
燃料電池用セパレータの製造方法及び燃料電池用セパレータ
【課題】 機械的特性の不足や成形不良を抑制防止し、導電性や生産性を向上させ、燃料電池の運転中に燃料電池用セパレータの残留物が溶出するのを防止できる燃料電池用セパレータの製造方法及び燃料電池用セパレータを提供する。
【解決手段】 粉末化された熱可塑性樹脂と黒鉛粒子とを溶融することなく混合して成形材料を調製する工程と、成形材料を用いてブロックを圧縮成形し、ブロックをワイヤカットして薄板形のタブレットを形成する工程と、タブレットを圧縮成形して加熱加圧し、その後、冷却、脱型して燃料電池用セパレータを製造する工程とを備え、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とする。
【解決手段】 粉末化された熱可塑性樹脂と黒鉛粒子とを溶融することなく混合して成形材料を調製する工程と、成形材料を用いてブロックを圧縮成形し、ブロックをワイヤカットして薄板形のタブレットを形成する工程と、タブレットを圧縮成形して加熱加圧し、その後、冷却、脱型して燃料電池用セパレータを製造する工程とを備え、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、地球の温暖化防止や省エネルギー等に資することのできる燃料電池用セパレータの製造方法及び燃料電池用セパレータに関するものである。
【背景技術】
【0002】
近年、クリーン性や静粛性に優れる燃料電池が注目されているが、この燃料電池用セパレータは、従来、樹脂と黒鉛とを用いた成形品が提案され、広く使用されている(特許文献1、2、3、4参照)。
【特許文献1】特開2003‐100313号公報
【特許文献2】特開2004‐152589号公報
【特許文献3】特開2003‐346827号公報
【特許文献4】特開2001‐085030号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、燃料電池用セパレータで所定の導電性を得る場合には、黒鉛の比率を高める必要があるが、黒鉛の比率を高めると、成形材料の流動性が悪化することとなる。この結果、成形時に燃料電池用セパレータの凹凸や端部に成形材料を十分に充填することができず、機械的特性が不足したり、成形不良を生じやすいという問題がある。
【0004】
また、樹脂に熱可塑性樹脂を使用して黒鉛と溶融混練する特許文献1、2記載の方法で燃料電池用セパレータで製造する場合には、混練時に熱可塑性樹脂が黒鉛粒子の周辺に過度に付着し、導電性を低下させるおそれが少なくない。また、熱硬化性樹脂を使用する特許文献3、4記載の方法で燃料電池用セパレータで製造する場合には、熱硬化性樹脂の硬化に時間がかかり、生産性に支障を来たすという問題がある。
【0005】
さらに、未硬化成分や反応生成物が燃料電池用セパレータ中に残留しやすいので、燃料電池の運転中に燃料電池用セパレータ中の残留物が溶出し、燃料電池の耐久性が低下するという問題が生じる。この欠点の解消には、後加熱による残留物の除去が提案されているが、これでは、十分な効果を得ることができず、生産性の低下を招くおそれもある。
【0006】
本発明は上記に鑑みなされたもので、機械的特性の不足や成形不良を抑制防止し、導電性や生産性を向上させ、燃料電池の運転中に燃料電池用セパレータの残留物が溶出するのを防ぐことのできる燃料電池用セパレータの製造方法及び燃料電池用セパレータを提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、成形材料を使用して燃料電池のセパレータを製造する製造方法であって、
成形材料を、粉末化された熱可塑性樹脂と黒鉛粒子とを溶融させることなく混合することにより調製し、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とすることを特徴としている。
なお、成形材料を用いて略板状のタブレットを形成し、このタブレットを圧縮成形して燃料電池のセパレータを製造することができる。
【0008】
また、本発明においては上記課題を解決するため、請求項1又は2記載の燃料電池用セパレータの製造方法により燃料電池用セパレータを製造することを特徴としている。
【0009】
また、熱可塑性樹脂と黒鉛粒子とから調製した成形材料を用いてブロックを圧縮成形するとともに、このブロックを分割して略薄板形のタブレットを形成し、このタブレットを圧縮成形して加熱加圧し、その後、冷却して燃料電池用セパレータを製造するようにしても良い。
【0010】
さらに、熱可塑性樹脂と黒鉛粒子とから調製した成形材料を用いてタブレットを圧縮成形し、このタブレットを圧縮成形して加熱加圧し、その後、冷却して燃料電池用セパレータを製造するようにしても良い。
【0011】
ここで、特許請求の範囲における成形材料は、主に粉末化された熱可塑性樹脂と黒鉛粒子とからなるが、これらのみに限定されるものではなく、例えば炭素繊維やカーボンナノチューブ等を含有しても良い。熱可塑性樹脂と黒鉛粒子は、それぞれ所定量をタンブラーやヘンシェルミキサー等で混合すれば良い。その際、熱可塑性樹脂の融点以下の温度で混合すれば、黒鉛粒子の表面に対する熱可塑性樹脂の過度の付着を防ぐことができる。
【0012】
熱可塑性樹脂は、特に限定されるものではなく、耐水性、溶出物、黒鉛粒子への濡れ性等の化学的性質、耐熱性、機械的特性等からなる物理的性質、融点、流動性等からなる成形性を勘案して選択される。黒鉛粒子は、粉末状、棒状、球状、人造、天然、膨張黒鉛等を特に問うものではない。
【0013】
成形材料を用いて略板形のタブレットを形成する方法としては、金型に成形材料を充填してブロック体を圧縮成形し、このブロック体をカットしてタブレットを形成する方法と、金型に成形材料を充填して圧縮成形し、タブレットを直接形成する方法のいずれもが含まれる。さらに、燃料電池用セパレータが2mm以下の薄型、200cm2以上の面積の場合には、成形材料の流動性不足による不具合が生じ易いので、略板状のタブレットを成形して黒鉛粒子間に熱可塑性能樹脂を充填した後、燃料電池用セパレータを製造すると良い。
【発明の効果】
【0014】
本発明によれば、成形材料を、粉末化された熱可塑性樹脂と黒鉛粒子とを溶融させることなく混合することにより調製し、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とするので、機械的特性の不足や成形不良を抑制あるいは防止し、導電性や生産性を向上させることができるという効果がある。また、燃料電池の運転中に燃料電池用セパレータの残留物が溶出するのを防ぐことができる。
【0015】
また、成形材料を用いて略板状のタブレットを形成し、このタブレットを圧縮成形して燃料電池のセパレータを製造するようにすれば、例え黒鉛粒子が多量でも、電気的性質と機械的性質が両立する良好な燃料電池用セパレータを得ることができる。さらに、成形材料の流動があまり期待できない薄型、大面積の燃料電池のセパレータを従来よりも容易に得ることができる。
【発明を実施するための最良の形態】
【0016】
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態における燃料電池用セパレータの製造方法は、図1ないし図12に示すように、熱可塑性樹脂1と黒鉛粒子2とから成形材料3を調製する工程と、この成形材料3を用いてブロック12を圧縮成形し、このブロック12をワイヤカットして薄板形のタブレット21を形成する工程と、このタブレット21を圧縮成形して加熱加圧し、その後、冷却、脱型して燃料電池用セパレータ40を製造する工程とを備えている。
