
燃料電池用シール組成物及び燃料電池用シール
【課題】燃料電池において、ガスバリア性、耐酸性、耐熱性に優れ、且つセパレータに対して強固に接合するシールを設ける。
【解決手段】第1セパレータ20、第2セパレータ22に設けた第1シール36及び第2シール38は、第1の樹脂材、エラストマー及び第2の樹脂材からなるシール用有機成分を含む。第1の樹脂材は熱変形温度が高いものであり、逆に、第2の樹脂材は、熱変形温度が低いものである。また、シール用有機成分の全量を100重量%とするとき、第1の樹脂材、エラストマー及び第2の樹脂材の割合は、それぞれ、15〜85重量%、10〜65重量%、5〜20重量%の範囲内に設定される。
【解決手段】第1セパレータ20、第2セパレータ22に設けた第1シール36及び第2シール38は、第1の樹脂材、エラストマー及び第2の樹脂材からなるシール用有機成分を含む。第1の樹脂材は熱変形温度が高いものであり、逆に、第2の樹脂材は、熱変形温度が低いものである。また、シール用有機成分の全量を100重量%とするとき、第1の樹脂材、エラストマー及び第2の樹脂材の割合は、それぞれ、15〜85重量%、10〜65重量%、5〜20重量%の範囲内に設定される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池の内部から反応ガス等が漏出することを防止するための燃料電池用シール組成物及び燃料電池用シールに関する。
【背景技術】
【0002】
燃料電池の単位セルは、アノード電極とカソード電極とが電解質を介して配設される電解質・電極接合体を1組のセパレータで挟持することで構成される。このような構成の単位セルにおいて、セパレータの両面縁部にはシールが形成される。燃料電池の運転に際しては、前記電解質・電極接合体を構成するアノード電極に対して水素を含んだ燃料ガスが供給されるとともに、カソード電極に対して酸素を含んだ酸化剤ガスが供給される。前記シールは、これら燃料ガス及び酸化剤ガスが燃料電池の外部に漏出することを防止するためのものである。
【0003】
一般的な機器におけるガスシールとしてはOリングが周知であるが、燃料電池のセパレータのシールにOリングを用いるためには、セパレータにOリングを係合するための係合溝を形成する必要がある。この場合、セパレータの厚みを大きくしなければならないので、燃料電池の大型化・重量化を招く。しかも、金属製のセパレータをプレス成形にて作製するときには、表面と裏面を互いに相違する形状とすることが困難であるため、表面と裏面とで係合溝(Oリング装着部)を同一箇所に形成することができない。従って、シール位置レイアウトの自由度に制限を受ける。
【0004】
これを回避するべく、シールは、セパレータに対して一体化される(例えば、特許文献1参照)。一体化は、例えば、シール組成物をセパレータの縁部に対して射出成形することでシールを形成することによって行われる。これによりセパレータ、ひいては燃料電池の小型化・軽量化を図ることができるとともに、シール位置レイアウトの自由度を高めることができる。
【0005】
この種のシール(シール組成物)としては、シリコーンゴムやフッ素ゴムが広汎に採用されているが、シリコーンゴムは耐酸性に懸念があり、また、フッ素ゴムは高価である。そこで、耐酸性に優れ、且つ安価なシールが希求されている。この観点から、本出願人は、特許文献2において、ゴム状弾性体からなる粒子を樹脂マトリックスに分散させたシールを提案している。
【0006】
また、特許文献3には、シールに存在する微細気孔を樹脂材で充填し、これによりシール性能を向上させることが提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−55813号公報
【特許文献2】特開2007−184223号公報
【特許文献3】特開2005−158690号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
燃料電池用のシールには、耐酸性及びシール性能に優れているのみならず、セパレータから剥離し難いことが求められる。しかしながら、このような性質を全て併せ持つシールはこれまでのところ知られておらず、ほとんどのシールは、セパレータに対する接着強度が十分ではない。このため、セパレータにシールを設ける前にプライマーを塗布し、このプライマーにより、セパレータとシールの接合強度を確保するようにしている。
【0009】
しかしながら、このためにプライマーを塗布する工程が必要であり、従って、シールが一体化したセパレータを得るまでの工程数を低減することが容易ではないという不具合が顕在化している。また、プライマーを用いる分だけコストも上昇してしまう。
【0010】
本発明は上記した問題を解決するためになされたもので、セパレータに対して十分な接合強度を示すとともに、耐酸性及びシール性能に優れた燃料電池用シール組成物及び燃料電池用シールを提供することを目的とする。
【課題を解決するための手段】
【0011】
前記の目的を達成するために、本発明は、アノード電極とカソード電極とが電解質を介して配設される電解質・電極接合体を挟持するセパレータに設けられる燃料電池用シール組成物において、
シール用有機成分として、第1の樹脂材と、エラストマーと、第2の樹脂材とを含有し、
シール用有機成分の全量を100重量%とするとき、前記第1の樹脂材、前記エラストマー及び前記第2の樹脂材の割合は、それぞれ、15〜85重量%、10〜65重量%、5〜20重量%であり、
且つ前記第2の樹脂材は、前記第1の樹脂材よりも熱変形温度が低いものであることを特徴とする。
【0012】
この燃料電池用シール組成物の硬化物であるシールには、熱変形温度が高い第1の樹脂材に基づいて、優れたガスバリア性、耐酸性及び耐熱性が発現するとともに、エラストマーに基づいて、優れた弾性を示す。これにより、優れたシール性能が得られる。
【0013】
また、熱変形温度が低い第2の樹脂材が含まれているので、該シール組成物をセパレータに設ける際、セパレータに不可避的に形成された微細な陥没にシール組成物が容易に進入する。換言すれば、陥没がシール組成物で充填される。このため、該シール組成物が硬化してシールとなったときに、優れたアンカー効果が得られる。これにより、セパレータに対するシールの接合強度が確保される。
【0014】
第1の樹脂材としては、熱変形温度が120℃以上であるものが好ましい。この場合、ガスバリア性、耐酸性及び耐熱性が特に優れるシールが得られるからである。
【0015】
また、第1の樹脂材との熱変形温度の差がさほど大きくないものを第2の樹脂材として選定すると、上記のアンカー効果を得ることが容易でなくなる。逆に、過度に大きいものを選定すると、シールが層状剥離を起こす場合があり、このためにシールを設けることが容易でなくなる。従って、第2の樹脂材としては、その熱変形温度を、第1の樹脂材の熱変形温度から差し引いたときの値が30〜140℃の範囲内であるものが好ましい。
【0016】
以上の観点から、第1の樹脂材の好適な例としては、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、ポリプロピレン等を挙げることができる。この場合、第2の樹脂材は、ポリスチレン、ポリエチレン等が好適である。
【0017】
また、エラストマーの好適な具体例としては、オレフィン系エラストマーやウレタン系エラストマー等が挙げられるが、スチレン系エラストマーが特に好ましい。
【0018】
燃料電池用シール組成物には、無機充填剤をさらに含めるようにしてもよい。この場合、シールに形成される気孔が充填されるので、シール性能を一層向上させることができる。
【0019】
また、燃料電池用シール組成物に相溶剤を含めるようにしてもよい。これにより第1の樹脂材、エラストマー及び第2の樹脂材が相分離を起こすことなく略均等に混ざり合うので、部位に関わらず特性が略均一なシールが得られる。
【0020】
また、本発明に係る燃料電池用シールは、上記した燃料電池用シール組成物からなることを特徴とする。
【0021】
すなわち、このシールは、ガスバリア性、耐酸性及び耐熱性に優れ、且つ大きな弾性を示すとともに、セパレータに対して堅牢に接合する。
【発明の効果】
【0022】
