
燃料電池及びその製造方法
【課題】簡単な方法及び装置によりタクトタイム低減を可能にした高性能の燃料電池及びその製造方法を提供すること。
【解決手段】電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を備える燃料電池であって、前記ガス拡散電極は、シール部に熱可塑性樹脂を含むとともに、反応部に触媒層が設けられ、前記シール部の熱可塑性樹脂は前記熱圧着の温度以下の融点を有し、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことを特徴とする。
【解決手段】電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を備える燃料電池であって、前記ガス拡散電極は、シール部に熱可塑性樹脂を含むとともに、反応部に触媒層が設けられ、前記シール部の熱可塑性樹脂は前記熱圧着の温度以下の融点を有し、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、燃料電池及びその製造方法に関する。
【背景技術】
【0002】
燃料電池発電システムは、水素等の燃料と空気等の酸化剤を燃料電池本体に供給して、電気化学的に反応させることにより、燃料の持つ化学エネルギーを電気エネルギーに直接変換して外部へ取り出す発電装置であり、中でも、電解質に固体高分子膜を用いた固体高分子形燃料電池は、低温動作性や高出力密度等の特徴から、今後、市場規模が急激に拡大することが予想されている。
【0003】
この固体高分子形燃料電池発電システムは、都市ガスやLPG等に代表される炭化水素系燃料から水素含有ガスを製造する改質装置、改質装置で製造された水素含有ガスと大気中の空気を燃料極および酸化剤極にそれぞれ供給して起電力を発生させる燃料電池スタック、燃料電池スタックで発生した電気エネルギーを外部負荷に供給する電気制御装置、および発電に伴う発熱を回収する熱利用系等から構成されている。
【0004】
以上のような構成を有する燃料電池発電システムの発電効率を高めるために、高い性能や耐久性を発揮する燃料電池スタックが要求されている。
【0005】
燃料電池スタックは、電解質膜を挟んで燃料極及び酸化剤極を配置して構成される電解質膜・電極接合体(MEA:Membrane Electrode Assembly)と、このMEAにガス供給を行うと共に燃料と酸化剤を分離する機能を有するセパレータで構成される単電池を、発電により得られた熱量を熱利用源に供給するための冷却板を介して複数積層して構成される。
【0006】
MEAの製造方法としては、電解質膜側に触媒層を形成した後、ガス拡散層と接合する方法(CCM方式:Catalyst Coated Membrane)や、ガス拡散層側に触媒層を形成した後、電解質膜と接合する方法(CCS方式:Catalyst Coated Substrate)が知られている。また、ガス拡散層は反応ガスのシール機能を持たせるために、外周部分の気孔を熱可塑性樹脂等で含浸する手法が広く採用されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−45729号公報
【特許文献2】特開2002−533904号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、CCS方式を採用した場合には、MEAを一体化する際に、予め触媒層が電解質膜に接着されていないため、触媒層が形成された反応部と含浸材や接着剤が配置された外周部分のシール部とを同時に接着する必要がある。したがって、厚さや変形量の異なる反応部とシール部の双方の面圧を確保する観点から、適正厚さとなるようにエッジ部と反応部に段差を設けた加圧成形機を用いて一体化する必要があり、加圧成形機への厳格な位置合わせが必須であって、装置の簡素化やタクトタイム低減が困難であるという課題があった。
【0009】
また、CCM方式を採用した場合においても、電解質膜と触媒層の接着性は十分確保されているが、ガス拡散層と触媒層の接着性が低下することにより性能低下が生じるという課題があった。
【0010】
発明が解決しようとする課題は、簡単な方法及び装置によりタクトタイム低減を可能にした高性能の燃料電池及びその製造方法を提供することにある。
【課題を解決するための手段】
【0011】
一実施形態によれば、電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池が提供される。
【0012】
前記ガス拡散電極は、前記熱圧着の温度以下の融点を有する熱可塑性樹脂を前記シール部に含むとともに、反応部に触媒層を備え、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚い。
【0013】
他の実施形態によれば、電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池が提供される。
【0014】
前記ガス拡散層は、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含み、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚い。
【図面の簡単な説明】
【0015】
【図1】第1の実施形態に係るMEAの構成を示す平面図(a)及び断面図(b)である。
【図2】第1の実施形態で用いたMEA一体化装置を示す図である。
【図3】第1の実施形態の効果を示す図である。
【図4】第2の実施形態に係るMEAの構成を示す平面図(a)及び断面図(b)である。
【図5】第2の実施形態の効果を示す図である。
【発明を実施するための形態】
【0016】
以下、実施の形態について図面を参照して説明する。
【0017】
一実施形態に係る燃料電池は、電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなる電解質膜・電極接合体を具備する燃料電池であって、ガス拡散電極は、ガス拡散層とこのガス拡散層に設けられた触媒層とを備える、いわゆるCCS方式により電解質膜・電極接合体を形成した燃料電池である。
【0018】
また、他の実施形態に係る燃料電池は、電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなる電解質膜・電極接合体を具備する、いわゆるCCM方式により電解質膜・電極接合体を形成した燃料電池である。
【0019】
なお、電解質膜・電極接合体は、電池反応が行われる反応部と、その周辺のシール部とを有し、前記CCS方式による電解質膜・電極接合体においては、触媒層はガス拡散層の電解質膜側の反応部に形成され、前記CCM方式による電解質膜・電極接合体においては、触媒層は電解質膜の両面の反応部に形成されている。
【0020】
以上の燃料電池の特徴は、ガス拡散層のシール部に熱圧着の温度より低い融点を有する熱可塑性樹脂を含むこと、及び電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことである。
【0021】
なお、熱圧着の温度は、155〜175℃程度であり、熱可塑性樹脂の融点は、150〜170℃であるのが好ましい。また、熱可塑性樹脂の融点は、熱圧着の温度よりも5℃以上低いことが望ましい。熱可塑性樹脂の融点が熱圧着の温度とそれほど変わらない場合には、一体化時に十分に融解せずに、ガス拡散層の気孔への含浸や接着剤との馴染みが不十分であるという問題が発生し、熱圧着の温度より低すぎる場合には、流動性が大きく、樹脂が配置されたシール部からMEA外部や反応部への樹脂の浸み出しが発生するため、望ましくない。
【0022】
このような融点を有する熱可塑性樹脂としては、高密度ポリエチレン(HDPE)、ポリフッ化ビニリデン(PVDF)等を挙げることが出来る。これらの中では、HDPEが特に好ましい。
【0023】
ガス拡散層のシール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含むとは、例えば、多孔質のガス拡散層のシール部に熱可塑性樹脂を含浸させる形態とすることが出来る。ガス拡散層のシール部への熱可塑性樹脂の含浸は、例えばカーボン多孔質層の周縁部(シール部)に熱可塑性樹脂フィルムを配置し、熱圧着することにより行うことが出来る。
【0024】
