有機炭素(TOC)が導出される。
【0097】
上記のTOCが100ppm以下であると、燃料電池の特性低下が更に抑制される。
【0098】
TOCの値は、接着性組成物を構成する各成分として高純度の成分が選択されたり、樹脂の当量比が調整されたり、成形時に後硬化処理が施されたりすることによって、低減され得る。
【0099】
原料成分中には不純物として金属成分が混入している可能性があり、接着性組成物及びその硬化物9には不純物として原料成分に由来する金属成分、製造時に混入する金属成分などが混入している可能性がある。接着性組成物の硬化物9に金属成分が混入していると、硬化物9の表面に金属酸化物(錆)が生じ、この金属酸化物から金属イオンが脱離する殊で、電解質4のプロトン伝導性の低下や電解質4の分解が引き起こされるおそれがある。そこで、接着性組成物の原料成分、接着性組成物及びその硬化物9のうち少なくともいずれかに対し、金属成分の含有量を低減するための処理を施すことが好ましい。この場合、接着性組成物の硬化物9の金属成分の含有量が低減する。特に、少なくとも成形用材料に対し、金属成分の含有量を低減するための処理施すことが好ましい。
【0100】
原料成分に対する、金属成分の含有量を低減するための処理の一例として、原料成分中の金属成分を磁石を用いて吸引する処理が挙げられる。原料成分のうち、特に炭素質粒子に対する、金属成分の含有量を低減するための処理としては、炭素質粒子を、pH2以下の強酸性溶液を用いて洗浄する処理も挙げられる。強酸性溶液としては、例えば濃度69質量%の濃硝酸と濃度36質量%の濃塩酸とを体積比で1:3の割合で混合して得られる王水、濃度15質量%以上の塩酸水、濃度15質量%以上の硫酸水、及び濃度15質量%以上の硝酸水から選ばれる少なくとも一種を使用することができる。この場合、炭素質粒子中の金属成分の含有量が容易に低減される。前記塩酸水、硫酸水及び硝酸水の濃度は、操作性の観点から30質量%以下であることが好ましい。
【0101】
接着性組成物に対する、金属成分の含有量を低減するための処理としては、原料成分に対する金属成分の含有量を低減するための処理と同様に、接着性組成物中の金属成分を磁石を用いて吸引する処理などが挙げられる。
【0102】
このような接着性組成物を用いて製造される燃料電池セパレータ20及び燃料電池について説明する。
【0103】
図1は、セパレータ20を備える固体高分子型燃料電池の単セル構造の一例を示す。2枚のセパレータ20,20の間に、固体高分子電解質膜などの電解質4とガス拡散電極(燃料電極31と酸化剤電極32)などからなる膜−電極複合体(MEA)5が介在することで、単電池(単位セル)が構成されている。セパレータ20と膜−電極複合体5の電解質4との間には、ガスケット12が介在している。この単位セルを数十個〜数百個並設されることで電池本体(セルスタック)が構成される。
【0104】
セパレータ20には、燃料である水素ガス等と、酸化剤である酸素ガス等の流路であるガス供給排出用の溝2が形成される。
【0105】
セパレータ20の、ガス供給排出用の溝2が形成されている領域を取り囲む外周部分には、六個のマニホールド13(二つの燃料用マニホールド131、二つの酸化剤用マニホールド132、及び二つの冷却用マニホールド133)が形成されている。燃料用マニホールド131,131は二つ形成されており、これらの燃料用マニホールド131,131はセパレータ20の燃料電極31と重なる面におけるガス供給排出用の溝2の一方の端部及び他方の端部にそれぞれ連通する。酸化剤用マニホールド132,132も二つ形成されており、これらの酸化剤用マニホールド132,132はセパレータ20の酸化剤電極32と重なる面におけるガス供給排出用の溝2の一方の端部及び他方の端部にそれぞれ連通する。この外周部分には、二つの冷却用マニホールド133も形成されている。
【0106】
本実施形態では、図1に示されるように、セパレータ20にはストレートタイプのガス供給排出用の溝2が形成されている。一般に、セパレータ20におけるガス供給排出用の溝2としては、屈曲を有するサーペンタインタイプの溝と屈曲を有さないストレートタイプの溝とがある。勿論、図1に示されるセパレータ20において、このセパレータ20にサーペンタインタイプのガス供給排出用の溝2が形成されてもよい。
【0107】
本実施形態では、セパレータ20は複数の板体6から構成される。複数の板体6の各々は、樹脂硬化物と炭素質粒子とを含有する成形体からなる。
【0108】
本実施形態では、セパレータ20は第一の板体6(アノード側セパレータ61)と第二の板体6(カソード側セパレータ63)とを備える。アノード側セパレータ61とカソード側セパレータ63とが積層することでセパレータ20が構成される。アノード側セパレータ61は、カソード側セパレータ63とは反対側の片面に燃料ガス供給排出用の溝2(溝21)を有する。カソード側セパレータ63は、アノード側セパレータ61とは反対側の片面に酸化剤ガス供給排出用の溝2(溝22)を有する。
【0109】
アノード側セパレータ61のカソード側セパレータ63と対向する面には、冷媒用溝7(第一の冷媒用溝71)が形成されている。カソード側セパレータ63のアノード側セパレータ61と対向する面は平坦に形成されている。アノード側セパレータ61とカソード側セパレータ63とが重なると、このアノード側セパレータ61とカソード側セパレータ63との間に、第一の冷媒用溝71で囲まれた空間からなる冷媒用流路が形成される。セパレータ20における二つの冷却用マニホールド133,133は第一の冷媒用流路の一方の端部及び他方の端部にそれぞれ連通している。本態様において、第一の冷媒用溝71がアノード側セパレータ61ではなくカソード側セパレータ63のアノード側セパレータ61と対向する面に形成されていてもよい。
【0110】
図2に示す態様では、アノード側セパレータ61とカソード側セパレータ63が接着性組成物で接着されることで、セパレータ20が構成されている。これにより、内部に第一の冷媒用流路が形成されているセパレータ20が得られ、しかもこのセパレータ20を構成するアノード側セパレータ61及びカソード側セパレータ63が分離せずに一体化している。このため、燃料電池の製造時には、アノード側セパレータ61とカソード側セパレータ63とをシーリング材などを介して重ねる場合と比べて、複数の部材の重ね合わせ、位置合わせ、固定などのための手間が格段に削減され、燃料電池の生産性が向上する。更に、アノード側セパレータ61とカソード側セパレータ63との間は、強固に接着され得るため、冷媒用流路からの水などの冷媒の漏出が抑制され、またこの冷媒の漏出による燃料電池の腐食の発生なども抑制される。
【0111】
更に、接着性組成物の硬化物9は、樹脂硬化物と炭素質粒子とを含有し、セパレータ20を構成する板体6は樹脂硬化物と黒鉛粒子とを含有するため、両者は材質的に同質である。このため、接着性組成物の硬化物9と板体6との間の親和性は非常に高く、従って板体6間の接着強度が非常に高くなる。更に、接着性組成物の硬化物9と板体6との間では、線膨張係数などの熱的な特性の差も小さくなる。このためセパレータ20が高い耐久性を発揮し、セパレータ20を備える燃料電池が長期間使用されてもセパレータ20における冷媒の漏出などの発生が抑制される。
【0112】
また、前記のように接着性組成物の硬化物9と、セパレータ20を構成する板体6とは材質的に同質であるため、接着性組成物の硬化物9からの燃料電池の性能劣化を引き起こすような不純物の溶出も抑制され、このため接着性組成物を用いることによる汚染が生じにくくなる。
【0113】
二つの板体6が接合される場合、このうち少なくとも一方の板体6の表面に接着性組成物が塗布された状態で板体6同士が重ねられ、更にこの状態で接着性組成物が加熱される。これにより接着性組成物が熱硬化することで、板体6同士が接合される。
【0114】
接着性組成物による板体6同士の接合にあたっては、接着性組成物は、板体6における冷媒用溝7及びマニホールドの外側に塗布され、更にこの冷媒用溝7及びマニホールドが形成されている領域を取り囲むように塗布されることが好ましい。すなわち、隣合う板体6同士は、冷媒用溝7及びマニホールドの外側においてこの冷媒用溝7及びマニホールドが形成されている領域を取り囲むように配置されている接着性組成物の硬化物9によって接合されることが好ましい。この場合、板体6同士の間でマニホールド及び冷媒用溝7が接着性組成物の硬化物9で囲まれるため、板体6同士の間におけるマニホールド及び冷媒用溝7からの冷媒の漏出が、接着性組成物の硬化物9によって効果的に抑制される。
【0115】
板体6上における、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)は、板体6上に形成されている溝の近傍の領域であることが好ましい。すなわち、板体6には、冷媒用溝7及びマニホールドの外側においてこの冷媒用溝7及びマニホールドが形成されている領域を取り囲む第一の溝81が形成され、この第一の溝81の近傍の領域が、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)となることが好ましい。この場合、板体6同士が接合されると、接着性組成物中に余剰分があってもこの余剰分は第一の溝81に流れ込む。このため、接着性組成物の塗布量を厳密に調整する必要がなくなって生産性が良好になる。また、接着性組成物が板体6同士の間から外部へ漏出したり、接着性組成物がマニホールドや冷媒用溝7に流入するようなことも抑制される。