本発明によれば、熱変形温度が高い第1の樹脂材と、弾性に富むエラストマーと、熱変形温度が低い第2の樹脂材とを所定の割合で配合するようにしているので、ガスバリア性、耐酸性及び耐熱性に優れ、且つ大きな弾性を示すとともに、セパレータに対して堅牢に接合し、このために燃料電池の温度変化に関わらず、長期間にわたって優れたシール性能を示すシールが得られる。
【図面の簡単な説明】
【0023】
【図1】本実施の形態に係る燃料電池用シールを備える燃料電池(スタック)の要部縦断面説明図である。
【図2】第2の樹脂材を含まない燃料電池用シールと、セパレータに形成された陥没との位置関係を模式的に示した要部断面図である。
【図3】第2の樹脂材を含む本実施の形態に係る燃料電池用シールと、セパレータに形成された陥没との位置関係を模式的に示した要部断面図である。
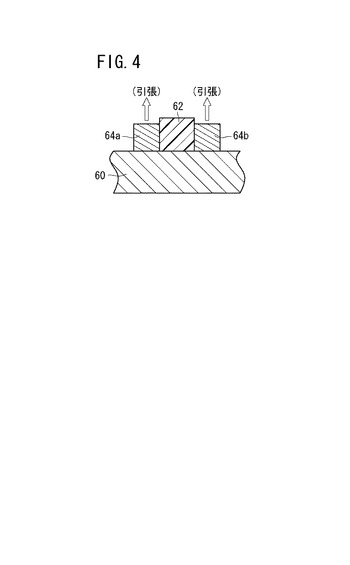
【図4】燃料電池用シールの接合強度(剥離性)を調査している状態を模式的に示す要部縦断面説明図である。
【図5】燃料電池用シールにおける第2の樹脂材の割合と、該燃料電池用シールの試験基板に対する剥離性との関係を示す図表である。
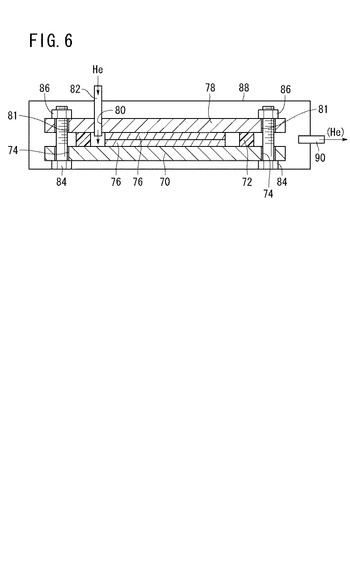
【図6】燃料電池用シールのシール性能(ガスバリア性)を調査している状態を模式的に示す要部縦断面説明図である。
【図7】燃料電池用シールにおけるエラストマーの割合と、該燃料電池用シールのシール性能との関係を示す図表である。
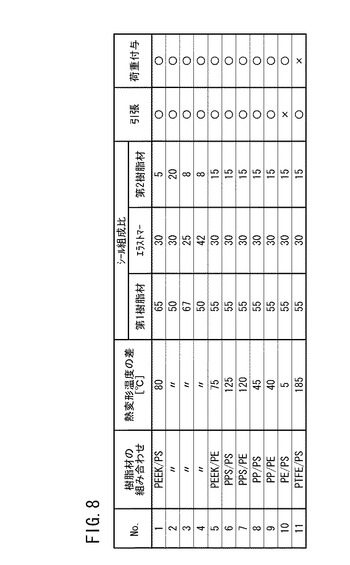
【図8】第1の樹脂材と第2の樹脂材の熱変形温度の差と、燃料電池用シールの剥離の容易さとの関係を示す図表である。
【発明を実施するための形態】
【0024】
以下、本発明に係る燃料電池用シール組成物につき、該燃料電池用シール組成物の硬化物である燃料電池用シールを備えた燃料電池との関係で好適な実施の形態を挙げ、添付の図面を参照して詳細に説明する。なお、以降においては、燃料電池用シール組成物、燃料電池用シールのそれぞれを、単にシール組成物、シールと表記することもある。
【0025】
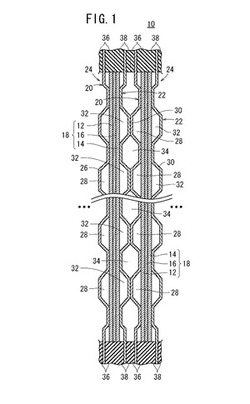
図1は、本実施の形態に係るシールが設けられたスタック(燃料電池)10の要部縦断面説明図である。このスタック10は、アノード電極12とカソード電極14とが電解質16を介して配設された電解質・電極接合体18と、この電解質・電極接合体18を挟持する第1セパレータ20、第2セパレータ22とで構成される単位セル24を備える。本実施の形態において、これら第1セパレータ20及び第2セパレータ22は、SUS304やSUS316等のステンレス鋼で構成されている。
【0026】
アノード電極12及びカソード電極14は、それぞれ、電解質16側に臨むガス拡散層と、該ガス拡散層に接合された電極触媒層とを有する。このようなアノード電極12及びカソード電極14の構成は公知であることから、ここでは図示を省略するとともにその詳細な説明を省略する。
【0027】
第1セパレータ20におけるアノード電極12に対向する面には、該アノード電極12に燃料ガスを供給・排出するために山部と谷部を交互に形成した波状の燃料ガス通過部26が湾曲して延在している。図1に示すように、燃料ガス通過部26の頂面は、アノード電極12から離間している。これにより燃料ガス通過部26とアノード電極12との間に中空部28が形成され、燃料ガスはこの中空部28を流通する。
【0028】
一方、第2セパレータ22には、第1セパレータ20の燃料ガス通過部26に対し反対側に突出する波状の酸化剤ガス通過部30が設けられており、該酸化剤ガス通過部30の各頂面は、第1セパレータ20に指向して突出している。これにより該頂面がカソード電極14から離間することに伴って酸化剤ガス通過部30とカソード電極14との間に中空部32が形成され、この中空部32には、酸化剤ガスが流通される。
【0029】
また、第1セパレータ20の燃料ガス通過部26と第2セパレータ22の酸化剤ガス通過部30の頂面が互いに反対側に突出しているため、燃料ガス通過部26、酸化剤ガス通過部30の頂面同士は互いに離間している。この離間によって、冷媒を流通させるための冷媒通路34が形成される。
【0030】
以上の構成において、第1セパレータ20及び第2セパレータ22の両面縁部近傍には、第1シール36、第2シール38がそれぞれ設けられている。これら第1シール36及び第2シール38は、前記中空部28を流通する燃料ガス、前記中空部32を流通する酸化剤ガス、冷媒通路34を流通する冷媒のそれぞれを供給するための供給口、又は排出するための排出口(いずれも図示せず)をシールしている。
【0031】
なお、これら第1シール36及び第2シール38は、第1セパレータ20に設けられたシール組成物と、第2セパレータ22に設けられたシール組成物とが重ね合わせられた後に硬化されることによって形成される。従って、実際のスタック10においては、これら第1シール36及び第2シール38は一体的に接合しているが、便宜上、第1セパレータ20に設けられたシール組成物が硬化した分を第1シール36と指称し、第2セパレータ22に設けられたシール組成物が硬化した分を第2シール38と指称するとともに、図1において第1シール36と第2シール38との間に破線を付し、両者の一体化前の境界部位を示している。
【0032】
前記シール組成物は、少なくともシール用有機成分を含む。ここで、シール用有機成分とは、高分子(有機物)からなる3種の成分であり、具体的には、第1の樹脂材、エラストマー、及び第2の樹脂材である。
【0033】
先ず、第1の樹脂材は、第1シール36及び第2シール38にガスバリア性、耐酸性等を発現させるためのものである。さらに、燃料電池が室温よりも高温で運転されることから、第1の樹脂材としては、第1シール36及び第2シール38に耐熱性をもたらすものが選定される。
【0034】
耐熱性の指標としては、熱変形温度(「荷重たわみ温度」とも呼称される)が挙げられるが、この熱変形温度が高いものであることが好ましい。特に、熱変形温度が120℃以上であるものが好適である。
【0035】
以上のような性質を併せ持ち、且つ安価な樹脂材の好適な具体例としては、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)、ポリプロピレン(PP)等が挙げられるが、第1の樹脂材は、特にこれらに限定されるものではない。
【0036】
第1の樹脂材の割合は、シール用有機成分の全量を100重量%とするとき、15〜85重量%に設定される。15重量%未満であると、第1シール36及び第2シール38のガスバリア性、耐酸性及び耐熱性が十分でなくなる。また、85重量%を超えると、第1の樹脂材に基づいて得られる特性が主となり、エラストマー及び第2の樹脂材に基づいて得られる特性が十分でなくなる。
【0037】
次に、シール用有機成分に含まれるエラストマーは、第1シール36及び第2シール38に十分な弾性をもたらす成分である。燃料電池は、起動・運転停止に伴う温度変化に対応して熱膨張・熱収縮を起こす。第1シール36及び第2シール38は、弾性が大きいので、この際に熱膨張・熱収縮に追従して変形・復帰することが可能となる。
【0038】
ガスバリア性、耐酸性及び耐熱性に優れていることに加えて大きな弾性を示す樹脂材は高価であるが、本実施の形態においては、エラストマーを配合することによって十分な弾性を得ている。従って、弾性がさほど大きくはないが安価である樹脂材を第1の樹脂材又は第2の樹脂材として選定することができるので、結局、第1シール36及び第2シール38を設けるコストの低廉化を図ることが可能となる。
【0039】
エラストマーの種類は、特に限定されるものではなく、オレフィン系エラストマーやウレタン系エラストマー、ポリエステル系エラストマー等であってもよいが、安価であり且つ弾性が優れているということから、スチレン系エラストマーが特に好適である。
【0040】
なお、スチレン系エラストマーの具体例としては、スチレン−エチレンブチレン−スチレン共重合体(SEBS)エラストマー、スチレン−ブタジエン共重合体(SBR)エラストマー、スチレン−エチレンプロピレン共重合体(SEP)エラストマー、スチレン−エチレンプロピレン−スチレン共重合体(SEPS)エラストマー、スチレン−エチレン−エチレンプロピレン−スチレン共重合体(SEEPS)エラストマーが挙げられる。