また、ガス拡散層のシール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含むとは、例えば、ガス拡散層のシール部の電解質膜側の面に、熱可塑性樹脂からなる接着剤層を形成した形態とすることができる。ガス拡散層のシール部の電解質膜側の面への接着剤層の形成は、例えば、ガス拡散層のシール部の電解質膜側の面に熱可塑性樹脂フィルムを熱圧着することにより行うことが出来る。
【0025】
この場合、ガス拡散層のシール部に含浸した熱可塑性樹脂と、ガス拡散層のシール部の電解質膜側の面に形成した接着剤層を構成する熱可塑性樹脂とは、同一のものであっても、異なるものであってもよい。
【0026】
以上のように、ガス拡散層のシール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含むことにより、積層体を熱圧着すると、熱可塑性樹脂は軟化ないし溶融して、シール部の厚さが減少して、電解質膜・電極接合体の反応部の厚さがシール部の厚さよりも厚くなる。その結果、反応部には高い圧力が加わり、反応部の密着性が良好となる。これに対し、熱圧着前ないし熱圧着温度未満での熱圧着時(熱圧着開始直後)では、熱可塑性樹脂は軟化ないし溶融しないため、シール部の厚さは反応部の厚さよりも厚い。
【0027】
なお、熱圧着後の電解質膜・電極接合体の反応部の厚さは、シール部の厚さよりも、例えば5〜30μm程度厚いことが望ましい。
【0028】
以上の実施形態に係る燃料電池は、次のようにして製造することができる。
【0029】
CCS方式により電解質膜・電極接合体を形成する場合は、まず、電解質膜の両面に、シール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散電極を配置する。次に、電解質膜及び一対のガス拡散電極からなる積層体を、電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する。
【0030】
また、CCM方式により電解質膜・電極接合体を形成する場合は、まず、触媒−電解質膜接合体の両面に、シール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散層を配置する。次に、触媒−電解質膜接合体及び一対のガス拡散層からなる積層体を、電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する。
【0031】
以上の燃料電池の製造方法において、積層体を熱圧着し一体化する工程は、平板プレス装置による平板プレス方式により行うことが出来る。平板プレス装置は簡単な構成であり、これを用いたプレス工程も、何ら位置合わせを要することなく、簡易に行うことが可能である。
【0032】
このような平板プレス装置を用いた平板プレス方式による熱圧着は、平板プレス装置の前後に搬送・搬出手段を配置した装置により行うことが出来る。即ち、積層体の両面をベルトで挟持して平板プレス装置に搬送する搬送手段を平板プレス装置の上流に配置し、平板プレス装置により熱圧着することにより前記積層体が一体化されてなる電解質膜・電極接合体を平板プレス装置から搬出する搬出手段を平板プレス装置の下流に配置した装置により行うことが出来る。
【0033】
以下、本発明の第1及び第2の実施形態を説明する。
【0034】
[第1の実施形態]
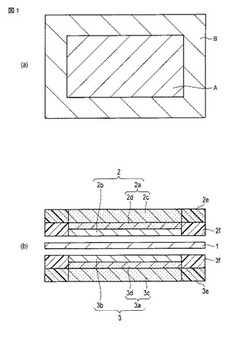
図1は、本発明の第1の実施形態に係る燃料電池スタックを構成するMEAの構成を示す平面図(a)及び断面図(b)である。図1(a)に示すように、MEAは、反応部Aとシール部Bとから構成される。また、図1(b)に示すように、MEAは、電解質膜1の両面に、燃料極2及び酸化剤極3を配置して構成される。燃料極2はガス拡散層2a及び触媒層2bにより構成され、酸化剤極3は、ガス拡散層3a及び触媒層3bにより構成される。これらガス拡散層2a,3aおよび触媒層2b,3bの製造方法について、以下に説明する。
【0035】
(ガス拡散層の形成工程)
燃料極2のガス拡散層2aは、次のようにして形成される。まず、カーボンペーパー2c(厚さ190μm)上に、アセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層2d(厚さ40μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層2dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材2e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤2f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0036】
同様の方法で、酸化剤極3のガス拡散層3aを製造した。即ち、カーボンペーパー3c(厚さ190μm)上にアセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層3d(厚さ20μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層3dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材3e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤3f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0037】
(触媒層の形成工程)
次に、触媒層2b,3bの形成工程について説明する。まず、ケッチェンブラックを担体とするPt系貴金属触媒に純水を加えて得られたスラリーに5%の電解質溶液を加え、さらに2−プロパノールを加えて固形分を10%に調整した触媒インクを製造した。このインクを、55℃の窒素雰囲気中で3〜5時間乾燥して触媒フロックを形成した。得られた触媒フロックを粉砕器にて粉砕し、触媒・電解質混合粉末を作成した。
【0038】
その後、上述のようにして得られたガス拡散層2a,3aをチャンバー内に設置すると共に、チャンバー内で触媒・電解質混合粉末を窒素気流中で噴霧状とし、チャンバー内のガス拡散層2a,3aの下流よりブロワで吸引を行うことで、ガス拡散層2a,3aの反応部A上に乾式塗布した。その後、圧着ローラーを用いて塗布部分を圧着し、触媒層2b,3bを形成した。なお、燃料極2の触媒層2bの貴金属担持量を0.3mgPt/cm2、酸化剤極3の触媒層3bの貴金属担持量を0.55mg/cm2とした。
【0039】
(MEAの熱圧着方法)
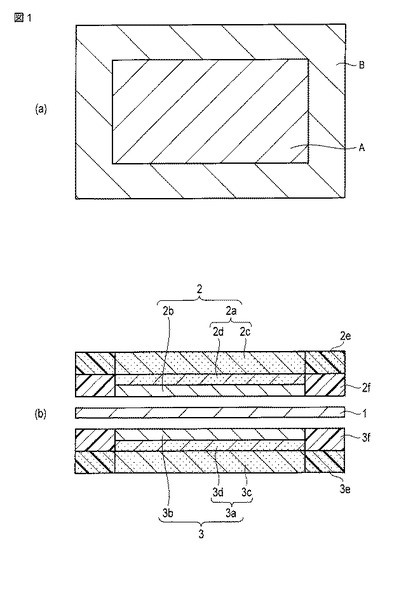
得られた燃料極2および酸化剤極3を電解質膜1の両面に配置し、圧着ローラーにて圧着を行うと、接着剤が電解質膜1に吸着し、MEAの形態に仮接着される。このように仮接着された仮MEA10について、図2に示すMEA一体化装置11を用いて仮MEA10の一体化を実施した。
【0040】
図2に示すように、仮MEA10は、上下に配置されたガラスクロスシート(厚さ150μm)製のベルト12a,12bにより熱圧着装置13に搬送され、熱圧着装置13に搬送された仮MEA10は熱圧着装置13にて所定の圧力、温度で熱圧着され、MEA20が得られる。
【0041】
本実施形態では、熱圧着時間1秒〜90秒間、基板全体の平均面圧が16kgf/cm2となる条件で熱圧着を実施した。
【0042】
(MEAの評価)
以上のようにして第1の実施形態に係るMEAを製作し、その評価を行った。また、比較参照のため、従来の加圧成形機を用いて製造したMEA(従来例1)、含浸材として熱圧着温度よりも高い融点を有するPVDFシート(厚さ100μm)を用いて得たMEA(比較性1)、接着シートの厚さを2倍に増加させて得た(厚さ100μm)MEA(比較例2)、熱圧着装置を平板プレス方式から圧着ローラー方式に変えて得たMEA(比較例3)においても同様の評価を行った。これらのMEAの仕様一覧を下記表1に示す。
【表1】

【0043】
(加圧変形時の厚さ分布評価)
感圧紙(圧力測定フィルムLLLW:富士フィルム社製)を用いて、仮MEAの熱圧着前および熱圧着後の各加圧条件下でのMEA平面内の面圧分布を測定した。
【0044】
実施例1においては、熱圧着前における仮MEA平面内の面圧分布はシール部Bで高く、反応部Aで低い結果となった。その後、熱圧着一体化後に再度面圧分布の測定を実施したところ、熱圧着時間が1秒、15秒、30秒、60秒、90秒の5種類の条件でMEAを製作したが、いずれの条件においてもシール部Bの面圧よりも反応部Aの面圧の方が高くなった。
