
燃料電池セパレータ
【課題】簡便な方法によって、セパレータに存在する欠陥部の燃料電池特性(接触抵抗など)への影響を抑制する表面処理を提供する。
【解決手段】金属基材6と、前記金属基材6の少なくとも一方の面に形成され、欠陥部8が存在する表面処理層7とから構成され、前記金属基材6の少なくとも一方の面に表面処理層7を形成させた後、電気化学的方法または化学的方法により、金属基材6からのイオン溶出を抑制する処理を行うことによって得られる、燃料電池セパレータ。
【解決手段】金属基材6と、前記金属基材6の少なくとも一方の面に形成され、欠陥部8が存在する表面処理層7とから構成され、前記金属基材6の少なくとも一方の面に表面処理層7を形成させた後、電気化学的方法または化学的方法により、金属基材6からのイオン溶出を抑制する処理を行うことによって得られる、燃料電池セパレータ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池セパレータに関する。
【背景技術】
【0002】
燃料電池システムは、燃料が有する化学エネルギーを直接電気エネルギーに変換する装置である。電解質膜を挟んで設けられた一対の電極のうち陽極に水素を含有する燃料ガスを供給するとともに、他方の陰極に酸素を含有する酸化剤ガスを供給する。燃料電池は、陽極および負極一対の電極の電解質膜側表面で生じる下記の電気化学反応を利用して電極から電気エネルギーを取り出すものである。各電極では下記(1)および(2)の反応が行われる。
【0003】
【数1】

【0004】
陽極に供給する燃料ガスは、水素貯蔵装置から直接供給する方法、例えばガソリンやアルコール、天然ガス等の燃料を改質した水素含有ガスを供給する方法が知られている。水素貯蔵装置としては、高圧ガスタンク、液化水素タンク、水素吸蔵合金タンク等がある。陰極に供給する燃料ガスとしては、一般的に空気が利用されている。
【0005】
従来、燃料電池用のセパレータは耐食性と導電性を兼ね備えたカーボン製が用いられてきたが、近年出力密度を向上させるために薄肉化が求められている。更に、低コスト化を狙って金属製のセパレータが用いられるようになってきた。しかしながら、金属製セパレータは燃料電池作動環境下における耐食性が劣り、そのまま用いる場合も抵抗値が高いために発電性能がカーボンに比べて低下するという問題があった。そのため、金属表面に何らかの処理が施される場合が多い。上述の目的で表面処理を行った従来技術としては、例えば特許文献1、および特許文献2が挙げられる。
【0006】
金属基材表面に導電性と耐食性とを備えた表面処理(例えばメッキ処理)を行って金属基材上に表面処理層を形成させる場合、処理層が厚いとセパレータ厚みが増加することになる。その結果として電池自体の厚みが増え、体積あたりの出力密度が低下することになる。また、処理層が厚いことは処理材料のコスト増加にもつながり、安価なセパレータを提供することが難しいという問題があった。
【0007】
上記問題に鑑み、表面処理層をできるだけ薄くする試みがなされているが、これに伴って表面処理層の欠陥部(ピンホール部)が発生する。この欠陥部(ピンホール部)をどのように扱うかについて種々検討が行われている。特に、金属表面にメッキ処理をする場合、表面処理層の欠陥部をどのように封孔処理するかについて、従来様々な方法で検討されている。例えば、特許文献3では、欠陥部を樹脂で封止することや、表面処理層をローラ加圧により欠陥部を押しつぶすことにより、欠陥部を封孔処理する技術が開示されている。
【特許文献1】特開2005−002411号公報
【特許文献2】特開2005−190968号公報
【特許文献3】特開2001−68129号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、燃料電池車のように1台あたり500〜1000枚のセパレータを搭載している場合、全数の欠陥部を確実に封孔処理することは非常に困難であり、またセパレータ製造時の作業効率性も劣る。したがって、表面処理層の欠陥部を封孔処理することには限界がある。
【0009】
そこで本発明では、簡便な方法によって、セパレータに存在する欠陥部の燃料電池特性(接触抵抗など)への影響を抑制する表面処理を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、金属基材露出部にイオン溶出を抑制する処理を行うことによって、表面処理層の欠陥の存在を許容しつつ、燃料電池における接触抵抗を抑制でき、簡便に特性の優れたセパレータを得ることを見出し、本発明を完成させた。
【発明の効果】
【0011】
本発明によれば、接触抵抗の増加を抑制することができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明を適用した具体的な実施の形態について図面を参照しながら詳細に説明する。なお、本発明は、以下の実施形態のみには制限されない。また、図面の寸法比率は、説明の都合上誇張されており、実際の比率とは異なる場合がある。
【0013】
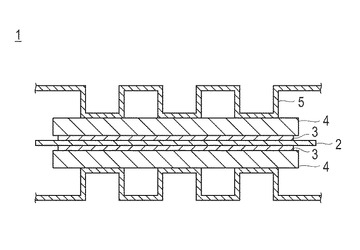
図1は、本発明の燃料電池の一実施形態(第1実施形態とも称する)である固体高分子形燃料電池(PEFC)の基本構成を示す概略図である。固体高分子電解質膜2の両面に触媒層3(アノード触媒層およびカソード触媒層)を配置し、それらを挟持するようにガス拡散層(GDL)4(アノード側ガス拡散層およびカソード側ガス拡散層)を配置させて、膜電極接合体(MEA)が形成される。MEA(Membrane Electrode Assembly)は最終的に、導電性を有する一対のセパレータ5により挟持されて、PEFCの単セルを構成する。実際はセパレータ5と電解質膜2の間、ならびに電池1と隣り合う別の電池との間でガスシールを配置するが、本概略図では省略する。セパレータ5は、0.5mm以下の薄板をプレスによって波型に成形することによって得られ、そこに反応ガスや冷却水を流す。以上のように、セパレータ5は、各MEAを直列に電気的に接続する機能に加えて、燃料ガスおよび酸化剤ガス並びに冷媒といった異なる流体を流すガス流路やマニホールドを備え、さらにはスタックの機械的強度を保つといった機能をも有する。
【0014】
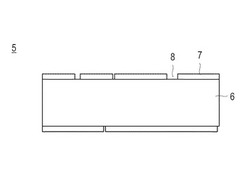
図2は、図1のセパレータ5部分の拡大図である。また図3は図2の一部をさらに拡大した図である。本実施形態で使用するセパレータ5にはステンレス(SUS316L 厚さ0.1mm)を金属基材6として用いて、その両面に表面処理層7を配置するものを用いている。表面処理層は、電池のサイズ縮小とコスト低減の目的から薄いほど好ましいが、表面処理層が薄い場合、ピンホールやキズ等の欠陥部が存在する。図3において、欠陥部は、表面処理層において、金属基材から表面処理層が脱離した空隙部を指す。該欠陥部が存在することにより、金属基材上に表面処理が施されていない部分、すなわち金属基材露出部8(以降、基材露出部とも呼ぶ)が形成されることとなる。本実施形態においては、基材露出部8は、電気化学的処理により、金属基材からのイオン溶出を抑制する処理が行われている。なお、本発明において、「金属基材からのイオン溶出を抑制する処理」とは、以下の意味である。燃料電池に本発明のセパレータを適用した場合に、燃料電池の腐食環境下において、処理を行わなかったセパレータと比較して、イオン、特に金属基材がステンレスの場合にはFeイオンの溶出が抑制される処理を指す。
【0015】
電解質膜として、パーフルオロスルホン酸型の膜を使用する場合、膜から種々の酸性イオンが溶出すること、また電池に加湿ガスを投入することから、電池内は湿潤の弱酸性腐食環境下にある。このため、金属セパレータの導電性および耐食性の双方を良好にするために、金属セパレータにメッキなどの表面処理層が形成される。しかしながら、上述したように表面処理層を薄くした場合、欠陥部が発生する。燃料電池内の腐食環境下では、欠陥部から金属イオンが溶出し、発生した金属イオンが表面に溶出すると、表面処理層上や金属基材上に酸化膜を形成し、絶縁皮膜として作用する。このため、セパレータと隣接するGDLとの間の接触抵抗が増加する。また、鉄などの金属イオンは、フェントン反応によって電解質の分解を促進する作用を持つため、鉄イオンが欠陥部から溶出すると、電解質の劣化が生じ、これによって発電特性の低下をもたらすことが判明した。
【0016】
そして、欠陥部からのイオン溶出を抑制する処理(以降、イオン溶出抑制処理とも称する)を予め金属基材に行うことにより、接触抵抗の増加が抑制されるとともに、電解質の劣化による発電性能の低下も抑制される。さらに、欠陥部はもともとセパレータに求められる通電機能を果たしていないため、本発明のようにイオン溶出抑制処理を行うことで接触抵抗増加と電解質劣化を抑制できることをも見出した。
【0017】
なお、金属基材に電気化学的処理を行うことにより、界面抵抗が減少することは依然から知られていた(特表2004−506301号公報)。特表2004−506301号に記載の方法は、金属基材に電気化学的処理を行って、表面の鉄イオンの含有量を低減させた後に表面処理を行っている(特表2004−506301号公報、請求項14、段落「0018」)。したがって、セパレータの形態として、上記特表2004−506301号の構造は、金属基材6上に、電気化学的処理により基材表面が改質された改質層が形成され、さらに改質層上に表面処理層が形成された構造となる。しかしながら、特表2004−506301号に記載のように、電気化学的処理を行った後に、表面処理を行うと、以下のような問題が生ずる。電気化学的処理により、金属基材の表面が荒れると、その後に表面処理を行っても、均一な表面処理がされにくくなる。これにより、表面処理層に存在する欠陥部が過度に増大し、燃料電池に適用した場合、燃料電池の腐食環境下でのイオン溶出が大きくなる。例えば、表面処理層としてメッキを用いた場合、表面粗さとメッキの被覆率には反比例の相関がある。金属基材の凹凸が大きいと、メッキの際、凸の先端に電流が集まりやすいため、凸に集中的にメッキが載ってしまい、凹部等にはメッキが載らないことがある。ナノオーダーでは、かような現象が大きいと考えられ、結果としてイオン溶出量が増加すると考えられる。この結果、GDLとの接触抵抗が増加する。
【0018】
一方、本願発明のように、表面処理後に、電気化学的処理を行うことによって、選択的に表面露出部近傍のみにイオン溶出抑制処理を行うことによって、GDLとの接触抵抗の増加が抑制されたセパレータを得ることができる。なお、基材露出部は微細な点であるため、加工には特に影響が少ないものと考えられる。
【0019】
本発明においては、金属基材からイオン溶出を抑制する電気化学的処理または化学的処理が行われる。上記イオン溶出を抑制する処理は、基材に表面処理を行った後に行われる。したがって、かような処理が行われるのは、金属基材表面全体ではなく、基材露出部およびその近傍に限定される。
【0020】
金属基材がステンレスである場合、金属基材露出部の、Fe元素比率は、金属基材のFe元素比率よりも低いことが好ましい。かようなセパレータは、好ましくは、表面処理層が形成されたステンレスに対して、電解質劣化に顕著な感度をもつFeイオンを優先的に溶出させる条件で電気化学的処理または化学的処理を行うことによって得られる。このように、表面処理層が形成されたステンレスに予めFeイオンが優先的に溶出する処理を行うことによって、燃料電池に適用した場合のセパレータ欠陥部からのイオン溶出が抑制される。Feイオンは酸化鉄もしくは水酸化鉄として表面処理上を覆うため、GDLとの接触抵抗を増加させる問題があり、イオン溶出の抑制により抵抗増加も抑制できる。また、イオン溶出の抑制により、電解質の劣化に伴う電池の発電性能低下を防止することができる。
【0021】
また、金属基材露出部の、Fe/Crの元素比率は、金属基材のFe/Crの元素比率よりも低いことが好ましい。これによりイオン溶出の抑制を効果的に行うことができる。燃料電池内の腐食環境下ではCrのイオン溶出性は無いか極めて微量である。すなわち、Crはステンレスを構成する元素のうち最もイオン溶出性が低い。本発明において基材露出部におけるCrの比率を上げることで、同部位からのイオン溶出を抑えることが出来る。基材露出部における、Fe元素比率を減少させる処理と、Fe/Cr元素比率を増加させる処理とは、同一の処理であってもよいし、異なる処理であってもよい。生産効率の観点からは、同一の処理で行うことが好ましい。同一処理の一例としては、Fe溶出がCr溶出よりも大きい条件での電気化学的処理が挙げられる。