【0041】
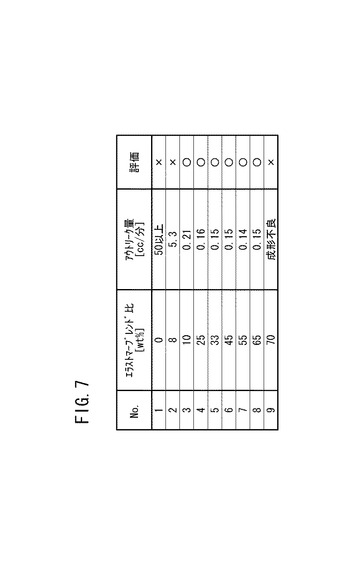
エラストマーの割合は、シール用有機成分の全量を100重量%とするとき、10〜65重量%に設定される。10重量%未満であると、第1シール36及び第2シール38の弾性が十分でなくなる。また、65重量%よりも多いと、第1の樹脂材及び第2の樹脂材の量が相対的に少なくなるので、これら第1の樹脂材及び第2の樹脂材に基づく特性を得ることが容易でなくなる。
【0042】
次に、第2の樹脂材は、第1シール36及び第2シール38に、第1セパレータ20及び第2セパレータ22に対する接合強度を発現させる成分である。
【0043】
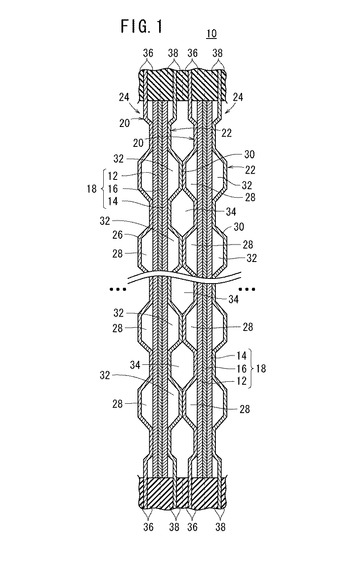
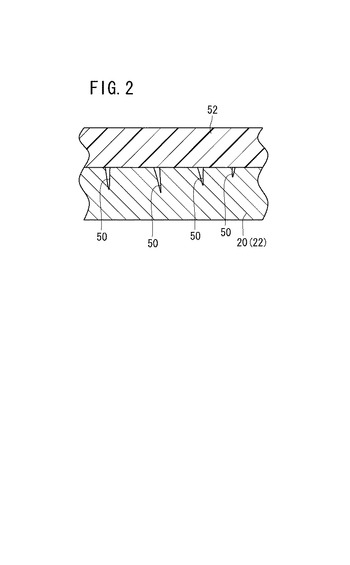
第2の樹脂材としては、第1の樹脂材に比して熱変形温度が低いものが選定される。図2に示すように、第1セパレータ20及び第2セパレータ22の表面には、通常、微細な陥没50が不可避的に形成される。第1の樹脂材として、熱変形温度が120℃以上であるものを含有し、且つ第2の樹脂材を含まないシール52の場合、該シール52は陥没50に進入しない。これに対し、第2の樹脂材を含む第1シール36及び第2シール38では、図3に示すように、陥没50に進入して該陥没50を充填する。これにより、いわゆるアンカー効果が得られるようになるので、その結果として、第1セパレータ20及び第2セパレータ22に対する第1シール36及び第2シール38の接合強度が優れたものとなる。
【0044】
第1シール36及び第2シール38が陥没50を充填する理由は、第2の樹脂の熱変形温度が低いためである。すなわち、第1シール36及び第2シール38を設ける過程には、射出成形、インサート成形、トランスファー成形、コンプレッション成形等によってシール組成物を第1セパレータ20又は第2セパレータ22の端面上の所定位置に設ける工程が含まれる。この際、シール組成物に第2の樹脂材が含まれていることに基づき、該シール組成物が容易に流動して陥没50を充填する。この状態で該シール組成物が硬化することに伴い、陥没50を充填した第1シール36及び第2シール38が形成されるに至る。
【0045】
以上のように、第1シール36及び第2シール38は、第1の樹脂材及びエラストマーに基づいて優れたガスバリア性、耐酸性、耐熱性及び弾性を示し、且つ第2の樹脂材に基づいて第1セパレータ20及び第2セパレータ22に対する優れた接合強度を示す。
【0046】
第2の樹脂材は、その熱変形温度と、第1の樹脂材の熱変形温度との差が30〜140℃であるものが好ましい。30℃よりも小さいと、第1の樹脂材と第2の樹脂材の熱変形温度にさほど大きな差がないので、上記したアンカー効果を得ることが容易でなくなる。また、140℃よりも大きいと、第1シール36及び第2シール38が層状に剥離する場合があるので、第1シール36及び第2シール38を設けること自体が容易でなくなる。
【0047】
第1の樹脂材が、熱変形温度が120℃以上である樹脂材(例えば、PEEK、PPS、PP等)である場合、第2樹脂材の好適な具体例としては、ポリスチレン(PS)、ポリエチレン(PE)等を挙げることができる。
【0048】
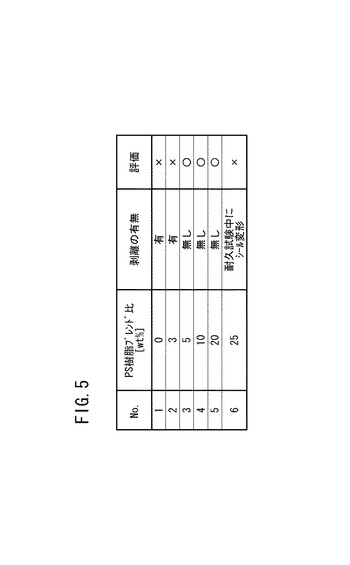
このような第2の樹脂材は、シール用有機成分の全量を100重量%とするとき、5〜20重量%の割合に設定する。5重量%未満であると、上記のアンカー効果を得ることが困難である。また、20重量%よりも多いと、第1シール36及び第2シール38が塑性変形を起こし易くなる。
【0049】
第1シール36及び第2シール38(シール組成物)には、上記のシール用有機成分の他、必要に応じ、導電剤、耐熱剤等を添加するようにしてもよい。特に、ガラスビーズ等の無機充填剤を添加すると、ガスバリア性(シール性能)が一層向上するので好ましい。
【0050】
また、相溶剤を添加するようにしてもよい。この場合、第1の樹脂材、エラストマー及び第2の樹脂材が互いに略均等に混ざり合うので、第1シール36及び第2シール38において、部位に関わらず特性が略均一となるという利点が得られる。相溶剤の好適な例としては、シランカップリング剤が挙げられる。
【0051】
このように構成された単位セル24(図1参照)を含むスタック10、すなわち、燃料電池を運転するに際しては、水素含有ガス等の燃料ガスが中空部28からアノード電極12に供給されるとともに、空気等の酸化剤ガスが中空部32からカソード電極14に供給される。これらの反応ガスの存在下に、各電極12、14において電極反応が生じる。この燃料電池の運転の際に、単位セル24、すなわち、電解質・電極接合体18、第1セパレータ20、第2セパレータ22は、冷媒通路34に供給された冷媒(冷却水等)によって冷却される。
【0052】
第1シール36及び第2シール38は、シール組成物同士が堅牢に接合し合い、しかも、シールすべき部位の形状に合致している。このため、優れたシール性能を示す。従って、上記のように燃料電池を運転している間、反応ガスや冷媒が外部に漏洩することが有効に回避される。
【0053】
その上、第1シール36及び第2シール38は、第1の樹脂材に基づいて優れたガスバリア性、耐酸性及び耐熱性を示す。スタック10が固体高分子形燃料電池である場合、電解質16はスルホン酸基を有する固体高分子膜からなり、運転中に酸性雰囲気になる傾向があるが、この場合においても、第1シール36及び第2シール38が優れた耐酸性を示すので、ガスバリア性(シール性能)が維持される。しかも、耐熱性に優れるため、スタック10を運転するために高温に維持しても、十分なシール性能が得られる。
【0054】
加えて、第1シール36及び第2シール38は、エラストマーに基づいて優れた弾性を示すため、起動・運転停止に伴ってスタック10が熱膨張・熱収縮を起こしても、これに追従して変形・復帰することが可能である。従って、この過程においても、十分なシール性能が保たれる。
【0055】
上記のスタック10を作製するに際しては、はじめに、上記したシール組成物を調製する。すなわち、第1の樹脂材、エラストマー及び第2の樹脂材を所定の割合で混合し、シール用有機成分を得る。このシール用有機成分のみでシール組成物としてもよいし、上記したような無機充填剤や相溶剤、導電材、耐熱剤等をさらに添加してシール組成物としてもよい。
【0056】
次に、第1セパレータ20又は第2セパレータ22の各々に対し、上記のようにして得たシール組成物を設ける。シール組成物を設ける手法としては、例えば、射出成形、インサート成形、トランスファー成形、コンプレッション成形等が挙げられる。なお、第1セパレータ20又は第2セパレータ22には、プライマーを塗布する必要はない。
【0057】
ここで、シール組成物を設けることに先んじて、第1セパレータ20又は第2セパレータ22に対し、サンドペーパーやブラスト等にて表面粗度を大きくする等の前処理を施すようにしてもよい。この場合、シール組成物が進入する陥没50が増加するので、上記のアンカー効果を得ることが一層容易となる。
【0058】
熱変形温度が低い第2の樹脂材がシール組成物に配合されているため、該シール組成物は、この時点で、第1セパレータ20及び第2セパレータ22に形成された微細な陥没50に進入する(図3参照)。
【0059】
次に、第1セパレータ20と第2セパレータ22の間に電解質・電極接合体18を介装して単位セル24を構成し、さらに、単位セル24同士を積層してスタック10を形成する。この際、第1セパレータ20に設けられたシール組成物と、第2セパレータ22に設けられたシール組成物とが互いに重畳される。この重畳を行う前に、前記シール組成物を加熱して予め若干硬化させるようにしてもよい。
【0060】
次に、シール組成物を成形型内で硬化させる。これにより該シール組成物の流動性が喪失し、硬化物としての第1シール36及び第2シール38が形成される。勿論、これら第1シール36及び第2シール38は硬化物であるので、塑性変形することはない。
【0061】
以上により、シール組成物同士が堅牢に接合し合い、しかも、シールすべき部位の形状に合致した第1シール36及び第2シール38を備えたスタック10が得られるに至る。
【0062】