【0045】
すなわち、熱圧着前における仮MEA平面内の面圧分布から、熱圧着前の熱圧着温度未満での厚さは、反応部Aよりもシール部Bの方が大きいことがわかる。また、熱圧着一体化後の面圧分布から、熱圧着後の熱圧着温度における加圧変形による厚さは、シール部Bよりも反応部Aの方が大きいことがわかる。
【0046】
一方、比較例1及び比較例2については、いずれも熱圧着前の仮MEAの平面内の面圧分布は、実施例1と同様にシール部Bで高く、反応部Aで低い結果となったが、熱圧着後も面圧分布の大小関係に変化が見られず、反応部Aの面圧よりもシール部Bの面圧の方が高くなった。すなわち、熱圧着による加圧変形後の厚さはシール部Bの方が反応部Aよりも厚く、反応部Aへの圧着が不十分であるという結果となった。
【0047】
比較例3は、平板プレス機の代わりに熱圧着ローラーを使用して仮MEAを熱圧着一体したものである。熱圧着ローラーを使用する場合、荷重を線圧により管理し、予め、平板プレスの面圧と同等の荷重がかかるように線圧を設定した。ローラー速度を0.7m/秒に設定したところ、加熱保持時間は実施例1での最低の熱圧着時間(1秒)よりも長い3秒であった。
【0048】
比較例3においても、熱圧着前での仮MEA平面内の面圧分布は実施例1及び比較例1,2と同様にシール部Bで高く、反応部Aで低い結果となったが、熱圧着一体化後も面圧の大小関係に変化が見られず、比較例1、2と同様に、反応部Aの面圧よりもシール部Bの面圧の方が高い結果となった。MEAに荷重がかかる部分が線上で移動していくため、シール部Bでの加圧変形による厚さ低減効果が十分でないためと考えられる。
【0049】
なお、加圧成形機で90秒間加圧成形した従来例のMEAと場合には、比較例1〜3と同様の傾向を示した。
【0050】
以上の結果は、次のような作用によるものと考えられる。
【0051】
実施例1では、一体化時の熱圧着開始直後の加圧変形による厚さは、加圧変形が未だ不十分であるため、反応部よりもシール部の方が厚く、シール部に荷重がかかる。熱可塑性樹脂として熱圧着温度よりも低い融点のものを採用したことにより、シール部に配置した熱可塑性樹脂からなる含浸材の融解により、熱圧着時の加圧変形による厚さ低減が生じる。
【0052】
なお、加圧変形後のシール部の厚さを反応部よりも小さくなるように、予め熱可塑性樹脂の量または熱圧着時のMEA内の圧力分布を最適化することにより、熱圧着によるMEAの温度上昇に伴い、荷重のかかる領域がシール部から反応部に移動する。すなわち段差なしの平板プレス機においても、加圧変形量の異なるシール部および反応部を確実に接着させることができる。
【0053】
一方、比較例1〜3では、熱圧着時間が実施例1と同等以上であるにもかかわらず、シール部の厚さは低減せず、その結果、荷重はシール部にのみかかることにより、反応部の接着性が低下してしまう。
【0054】
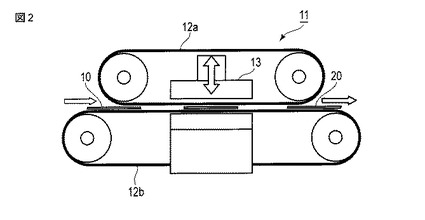
本実施形態の効果を示すために、上述のMEAを搭載した内部加湿型の固体高分子形燃料電池を製作し、燃料極に改質模擬ガス(燃料組成70%H2、30%CO2、10ppmCO+0.5%エアブリード)、酸化剤極に空気を、燃料利用率80%、酸素利用率60%となるようにそれぞれ供給し、電池温度70〜75℃で駆動し、電流-電圧特性を測定した。その結果を図3に示す。なお、図3では、電流密度300mA/cm2における電池電圧の平均値を示す。
【0055】
図3から明らかなように、実施例1のMEAを搭載した燃料電池は、従来例と同等の性能が維持されていることがわかる。これに対し、比較例1〜3では、特性の低下が観測されている。なお、特性低下の原因は、分極解析の結果、反応部での接着性低下に伴うプロトン伝導性の低下により、抵抗分極が増加すること、及び酸素溶解性の低下による拡散分極が増加することによるものであることが確認されている。
【0056】
すなわち本実施形態によれば、CCS方式のMEA形成法を採用した場合においても、含浸材及び/又は接着剤として熱圧着温度よりも融点が低い熱可塑性樹脂を用い、熱圧着後のMEAの反応部の厚さをシール部の厚さよりも厚くすることにより、シール部だけでなく反応部の接着性を向上させることができる。その結果、従来のシール部と反応部に段差を設けた加圧成形機を用いることなく、位置合わせが不要な簡素な装置、例えば平板プレス装置を用いることによっても、高い性能、例えば、優れた電流−電圧特性を発揮する燃料電池を提供することができる。
【0057】
平板プレス装置によると、簡単な構成であっても熱圧着時のMEA内の圧力分布を最適化することができ、本実施形態に係るMEAを形成するのに好適である。
【0058】
[第2の実施形態]
実施例1ではCCS方式により製造したMEAについて説明したが、本実施例ではCCM方式により製造した場合の実施例について説明する。
【0059】
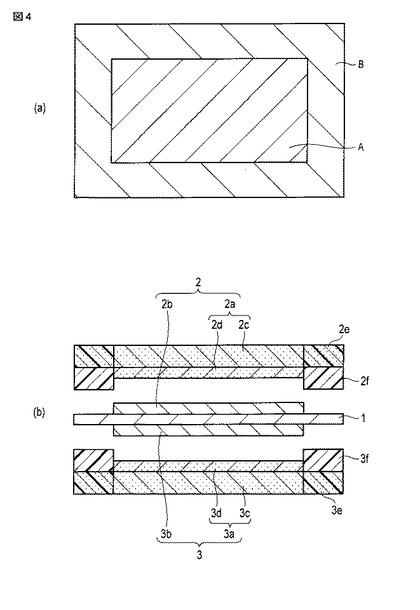
図4は、本発明の第2の実施形態に係る燃料電池スタックを構成するMEAの構成を示す平面図(a)及び断面図(b)である。図4(a)に示すように、MEAは、反応部Aとシール部Bとから構成される。また、図4(b)に示すように、MEAは、電解質膜1の両面に、燃料極2及び酸化剤極3を配置して構成される。燃料極2はガス拡散層2a及び触媒層2bにより構成され、酸化剤極3は、ガス拡散層3a及び触媒層3bにより構成される。これらガス拡散層2a,3aおよび触媒層2b,3bの製造方法について、以下に説明する。
【0060】
(ガス拡散層の製造方法)
燃料極2のガス拡散層2aは、次のようにして形成される。まず、カーボンペーパー2c(厚さ190μm)上に、アセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層2d(厚さ40μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層2dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材2e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤2f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0061】
同様の方法で、酸化剤極3のガス拡散層3aを製造した。即ち、カーボンペーパー3c(厚さ190μm)上にアセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層3d(厚さ20μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層3dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材3e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤3f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0062】
このようにガス拡散層2a,3aに予め熱可塑性樹脂を含浸・仮付することにより、MEA一体化の際における各部材の位置ずれを防止することができる。
【0063】
(触媒層付き電解質膜の製造方法)
次に、触媒層2b,3bの形成工程について説明する。まず、ケッチェンブラックを担体とするPt系貴金属触媒に純水を加えて得られたスラリーに5%の電解質溶液を加え、さらに2−プロパノールを加えて固形分を10%に調整した触媒インクを製造した。このインクをPETフィルム上にダイコーターを用いて所定量塗布し、55℃の窒素雰囲気中で1時間乾燥して、触媒フィルムを形成した。
【0064】
得られた触媒フィルムを触媒転写する形状に加工し、燃料極用と酸化剤極用として電解質膜1の両面に配置し、165℃で4分間熱圧着し、その後PETフィルムを剥離し、両面に触媒層2b,3bが形成された、触媒層付き電解質膜を製造した。なお、燃料極用の触媒層2bの貴金属担持量を0.3mgPt/cm2、酸化剤極用の触媒層3bの貴金属担持量を0.55mg/cm2とした。
【0065】
(MEA熱圧着方法)