【0017】
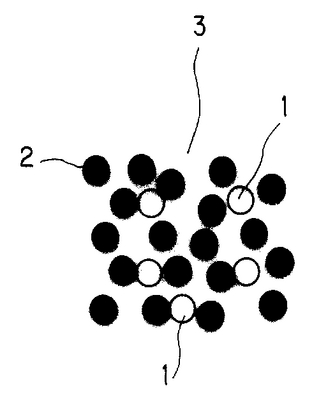
成形材料3は、樹脂の過度の付着を防止する観点から、粉末化された熱可塑性樹脂1と導電性に優れる黒鉛粒子2とが溶融されたり、混練(kneading)されることなく、混合されることにより調製される。熱可塑性樹脂1の平均粒径は、黒鉛粒子2の平均粒径の0.1〜3倍、好ましくは0.2〜2.5倍の範囲とされる。
【0018】
熱可塑性樹脂1の平均粒径が黒鉛粒子2の平均粒径の0.1〜3倍なのは、平均粒径が黒鉛粒子2の平均粒径の0.1未満の場合には、熱可塑性樹脂1の粒子数が多くなりすぎ、熱可塑性樹脂1の黒鉛粒子2への過度の付着により導電性が低下するからである。また、飛散等により作業環境が悪化したり、粒子の製造に手間取り、コスト高を招くからである。
【0019】
逆に、熱可塑性樹脂1の平均粒径が黒鉛粒子2の平均粒径の3倍を超える場合には、熱可塑性樹脂1の数が減少し、燃料電池用セパレータ40中の熱可塑性樹脂量に濃淡が生じ、結果的に機械的強度が低下するからである。
【0020】
熱可塑性樹脂1や黒鉛粒子2の平均粒径の求め方としては、例えばX線を用いた散漫散乱により求めるX線小角散乱法、透過型電子顕微鏡を使用する方法、動的光散乱法、微分型電気移動度測定法、飛行時間型質量分析法等により求めることができる。
【0021】
熱可塑性樹脂1は、加熱により溶融軟化して流動性を示す粉末タイプであれば、特に限定されるものではないが、例えばポリフェニレンスルフィド(PPS)、ポリプロピレン(PP)、ポリエチレン(PE)、液晶ポリマー(LCP)、ポリフェニレンエーテル(PPE)、変性PPE等が使用される。
【0022】
熱可塑性樹脂1の流動性(MFR値)は、所定の測定条件下で10〜2000cc/10分、好ましくは100〜1200cc/10分が良い。これは、10cc/10分未満の場合には、流動性が悪化して黒鉛粒子2間の空隙を十分に埋めることができないからである。
【0023】
逆に、2000cc/10分を超える場合には、流動性が必要以上に良くなり、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着したり、燃料電池用セパレータ40の表面にスキン層が発生し、このスキン層の発生に伴い燃料電池用セパレータ40の厚さ方向における導電性が低下してしまうからである。
所定の測定条件としては、ダイス流路径:1mmφ、ランド長さ10mm、温度:燃料電池用セパレータ40の圧縮成形温度、圧力:100kg/cm2があげられる。
【0024】
黒鉛粒子2は、10〜200μm、好ましくは30〜150μmの平均粒径とされ、必要量が秤取される。この黒鉛粒子2の平均粒径が10〜200μmの範囲なのは、10μm未満の場合には、黒鉛粒子2が熱可塑性樹脂1との混合時に舞い上がり、作業環境や電気的特性が悪化するからである。逆に、200μmを超える場合には、機械的特性が低下したり、薄型に適用するのが困難化するからである。成形材料3中の黒鉛粒子2の比率は、60〜90vol%、好ましくは70〜85vol%の範囲とされる。
【0025】
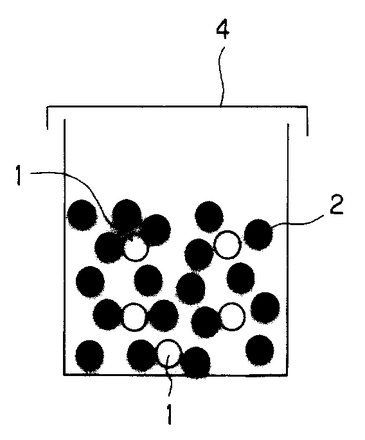
上記において、燃料電池用セパレータ40を製造する場合には、先ず、粒子化された熱可塑性樹脂1と黒鉛粒子2とをそれぞれ所定量タンブラー4により混合(図1参照)して成形材料3を調製する(図2参照)。この際の混合は、熱可塑性樹脂1の融点以下の温度、好ましくは常温で行なうと良い。混合機としては、タンブラー4の他、ヘンシェルミキサーや羽根型攪拌機等を使用することができる。
【0026】
成形材料3を調製したら、加熱加圧機10に加圧されるブロック成形型11に成形材料3を充填(図3参照)して熱可塑性樹脂1の融点以上の温度に加熱、加圧し、熱可塑性樹脂1を溶融、流動させてブロック12を圧縮成形し、その後、冷却(図4参照)してブロック成形型11からブロック12を取り出す(図5参照)。
【0027】
ブロック成形型11における加圧圧力は、100〜1000kg/cm2、好ましくは300〜600kg/cm2が良い。これは、100kg/cm2未満の場合には、粉末の熱可塑性樹脂1と黒鉛粒子2との間に空隙が残存し、空隙を十分に埋めきれないという理由に基づく。
【0028】
逆に、1000kg/cm2を超える場合には、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着し、燃料電池用セパレータ40の厚さ方向における導電性が低下してしまうという理由に基づく。また、1000kg/cm2を超える場合には、ブロック成形型11の変形を招きやすく、これを回避するため、ブロック成形型11の大型化すると、加熱、冷却効率の低下を招くという理由に基づく。また、ブロック成形型11における加熱温度は、熱可塑性樹脂1の融点以下の温度で、かつ流動性が所定の測定条件下で10〜2000cc/10分となる温度を選択すると良い。
【0029】
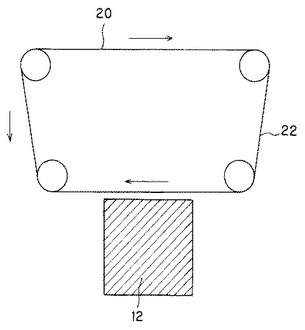
次いで、ブロック12をワイヤカット装置20により所定の厚さにワイヤカットして平坦な薄板のタブレット21を一度に複数切削形成し、各タブレット21の表裏両面から黒鉛粒子2をそれぞれ露出させる(図6、図7参照)。ワイヤカット装置20は、切削油の供給を受けるカット用のワイヤ22を上下動可能に巻張状態に備え、このエンドレスのワイヤ22が図6の奥方向に所定の間隔で並設されており、各ワイヤ22を下降させてブロック12をワイヤカットし、ブロック12を大量生産する。
【0030】
各タブレット21は、その重量が燃料電池用セパレータ40の重量+5〜30%の範囲となるよう切削形成される。また、タブレット21の切り出し方向は、加圧方向でも良いし、加圧方向と直角の方向でも良い。
但し、加圧方向に切り出した場合には、燃料電池用セパレータ40の厚さ方向の導電性が向上し、加圧方向と直角の方向に切り出した場合には、燃料電池用セパレータ40の曲げ強度や曲げ歪が大きくなるので、これらの特徴に留意してタブレット21を切り出す必要がある。
【0031】
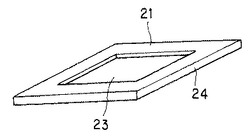
タブレット21は、燃料電池用セパレータ40の中央部の溝形成領域23とその周辺の平板領域24の充填量に相違があるのを考慮し、溝形成領域23の板厚が後加工により薄く削られ、凹むことが燃料電池用セパレータ40の寸法精度を向上させる観点から好ましい(図8参照)。
【0032】
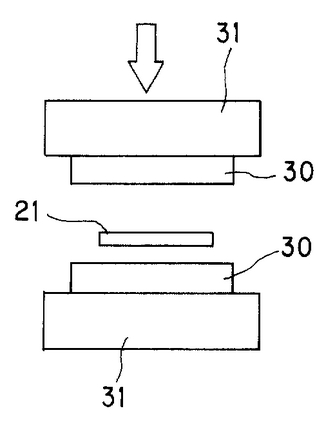
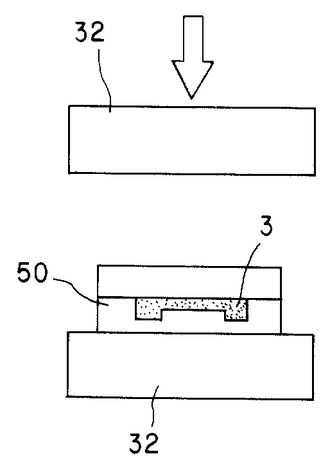
タブレット21を形成したら、溝付きの本成形用金型30にタブレット21をインサートして加熱圧縮成形機31により加熱加圧(図9参照)した後、冷却(図10参照)して脱型(図11参照)すれば、燃料電池用セパレータ40を製造することができる(図12参照)。
【0033】