上記から諒解されるように、本実施の形態に係るシール組成物によれば、第1セパレータ20及び第2セパレータ22にプライマーを塗布することなく、これら第1セパレータ20及び第2セパレータ22に対する接合強度が優れた第1シール36及び第2シール38が得られる。従って、プライマーを塗布する工程を省略することができるとともに、プライマーに費やしていたコストを低減することができる。
【実施例】
【0063】
[実施例1]
日本ポリペンコ社製のPK−450(PEEK樹脂の商品名;熱変形温度=155℃)と、旭化成社のタフタックH1221(SEBSエラストマーの商品名)と、PSジャパン社製のH8672(PS樹脂の商品名;熱変形温度=75℃)とを選定し、タフタックH1221を30重量%とする一方で、PK−450とH8672の割合を種々変更したシール組成物を得た。
【0064】
次に、二軸押出機であるTEM−48SS(東芝社製)にて各シール組成物を300℃で混連し、ペレットを形成した。
【0065】
次に、このペレットを用いた射出成形を行うことで、図4に示すように、SUS316からなる試験基板60の上端面に対して長尺なシール組成物(シール62)を設けた。この際には、三菱重工社製の350型射出成形機を用いるとともに、射出成形時のペレット溶融物(シール組成物)の温度を290℃、成形型の温度を110℃とした。さらに、このシール組成物を硬化させ、硬化物としてのシール62を得た。
【0066】
次に、このシール62に対し、試験基板60ごと、95℃の水に30分以上浸漬、23℃且つ相対湿度50%の大気下に10分放置、−20℃の恒温槽内に1時間以上放置、23℃且つ相対湿度50%の大気下に10分放置、95℃の恒温槽内に30分以上放置するサイクルを1000回繰り返した。
【0067】
その後、シール62に比して短尺で且つ長さが1cmである1対の金属爪64a、64bでシール62を挟持し、該1対の金属爪64a、64bを1kgfの荷重で引っ張った。この際にシール62が試験基板60から剥離するか否かを目視にて確認した。
【0068】
結果を図5に併せて示す。この図5から、熱変形温度が低いPS樹脂の割合を5〜20重量%とすることにより、試験基板60に強固に接合し、且つ塑性変形が生じ難いシール62が得られることが諒解される。
【0069】
[実施例2]
PK−450と、タフタックH1221と、H8672とを選定し、H8672を8重量%とする一方で、PK−450とタフタックH1221の割合を種々変更したシール組成物を得た。
【0070】
次に、TEM−48SSにて各シール組成物を300℃で混連し、ペレットを形成した。
【0071】
次に、このペレットを用い、350型射出成形機により、SUS316からなる長方形状基板70(図6参照)に対し、矩形状にシール組成物(シール72)を設けた。この際には、射出成形時のペレット溶融物(シール組成物)の温度を290℃、成形型の温度を110℃とした。さらに、このシール組成物を硬化させ、硬化物としてのシール72を矩形状に得た。なお、長方形状基板70としては、縁部近傍にボルト孔74が形成されているものを用いた。
【0072】
この矩形状のシール72の内方に、90×140mmに切り出したカーボンペーパー76(東レ社製のTGP−H−060)を2枚重畳したものを配置した。さらに、図6に示すように、長方形状基板70に対し、SUS316からなり厚みが10mmである重錘78を重畳した。ここで、該重錘78には貫通孔80及びボルト孔81を予め形成し、この中の貫通孔80に供給管82を挿入した。供給管82の先端は、カーボンペーパー76とシール72の間に位置させた。
【0073】
さらに、カーボンペーパー76に対して10kgf/cm2の荷重を作用させ、この状態でボルト孔74、81にボルト84を挿入するとともに、ボルト孔81から露呈したネジ部にナット86を螺合した。
【0074】
次に、長方形状基板70及び重錘78の重畳物をSUS製のケーシング88に収容し、該ケーシング88の開口を閉塞部材(図示せず)で閉塞した。なお、閉塞部材には図示しないシリコーンゴム栓が設けられており、このシリコーンゴム栓から前記供給管82を露呈させた。また、ケーシング88内と外部を連通する計測管90を設けるとともに、該計測管90に流量計(図示せず)を設置した。勿論、ケーシング88と計測管90との間はシリコーンシーラントで充填し、漏洩が起こらないようにした。
【0075】
次に、該ケーシング88を−30℃に設定した恒温槽に1時間放置した。その後、供給管82を介してHeを150kPaとなるまで導入した。
【0076】
150kPaに到達した後、1分間経過するまで待機した。このときの流量計の値をアウトリーク量として記録した。勿論、アウトリーク量が少ない方が、シール性能に優れていることを表す。
【0077】
結果を図7に併せて示す。この図7から、エラストマーの割合を10〜65重量%に設定することにより、シール性能に優れ、且つ成形性(すなわち、弾性)に富むシール72を形成し得ることが明らかである。
【0078】
[実施例3]
PEEK、PPS(熱変形温度=200℃)、PP(熱変形温度=120℃)又はPTFE(熱変形温度=260℃)のいずれかを第1の樹脂材を選定するとともに、PS又はPE(熱変形温度=80℃)を第2の樹脂として選定した。さらに、エラストマーとしては上記のタフタックH1221を選定し、且つ第1の樹脂材、エラストマー、第2の樹脂材を、図8に示す割合としてシール組成物を得た。
【0079】
次に、実施例1と同様にして試験基板60上にシール62を形成し(図4参照)、且つ前記サイクルを1000回繰り返した。さらに、金属爪64a、64bでシール62を挟持し、該1対の金属爪64a、64bを1kgf/cm2の荷重で引っ張った際にシール62が試験基板60から剥離するか否かを目視にて確認した。
【0080】
これとは別に、上記と同一組成で形成したシール62に対して、23℃且つ相対湿度50%の大気下で、0.5Hzの正弦波の荷重を0〜10kgf/cm2となるように垂直方向から1万回繰り返し付加し、荷重の付加終了後に剥離しているか否かを目視にて確認した。
【0081】
以上の結果を、第1の樹脂材の熱変形温度から第2の樹脂材の熱変形温度を差し引いた値と併せて図8に示す。図8中の「引張」の欄における「○」、「×」との評価は、それぞれ、剥離が生じなかったこと、剥離が生じたことを表す。また、「荷重付与」の欄における「○」、「×」は、それぞれ、シール62が試験基板60上に接合した状態を保っていたこと(剥離が生じていなかったこと)、シール62が層状剥離を起こしていたことを示す。
【0082】
この図8から、第1の樹脂材と第2の樹脂材の熱変形温度の差が30〜140℃の範囲内であると、接合強度に優れ且つ層状剥離が生じ難いシールが得られることが分かる。
【符号の説明】
【0083】
10…スタック 12…アノード電極
14…カソード電極 16…電解質
18…電解質・電極接合体 20、22…セパレータ
24…単位セル 26…燃料ガス通過部
30…酸化剤ガス通過部 34…冷媒通路
36、38、52、62、72…シール 50…陥没
60、70…基板 76…カーボンペーパー
78…重錘 82…供給管
88…ケーシング 90…計測管
【技術分野】
【0001】
本発明は、燃料電池の内部から反応ガス等が漏出することを防止するための燃料電池用シール組成物及び燃料電池用シールに関する。
【背景技術】
【0002】
燃料電池の単位セルは、アノード電極とカソード電極とが電解質を介して配設される電解質・電極接合体を1組のセパレータで挟持することで構成される。このような構成の単位セルにおいて、セパレータの両面縁部にはシールが形成される。燃料電池の運転に際しては、前記電解質・電極接合体を構成するアノード電極に対して水素を含んだ燃料ガスが供給されるとともに、カソード電極に対して酸素を含んだ酸化剤ガスが供給される。前記シールは、これら燃料ガス及び酸化剤ガスが燃料電池の外部に漏出することを防止するためのものである。
【0003】
一般的な機器におけるガスシールとしてはOリングが周知であるが、燃料電池のセパレータのシールにOリングを用いるためには、セパレータにOリングを係合するための係合溝を形成する必要がある。この場合、セパレータの厚みを大きくしなければならないので、燃料電池の大型化・重量化を招く。しかも、金属製のセパレータをプレス成形にて作製するときには、表面と裏面を互いに相違する形状とすることが困難であるため、表面と裏面とで係合溝(Oリング装着部)を同一箇所に形成することができない。従って、シール位置レイアウトの自由度に制限を受ける。
