
燃料電池用セパレータの製造方法
【課題】機械研磨を要しないより簡便な燃料電池用セパレータの製造方法を提供する。
【解決手段】不動態被膜32を有する金属板材料31を、燃料電池用セパレータの形状を有する成形体33に成形し、その後、不動態被膜32を一旦除去して新たな不動態被膜22を形成し、さらにメッキ対象部分の不動態被膜に欠陥部24を生じさせてから貴金属メッキを施す燃料電池用セパレータの製造方法において、欠陥部の形成を、メッキ対象部分に対して加熱した銅ブロック36を押し当てることによって形成するようにする。
【解決手段】不動態被膜32を有する金属板材料31を、燃料電池用セパレータの形状を有する成形体33に成形し、その後、不動態被膜32を一旦除去して新たな不動態被膜22を形成し、さらにメッキ対象部分の不動態被膜に欠陥部24を生じさせてから貴金属メッキを施す燃料電池用セパレータの製造方法において、欠陥部の形成を、メッキ対象部分に対して加熱した銅ブロック36を押し当てることによって形成するようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池用セパレータの製造方法に関する。
【背景技術】
【0002】
従来、燃料電池用のセパレータとして、ステンレス鋼を素材として用いたものが知られている。ステンレス鋼は表面に不動態被膜を有するので耐食性に優れており、酸性環境の燃料電池内部でも腐食し難いため、セパレータ用の素材として好ましく用いられる。ところがステンレス鋼には、不動態被膜が電気抵抗となるので、接触抵抗が高いという問題もある。そこで、ステンレス鋼素材を用いる場合、素材の表面に金メッキ等の貴金属メッキを施して、接触抵抗を低減させるようにしている。
【0003】
しかしながら貴金属は高価であるため、多量に使用すると、セパレータのコストが上がる。したがって、メッキに使用する貴金属の量を減らすために、セパレータが電極と接触する部分にのみ選択的に貴金属メッキを行うことが提案されている。
【0004】
例えば特許文献1には、セパレータの波状部となる部分の不動態被膜を除去した後、当該部分に新たな不動態被膜を設け、波状部の凸部の水平頂面に機械研磨を施してその部分の不動態被膜に欠陥部を設けてから、メッキ浴中で、その機械研磨を施した水平頂面に対して選択的にメッキ被膜を設けるようにしたセパレータの製造方法が記載されている。
【0005】
プレス等により波状部を設ける場合、不動態被膜の各所に欠陥部が生じるので、そのままメッキを行うと、各所の欠陥部へメッキ電流が導通することによって不要部分にもメッキが生じることになる。しかるに、特許文献1の方法によれば、一旦不動態被膜を除去して新たな不動態被膜を形成してからメッキを行うようにしているので、不要部分にメッキが生じるのを防止することができる。
【0006】
また、メッキを行う前に、メッキを形成したい不動態被膜部分に対して機械研磨を施すようにしているため、メッキを行う際には、その不動態被膜部分においてのみメッキ電流が導通するので、その不動態被膜部分に対してのみ選択的にメッキを形成することができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開第2006/129806号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来のセパレータの製造方法によれば、メッキを形成したい部分に機械研磨を施すようにしているので、機械研磨によりクズ等が発生する。したがって、クズ等をエアにより吹き飛ばしたり、洗浄液により洗い流したりしてクズ等を除去するための設備や工程を必要とする。
【0009】
本発明の目的は、上記従来技術の問題点に鑑み、機械研磨を要しないより簡便な燃料電池用セパレータの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