【0116】
特に板体6上における、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)は、板体6上に形成されている二本の溝に挟まれた領域であることが好ましい。すなわち、板体6には、冷媒用溝7及びマニホールドの外側においてこの冷媒用溝7及びマニホールドが形成されている領域を取り囲む第一の溝81及び第二の溝82が形成され、この第一の溝81及び第二の溝82は間隔をあけて並列に形成され、この第一の溝81及び第二の溝82に挟まれた領域が、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)となることが好ましい。この場合、第一の溝81及び第二の溝82の間の領域に接着性組成物が塗布され、この状態で板体6同士が接合されると、接着性組成物中に余剰分があってもこの余剰分は第一の溝81及び第二の溝82に流れ込む。このため、接着性組成物の塗布量を厳密に調整する必要がなくなって生産性が良好になる。また、接着性組成物が板体6同士の間から外部へ漏出したり、接着性組成物がマニホールドや冷媒用溝7に流入するようなことも抑制される。
【0117】
第一の溝81及び第二の溝82は、板体6の成形時に同時に形成され得る。二つの板体6が接合される場合、このうち少なくとも一方の板体6に第一の溝81及び第二の溝82が形成されていればよいが、二つの板体6の両方共に第一の溝81及び第二の溝82が形成されていることが好ましい。
【0118】
接着性組成物の余剰分を収容するために板体6上に形成される溝の容積は,板体6上の塗布される接着性組成物の体積以上であることが好ましい。すなわち、板体6上には、溝の容積以下の体積の接着性組成物を塗布することが好ましい。この場合、接着性組成物が板体6同士の間から外部へ漏出したり、接着性組成物がマニホールドや冷媒用溝7に流入するようなことが、更に確実に抑制される。溝の容積とは、接着性組成物の余剰分を収容し得る全ての溝の総容積である。すなわち溝の容積とは、板体6に上記の第一の溝81及び第二の溝82のように複数の溝が形成される場合にはこれらの複数の溝の総容積であり、二つの板体6を接着する場合に二つの板体6の対向し合う面の各々に溝が形成されている場合には二つの板体6の溝の総容積である。
【0119】
板体6における接着性組成物が配置される領域(本態様では第一の溝81と第二の溝82との間の領域)では、二つの板体6が重ねられると板体6間に接着性組成物が配置されるべき隙間が形成されることが好ましい。この場合、二つの板体6が接着性組成物の硬化物9によって接合されながら、この二つの板体6間の良好な密着性が確保され得る。このような隙間が形成されるためには、例えば板体6における接着性組成物が配置される領域で、隙間の分だけ板体6の厚みが薄く形成される。隙間における板体6間の幅は適宜設定されるが、10〜300μmの範囲であることが好ましい。
【0120】
尚、複数の板体6から構成されるセパレータ20の構造は上記のものに限られず、例えばセパレータ20は第一の板体6、第二の板体6、及び第三の板体6を備え第一の板体6と第二の板体6との間、並びに第二の板体6と第三の板体6との間に、冷媒用流路が形成されてもよい。更に、一つのセパレータ20を構成する板体6の個数は二個又は三個にも限られず、四個以上の板体6から一つのセパレータ20が構成されてもよい。本実施形態において、セパレータ20は燃料ガス供給排出用の溝21と酸化剤ガス供給排出用の溝22とを両方有するとは限らず、セパレータ20は前記二種の溝2のうち燃料ガス供給排出用の溝21のみを有していても、酸化剤ガス供給排出用の溝22のみを有していてもよい。
【0121】
板体6への接着性組成物の塗布に先だって、板体6上の少なくとも接着性組成物が塗布される領域に、予めプラズマ処理が施されることが好ましい。この場合、接着性組成物の硬化物9と板体6との密着性が更に向上する。プラズマ処理は、例えば、ヤマトマテリアル株式会社製の型番「PDC210」を用い、プラズマ生成用ガスとして酸素を用い、印加電力150〜500W、処理時間30秒〜10分の条件でおこなうことができる。
【0122】
セパレータ20の厚みは例えば0.3〜3.0mmの範囲に形成される。セパレータ20のガス供給排出用の溝2の幅は例えば1.0〜1.5mm、深さは例えば0.1〜0.5mmの範囲に形成される。冷媒用溝7の幅は例えば0.1〜1.0mm、深さは例えば0.1〜0.5mmの範囲に形成される。マニホールド13の開口面積は例えば0.5〜5.0cm2の範囲に形成される。第一の溝81及び第二の溝82の幅は例えば0.5〜1.0mm、深さは例えば0.1〜0.4mmの範囲、溝間隔は例えば1〜5mmの範囲に形成される。
【0123】
ガスケット12は、セパレータ20の外周部分に、シーリングのために積層される。このガスケット12はその略中央部に膜−電極複合体5における燃料電極31や酸化剤電極32を収容するための開口15を有し、この開口15においてセパレータ20のガス供給排出用の溝2が露出する。ガスケット12には、開口15の外周側の、前記セパレータ20の燃料用マニホールド131と合致する位置に燃料用貫通孔141が、酸化剤用マニホールド132に合致する位置に酸化剤用貫通孔142が、冷却用マニホールド133と合致する位置に冷却用貫通孔143が、それぞれ形成されている。
【0124】
膜−電極複合体5における電解質4にも、その外周部分の、前記セパレータ20の燃料用マニホールド131と合致する位置に燃料用貫通孔161が、酸化剤用マニホールド132と合致する位置に酸化剤用貫通孔162が、冷却用マニホールド133と合致する位置に冷却用貫通孔163が、それぞれ形成されている。
【0125】
この単セル構造では、セパレータ20の燃料用マニホールド131、ガスケット12の燃料用貫通孔141、及び電解質4の燃料用貫通孔161が連通することで、燃料電極への燃料の供給及び排出のための燃料用流路が構成される。また、セパレータ20の酸化剤用マニホールド132、ガスケット12の酸化剤用貫通孔142、及び電解質4の酸化剤用貫通孔162が連通することで、酸化剤電極への酸化剤の供給及び排出のための酸化剤用流路が構成される。また、セパレータ20の冷却用マニホールド133、ガスケット12の冷却用貫通孔143、及び電解質4の冷却用貫通孔163が連通することで、冷媒等の冷媒が流通する冷媒用流路が構成される。
【0126】
燃料電極31と酸化剤電極32、並びに電解質4は、燃料電池のタイプに応じた公知の材料で形成される。固体高分子型燃料電池の場合、燃料電極31及び酸化剤電極32は例えばカーボンクロス、カーボンペーパー、カーボンフェルト等の基材が触媒を担持することで構成される。燃料電極31における触媒としては例えば白金触媒、白金・ルテニウム触媒、コバルト触媒等が挙げられ、酸化剤電極32における触媒としては白金触媒、銀触媒等が挙げられる。また、固体高分子型燃料電池の場合、電解質4は例えばプロトン伝導性の高分子膜から形成され、特にメタノール直接型燃料電池の場合は例えばプロトン伝導性が高く、電子導電性やメタノール透過性を殆ど示さないフッ素系樹脂等から形成される。
【0127】
ガスケット12は、例えば天然ゴム、シリコーンゴム、SIS共重合体、SBS共重合体、SEBS、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム(EPDM)、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴム(HNBR)、クロロプレンゴム、アクリルゴム、フッ素系ゴム等などから選択されるゴム材料から形成される。このゴム材料には粘着付与剤が配合されてもよい。
【0128】
セパレータ20にガスケット12を積層するにあたっては、例えば予めシート状又は板状に形成されたガスケット12がセパレータ20に接着や融着されるなどして接合される。セパレータ20の表面上でガスケット12を形成するための材料が成形されることによって、セパレータ20にガスケット12が積層されてもよい。例えば未加硫のゴム材料がスクリーン印刷等によりセパレータ20の表面上の所定位置に塗布され、このゴム材料の塗膜を加硫されることで、セパレータ20の表面上の所定位置に所望の形状のガスケット12が形成される。前記加硫にあたっては、加熱、電子線などの放射線の照射、或いはその他適宜の加硫方法が採用される。この場合、薄型のセパレータ20に対してもガスケット12が容易に積層される。また、セパレータ20が金型内にセットされ、このセパレータ20の表面上の所定位置に未加硫のゴム材料が射出されると共にこのゴム材料が加熱されるなどして加硫されることで、セパレータ20の表面上の所定位置に所望の形状のガスケット12が形成されてもよい。このように金型成形によりガスケット12が形成されるにあたっては、トランスファー成形、コンプレッション成形、インジェクション成形等の成形法が採用され得る。
【0129】