【0022】
金属基材露出部での金属基材に対するFe元素比率の減少率は特に限定されるものではないが、金属基材に対して、基材露出部のFe元素減少比率が好ましくは1〜10%、より好ましくは1〜5%となるように、処理を行うことが好ましい。また、金属基材露出部でのFe/Cr元素比率の増加は特に限定されるものではないが、金属基材に対して、基材露出部のFe/Cr元素比が2.8〜3.9%、より好ましくは1.5〜3.9%となるように、処理を行うことが好ましい。基材露出部の元素比の確認は、公知のオージェ電子分光法を用い、イオンスパッタと組み合わせた深さ方向の元素比率を金属基材のそれと比較することで確認することが出来る。
【0023】
基材露出部とは、最表面部を指すが、基材露出部から極めて僅かな領域(深さ)(例えば数nm)の表面処理層の下域まで上記処理が行われることが好ましい。イオン溶出抑制処理の対象となる深さは酸化皮膜や不純物が存在する最表面から深さ30nm以下程度であることが好ましく、より好ましくは20nm以下の深さである。最表面から深い内部まで処理をするには処理時間が掛かるため、後述する連続処理には適していないと考えられる。つまり、最表面から好ましくは30nm以下、より好ましくは20nm以下の範囲の金属基材部分が、好ましくはFe元素比率が減少し、より好ましくはFe/Cr元素比率が低くなる。また、本発明は基材露出部の電気化学的または化学的なイオン溶出抑制処理を行っている。このため、少なくとも基材露出部全体が処理されていることが好ましい。
【0024】
本発明における電気化学的処理、または化学的処理は、イオン溶出を抑制する処理であれば特に限定されない。用いられる金属基材によって、イオン溶出を抑制する処理は異なり、処理条件は適宜設定することができる。電気化学的処理としては、酸性下での電解処理;対極(および参照極)を設けて金属基材側に電圧もしくは電流を印加する処理などが挙げられ、化学的方法としては、酸性処理;硫酸、塩酸、硝酸等の酸性水溶液中での化学溶解処理などが挙げられる。また、表面処理を溶液中で連続的に実施する場合(例えば、メッキ処理など)、電気化学的処理または化学的処理を同時に連続して行うことができる。
【0025】
金属基材がステンレスである場合、電気化学的処理は、ステンレスの電位が不働態域から過不働態に掛からない範囲で設定することで、イオン(特にFeおよび/またはCrイオン)溶出のコントロールが容易に出来る。金属の電位が過不働態域ではステンレスを構成する元素比に従って全ての元素が溶出してしまい、Crの比率増加を得ることが出来ない虞れがある。また、不働態域より低い電位であると、所望の金属イオンが溶出しない虞れがある。
【0026】
また、表面処理層が貴金属メッキである場合、酸性水溶液中での電解処理を行うことが好ましい。かような処理により、金属基材露出部における、FeおよびCrイオンの溶出を制御することができる。一方、表面処理層が貴金属およびカーボン等を含む塗布層である場合には、表面処理層の剥離を抑制する観点から、剥離を発生させない領域での電位印加を行うか、自然電位にて酸性溶液(pH1〜4)に浸漬させる処理が好ましい。
【0027】
なお、酸性にするために用いられる酸としては、特に限定されず、硫酸、塩酸、硝酸、クロム酸、シュウ酸、リン酸等を適宜用いることができる。
【0028】
電気化学的処理の具体例を挙げるとすると、金属基材がオーステナイト系ステンレスである場合、pH1〜4の酸性水溶液中で、0.1〜1.0V(vs.SHE)、好ましくは0.1〜0.85V(vs.SHE)での電解処理である。金属基材は、表面に酸化皮膜を形成しているが、皮膜の状態は、材料の製造方法や条件によってわずかに異なっている。しかしながら、上記範囲で電気化学的処理を行えば、金属基材露出部における、FeおよびCrイオンの溶出を容易に制御することができる。
【0029】
本発明に用いられる金属基材としては、通常金属セパレータとして用いられるものであれば特に限定されず、ステンレスが挙げられる。加工性の観点から、ステンレスであることが好ましい。ステンレスとしては、オーステナイト系、マルテンサイト系、フェライト系、オーステナイト・フェライト系、析出硬化系などが挙げられる。オーステナイト系としては、SUS201、SUS202、SUS301、SUS302、SUS303、SUS304、SUS305、SUS316、SUS317が挙げられる。オーステナイト・フェライト系としては、SUS329J1が挙げられる。マルテンサイト系としては、SUS403、SUS420が挙げられる。フェライト系としては、SUS405、SUS430、SUS430LXが挙げられる。析出硬化系としては、SUS630が挙げられる。中でも、成形性と汎用性の観点から、SUS304、SUS316等のオーステナイト系ステンレスを用いることがより好ましい。
【0030】
金属基材の厚さとしては特に限定されるものではないが、セパレータとしての機能を発揮するためには、通常50〜200μm程度である。
【0031】
表面処理層は、金属基材の耐食性を向上させる目的で形成される。表面処理層を構成する材料としては、貴金属、カーボン(カーボンブラック、グラファイト、非晶質カーボン、炭素繊維など)、およびこれらを2種以上を混合した材料などが挙げられる。耐食性および導電性の観点から、表面処理層は例えば、金(Au)、銀(Ag)、白金(Pt)、ルテニウム(Ru)、パラジウム(Pd)などの貴金属を主成分とすることが好ましい。ここで主成分とは、50質量%以上であることを意味し、好ましくは70質量%以上、より好ましくは85質量%以上、さらに好ましくは95質量%以上である。
【0032】
表面処理層は、例えば、貴金属をメッキ(電解メッキ、無電解メッキ)、蒸着、スパッタリング、またはイオンプレーティングなどの気相成膜法によって、形成することができる。また、貴金属を主成分とし、他カーボン等の導電性材やこれらを結着するバインダー樹脂を混合させた塗料を作製し、金属基材上に塗布して、表面処理層を形成させてもよい。具体的には、バインダ、貴金属、カーボン、硬化促進剤等を溶媒(水、アルコール等)に分散させたスラリーを金属基材の表面に塗布し、乾燥させた後、ロールプレス等の手法を用いてプレス処理を施すことによって得られる。ここで用いられるカーボンとしては、カーボンブラック、グラファイト、炭素繊維などが挙げられる。カーボンの粒子径としては、表面処理層の厚さを抑える意味から、粒子径が小さいほど好ましく、平均粒子径が数nm〜数十nm程度であることが好ましい。なお、本明細書中において、「粒子径」とは、粒子の輪郭線上の任意の2点間の距離のうち、最大の距離を意味するものとする。また「平均粒子径」の値としては、走査型電子顕微鏡(SEM)や透過型電子顕微鏡(TEM)などの観察手段を用い、数〜数十視野中に観察される粒子の粒子径の平均値として算出される値を採用するものとする。
【0033】
表面処理層は、金属基材の少なくとも一方に形成される。表面処理層の機能から、少なくともガス拡散層側に形成されることが好ましく、双方に形成されることが好ましい。
【0034】
表面処理層の厚さは特に限定されるものではないが、上限は80nm以下であることが好ましく、60nm以下であることがより好ましい。これは以下の理由による。
【0035】
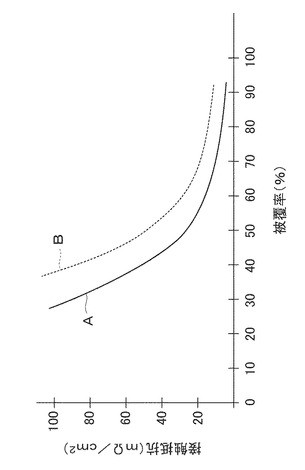
図4は、表面処理層の厚さ(横軸、単位mm)と表面被覆率(縦軸、単位%)との関係を示している。金属基材としては、SUS316L(厚さ0.1mm)を用いている。図4において、表面処理としては、金メッキ(表面処理A)ならびに金およびカーボンブラック(平均一次粒子径約25nm)を1:1(質量比)で含む導電性塗料(表面処理B)を用いている。図4から理解されるように、表面処理層の厚さが一定以下の場合、金属基材が被覆層によって被覆されず、欠陥部が生ずる。なお、被覆率はAES(オージェ電子分光法)による面マッピングと、画像解析によって例えば基材金属の組成比の高いFeの面内分布割合を算出することで得ることができる。
【0036】
また、図5は、表面被覆率(横軸、単位%)を変更した場合の、セパレータとGDLとの間の接触抵抗(縦軸、単位mΩ/cm2)を示した図である。表面処理A、Bともに被覆率の減少とともに、接触抵抗が増加する傾向がある。図4および図5から理解されるように、表面処理層が80nm以下の場合、欠陥部が存在するようになり、接触抵抗が増加するため、かような場合に本願発明の効果が顕著に発揮される。
【0037】
なお、マクロ的な被覆率が同一であった場合、接触抵抗の大小はミクロな接点の数や接点を構成する材料の比抵抗、すなわち表面処理層自体の比抵抗に依存する。図5において、接触抵抗の差が出ている理由として、比抵抗が表面処理B>表面処理Aであることが一要因であると考えられる。また、図4において、表面処理Aおよび表面処理Bともに表面処理層の厚さを下げると被覆率が低下する傾向があるが、表面処理Bは表面処理Aに対して同一の厚さでも被覆率が低い傾向がある材料である。表面処理層の厚さと被覆率の関係は表面処理材の特性(粘性、濡れ性、処理方法など)によってそれぞれ変わりうる。
【0038】
表面処理層の厚さの下限は特に限定されるものではないが、表面処理層の機能を発揮させるためには、5nm以上であることが好ましく、20nm以上であることがより好ましい。
【0039】
本発明の燃料電池セパレータの製造方法は、特に限定されるものではないが、処理手順の一例を以下に記載する。
【0040】
まず、金属基材であるステンレスプレートを適切な溶媒(例えば、アセトン、イソプロピルアルコール、トリクロロエチレン、苛性アルカリ剤等)を用いてプレート表面の脱脂および洗浄を行う。続いて、プレート表面に形成されている酸化皮膜の除去を行う。酸化皮膜の除去は酸洗や、電位を印加して溶解することも可能である。
【0041】
次に、表面処理を行う。表面処理は通常公知の方法で行われる。この際、表面処理は、金属基材の少なくとも一方、好ましくは双方に処理を行う。
【0042】
本発明においては、表面処理後に電気化学的処理または化学的処理を、金属基材からのイオン溶出を抑制する条件で、電気化学的または化学的処理を、表面処理層が形成された金属基材に行う。電気化学的処理としては、金属基材を電極によって挟んでもよいし、電解質浴に浸漬し、所定の電圧または電流を金属基材と補助電極との間に通してもよい。処理条件は、金属基材によって異なり、好ましい形態であるステンレスの場合は、前述したとおりである。処理は、通常室温(20〜25℃)〜60℃で行われ、また処理時間としては、電流値とメッキ種から決定される析出速度と必要メッキ厚との関係から決定され、通常数秒〜数十分程度、好ましくは連続的に効率よく処理のできる数秒〜10分以内である。
【0043】
上記電気化学的または化学的処理を行った後、金属基材を脱イオン水又は弱アルカリ性の脱イオン水で洗浄し、乾燥することによって、本発明のセパレータを得ることができる。
【0044】
以下、セパレータ以外の燃料電池の構成を詳細に説明するが、本発明はセパレータに特徴を有するものであって、燃料電池を構成するセパレータ以外の部材は従来公知のものを使用することができる。
【0045】
[電解質膜]
電解質膜としては、従来公知の電解質膜を用いることができるが、好ましくは、高分子電解質膜である。高分子電解質膜は、構成材料であるイオン交換樹脂の種類によって、フッ素系高分子電解質膜と炭化水素系高分子電解質膜とに大別される。フッ素系高分子電解質膜を構成するイオン交換樹脂としては、例えば、ナフィオン(登録商標、デュポン社製)、アシプレックス(登録商標、旭化成株式会社製)、フレミオン(登録商標、旭硝子株式会社製)等のパーフルオロカーボンスルホン酸系ポリマー、パーフルオロカーボンホスホン酸系ポリマー、トリフルオロスチレンスルホン酸系ポリマー、エチレンテトラフルオロエチレン−g−スチレンスルホン酸系ポリマー、エチレン−テトラフルオロエチレン共重合体、ポリビニリデンフルオリド−パーフルオロカーボンスルホン酸系ポリマーなどが挙げられる。耐熱性、化学的安定性などの発電性能上の観点からはこれらのフッ素系高分子電解質膜が好ましく用いられ、特に好ましくはパーフルオロカーボンスルホン酸系ポリマーから構成されるフッ素系高分子電解質膜が用いられる。