第1の発明に係る燃料電池用セパレータの製造方法は、不動態被膜を有する金属板材料を、燃料電池用セパレータの形状を有する成形体に成形する第1工程と、前記第1工程の後、前記成形体の不動態被膜を一旦除去して新たな不動態被膜を形成する第2工程と、前記第2工程の後、前記成形体のメッキ対象部分を所定の温度に加熱することにより、該メッキ対象部分の不動態被膜において表面粗さを増大させ又は亀裂を生じさせる第3工程と、前記第3工程の後、前記メッキ対象部分に対して貴金属の電気メッキを施す第4工程とを具備することを特徴とする。
【0011】
これによれば、加熱により不動態被膜の表面粗さが増大し又は不動態被膜に亀裂が生じたメッキ対象部分においては、他の部分に比べ、電気メッキを施す際に、メッキ電流の導通が極めて良好に行われる。したがって貴金属によるメッキは、実質的にメッキ対象部分に対してのみ、選択的に行うことができる。その際、亀裂等の生成はメッキ対象部分を加熱するのみで行うことができるので、製造設備や製造工程の簡略化を図ることができる。
【0012】
第2の発明に係る燃料電池用セパレータの製造方法は、第1発明において、前記メッキ対象部分の加熱は、前記所定の温度に加熱した部材を該メッキ対象部分に接触させることにより行うことを特徴とする。
【0013】
これによれば、十分な大きさの加熱部材を用いることにより、例えば成形体のすべてのメッキ対象部分についての加熱を一度で行うことができるので、製造工程を短縮することができる。また、メッキ対象部分の形状に対して加熱部材の形状を適合させることが容易であるため、微細なメッキ対象部分に対しても容易に対応することができる。
【0014】
第3の発明に係る燃料電池用セパレータの製造方法は、第1又は第2発明において、前記金属板材料はステンレス鋼板であり、前記所定の温度は200〜400℃の範囲内の温度であることを特徴とする。
【0015】
これによれば、ステンレス鋼板の不動態被膜による優れた耐腐食性を享受しつつ、容易に、メッキ対象部分のみに対する選択的な貴金属メッキ被膜の形成を実現することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る燃料電池用セパレータの一部を切り取って示す斜視図である。
【図2】図1の燃料電池用セパレータにおける要部の詳細を示す断面図である。
【図3】図1の燃料電池用セパレータの製造工程を示す断面図である。
【発明を実施するための形態】
【0017】
以下、図面を用いて本発明の実施形態を説明する。
【0018】
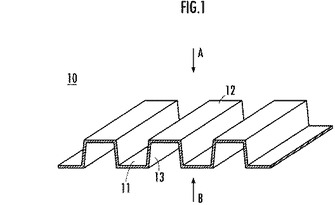
図1は、本発明の一実施形態に係る燃料電池用のセパレータの一部を切り取って示す斜視図である。同図に示すように、このセパレータ10は平行な複数の溝を形成したような形態を有しており、図の上側から(矢印A方向に)見た各溝の間が、下側から(矢印B方向に)見た各溝となっている。すなわちセパレータ10は、上側から見た各溝の底を形成する下底部11、下側から見た各溝の底を形成する上底部12、及び各下底部11及び上底部12間を順次接続して各溝の側面を形成する側面部13を備える。
【0019】
セパレータ10は、図示していない電解質・電極接合体と積層され、燃料電池セルを構成する。その際、セパレータ10は、各セル間を区画するとともに、電解質・電極接合体のアノード及びカソードとの間で燃料ガス及び酸化ガスの流路を形成する。また、隣接するセパレータ10間において冷却媒体を流通させるための流路を形成する場合もある。
【0020】
セパレータ10はまた、各下底部11又は上底部12が電解質・電極接合体のアノードやカソードに接触し、各隣接するセル間を電気的に接続する役割を果たす。したがって、セパレータ10の下底部11又は上底部12と、アノードやカソード等との間の接触抵抗は極力小さいほうが好ましい。セパレータ10の材料としては、ここでは、耐食性、量産性、加工性等に優れたステンレス鋼板が用いられる。
【0021】
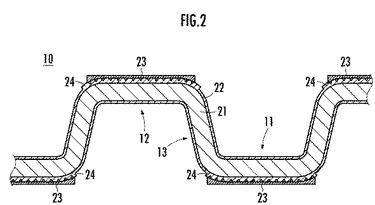
図2は、セパレータ10における要部の詳細を示す断面図である。同図に示すように、セパレータ10を形成するステンレス鋼板は、ステンレス鋼部分21、及びステンレス鋼部分21の表面に形成された不動態被膜22を有する。また、下底部11の下面及び上底部12の上面にはメッキ被膜23が設けられる。また、メッキ被膜23が下底部11の下面及び上底部12の上面にのみ形成されるように、下底部11の下面及び上底部12の上面の不動態被膜22の部分に他より厚い欠陥部24が形成されている。