得られた触媒層付き電解質膜1の両面に燃料極ガス拡散層2aおよび酸化剤極ガス拡散層3aを配置し、圧着ローラーにて圧着を行うと、接着剤2f,3fが電解質膜1に吸着し、MEAの形態に仮接着される。このように仮接着されたMEA10について実施形態1と同様に、図2に示すMEA一体化装置11を用いて仮MEA10の一体化を実施した。本実施形態では、熱圧着時間1秒〜90秒間、基板全体の平均面圧が16kgf/cm2となる条件で熱圧着を実施した。
【0066】
(MEA評価)
以上のようにして第2の実施形態に係るMEAを製作し、その評価を行った。また、比較参照のため、含浸材の融点が熱圧着温度よりも高い樹脂であるポリフッ化ビニリデン(PVDF)シート(厚さ100μm)を用いて得たMEA(比較性4)についても同様の評価を行った。これらのMEAの仕様一覧を下記表2に示す。
【表2】
【0067】
(加圧変形時の厚さ分布評価)
感圧紙(圧力測定フィルムLLLW:富士フィルム社製)を用いて、仮MEAの熱圧着前および熱圧着後の加圧条件下でのMEA平面内の面圧分布を測定した。
【0068】
実施例2においては、熱圧着前における仮MEA平面内の面圧分布はシール部Bで高く、反応部Aで低い結果となった。その後、熱圧着後に再度面圧分布の測定を実施したところ、熱圧着時間が90秒の条件でMEAを製作したが、シール部Bの面圧よりも反応部Aの面圧の方が高くなった。すなわち、実施例1と同様に熱圧着前の熱圧着温度未満での厚さは、反応部Aよりもシール部Bの方が大きく、熱圧着後の熱圧着温度における加圧変形による厚さは、シール部Bよりも反応部Aの方が大きいという結果になった。
【0069】
一方、比較例4については、熱圧着前の仮MEAの平面内の面圧分布は、実施例2と同様にシール部Bで高く、反応部Aで低い結果となったが、熱圧着後も面圧分布の大小関係に変化が見られず、反応部Aの面圧よりもシール部Bの面圧の方が高くなった。すなわち、熱圧着による加圧変形後の厚さはシール部Bの方が反応部Aよりも厚く、反応部Aへの圧着が不十分であるという結果となった。
【0070】
以上の結果は、次のような作用によるものと考えられる。
【0071】
実施例2では、一体化時の熱圧着開始直後(熱圧着温度未満)の加圧変形による厚さは、加圧変形が未だ不十分であるため、反応部よりもシール部の方が厚く、シール部に荷重がかかる。熱可塑性樹脂として熱圧着温度よりも低い融点のものを採用したことにより、シール部に配置した熱可塑性樹脂からなる含浸材の融解により、熱圧着時の加圧変形による厚さ低減が生じる。
【0072】
なお、加圧変形後のシール部の厚さを反応部よりも小さくなるように、予め熱可塑性樹脂の量または熱圧着時のMEA内の圧力分布を最適化することにより、熱圧着によるMEAの温度上昇に伴い、荷重のかかる領域がシール部から反応部に移動する。
【0073】
一方、比較例4では、熱圧着時間が実施例2と同等であるにもかかわらず、シール部の厚さは低減せず、その結果、荷重はシール部Bにのみかかることにより、反応部Aの接着性が低下してしまう。
【0074】
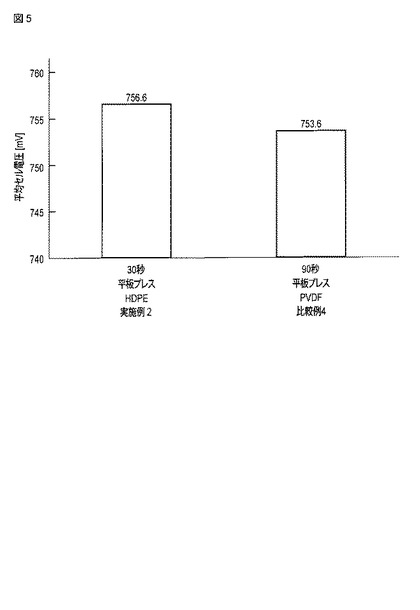
本実施形態の効果を示すために、上述のMEAを搭載した内部加湿型の固体高分子形燃料電池を製作し、燃料極に改質模擬ガス(燃料組成70%H2、30%CO2、10ppmCO+0.5%エアブリード)、酸化剤極に空気を、燃料利用率80%、酸素利用率60%となるようにそれぞれ供給し、電池温度70〜75℃で駆動し、電流-電圧特性を測定した。その結果を図5に示す。なお、図5では、電流密度300mA/cm2における電池電圧の平均値を示す。
【0075】
図5から明らかなように、実施例2のMEAを搭載した燃料電池は、比較例4のMEAを搭載した燃料電池よりも特性が向上している。なお、分極解析の結果、この特性の向上は、反応部での接着性向上に伴うプロトン伝導性の向上により、抵抗分極が改善されていることによるものであることが確認されている。
【0076】
すなわち本実施形態によれば、CCM方式のMEA形成法を採用した場合においても、含浸材及び/又は接着剤として熱圧着温度よりも融点が低い熱可塑性樹脂を用い、熱圧着後のMEAの反応部の厚さをシール部の厚さよりも厚くすることにより、シール部だけでなく反応部の接着性を向上させることができる。その結果、従来のシール部と反応部に段差を設けた加圧成形機を用いることなく、位置合わせが不要な簡素な装置、例えば平板プレス装置を用いることによっても、高い性能、例えば、優れた電流−電圧特性を発揮する燃料電池、システム効率の高い燃料電池システムを提供することができる。
【0077】
以上説明した少なくともひとつの実施形態の燃料電池及びその製造方法によれば、厳格な位置合わせが必要な加圧成形機を使用することなく、簡素な平板プレスによる熱圧着装置においても、MEAのシール部および反応部を同時に最適な状態で接着することができ、製造時のタクトタイムを低減することができる。
【0078】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0079】
1c・・・電解質膜、2・・・燃料極、2a・・・燃料極ガス拡散層、2b・・・燃料極触媒層、2c・・・カーボンペーパー(燃料極ガス拡散層用)、2c・・・カーボン多孔質層(燃料極ガス拡散層用)、2d・・・カーボン多孔質層(燃料極ガス拡散層用)、2e,3e・・・含浸材(熱可塑性樹脂)、2f,3f・・・熱可塑性接着シート、3・・・酸化剤極、3a酸化剤極ガス拡散層、3b・・・酸化剤極触媒層、3c・・・カーボンペーパー(酸化剤極ガス拡散層用)、3c・・・カーボン多孔質層(酸化剤極ガス拡散層用)、3d・・・カーボン多孔質層(酸化剤極ガス拡散層用)、10・・・仮MEA、11・・・MEA一体化装置、12a,12b・・・ベルト、13・・・熱圧着装置、20・・・MEA。
【技術分野】
【0001】
本発明の実施形態は、燃料電池及びその製造方法に関する。
【背景技術】
【0002】
燃料電池発電システムは、水素等の燃料と空気等の酸化剤を燃料電池本体に供給して、電気化学的に反応させることにより、燃料の持つ化学エネルギーを電気エネルギーに直接変換して外部へ取り出す発電装置であり、中でも、電解質に固体高分子膜を用いた固体高分子形燃料電池は、低温動作性や高出力密度等の特徴から、今後、市場規模が急激に拡大することが予想されている。
【0003】
この固体高分子形燃料電池発電システムは、都市ガスやLPG等に代表される炭化水素系燃料から水素含有ガスを製造する改質装置、改質装置で製造された水素含有ガスと大気中の空気を燃料極および酸化剤極にそれぞれ供給して起電力を発生させる燃料電池スタック、燃料電池スタックで発生した電気エネルギーを外部負荷に供給する電気制御装置、および発電に伴う発熱を回収する熱利用系等から構成されている。
【0004】
以上のような構成を有する燃料電池発電システムの発電効率を高めるために、高い性能や耐久性を発揮する燃料電池スタックが要求されている。
【0005】
燃料電池スタックは、電解質膜を挟んで燃料極及び酸化剤極を配置して構成される電解質膜・電極接合体(MEA:Membrane Electrode Assembly)と、このMEAにガス供給を行うと共に燃料と酸化剤を分離する機能を有するセパレータで構成される単電池を、発電により得られた熱量を熱利用源に供給するための冷却板を介して複数積層して構成される。
【0006】
MEAの製造方法としては、電解質膜側に触媒層を形成した後、ガス拡散層と接合する方法(CCM方式:Catalyst Coated Membrane)や、ガス拡散層側に触媒層を形成した後、電解質膜と接合する方法(CCS方式:Catalyst Coated Substrate)が知られている。また、ガス拡散層は反応ガスのシール機能を持たせるために、外周部分の気孔を熱可塑性樹脂等で含浸する手法が広く採用されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−45729号公報
【特許文献2】特開2002−533904号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、CCS方式を採用した場合には、MEAを一体化する際に、予め触媒層が電解質膜に接着されていないため、触媒層が形成された反応部と含浸材や接着剤が配置された外周部分のシール部とを同時に接着する必要がある。したがって、厚さや変形量の異なる反応部とシール部の双方の面圧を確保する観点から、適正厚さとなるようにエッジ部と反応部に段差を設けた加圧成形機を用いて一体化する必要があり、加圧成形機への厳格な位置合わせが必須であって、装置の簡素化やタクトタイム低減が困難であるという課題があった。