【0046】
炭化水素系電解質として、具体的には、スルホン化ポリエーテルスルホン(S−PES)、スルホン化ポリアリールエーテルケトン、スルホン化ポリベンズイミダゾールアルキル、ホスホン化ポリベンズイミダゾールアルキル、スルホン化ポリスチレン、スルホン化ポリエーテルエーテルケトン(S−PEEK)、スルホン化ポリフェニレン(S−PPP)などが挙げられる。原料が安価で製造工程が簡便であり、かつ材料の選択性が高いといった製造上の観点からは、これらの炭化水素系高分子電解質膜が好ましく用いられる。なお、上述したイオン交換樹脂は、1種のみが単独で用いられてもよいし、2種以上が併用されてもよい。また、上述した材料のみに制限されず、その他の材料が用いられてもよい。
【0047】
高分子電解質膜の厚さは、得られる燃料電池の特性を考慮して適宜決定すればよく、制限されないが、通常5〜300μm程度である厚さがかような範囲内の値であると、製膜時の強度や使用時の耐久性および使用時の出力特性のバランスが適切に制御されうる。
【0048】
[触媒層]
触媒層は、触媒成分、触媒成分を担持する導電性触媒担体、および電解質を有する。
【0049】
アノード触媒層に用いられる触媒成分は、水素の酸化反応に触媒作用を有するものであれば特に制限はなく公知の触媒が同様にして使用できる。また、カソード触媒層に用いられる触媒成分もまた、酸素の還元反応に触媒作用を有するものであれば特に制限はなく公知の触媒が同様にして使用できる。具体的には、白金、ルテニウム、イリジウム、ロジウム、パラジウム、オスミウム、タングステン、鉛、鉄、クロム、コバルト、ニッケル、マンガン、バナジウム、モリブデン、ガリウム、アルミニウム等の金属、およびそれらの合金等などから選択されうる。
【0050】
これらのうち、触媒活性、一酸化炭素等に対する耐被毒性、耐熱性などを向上させるために、少なくとも白金を含むものが好ましく用いられる。前記合金の組成は、合金化する金属の種類にもよるが、白金が30〜90原子%、合金化する金属が10〜70原子%とするのがよい。カソード触媒として合金を使用する場合の合金の組成は、合金化する金属の種類などによって異なり、当業者が適宜選択できるが、白金が30〜90原子%、合金化する他の金属が10〜70原子%とすることが好ましい。なお、合金とは、一般に金属元素に1種以上の金属元素または非金属元素を加えたものであって、金属的性質をもっているものの総称である。合金の組織には、成分元素が別個の結晶となるいわば混合物である共晶合金、成分元素が完全に溶け合い固溶体となっているもの、成分元素が金属間化合物または金属と非金属との化合物を形成しているものなどがあり、本願ではいずれであってもよい。この際、アノード触媒層に用いられる触媒成分およびカソード触媒層に用いられる触媒成分は、上記の中から適宜選択できる。以下の説明では、特記しない限り、アノード触媒層およびカソード触媒層用の触媒成分についての説明は、両者について同様の定義であり、一括して、「触媒成分」と称する。しかしながら、アノード触媒層およびカソード触媒層の触媒成分は同一である必要はなく、上記したような所望の作用を奏するように、適宜選択される。
【0051】
触媒成分の形状や大きさは、特に制限されず公知の触媒成分と同様の形状および大きさが使用できるが、触媒成分は、粒状であることが好ましい。この際、触媒粒子の平均粒子径は、好ましくは1〜30nmである。触媒粒子の平均粒子径がかような範囲内の値であると、電気化学反応が進行する有効電極面積に関連する触媒利用率と担持の簡便さとのバランスが適切に制御されうる。なお、本発明における「触媒粒子の平均粒子径」は、X線回折における触媒成分の回折ピークの半値幅より求められる結晶子径や、透過型電子顕微鏡像より調べられる触媒成分の粒子径の平均値として測定されうる。
【0052】
触媒担体は、上述した触媒成分を担持するための担体、および触媒成分との電子の授受に関与する電子伝導パスとして機能する。
【0053】
触媒担体としては、触媒成分を所望の分散状態で担持させるための比表面積を有し、充分な電子伝導性を有しているものであればよく、主成分がカーボンであることが好ましい。具体的には、カーボンブラック、活性炭、コークス、天然黒鉛、人造黒鉛などからなるカーボン粒子が挙げられる。なお、「主成分がカーボンである」とは、主成分として炭素原子を含むことをいい、炭素原子のみからなる、実質的に炭素原子からなる、の双方を含む概念である。場合によっては、燃料電池の特性を向上させるために、炭素原子以外の元素が含まれていてもよい。なお、「実質的に炭素原子からなる」とは、2〜3質量%程度以下の不純物の混入が許容されうることを意味する。
【0054】
触媒担体のBET比表面積は、触媒成分を高分散担持させるのに充分な比表面積であればよいが、好ましくは20〜1600m2/g、より好ましくは80〜1200m2/gである。触媒担体の比表面積がかような範囲内の値であると、触媒担体上での触媒成分の分散性と触媒成分の有効利用率とのバランスが適切に制御されうる。
【0055】
触媒担体のサイズについても特に限定されないが、担持の簡便さ、触媒利用率、電極触媒層の厚みを適切な範囲で制御するなどの観点からは、平均粒子径を5〜200nm、好ましくは10〜100nm程度とするとよい。
【0056】
触媒担体に触媒成分が担持されてなる電極触媒において、触媒成分の担持量は、電極触媒の全量に対して、好ましくは10〜80質量%、より好ましくは30〜70質量%である。触媒成分の担持量がかような範囲内の値であると、触媒担体上での触媒成分の分散度と触媒性能とのバランスが適切に制御されうる。なお、触媒成分の担持量は、誘導結合プラズマ発光分光法(ICP)によって測定されうる。
【0057】
触媒層には、電極触媒に加えて、イオン伝導性の高分子電解質が含まれる。当該高分子電解質は特に限定されず従来公知の知見が適宜参照されうるが、例えば、前述の高分子電解質膜を構成するイオン交換樹脂が前記高分子電解質として触媒層に添加されうる。
【0058】
[ガス拡散層]
アノードおよびカソードにおける各電極は、上述した電極触媒層の他にガス拡散層4を有していてもよい。前記ガス拡散層は、電極触媒層の電解質膜が接する面とは反対の面に配置される。
【0059】
電極触媒層およびガス拡散層を有する電極において、電極触媒層はガス拡散層上に形成されてもよい他、ガス拡散層中の一部に電極触媒層が形成されていてもよい。後者の場合、後述するガス拡散基材の所望する部位に、電極触媒および電解質材料が含浸されたものなどが挙げられる。
【0060】
前記ガス拡散層は、特に限定されず公知のものが同様にして使用でき、例えば、炭素製の織物、紙状抄紙体、フェルト、不織布といった導電性及び多孔質性を有するシート状のガス拡散基材からなるものなどが挙げられる。
【0061】
前記ガス拡散基材の厚さは、得られるガス拡散層の特性を考慮して適宜決定すればよいが、30〜500μm程度とすればよい。
【0062】
前記ガス拡散基材には、撥水性をより高めてフラッディング現象などを防ぐことを目的として、撥水剤を含んでいてもよい。前記撥水剤としては、特に限定されないが、ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニリデン(PVDF)、ポリヘキサフルオロプロピレン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)などのフッ素系の高分子材料、ポリプロピレン、ポリエチレンなどが挙げられる。
【0063】
また、撥水性をより向上させるために、前記ガス拡散層は、前記ガス拡散基材上に撥水剤を含むカーボン粒子の集合体からなるカーボン粒子層を有するものであってもよい。
【0064】
前記カーボン粒子としては、特に限定されず、カーボンブラック、黒鉛、膨張黒鉛などの従来一般的なものであればよい。なかでも、電子伝導性に優れ、比表面積が大きいことから、オイルファーネスブラック、チャネルブラック、ランプブラック、サーマルブラック、アセチレンブラックなどのカーボンブラックが好ましく挙げられる。
【0065】
前記カーボン粒子層に用いられる撥水剤としては、前記ガス拡散基材に用いられる上述した撥水剤と同様のものが挙げられる。なかでも、撥水性、電極反応時の耐食性などに優れることから、フッ素系の高分子材料が好ましく用いられる。
【0066】
前記カーボン粒子層におけるカーボン粒子と、撥水剤との混合比は、カーボン粒子が多過ぎると期待するほど撥水性が得られない恐れがあり、撥水剤が多過ぎると十分な電子伝導性が得られない恐れがある。これらを考慮して、カーボン層におけるカーボン粒子と撥水剤との混合比は、質量比で、90:10〜40:60程度とするのがよい。
【0067】
前記カーボン粒子層の厚さは、得られるガス拡散層の撥水性を考慮して適宜決定すればよいが、好ましくは10〜1000μm、より好ましくは50〜500μmとするのがよい。
【0068】
本発明の燃料電池の製造方法は特に制限されず、燃料電池の分野において従来公知の知見を適宜参照することにより製造可能である。
【0069】
前記燃料電池の燃料の種類としては、特に限定されず、上記した説明中では水素を例に挙げて説明したが、この他にも、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2級ブタノール、3級ブタノール、ジメチルエーテル、ジエチルエーテル、エチレングリコール、ジエチレングリコールを用いることができる。なかでも高出力化が可能である点で、水素とメタノールが好ましく挙げられる。
【0070】
さらに、燃料電池が所望する電圧等を得られるように、セパレータを介して膜電極接合体を複数積層して直列に繋いだスタックを形成してもよい。燃料電池の形状などは、特に限定されず、所望する電圧などの電池特性が得られるように適宜決定すればよい。
【0071】
本発明の燃料電池の用途としては特に制限されないが、発電性能に優れることから、自動車などの車両における駆動用電源として用いられることが好ましい。
【実施例】
【0072】
本発明の効果を、以下の実施例および比較例を用いて説明する。ただし、本発明の技術的範囲が以下の実施例のみに制限されるわけではない。
【0073】
(参考例1)
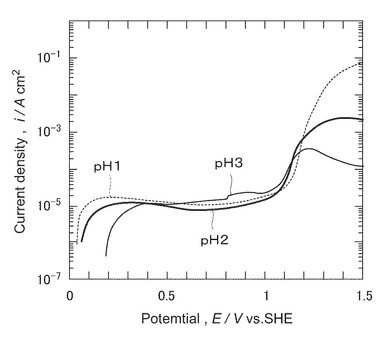
SUS316Lの一般的なアノード分極曲線を図6に示す。SUS316LはpH1〜3の酸性水溶液中(大気開放、室温)においては、およそ0.3V以上1.0V以下の不働態域と、それ以上の過不働態域に大別できる。過不働態域では激しい溶解が起きており、Fe、Ni、Cr等の全ての元素が溶出する。
【0074】
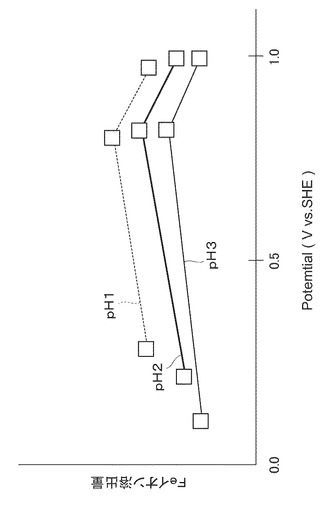
そこで、図7に示すように0.1〜1.0V間で定電位保持した電解試験を行い、それぞれの条件で発生したFeイオン溶出量を示した。いずれのpHにおいても、0.1〜1.0Vの範囲内で適切な電位をかけると、Feイオンの溶解が起こることが確認できた。特に、pH1〜2の水溶液中では、0.1〜1.0V、2を超えて4以下のpH、好ましくはpH2.5〜3.5では、0.1〜0.85Vの範囲の電位をかけると、Feイオン溶出の点から好ましい。なお、1.0Vを超えると、前述した過不動態溶解が発生する虞れがある。
【0075】
このため、Feイオンを選択的に溶解させるためには過不働態域ではなく、0.1〜1.0V程度の電位域が有効である。
【0076】
なお、SUS316L自体の各構成元素の濃度や製造方法、表面処理時の酸化皮膜状態などによって電位やpHの最適な設定値や時間が異なると考えられるため、使用するSUS316L材に応じて適宜決定することが可能である。
【0077】
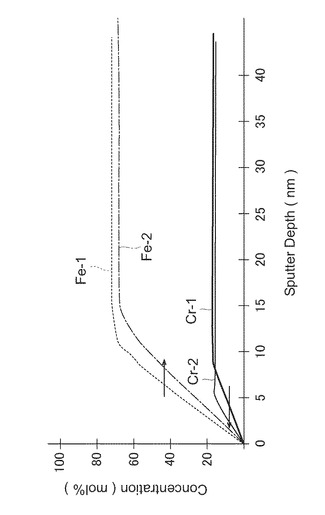
厚さ0.1mmのSUS316LプレートをpH1水溶液中で0.85Vの電位をかけ、反応速度を上げるために80℃として、10分間保持したサンプルを参考例1とする。