加熱加圧の際、燃料電池用セパレータ40の強度を向上させたり、抵抗値を低下させたい場合には、加減圧を数回繰り返し(バンピング)、黒鉛粒子2をさらに充填すれば良い。また、冷却に際しては、スプリングバック防止の観点から、加圧冷却機32に移載して加圧冷却する。
なお、本成形用金型30にタブレット21をインサートしたら、本成形用金型30ごと熱風加熱炉、蒸気加熱炉、電磁誘導加熱等の方法で加熱し、加熱冷却機で加圧、冷却することもできる。
【0034】
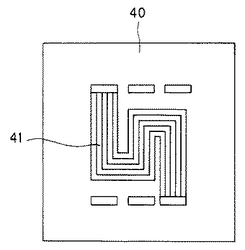
こうして製造された燃料電池用セパレータ40は、図12に示すように、ガス不透過性、導電性、耐食性等を満足する平面矩形の薄板に成形され、表裏面の中央部に複数の溝41がパターン形成されており、これら複数の溝41がサーペインタイプの流路を形成する。
【0035】
上記構成によれば、粉末化された熱可塑性樹脂1と黒鉛粒子2とを溶融させることなく混合することにより調製するとともに、熱可塑性樹脂1の平均粒径を黒鉛粒子2の平均粒径の3倍以下とし、射出成形等のような大きな流動を要しない圧縮成形により燃料電池用セパレータ40を製造するので、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着してしまうことがなく、燃料電池用セパレータ40の厚さ方向における導電性を著しく向上させることができる。
【0036】
また、射出成形ではなく、圧縮成形を二度行い、黒鉛粒子2の間に熱可塑性樹脂1を過不足なく充填するので、機械的強度を著しく向上させることができる。また、ブロック12をワイヤカットしてタブレット21の表裏両面から黒鉛粒子2をそれぞれ露出させるので、タブレット21を成形して燃料電池用セパレータ40を製造する際、スキン層の発生が少なく、厚さ方向の導電性に優れる燃料電池用セパレータ40を得ることができる。
【0037】
また、熱硬化性樹脂ではなく、熱可塑性樹脂1を使用するので、樹脂硬化の時間や成形サイクルを短縮して生産性の大幅な向上を図ることが可能になる。また、未硬化成分や反応生成物が燃料電池用セパレータ40中に残留しにくいので、後加熱や洗浄作業を省略することができ、しかも、燃料電池の運転中に燃料電池用セパレータ40中の残留物が溶出したり、燃料電池の耐久性や寿命が低下するのを抑制防止することが可能になる。
【0038】
また、タブレット21を圧縮成形して燃料電池用セパレータ40を製造するので、成形材料3により高い流動性が求められる薄型、大面積の燃料電池用セパレータ40を容易に製造することが可能になる。さらに、ブロック12から一枚のタブレット21を一々形成するのではなく、ワイヤカット装置20によりワイヤカットして複数のタブレット21を一度に形成するので、生産性や量産性の大幅な向上が期待できる。
【0039】
次に、図13ないし図17は本発明の第2の実施形態を示すもので、この場合には、熱可塑性樹脂1と黒鉛粒子2とから成形材料3を調製する工程と、この成形材料3を用いてタブレット21を直接成形する工程と、このタブレット21を圧縮成形して加熱加圧した後、冷却、脱型して燃料電池用セパレータ40を製造する工程とを備えるようにしている。
【0040】
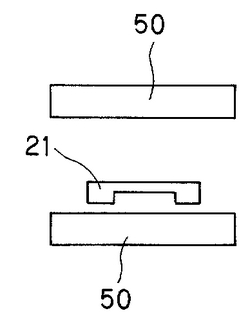
上記において、燃料電池用セパレータ40を製造するには、先ず、粒子化された熱可塑性樹脂1と黒鉛粒子2とをそれぞれ所定量タンブラー4により混合して成形材料3を調製し、この成形材料3をタブレット成形型50に均一に充填し、タブレット成形型50に充填した成形材料3の充填面が平滑になるようスクレーバ51でならす(図13参照)。この際、スクレーバ51でならすのは、成形材料3の流動性が低いので、スクレーバ51でならさないと、成形材料3の充填量が充填箇所により不均一となり、燃料電池用セパレータ40の厚さ精度に不良を来たすからである。
【0041】
成形材料3をスクレーバ51でならしたら、加熱圧縮成形機52にタブレット成形型50をセット(図14参照)し、熱可塑性樹脂1の融点以上の温度に加熱、加圧(図15参照)し、熱可塑性樹脂1を溶融、流動させてタブレット21を圧縮成形し、その後、冷却してタブレット成形型50からタブレット21を取り出す(図16、図17参照)。
【0042】
タブレット成形型50における加圧圧力は、100〜1000kg/cm2、好ましくは300〜600kg/cm2が良い。これは、100kg/cm2未満の場合には、粉末の熱可塑性樹脂1と黒鉛粒子2との間に空隙が残存し、空隙を十分に埋めきれないからである。逆に、1000kg/cm2を超える場合には、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着したり、スキン層が生じて燃料電池用セパレータ40の厚さ方向における導電性が低下してしまうからである。
【0043】
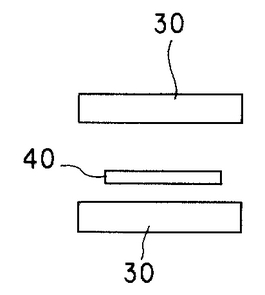
タブレット21を形成したら、溝付きの本成形用金型30にタブレット21をインサートして加熱圧縮成形機31により加熱加圧した後、冷却して脱型すれば、燃料電池用セパレータ40を製造することができる。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても上記実施形態と同様の作用効果が期待でき、製造工程の多様化が期待できるのは明らかである。
【0044】
なお、上記実施形態のタブレット21を本成形用金型30にインサートして加熱圧縮した後、脱型する場合、燃料電池用セパレータ40の熱膨張係数(線膨張係数)が本成形用金型30の熱膨張係数(線膨張係数)よりも小さくなるよう設定し、金型のテーパを利用して燃料電池用セパレータ40の脱型の容易化を図るようにしても良い。さらに、燃料電池のアノードやカソードに対する燃料電池用セパレータ40の弾性の接触領域をフラットではなく、鋭利あるいは湾曲した凸形に突出形成し、接触抵抗を減少させるようにしても良い。
【実施例】
【0045】
以下、本発明に係る燃料電池用セパレータの製造方法及び燃料電池用セパレータの実施例を比較例と共に説明する。
実施例1
【0046】
先ず、粒子化した熱可塑性樹脂と人造の黒鉛粒子とをそれぞれ所定量タンブラーにより混合して成形材料を調製した。熱可塑性樹脂と人造の黒鉛粒子との混合は、熱可塑性樹脂1に対して黒鉛粒子5.4(質量比)をそれぞれ計量して混合した。熱可塑性樹脂は、重量平均分子量36100、数平均分子量10900のリニアタイプポリフェニレンサスフィド(PPS)の顆状粒子(平均粒径1mm)を冷凍粉砕し、♯150のメッシュでふるった平均粒径75μmの樹脂とした。また、黒鉛粒子は、平均粒径が145μmで略棒状と略塊状の混合物を使用した。
【0047】
次いで、成形材料を80g計量してタブレット成形型に投入し、投入した成形材料の投入面をスクレーバで平滑に均した。タブレット成形型は、タブレットの溝形成領域における厚さを平板領域における厚さの1/2とする構造とした。また、タブレット成形型のキャビティは、l:150mm×w:150mm×t:2.1mmの寸法としたが、溝形成部の厚さについては1.05mmとした。
【0048】
次いで、加熱圧縮成形機によりタブレット成形型を400℃、500kg/cm2の条件で加熱加圧し、加圧冷却機にタブレット成形型ごと移載し、180℃まで冷却してタブレット成形型からタブレットを取り出した。