【0004】
これを回避するべく、シールは、セパレータに対して一体化される(例えば、特許文献1参照)。一体化は、例えば、シール組成物をセパレータの縁部に対して射出成形することでシールを形成することによって行われる。これによりセパレータ、ひいては燃料電池の小型化・軽量化を図ることができるとともに、シール位置レイアウトの自由度を高めることができる。
【0005】
この種のシール(シール組成物)としては、シリコーンゴムやフッ素ゴムが広汎に採用されているが、シリコーンゴムは耐酸性に懸念があり、また、フッ素ゴムは高価である。そこで、耐酸性に優れ、且つ安価なシールが希求されている。この観点から、本出願人は、特許文献2において、ゴム状弾性体からなる粒子を樹脂マトリックスに分散させたシールを提案している。
【0006】
また、特許文献3には、シールに存在する微細気孔を樹脂材で充填し、これによりシール性能を向上させることが提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−55813号公報
【特許文献2】特開2007−184223号公報
【特許文献3】特開2005−158690号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
燃料電池用のシールには、耐酸性及びシール性能に優れているのみならず、セパレータから剥離し難いことが求められる。しかしながら、このような性質を全て併せ持つシールはこれまでのところ知られておらず、ほとんどのシールは、セパレータに対する接着強度が十分ではない。このため、セパレータにシールを設ける前にプライマーを塗布し、このプライマーにより、セパレータとシールの接合強度を確保するようにしている。
【0009】
しかしながら、このためにプライマーを塗布する工程が必要であり、従って、シールが一体化したセパレータを得るまでの工程数を低減することが容易ではないという不具合が顕在化している。また、プライマーを用いる分だけコストも上昇してしまう。
【0010】
本発明は上記した問題を解決するためになされたもので、セパレータに対して十分な接合強度を示すとともに、耐酸性及びシール性能に優れた燃料電池用シール組成物及び燃料電池用シールを提供することを目的とする。
【課題を解決するための手段】
【0011】
前記の目的を達成するために、本発明は、アノード電極とカソード電極とが電解質を介して配設される電解質・電極接合体を挟持するセパレータに設けられる燃料電池用シール組成物において、
シール用有機成分として、第1の樹脂材と、エラストマーと、第2の樹脂材とを含有し、
シール用有機成分の全量を100重量%とするとき、前記第1の樹脂材、前記エラストマー及び前記第2の樹脂材の割合は、それぞれ、15〜85重量%、10〜65重量%、5〜20重量%であり、
且つ前記第2の樹脂材は、前記第1の樹脂材よりも熱変形温度が低いものであることを特徴とする。
【0012】
この燃料電池用シール組成物の硬化物であるシールには、熱変形温度が高い第1の樹脂材に基づいて、優れたガスバリア性、耐酸性及び耐熱性が発現するとともに、エラストマーに基づいて、優れた弾性を示す。これにより、優れたシール性能が得られる。
【0013】
また、熱変形温度が低い第2の樹脂材が含まれているので、該シール組成物をセパレータに設ける際、セパレータに不可避的に形成された微細な陥没にシール組成物が容易に進入する。換言すれば、陥没がシール組成物で充填される。このため、該シール組成物が硬化してシールとなったときに、優れたアンカー効果が得られる。これにより、セパレータに対するシールの接合強度が確保される。
【0014】
第1の樹脂材としては、熱変形温度が120℃以上であるものが好ましい。この場合、ガスバリア性、耐酸性及び耐熱性が特に優れるシールが得られるからである。
【0015】
また、第1の樹脂材との熱変形温度の差がさほど大きくないものを第2の樹脂材として選定すると、上記のアンカー効果を得ることが容易でなくなる。逆に、過度に大きいものを選定すると、シールが層状剥離を起こす場合があり、このためにシールを設けることが容易でなくなる。従って、第2の樹脂材としては、その熱変形温度を、第1の樹脂材の熱変形温度から差し引いたときの値が30〜140℃の範囲内であるものが好ましい。
【0016】
以上の観点から、第1の樹脂材の好適な例としては、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、ポリプロピレン等を挙げることができる。この場合、第2の樹脂材は、ポリスチレン、ポリエチレン等が好適である。
【0017】
また、エラストマーの好適な具体例としては、オレフィン系エラストマーやウレタン系エラストマー等が挙げられるが、スチレン系エラストマーが特に好ましい。
【0018】
燃料電池用シール組成物には、無機充填剤をさらに含めるようにしてもよい。この場合、シールに形成される気孔が充填されるので、シール性能を一層向上させることができる。
【0019】
また、燃料電池用シール組成物に相溶剤を含めるようにしてもよい。これにより第1の樹脂材、エラストマー及び第2の樹脂材が相分離を起こすことなく略均等に混ざり合うので、部位に関わらず特性が略均一なシールが得られる。
【0020】
また、本発明に係る燃料電池用シールは、上記した燃料電池用シール組成物からなることを特徴とする。
【0021】
すなわち、このシールは、ガスバリア性、耐酸性及び耐熱性に優れ、且つ大きな弾性を示すとともに、セパレータに対して堅牢に接合する。
【発明の効果】
【0022】
本発明によれば、熱変形温度が高い第1の樹脂材と、弾性に富むエラストマーと、熱変形温度が低い第2の樹脂材とを所定の割合で配合するようにしているので、ガスバリア性、耐酸性及び耐熱性に優れ、且つ大きな弾性を示すとともに、セパレータに対して堅牢に接合し、このために燃料電池の温度変化に関わらず、長期間にわたって優れたシール性能を示すシールが得られる。
【図面の簡単な説明】
【0023】
【図1】本実施の形態に係る燃料電池用シールを備える燃料電池(スタック)の要部縦断面説明図である。
【図2】第2の樹脂材を含まない燃料電池用シールと、セパレータに形成された陥没との位置関係を模式的に示した要部断面図である。
【図3】第2の樹脂材を含む本実施の形態に係る燃料電池用シールと、セパレータに形成された陥没との位置関係を模式的に示した要部断面図である。
【図4】燃料電池用シールの接合強度(剥離性)を調査している状態を模式的に示す要部縦断面説明図である。
【図5】燃料電池用シールにおける第2の樹脂材の割合と、該燃料電池用シールの試験基板に対する剥離性との関係を示す図表である。
【図6】燃料電池用シールのシール性能(ガスバリア性)を調査している状態を模式的に示す要部縦断面説明図である。
【図7】燃料電池用シールにおけるエラストマーの割合と、該燃料電池用シールのシール性能との関係を示す図表である。
【図8】第1の樹脂材と第2の樹脂材の熱変形温度の差と、燃料電池用シールの剥離の容易さとの関係を示す図表である。
【発明を実施するための形態】
【0024】
以下、本発明に係る燃料電池用シール組成物につき、該燃料電池用シール組成物の硬化物である燃料電池用シールを備えた燃料電池との関係で好適な実施の形態を挙げ、添付の図面を参照して詳細に説明する。なお、以降においては、燃料電池用シール組成物、燃料電池用シールのそれぞれを、単にシール組成物、シールと表記することもある。
【0025】
図1は、本実施の形態に係るシールが設けられたスタック(燃料電池)10の要部縦断面説明図である。このスタック10は、アノード電極12とカソード電極14とが電解質16を介して配設された電解質・電極接合体18と、この電解質・電極接合体18を挟持する第1セパレータ20、第2セパレータ22とで構成される単位セル24を備える。本実施の形態において、これら第1セパレータ20及び第2セパレータ22は、SUS304やSUS316等のステンレス鋼で構成されている。
【0026】