【0078】
図8は、参考例1において、電気化学的処理を行う前後のAES深さ方向の分析結果を示したものである。Fe-1およびCr-1はそれぞれ電気化学的処理実施前の各元素の深さ情報であり、Fe-2およびCr-2は電気化学的処理実施後の深さ情報である。参考例1では、表層に近いFeイオンの元素濃度量が減少し、相対的にCr濃度が上昇している結果が得られた。
【0079】
なお、参考例1では、定電位電解によって処理をおこなっているが、表面処理層の種類や被覆率ならびに基材金属の種類によって必ずしも定電位電解でなくともよい。但し、酸性度条件と、水溶液に浸漬した場合の自然電位条件とからFeイオンの溶出挙動が変化すると考えられるため、適宜最適な条件を設定することが出来る。
【0080】
(実施例1)
厚さ0.1mmのSUS316Lプレート(金属基材)に厚さ15nmの金メッキ(表面処理層)を施した。このとき、メッキの被覆率は70%であった。また、この時点でのセパレータ(表面処理層+金属基材)とGDL(東レ社製カーボンペーパーTGP−H−060)との接触抵抗は、10mΩ/cm2であった。
【0081】
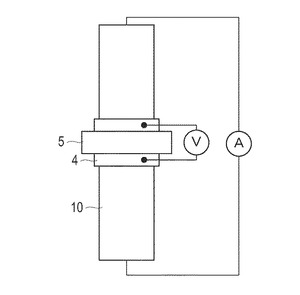
なお、セパレータとGDLとの接触抵抗の計測方法を図9に示す。2枚のGDLでセパレータを挟持し、これらを電極によって挟む構成である。電極によって圧縮する面圧は燃料電池の積層条件をもとに決めることが出来るが、本実施例では1MPaでの接触抵抗を計測した。電流および電圧端子は4端子法に従って取り付けられており、直流電流一定のもと、2枚のGDL間の電圧降下から抵抗を算出している。
【0082】
次に、表面処理層が形成された金属基材を硫酸水溶液(pH1)中で電位0.85Vを掛け、反応速度を上げるために80℃として、10分間保持することによってセパレータを得た。
【0083】
このセパレータに対して、耐食性試験を行った。耐食性試験は、サンプルを80℃、pH4の硫酸水溶液中に100時間浸漬することにより行った。耐食試験後の接触抵抗を測定した結果、10mΩ/cm2であった。
【0084】
(比較例1)
実施例1において、表面処理層を金属基材に形成後に、電気化学的処理を行わずに、耐食試験を行ったこと以外は、実施例1と同様に行った。耐食試験後の接触抵抗を測定した結果、15mΩ/cm2であった。
【0085】
以上の結果から、イオン溶出処理を行った実施例1および行っていない比較例1との比較から、表面処理層が形成されたセパレータにおいてみられるGDLとの接触抵抗の増加がイオン溶出抑制処理によって抑制されることが確認された。
【0086】
(実施例2)
平均一次粒子径が約25nmであるカーボンブラック、金粒子(平均粒子径1nm以下)、バインダとして液状のエポキシ樹脂、および粘度調整剤としての有機溶媒からなるスラリーを作製した。カーボンブラックと金粒子との混合質量比は、1:1である。該スラリーを厚さ0.1mmのSUS316Lプレート(金属基材)に塗布し、加熱・乾燥して、厚さが28nmの表面処理層が形成された金属基材を得た。
【0087】
このとき、メッキの被覆率は70%であった。また、この時点でのセパレータ(表面処理層+金属基材)とGDLとの接触抵抗は、20mΩ/cm2であった。
【0088】
次に、表面処理層が形成された金属基材を硫酸水溶液(pH1)中で、80℃、1時間保持することによってセパレータを得た。
【0089】
このセパレータに対して、耐食性試験を行った。耐食性試験は、サンプルを80℃、pH4の硫酸水溶液中に100時間浸漬することにより行った。耐食試験後の接触抵抗を測定した結果、20mΩ/cm2であった。
【0090】
(比較例2)
実施例2において、表面処理層を金属基材に形成後に、化学的処理を行わずに、耐食試験を行ったこと以外は、実施例2と同様に行った。耐食試験後の接触抵抗を測定した結果、28mΩ/cm2であった。
【0091】
以上の結果から、イオン溶出処理を行った実施例2および行っていない比較例2との比較から、表面処理層が形成されたセパレータにおいてみられるGDLとの接触抵抗の増加がイオン溶出処理によって抑制されることが確認された。
【0092】
(実施例3)
厚さ0.1mmのSUS316Lプレート(金属基材)に厚さ5nmの金メッキ(表面処理層)を施した。このとき、メッキの被覆率は32%であった。
【0093】
次に、表面処理層が形成された金属基材を硫酸水溶液(pH2.5)中で電位0.85Vを掛け、50℃、100時間保持することによってセパレータを得た。
【0094】
このセパレータを80℃、pH4の硫酸水溶液中に100時間浸漬し、水溶液中のFe濃度を定量した。その結果、Feイオン溶出量は、7.2ppbであった。
【0095】
(比較例3)
厚さ0.1mmのSUS316Lプレート(金属基材)に硫酸水溶液(pH2.5)中で電位0.85Vを掛け、50℃、100時間保持した。
【0096】
次に、金属基材に厚さ5nmの金メッキ(表面処理層)を施した。このとき、メッキの被覆率は32%であった。
【0097】
このセパレータを80℃、pH4の硫酸水溶液中に100時間浸漬した後、水溶液中のFe濃度を定量した。その結果、Feイオン溶出量は、26.0ppbであった。
【0098】
以上の結果から、メッキ前に電解処理した比較例1は、メッキ後に電解処理した実施例3に比べてFeイオンの溶出量が多い結果となった。この原因として、メッキ前に電解処理した場合、イオンの溶出によってステンレス表面の粗さが増加するため、ナノオーダーのメッキを施す場合、ピンホールなどの欠陥量が増えるためであると考えられる。
【0099】
(実施例4)
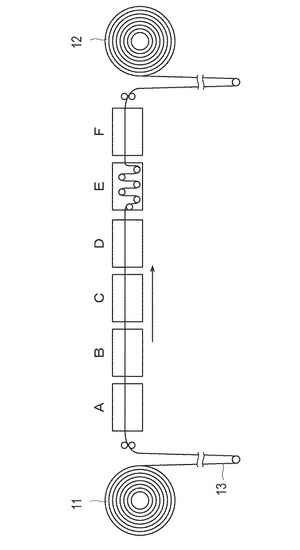
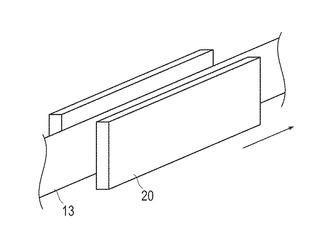
実際の燃料電池車向けセパレータはアノードとカソード両極合わせて500〜1000枚/台が必要になるため、低コスト化に向けて表面処理はバッチ式よりも連続での生産が好ましい。貴金属をメッキする場合の実施例を図10を用いて説明する。
【0100】
プレスしてセパレータを形成する金属素材13をコイル11から順送りにて送出しながら、一方のコイル12にて巻き取りを行う。この間に各種処理を工程A〜Fにて行う。なお、メッキ条件によって工程数はA〜Fに限ったものではなく、また1工程1槽に限ったものでもない。工程はプレートの予備洗浄ならびに酸化皮膜の除去、メッキ種によっては中間層の被覆、表面処理、洗浄ならびに乾燥等が一般的に行われているが、本実施例では中間層を配置せず、下記の手順で行うこととしている。
【0101】
【表1】
【0102】
なお、B→C工程で洗浄を組み込んだり、工程Eでコイルの送り速度や処理条件(処理速度)に合わせて工程Eの槽数を増やしたり、槽内での板の送りを工夫させることで、できるだけ処理槽内にプレートを浸漬できるのが望ましい。
【0103】
工程Aでは公知の脱脂剤を用い、プレート表面の脱脂ならびに洗浄を行う。
【0104】
工程Bではプレート表面に形成されている酸化皮膜の除去を行う。酸化皮膜の除去は酸洗や、電位を印加して溶解することも可能である。
【0105】
工程Cにおいて、表面処理を行う。図10のような工程を取る際、処理は湿式が前提である。このため、例えば、表面処理剤の溶液中などにプレートを通過させる方式や、電解・無電解メッキといった公知の手段でも可能である。本実施例では、KAu(CN)2およびKCN等を含み、pH3.6〜4.3の金メッキ液を、室温程度で1.5〜2A/dm2程度の電流密度で電解を行うことにより金メッキを行った(陽極:Ptメッキしたチタン材)。かような条件で生成されるメッキ速度を考慮し、工程C槽内をプレートが通過すると、目的の表面処理厚さとなるようにした。こうすることで、表層には極めて不純物の少ない高純度なメッキ層が形成された(純度>99.9%)。
【0106】
なお、ナノオーダー厚さでのメッキを行う場合、電流密度、コイルの送り速度、メッキ試薬濃度の低減、対極(図11の符号20)の構造などの調整によって行うことができる。
【0107】
また、表面処理層が塗料層である場合、図10の工程Cにおいてメッキ処理ではなく、塗料浴槽中に浸漬されることでプレート表面に塗料が塗られる。塗料の厚さは工程Cでのプレート送り速度や塗料中のカーボン+貴金属/樹脂濃度で変えることが出来る。ただし、塗料中に酸素が溶け込んでいるとステンレス表面が酸化するため塗布開始前に出来るだけ脱気することが望ましい。一例を示すと、導電性フィラーとして一次平均粒径20nmのカーボンブラック、バインダー樹脂として液状のエポキシ樹脂を用い、エポキシ樹脂が溶解する有機溶剤(希釈材 例えばエタノールなどのアルコール)をそれぞれ混合する。塗液の粘度と成膜性能とのバランスから各材料の濃度を決定する。
【0108】
工程Eでは、イオンが溶出する条件で自然浸漬を行う場合は所定の水溶液(例えば、酸性溶液)中を通過させることが好ましい。一方、所定の電圧または電流制御を行う場合は、図11に示すように金属素材13を電極20によって挟むことや、浴槽自体も電極として処理することができる。
【0109】
実施例1にも記載したように、10分程度の処理時間が掛かる場合、可能な限りプレートが溶液中にあることが望ましい。このため、図10に示すように溶液層内でプレートを上下(左右)に往復させたり、槽自体のサイズを変えるのが好ましい。
【図面の簡単な説明】
【0110】
【図1】本発明の一実施形態である燃料電池の構成を示す概略図である。
【図2】図1の燃料電池のセパレータ断面を示す概略図である。
【図3】図1の燃料電池のセパレータ断面を示す概略図である。
【図4】表面処理層厚さと被覆率との関係を示す図である。
【図5】表面被覆率を変更した場合の、セパレータとGDLとの間の接触抵抗を示した図である。
【図6】SUS316Lのアノード分極曲線を示す図である。
【図7】定電解試験後のFeイオン溶出量を示す図である。
【図8】AES分析によるイオン溶出抑制処理前後のFe、Cr深さ分析の結果を示す図である。
【図9】接触抵抗計測装置の一例を示す図である。
【図10】基材金属コイルによる連続処理構成の一例を示す図である。
【図11】電解処理の電極構成の一例を示す図である。
【符号の説明】
【0111】
1 燃料電池単位ユニット、
2 電解質膜、
3 触媒層、
4 ガス拡散層、
5 セパレータ、
6 金属基材、
7 表面処理層、
8 表面露出部、
10 電極、
11 送り出しコイル、
12 巻取りコイル、
13 金属素材、
20 対極。
【技術分野】
【0001】
本発明は、燃料電池セパレータに関する。
【背景技術】
【0002】
燃料電池システムは、燃料が有する化学エネルギーを直接電気エネルギーに変換する装置である。電解質膜を挟んで設けられた一対の電極のうち陽極に水素を含有する燃料ガスを供給するとともに、他方の陰極に酸素を含有する酸化剤ガスを供給する。燃料電池は、陽極および負極一対の電極の電解質膜側表面で生じる下記の電気化学反応を利用して電極から電気エネルギーを取り出すものである。各電極では下記(1)および(2)の反応が行われる。
【0003】
【数1】
【0004】
陽極に供給する燃料ガスは、水素貯蔵装置から直接供給する方法、例えばガソリンやアルコール、天然ガス等の燃料を改質した水素含有ガスを供給する方法が知られている。水素貯蔵装置としては、高圧ガスタンク、液化水素タンク、水素吸蔵合金タンク等がある。陰極に供給する燃料ガスとしては、一般的に空気が利用されている。
【0005】
従来、燃料電池用のセパレータは耐食性と導電性を兼ね備えたカーボン製が用いられてきたが、近年出力密度を向上させるために薄肉化が求められている。更に、低コスト化を狙って金属製のセパレータが用いられるようになってきた。しかしながら、金属製セパレータは燃料電池作動環境下における耐食性が劣り、そのまま用いる場合も抵抗値が高いために発電性能がカーボンに比べて低下するという問題があった。そのため、金属表面に何らかの処理が施される場合が多い。上述の目的で表面処理を行った従来技術としては、例えば特許文献1、および特許文献2が挙げられる。
【0006】