二つのセパレータ20が膜−電極複合体5を介して重ねられる際、或いは二つのセパレータ20が膜−電極複合体5及びガスケット12,12を介して重ねられる際には、この二つのセパレータ20が接着性組成物で接着されることも好ましい。図3に示す態様では、セパレータ20を構成するカソード側セパレータ63と、前記とは別のセパレータ20を構成するアノード側セパレータ61とが、膜−電極複合体5及びガスケット12,12を介して重ねられると共に、これらのカソード側セパレータ63とアノード側セパレータ61とが接着性組成物で接着されている。これにより、隣合うセパレータ20同士が分離せずに一体化する。このため、燃料電池の製造時には、セパレータ同士20をシーリング材などを介して重ねる場合と比べて、複数の部材の重ね合わせ、位置合わせ、固定などのための手間が格段に削減され、燃料電池の生産性が向上する。更に、セパレータ20同士が強固に接着され得るため、燃料用流路及び酸化剤用流路からのガスの漏出が抑制される。
【0130】
二つのセパレータ20が接合される場合(セパレータ20を構成するカソード側セパレータ63と、前記とは別のセパレータ20を構成するアノード側セパレータ61とが接合される場合を含む)、このうち少なくとも一方のセパレータ20の表面に接着性組成物が塗布された状態でセパレータ20同士が重ねられ、更にこの状態で接着性組成物が加熱される。これにより接着性組成物が熱硬化することで、セパレータ20同士が接合される。
【0131】
接着性組成物によるセパレータ20同士の接合にあたっては、接着性組成物は、セパレータ20におけるガス供給排出用の溝2及びマニホールドの外側に塗布され、更にこのガス供給排出用の溝2及びマニホールドが形成されている領域を取り囲むように塗布されることが好ましい。すなわち、隣合うセパレータ20同士は、ガス供給排出用の溝2及びマニホールドの外側においてこのガス供給排出用の溝2及びマニホールドが形成されている領域を取り囲むように配置されている接着性組成物の硬化物9によって接合されることが好ましい。この場合、セパレータ20同士の間でマニホールド及びガス供給排出用の溝2が接着性組成物の硬化物9で囲まれるため、セパレータ20同士の間におけるマニホールド及びガス供給排出用の溝2からのガスの漏出が、接着性組成物の硬化物9によって効果的に抑制される。
【0132】
セパレータ20上における、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)は、セパレータ20上に形成されている二本の溝に挟まれた領域であることが好ましい。すなわち、セパレータ20には、ガス供給排出用の溝2及びマニホールドの外側においてこのガス供給排出用の溝2及びマニホールドが形成されている領域を取り囲む第一の溝81及び第二の溝82が形成され、この第一の溝81及び第二の溝82は間隔をあけて並列に形成され、この第一の溝81及び第二の溝82に挟まれた領域が、接着性組成物が塗布される領域(すなわち接着性組成物の硬化物9が配置される領域)となることが好ましい。この場合、第一の溝81及び第二の溝82の間の領域に接着性組成物が塗布され、この状態でセパレータ20同士が接合されると、接着性組成物中に余剰分があってもこの余剰分は第一の溝81及び第二の溝82に流れ込む。このため、接着性組成物の塗布量を厳密に調整する必要がなくなって生産性が良好になる。また、接着性組成物がセパレータ20同士の間から外部へ漏出したり、接着性組成物がマニホールドやガス供給排出用の溝2に流入するようなことも抑制される。
【0133】
第一の溝81及び第二の溝82は、セパレータ20或いはセパレータを構成する板体6の成形時に同時に形成され得る。二つのセパレータ20が接合される場合、このうち少なくとも一方のセパレータ20に第一の溝81及び第二の溝82が形成されていればよいが、二つのセパレータ20の両方共に第一の溝81及び第二の溝82が形成されていることが好ましい。
【0134】
本実施形態においては、セパレータ20を構成する複数の板体6(アノード側セパレータ61及びカソード側セパレータ63)間が接着性組成物により接着され、更にセパレータ20同士が接着性組成物により接着されていることが好ましい。この場合、複数の板体6を接着してセパレータ20を形成してからセパレータ20同士を接着してもよいし、セパレータ20を形成する前に異なるセパレータ20を構成する板体6同士(カソード側セパレータ63及びアノード側セパレータ61)を膜−電極複合体5を介して重ねると共に接着してからセパレータ20を形成してもよい。
【0135】
尚、本実施形態において、セパレータ20を構成する複数の板体6(アノード側セパレータ61及びカソード側セパレータ63)間が接着性組成物により接着されているがセパレータ20同士は接着性組成物により接着されていなくてもよいし、セパレータ20を構成する複数の板体6(アノード側セパレータ61及びカソード側セパレータ63)間は接着性組成物により接着されていないがセパレータ20同士は接着性組成物により接着されていてもよい。
【0136】
尚、複数の板体からセパレータ20が構成される場合のセパレータ20の構造は上記のものに限られず、例えばセパレータ20は第一の板体6、第二の板体6、及び第三の板体6を備え第一の板体6と第二の板体6との間、並びに第二の板体6と第三の板体6との間に、冷媒用流路が形成されてもよい。更に、一つのセパレータ20を構成する板体6の個数は二個又は三個にも限られず、四個以上の板体6から一つのセパレータ20が構成されてもよい。本実施形態において、セパレータ20は燃料ガス供給排出用の溝21と酸化剤ガス供給排出用の溝22とを両方有するとは限らず、セパレータ20は前記二種の溝2のうち燃料ガス供給排出用の溝21のみを有していても、酸化剤ガス供給排出用の溝22のみを有していてもよい。
【0137】
セパレータ20を構成する板体6を製造するために用いられる成形用材料は、樹脂成分び黒鉛粒子を含有する。
【0138】
成形用材料は、第一アミン及び第二アミンを含有しないことが好ましい。すなわち、この成形用材料が、置換基−NH及び−NH2を有する化合物を含有しないことが好ましい。更に成形用材料は第三アミンを含有しないことが好ましい。このように成形用材料がアミンを含有しないと、成形用材料から形成されるセパレータ20が燃料電池中の白金触媒を被毒することがなく、燃料電池が長時間使用される場合の起電力の低下が抑制される。
【0139】
成形用組成物が含有する樹脂成分は、熱可塑性樹脂と熱硬化性樹脂のいずれでもよい。
【0140】
熱可塑性樹脂としては、たとえばポリフェニレンサルファイド樹脂、ポリプロピレン樹脂等が挙げられる。
【0141】
熱硬化性樹脂が使用される場合、熱硬化性樹脂はエポキシ樹脂と熱硬化性フェノール樹脂のうち少なくとも一方を含有することが好ましい。エポキシ樹脂及び熱硬化性フェノール樹脂は良好な溶融粘度を有すると共に不純物が少なく、特にイオン性不純物が少ない点で優れている。
【0142】
熱硬化性樹脂全量に対するエポキシ樹脂及び熱硬化性フェノール樹脂の含有量は50〜100質量%の範囲にあることが好ましい。熱硬化性樹脂がエポキシ樹脂のみ、熱硬化性フェノール樹脂のみ、或いはエポキシ樹脂と熱硬化性フェノール樹脂のみを含むのであれば特に好ましい。
【0143】
エポキシ樹脂は固形状であることが好ましく、特に融点が70〜90℃の範囲であることが好ましい。これにより、材料の変化が少なくなり、成形時の成形用材料の取り扱い性が向上する。この融点が70℃未満であると、成形用材料中で凝集が生じやすくなって、取り扱い性が低下するおそれがある。また、エポキシ樹脂として溶融粘度が低粘度の樹脂が選択されれば、成形用材料の良好な成形性が維持されつつ、成形用材料及びセパレータ20中に黒鉛粒子が高充填され得る。尚、前記作用が発揮される範囲内でエポキシ樹脂の一部が液状であってもよい。
【0144】
エポキシ樹脂としては、オルトクレゾールノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂等が用いられることが好ましい。このオルトクレゾールノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂は、良好な溶融粘度を有すると共に不純物が少なく、特にイオン性不純物が少ない点で優れている。
【0145】
特にエポキシ樹脂が、オルトクレゾールノボラック型エポキシ樹脂のみからなり、或いはオルトクレゾールノボラック型エポキシ樹脂と、ビスフェノール型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂から選択される少なくとも一種からなる成分(第一成分という)を含むことが好ましい。オルトクレゾールノボラック型エポキシ樹脂が必須の成分であると、成形用材料の成形性が向上すると共に、セパレータ20の耐熱性が向上する。更に、製造コストが低減され得る。第一成分中のオルトクレゾールノボラック型エポキシ樹脂の割合は、前記成形性の向上、セパレータ20の耐熱性の向上、製造コストの低減の観点から、50〜100質量%の範囲であることが好ましく、特に50〜70質量%の範囲であることが好ましい。
【0146】
オルトクレゾールノボラック型エポキシ樹脂と共に、ビスフェノール型エポキシ樹脂やビフェニル型エポキシ樹脂やビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂が併用されることも好ましい。この場合、成形用材料の溶融粘度が更に低減し、更に薄型のセパレータ20が作製される場合にはその靱性が向上し得る。
【0147】