【0049】
こうしてタブレットを形成したら、溝付きの本成形用金型にタブレットをインサートして加熱圧縮成形機により400℃、500kg/cm2の条件で加熱加圧し、加圧冷却機にタブレット成形型ごと移載し、その後、180℃まで冷却して脱型し、燃料電池用セパレータを製造した。本成形用金型のキャビティは、縦148mm×横148mm×厚さ2mmの寸法であり、中央部100mm×100mmの範囲に、幅1mm、深さ0.7mmの溝がピッチ2mmで燃料電池用セパレータの表裏両面にそれぞれ成形できる構造とした。
【0050】
製造した燃料電池用セパレータについて観察したところ、溝への未充填、表面のあばた、欠け、反り、曲がり等の欠点がなく、厚さ寸法精度も2mm±20μmと良好であるのを確認した。
また、燃料電池用セパレータの厚さ方向の導電性(mΩ・cm)、曲げ強度(MPa)、曲げ歪(%)についても試験を実施して表1にまとめ、評価したが、いずれも良好であるのを確認した。厚さ方向の導電性試験と曲げ試験は以下の内容とした。
厚さ方向の導電性試験
【0051】
先ず、燃料電池用セパレータの平板領域の四辺から20mm×100mm(20cm2)の板4枚を切り出してこれらの板を積層し、この4枚の板を金メッキ処理された2枚の銅板の間に挟んで20kg/cm2の圧力で5分間加圧保持し、その後、2枚の銅板間の電気抵抗値をデジタルマルチメータ〔商品名HIOKI3540‐03〕により測定電圧9Vの条件で測定し、測定値をR1(mΩ)とした。
【0052】
次いで、4枚の板を2枚に減らして積層し、この2枚の板を上記2枚の銅板間に挟んで上記と同様に測定し、測定値をR2(mΩ)とした。こうして測定値R1(mΩ)、R2(mΩ)を得たら、燃料電池用セパレータの厚さ方向の導電性を、導電性(mΩ・cm)=(R1−R2)/2×20/0.2の式により算出した。
曲げ試験
燃料電池用セパレータの平板領域の四辺から測定用の試験片をそれぞれ切り出し、JIS K6911の内容に準拠した。
実施例2
【0053】
実施例1と同様の成形材料4.5kgをブロック成形型に常温で押し固めながら充填し、加熱加圧機により400℃、500kg/cm2の条件で加熱、加圧した後、放冷してブロック成形型からブロックを取り出した。
【0054】
次いで、ブロックをワイヤカット装置により2.1mmの厚さにワイヤカットしてタブレットを切り出し、各タブレットの表裏両面から黒鉛粒子をそれぞれ露出させた。ワイヤカット装置は、ムサシノ電子製の装置〔商品名RTS480〕とし、ブロックの加圧方向と直角の方向にワイヤカットした。タブレットを切り出したら、タブレットの溝形成領域を汎用のミーリング機により切削して凹ませ、1.05mmの厚さとした。
【0055】
タブレットを形成したら、実施例1と同様に燃料電池用セパレータを製造し、この燃料電池用セパレータについて実施例1と同様の評価、試験を実施したところ、良好な結果を確認した。
比較例1
【0056】
実施例1の熱可塑性樹脂の平均粒径を1mmとし、その他は実施例1と同様にして燃料電池用セパレータを製造した。
製造した燃料電池用セパレータについて観察したところ、燃料電池用セパレータの表面に、熱可塑性樹脂の濃淡に起因するしみを発見した。また、曲げ強度も不十分であった。
比較例2
【0057】
実施例1と同様の熱可塑性樹脂と人造の黒鉛粒子とをそれぞれ所定量加圧ニーダーに投入し、400℃の条件で混練して凝集物の混在した混合物を調製した。そして、混合物をボールミルに投入して凝集物を除去し、成形材料を調製し、その他は実施例1と同様とした。
【0058】
製造した燃料電池用セパレータについて観察したところ、溝への未充填、表面のあばた、欠け、反り、曲がり等の欠点がなく、厚さ寸法精度も2mm±20μmと良好であった。
これに対し、燃料電池用セパレータの厚さ方向の導電性、曲げ強度、曲げ歪について試験を実施したところ、厚さ方向の導電性が不足し、実用可能なレベルに達しなかった。
比較例3
【0059】
実施例1、比較例2同様の成形材料をそれぞれ調製して燃料電池用セパレータを射出成形しようとした。射出成形用の金型は、サイドゲートを備えた100mm×50mm×2mmの大きさの溝付きセパレータ用金型を用いた。また、射出成形の際の射出成形圧力は1500kg/cm2とし、金型温度は200℃とした。
射出成形しようとしたところ、いずれの成形材料も未充填となり、燃料電池用セパレータを射出成形により製造することができなかった。
【0060】
【表1】

【図面の簡単な説明】
【0061】
【図1】本発明に係る燃料電池用セパレータの製造方法の実施形態における粒子化された熱可塑性樹脂と黒鉛粒子とをそれぞれ所定量タンブラーにより混合する状態を示す説明図である。
【図2】本発明に係る燃料電池用セパレータの製造方法の実施形態における成形材料を示す説明図である。
【図3】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロック成形型に成形材料を充填する状態を示す説明図である。
【図4】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロックを冷却する状態を示す説明図である。
【図5】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロックを示す説明図である。
【図6】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロックをワイヤカットする状態を示す説明図である。
【図7】本発明に係る燃料電池用セパレータの製造方法の実施形態における複数のタブレットを切り出し形成する状態を示す斜視説明図である。
【図8】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるタブレットを示す斜視説明図である。
【図9】本発明に係る燃料電池用セパレータの製造方法の実施形態における本成形用金型にタブレットをインサートして加熱圧縮成形機により加熱加圧する状態を示す説明図である。
【図10】図9のタブレットを冷却加圧する状態を示す説明図である。
【図11】本発明に係る燃料電池用セパレータの製造方法の実施形態における本成形用金型から成形品を脱型する状態を示す説明図である。
【図12】本発明に係る燃料電池用セパレータの実施形態を示す平面説明図である。
【図13】本発明に係る燃料電池用セパレータの製造方法の第2の実施形態における成形材料をタブレット成形型に充填し、成形材料の充填面をならす状態を示す説明図である。
【図14】本発明に係る燃料電池用セパレータの製造方法の第2の実施形態における加熱圧縮成形機にタブレット成形型をセットする状態を示す説明図である。
【図15】本発明に係る燃料電池用セパレータの製造方法の第2の実施形態におけるタブレット成形型を加熱、加圧する状態を示す説明図である。
【図16】図15のタブレットを冷却加圧する状態を示す説明図である。
【図17】脱型したタブレットを示す斜視説明図である。
【符号の説明】
【0062】
1 熱可塑性樹脂
2 黒鉛粒子
3 成形材料
4 タンブラー
12 ブロック
21 タブレット
23 溝形成領域
24 平板領域
40 燃料電池用セパレータ
41 溝
51 スクレバー
【技術分野】
【0001】