金属基材表面に導電性と耐食性とを備えた表面処理(例えばメッキ処理)を行って金属基材上に表面処理層を形成させる場合、処理層が厚いとセパレータ厚みが増加することになる。その結果として電池自体の厚みが増え、体積あたりの出力密度が低下することになる。また、処理層が厚いことは処理材料のコスト増加にもつながり、安価なセパレータを提供することが難しいという問題があった。
【0007】
上記問題に鑑み、表面処理層をできるだけ薄くする試みがなされているが、これに伴って表面処理層の欠陥部(ピンホール部)が発生する。この欠陥部(ピンホール部)をどのように扱うかについて種々検討が行われている。特に、金属表面にメッキ処理をする場合、表面処理層の欠陥部をどのように封孔処理するかについて、従来様々な方法で検討されている。例えば、特許文献3では、欠陥部を樹脂で封止することや、表面処理層をローラ加圧により欠陥部を押しつぶすことにより、欠陥部を封孔処理する技術が開示されている。
【特許文献1】特開2005−002411号公報
【特許文献2】特開2005−190968号公報
【特許文献3】特開2001−68129号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、燃料電池車のように1台あたり500〜1000枚のセパレータを搭載している場合、全数の欠陥部を確実に封孔処理することは非常に困難であり、またセパレータ製造時の作業効率性も劣る。したがって、表面処理層の欠陥部を封孔処理することには限界がある。
【0009】
そこで本発明では、簡便な方法によって、セパレータに存在する欠陥部の燃料電池特性(接触抵抗など)への影響を抑制する表面処理を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、金属基材露出部にイオン溶出を抑制する処理を行うことによって、表面処理層の欠陥の存在を許容しつつ、燃料電池における接触抵抗を抑制でき、簡便に特性の優れたセパレータを得ることを見出し、本発明を完成させた。
【発明の効果】
【0011】
本発明によれば、接触抵抗の増加を抑制することができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明を適用した具体的な実施の形態について図面を参照しながら詳細に説明する。なお、本発明は、以下の実施形態のみには制限されない。また、図面の寸法比率は、説明の都合上誇張されており、実際の比率とは異なる場合がある。
【0013】
図1は、本発明の燃料電池の一実施形態(第1実施形態とも称する)である固体高分子形燃料電池(PEFC)の基本構成を示す概略図である。固体高分子電解質膜2の両面に触媒層3(アノード触媒層およびカソード触媒層)を配置し、それらを挟持するようにガス拡散層(GDL)4(アノード側ガス拡散層およびカソード側ガス拡散層)を配置させて、膜電極接合体(MEA)が形成される。MEA(Membrane Electrode Assembly)は最終的に、導電性を有する一対のセパレータ5により挟持されて、PEFCの単セルを構成する。実際はセパレータ5と電解質膜2の間、ならびに電池1と隣り合う別の電池との間でガスシールを配置するが、本概略図では省略する。セパレータ5は、0.5mm以下の薄板をプレスによって波型に成形することによって得られ、そこに反応ガスや冷却水を流す。以上のように、セパレータ5は、各MEAを直列に電気的に接続する機能に加えて、燃料ガスおよび酸化剤ガス並びに冷媒といった異なる流体を流すガス流路やマニホールドを備え、さらにはスタックの機械的強度を保つといった機能をも有する。
【0014】
図2は、図1のセパレータ5部分の拡大図である。また図3は図2の一部をさらに拡大した図である。本実施形態で使用するセパレータ5にはステンレス(SUS316L 厚さ0.1mm)を金属基材6として用いて、その両面に表面処理層7を配置するものを用いている。表面処理層は、電池のサイズ縮小とコスト低減の目的から薄いほど好ましいが、表面処理層が薄い場合、ピンホールやキズ等の欠陥部が存在する。図3において、欠陥部は、表面処理層において、金属基材から表面処理層が脱離した空隙部を指す。該欠陥部が存在することにより、金属基材上に表面処理が施されていない部分、すなわち金属基材露出部8(以降、基材露出部とも呼ぶ)が形成されることとなる。本実施形態においては、基材露出部8は、電気化学的処理により、金属基材からのイオン溶出を抑制する処理が行われている。なお、本発明において、「金属基材からのイオン溶出を抑制する処理」とは、以下の意味である。燃料電池に本発明のセパレータを適用した場合に、燃料電池の腐食環境下において、処理を行わなかったセパレータと比較して、イオン、特に金属基材がステンレスの場合にはFeイオンの溶出が抑制される処理を指す。
【0015】
電解質膜として、パーフルオロスルホン酸型の膜を使用する場合、膜から種々の酸性イオンが溶出すること、また電池に加湿ガスを投入することから、電池内は湿潤の弱酸性腐食環境下にある。このため、金属セパレータの導電性および耐食性の双方を良好にするために、金属セパレータにメッキなどの表面処理層が形成される。しかしながら、上述したように表面処理層を薄くした場合、欠陥部が発生する。燃料電池内の腐食環境下では、欠陥部から金属イオンが溶出し、発生した金属イオンが表面に溶出すると、表面処理層上や金属基材上に酸化膜を形成し、絶縁皮膜として作用する。このため、セパレータと隣接するGDLとの間の接触抵抗が増加する。また、鉄などの金属イオンは、フェントン反応によって電解質の分解を促進する作用を持つため、鉄イオンが欠陥部から溶出すると、電解質の劣化が生じ、これによって発電特性の低下をもたらすことが判明した。
【0016】
そして、欠陥部からのイオン溶出を抑制する処理(以降、イオン溶出抑制処理とも称する)を予め金属基材に行うことにより、接触抵抗の増加が抑制されるとともに、電解質の劣化による発電性能の低下も抑制される。さらに、欠陥部はもともとセパレータに求められる通電機能を果たしていないため、本発明のようにイオン溶出抑制処理を行うことで接触抵抗増加と電解質劣化を抑制できることをも見出した。
【0017】
なお、金属基材に電気化学的処理を行うことにより、界面抵抗が減少することは依然から知られていた(特表2004−506301号公報)。特表2004−506301号に記載の方法は、金属基材に電気化学的処理を行って、表面の鉄イオンの含有量を低減させた後に表面処理を行っている(特表2004−506301号公報、請求項14、段落「0018」)。したがって、セパレータの形態として、上記特表2004−506301号の構造は、金属基材6上に、電気化学的処理により基材表面が改質された改質層が形成され、さらに改質層上に表面処理層が形成された構造となる。しかしながら、特表2004−506301号に記載のように、電気化学的処理を行った後に、表面処理を行うと、以下のような問題が生ずる。電気化学的処理により、金属基材の表面が荒れると、その後に表面処理を行っても、均一な表面処理がされにくくなる。これにより、表面処理層に存在する欠陥部が過度に増大し、燃料電池に適用した場合、燃料電池の腐食環境下でのイオン溶出が大きくなる。例えば、表面処理層としてメッキを用いた場合、表面粗さとメッキの被覆率には反比例の相関がある。金属基材の凹凸が大きいと、メッキの際、凸の先端に電流が集まりやすいため、凸に集中的にメッキが載ってしまい、凹部等にはメッキが載らないことがある。ナノオーダーでは、かような現象が大きいと考えられ、結果としてイオン溶出量が増加すると考えられる。この結果、GDLとの接触抵抗が増加する。
【0018】
一方、本願発明のように、表面処理後に、電気化学的処理を行うことによって、選択的に表面露出部近傍のみにイオン溶出抑制処理を行うことによって、GDLとの接触抵抗の増加が抑制されたセパレータを得ることができる。なお、基材露出部は微細な点であるため、加工には特に影響が少ないものと考えられる。
【0019】
本発明においては、金属基材からイオン溶出を抑制する電気化学的処理または化学的処理が行われる。上記イオン溶出を抑制する処理は、基材に表面処理を行った後に行われる。したがって、かような処理が行われるのは、金属基材表面全体ではなく、基材露出部およびその近傍に限定される。
【0020】
金属基材がステンレスである場合、金属基材露出部の、Fe元素比率は、金属基材のFe元素比率よりも低いことが好ましい。かようなセパレータは、好ましくは、表面処理層が形成されたステンレスに対して、電解質劣化に顕著な感度をもつFeイオンを優先的に溶出させる条件で電気化学的処理または化学的処理を行うことによって得られる。このように、表面処理層が形成されたステンレスに予めFeイオンが優先的に溶出する処理を行うことによって、燃料電池に適用した場合のセパレータ欠陥部からのイオン溶出が抑制される。Feイオンは酸化鉄もしくは水酸化鉄として表面処理上を覆うため、GDLとの接触抵抗を増加させる問題があり、イオン溶出の抑制により抵抗増加も抑制できる。また、イオン溶出の抑制により、電解質の劣化に伴う電池の発電性能低下を防止することができる。
【0021】
また、金属基材露出部の、Fe/Crの元素比率は、金属基材のFe/Crの元素比率よりも低いことが好ましい。これによりイオン溶出の抑制を効果的に行うことができる。燃料電池内の腐食環境下ではCrのイオン溶出性は無いか極めて微量である。すなわち、Crはステンレスを構成する元素のうち最もイオン溶出性が低い。本発明において基材露出部におけるCrの比率を上げることで、同部位からのイオン溶出を抑えることが出来る。基材露出部における、Fe元素比率を減少させる処理と、Fe/Cr元素比率を増加させる処理とは、同一の処理であってもよいし、異なる処理であってもよい。生産効率の観点からは、同一の処理で行うことが好ましい。同一処理の一例としては、Fe溶出がCr溶出よりも大きい条件での電気化学的処理が挙げられる。
【0022】
金属基材露出部での金属基材に対するFe元素比率の減少率は特に限定されるものではないが、金属基材に対して、基材露出部のFe元素減少比率が好ましくは1〜10%、より好ましくは1〜5%となるように、処理を行うことが好ましい。また、金属基材露出部でのFe/Cr元素比率の増加は特に限定されるものではないが、金属基材に対して、基材露出部のFe/Cr元素比が2.8〜3.9%、より好ましくは1.5〜3.9%となるように、処理を行うことが好ましい。基材露出部の元素比の確認は、公知のオージェ電子分光法を用い、イオンスパッタと組み合わせた深さ方向の元素比率を金属基材のそれと比較することで確認することが出来る。
【0023】
基材露出部とは、最表面部を指すが、基材露出部から極めて僅かな領域(深さ)(例えば数nm)の表面処理層の下域まで上記処理が行われることが好ましい。イオン溶出抑制処理の対象となる深さは酸化皮膜や不純物が存在する最表面から深さ30nm以下程度であることが好ましく、より好ましくは20nm以下の深さである。最表面から深い内部まで処理をするには処理時間が掛かるため、後述する連続処理には適していないと考えられる。つまり、最表面から好ましくは30nm以下、より好ましくは20nm以下の範囲の金属基材部分が、好ましくはFe元素比率が減少し、より好ましくはFe/Cr元素比率が低くなる。また、本発明は基材露出部の電気化学的または化学的なイオン溶出抑制処理を行っている。このため、少なくとも基材露出部全体が処理されていることが好ましい。
【0024】
本発明における電気化学的処理、または化学的処理は、イオン溶出を抑制する処理であれば特に限定されない。用いられる金属基材によって、イオン溶出を抑制する処理は異なり、処理条件は適宜設定することができる。電気化学的処理としては、酸性下での電解処理;対極(および参照極)を設けて金属基材側に電圧もしくは電流を印加する処理などが挙げられ、化学的方法としては、酸性処理;硫酸、塩酸、硝酸等の酸性水溶液中での化学溶解処理などが挙げられる。また、表面処理を溶液中で連続的に実施する場合(例えば、メッキ処理など)、電気化学的処理または化学的処理を同時に連続して行うことができる。
【0025】
金属基材がステンレスである場合、電気化学的処理は、ステンレスの電位が不働態域から過不働態に掛からない範囲で設定することで、イオン(特にFeおよび/またはCrイオン)溶出のコントロールが容易に出来る。金属の電位が過不働態域ではステンレスを構成する元素比に従って全ての元素が溶出してしまい、Crの比率増加を得ることが出来ない虞れがある。また、不働態域より低い電位であると、所望の金属イオンが溶出しない虞れがある。