特にビスフェノールF型エポキシ樹脂が使用されると、成形用材料の粘度が低減し、成形用材料の成形性が特に高くなる。この場合の第一成分中におけるビスフェノールF型エポキシ樹脂の含有量は30〜50質量%の範囲であることが好ましい。
【0148】
ビフェニル型エポキシ樹脂が使用されると、このビフェニル型樹脂は溶融粘度が低いため、成形用材料の流動性が著しく向上し、成形用材料の薄型成形性が特に向上する。この場合の第一成分中におけるビフェニル型エポキシ樹脂の含有量は30〜50質量%の範囲であることが好ましい。
【0149】
ビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂が使用されると、セパレータ20の強度及び靱性が向上し、更にセパレータ20の吸湿性が低減し得る。このため、セパレータ20の機械的特性、導電性、並びに長期使用時の特性の安定性が向上する。この場合の第一成分中におけるビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂の割合は、30〜50質量%の範囲であることが好ましい。
【0150】
成形用材料中の熱硬化性樹脂全量に対する第一成分の含有量は50〜100質量%の範囲にあることが好ましい。
【0151】
前記第一成分は熱硬化性樹脂中のエポキシ樹脂の少なくとも一部として成形用材料中に含有される。すなわち、この第一成分以外の他の熱硬化性樹脂として、例えば前記第一成分以外のエポキシ樹脂、熱硬化性フェノール樹脂、ビニルエステル樹脂、ポリイミド樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂等から選択される一種又は複数種の樹脂が用いられてもよい。但し、エステル結合を含む樹脂は耐酸性環境下で加水分解するおそれがあるため、使用されないことが望ましい。また、熱硬化性樹脂として、セパレータ20の耐熱性や耐酸性の向上に寄与する点で、ポリイミド樹脂も適している。ポリイミド樹脂としては、特にビスマレイミド樹脂などが用いられることも好ましく、例えば、4,4−ジアミノジフェニルビスマレイミドが用いられることが好ましい。4,4−ジアミノジフェニルビスマレイミドが用いられると、セパレータ20の耐熱性が更に向上する。
【0152】
熱硬化性フェノール樹脂が用いられる場合には、特に開環重合により重合反応が進行するフェノール樹脂が用いられることが好ましい。このようなフェノール樹脂としては、例えばベンゾオキサジン樹脂等が挙げられる。この場合は、成形用材料の成形工程で脱水によるガスが発生しないので成形品中にボイドが発生せず、このためセパレータ20のガス透過性の低下が抑制される。また、レゾール型フェノール樹脂が用いられることも好ましく、例えば13C−NMR分析で、オルト−オルト25〜35%、オルト−パラ60〜70%、パラ−パラ5〜10%の構造を有するレゾール型フェノール樹脂が用いられることが好ましい。レゾール樹脂は通常液状であるが、レゾール型フェノール樹脂の軟化点は容易に調整され得るため、融点が70〜90℃のレゾール型フェノール樹脂が容易に得られる。融点が70〜90℃のレゾール型フェノール樹脂が使用されることで、成形用材料の変質が抑制され、成形時の成形用材料の取り扱い性が向上する。この融点が70℃未満であると、成形用材料中で凝集が生じやすくなって、取り扱い性が低下するおそれがある。
【0153】
エポキシ樹脂及び熱硬化性フェノール樹脂以外の他の樹脂が併用されてもよい。例えばポリイミド樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、ビニルエステル樹脂等から選択される一種又は複数種の樹脂が用いられてもよい。但し、エステル結合を含む樹脂は耐酸性環境下で加水分解する恐れがあるため、使用されないことが望ましい。
【0154】
熱硬化性樹脂として、セパレータ20の耐熱性や耐酸性の向上に寄与する点で、ポリイミド樹脂も適している。このようなポリイミド樹脂としては、特にビスマレイミド樹脂なども好ましく、その具体例として例えば、4,4−ジアミノジフェニルビスマレイミドが挙げられる。このような樹脂が併用されることで、セパレータ20の耐熱性が更に向上され得る。
【0155】
エポキシ樹脂が使用される場合、樹脂成分は硬化剤を含有することが好ましく、この硬化剤はフェノール系化合物を含有することが好ましい。このフェノール系化合物としては、ノボラック型フェノール樹脂、クレゾールノボラック型フェノール樹脂、多官能フェノール樹脂、アラルキル変性フェノール樹脂等が挙げられる。
【0156】
硬化剤全量に対するフェノール系化合物の含有量は、エポキシ樹脂の使用量に依存して決定される。また、硬化剤がフェノール系化合物のみであれば特に好ましい。
【0157】
フェノール系化合物以外の硬化剤が使用される場合、硬化剤として非アミン系の化合物が用いられることが好ましい。この場合、セパレータ20の電気伝導度が高い状態に維持されると共に、燃料電池の触媒の被毒が抑制される。硬化剤として酸無水物系の化合物が用いられないことも好ましい。酸無水物系の化合物が使用される場合は硬化物が硫酸酸性環境下等の酸性環境下で加水分解して、セパレータ20の電気伝導度の低下が引き起こされたり、セパレータ20からの不純物の溶出が増大してしまうおそれがある。
【0158】
熱硬化性樹脂としてエポキシ樹脂が用いられる場合は、熱硬化性樹脂におけるエポキシ樹脂と硬化剤におけるフェノール系化合物とは、前記フェノール系化合物に対する前記エポキシ樹脂の当量比が0.8〜1.2の範囲となるように配合されることが好ましい。
【0159】
炭素質粒子は、セパレータ20の電気比抵抗を低減して、セパレータ20の導電性を向上させるために使用される。炭素質粒子は黒鉛粒子であることが好ましい。黒鉛粒子としては、高い導電性を示すものであれば制限なく用いられ、例えば、メソカーボンマイクロビーズなどの炭素質を黒鉛化したもの、石炭系コークスや石油系コークスを黒鉛化したものの他、黒鉛電極や特殊炭素材料の加工粉、天然黒鉛、キッシュ黒鉛、膨張黒鉛等のような、適宜のものが用いられる。このような黒鉛粒子は、一種のみが用いられるほか、複数種が併用される。
【0160】
黒鉛粒子は、人造黒鉛粉、天然黒鉛粉のいずれでもよい。天然黒鉛粉は導電性が高いという利点を有し、また人造黒鉛粉は天然黒鉛粉に比べて導電性は多少劣るものの、異方性が少ないという利点がある。
【0161】
黒鉛粒子は、天然黒鉛粉、人造黒鉛粉のいずれの場合であっても、精製されていることが好ましく、この場合は、灰分やイオン性不純物が低いため、成形品であるセパレータ20からの不純物の溶出が抑制される。
【0162】
黒鉛粒子は、精製されていることが好ましい。この場合は、黒鉛粒子中の灰分やイオン性不純物が低いため、セパレータ20からの不純物の溶出が抑制される。黒鉛粒子における不純物である灰分は0.05質量%以下であることが好ましく、灰分が0.05質量%を超えると、セパレータ20を備える燃料電池の特性が低下するおそれがある。
【0163】
黒鉛粒子の平均粒径は15〜100μmの範囲であることが好ましい。この平均粒径が10μm以上であることで成形用材料の成形性が向上し、平均粒径が100μm以下となることでセパレータ20の表面平滑性が向上する。成形性の向上のためには、特に前記平均粒径が30μm以上であることが好ましく、またセパレータ20の表面平滑性が特に向上して後述するようにセパレータ20の表面の算術平均高さRa(JIS B0601:2001)が0.4〜1.6μmの範囲、特に1.0μm未満となるためには前記平均粒径が70μm以下であることが好ましい。特に前記平均粒径が30〜70μmの範囲であることが好ましい。
【0164】
特に薄型のセパレータ20が作製される場合には、黒鉛粒子は100メッシュ篩(目開き150μm)を通過する粒径を有することが好ましい。この黒鉛粒子中に100メッシュ篩を通過しない粒子が含まれていると、成形用材料中に粒径の大きい黒鉛粒子が混入してしまい、特に成形用材料が薄型のシート状に成形される際の成形性が低下してしまう。
【0165】
黒鉛粒子のアスペクト比は10以下であることが好ましく、この場合、セパレータ20に異方性が生じることが抑制される共に反りなどの変形も抑制される。
【0166】
尚、セパレータ20の異方性の低減に関しては、セパレータ20における成形時の成形用材料の流動方向(セパレータ20の厚み方向と直交する方向)と、この流動方向と直交する方向(セパレータ20の厚み方向)との間での接触抵抗の比が、2以下となることが好ましい。
【0167】
黒鉛粒子全体は、特に2種以上の粒度分布を有すること、すなわち黒鉛粒子全体が平均粒径の異なる2種以上の粒子群の混合物であることも好ましい。この明細書において、粒子群とは、黒鉛粒子全体のうちの少なくとも一部を構成する複数の粒子の集合を意味する。黒鉛粒子全体が、特に平均粒径1〜50μmの範囲の粒子群と、平均粒径30〜100μmの粒子群との混合物であることが好ましい。このような粒度分布を有する黒鉛粒子が用いられると、粒径の大きい粒子は表面積が小さいため、樹脂成分の含有量が少量であっても成形用材料の混練が可能になることが期待される。更に粒径の小さい粒子によって粒子同士の接触性が向上すると共に、セパレータ20の強度向上も期待され、これにより、セパレータ20の密度の向上、導電性の向上、ガス不透過性の向上、強度の向上等といった、性能の向上が図られる。平均粒径1〜50μmの粒子群と平均粒径30〜100μmの粒子群との混合比は、適宜調整されるが、特に前者対後者の混合質量比が40:60〜90:10、特に65:35〜85:15であることが好ましい。