本発明は、地球の温暖化防止や省エネルギー等に資することのできる燃料電池用セパレータの製造方法及び燃料電池用セパレータに関するものである。
【背景技術】
【0002】
近年、クリーン性や静粛性に優れる燃料電池が注目されているが、この燃料電池用セパレータは、従来、樹脂と黒鉛とを用いた成形品が提案され、広く使用されている(特許文献1、2、3、4参照)。
【特許文献1】特開2003‐100313号公報
【特許文献2】特開2004‐152589号公報
【特許文献3】特開2003‐346827号公報
【特許文献4】特開2001‐085030号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、燃料電池用セパレータで所定の導電性を得る場合には、黒鉛の比率を高める必要があるが、黒鉛の比率を高めると、成形材料の流動性が悪化することとなる。この結果、成形時に燃料電池用セパレータの凹凸や端部に成形材料を十分に充填することができず、機械的特性が不足したり、成形不良を生じやすいという問題がある。
【0004】
また、樹脂に熱可塑性樹脂を使用して黒鉛と溶融混練する特許文献1、2記載の方法で燃料電池用セパレータで製造する場合には、混練時に熱可塑性樹脂が黒鉛粒子の周辺に過度に付着し、導電性を低下させるおそれが少なくない。また、熱硬化性樹脂を使用する特許文献3、4記載の方法で燃料電池用セパレータで製造する場合には、熱硬化性樹脂の硬化に時間がかかり、生産性に支障を来たすという問題がある。
【0005】
さらに、未硬化成分や反応生成物が燃料電池用セパレータ中に残留しやすいので、燃料電池の運転中に燃料電池用セパレータ中の残留物が溶出し、燃料電池の耐久性が低下するという問題が生じる。この欠点の解消には、後加熱による残留物の除去が提案されているが、これでは、十分な効果を得ることができず、生産性の低下を招くおそれもある。
【0006】
本発明は上記に鑑みなされたもので、機械的特性の不足や成形不良を抑制防止し、導電性や生産性を向上させ、燃料電池の運転中に燃料電池用セパレータの残留物が溶出するのを防ぐことのできる燃料電池用セパレータの製造方法及び燃料電池用セパレータを提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、成形材料を使用して燃料電池のセパレータを製造する製造方法であって、
成形材料を、粉末化された熱可塑性樹脂と黒鉛粒子とを溶融させることなく混合することにより調製し、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とすることを特徴としている。
なお、成形材料を用いて略板状のタブレットを形成し、このタブレットを圧縮成形して燃料電池のセパレータを製造することができる。
【0008】
また、本発明においては上記課題を解決するため、請求項1又は2記載の燃料電池用セパレータの製造方法により燃料電池用セパレータを製造することを特徴としている。
【0009】
また、熱可塑性樹脂と黒鉛粒子とから調製した成形材料を用いてブロックを圧縮成形するとともに、このブロックを分割して略薄板形のタブレットを形成し、このタブレットを圧縮成形して加熱加圧し、その後、冷却して燃料電池用セパレータを製造するようにしても良い。
【0010】
さらに、熱可塑性樹脂と黒鉛粒子とから調製した成形材料を用いてタブレットを圧縮成形し、このタブレットを圧縮成形して加熱加圧し、その後、冷却して燃料電池用セパレータを製造するようにしても良い。
【0011】
ここで、特許請求の範囲における成形材料は、主に粉末化された熱可塑性樹脂と黒鉛粒子とからなるが、これらのみに限定されるものではなく、例えば炭素繊維やカーボンナノチューブ等を含有しても良い。熱可塑性樹脂と黒鉛粒子は、それぞれ所定量をタンブラーやヘンシェルミキサー等で混合すれば良い。その際、熱可塑性樹脂の融点以下の温度で混合すれば、黒鉛粒子の表面に対する熱可塑性樹脂の過度の付着を防ぐことができる。
【0012】
熱可塑性樹脂は、特に限定されるものではなく、耐水性、溶出物、黒鉛粒子への濡れ性等の化学的性質、耐熱性、機械的特性等からなる物理的性質、融点、流動性等からなる成形性を勘案して選択される。黒鉛粒子は、粉末状、棒状、球状、人造、天然、膨張黒鉛等を特に問うものではない。
【0013】
成形材料を用いて略板形のタブレットを形成する方法としては、金型に成形材料を充填してブロック体を圧縮成形し、このブロック体をカットしてタブレットを形成する方法と、金型に成形材料を充填して圧縮成形し、タブレットを直接形成する方法のいずれもが含まれる。さらに、燃料電池用セパレータが2mm以下の薄型、200cm2以上の面積の場合には、成形材料の流動性不足による不具合が生じ易いので、略板状のタブレットを成形して黒鉛粒子間に熱可塑性能樹脂を充填した後、燃料電池用セパレータを製造すると良い。
【発明の効果】
【0014】
本発明によれば、成形材料を、粉末化された熱可塑性樹脂と黒鉛粒子とを溶融させることなく混合することにより調製し、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とするので、機械的特性の不足や成形不良を抑制あるいは防止し、導電性や生産性を向上させることができるという効果がある。また、燃料電池の運転中に燃料電池用セパレータの残留物が溶出するのを防ぐことができる。
【0015】
また、成形材料を用いて略板状のタブレットを形成し、このタブレットを圧縮成形して燃料電池のセパレータを製造するようにすれば、例え黒鉛粒子が多量でも、電気的性質と機械的性質が両立する良好な燃料電池用セパレータを得ることができる。さらに、成形材料の流動があまり期待できない薄型、大面積の燃料電池のセパレータを従来よりも容易に得ることができる。
【発明を実施するための最良の形態】
【0016】
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態における燃料電池用セパレータの製造方法は、図1ないし図12に示すように、熱可塑性樹脂1と黒鉛粒子2とから成形材料3を調製する工程と、この成形材料3を用いてブロック12を圧縮成形し、このブロック12をワイヤカットして薄板形のタブレット21を形成する工程と、このタブレット21を圧縮成形して加熱加圧し、その後、冷却、脱型して燃料電池用セパレータ40を製造する工程とを備えている。
【0017】
成形材料3は、樹脂の過度の付着を防止する観点から、粉末化された熱可塑性樹脂1と導電性に優れる黒鉛粒子2とが溶融されたり、混練(kneading)されることなく、混合されることにより調製される。熱可塑性樹脂1の平均粒径は、黒鉛粒子2の平均粒径の0.1〜3倍、好ましくは0.2〜2.5倍の範囲とされる。
【0018】
熱可塑性樹脂1の平均粒径が黒鉛粒子2の平均粒径の0.1〜3倍なのは、平均粒径が黒鉛粒子2の平均粒径の0.1未満の場合には、熱可塑性樹脂1の粒子数が多くなりすぎ、熱可塑性樹脂1の黒鉛粒子2への過度の付着により導電性が低下するからである。また、飛散等により作業環境が悪化したり、粒子の製造に手間取り、コスト高を招くからである。
【0019】
逆に、熱可塑性樹脂1の平均粒径が黒鉛粒子2の平均粒径の3倍を超える場合には、熱可塑性樹脂1の数が減少し、燃料電池用セパレータ40中の熱可塑性樹脂量に濃淡が生じ、結果的に機械的強度が低下するからである。
【0020】