【0022】
欠陥部24は、不動態被膜の表面粗さが高められ又は亀裂が生成された部分である。メッキ被膜23は金の電解メッキにより形成され、下底部11又は上底部12が接触する電解質・電極接合体のアノード又はカソードと、セパレータ10との間の接触抵抗を低減させる役割を有する。なお、金メッキの代わりに、ロジウム、白金、又はこれらの2種以上の合金等のメッキにより、同様の効果を有するメッキ被膜23を形成するようにしてもよい。
【0023】
不動態被膜22は、ステンレス鋼部分21の表面に存在していた不動態被膜を一旦除去し、新たな不動態被膜として再形成されたものである。したがって、除去された不動態被膜には、ステンレス鋼を圧延する際や、圧延したステンレス鋼板をセパレータの形状に成形する際に生じた欠陥が全体的に存在していたのに対し、不動態被膜22には、下底部11の下面及び上底部12の上面に位置する部分を除き、欠陥はほとんど存在しない。
【0024】
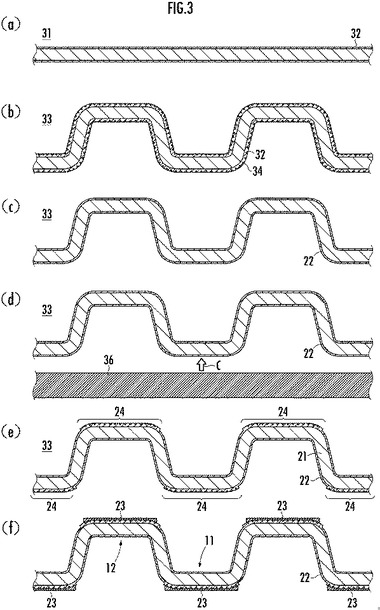
図3は、セパレータ10の製造工程を示す断面図である。セパレータ10を製造するに際しては、同図(a)に示すように、まず、セパレータ10の材料として、ステンレス鋼板31を用意する。ステンレス鋼板31の表面には、ステンレス鋼に含まれるクロムが酸化することにより生じた不動態被膜32が存在する。
【0025】
次に、ステンレス鋼板31に対してプレス加工等を施すことにより、同図(b)に示すような、セパレータ10の形状に成形した成形体33を得る。成形体33の不動態被膜32には、ステンレス鋼板31を製造する際の圧延加工や、プレス加工に際して負荷された応力等により生じた欠陥34が存在する。したがって、このままメッキを施したのでは、欠陥34を核として、成形体33全面に対し、不要な部分にまでメッキ被膜が形成されることになる。
【0026】
そこで、次に、不動態被膜32を一旦除去してから、同図(c)に示すような新たな不動態被膜22を形成する。不動態被膜32の除去は酸洗処理により行う。処理液としては例えば塩化第二鉄、塩酸、硝酸等を用いることができる。その際、ニッケルメッキ被膜を除去する場合に使用される剥離液等を併用してもよい。不動態被膜32に生じていた欠陥は、不動態被膜32の除去に伴って除去されることになる。
【0027】
新たな不動態被膜22の形成は、たとえば、酸洗処理を終える際に、成形体33を処理液から引き上げた直後、200〜280℃に加熱することにより行うことができる。これによれば4〜5nm程度の厚さを有する不動態被膜22を形成することができる。また、このようにして形成される不動態被膜22においては、母材であるステンレス鋼に近い側ではクロムが主成分となり、中ほどから表面までは鉄が主成分となる。
【0028】
次に、同図(d)に示すように、200℃以上に加熱した銅ブロック36を、成形体33におけるメッキ被膜23を形成したい部分に対し、矢印C方向に押し当てる。メッキ被膜23を形成したい部分は、上述の下底部11の下面及び上底部12の上面に位置する不動態被膜22部分である。このとき、銅ブロック36として十分な大きさを有するものを用い、メッキ被膜23を形成したいすべての部分を一度で加熱するのが、生産効率上好ましい。
【0029】
これにより、同図(e)に示すように、銅ブロック36が押し当てられた不動態被膜22の部分において、表面粗さが高められた部分や亀裂が生じた部分である欠陥部24が形成される。欠陥部24が生じるのは、銅ブロック36が押し当てられた部分が加熱されることにより当該部分の不動態被膜22が成長して厚くなるのにしたがって表面粗さが高くなるためであると考えられる。
【0030】