【0168】
尚、黒鉛粒子の平均粒径は、レーザー回折・散乱式粒度分析計(日機装株式会社製のマイクロトラックMT3000IIシリーズなど)でレーザー回折散乱法により測定される体積平均粒径である。
【0169】
成形用材料中の黒鉛粒子の割合は、成形用材料中の固形分全体に対して70〜80質量%の範囲であることが好ましい。すなわち、板体6中の黒鉛粒子の割合は板体6全体に対して70〜80質量%の範囲であると共にそれに伴って板体6中の熱硬化性樹脂硬化物の含有量が20〜30質量%の範囲であることが好ましい。このように黒鉛粒子の割合が70質量%以上であると、セパレータ20に充分に優れた導電性が付与されと共に、セパレータ20の機械的強度が充分に向上する。またこの割合が80質量%以下であると、成形用材料に充分に優れた成形性が付与されると共にセパレータ20に充分に優れたガス透過性が付与される。黒鉛粒子の割合が75質量%以上であると共にそれに伴って熱硬化性樹脂硬化物の割合が25質量%以下であれば更に好ましい。
【0170】
板体6中の黒鉛粒子の割合と、接着性組成物中の炭素質粒子の割合とが近似することが更に好ましい。この場合、板体6の線膨張係数と接着性組成物の硬化物9の線膨張係数とが特に近くなる。このため、板体6を接着性組成物で接着することで構成されるセパレータ20が熱による負荷を受けても板体6間の剥離が生じにくくなり、セパレータ20の耐久性が向上する。特に、板体6中の黒鉛粒子の割合(質量百分率)に対する、接着性組成物中の炭素質粒子の割合(質量百分率)の比が、0.35〜0.67の範囲になることが好ましい。
【0171】
成形用材料は、必要に応じて硬化触媒、ワックス(離型剤)、カップリング剤等の添加剤を含有してもよい。
【0172】
硬化触媒(硬化促進剤)としては、特に制限されないが、成形用材料が第一アミン及び第二アミンを含有しないためには、非アミン系の化合物が用いられることが好ましい。例えば、アミン系のジアミノジフェニルメタンなどは残存物が燃料電池の触媒を被毒する恐れがあり、好ましくない。また、イミダゾール類は硬化後、塩素イオンを放出しやすくなるので不純物溶出の恐れがあり、あまり好ましくない。
【0173】
但し、測定開始温度30℃、昇温速度10℃/分、保持温度120℃、保持温度での保持時間30分の条件で加熱された場合の重量減少が5%以下であり、且つ2位に炭化水素基を有する置換イミダゾールが用いられることは、成形用材料の保存安定性が向上する点で好ましい。更に、特に薄型のセパレータ20が作製される場合には、ワニス状に調製された成形用材料からシート状のセパレータ20が形成される際の溶剤の揮発性、セパレータ20の平滑性などが良好となる。この置換イミダゾールとして、特に2位の炭化水素基の炭素数が6〜17の置換イミダゾールが使用されることが好ましく、その具体例としては、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−フェニルイミダゾール、1−ベンジル−2−フェニルイミダゾール等が挙げられる。このうち、2−ウンデシルイミダゾール及び2−ヘプタデシルイミダゾールが好適である。これらの化合物は一種単独で用いられ、或いは二種以上が併用される。このような置換イミダゾールの含有量は適宜調整され、それにより成形硬化時間が調整され得る。この置換イミダゾールの含有量は好ましくは成形用材料中の熱硬化性樹脂と硬化剤の合計量に対して、0.5〜3質量%の範囲であることが好ましい。
【0174】
また、硬化触媒として、好ましくはリン系化合物が用いられる。リン系化合物と前記置換イミダゾールとが併用されてもよい。リン系化合物の一例として、トリフェニルホスフィンが挙げられる。このようなリン系化合物が用いられると、セパレータ20からの塩素イオンの溶出が抑制される。
【0175】
成形用材料は、硬化促進剤として、次の[化8]で示される化合物を含有することも好ましい。この場合、セパレータ20の耐湿性が向上する。しかも、この構造式[化8]で示される化合物は、セパレータ20のガラス転移温度の低下や、熱時剛性の低下や、連続成形性の悪化などを引き起こすことがない。むしろこの構造式[化8]で示される化合物が使用されることにより、セパレータ20のガラス転移温度が上昇し、熱時剛性が向上し、更に成形用組成物の成形時の離型性が向上して連続成形性が向上し得る。
【0176】
【化8】
【0177】
更に、この構造式[化8]で示される化合物からは、イオン性不純物の溶出が生じにくい。このため、構造式[化8]で示される化合物が使用されることで、セパレータ20からのイオン性不純物の溶出が抑制され、不純物の溶出による燃料電池の起動電圧低下等の特性低下が抑制される。構造式[化8]で示される化合物からイオン性不純物の溶出が生じにくいのは、この化合物の酸解離定数(pKa)が小さいためであると推察される。
【0178】
構造式[化8]で示される化合物の、硬化促進剤全量に対する割合は、20〜100質量%の範囲であることが好ましい。この割合が20質量%未満であると、セパレータ20のガラス転移温度(Tg)の上昇が充分ではないおそれがある。
【0179】
このような硬化触媒の含有量は適宜調整されるが、好ましくは成形用材料中のエポキシ樹脂に対して0.5〜3質量部の範囲とする。
【0180】
カップリング剤としては、特に制限されないが、成形用材料が第一アミン及び第二アミンを含有しないためには、アミノシランが用いられないことが好ましい。アミノシランが用いられると、燃料電池の触媒が被毒される恐れがあり好ましくない。カップリング剤としてメルカプトシランが用いられないことも好ましい。このメルカプトシランが用いられる場合も、同様に燃料電池の触媒が被毒される恐れがある。
【0181】
カップリング剤の例としては、シリコン系のシラン化合物、チタネート系、アルミニウム系のカップリング剤が挙げられる。例えばシリコン系のカップリング剤としては、エポキシシランが適している。
【0182】
エポキシシランカップリング剤が使用される場合の使用量は、成形用材料の固形分中の含有量が0.5〜1.5質量%となる範囲であることが好ましい。この範囲において、カップリング剤がセパレータ20の表面にブリードすることを充分に抑制することができる。
【0183】
カップリング剤は黒鉛粒子の表面に予め噴霧等により付着されていてもよい。その場合の添加量は、黒鉛粒子の比表面積と、カップリング剤の単位質量当たりの被覆可能面積(カップリング剤によって被覆され得る面積)とを考慮して適宜設定される。カップリング剤の添加量は、特にカップリング剤の被覆可能面積の総量が黒鉛粒子の表面積の総量の0.5〜2倍の範囲となるように調整されることが好ましい。この範囲において、セパレータ20の表面におけるカップリング剤のブリードが充分に抑制され、これにより金型表面の汚染が抑制される。
【0184】
ワックス(内部離型剤)としては、特に制限されないが、120〜190℃で成形用材料中の熱硬化性樹脂及び硬化剤と相溶せずに相分離する内部離型剤が用いられることが好ましい。このような内部離型剤として、ポリエチレンワックス、カルナバワックス、及び長鎖脂肪酸系のワックスから選ばれる少なくとも一種が挙げられる。このような内部離型剤が成形用材料の成形過程で熱硬化性樹脂及び硬化剤と相分離することで、セパレータ20の離型性が向上する。
【0185】
内部離型剤の含有量は、板体6の形状の複雑さ、溝深さ、抜き勾配など金型面との離形性の容易さなどに応じて適宜設定されるが、成形用材料中の固形分全量に対して0.1〜2.5質量%の範囲であることが好ましい。この含有量が0.1質量%以上であることで金型成形時にセパレータ20が十分な離型性を発揮し、またこの含有量が2.5質量%以下であることでセパレータ20の親水性が充分に高く維持される。このワックスの含有量は0.1〜1質量%の範囲であれば更に好ましく、0.1〜0.5質量%の範囲であれば特に好ましい。
【0186】
セパレータ20中のイオン性不純物の含有量は、成形用材料全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下とであることが好ましい。そのためには成形用材料のイオン性不純物の含有量が、成形用材料全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。この場合、セパレータ20からのイオン性不純物の溶出が抑制され、このため不純物の溶出による燃料電池の起動電圧低下等の特性低下が抑制される。
【0187】
セパレータ20及び成形用材料のイオン性不純物の含有量が上記のように低減するためには、成形用材料を構成する熱硬化性樹脂、硬化剤、黒鉛、その他添加剤等の各成分のそれぞれのイオン性不純物の含有量が、各成分に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下であることが好ましい。
【0188】