熱可塑性樹脂1や黒鉛粒子2の平均粒径の求め方としては、例えばX線を用いた散漫散乱により求めるX線小角散乱法、透過型電子顕微鏡を使用する方法、動的光散乱法、微分型電気移動度測定法、飛行時間型質量分析法等により求めることができる。
【0021】
熱可塑性樹脂1は、加熱により溶融軟化して流動性を示す粉末タイプであれば、特に限定されるものではないが、例えばポリフェニレンスルフィド(PPS)、ポリプロピレン(PP)、ポリエチレン(PE)、液晶ポリマー(LCP)、ポリフェニレンエーテル(PPE)、変性PPE等が使用される。
【0022】
熱可塑性樹脂1の流動性(MFR値)は、所定の測定条件下で10〜2000cc/10分、好ましくは100〜1200cc/10分が良い。これは、10cc/10分未満の場合には、流動性が悪化して黒鉛粒子2間の空隙を十分に埋めることができないからである。
【0023】
逆に、2000cc/10分を超える場合には、流動性が必要以上に良くなり、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着したり、燃料電池用セパレータ40の表面にスキン層が発生し、このスキン層の発生に伴い燃料電池用セパレータ40の厚さ方向における導電性が低下してしまうからである。
所定の測定条件としては、ダイス流路径:1mmφ、ランド長さ10mm、温度:燃料電池用セパレータ40の圧縮成形温度、圧力:100kg/cm2があげられる。
【0024】
黒鉛粒子2は、10〜200μm、好ましくは30〜150μmの平均粒径とされ、必要量が秤取される。この黒鉛粒子2の平均粒径が10〜200μmの範囲なのは、10μm未満の場合には、黒鉛粒子2が熱可塑性樹脂1との混合時に舞い上がり、作業環境や電気的特性が悪化するからである。逆に、200μmを超える場合には、機械的特性が低下したり、薄型に適用するのが困難化するからである。成形材料3中の黒鉛粒子2の比率は、60〜90vol%、好ましくは70〜85vol%の範囲とされる。
【0025】
上記において、燃料電池用セパレータ40を製造する場合には、先ず、粒子化された熱可塑性樹脂1と黒鉛粒子2とをそれぞれ所定量タンブラー4により混合(図1参照)して成形材料3を調製する(図2参照)。この際の混合は、熱可塑性樹脂1の融点以下の温度、好ましくは常温で行なうと良い。混合機としては、タンブラー4の他、ヘンシェルミキサーや羽根型攪拌機等を使用することができる。
【0026】
成形材料3を調製したら、加熱加圧機10に加圧されるブロック成形型11に成形材料3を充填(図3参照)して熱可塑性樹脂1の融点以上の温度に加熱、加圧し、熱可塑性樹脂1を溶融、流動させてブロック12を圧縮成形し、その後、冷却(図4参照)してブロック成形型11からブロック12を取り出す(図5参照)。
【0027】
ブロック成形型11における加圧圧力は、100〜1000kg/cm2、好ましくは300〜600kg/cm2が良い。これは、100kg/cm2未満の場合には、粉末の熱可塑性樹脂1と黒鉛粒子2との間に空隙が残存し、空隙を十分に埋めきれないという理由に基づく。
【0028】
逆に、1000kg/cm2を超える場合には、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着し、燃料電池用セパレータ40の厚さ方向における導電性が低下してしまうという理由に基づく。また、1000kg/cm2を超える場合には、ブロック成形型11の変形を招きやすく、これを回避するため、ブロック成形型11の大型化すると、加熱、冷却効率の低下を招くという理由に基づく。また、ブロック成形型11における加熱温度は、熱可塑性樹脂1の融点以下の温度で、かつ流動性が所定の測定条件下で10〜2000cc/10分となる温度を選択すると良い。
【0029】
次いで、ブロック12をワイヤカット装置20により所定の厚さにワイヤカットして平坦な薄板のタブレット21を一度に複数切削形成し、各タブレット21の表裏両面から黒鉛粒子2をそれぞれ露出させる(図6、図7参照)。ワイヤカット装置20は、切削油の供給を受けるカット用のワイヤ22を上下動可能に巻張状態に備え、このエンドレスのワイヤ22が図6の奥方向に所定の間隔で並設されており、各ワイヤ22を下降させてブロック12をワイヤカットし、ブロック12を大量生産する。
【0030】
各タブレット21は、その重量が燃料電池用セパレータ40の重量+5〜30%の範囲となるよう切削形成される。また、タブレット21の切り出し方向は、加圧方向でも良いし、加圧方向と直角の方向でも良い。
但し、加圧方向に切り出した場合には、燃料電池用セパレータ40の厚さ方向の導電性が向上し、加圧方向と直角の方向に切り出した場合には、燃料電池用セパレータ40の曲げ強度や曲げ歪が大きくなるので、これらの特徴に留意してタブレット21を切り出す必要がある。
【0031】
タブレット21は、燃料電池用セパレータ40の中央部の溝形成領域23とその周辺の平板領域24の充填量に相違があるのを考慮し、溝形成領域23の板厚が後加工により薄く削られ、凹むことが燃料電池用セパレータ40の寸法精度を向上させる観点から好ましい(図8参照)。
【0032】
タブレット21を形成したら、溝付きの本成形用金型30にタブレット21をインサートして加熱圧縮成形機31により加熱加圧(図9参照)した後、冷却(図10参照)して脱型(図11参照)すれば、燃料電池用セパレータ40を製造することができる(図12参照)。
【0033】
加熱加圧の際、燃料電池用セパレータ40の強度を向上させたり、抵抗値を低下させたい場合には、加減圧を数回繰り返し(バンピング)、黒鉛粒子2をさらに充填すれば良い。また、冷却に際しては、スプリングバック防止の観点から、加圧冷却機32に移載して加圧冷却する。
なお、本成形用金型30にタブレット21をインサートしたら、本成形用金型30ごと熱風加熱炉、蒸気加熱炉、電磁誘導加熱等の方法で加熱し、加熱冷却機で加圧、冷却することもできる。
【0034】
こうして製造された燃料電池用セパレータ40は、図12に示すように、ガス不透過性、導電性、耐食性等を満足する平面矩形の薄板に成形され、表裏面の中央部に複数の溝41がパターン形成されており、これら複数の溝41がサーペインタイプの流路を形成する。
【0035】
上記構成によれば、粉末化された熱可塑性樹脂1と黒鉛粒子2とを溶融させることなく混合することにより調製するとともに、熱可塑性樹脂1の平均粒径を黒鉛粒子2の平均粒径の3倍以下とし、射出成形等のような大きな流動を要しない圧縮成形により燃料電池用セパレータ40を製造するので、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着してしまうことがなく、燃料電池用セパレータ40の厚さ方向における導電性を著しく向上させることができる。
【0036】
また、射出成形ではなく、圧縮成形を二度行い、黒鉛粒子2の間に熱可塑性樹脂1を過不足なく充填するので、機械的強度を著しく向上させることができる。また、ブロック12をワイヤカットしてタブレット21の表裏両面から黒鉛粒子2をそれぞれ露出させるので、タブレット21を成形して燃料電池用セパレータ40を製造する際、スキン層の発生が少なく、厚さ方向の導電性に優れる燃料電池用セパレータ40を得ることができる。
【0037】