このとき、押し当てる銅ブロック36の温度がほぼ200℃以上320℃未満である場合には、銅ブロック36が押し当てられた不動態被膜22部分の表面粗さが他の部分に比べて、電解メッキによるメッキ被膜が容易に形成されうる程度にまで高まった部分として欠陥部24が形成される。さらに銅ブロック36の温度がほぼ320℃以上である場合には、表面粗さが高まるのに加え、不動態被膜22と母材であるステンレス鋼部分21との間の熱膨張率の差により亀裂が生じた部分として欠陥部24が形成される。なお、銅ブロック36の温度としては400℃以下が好適である。400℃を超えると、銅ブロック36を押し当てた部分の周辺部も熱せられ不動態被膜が成長し、メッキ被膜が形成される虞があるからである。
【0031】
次に、成形体33に対して電解メッキを施すことにより、同図(f)に示すように、下底部11の下面及び上底部12の上面にメッキ被膜23が形成されたセパレータ10を得る。メッキ浴としては、金メッキ被膜の原材料となるNa3[Au(SO3)2]等の亜硫酸金塩と、該亜硫酸金塩が解離してAu+となることを抑制するための錯イオン安定化剤とを添加したものを用いることができる。
【0032】
Na3[Au(SO3)2]等の亜硫酸金塩をメッキ被膜23の原材料とする場合には、錯イオン安定化剤の好ましい例としては、例えばNaH2PO4、Na4P2O7・10H2O等のリン酸塩や、C6H5O7Na3・2H2O等のカルボン酸塩、Na2SO3、Na2B4O7等のナトリウム塩を挙げることができる。もちろん、これらの全成分を同時に添加してもよい。
【0033】
この場合、各成分の濃度は、例えば、Na3[Au(SO3)2]を7g/リットル、NaH2PO4を30g/リットル、Na4P2O7・10H2Oを30g/リットル、C6H5O7Na3・2H2Oを50g/リットル、Na2SO3を30g/リットル、Na2B4O7を10g/リットルに設定することができる。また、各成分の濃度が1/7となるまで希釈するようにしても、同様の効果を得ることができる。
【0034】
亜硫酸金塩としては、例えば日本エレクトロプレイティング・エンジニヤース社製の市販品である亜硫酸ST−1を用いることができる。また、亜硫酸金塩に代えて、シアン化金を用いるようにしてもよい。
【0035】
亜硫酸金塩及び錯イオン安定化剤をメッキ浴の組成とする場合、たとえばNa3[Au(SO3)2]は[Au(SO3)2]3−を経てAu+に解離しようとするが、錯イオン安定化剤はこの解離を抑制し、[Au(SO3)2]3−の状態に安定化させる。このことは、メッキ浴中のAu+量を極めて少なくし、金粒子の析出を促進する核が存在しない個所では、メッキ被膜の形成を困難にさせる。
【0036】
このため、成形体33にメッキ処理を施した場合、欠陥部24が形成されていない不動態被膜22上では、欠陥がほとんど存在しないので、金粒子の析出速度が極めて遅い。これに対し、欠陥部24が形成された不動態被膜22部分においては欠陥が存在するので、これが核となって、金粒子が比較的容易に析出する。
【0037】
したがって、所定の電流密度及び処理時間でメッキ処理を行うことにより、欠陥部24が形成された不動態被膜22部分にのみ、メッキ被膜23が実質的に形成されることになる。その際、メッキ被膜23の被覆率を、電流密度及び処理時間を制御することにより調整することができる。たとえば、被覆率を16〜70%の範囲となるように調整することによって、メッキ被膜23による十分な接触抵抗の低減効果を得るとともに、母材であるステンレス鋼にガルバニック腐食が生じやすくなるのを防止することができる。
【0038】
以上のように、本実施形態によれば、セパレータの形状に成形してから不動態被膜を除去して新たな不動態被膜を再形成した後、メッキ被膜23を形成したい部分の不動態被膜を加熱してその部分の不動態被膜に欠陥を生じさせ、メッキ処理を行うようにしたため、メッキ被膜23を形成したい部分にのみ選択的にメッキ被膜23を形成することができる。
【0039】
その際、メッキ被膜23を形成する部分を200℃以上で加熱するだけで、該部分の不動態被膜の粗度を高め、又は該部分の不動態被膜に亀裂を生じさせ、粗度の高まった表面の凸部や生じた亀裂の周辺にメッキを選択的に形成することができる。特にステンレス鋼板を素材としているので、320℃を超える温度で加熱することにより亀裂を生じさせることができる。この場合、欠陥部24におけるメッキ形成の速度又は容易性をより向上させることができる。