イオン性不純物の含有量は、対象物(成形用材料、熱硬化性樹脂など)から溶出したイオン性不純物を含む抽出水中の、イオン性不純物の量に基づいて導出される。抽出水は、イオン交換水中に対象物が対象物10gに対してイオン交換水100mlの割合となるように投入された状態で、このイオン交換水及び対象物が90℃で50時間加熱されることで、得られる。抽出水中のイオン性不純物は、イオンクロマトグラフィで評価される。この抽出水中のイオン性不純物量が対象物に対する質量比に換算されることで、対象物中のイオン性不純物の量が導出される。
【0189】
成形用材料は、この組成物から形成されるセパレータ20のTOC(total organic carbon)が100ppm以下となるように調製されることが好ましい。
【0190】
TOCは、イオン交換水中にセパレータ20が、セパレータ20の質量10gに対してイオン交換水100mlの割合で投入され、このイオン交換水及びセパレータ20が90℃で50時間加熱されることで得られる溶液から測定される数値である。このようなTOCは、例えばJIS K0102に準拠して島津製全有機炭素分析装置「TOC−50」などで測定され得る。測定にあたっては、サンプルの燃焼により発生したCO2濃度が非分散型赤外線ガス分析法で測定され、これによりサンプル中の炭素濃度が定量される。炭素濃度が測定されることによって、間接的にセパレータ20が含有する有機物質濃度が測定される。サンプル中の無機炭素(IC)、全炭素(TC)が測定されると、全炭素と無機炭素の差(TC−IC)から全有機炭素(TOC)が導出される。
【0191】
上記のTOCが100ppm以下であると、燃料電池の特性低下が更に抑制される。
【0192】
TOCの値は、成形用材料を構成する各成分として高純度の成分が選択されたり、樹脂の当量比が調整されたり、成形時に後硬化処理が施されたりすることによって、低減され得る。
【0193】
原料成分中には不純物として金属成分が混入している可能性があり、成形用材料及びセパレータ20には不純物として原料成分に由来する金属成分、製造時に混入する金属成分などが混入している可能性がある。セパレータ20に金属成分が混入していると、セパレータ20の表面に金属酸化物(錆)が生じ、この金属酸化物から金属イオンが脱離する殊で、電解質4のプロトン伝導性の低下や電解質4の分解が引き起こされるおそれがある。また、この金属成分によりセパレータ20の腐食電流が増大してしまう。そこで、セパレータ20が製造されるにあたり、原料成分、成形用材料、及びセパレータ20のうち少なくともいずれかに対し、金属成分の含有量を低減するための処理を施すことが好ましい。この場合、セパレータ20の金属成分の含有量が低減する。特に、少なくとも成形用材料に対し、金属成分の含有量を低減するための処理施すことが好ましい。
【0194】
原料成分に対する、金属成分の含有量を低減するための処理の一例として、原料成分中の金属成分を磁石を用いて吸引する処理が挙げられる。原料成分のうち、特に黒鉛粒子に対する、金属成分の含有量を低減するための処理としては、黒鉛粒子を、pH2以下の強酸性溶液を用いて洗浄する処理も挙げられる。強酸性溶液としては、例えば濃度69質量%の濃硝酸と濃度36質量%の濃塩酸とを体積比で1:3の割合で混合して得られる王水、濃度15質量%以上の塩酸水、濃度15質量%以上の硫酸水、及び濃度15質量%以上の硝酸水から選ばれる少なくとも一種を使用することができる。この場合、黒鉛粒子中の金属成分の含有量が容易に低減される。前記塩酸水、硫酸水及び硝酸水の濃度は、操作性の観点から30質量%以下であることが好ましい。
【0195】
成形用材料に対する、金属成分の含有量を低減するための処理としては、原料成分に対する金属成分の含有量を低減するための処理と同様に、成形用材料中の金属成分を磁石を用いて吸引する処理などが挙げられる。
【0196】
前記のような原料成分が配合されることで成形用材料が調製され、この成形用材料が成形されることで板体6が得られる。成形用材料は、粒状、シート状等の適宜の形状に形成される。
【0197】
成形用材料が粒状である場合には、上記のような原料成分が例えば攪拌混合機などで攪拌混合され、或いは更に整粒機などで整粒されることで、成形用材料が得られる。
【0198】
成形用材料はシート状であってもよい。特に薄型のセパレータ20が作製される場合には、シート状の成形用材料が使用されることが好ましい。シート状の成形用材料が使用されると、例えば0.2〜1.0mmの厚みの薄型のセパレータ20が容易に得られ、しかもこのセパレータ20の厚み精度が高くなる。
【0199】
シート状の成形用材料の調製のためには、まず上記のような原料成分を含有する液状の組成物が調製される。液状の組成物は必要に応じて溶媒を含有する。溶媒としては、たとえばメチルエチルケトン、メトキシプロパノール、N,N−ジメチルホルムアミド、ジメチルスルホキシド等の極性溶媒が好ましい。溶媒は一種のみが用いられても二種以上が併用されてもよい。溶媒の使用量は成形性等を考慮して適宜設定されるが、好ましくは液状の組成物の粘度が1000〜5000cpsの範囲となるように調整される。尚、前記の通り溶媒は必要に応じて使用されていればよく、原料成分中の熱硬化性樹脂が液状樹脂である場合などには、溶媒が使用されなくてもよい。
【0200】
この液状の組成物がシート状に成形されることで、シート状の成形用材料が得られる。液状の組成物が、例えばキャスティング(展進)成形によりシート状に成形されると共に、キャスティングにともなって加熱されることで乾燥され、或いは半硬化することにより、シート状の成形用材料が得られる。このシート状の成形用材料は、必要に応じて所定の平面寸法にカット(切断)もしくは打ち抜かれることで適当な寸法に形成される。
【0201】
キャスティング法によりシート状の成形用材料が形成される際には、複数種の膜厚調節手段が適用され得る。このような複数種の膜厚調節手段が用いられるキャスティング法は、例えばすでに実用化されているマルチコータを用が用いられることで実現される。キャスティングのための膜厚調節手段としては、スリットダイとともに、ドクターナイフおよびワイヤーバーの少なくともいずれか、すなわちいずれか一方もしくは両方を用いることが好ましい。このシート状の成形用材料の厚みは、0.05mm以上であることが好ましく、0.1mm以上であれば更に好ましい。また、この厚みは0.5mm以下であることが好ましく、0.3mm以下であれば更に好ましい。このようにシート状の成形用材料の厚みが0.5mm以下であると、セパレータ20の薄型化や軽量化、並びにそれによる低コスト化が達成され、特に厚みが0.3mm以下であれば溶媒を使用する場合のシート状の成形用材料内部の溶媒の残存が効果的に抑制される。またこの厚みが0.05mm未満の場合にはセパレータ20の製造にあたっての有利さが充分に発揮されなくなり、特に成形性を考慮するとこの厚みは0.1mm以上であることが好ましい。
【0202】
成形用材料が成形されることで、板体6が得られる。成形法としては、射出成形や圧縮成形などが挙げられるが、圧縮成形が採用されることが好ましい。これにより、アノード側セパレータ61、カソード側セパレータ63などとして機能する板体6が得られる。
【0203】
この板体6には、ブラスト処理が施されるなどして、表層のスキン層が除去されると共にこの板体6の表面粗さが調整されることが好ましい。
【0204】
この板体6の表面の算術平均高さRa(JIS B0601:2001)は、0.4〜1.6μmの範囲であることが好ましい。この場合、セパレータ20とガスケット12との接合部でのガスリークが抑制される。このためウエットブラスト処理時にセパレータ20におけるガスケット12と接合する部位をマスクする必要がなくなり、セパレータ20の生産効率が向上する。尚、前記算術平均高さRaが0.4μm未満となることは困難であり、またこの値が1.6μmより大きいと前記ガスリークが充分に抑制されなくなるおそれがある。この板体6の表面の算術平均高さRaは特に1.2μm以下であることが好ましい。更にこの板体6の表面の算術平均高さRaが1.0μm未満であると、前記ガスリークが特に抑制され、セパレータ20の薄型化に伴ってセルスタック作製時の締結力が低くなっても、前記ガスリークが充分に抑制される。板体6の表面の算術平均高さRaが0.6μm以上であることも好ましい。
【0205】
板体6の表面の接触抵抗は15mΩcm2以下であることが好ましい。この場合、燃料電池で発電した電気エネルギーを外部へ伝達するというセパレータ20の機能が高いレベルで維持される。
【0206】
前記ブラスト処理時には、板体6にウエットブラスト処理が施されると共に、この処理においてアルミナ粒子等の砥粒を含むスラリーから磁石で金属成分が吸引されることが好ましい。ブラスト処理に用いられる砥粒には不純物として金属成分が混入している可能性があり、またブラスト処理時に砥粒を含むスラリーに金属成分が混入することがある。このような金属成分を含むスラリー用いてブラスト処理が施されると、板体6の表面に砥粒から金属成分が打ち込まれてしまう。しかし、前記のようにスラリーから磁石により金属成分が吸引されながら、この砥粒によりウエットブラスト処理が施されると、ブラスト処理時に板体6に金属成分が付着しにくくなる。すなわち、ウエットブラスト処理によってスキン層の除去や表面粗さの調整などがされつつ、このウエットブラスト処理時に、スラリー中の砥粒に含まれる金属異物などの金属成分が板体6へ打ち込まれにくくなる。また、このウエットブラスト処理において、スラリーが循環されながら繰り返し使用されると共に、このスラリーの循環時にスラリーから金属成分が磁石などで吸引されると、スラリー中の砥粒から磁石により金属成分が吸引されながら、この砥粒によってウエットブラスト処理が施される。