アノード電極12及びカソード電極14は、それぞれ、電解質16側に臨むガス拡散層と、該ガス拡散層に接合された電極触媒層とを有する。このようなアノード電極12及びカソード電極14の構成は公知であることから、ここでは図示を省略するとともにその詳細な説明を省略する。
【0027】
第1セパレータ20におけるアノード電極12に対向する面には、該アノード電極12に燃料ガスを供給・排出するために山部と谷部を交互に形成した波状の燃料ガス通過部26が湾曲して延在している。図1に示すように、燃料ガス通過部26の頂面は、アノード電極12から離間している。これにより燃料ガス通過部26とアノード電極12との間に中空部28が形成され、燃料ガスはこの中空部28を流通する。
【0028】
一方、第2セパレータ22には、第1セパレータ20の燃料ガス通過部26に対し反対側に突出する波状の酸化剤ガス通過部30が設けられており、該酸化剤ガス通過部30の各頂面は、第1セパレータ20に指向して突出している。これにより該頂面がカソード電極14から離間することに伴って酸化剤ガス通過部30とカソード電極14との間に中空部32が形成され、この中空部32には、酸化剤ガスが流通される。
【0029】
また、第1セパレータ20の燃料ガス通過部26と第2セパレータ22の酸化剤ガス通過部30の頂面が互いに反対側に突出しているため、燃料ガス通過部26、酸化剤ガス通過部30の頂面同士は互いに離間している。この離間によって、冷媒を流通させるための冷媒通路34が形成される。
【0030】
以上の構成において、第1セパレータ20及び第2セパレータ22の両面縁部近傍には、第1シール36、第2シール38がそれぞれ設けられている。これら第1シール36及び第2シール38は、前記中空部28を流通する燃料ガス、前記中空部32を流通する酸化剤ガス、冷媒通路34を流通する冷媒のそれぞれを供給するための供給口、又は排出するための排出口(いずれも図示せず)をシールしている。
【0031】
なお、これら第1シール36及び第2シール38は、第1セパレータ20に設けられたシール組成物と、第2セパレータ22に設けられたシール組成物とが重ね合わせられた後に硬化されることによって形成される。従って、実際のスタック10においては、これら第1シール36及び第2シール38は一体的に接合しているが、便宜上、第1セパレータ20に設けられたシール組成物が硬化した分を第1シール36と指称し、第2セパレータ22に設けられたシール組成物が硬化した分を第2シール38と指称するとともに、図1において第1シール36と第2シール38との間に破線を付し、両者の一体化前の境界部位を示している。
【0032】
前記シール組成物は、少なくともシール用有機成分を含む。ここで、シール用有機成分とは、高分子(有機物)からなる3種の成分であり、具体的には、第1の樹脂材、エラストマー、及び第2の樹脂材である。
【0033】
先ず、第1の樹脂材は、第1シール36及び第2シール38にガスバリア性、耐酸性等を発現させるためのものである。さらに、燃料電池が室温よりも高温で運転されることから、第1の樹脂材としては、第1シール36及び第2シール38に耐熱性をもたらすものが選定される。
【0034】
耐熱性の指標としては、熱変形温度(「荷重たわみ温度」とも呼称される)が挙げられるが、この熱変形温度が高いものであることが好ましい。特に、熱変形温度が120℃以上であるものが好適である。
【0035】
以上のような性質を併せ持ち、且つ安価な樹脂材の好適な具体例としては、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)、ポリプロピレン(PP)等が挙げられるが、第1の樹脂材は、特にこれらに限定されるものではない。
【0036】
第1の樹脂材の割合は、シール用有機成分の全量を100重量%とするとき、15〜85重量%に設定される。15重量%未満であると、第1シール36及び第2シール38のガスバリア性、耐酸性及び耐熱性が十分でなくなる。また、85重量%を超えると、第1の樹脂材に基づいて得られる特性が主となり、エラストマー及び第2の樹脂材に基づいて得られる特性が十分でなくなる。
【0037】
次に、シール用有機成分に含まれるエラストマーは、第1シール36及び第2シール38に十分な弾性をもたらす成分である。燃料電池は、起動・運転停止に伴う温度変化に対応して熱膨張・熱収縮を起こす。第1シール36及び第2シール38は、弾性が大きいので、この際に熱膨張・熱収縮に追従して変形・復帰することが可能となる。
【0038】
ガスバリア性、耐酸性及び耐熱性に優れていることに加えて大きな弾性を示す樹脂材は高価であるが、本実施の形態においては、エラストマーを配合することによって十分な弾性を得ている。従って、弾性がさほど大きくはないが安価である樹脂材を第1の樹脂材又は第2の樹脂材として選定することができるので、結局、第1シール36及び第2シール38を設けるコストの低廉化を図ることが可能となる。
【0039】
エラストマーの種類は、特に限定されるものではなく、オレフィン系エラストマーやウレタン系エラストマー、ポリエステル系エラストマー等であってもよいが、安価であり且つ弾性が優れているということから、スチレン系エラストマーが特に好適である。
【0040】
なお、スチレン系エラストマーの具体例としては、スチレン−エチレンブチレン−スチレン共重合体(SEBS)エラストマー、スチレン−ブタジエン共重合体(SBR)エラストマー、スチレン−エチレンプロピレン共重合体(SEP)エラストマー、スチレン−エチレンプロピレン−スチレン共重合体(SEPS)エラストマー、スチレン−エチレン−エチレンプロピレン−スチレン共重合体(SEEPS)エラストマーが挙げられる。
【0041】
エラストマーの割合は、シール用有機成分の全量を100重量%とするとき、10〜65重量%に設定される。10重量%未満であると、第1シール36及び第2シール38の弾性が十分でなくなる。また、65重量%よりも多いと、第1の樹脂材及び第2の樹脂材の量が相対的に少なくなるので、これら第1の樹脂材及び第2の樹脂材に基づく特性を得ることが容易でなくなる。
【0042】
次に、第2の樹脂材は、第1シール36及び第2シール38に、第1セパレータ20及び第2セパレータ22に対する接合強度を発現させる成分である。
【0043】
第2の樹脂材としては、第1の樹脂材に比して熱変形温度が低いものが選定される。図2に示すように、第1セパレータ20及び第2セパレータ22の表面には、通常、微細な陥没50が不可避的に形成される。第1の樹脂材として、熱変形温度が120℃以上であるものを含有し、且つ第2の樹脂材を含まないシール52の場合、該シール52は陥没50に進入しない。これに対し、第2の樹脂材を含む第1シール36及び第2シール38では、図3に示すように、陥没50に進入して該陥没50を充填する。これにより、いわゆるアンカー効果が得られるようになるので、その結果として、第1セパレータ20及び第2セパレータ22に対する第1シール36及び第2シール38の接合強度が優れたものとなる。
【0044】
第1シール36及び第2シール38が陥没50を充填する理由は、第2の樹脂の熱変形温度が低いためである。すなわち、第1シール36及び第2シール38を設ける過程には、射出成形、インサート成形、トランスファー成形、コンプレッション成形等によってシール組成物を第1セパレータ20又は第2セパレータ22の端面上の所定位置に設ける工程が含まれる。この際、シール組成物に第2の樹脂材が含まれていることに基づき、該シール組成物が容易に流動して陥没50を充填する。この状態で該シール組成物が硬化することに伴い、陥没50を充填した第1シール36及び第2シール38が形成されるに至る。
【0045】
以上のように、第1シール36及び第2シール38は、第1の樹脂材及びエラストマーに基づいて優れたガスバリア性、耐酸性、耐熱性及び弾性を示し、且つ第2の樹脂材に基づいて第1セパレータ20及び第2セパレータ22に対する優れた接合強度を示す。
【0046】
第2の樹脂材は、その熱変形温度と、第1の樹脂材の熱変形温度との差が30〜140℃であるものが好ましい。30℃よりも小さいと、第1の樹脂材と第2の樹脂材の熱変形温度にさほど大きな差がないので、上記したアンカー効果を得ることが容易でなくなる。また、140℃よりも大きいと、第1シール36及び第2シール38が層状に剥離する場合があるので、第1シール36及び第2シール38を設けること自体が容易でなくなる。