【0009】
また、CCM方式を採用した場合においても、電解質膜と触媒層の接着性は十分確保されているが、ガス拡散層と触媒層の接着性が低下することにより性能低下が生じるという課題があった。
【0010】
発明が解決しようとする課題は、簡単な方法及び装置によりタクトタイム低減を可能にした高性能の燃料電池及びその製造方法を提供することにある。
【課題を解決するための手段】
【0011】
一実施形態によれば、電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池が提供される。
【0012】
前記ガス拡散電極は、前記熱圧着の温度以下の融点を有する熱可塑性樹脂を前記シール部に含むとともに、反応部に触媒層を備え、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚い。
【0013】
他の実施形態によれば、電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池が提供される。
【0014】
前記ガス拡散層は、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含み、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚い。
【図面の簡単な説明】
【0015】
【図1】第1の実施形態に係るMEAの構成を示す平面図(a)及び断面図(b)である。
【図2】第1の実施形態で用いたMEA一体化装置を示す図である。
【図3】第1の実施形態の効果を示す図である。
【図4】第2の実施形態に係るMEAの構成を示す平面図(a)及び断面図(b)である。
【図5】第2の実施形態の効果を示す図である。
【発明を実施するための形態】
【0016】
以下、実施の形態について図面を参照して説明する。
【0017】
一実施形態に係る燃料電池は、電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなる電解質膜・電極接合体を具備する燃料電池であって、ガス拡散電極は、ガス拡散層とこのガス拡散層に設けられた触媒層とを備える、いわゆるCCS方式により電解質膜・電極接合体を形成した燃料電池である。
【0018】
また、他の実施形態に係る燃料電池は、電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなる電解質膜・電極接合体を具備する、いわゆるCCM方式により電解質膜・電極接合体を形成した燃料電池である。
【0019】
なお、電解質膜・電極接合体は、電池反応が行われる反応部と、その周辺のシール部とを有し、前記CCS方式による電解質膜・電極接合体においては、触媒層はガス拡散層の電解質膜側の反応部に形成され、前記CCM方式による電解質膜・電極接合体においては、触媒層は電解質膜の両面の反応部に形成されている。
【0020】
以上の燃料電池の特徴は、ガス拡散層のシール部に熱圧着の温度より低い融点を有する熱可塑性樹脂を含むこと、及び電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことである。
【0021】
なお、熱圧着の温度は、155〜175℃程度であり、熱可塑性樹脂の融点は、150〜170℃であるのが好ましい。また、熱可塑性樹脂の融点は、熱圧着の温度よりも5℃以上低いことが望ましい。熱可塑性樹脂の融点が熱圧着の温度とそれほど変わらない場合には、一体化時に十分に融解せずに、ガス拡散層の気孔への含浸や接着剤との馴染みが不十分であるという問題が発生し、熱圧着の温度より低すぎる場合には、流動性が大きく、樹脂が配置されたシール部からMEA外部や反応部への樹脂の浸み出しが発生するため、望ましくない。
【0022】
このような融点を有する熱可塑性樹脂としては、高密度ポリエチレン(HDPE)、ポリフッ化ビニリデン(PVDF)等を挙げることが出来る。これらの中では、HDPEが特に好ましい。
【0023】
ガス拡散層のシール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含むとは、例えば、多孔質のガス拡散層のシール部に熱可塑性樹脂を含浸させる形態とすることが出来る。ガス拡散層のシール部への熱可塑性樹脂の含浸は、例えばカーボン多孔質層の周縁部(シール部)に熱可塑性樹脂フィルムを配置し、熱圧着することにより行うことが出来る。
【0024】
また、ガス拡散層のシール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含むとは、例えば、ガス拡散層のシール部の電解質膜側の面に、熱可塑性樹脂からなる接着剤層を形成した形態とすることができる。ガス拡散層のシール部の電解質膜側の面への接着剤層の形成は、例えば、ガス拡散層のシール部の電解質膜側の面に熱可塑性樹脂フィルムを熱圧着することにより行うことが出来る。
【0025】
この場合、ガス拡散層のシール部に含浸した熱可塑性樹脂と、ガス拡散層のシール部の電解質膜側の面に形成した接着剤層を構成する熱可塑性樹脂とは、同一のものであっても、異なるものであってもよい。
【0026】
以上のように、ガス拡散層のシール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含むことにより、積層体を熱圧着すると、熱可塑性樹脂は軟化ないし溶融して、シール部の厚さが減少して、電解質膜・電極接合体の反応部の厚さがシール部の厚さよりも厚くなる。その結果、反応部には高い圧力が加わり、反応部の密着性が良好となる。これに対し、熱圧着前ないし熱圧着温度未満での熱圧着時(熱圧着開始直後)では、熱可塑性樹脂は軟化ないし溶融しないため、シール部の厚さは反応部の厚さよりも厚い。
【0027】
なお、熱圧着後の電解質膜・電極接合体の反応部の厚さは、シール部の厚さよりも、例えば5〜30μm程度厚いことが望ましい。
【0028】
以上の実施形態に係る燃料電池は、次のようにして製造することができる。
【0029】
CCS方式により電解質膜・電極接合体を形成する場合は、まず、電解質膜の両面に、シール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散電極を配置する。次に、電解質膜及び一対のガス拡散電極からなる積層体を、電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する。
【0030】
また、CCM方式により電解質膜・電極接合体を形成する場合は、まず、触媒−電解質膜接合体の両面に、シール部に熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散層を配置する。次に、触媒−電解質膜接合体及び一対のガス拡散層からなる積層体を、電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する。
【0031】
以上の燃料電池の製造方法において、積層体を熱圧着し一体化する工程は、平板プレス装置による平板プレス方式により行うことが出来る。平板プレス装置は簡単な構成であり、これを用いたプレス工程も、何ら位置合わせを要することなく、簡易に行うことが可能である。
【0032】
このような平板プレス装置を用いた平板プレス方式による熱圧着は、平板プレス装置の前後に搬送・搬出手段を配置した装置により行うことが出来る。即ち、積層体の両面をベルトで挟持して平板プレス装置に搬送する搬送手段を平板プレス装置の上流に配置し、平板プレス装置により熱圧着することにより前記積層体が一体化されてなる電解質膜・電極接合体を平板プレス装置から搬出する搬出手段を平板プレス装置の下流に配置した装置により行うことが出来る。
【0033】
以下、本発明の第1及び第2の実施形態を説明する。
【0034】
[第1の実施形態]
図1は、本発明の第1の実施形態に係る燃料電池スタックを構成するMEAの構成を示す平面図(a)及び断面図(b)である。図1(a)に示すように、MEAは、反応部Aとシール部Bとから構成される。また、図1(b)に示すように、MEAは、電解質膜1の両面に、燃料極2及び酸化剤極3を配置して構成される。燃料極2はガス拡散層2a及び触媒層2bにより構成され、酸化剤極3は、ガス拡散層3a及び触媒層3bにより構成される。これらガス拡散層2a,3aおよび触媒層2b,3bの製造方法について、以下に説明する。