【0207】
更に、黒鉛粒子の金属成分の含有量を低減するための処理と同様に、板体6から金属成分が磁石によって吸引されてもよい。この場合、例えば板体6が一対の磁石の間に配置されることで、板体6から金属成分が吸引される。尚、磁石を用いた吸引以外の適宜の方法で板体6から金属成分が除去されてもよい。但し、強酸性溶液によって洗浄する方法では板体6を構成する樹脂が溶解してしまうおそれがあり、また超音波洗浄では板体6から黒鉛粒子が脱離してしまうおそれがあるため、好ましくない。
【0208】
以上のようにして得られる板体6における、金属成分の付着の程度は、この板体6を90℃の温水で1時間洗浄した後、90℃の温度で1時間加熱乾燥する処理を施した後に、この板体6の表面を観察することで確認される。板体6に金属成分が付着していると、前記処理により板体6の表面に金属酸化物(錆)が生成する。前記処理後の板体6の表面が目視で観察されても前記金属酸化物(錆)の存在が確認されないことが好ましい。特に、前記処理後の板体6の表面に、直径100μmより大きい金属酸化物が存在しないことが好ましく、直径50μmより大きい金属酸化物が存在しなければ更に好ましい。また、直径30μmより大きい金属酸化物が存在しなければ特に好ましい。
【0209】
また、この板体6の表面に表出しているFe、Co、及びNiの総量が0.01μg/cm2以下となっていることが好ましい。更に、この板体6の表面に表出しているCr、Mn、Fe、Co、Ni、Cu及びZnの総量が0.01μg/cm2以下となっていることが好ましい。
【0210】
図3は複数の単セルからなる燃料電池40(セルスタック)の一例を示す。この燃料電池40は、燃料用流路に連通する燃料の供給口171及び排出口172と、酸化剤用流路に連通する酸化剤の供給口181及び排出口182と、冷媒用流路に連通する冷媒の供給口191及び排出口192とを有する。
【0211】
この燃料電池40の燃料の供給口171から水素ガス等の燃料が、酸化剤の供給口181から酸素ガス等の酸化剤が、それぞれ供給されることにより、燃料電池40が作動する。燃料電池40が作動する間、燃料電池に冷媒の供給口191から冷却水などの冷媒が供給され、このため、燃料電池の温度が運転のための適正な温度に調節される。冷媒としては、純水が使用されることが好ましい。
【0212】
本実施形態によるセパレータ20を備える燃料電池40では、セパレータ20内の隣合う板体6間に冷却水等の冷媒が流通する冷媒用流路が形成され、この隣合う板体6同士が接着性組成物により接着されているため、板体6の間からの冷媒の漏出が効果的に抑制される。更に、燃料電池が長期間使用されても板体6間の剥離が生じにくく、このため板体6間の剥離による冷媒の漏出などは、長期に亘って発生しにくい。このため燃料電池の耐久性が高くなる。
【実施例】
【0213】
[板体の作製]
各実施例及び比較例につき、表1に示すセパレータ20原料成分を攪拌混合機(ダルトン製「5XDMV−rr型」)に表1に示す組成となるように入れて攪拌混合し、得られた混合物を整粒機で粒径500μm以下に粉砕した。これにより、成形用材料を得た。
【0214】
表1に示されるセパレータ20原料の詳細は次の通りである。
・エポキシ樹脂A:クレゾールノボラック型エポキシ樹脂、日本化薬株式会社製、品番EOCN−1020−75、エポキシ当量199、融点75℃。
・硬化剤A:ノボラック型フェノール樹脂、群栄化学工業株式会社製、品番PSM6200、OH当量105。
・硬化促進剤:トリフェニルホスフィン、北興化学工業株式会社製、TPP。
・天然黒鉛:中越黒鉛工業所株式会社製、品番WR50A、平均粒径50μm、灰分0.05%、ナトリウムイオン4ppm、塩化物イオン2ppm。
・カップリング剤:エポキシシラン、日本ユニカー株式会社製、品番A187。
・ワックスA:天然カルナバワックス、大日化学工業株式会社製、品番H1−100、融点83℃。
・ワックスB:モンタン酸ビスアマイド、大日化学工業株式会社製、品番J−900、融点123℃。
【0215】
得られた成形用材料を、金型温度170℃、成形圧力35.3MPa、成形時間2分の条件で圧縮成形した。
【0216】
この圧縮成形により、図2に示す構造を有するアノード側セパレータ61、及びカソード側セパレータ63を得た。これらの二つの板体6は、平面視200mm×250mm、厚みは1.0mmの寸法に形成した。アノード側セパレータ61の一つの主面には0.3mmの寸法の燃料ガス供給排出用の溝を、この主面とは反対側の主面には0.3mmの寸法の冷媒用溝7を形成した。カソード側セパレータ63の一つの主面は平坦に形成し、この主面とは反対側の主面には0.3mmの寸法の酸化剤ガス供給排出用の溝を形成した。各板体6の外周部には、開口面積3.5cm2の六個のマニホールドを形成した。更に、アノード側セパレータ61における冷媒用溝7が形成されている両方の主面、並びにカソード側セパレータ63における両方の主面の、各々の外縁部分には、幅0.2mm、深さ0.2mmの第一の溝81及び第二の溝82を3mmの間隔をあけて形成した。
【0217】
各板体6の表面に、マコー株式会社製のウエットブラスト処理装置(形式PFE−300T/N)を用い、砥粒としてアルミナ粒子を含むスラリー用いてブラスト処理を施した後、イオン交換水で洗浄し、更に温風乾燥した。この処理後の各板体6の表面の算術平均高さRa(JIS B0601:2001)を0.9μmに調整した。
【0218】
[接着性組成物の調製]
各実施例及び比較例につき、表1に示す接着性組成物原料成分をプラネタリーミキサーを用いてせん断力をかけながら混合することで、接着性組成物を得た。
【0219】
表1に示される接着性組成物原料の詳細は次の通りである。
・エポキシ樹脂A:ビスフェノールA型エポキシ樹脂、新日鐵化学株式会社製、品番YD−8125、エポキシ当量172。
・エポキシ樹脂B:ビスフェノールF型エポキシ樹脂、DIC株式会社製、品番YDF8170、エポキシ当量160。
・硬化剤:液状アリル基含有ノボラックフェノール樹脂、明和化成株式会社製、品番MEH8000H、水酸基当量141。
・触媒A:DBUオクチル酸塩、サンアプロ株式会社製、品番SA102。
・触媒B:マイクロカプセル化イミダゾール、旭化成ケミカルズ株式会社製、品名ノバキュアLSA−H0401
・黒鉛粒子:平均粒径30〜10μm
・カーボン粒子:粒径5μm以下
・接着剤:コニシ株式会社製、品番MOS8
・反応性希釈剤:p−sec−ブチルフェニルグリシジルエーテル
[セパレータの作製]
各実施例及び比較例につき、アノード側セパレータ61における冷媒用溝7が形成されている主面における第一の溝81及び第二の溝82の間の領域、及びカソード側セパレータ63における平坦な主面における第一の溝81及び第二の溝82の領域に、接着性組成物を塗布し、続いてアノード側セパレータ61、水路板62、及びカソード側セパレータ63を重ねた。この状態で、接着性組成物を180℃で2時間加熱した。これにより、セパレータ20を得た。
【0220】
[接着強度評価]
セパレータ20のアノード側セパレータ61と水路板62との間、及び水路板62とカソード側セパレータ63との間の接着強度を、次のようにして測定した。
【0221】
・引張りせん断(25℃)
各実施例及び比較例につき、アノード側セパレータ61、及びカソード側セパレータ63を作製する際と同じ方法及び条件で、25mm×100mm×1.6mmの寸法の試験片を作製した。2枚の試験片のうち一方の表面に接着剤組成物を厚み約0.2mmとなるように塗布し、続いて二枚の試験片を接着剤組成物の塗膜を介して10mmを重ね合わせピンチで挟み、この状態で接着剤組成物の塗膜を170℃で2分間加熱することで硬化させた。
【0222】
このようにして接合された二枚の試験片間の引張りせん断接着強さをJIS K6850に基づいて測定した。測定は、25℃の雰囲気下で、引張り速度10mm/分に設定した万能引張り試験機を用いて実施した。
【0223】
・T型引張り剥離(25℃)
各実施例及び比較例につき、アノード側セパレータ61、及びカソード側セパレータ63を作製する際と同じ方法及び条件で、25mm×100mm×1.6mmの寸法の試験片を作製した。この試験片の表面に接着剤組成物を厚み約0.1mmとなるように塗布し、更にこの接着剤組成物の塗膜の上に厚み50μmのポリイミドフィルム(宇部興産株式会社製、商品名ユーピレック)を重ねた。この状態で、接着剤組成物の塗膜を170℃で2分間加熱することで硬化させた。
【0224】
このようにして接合された試験片とポリイミドフィルムに対し、JIS K6854に基づくT字ピール試験を行うことで、フィルム密着強度を評価した。
【0225】
・引張りせん断(高温高湿曝露後)
各実施例及び比較例につき、上記引張りせん断(25℃)の場合と同じ方法及び条件で接合した二枚の試験片を80℃、85%RHの雰囲気下に500時間曝露した。続いて、二枚の試験片間の引張りせん断を上記引張りせん断(25℃)の場合と同じ方法で測定した。
【0226】
・T型引張り剥離(高温高湿曝露後)