【0026】
また、表面処理層が貴金属メッキである場合、酸性水溶液中での電解処理を行うことが好ましい。かような処理により、金属基材露出部における、FeおよびCrイオンの溶出を制御することができる。一方、表面処理層が貴金属およびカーボン等を含む塗布層である場合には、表面処理層の剥離を抑制する観点から、剥離を発生させない領域での電位印加を行うか、自然電位にて酸性溶液(pH1〜4)に浸漬させる処理が好ましい。
【0027】
なお、酸性にするために用いられる酸としては、特に限定されず、硫酸、塩酸、硝酸、クロム酸、シュウ酸、リン酸等を適宜用いることができる。
【0028】
電気化学的処理の具体例を挙げるとすると、金属基材がオーステナイト系ステンレスである場合、pH1〜4の酸性水溶液中で、0.1〜1.0V(vs.SHE)、好ましくは0.1〜0.85V(vs.SHE)での電解処理である。金属基材は、表面に酸化皮膜を形成しているが、皮膜の状態は、材料の製造方法や条件によってわずかに異なっている。しかしながら、上記範囲で電気化学的処理を行えば、金属基材露出部における、FeおよびCrイオンの溶出を容易に制御することができる。
【0029】
本発明に用いられる金属基材としては、通常金属セパレータとして用いられるものであれば特に限定されず、ステンレスが挙げられる。加工性の観点から、ステンレスであることが好ましい。ステンレスとしては、オーステナイト系、マルテンサイト系、フェライト系、オーステナイト・フェライト系、析出硬化系などが挙げられる。オーステナイト系としては、SUS201、SUS202、SUS301、SUS302、SUS303、SUS304、SUS305、SUS316、SUS317が挙げられる。オーステナイト・フェライト系としては、SUS329J1が挙げられる。マルテンサイト系としては、SUS403、SUS420が挙げられる。フェライト系としては、SUS405、SUS430、SUS430LXが挙げられる。析出硬化系としては、SUS630が挙げられる。中でも、成形性と汎用性の観点から、SUS304、SUS316等のオーステナイト系ステンレスを用いることがより好ましい。
【0030】
金属基材の厚さとしては特に限定されるものではないが、セパレータとしての機能を発揮するためには、通常50〜200μm程度である。
【0031】
表面処理層は、金属基材の耐食性を向上させる目的で形成される。表面処理層を構成する材料としては、貴金属、カーボン(カーボンブラック、グラファイト、非晶質カーボン、炭素繊維など)、およびこれらを2種以上を混合した材料などが挙げられる。耐食性および導電性の観点から、表面処理層は例えば、金(Au)、銀(Ag)、白金(Pt)、ルテニウム(Ru)、パラジウム(Pd)などの貴金属を主成分とすることが好ましい。ここで主成分とは、50質量%以上であることを意味し、好ましくは70質量%以上、より好ましくは85質量%以上、さらに好ましくは95質量%以上である。
【0032】
表面処理層は、例えば、貴金属をメッキ(電解メッキ、無電解メッキ)、蒸着、スパッタリング、またはイオンプレーティングなどの気相成膜法によって、形成することができる。また、貴金属を主成分とし、他カーボン等の導電性材やこれらを結着するバインダー樹脂を混合させた塗料を作製し、金属基材上に塗布して、表面処理層を形成させてもよい。具体的には、バインダ、貴金属、カーボン、硬化促進剤等を溶媒(水、アルコール等)に分散させたスラリーを金属基材の表面に塗布し、乾燥させた後、ロールプレス等の手法を用いてプレス処理を施すことによって得られる。ここで用いられるカーボンとしては、カーボンブラック、グラファイト、炭素繊維などが挙げられる。カーボンの粒子径としては、表面処理層の厚さを抑える意味から、粒子径が小さいほど好ましく、平均粒子径が数nm〜数十nm程度であることが好ましい。なお、本明細書中において、「粒子径」とは、粒子の輪郭線上の任意の2点間の距離のうち、最大の距離を意味するものとする。また「平均粒子径」の値としては、走査型電子顕微鏡(SEM)や透過型電子顕微鏡(TEM)などの観察手段を用い、数〜数十視野中に観察される粒子の粒子径の平均値として算出される値を採用するものとする。
【0033】
表面処理層は、金属基材の少なくとも一方に形成される。表面処理層の機能から、少なくともガス拡散層側に形成されることが好ましく、双方に形成されることが好ましい。
【0034】
表面処理層の厚さは特に限定されるものではないが、上限は80nm以下であることが好ましく、60nm以下であることがより好ましい。これは以下の理由による。
【0035】
図4は、表面処理層の厚さ(横軸、単位mm)と表面被覆率(縦軸、単位%)との関係を示している。金属基材としては、SUS316L(厚さ0.1mm)を用いている。図4において、表面処理としては、金メッキ(表面処理A)ならびに金およびカーボンブラック(平均一次粒子径約25nm)を1:1(質量比)で含む導電性塗料(表面処理B)を用いている。図4から理解されるように、表面処理層の厚さが一定以下の場合、金属基材が被覆層によって被覆されず、欠陥部が生ずる。なお、被覆率はAES(オージェ電子分光法)による面マッピングと、画像解析によって例えば基材金属の組成比の高いFeの面内分布割合を算出することで得ることができる。
【0036】
また、図5は、表面被覆率(横軸、単位%)を変更した場合の、セパレータとGDLとの間の接触抵抗(縦軸、単位mΩ/cm2)を示した図である。表面処理A、Bともに被覆率の減少とともに、接触抵抗が増加する傾向がある。図4および図5から理解されるように、表面処理層が80nm以下の場合、欠陥部が存在するようになり、接触抵抗が増加するため、かような場合に本願発明の効果が顕著に発揮される。
【0037】
なお、マクロ的な被覆率が同一であった場合、接触抵抗の大小はミクロな接点の数や接点を構成する材料の比抵抗、すなわち表面処理層自体の比抵抗に依存する。図5において、接触抵抗の差が出ている理由として、比抵抗が表面処理B>表面処理Aであることが一要因であると考えられる。また、図4において、表面処理Aおよび表面処理Bともに表面処理層の厚さを下げると被覆率が低下する傾向があるが、表面処理Bは表面処理Aに対して同一の厚さでも被覆率が低い傾向がある材料である。表面処理層の厚さと被覆率の関係は表面処理材の特性(粘性、濡れ性、処理方法など)によってそれぞれ変わりうる。
【0038】
表面処理層の厚さの下限は特に限定されるものではないが、表面処理層の機能を発揮させるためには、5nm以上であることが好ましく、20nm以上であることがより好ましい。
【0039】
本発明の燃料電池セパレータの製造方法は、特に限定されるものではないが、処理手順の一例を以下に記載する。
【0040】
まず、金属基材であるステンレスプレートを適切な溶媒(例えば、アセトン、イソプロピルアルコール、トリクロロエチレン、苛性アルカリ剤等)を用いてプレート表面の脱脂および洗浄を行う。続いて、プレート表面に形成されている酸化皮膜の除去を行う。酸化皮膜の除去は酸洗や、電位を印加して溶解することも可能である。
【0041】
次に、表面処理を行う。表面処理は通常公知の方法で行われる。この際、表面処理は、金属基材の少なくとも一方、好ましくは双方に処理を行う。
【0042】
本発明においては、表面処理後に電気化学的処理または化学的処理を、金属基材からのイオン溶出を抑制する条件で、電気化学的または化学的処理を、表面処理層が形成された金属基材に行う。電気化学的処理としては、金属基材を電極によって挟んでもよいし、電解質浴に浸漬し、所定の電圧または電流を金属基材と補助電極との間に通してもよい。処理条件は、金属基材によって異なり、好ましい形態であるステンレスの場合は、前述したとおりである。処理は、通常室温(20〜25℃)〜60℃で行われ、また処理時間としては、電流値とメッキ種から決定される析出速度と必要メッキ厚との関係から決定され、通常数秒〜数十分程度、好ましくは連続的に効率よく処理のできる数秒〜10分以内である。
【0043】
上記電気化学的または化学的処理を行った後、金属基材を脱イオン水又は弱アルカリ性の脱イオン水で洗浄し、乾燥することによって、本発明のセパレータを得ることができる。
【0044】
以下、セパレータ以外の燃料電池の構成を詳細に説明するが、本発明はセパレータに特徴を有するものであって、燃料電池を構成するセパレータ以外の部材は従来公知のものを使用することができる。
【0045】
[電解質膜]
電解質膜としては、従来公知の電解質膜を用いることができるが、好ましくは、高分子電解質膜である。高分子電解質膜は、構成材料であるイオン交換樹脂の種類によって、フッ素系高分子電解質膜と炭化水素系高分子電解質膜とに大別される。フッ素系高分子電解質膜を構成するイオン交換樹脂としては、例えば、ナフィオン(登録商標、デュポン社製)、アシプレックス(登録商標、旭化成株式会社製)、フレミオン(登録商標、旭硝子株式会社製)等のパーフルオロカーボンスルホン酸系ポリマー、パーフルオロカーボンホスホン酸系ポリマー、トリフルオロスチレンスルホン酸系ポリマー、エチレンテトラフルオロエチレン−g−スチレンスルホン酸系ポリマー、エチレン−テトラフルオロエチレン共重合体、ポリビニリデンフルオリド−パーフルオロカーボンスルホン酸系ポリマーなどが挙げられる。耐熱性、化学的安定性などの発電性能上の観点からはこれらのフッ素系高分子電解質膜が好ましく用いられ、特に好ましくはパーフルオロカーボンスルホン酸系ポリマーから構成されるフッ素系高分子電解質膜が用いられる。
【0046】
炭化水素系電解質として、具体的には、スルホン化ポリエーテルスルホン(S−PES)、スルホン化ポリアリールエーテルケトン、スルホン化ポリベンズイミダゾールアルキル、ホスホン化ポリベンズイミダゾールアルキル、スルホン化ポリスチレン、スルホン化ポリエーテルエーテルケトン(S−PEEK)、スルホン化ポリフェニレン(S−PPP)などが挙げられる。原料が安価で製造工程が簡便であり、かつ材料の選択性が高いといった製造上の観点からは、これらの炭化水素系高分子電解質膜が好ましく用いられる。なお、上述したイオン交換樹脂は、1種のみが単独で用いられてもよいし、2種以上が併用されてもよい。また、上述した材料のみに制限されず、その他の材料が用いられてもよい。
【0047】
高分子電解質膜の厚さは、得られる燃料電池の特性を考慮して適宜決定すればよく、制限されないが、通常5〜300μm程度である厚さがかような範囲内の値であると、製膜時の強度や使用時の耐久性および使用時の出力特性のバランスが適切に制御されうる。
【0048】
[触媒層]
触媒層は、触媒成分、触媒成分を担持する導電性触媒担体、および電解質を有する。
【0049】
アノード触媒層に用いられる触媒成分は、水素の酸化反応に触媒作用を有するものであれば特に制限はなく公知の触媒が同様にして使用できる。また、カソード触媒層に用いられる触媒成分もまた、酸素の還元反応に触媒作用を有するものであれば特に制限はなく公知の触媒が同様にして使用できる。具体的には、白金、ルテニウム、イリジウム、ロジウム、パラジウム、オスミウム、タングステン、鉛、鉄、クロム、コバルト、ニッケル、マンガン、バナジウム、モリブデン、ガリウム、アルミニウム等の金属、およびそれらの合金等などから選択されうる。
【0050】
これらのうち、触媒活性、一酸化炭素等に対する耐被毒性、耐熱性などを向上させるために、少なくとも白金を含むものが好ましく用いられる。前記合金の組成は、合金化する金属の種類にもよるが、白金が30〜90原子%、合金化する金属が10〜70原子%とするのがよい。カソード触媒として合金を使用する場合の合金の組成は、合金化する金属の種類などによって異なり、当業者が適宜選択できるが、白金が30〜90原子%、合金化する他の金属が10〜70原子%とすることが好ましい。なお、合金とは、一般に金属元素に1種以上の金属元素または非金属元素を加えたものであって、金属的性質をもっているものの総称である。合金の組織には、成分元素が別個の結晶となるいわば混合物である共晶合金、成分元素が完全に溶け合い固溶体となっているもの、成分元素が金属間化合物または金属と非金属との化合物を形成しているものなどがあり、本願ではいずれであってもよい。この際、アノード触媒層に用いられる触媒成分およびカソード触媒層に用いられる触媒成分は、上記の中から適宜選択できる。以下の説明では、特記しない限り、アノード触媒層およびカソード触媒層用の触媒成分についての説明は、両者について同様の定義であり、一括して、「触媒成分」と称する。しかしながら、アノード触媒層およびカソード触媒層の触媒成分は同一である必要はなく、上記したような所望の作用を奏するように、適宜選択される。