【0047】
第1の樹脂材が、熱変形温度が120℃以上である樹脂材(例えば、PEEK、PPS、PP等)である場合、第2樹脂材の好適な具体例としては、ポリスチレン(PS)、ポリエチレン(PE)等を挙げることができる。
【0048】
このような第2の樹脂材は、シール用有機成分の全量を100重量%とするとき、5〜20重量%の割合に設定する。5重量%未満であると、上記のアンカー効果を得ることが困難である。また、20重量%よりも多いと、第1シール36及び第2シール38が塑性変形を起こし易くなる。
【0049】
第1シール36及び第2シール38(シール組成物)には、上記のシール用有機成分の他、必要に応じ、導電剤、耐熱剤等を添加するようにしてもよい。特に、ガラスビーズ等の無機充填剤を添加すると、ガスバリア性(シール性能)が一層向上するので好ましい。
【0050】
また、相溶剤を添加するようにしてもよい。この場合、第1の樹脂材、エラストマー及び第2の樹脂材が互いに略均等に混ざり合うので、第1シール36及び第2シール38において、部位に関わらず特性が略均一となるという利点が得られる。相溶剤の好適な例としては、シランカップリング剤が挙げられる。
【0051】
このように構成された単位セル24(図1参照)を含むスタック10、すなわち、燃料電池を運転するに際しては、水素含有ガス等の燃料ガスが中空部28からアノード電極12に供給されるとともに、空気等の酸化剤ガスが中空部32からカソード電極14に供給される。これらの反応ガスの存在下に、各電極12、14において電極反応が生じる。この燃料電池の運転の際に、単位セル24、すなわち、電解質・電極接合体18、第1セパレータ20、第2セパレータ22は、冷媒通路34に供給された冷媒(冷却水等)によって冷却される。
【0052】
第1シール36及び第2シール38は、シール組成物同士が堅牢に接合し合い、しかも、シールすべき部位の形状に合致している。このため、優れたシール性能を示す。従って、上記のように燃料電池を運転している間、反応ガスや冷媒が外部に漏洩することが有効に回避される。
【0053】
その上、第1シール36及び第2シール38は、第1の樹脂材に基づいて優れたガスバリア性、耐酸性及び耐熱性を示す。スタック10が固体高分子形燃料電池である場合、電解質16はスルホン酸基を有する固体高分子膜からなり、運転中に酸性雰囲気になる傾向があるが、この場合においても、第1シール36及び第2シール38が優れた耐酸性を示すので、ガスバリア性(シール性能)が維持される。しかも、耐熱性に優れるため、スタック10を運転するために高温に維持しても、十分なシール性能が得られる。
【0054】
加えて、第1シール36及び第2シール38は、エラストマーに基づいて優れた弾性を示すため、起動・運転停止に伴ってスタック10が熱膨張・熱収縮を起こしても、これに追従して変形・復帰することが可能である。従って、この過程においても、十分なシール性能が保たれる。
【0055】
上記のスタック10を作製するに際しては、はじめに、上記したシール組成物を調製する。すなわち、第1の樹脂材、エラストマー及び第2の樹脂材を所定の割合で混合し、シール用有機成分を得る。このシール用有機成分のみでシール組成物としてもよいし、上記したような無機充填剤や相溶剤、導電材、耐熱剤等をさらに添加してシール組成物としてもよい。
【0056】
次に、第1セパレータ20又は第2セパレータ22の各々に対し、上記のようにして得たシール組成物を設ける。シール組成物を設ける手法としては、例えば、射出成形、インサート成形、トランスファー成形、コンプレッション成形等が挙げられる。なお、第1セパレータ20又は第2セパレータ22には、プライマーを塗布する必要はない。
【0057】
ここで、シール組成物を設けることに先んじて、第1セパレータ20又は第2セパレータ22に対し、サンドペーパーやブラスト等にて表面粗度を大きくする等の前処理を施すようにしてもよい。この場合、シール組成物が進入する陥没50が増加するので、上記のアンカー効果を得ることが一層容易となる。
【0058】
熱変形温度が低い第2の樹脂材がシール組成物に配合されているため、該シール組成物は、この時点で、第1セパレータ20及び第2セパレータ22に形成された微細な陥没50に進入する(図3参照)。
【0059】
次に、第1セパレータ20と第2セパレータ22の間に電解質・電極接合体18を介装して単位セル24を構成し、さらに、単位セル24同士を積層してスタック10を形成する。この際、第1セパレータ20に設けられたシール組成物と、第2セパレータ22に設けられたシール組成物とが互いに重畳される。この重畳を行う前に、前記シール組成物を加熱して予め若干硬化させるようにしてもよい。
【0060】
次に、シール組成物を成形型内で硬化させる。これにより該シール組成物の流動性が喪失し、硬化物としての第1シール36及び第2シール38が形成される。勿論、これら第1シール36及び第2シール38は硬化物であるので、塑性変形することはない。
【0061】
以上により、シール組成物同士が堅牢に接合し合い、しかも、シールすべき部位の形状に合致した第1シール36及び第2シール38を備えたスタック10が得られるに至る。
【0062】
上記から諒解されるように、本実施の形態に係るシール組成物によれば、第1セパレータ20及び第2セパレータ22にプライマーを塗布することなく、これら第1セパレータ20及び第2セパレータ22に対する接合強度が優れた第1シール36及び第2シール38が得られる。従って、プライマーを塗布する工程を省略することができるとともに、プライマーに費やしていたコストを低減することができる。
【実施例】
【0063】
[実施例1]
日本ポリペンコ社製のPK−450(PEEK樹脂の商品名;熱変形温度=155℃)と、旭化成社のタフタックH1221(SEBSエラストマーの商品名)と、PSジャパン社製のH8672(PS樹脂の商品名;熱変形温度=75℃)とを選定し、タフタックH1221を30重量%とする一方で、PK−450とH8672の割合を種々変更したシール組成物を得た。
【0064】
次に、二軸押出機であるTEM−48SS(東芝社製)にて各シール組成物を300℃で混連し、ペレットを形成した。
【0065】
次に、このペレットを用いた射出成形を行うことで、図4に示すように、SUS316からなる試験基板60の上端面に対して長尺なシール組成物(シール62)を設けた。この際には、三菱重工社製の350型射出成形機を用いるとともに、射出成形時のペレット溶融物(シール組成物)の温度を290℃、成形型の温度を110℃とした。さらに、このシール組成物を硬化させ、硬化物としてのシール62を得た。
【0066】
次に、このシール62に対し、試験基板60ごと、95℃の水に30分以上浸漬、23℃且つ相対湿度50%の大気下に10分放置、−20℃の恒温槽内に1時間以上放置、23℃且つ相対湿度50%の大気下に10分放置、95℃の恒温槽内に30分以上放置するサイクルを1000回繰り返した。
【0067】
その後、シール62に比して短尺で且つ長さが1cmである1対の金属爪64a、64bでシール62を挟持し、該1対の金属爪64a、64bを1kgfの荷重で引っ張った。この際にシール62が試験基板60から剥離するか否かを目視にて確認した。
【0068】
結果を図5に併せて示す。この図5から、熱変形温度が低いPS樹脂の割合を5〜20重量%とすることにより、試験基板60に強固に接合し、且つ塑性変形が生じ難いシール62が得られることが諒解される。
【0069】
[実施例2]
PK−450と、タフタックH1221と、H8672とを選定し、H8672を8重量%とする一方で、PK−450とタフタックH1221の割合を種々変更したシール組成物を得た。
【0070】
次に、TEM−48SSにて各シール組成物を300℃で混連し、ペレットを形成した。
【0071】
次に、このペレットを用い、350型射出成形機により、SUS316からなる長方形状基板70(図6参照)に対し、矩形状にシール組成物(シール72)を設けた。この際には、射出成形時のペレット溶融物(シール組成物)の温度を290℃、成形型の温度を110℃とした。さらに、このシール組成物を硬化させ、硬化物としてのシール72を矩形状に得た。なお、長方形状基板70としては、縁部近傍にボルト孔74が形成されているものを用いた。
【0072】