各実施例及び比較例につき、上記T型引張り剥離(25℃)の場合と同じ方法及び条件で接合した試験片及びポリイミドフィルムを、80℃、85%RHの雰囲気下に500時間曝露した。続いて、試験片及びポリイミドフィルムに対し、上記T型引張り剥離(25℃)の場合と同じ方法でフィルム密着強度を評価した。
【0227】
[温度サイクル試験後の接着特性]
各実施例及び比較例につき、上記引張りせん断(25℃)の場合と同じ方法及び条件で接合した二枚の試験片を、温度衝撃試験機を用いて80℃の雰囲気下に30分間曝露し、続いて−25℃の雰囲気に30分間曝露した。この処理を500サイクル繰り返した。続いて、二枚の試験片間の引張りせん断を上記引張りせん断(25℃)の場合と同じ方法で測定した。各実施例及び比較例につき、同じ試験を異なるサンプルで10回行い、測定値の平均値を算出した。
【0228】
[不純物溶出性評価]
各実施例及び比較例における接着性組成物10gを、100mLのイオン交換水中に入れ、このイオン交換水を90℃で72時間加熱することでイオン交換水に不純物を溶出させることで、抽出液を得た。続いて、この抽出液のイオンクロマトグラフ分析を実施することで抽出液中の塩化物イオンの濃度を測定した。
【0229】
【表1】
【符号の説明】
【0230】
20 燃料電池セパレータ(セパレータ)
40 燃料電池
6 板体
81 第一の溝
82 第二の溝
【特許請求の範囲】
【請求項1】
炭素質粒子と、液状の熱硬化性樹脂成分とを含有し、前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である燃料電池セパレータ用接着性組成物。
【請求項2】
前記熱硬化性樹脂成分が、熱硬化性樹脂と、反応性希釈剤とを含有する請求項1に記載の燃料電池セパレータ用接着性組成物。
【請求項3】
前記熱硬化性樹脂が液状である請求項2に記載の燃料電池セパレータ用接着性組成物。
【請求項4】
前記熱硬化性樹脂と前記反応性希釈剤との合計量に対する前記反応性希釈剤の割合が40質量%以下である請求項2又は3に記載の燃料電池セパレータ用接着性組成物。
【請求項5】
前記炭素質粒子が黒鉛粒子とカーボン粒子とを含有し、前記炭素質粒子全体に対する前記カーボン粒子の割合が4〜80質量%の範囲である請求項1乃至4のいずれか一項に記載の燃料電池セパレータ用接着性組成物。
【請求項6】
前記黒鉛粒子の平均粒子径が40μm以下であり、前記カーボン粒子の平均粒子径が5μm以下である請求項5に記載の燃料電池セパレータ用接着性組成物。
【請求項7】
前記熱硬化性樹脂成分が、エポキシ樹脂及びフェノール樹脂から選ばれる少なくとも一種を含有する請求項1乃至6のいずれか一項に記載の燃料電池セパレータ用接着性組成物。
【請求項8】
前記炭素質粒子と、前記熱硬化性樹脂成分とを準備し、
前記炭素質粒子と前記熱硬化性樹脂成分とを、前記炭素質粒子の割合が20〜60質量%、前記熱硬化性樹脂成分の割合が40〜80質量%の範囲となるように配合し、
続いて、前記炭素質粒子と前記熱硬化性樹脂成分とを、せん断力をかけながら混合する工程を含む方法で製造されて成る請求項1乃至7のいずれか一項に記載の燃料電池セパレータ用接着性組成物。
【請求項9】
樹脂硬化物と黒鉛粒子とを含有する成形体からなる第一の板体と第二の板体とを備え、
前記第一の板体と前記第二の板体とが積層していると共に前記第一の板体と前記第二の板体とが請求項1乃至8のいずれか一項に記載の燃料電池セパレータ用接着性組成物で接着されており、
前記第一の板体と前記第二の板体との間に冷媒用流路が形成されている燃料電池セパレータ。
【請求項10】
前記複数の板体の各々における前記黒鉛粒子の含有量が70〜80質量%の範囲、前記熱硬化性樹脂硬化物の含有量が20〜30質量%の範囲である燃料電池セパレータ。
【請求項11】
前記第一の板体の、前記第二の板体と対向する面の外縁部に溝が前記第一の板体を取り巻くように形成され、
前記溝の近傍の領域で、前記第一の板体と前記第二の板体とが前記燃料電池セパレータ用接着性組成物で接着されている請求項9又は10に記載の燃料電池セパレータ。
【請求項12】
前記溝の容積が、前記溝の近傍の領域に配置される前記燃料電池セパレータ用接着性組成物の体積よりも大きい請求項11に記載の燃料電池セパレータ。
【請求項13】
請求項9乃至12のいずれか一項に記載の燃料電池セパレータを備える燃料電池。
【請求項14】
樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータを備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、請求項1乃至8のいずれか一項に記載の燃料電池セパレータ用接着性組成物で接着されている燃料電池。
【請求項15】
請求項9乃至12のいずれか一項に記載の燃料電池セパレータを複数備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、請求項1乃至8のいずれか一項に記載の燃料電池セパレータ用接着性組成物で接着されている燃料電池。
【請求項1】
炭素質粒子と、液状の熱硬化性樹脂成分とを含有し、前記炭素質粒子の割合が20〜60質量%、前記液状の熱硬化性樹脂成分の割合が40〜80質量%の範囲である燃料電池セパレータ用接着性組成物。
【請求項2】
前記熱硬化性樹脂成分が、熱硬化性樹脂と、反応性希釈剤とを含有する請求項1に記載の燃料電池セパレータ用接着性組成物。
【請求項3】
前記熱硬化性樹脂が液状である請求項2に記載の燃料電池セパレータ用接着性組成物。
【請求項4】
前記熱硬化性樹脂と前記反応性希釈剤との合計量に対する前記反応性希釈剤の割合が40質量%以下である請求項2又は3に記載の燃料電池セパレータ用接着性組成物。
【請求項5】
前記炭素質粒子が黒鉛粒子とカーボン粒子とを含有し、前記炭素質粒子全体に対する前記カーボン粒子の割合が4〜80質量%の範囲である請求項1乃至4のいずれか一項に記載の燃料電池セパレータ用接着性組成物。
【請求項6】
前記黒鉛粒子の平均粒子径が40μm以下であり、前記カーボン粒子の平均粒子径が5μm以下である請求項5に記載の燃料電池セパレータ用接着性組成物。
【請求項7】
前記熱硬化性樹脂成分が、エポキシ樹脂及びフェノール樹脂から選ばれる少なくとも一種を含有する請求項1乃至6のいずれか一項に記載の燃料電池セパレータ用接着性組成物。
【請求項8】
前記炭素質粒子と、前記熱硬化性樹脂成分とを準備し、
前記炭素質粒子と前記熱硬化性樹脂成分とを、前記炭素質粒子の割合が20〜60質量%、前記熱硬化性樹脂成分の割合が40〜80質量%の範囲となるように配合し、
続いて、前記炭素質粒子と前記熱硬化性樹脂成分とを、せん断力をかけながら混合する工程を含む方法で製造されて成る請求項1乃至7のいずれか一項に記載の燃料電池セパレータ用接着性組成物。
【請求項9】
樹脂硬化物と黒鉛粒子とを含有する成形体からなる第一の板体と第二の板体とを備え、
前記第一の板体と前記第二の板体とが積層していると共に前記第一の板体と前記第二の板体とが請求項1乃至8のいずれか一項に記載の燃料電池セパレータ用接着性組成物で接着されており、
前記第一の板体と前記第二の板体との間に冷媒用流路が形成されている燃料電池セパレータ。
【請求項10】
前記複数の板体の各々における前記黒鉛粒子の含有量が70〜80質量%の範囲、前記熱硬化性樹脂硬化物の含有量が20〜30質量%の範囲である燃料電池セパレータ。
【請求項11】
前記第一の板体の、前記第二の板体と対向する面の外縁部に溝が前記第一の板体を取り巻くように形成され、
前記溝の近傍の領域で、前記第一の板体と前記第二の板体とが前記燃料電池セパレータ用接着性組成物で接着されている請求項9又は10に記載の燃料電池セパレータ。
【請求項12】
前記溝の容積が、前記溝の近傍の領域に配置される前記燃料電池セパレータ用接着性組成物の体積よりも大きい請求項11に記載の燃料電池セパレータ。
【請求項13】
請求項9乃至12のいずれか一項に記載の燃料電池セパレータを備える燃料電池。
【請求項14】
樹脂硬化物と黒鉛粒子とを含有する成形体からなる複数の燃料電池セパレータを備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、請求項1乃至8のいずれか一項に記載の燃料電池セパレータ用接着性組成物で接着されている燃料電池。
【請求項15】
請求項9乃至12のいずれか一項に記載の燃料電池セパレータを複数備え、複数の前記燃料電池セパレータのうちの少なくとも二つの燃料電池セパレータ同士が、請求項1乃至8のいずれか一項に記載の燃料電池セパレータ用接着性組成物で接着されている燃料電池。
【図1】

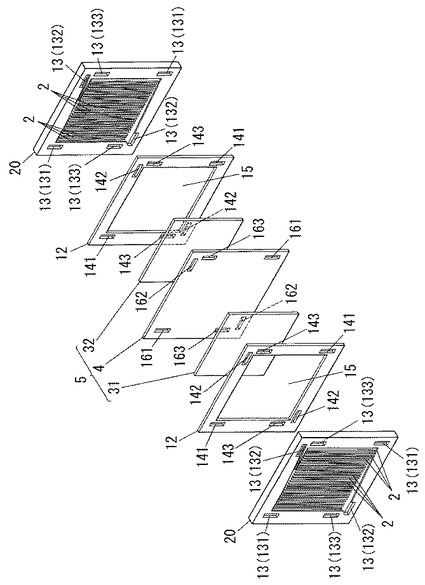
【図2】
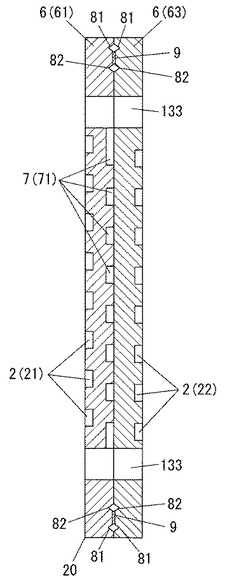
【図3】
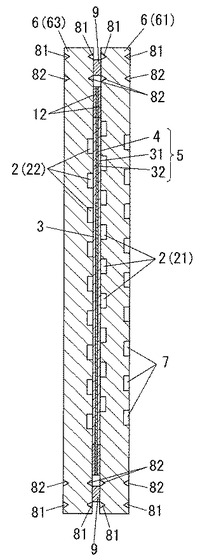
【図4】
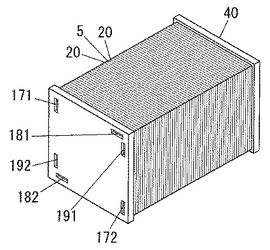
【図2】
【図3】
【図4】
【公開番号】特開2012−199204(P2012−199204A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−64107(P2011−64107)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]