また、熱硬化性樹脂ではなく、熱可塑性樹脂1を使用するので、樹脂硬化の時間や成形サイクルを短縮して生産性の大幅な向上を図ることが可能になる。また、未硬化成分や反応生成物が燃料電池用セパレータ40中に残留しにくいので、後加熱や洗浄作業を省略することができ、しかも、燃料電池の運転中に燃料電池用セパレータ40中の残留物が溶出したり、燃料電池の耐久性や寿命が低下するのを抑制防止することが可能になる。
【0038】
また、タブレット21を圧縮成形して燃料電池用セパレータ40を製造するので、成形材料3により高い流動性が求められる薄型、大面積の燃料電池用セパレータ40を容易に製造することが可能になる。さらに、ブロック12から一枚のタブレット21を一々形成するのではなく、ワイヤカット装置20によりワイヤカットして複数のタブレット21を一度に形成するので、生産性や量産性の大幅な向上が期待できる。
【0039】
次に、図13ないし図17は本発明の第2の実施形態を示すもので、この場合には、熱可塑性樹脂1と黒鉛粒子2とから成形材料3を調製する工程と、この成形材料3を用いてタブレット21を直接成形する工程と、このタブレット21を圧縮成形して加熱加圧した後、冷却、脱型して燃料電池用セパレータ40を製造する工程とを備えるようにしている。
【0040】
上記において、燃料電池用セパレータ40を製造するには、先ず、粒子化された熱可塑性樹脂1と黒鉛粒子2とをそれぞれ所定量タンブラー4により混合して成形材料3を調製し、この成形材料3をタブレット成形型50に均一に充填し、タブレット成形型50に充填した成形材料3の充填面が平滑になるようスクレーバ51でならす(図13参照)。この際、スクレーバ51でならすのは、成形材料3の流動性が低いので、スクレーバ51でならさないと、成形材料3の充填量が充填箇所により不均一となり、燃料電池用セパレータ40の厚さ精度に不良を来たすからである。
【0041】
成形材料3をスクレーバ51でならしたら、加熱圧縮成形機52にタブレット成形型50をセット(図14参照)し、熱可塑性樹脂1の融点以上の温度に加熱、加圧(図15参照)し、熱可塑性樹脂1を溶融、流動させてタブレット21を圧縮成形し、その後、冷却してタブレット成形型50からタブレット21を取り出す(図16、図17参照)。
【0042】
タブレット成形型50における加圧圧力は、100〜1000kg/cm2、好ましくは300〜600kg/cm2が良い。これは、100kg/cm2未満の場合には、粉末の熱可塑性樹脂1と黒鉛粒子2との間に空隙が残存し、空隙を十分に埋めきれないからである。逆に、1000kg/cm2を超える場合には、黒鉛粒子2の表面に熱可塑性樹脂1が過度に付着したり、スキン層が生じて燃料電池用セパレータ40の厚さ方向における導電性が低下してしまうからである。
【0043】
タブレット21を形成したら、溝付きの本成形用金型30にタブレット21をインサートして加熱圧縮成形機31により加熱加圧した後、冷却して脱型すれば、燃料電池用セパレータ40を製造することができる。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても上記実施形態と同様の作用効果が期待でき、製造工程の多様化が期待できるのは明らかである。
【0044】
なお、上記実施形態のタブレット21を本成形用金型30にインサートして加熱圧縮した後、脱型する場合、燃料電池用セパレータ40の熱膨張係数(線膨張係数)が本成形用金型30の熱膨張係数(線膨張係数)よりも小さくなるよう設定し、金型のテーパを利用して燃料電池用セパレータ40の脱型の容易化を図るようにしても良い。さらに、燃料電池のアノードやカソードに対する燃料電池用セパレータ40の弾性の接触領域をフラットではなく、鋭利あるいは湾曲した凸形に突出形成し、接触抵抗を減少させるようにしても良い。
【実施例】
【0045】
以下、本発明に係る燃料電池用セパレータの製造方法及び燃料電池用セパレータの実施例を比較例と共に説明する。
実施例1
【0046】
先ず、粒子化した熱可塑性樹脂と人造の黒鉛粒子とをそれぞれ所定量タンブラーにより混合して成形材料を調製した。熱可塑性樹脂と人造の黒鉛粒子との混合は、熱可塑性樹脂1に対して黒鉛粒子5.4(質量比)をそれぞれ計量して混合した。熱可塑性樹脂は、重量平均分子量36100、数平均分子量10900のリニアタイプポリフェニレンサスフィド(PPS)の顆状粒子(平均粒径1mm)を冷凍粉砕し、♯150のメッシュでふるった平均粒径75μmの樹脂とした。また、黒鉛粒子は、平均粒径が145μmで略棒状と略塊状の混合物を使用した。
【0047】
次いで、成形材料を80g計量してタブレット成形型に投入し、投入した成形材料の投入面をスクレーバで平滑に均した。タブレット成形型は、タブレットの溝形成領域における厚さを平板領域における厚さの1/2とする構造とした。また、タブレット成形型のキャビティは、l:150mm×w:150mm×t:2.1mmの寸法としたが、溝形成部の厚さについては1.05mmとした。
【0048】
次いで、加熱圧縮成形機によりタブレット成形型を400℃、500kg/cm2の条件で加熱加圧し、加圧冷却機にタブレット成形型ごと移載し、180℃まで冷却してタブレット成形型からタブレットを取り出した。
【0049】
こうしてタブレットを形成したら、溝付きの本成形用金型にタブレットをインサートして加熱圧縮成形機により400℃、500kg/cm2の条件で加熱加圧し、加圧冷却機にタブレット成形型ごと移載し、その後、180℃まで冷却して脱型し、燃料電池用セパレータを製造した。本成形用金型のキャビティは、縦148mm×横148mm×厚さ2mmの寸法であり、中央部100mm×100mmの範囲に、幅1mm、深さ0.7mmの溝がピッチ2mmで燃料電池用セパレータの表裏両面にそれぞれ成形できる構造とした。
【0050】
製造した燃料電池用セパレータについて観察したところ、溝への未充填、表面のあばた、欠け、反り、曲がり等の欠点がなく、厚さ寸法精度も2mm±20μmと良好であるのを確認した。
また、燃料電池用セパレータの厚さ方向の導電性(mΩ・cm)、曲げ強度(MPa)、曲げ歪(%)についても試験を実施して表1にまとめ、評価したが、いずれも良好であるのを確認した。厚さ方向の導電性試験と曲げ試験は以下の内容とした。
厚さ方向の導電性試験
【0051】
先ず、燃料電池用セパレータの平板領域の四辺から20mm×100mm(20cm2)の板4枚を切り出してこれらの板を積層し、この4枚の板を金メッキ処理された2枚の銅板の間に挟んで20kg/cm2の圧力で5分間加圧保持し、その後、2枚の銅板間の電気抵抗値をデジタルマルチメータ〔商品名HIOKI3540‐03〕により測定電圧9Vの条件で測定し、測定値をR1(mΩ)とした。
【0052】
次いで、4枚の板を2枚に減らして積層し、この2枚の板を上記2枚の銅板間に挟んで上記と同様に測定し、測定値をR2(mΩ)とした。こうして測定値R1(mΩ)、R2(mΩ)を得たら、燃料電池用セパレータの厚さ方向の導電性を、導電性(mΩ・cm)=(R1−R2)/2×20/0.2の式により算出した。
曲げ試験
燃料電池用セパレータの平板領域の四辺から測定用の試験片をそれぞれ切り出し、JIS K6911の内容に準拠した。
実施例2
【0053】
実施例1と同様の成形材料4.5kgをブロック成形型に常温で押し固めながら充填し、加熱加圧機により400℃、500kg/cm2の条件で加熱、加圧した後、放冷してブロック成形型からブロックを取り出した。