【0035】
(ガス拡散層の形成工程)
燃料極2のガス拡散層2aは、次のようにして形成される。まず、カーボンペーパー2c(厚さ190μm)上に、アセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層2d(厚さ40μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層2dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材2e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤2f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0036】
同様の方法で、酸化剤極3のガス拡散層3aを製造した。即ち、カーボンペーパー3c(厚さ190μm)上にアセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層3d(厚さ20μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層3dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材3e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤3f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0037】
(触媒層の形成工程)
次に、触媒層2b,3bの形成工程について説明する。まず、ケッチェンブラックを担体とするPt系貴金属触媒に純水を加えて得られたスラリーに5%の電解質溶液を加え、さらに2−プロパノールを加えて固形分を10%に調整した触媒インクを製造した。このインクを、55℃の窒素雰囲気中で3〜5時間乾燥して触媒フロックを形成した。得られた触媒フロックを粉砕器にて粉砕し、触媒・電解質混合粉末を作成した。
【0038】
その後、上述のようにして得られたガス拡散層2a,3aをチャンバー内に設置すると共に、チャンバー内で触媒・電解質混合粉末を窒素気流中で噴霧状とし、チャンバー内のガス拡散層2a,3aの下流よりブロワで吸引を行うことで、ガス拡散層2a,3aの反応部A上に乾式塗布した。その後、圧着ローラーを用いて塗布部分を圧着し、触媒層2b,3bを形成した。なお、燃料極2の触媒層2bの貴金属担持量を0.3mgPt/cm2、酸化剤極3の触媒層3bの貴金属担持量を0.55mg/cm2とした。
【0039】
(MEAの熱圧着方法)
得られた燃料極2および酸化剤極3を電解質膜1の両面に配置し、圧着ローラーにて圧着を行うと、接着剤が電解質膜1に吸着し、MEAの形態に仮接着される。このように仮接着された仮MEA10について、図2に示すMEA一体化装置11を用いて仮MEA10の一体化を実施した。
【0040】
図2に示すように、仮MEA10は、上下に配置されたガラスクロスシート(厚さ150μm)製のベルト12a,12bにより熱圧着装置13に搬送され、熱圧着装置13に搬送された仮MEA10は熱圧着装置13にて所定の圧力、温度で熱圧着され、MEA20が得られる。
【0041】
本実施形態では、熱圧着時間1秒〜90秒間、基板全体の平均面圧が16kgf/cm2となる条件で熱圧着を実施した。
【0042】
(MEAの評価)
以上のようにして第1の実施形態に係るMEAを製作し、その評価を行った。また、比較参照のため、従来の加圧成形機を用いて製造したMEA(従来例1)、含浸材として熱圧着温度よりも高い融点を有するPVDFシート(厚さ100μm)を用いて得たMEA(比較性1)、接着シートの厚さを2倍に増加させて得た(厚さ100μm)MEA(比較例2)、熱圧着装置を平板プレス方式から圧着ローラー方式に変えて得たMEA(比較例3)においても同様の評価を行った。これらのMEAの仕様一覧を下記表1に示す。
【表1】
【0043】
(加圧変形時の厚さ分布評価)
感圧紙(圧力測定フィルムLLLW:富士フィルム社製)を用いて、仮MEAの熱圧着前および熱圧着後の各加圧条件下でのMEA平面内の面圧分布を測定した。
【0044】
実施例1においては、熱圧着前における仮MEA平面内の面圧分布はシール部Bで高く、反応部Aで低い結果となった。その後、熱圧着一体化後に再度面圧分布の測定を実施したところ、熱圧着時間が1秒、15秒、30秒、60秒、90秒の5種類の条件でMEAを製作したが、いずれの条件においてもシール部Bの面圧よりも反応部Aの面圧の方が高くなった。
【0045】
すなわち、熱圧着前における仮MEA平面内の面圧分布から、熱圧着前の熱圧着温度未満での厚さは、反応部Aよりもシール部Bの方が大きいことがわかる。また、熱圧着一体化後の面圧分布から、熱圧着後の熱圧着温度における加圧変形による厚さは、シール部Bよりも反応部Aの方が大きいことがわかる。
【0046】
一方、比較例1及び比較例2については、いずれも熱圧着前の仮MEAの平面内の面圧分布は、実施例1と同様にシール部Bで高く、反応部Aで低い結果となったが、熱圧着後も面圧分布の大小関係に変化が見られず、反応部Aの面圧よりもシール部Bの面圧の方が高くなった。すなわち、熱圧着による加圧変形後の厚さはシール部Bの方が反応部Aよりも厚く、反応部Aへの圧着が不十分であるという結果となった。
【0047】
比較例3は、平板プレス機の代わりに熱圧着ローラーを使用して仮MEAを熱圧着一体したものである。熱圧着ローラーを使用する場合、荷重を線圧により管理し、予め、平板プレスの面圧と同等の荷重がかかるように線圧を設定した。ローラー速度を0.7m/秒に設定したところ、加熱保持時間は実施例1での最低の熱圧着時間(1秒)よりも長い3秒であった。
【0048】
比較例3においても、熱圧着前での仮MEA平面内の面圧分布は実施例1及び比較例1,2と同様にシール部Bで高く、反応部Aで低い結果となったが、熱圧着一体化後も面圧の大小関係に変化が見られず、比較例1、2と同様に、反応部Aの面圧よりもシール部Bの面圧の方が高い結果となった。MEAに荷重がかかる部分が線上で移動していくため、シール部Bでの加圧変形による厚さ低減効果が十分でないためと考えられる。
【0049】
なお、加圧成形機で90秒間加圧成形した従来例のMEAと場合には、比較例1〜3と同様の傾向を示した。
【0050】
以上の結果は、次のような作用によるものと考えられる。
【0051】
実施例1では、一体化時の熱圧着開始直後の加圧変形による厚さは、加圧変形が未だ不十分であるため、反応部よりもシール部の方が厚く、シール部に荷重がかかる。熱可塑性樹脂として熱圧着温度よりも低い融点のものを採用したことにより、シール部に配置した熱可塑性樹脂からなる含浸材の融解により、熱圧着時の加圧変形による厚さ低減が生じる。
【0052】
なお、加圧変形後のシール部の厚さを反応部よりも小さくなるように、予め熱可塑性樹脂の量または熱圧着時のMEA内の圧力分布を最適化することにより、熱圧着によるMEAの温度上昇に伴い、荷重のかかる領域がシール部から反応部に移動する。すなわち段差なしの平板プレス機においても、加圧変形量の異なるシール部および反応部を確実に接着させることができる。
【0053】
一方、比較例1〜3では、熱圧着時間が実施例1と同等以上であるにもかかわらず、シール部の厚さは低減せず、その結果、荷重はシール部にのみかかることにより、反応部の接着性が低下してしまう。
【0054】
本実施形態の効果を示すために、上述のMEAを搭載した内部加湿型の固体高分子形燃料電池を製作し、燃料極に改質模擬ガス(燃料組成70%H2、30%CO2、10ppmCO+0.5%エアブリード)、酸化剤極に空気を、燃料利用率80%、酸素利用率60%となるようにそれぞれ供給し、電池温度70〜75℃で駆動し、電流-電圧特性を測定した。その結果を図3に示す。なお、図3では、電流密度300mA/cm2における電池電圧の平均値を示す。
【0055】
図3から明らかなように、実施例1のMEAを搭載した燃料電池は、従来例と同等の性能が維持されていることがわかる。これに対し、比較例1〜3では、特性の低下が観測されている。なお、特性低下の原因は、分極解析の結果、反応部での接着性低下に伴うプロトン伝導性の低下により、抵抗分極が増加すること、及び酸素溶解性の低下による拡散分極が増加することによるものであることが確認されている。