この矩形状のシール72の内方に、90×140mmに切り出したカーボンペーパー76(東レ社製のTGP−H−060)を2枚重畳したものを配置した。さらに、図6に示すように、長方形状基板70に対し、SUS316からなり厚みが10mmである重錘78を重畳した。ここで、該重錘78には貫通孔80及びボルト孔81を予め形成し、この中の貫通孔80に供給管82を挿入した。供給管82の先端は、カーボンペーパー76とシール72の間に位置させた。
【0073】
さらに、カーボンペーパー76に対して10kgf/cm2の荷重を作用させ、この状態でボルト孔74、81にボルト84を挿入するとともに、ボルト孔81から露呈したネジ部にナット86を螺合した。
【0074】
次に、長方形状基板70及び重錘78の重畳物をSUS製のケーシング88に収容し、該ケーシング88の開口を閉塞部材(図示せず)で閉塞した。なお、閉塞部材には図示しないシリコーンゴム栓が設けられており、このシリコーンゴム栓から前記供給管82を露呈させた。また、ケーシング88内と外部を連通する計測管90を設けるとともに、該計測管90に流量計(図示せず)を設置した。勿論、ケーシング88と計測管90との間はシリコーンシーラントで充填し、漏洩が起こらないようにした。
【0075】
次に、該ケーシング88を−30℃に設定した恒温槽に1時間放置した。その後、供給管82を介してHeを150kPaとなるまで導入した。
【0076】
150kPaに到達した後、1分間経過するまで待機した。このときの流量計の値をアウトリーク量として記録した。勿論、アウトリーク量が少ない方が、シール性能に優れていることを表す。
【0077】
結果を図7に併せて示す。この図7から、エラストマーの割合を10〜65重量%に設定することにより、シール性能に優れ、且つ成形性(すなわち、弾性)に富むシール72を形成し得ることが明らかである。
【0078】
[実施例3]
PEEK、PPS(熱変形温度=200℃)、PP(熱変形温度=120℃)又はPTFE(熱変形温度=260℃)のいずれかを第1の樹脂材を選定するとともに、PS又はPE(熱変形温度=80℃)を第2の樹脂として選定した。さらに、エラストマーとしては上記のタフタックH1221を選定し、且つ第1の樹脂材、エラストマー、第2の樹脂材を、図8に示す割合としてシール組成物を得た。
【0079】
次に、実施例1と同様にして試験基板60上にシール62を形成し(図4参照)、且つ前記サイクルを1000回繰り返した。さらに、金属爪64a、64bでシール62を挟持し、該1対の金属爪64a、64bを1kgf/cm2の荷重で引っ張った際にシール62が試験基板60から剥離するか否かを目視にて確認した。
【0080】
これとは別に、上記と同一組成で形成したシール62に対して、23℃且つ相対湿度50%の大気下で、0.5Hzの正弦波の荷重を0〜10kgf/cm2となるように垂直方向から1万回繰り返し付加し、荷重の付加終了後に剥離しているか否かを目視にて確認した。
【0081】
以上の結果を、第1の樹脂材の熱変形温度から第2の樹脂材の熱変形温度を差し引いた値と併せて図8に示す。図8中の「引張」の欄における「○」、「×」との評価は、それぞれ、剥離が生じなかったこと、剥離が生じたことを表す。また、「荷重付与」の欄における「○」、「×」は、それぞれ、シール62が試験基板60上に接合した状態を保っていたこと(剥離が生じていなかったこと)、シール62が層状剥離を起こしていたことを示す。
【0082】
この図8から、第1の樹脂材と第2の樹脂材の熱変形温度の差が30〜140℃の範囲内であると、接合強度に優れ且つ層状剥離が生じ難いシールが得られることが分かる。
【符号の説明】
【0083】
10…スタック 12…アノード電極
14…カソード電極 16…電解質
18…電解質・電極接合体 20、22…セパレータ
24…単位セル 26…燃料ガス通過部
30…酸化剤ガス通過部 34…冷媒通路
36、38、52、62、72…シール 50…陥没
60、70…基板 76…カーボンペーパー
78…重錘 82…供給管
88…ケーシング 90…計測管
【特許請求の範囲】
【請求項1】
アノード電極とカソード電極とが電解質を介して配設される電解質・電極接合体を挟持するセパレータに設けられる燃料電池用シール組成物において、
シール用有機成分として、第1の樹脂材と、エラストマーと、第2の樹脂材とを含有し、
シール用有機成分の全量を100重量%とするとき、前記第1の樹脂材、前記エラストマー及び前記第2の樹脂材の割合は、それぞれ、15〜85重量%、10〜65重量%、5〜20重量%であり、
且つ前記第2の樹脂材は、前記第1の樹脂材よりも熱変形温度が低いものであることを特徴とする燃料電池用シール組成物。
【請求項2】
請求項1記載の組成物において、前記第1の樹脂材は、熱変形温度が120℃以上のものであることを特徴とする燃料電池用シール組成物。
【請求項3】
請求項1又は2記載の組成物において、前記第1の樹脂材と前記第2の樹脂材の熱変形温度の差が30〜140℃であることを特徴とする燃料電池用シール組成物。
【請求項4】
請求項3記載の組成物において、前記第1の樹脂材が、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、ポリプロピレンのいずれかであり、且つ前記第2の樹脂材が、ポリスチレン、ポリエチレンのいずれかであることを特徴とする燃料電池用シール組成物。
【請求項5】
請求項1〜4のいずれか1項に記載の組成物において、前記エラストマーがスチレン系エラストマーであることを特徴とする燃料電池用シール組成物。
【請求項6】
請求項1〜5のいずれか1項に記載の組成物において、無機充填剤をさらに含有することを特徴とする燃料電池用シール組成物。
【請求項7】
請求項1〜6のいずれか1項に記載の組成物において、相溶剤をさらに含有することを特徴とする燃料電池用シール組成物。
【請求項8】
請求項1〜7のいずれか1項に記載された燃料電池用シール組成物からなることを特徴とする燃料電池用シール。
【請求項1】
アノード電極とカソード電極とが電解質を介して配設される電解質・電極接合体を挟持するセパレータに設けられる燃料電池用シール組成物において、
シール用有機成分として、第1の樹脂材と、エラストマーと、第2の樹脂材とを含有し、
シール用有機成分の全量を100重量%とするとき、前記第1の樹脂材、前記エラストマー及び前記第2の樹脂材の割合は、それぞれ、15〜85重量%、10〜65重量%、5〜20重量%であり、
且つ前記第2の樹脂材は、前記第1の樹脂材よりも熱変形温度が低いものであることを特徴とする燃料電池用シール組成物。
【請求項2】
請求項1記載の組成物において、前記第1の樹脂材は、熱変形温度が120℃以上のものであることを特徴とする燃料電池用シール組成物。
【請求項3】
請求項1又は2記載の組成物において、前記第1の樹脂材と前記第2の樹脂材の熱変形温度の差が30〜140℃であることを特徴とする燃料電池用シール組成物。
【請求項4】
請求項3記載の組成物において、前記第1の樹脂材が、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、ポリプロピレンのいずれかであり、且つ前記第2の樹脂材が、ポリスチレン、ポリエチレンのいずれかであることを特徴とする燃料電池用シール組成物。
【請求項5】
請求項1〜4のいずれか1項に記載の組成物において、前記エラストマーがスチレン系エラストマーであることを特徴とする燃料電池用シール組成物。
【請求項6】
請求項1〜5のいずれか1項に記載の組成物において、無機充填剤をさらに含有することを特徴とする燃料電池用シール組成物。
【請求項7】
請求項1〜6のいずれか1項に記載の組成物において、相溶剤をさらに含有することを特徴とする燃料電池用シール組成物。
【請求項8】
請求項1〜7のいずれか1項に記載された燃料電池用シール組成物からなることを特徴とする燃料電池用シール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−73863(P2013−73863A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213670(P2011−213670)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]