【0051】
触媒成分の形状や大きさは、特に制限されず公知の触媒成分と同様の形状および大きさが使用できるが、触媒成分は、粒状であることが好ましい。この際、触媒粒子の平均粒子径は、好ましくは1〜30nmである。触媒粒子の平均粒子径がかような範囲内の値であると、電気化学反応が進行する有効電極面積に関連する触媒利用率と担持の簡便さとのバランスが適切に制御されうる。なお、本発明における「触媒粒子の平均粒子径」は、X線回折における触媒成分の回折ピークの半値幅より求められる結晶子径や、透過型電子顕微鏡像より調べられる触媒成分の粒子径の平均値として測定されうる。
【0052】
触媒担体は、上述した触媒成分を担持するための担体、および触媒成分との電子の授受に関与する電子伝導パスとして機能する。
【0053】
触媒担体としては、触媒成分を所望の分散状態で担持させるための比表面積を有し、充分な電子伝導性を有しているものであればよく、主成分がカーボンであることが好ましい。具体的には、カーボンブラック、活性炭、コークス、天然黒鉛、人造黒鉛などからなるカーボン粒子が挙げられる。なお、「主成分がカーボンである」とは、主成分として炭素原子を含むことをいい、炭素原子のみからなる、実質的に炭素原子からなる、の双方を含む概念である。場合によっては、燃料電池の特性を向上させるために、炭素原子以外の元素が含まれていてもよい。なお、「実質的に炭素原子からなる」とは、2〜3質量%程度以下の不純物の混入が許容されうることを意味する。
【0054】
触媒担体のBET比表面積は、触媒成分を高分散担持させるのに充分な比表面積であればよいが、好ましくは20〜1600m2/g、より好ましくは80〜1200m2/gである。触媒担体の比表面積がかような範囲内の値であると、触媒担体上での触媒成分の分散性と触媒成分の有効利用率とのバランスが適切に制御されうる。
【0055】
触媒担体のサイズについても特に限定されないが、担持の簡便さ、触媒利用率、電極触媒層の厚みを適切な範囲で制御するなどの観点からは、平均粒子径を5〜200nm、好ましくは10〜100nm程度とするとよい。
【0056】
触媒担体に触媒成分が担持されてなる電極触媒において、触媒成分の担持量は、電極触媒の全量に対して、好ましくは10〜80質量%、より好ましくは30〜70質量%である。触媒成分の担持量がかような範囲内の値であると、触媒担体上での触媒成分の分散度と触媒性能とのバランスが適切に制御されうる。なお、触媒成分の担持量は、誘導結合プラズマ発光分光法(ICP)によって測定されうる。
【0057】
触媒層には、電極触媒に加えて、イオン伝導性の高分子電解質が含まれる。当該高分子電解質は特に限定されず従来公知の知見が適宜参照されうるが、例えば、前述の高分子電解質膜を構成するイオン交換樹脂が前記高分子電解質として触媒層に添加されうる。
【0058】
[ガス拡散層]
アノードおよびカソードにおける各電極は、上述した電極触媒層の他にガス拡散層4を有していてもよい。前記ガス拡散層は、電極触媒層の電解質膜が接する面とは反対の面に配置される。
【0059】
電極触媒層およびガス拡散層を有する電極において、電極触媒層はガス拡散層上に形成されてもよい他、ガス拡散層中の一部に電極触媒層が形成されていてもよい。後者の場合、後述するガス拡散基材の所望する部位に、電極触媒および電解質材料が含浸されたものなどが挙げられる。
【0060】
前記ガス拡散層は、特に限定されず公知のものが同様にして使用でき、例えば、炭素製の織物、紙状抄紙体、フェルト、不織布といった導電性及び多孔質性を有するシート状のガス拡散基材からなるものなどが挙げられる。
【0061】
前記ガス拡散基材の厚さは、得られるガス拡散層の特性を考慮して適宜決定すればよいが、30〜500μm程度とすればよい。
【0062】
前記ガス拡散基材には、撥水性をより高めてフラッディング現象などを防ぐことを目的として、撥水剤を含んでいてもよい。前記撥水剤としては、特に限定されないが、ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニリデン(PVDF)、ポリヘキサフルオロプロピレン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)などのフッ素系の高分子材料、ポリプロピレン、ポリエチレンなどが挙げられる。
【0063】
また、撥水性をより向上させるために、前記ガス拡散層は、前記ガス拡散基材上に撥水剤を含むカーボン粒子の集合体からなるカーボン粒子層を有するものであってもよい。
【0064】
前記カーボン粒子としては、特に限定されず、カーボンブラック、黒鉛、膨張黒鉛などの従来一般的なものであればよい。なかでも、電子伝導性に優れ、比表面積が大きいことから、オイルファーネスブラック、チャネルブラック、ランプブラック、サーマルブラック、アセチレンブラックなどのカーボンブラックが好ましく挙げられる。
【0065】
前記カーボン粒子層に用いられる撥水剤としては、前記ガス拡散基材に用いられる上述した撥水剤と同様のものが挙げられる。なかでも、撥水性、電極反応時の耐食性などに優れることから、フッ素系の高分子材料が好ましく用いられる。
【0066】
前記カーボン粒子層におけるカーボン粒子と、撥水剤との混合比は、カーボン粒子が多過ぎると期待するほど撥水性が得られない恐れがあり、撥水剤が多過ぎると十分な電子伝導性が得られない恐れがある。これらを考慮して、カーボン層におけるカーボン粒子と撥水剤との混合比は、質量比で、90:10〜40:60程度とするのがよい。
【0067】
前記カーボン粒子層の厚さは、得られるガス拡散層の撥水性を考慮して適宜決定すればよいが、好ましくは10〜1000μm、より好ましくは50〜500μmとするのがよい。
【0068】
本発明の燃料電池の製造方法は特に制限されず、燃料電池の分野において従来公知の知見を適宜参照することにより製造可能である。
【0069】
前記燃料電池の燃料の種類としては、特に限定されず、上記した説明中では水素を例に挙げて説明したが、この他にも、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2級ブタノール、3級ブタノール、ジメチルエーテル、ジエチルエーテル、エチレングリコール、ジエチレングリコールを用いることができる。なかでも高出力化が可能である点で、水素とメタノールが好ましく挙げられる。
【0070】
さらに、燃料電池が所望する電圧等を得られるように、セパレータを介して膜電極接合体を複数積層して直列に繋いだスタックを形成してもよい。燃料電池の形状などは、特に限定されず、所望する電圧などの電池特性が得られるように適宜決定すればよい。
【0071】
本発明の燃料電池の用途としては特に制限されないが、発電性能に優れることから、自動車などの車両における駆動用電源として用いられることが好ましい。
【実施例】
【0072】
本発明の効果を、以下の実施例および比較例を用いて説明する。ただし、本発明の技術的範囲が以下の実施例のみに制限されるわけではない。
【0073】
(参考例1)
SUS316Lの一般的なアノード分極曲線を図6に示す。SUS316LはpH1〜3の酸性水溶液中(大気開放、室温)においては、およそ0.3V以上1.0V以下の不働態域と、それ以上の過不働態域に大別できる。過不働態域では激しい溶解が起きており、Fe、Ni、Cr等の全ての元素が溶出する。
【0074】
そこで、図7に示すように0.1〜1.0V間で定電位保持した電解試験を行い、それぞれの条件で発生したFeイオン溶出量を示した。いずれのpHにおいても、0.1〜1.0Vの範囲内で適切な電位をかけると、Feイオンの溶解が起こることが確認できた。特に、pH1〜2の水溶液中では、0.1〜1.0V、2を超えて4以下のpH、好ましくはpH2.5〜3.5では、0.1〜0.85Vの範囲の電位をかけると、Feイオン溶出の点から好ましい。なお、1.0Vを超えると、前述した過不動態溶解が発生する虞れがある。
【0075】
このため、Feイオンを選択的に溶解させるためには過不働態域ではなく、0.1〜1.0V程度の電位域が有効である。
【0076】
なお、SUS316L自体の各構成元素の濃度や製造方法、表面処理時の酸化皮膜状態などによって電位やpHの最適な設定値や時間が異なると考えられるため、使用するSUS316L材に応じて適宜決定することが可能である。
【0077】
厚さ0.1mmのSUS316LプレートをpH1水溶液中で0.85Vの電位をかけ、反応速度を上げるために80℃として、10分間保持したサンプルを参考例1とする。
【0078】
図8は、参考例1において、電気化学的処理を行う前後のAES深さ方向の分析結果を示したものである。Fe-1およびCr-1はそれぞれ電気化学的処理実施前の各元素の深さ情報であり、Fe-2およびCr-2は電気化学的処理実施後の深さ情報である。参考例1では、表層に近いFeイオンの元素濃度量が減少し、相対的にCr濃度が上昇している結果が得られた。
【0079】
なお、参考例1では、定電位電解によって処理をおこなっているが、表面処理層の種類や被覆率ならびに基材金属の種類によって必ずしも定電位電解でなくともよい。但し、酸性度条件と、水溶液に浸漬した場合の自然電位条件とからFeイオンの溶出挙動が変化すると考えられるため、適宜最適な条件を設定することが出来る。
【0080】
(実施例1)
厚さ0.1mmのSUS316Lプレート(金属基材)に厚さ15nmの金メッキ(表面処理層)を施した。このとき、メッキの被覆率は70%であった。また、この時点でのセパレータ(表面処理層+金属基材)とGDL(東レ社製カーボンペーパーTGP−H−060)との接触抵抗は、10mΩ/cm2であった。
【0081】
なお、セパレータとGDLとの接触抵抗の計測方法を図9に示す。2枚のGDLでセパレータを挟持し、これらを電極によって挟む構成である。電極によって圧縮する面圧は燃料電池の積層条件をもとに決めることが出来るが、本実施例では1MPaでの接触抵抗を計測した。電流および電圧端子は4端子法に従って取り付けられており、直流電流一定のもと、2枚のGDL間の電圧降下から抵抗を算出している。
【0082】
次に、表面処理層が形成された金属基材を硫酸水溶液(pH1)中で電位0.85Vを掛け、反応速度を上げるために80℃として、10分間保持することによってセパレータを得た。
【0083】
このセパレータに対して、耐食性試験を行った。耐食性試験は、サンプルを80℃、pH4の硫酸水溶液中に100時間浸漬することにより行った。耐食試験後の接触抵抗を測定した結果、10mΩ/cm2であった。
【0084】
(比較例1)
実施例1において、表面処理層を金属基材に形成後に、電気化学的処理を行わずに、耐食試験を行ったこと以外は、実施例1と同様に行った。耐食試験後の接触抵抗を測定した結果、15mΩ/cm2であった。
【0085】
以上の結果から、イオン溶出処理を行った実施例1および行っていない比較例1との比較から、表面処理層が形成されたセパレータにおいてみられるGDLとの接触抵抗の増加がイオン溶出抑制処理によって抑制されることが確認された。
【0086】
(実施例2)
平均一次粒子径が約25nmであるカーボンブラック、金粒子(平均粒子径1nm以下)、バインダとして液状のエポキシ樹脂、および粘度調整剤としての有機溶媒からなるスラリーを作製した。カーボンブラックと金粒子との混合質量比は、1:1である。該スラリーを厚さ0.1mmのSUS316Lプレート(金属基材)に塗布し、加熱・乾燥して、厚さが28nmの表面処理層が形成された金属基材を得た。
【0087】
このとき、メッキの被覆率は70%であった。また、この時点でのセパレータ(表面処理層+金属基材)とGDLとの接触抵抗は、20mΩ/cm2であった。