【0056】
すなわち本実施形態によれば、CCS方式のMEA形成法を採用した場合においても、含浸材及び/又は接着剤として熱圧着温度よりも融点が低い熱可塑性樹脂を用い、熱圧着後のMEAの反応部の厚さをシール部の厚さよりも厚くすることにより、シール部だけでなく反応部の接着性を向上させることができる。その結果、従来のシール部と反応部に段差を設けた加圧成形機を用いることなく、位置合わせが不要な簡素な装置、例えば平板プレス装置を用いることによっても、高い性能、例えば、優れた電流−電圧特性を発揮する燃料電池を提供することができる。
【0057】
平板プレス装置によると、簡単な構成であっても熱圧着時のMEA内の圧力分布を最適化することができ、本実施形態に係るMEAを形成するのに好適である。
【0058】
[第2の実施形態]
実施例1ではCCS方式により製造したMEAについて説明したが、本実施例ではCCM方式により製造した場合の実施例について説明する。
【0059】
図4は、本発明の第2の実施形態に係る燃料電池スタックを構成するMEAの構成を示す平面図(a)及び断面図(b)である。図4(a)に示すように、MEAは、反応部Aとシール部Bとから構成される。また、図4(b)に示すように、MEAは、電解質膜1の両面に、燃料極2及び酸化剤極3を配置して構成される。燃料極2はガス拡散層2a及び触媒層2bにより構成され、酸化剤極3は、ガス拡散層3a及び触媒層3bにより構成される。これらガス拡散層2a,3aおよび触媒層2b,3bの製造方法について、以下に説明する。
【0060】
(ガス拡散層の製造方法)
燃料極2のガス拡散層2aは、次のようにして形成される。まず、カーボンペーパー2c(厚さ190μm)上に、アセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層2d(厚さ40μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層2dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材2e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤2f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0061】
同様の方法で、酸化剤極3のガス拡散層3aを製造した。即ち、カーボンペーパー3c(厚さ190μm)上にアセチレンブラックとPTFEを乾式混合して得られた粉末を乾式塗布し、ローラーで圧着してカーボン多孔質層3d(厚さ20μm)を形成した。次いで、反応ガスのシール機能を持たせるため、このカーボン多孔質層3dの外周(シール部B)に、電解質膜1との接着面の反対側から熱可塑性樹脂からなる含浸材3e(HDPEフィルム、厚さ100μm、融点150℃)を配置し、150℃で12.5kgf/cm2の圧力で熱圧着を行い、含浸処理した。また、電解質膜1との接着面側から熱可塑性接着剤3f(軟化温度120℃、シート状、厚さ50μm)を90℃で熱圧着し、仮付けした。
【0062】
このようにガス拡散層2a,3aに予め熱可塑性樹脂を含浸・仮付することにより、MEA一体化の際における各部材の位置ずれを防止することができる。
【0063】
(触媒層付き電解質膜の製造方法)
次に、触媒層2b,3bの形成工程について説明する。まず、ケッチェンブラックを担体とするPt系貴金属触媒に純水を加えて得られたスラリーに5%の電解質溶液を加え、さらに2−プロパノールを加えて固形分を10%に調整した触媒インクを製造した。このインクをPETフィルム上にダイコーターを用いて所定量塗布し、55℃の窒素雰囲気中で1時間乾燥して、触媒フィルムを形成した。
【0064】
得られた触媒フィルムを触媒転写する形状に加工し、燃料極用と酸化剤極用として電解質膜1の両面に配置し、165℃で4分間熱圧着し、その後PETフィルムを剥離し、両面に触媒層2b,3bが形成された、触媒層付き電解質膜を製造した。なお、燃料極用の触媒層2bの貴金属担持量を0.3mgPt/cm2、酸化剤極用の触媒層3bの貴金属担持量を0.55mg/cm2とした。
【0065】
(MEA熱圧着方法)
得られた触媒層付き電解質膜1の両面に燃料極ガス拡散層2aおよび酸化剤極ガス拡散層3aを配置し、圧着ローラーにて圧着を行うと、接着剤2f,3fが電解質膜1に吸着し、MEAの形態に仮接着される。このように仮接着されたMEA10について実施形態1と同様に、図2に示すMEA一体化装置11を用いて仮MEA10の一体化を実施した。本実施形態では、熱圧着時間1秒〜90秒間、基板全体の平均面圧が16kgf/cm2となる条件で熱圧着を実施した。
【0066】
(MEA評価)
以上のようにして第2の実施形態に係るMEAを製作し、その評価を行った。また、比較参照のため、含浸材の融点が熱圧着温度よりも高い樹脂であるポリフッ化ビニリデン(PVDF)シート(厚さ100μm)を用いて得たMEA(比較性4)についても同様の評価を行った。これらのMEAの仕様一覧を下記表2に示す。
【表2】
【0067】
(加圧変形時の厚さ分布評価)
感圧紙(圧力測定フィルムLLLW:富士フィルム社製)を用いて、仮MEAの熱圧着前および熱圧着後の加圧条件下でのMEA平面内の面圧分布を測定した。
【0068】
実施例2においては、熱圧着前における仮MEA平面内の面圧分布はシール部Bで高く、反応部Aで低い結果となった。その後、熱圧着後に再度面圧分布の測定を実施したところ、熱圧着時間が90秒の条件でMEAを製作したが、シール部Bの面圧よりも反応部Aの面圧の方が高くなった。すなわち、実施例1と同様に熱圧着前の熱圧着温度未満での厚さは、反応部Aよりもシール部Bの方が大きく、熱圧着後の熱圧着温度における加圧変形による厚さは、シール部Bよりも反応部Aの方が大きいという結果になった。
【0069】
一方、比較例4については、熱圧着前の仮MEAの平面内の面圧分布は、実施例2と同様にシール部Bで高く、反応部Aで低い結果となったが、熱圧着後も面圧分布の大小関係に変化が見られず、反応部Aの面圧よりもシール部Bの面圧の方が高くなった。すなわち、熱圧着による加圧変形後の厚さはシール部Bの方が反応部Aよりも厚く、反応部Aへの圧着が不十分であるという結果となった。
【0070】
以上の結果は、次のような作用によるものと考えられる。
【0071】
実施例2では、一体化時の熱圧着開始直後(熱圧着温度未満)の加圧変形による厚さは、加圧変形が未だ不十分であるため、反応部よりもシール部の方が厚く、シール部に荷重がかかる。熱可塑性樹脂として熱圧着温度よりも低い融点のものを採用したことにより、シール部に配置した熱可塑性樹脂からなる含浸材の融解により、熱圧着時の加圧変形による厚さ低減が生じる。
【0072】
なお、加圧変形後のシール部の厚さを反応部よりも小さくなるように、予め熱可塑性樹脂の量または熱圧着時のMEA内の圧力分布を最適化することにより、熱圧着によるMEAの温度上昇に伴い、荷重のかかる領域がシール部から反応部に移動する。
【0073】
一方、比較例4では、熱圧着時間が実施例2と同等であるにもかかわらず、シール部の厚さは低減せず、その結果、荷重はシール部Bにのみかかることにより、反応部Aの接着性が低下してしまう。
【0074】
本実施形態の効果を示すために、上述のMEAを搭載した内部加湿型の固体高分子形燃料電池を製作し、燃料極に改質模擬ガス(燃料組成70%H2、30%CO2、10ppmCO+0.5%エアブリード)、酸化剤極に空気を、燃料利用率80%、酸素利用率60%となるようにそれぞれ供給し、電池温度70〜75℃で駆動し、電流-電圧特性を測定した。その結果を図5に示す。なお、図5では、電流密度300mA/cm2における電池電圧の平均値を示す。
【0075】
図5から明らかなように、実施例2のMEAを搭載した燃料電池は、比較例4のMEAを搭載した燃料電池よりも特性が向上している。なお、分極解析の結果、この特性の向上は、反応部での接着性向上に伴うプロトン伝導性の向上により、抵抗分極が改善されていることによるものであることが確認されている。
【0076】
すなわち本実施形態によれば、CCM方式のMEA形成法を採用した場合においても、含浸材及び/又は接着剤として熱圧着温度よりも融点が低い熱可塑性樹脂を用い、熱圧着後のMEAの反応部の厚さをシール部の厚さよりも厚くすることにより、シール部だけでなく反応部の接着性を向上させることができる。その結果、従来のシール部と反応部に段差を設けた加圧成形機を用いることなく、位置合わせが不要な簡素な装置、例えば平板プレス装置を用いることによっても、高い性能、例えば、優れた電流−電圧特性を発揮する燃料電池、システム効率の高い燃料電池システムを提供することができる。