【0054】
次いで、ブロックをワイヤカット装置により2.1mmの厚さにワイヤカットしてタブレットを切り出し、各タブレットの表裏両面から黒鉛粒子をそれぞれ露出させた。ワイヤカット装置は、ムサシノ電子製の装置〔商品名RTS480〕とし、ブロックの加圧方向と直角の方向にワイヤカットした。タブレットを切り出したら、タブレットの溝形成領域を汎用のミーリング機により切削して凹ませ、1.05mmの厚さとした。
【0055】
タブレットを形成したら、実施例1と同様に燃料電池用セパレータを製造し、この燃料電池用セパレータについて実施例1と同様の評価、試験を実施したところ、良好な結果を確認した。
比較例1
【0056】
実施例1の熱可塑性樹脂の平均粒径を1mmとし、その他は実施例1と同様にして燃料電池用セパレータを製造した。
製造した燃料電池用セパレータについて観察したところ、燃料電池用セパレータの表面に、熱可塑性樹脂の濃淡に起因するしみを発見した。また、曲げ強度も不十分であった。
比較例2
【0057】
実施例1と同様の熱可塑性樹脂と人造の黒鉛粒子とをそれぞれ所定量加圧ニーダーに投入し、400℃の条件で混練して凝集物の混在した混合物を調製した。そして、混合物をボールミルに投入して凝集物を除去し、成形材料を調製し、その他は実施例1と同様とした。
【0058】
製造した燃料電池用セパレータについて観察したところ、溝への未充填、表面のあばた、欠け、反り、曲がり等の欠点がなく、厚さ寸法精度も2mm±20μmと良好であった。
これに対し、燃料電池用セパレータの厚さ方向の導電性、曲げ強度、曲げ歪について試験を実施したところ、厚さ方向の導電性が不足し、実用可能なレベルに達しなかった。
比較例3
【0059】
実施例1、比較例2同様の成形材料をそれぞれ調製して燃料電池用セパレータを射出成形しようとした。射出成形用の金型は、サイドゲートを備えた100mm×50mm×2mmの大きさの溝付きセパレータ用金型を用いた。また、射出成形の際の射出成形圧力は1500kg/cm2とし、金型温度は200℃とした。
射出成形しようとしたところ、いずれの成形材料も未充填となり、燃料電池用セパレータを射出成形により製造することができなかった。
【0060】
【表1】
【図面の簡単な説明】
【0061】
【図1】本発明に係る燃料電池用セパレータの製造方法の実施形態における粒子化された熱可塑性樹脂と黒鉛粒子とをそれぞれ所定量タンブラーにより混合する状態を示す説明図である。
【図2】本発明に係る燃料電池用セパレータの製造方法の実施形態における成形材料を示す説明図である。
【図3】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロック成形型に成形材料を充填する状態を示す説明図である。
【図4】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロックを冷却する状態を示す説明図である。
【図5】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロックを示す説明図である。
【図6】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるブロックをワイヤカットする状態を示す説明図である。
【図7】本発明に係る燃料電池用セパレータの製造方法の実施形態における複数のタブレットを切り出し形成する状態を示す斜視説明図である。
【図8】本発明に係る燃料電池用セパレータの製造方法の実施形態におけるタブレットを示す斜視説明図である。
【図9】本発明に係る燃料電池用セパレータの製造方法の実施形態における本成形用金型にタブレットをインサートして加熱圧縮成形機により加熱加圧する状態を示す説明図である。
【図10】図9のタブレットを冷却加圧する状態を示す説明図である。
【図11】本発明に係る燃料電池用セパレータの製造方法の実施形態における本成形用金型から成形品を脱型する状態を示す説明図である。
【図12】本発明に係る燃料電池用セパレータの実施形態を示す平面説明図である。
【図13】本発明に係る燃料電池用セパレータの製造方法の第2の実施形態における成形材料をタブレット成形型に充填し、成形材料の充填面をならす状態を示す説明図である。
【図14】本発明に係る燃料電池用セパレータの製造方法の第2の実施形態における加熱圧縮成形機にタブレット成形型をセットする状態を示す説明図である。
【図15】本発明に係る燃料電池用セパレータの製造方法の第2の実施形態におけるタブレット成形型を加熱、加圧する状態を示す説明図である。
【図16】図15のタブレットを冷却加圧する状態を示す説明図である。
【図17】脱型したタブレットを示す斜視説明図である。
【符号の説明】
【0062】
1 熱可塑性樹脂
2 黒鉛粒子
3 成形材料
4 タンブラー
12 ブロック
21 タブレット
23 溝形成領域
24 平板領域
40 燃料電池用セパレータ
41 溝
51 スクレバー
【特許請求の範囲】
【請求項1】
成形材料を使用して燃料電池のセパレータを製造する燃料電池用セパレータの製造方法であって、
成形材料を、粉末化された熱可塑性樹脂と黒鉛粒子とを溶融させることなく混合することにより調製し、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とすることを特徴とする燃料電池用セパレータの製造方法。
【請求項2】
成形材料を用いて略板状のタブレットを形成し、このタブレットを圧縮成形して燃料電池のセパレータを製造する請求項1記載の燃料電池用セパレータの製造方法。
【請求項3】
請求項1又は2記載の燃料電池用セパレータの製造方法により製造されたことを特徴とする燃料電池用セパレータ。
【請求項1】
成形材料を使用して燃料電池のセパレータを製造する燃料電池用セパレータの製造方法であって、
成形材料を、粉末化された熱可塑性樹脂と黒鉛粒子とを溶融させることなく混合することにより調製し、熱可塑性樹脂の平均粒径を黒鉛粒子の平均粒径の0.1〜3倍の範囲とすることを特徴とする燃料電池用セパレータの製造方法。
【請求項2】
成形材料を用いて略板状のタブレットを形成し、このタブレットを圧縮成形して燃料電池のセパレータを製造する請求項1記載の燃料電池用セパレータの製造方法。
【請求項3】
請求項1又は2記載の燃料電池用セパレータの製造方法により製造されたことを特徴とする燃料電池用セパレータ。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】
【図7】

【図8】
【図9】
【図10】

【図11】
【図12】
【図13】

【図14】

【図15】
【図16】
【図17】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2006−294407(P2006−294407A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−113427(P2005−113427)
【出願日】平成17年4月11日(2005.4.11)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月11日(2005.4.11)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]