【0088】
次に、表面処理層が形成された金属基材を硫酸水溶液(pH1)中で、80℃、1時間保持することによってセパレータを得た。
【0089】
このセパレータに対して、耐食性試験を行った。耐食性試験は、サンプルを80℃、pH4の硫酸水溶液中に100時間浸漬することにより行った。耐食試験後の接触抵抗を測定した結果、20mΩ/cm2であった。
【0090】
(比較例2)
実施例2において、表面処理層を金属基材に形成後に、化学的処理を行わずに、耐食試験を行ったこと以外は、実施例2と同様に行った。耐食試験後の接触抵抗を測定した結果、28mΩ/cm2であった。
【0091】
以上の結果から、イオン溶出処理を行った実施例2および行っていない比較例2との比較から、表面処理層が形成されたセパレータにおいてみられるGDLとの接触抵抗の増加がイオン溶出処理によって抑制されることが確認された。
【0092】
(実施例3)
厚さ0.1mmのSUS316Lプレート(金属基材)に厚さ5nmの金メッキ(表面処理層)を施した。このとき、メッキの被覆率は32%であった。
【0093】
次に、表面処理層が形成された金属基材を硫酸水溶液(pH2.5)中で電位0.85Vを掛け、50℃、100時間保持することによってセパレータを得た。
【0094】
このセパレータを80℃、pH4の硫酸水溶液中に100時間浸漬し、水溶液中のFe濃度を定量した。その結果、Feイオン溶出量は、7.2ppbであった。
【0095】
(比較例3)
厚さ0.1mmのSUS316Lプレート(金属基材)に硫酸水溶液(pH2.5)中で電位0.85Vを掛け、50℃、100時間保持した。
【0096】
次に、金属基材に厚さ5nmの金メッキ(表面処理層)を施した。このとき、メッキの被覆率は32%であった。
【0097】
このセパレータを80℃、pH4の硫酸水溶液中に100時間浸漬した後、水溶液中のFe濃度を定量した。その結果、Feイオン溶出量は、26.0ppbであった。
【0098】
以上の結果から、メッキ前に電解処理した比較例1は、メッキ後に電解処理した実施例3に比べてFeイオンの溶出量が多い結果となった。この原因として、メッキ前に電解処理した場合、イオンの溶出によってステンレス表面の粗さが増加するため、ナノオーダーのメッキを施す場合、ピンホールなどの欠陥量が増えるためであると考えられる。
【0099】
(実施例4)
実際の燃料電池車向けセパレータはアノードとカソード両極合わせて500〜1000枚/台が必要になるため、低コスト化に向けて表面処理はバッチ式よりも連続での生産が好ましい。貴金属をメッキする場合の実施例を図10を用いて説明する。
【0100】
プレスしてセパレータを形成する金属素材13をコイル11から順送りにて送出しながら、一方のコイル12にて巻き取りを行う。この間に各種処理を工程A〜Fにて行う。なお、メッキ条件によって工程数はA〜Fに限ったものではなく、また1工程1槽に限ったものでもない。工程はプレートの予備洗浄ならびに酸化皮膜の除去、メッキ種によっては中間層の被覆、表面処理、洗浄ならびに乾燥等が一般的に行われているが、本実施例では中間層を配置せず、下記の手順で行うこととしている。
【0101】
【表1】
【0102】
なお、B→C工程で洗浄を組み込んだり、工程Eでコイルの送り速度や処理条件(処理速度)に合わせて工程Eの槽数を増やしたり、槽内での板の送りを工夫させることで、できるだけ処理槽内にプレートを浸漬できるのが望ましい。
【0103】
工程Aでは公知の脱脂剤を用い、プレート表面の脱脂ならびに洗浄を行う。
【0104】
工程Bではプレート表面に形成されている酸化皮膜の除去を行う。酸化皮膜の除去は酸洗や、電位を印加して溶解することも可能である。
【0105】
工程Cにおいて、表面処理を行う。図10のような工程を取る際、処理は湿式が前提である。このため、例えば、表面処理剤の溶液中などにプレートを通過させる方式や、電解・無電解メッキといった公知の手段でも可能である。本実施例では、KAu(CN)2およびKCN等を含み、pH3.6〜4.3の金メッキ液を、室温程度で1.5〜2A/dm2程度の電流密度で電解を行うことにより金メッキを行った(陽極:Ptメッキしたチタン材)。かような条件で生成されるメッキ速度を考慮し、工程C槽内をプレートが通過すると、目的の表面処理厚さとなるようにした。こうすることで、表層には極めて不純物の少ない高純度なメッキ層が形成された(純度>99.9%)。
【0106】
なお、ナノオーダー厚さでのメッキを行う場合、電流密度、コイルの送り速度、メッキ試薬濃度の低減、対極(図11の符号20)の構造などの調整によって行うことができる。
【0107】
また、表面処理層が塗料層である場合、図10の工程Cにおいてメッキ処理ではなく、塗料浴槽中に浸漬されることでプレート表面に塗料が塗られる。塗料の厚さは工程Cでのプレート送り速度や塗料中のカーボン+貴金属/樹脂濃度で変えることが出来る。ただし、塗料中に酸素が溶け込んでいるとステンレス表面が酸化するため塗布開始前に出来るだけ脱気することが望ましい。一例を示すと、導電性フィラーとして一次平均粒径20nmのカーボンブラック、バインダー樹脂として液状のエポキシ樹脂を用い、エポキシ樹脂が溶解する有機溶剤(希釈材 例えばエタノールなどのアルコール)をそれぞれ混合する。塗液の粘度と成膜性能とのバランスから各材料の濃度を決定する。
【0108】
工程Eでは、イオンが溶出する条件で自然浸漬を行う場合は所定の水溶液(例えば、酸性溶液)中を通過させることが好ましい。一方、所定の電圧または電流制御を行う場合は、図11に示すように金属素材13を電極20によって挟むことや、浴槽自体も電極として処理することができる。
【0109】
実施例1にも記載したように、10分程度の処理時間が掛かる場合、可能な限りプレートが溶液中にあることが望ましい。このため、図10に示すように溶液層内でプレートを上下(左右)に往復させたり、槽自体のサイズを変えるのが好ましい。
【図面の簡単な説明】
【0110】
【図1】本発明の一実施形態である燃料電池の構成を示す概略図である。
【図2】図1の燃料電池のセパレータ断面を示す概略図である。
【図3】図1の燃料電池のセパレータ断面を示す概略図である。
【図4】表面処理層厚さと被覆率との関係を示す図である。
【図5】表面被覆率を変更した場合の、セパレータとGDLとの間の接触抵抗を示した図である。
【図6】SUS316Lのアノード分極曲線を示す図である。
【図7】定電解試験後のFeイオン溶出量を示す図である。
【図8】AES分析によるイオン溶出抑制処理前後のFe、Cr深さ分析の結果を示す図である。
【図9】接触抵抗計測装置の一例を示す図である。
【図10】基材金属コイルによる連続処理構成の一例を示す図である。
【図11】電解処理の電極構成の一例を示す図である。
【符号の説明】
【0111】
1 燃料電池単位ユニット、
2 電解質膜、
3 触媒層、
4 ガス拡散層、
5 セパレータ、
6 金属基材、
7 表面処理層、
8 表面露出部、
10 電極、
11 送り出しコイル、
12 巻取りコイル、
13 金属素材、
20 対極。
【特許請求の範囲】
【請求項1】
金属基材と、前記金属基材の少なくとも一方の面に形成され、欠陥部が存在する表面処理層とから構成され、前記金属基材の少なくとも一方の面に表面処理層を形成させた後、電気化学的方法または化学的方法により、金属基材からのイオン溶出を抑制する処理を行うことによって得られる、燃料電池セパレータ。
【請求項2】
前記金属基材がステンレスである、請求項1に記載の燃料電池セパレータ。
【請求項3】
欠陥部により表面処理層が脱離した金属基材露出部におけるFe元素比率が、金属基材のFe元素比率よりも減少している、請求項2に記載の燃料電池セパレータ。
【請求項4】
前記金属基材露出部の、Fe/Crの元素比率は、金属基材のFe/Crの元素比率よりも低い、請求項2または3に記載の燃料電池セパレータ。
【請求項5】
前記処理が、酸性水溶液中で、不働態電位域から過不働態域に掛からない範囲での電解処理である、請求項2〜4のいずれか1項に記載の燃料電池セパレータ。
【請求項6】
前記金属基材がオーステナイト系ステンレスであって、前記処理は、pH1〜4の水溶液中で0.1〜1.0V(vs.SHE)での電解処理である、請求項2〜5のいずれか1項に記載の燃料電池セパレータ。
【請求項7】
前記表面処理層が貴金属を主成分とする、請求項1〜6のいずれか1項に記載の燃料電池セパレータ。
【請求項8】
請求項1〜7のいずれか1項に記載の燃料電池セパレータを用いた燃料電池。
【請求項9】
請求項8に記載の燃料電池を搭載した車両。
【請求項10】
金属基材の少なくとも一方の面に表面処理層を形成させる段階と、
金属基材からのイオン溶出を抑制する条件で、電気化学的または化学的処理を、表面処理層が形成された金属基材に行う段階と、
を含む、燃料電池セパレータの製造方法。
【請求項11】
前記電気化学的処理が、酸性水溶液中で、不働態電位域から過不働態域に掛からない範囲での電解処理である、請求項10に記載の燃料電池セパレータの製造方法。
【請求項12】
前記金属基材がオーステナイト系ステンレスであって、前記電気化学的処理は、pH1〜4の水溶液中で0.1〜1.0V(vs.SHE)での電解処理である、請求項10または11に記載の燃料電池セパレータの製造方法。
【請求項1】
金属基材と、前記金属基材の少なくとも一方の面に形成され、欠陥部が存在する表面処理層とから構成され、前記金属基材の少なくとも一方の面に表面処理層を形成させた後、電気化学的方法または化学的方法により、金属基材からのイオン溶出を抑制する処理を行うことによって得られる、燃料電池セパレータ。
【請求項2】
前記金属基材がステンレスである、請求項1に記載の燃料電池セパレータ。
【請求項3】
欠陥部により表面処理層が脱離した金属基材露出部におけるFe元素比率が、金属基材のFe元素比率よりも減少している、請求項2に記載の燃料電池セパレータ。
【請求項4】
前記金属基材露出部の、Fe/Crの元素比率は、金属基材のFe/Crの元素比率よりも低い、請求項2または3に記載の燃料電池セパレータ。
【請求項5】
前記処理が、酸性水溶液中で、不働態電位域から過不働態域に掛からない範囲での電解処理である、請求項2〜4のいずれか1項に記載の燃料電池セパレータ。
【請求項6】
前記金属基材がオーステナイト系ステンレスであって、前記処理は、pH1〜4の水溶液中で0.1〜1.0V(vs.SHE)での電解処理である、請求項2〜5のいずれか1項に記載の燃料電池セパレータ。
【請求項7】
前記表面処理層が貴金属を主成分とする、請求項1〜6のいずれか1項に記載の燃料電池セパレータ。
【請求項8】
請求項1〜7のいずれか1項に記載の燃料電池セパレータを用いた燃料電池。
【請求項9】
請求項8に記載の燃料電池を搭載した車両。
【請求項10】
金属基材の少なくとも一方の面に表面処理層を形成させる段階と、
金属基材からのイオン溶出を抑制する条件で、電気化学的または化学的処理を、表面処理層が形成された金属基材に行う段階と、
を含む、燃料電池セパレータの製造方法。
【請求項11】
前記電気化学的処理が、酸性水溶液中で、不働態電位域から過不働態域に掛からない範囲での電解処理である、請求項10に記載の燃料電池セパレータの製造方法。
【請求項12】
前記金属基材がオーステナイト系ステンレスであって、前記電気化学的処理は、pH1〜4の水溶液中で0.1〜1.0V(vs.SHE)での電解処理である、請求項10または11に記載の燃料電池セパレータの製造方法。
【図1】

【図2】

【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−224151(P2009−224151A)
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願番号】特願2008−66606(P2008−66606)
【出願日】平成20年3月14日(2008.3.14)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願日】平成20年3月14日(2008.3.14)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]