【0077】
以上説明した少なくともひとつの実施形態の燃料電池及びその製造方法によれば、厳格な位置合わせが必要な加圧成形機を使用することなく、簡素な平板プレスによる熱圧着装置においても、MEAのシール部および反応部を同時に最適な状態で接着することができ、製造時のタクトタイムを低減することができる。
【0078】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0079】
1c・・・電解質膜、2・・・燃料極、2a・・・燃料極ガス拡散層、2b・・・燃料極触媒層、2c・・・カーボンペーパー(燃料極ガス拡散層用)、2c・・・カーボン多孔質層(燃料極ガス拡散層用)、2d・・・カーボン多孔質層(燃料極ガス拡散層用)、2e,3e・・・含浸材(熱可塑性樹脂)、2f,3f・・・熱可塑性接着シート、3・・・酸化剤極、3a酸化剤極ガス拡散層、3b・・・酸化剤極触媒層、3c・・・カーボンペーパー(酸化剤極ガス拡散層用)、3c・・・カーボン多孔質層(酸化剤極ガス拡散層用)、3d・・・カーボン多孔質層(酸化剤極ガス拡散層用)、10・・・仮MEA、11・・・MEA一体化装置、12a,12b・・・ベルト、13・・・熱圧着装置、20・・・MEA。
【特許請求の範囲】
【請求項1】
電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池であって、
前記ガス拡散電極は、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含むガス拡散層と、該ガス拡散層の反応部に設けられた触媒層を備え、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことを特徴とする燃料電池。
【請求項2】
電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池であって、
前記ガス拡散層は、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含み、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことを特徴とする燃料電池。
【請求項3】
前記熱硬化性樹脂はHDPEであることを特徴とする請求項1または2に記載の燃料電池。
【請求項4】
電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池の製造方法であって、
電解質膜の両面に、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散電極を配置する工程、及び
前記電解質膜及び一対のガス拡散電極からなる積層体を、前記電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する工程
を具備することを特徴とする燃料電池の製造方法。
【請求項5】
前記ガス拡散電極を配置する工程は、前記電解質膜・電極接合体の反応部の厚さよりシール部の厚さが厚いガス拡散層を配置することを特徴とする請求項4に記載の燃料電池の製造方法。
【請求項6】
電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池の製造方法であって、
前記触媒−電解質膜接合体の両面に、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散層を配置する工程、及び
触媒−電解質膜接合体及び一対のガス拡散層からなる積層体を、前記電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する工程
を具備することを特徴とする燃料電池の製造方法。
【請求項7】
前記ガス拡散電極を配置する工程は、前記電解質膜・電極接合体の反応部の厚さよりシール部の厚さが厚いガス拡散層を配置することを特徴とする請求項6に記載の燃料電池の製造方法。
【請求項8】
前記積層体を熱圧着し一体化する工程は、平板プレスにより行うことを特徴とする請求項4乃至7のいずれかに記載の燃料電池の製造方法。
【請求項9】
前記ガス拡散層のシール部に前記熱可塑性樹脂が含浸させていることを特徴とする請求項4乃至8のいずれかに記載の燃料電池の製造方法。
【請求項1】
電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池であって、
前記ガス拡散電極は、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含むガス拡散層と、該ガス拡散層の反応部に設けられた触媒層を備え、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことを特徴とする燃料電池。
【請求項2】
電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池であって、
前記ガス拡散層は、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含み、前記電解質膜・電極接合体の反応部の厚さはシール部の厚さより厚いことを特徴とする燃料電池。
【請求項3】
前記熱硬化性樹脂はHDPEであることを特徴とする請求項1または2に記載の燃料電池。
【請求項4】
電解質膜の両面に配置された一対のガス拡散電極からなる積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池の製造方法であって、
電解質膜の両面に、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散電極を配置する工程、及び
前記電解質膜及び一対のガス拡散電極からなる積層体を、前記電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する工程
を具備することを特徴とする燃料電池の製造方法。
【請求項5】
前記ガス拡散電極を配置する工程は、前記電解質膜・電極接合体の反応部の厚さよりシール部の厚さが厚いガス拡散層を配置することを特徴とする請求項4に記載の燃料電池の製造方法。
【請求項6】
電解質膜の両面に触媒層を有する触媒−電解質膜接合体の両面に一対のガス拡散層を配置した積層体を熱圧着により一体化してなり、反応部とその周辺のシール部とを有する電解質膜・電極接合体を具備する燃料電池の製造方法であって、
前記触媒−電解質膜接合体の両面に、前記シール部に前記熱圧着の温度以下の融点を有する熱可塑性樹脂を含む一対のガス拡散層を配置する工程、及び
触媒−電解質膜接合体及び一対のガス拡散層からなる積層体を、前記電解質膜・電極接合体の反応部の厚さがシール部の厚さより厚くなるように熱圧着し、一体化して電解質膜・電極接合体を形成する工程
を具備することを特徴とする燃料電池の製造方法。
【請求項7】
前記ガス拡散電極を配置する工程は、前記電解質膜・電極接合体の反応部の厚さよりシール部の厚さが厚いガス拡散層を配置することを特徴とする請求項6に記載の燃料電池の製造方法。
【請求項8】
前記積層体を熱圧着し一体化する工程は、平板プレスにより行うことを特徴とする請求項4乃至7のいずれかに記載の燃料電池の製造方法。
【請求項9】
前記ガス拡散層のシール部に前記熱可塑性樹脂が含浸させていることを特徴とする請求項4乃至8のいずれかに記載の燃料電池の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−93292(P2013−93292A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−236253(P2011−236253)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(301060299)東芝燃料電池システム株式会社 (358)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(301060299)東芝燃料電池システム株式会社 (358)
【Fターム(参考)】
[ Back to top ]