【0040】
また、加熱した銅ブロック36を、メッキ被膜23を形成する部分に押し当てるだけでその部分の不動態被膜に欠陥を生じさせることができるので、セパレータの製造工程をより効率的なものとし、かつ製造設備をより簡便なものとすることができる。
【0041】
なお、本発明は上述実施形態に限定されることなく、適宜変形して実施することができる。たとえば、上述においては、銅ブロック36を押し当てることによりメッキ被膜23を形成する部分を加熱するようにしているが、加熱の方法はこれに限定されるものではなく、他の方法を用いてもよい。例えば、他の金属のブロックや、メッキ被膜を形成する部分に対応させて成形されたブロックを用いて加熱を行うようにしてもよい。
【0042】
また、上記実施形態では、セパレータの素材としてステンレス鋼板を用いるようにしているが、この代わりに、同様に不動態被膜を形成する性質を有し、かつ加熱により欠陥を生成することができるものであれば、他の種類の金属板を用いるようにしてもよい。
【符号の説明】
【0043】
10…セパレータ、11…下底部、12…上底部、13…側面部、21…ステンレス鋼部分、22…不動態被膜、23…メッキ被膜、24…欠陥部、31…ステンレス鋼板、32…不動態被膜、33…成形体、36…銅ブロック。
【技術分野】
【0001】
本発明は、燃料電池用セパレータの製造方法に関する。
【背景技術】
【0002】
従来、燃料電池用のセパレータとして、ステンレス鋼を素材として用いたものが知られている。ステンレス鋼は表面に不動態被膜を有するので耐食性に優れており、酸性環境の燃料電池内部でも腐食し難いため、セパレータ用の素材として好ましく用いられる。ところがステンレス鋼には、不動態被膜が電気抵抗となるので、接触抵抗が高いという問題もある。そこで、ステンレス鋼素材を用いる場合、素材の表面に金メッキ等の貴金属メッキを施して、接触抵抗を低減させるようにしている。
【0003】
しかしながら貴金属は高価であるため、多量に使用すると、セパレータのコストが上がる。したがって、メッキに使用する貴金属の量を減らすために、セパレータが電極と接触する部分にのみ選択的に貴金属メッキを行うことが提案されている。
【0004】
例えば特許文献1には、セパレータの波状部となる部分の不動態被膜を除去した後、当該部分に新たな不動態被膜を設け、波状部の凸部の水平頂面に機械研磨を施してその部分の不動態被膜に欠陥部を設けてから、メッキ浴中で、その機械研磨を施した水平頂面に対して選択的にメッキ被膜を設けるようにしたセパレータの製造方法が記載されている。
【0005】
プレス等により波状部を設ける場合、不動態被膜の各所に欠陥部が生じるので、そのままメッキを行うと、各所の欠陥部へメッキ電流が導通することによって不要部分にもメッキが生じることになる。しかるに、特許文献1の方法によれば、一旦不動態被膜を除去して新たな不動態被膜を形成してからメッキを行うようにしているので、不要部分にメッキが生じるのを防止することができる。
【0006】
また、メッキを行う前に、メッキを形成したい不動態被膜部分に対して機械研磨を施すようにしているため、メッキを行う際には、その不動態被膜部分においてのみメッキ電流が導通するので、その不動態被膜部分に対してのみ選択的にメッキを形成することができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開第2006/129806号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来のセパレータの製造方法によれば、メッキを形成したい部分に機械研磨を施すようにしているので、機械研磨によりクズ等が発生する。したがって、クズ等をエアにより吹き飛ばしたり、洗浄液により洗い流したりしてクズ等を除去するための設備や工程を必要とする。
【0009】
本発明の目的は、上記従来技術の問題点に鑑み、機械研磨を要しないより簡便な燃料電池用セパレータの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
第1の発明に係る燃料電池用セパレータの製造方法は、不動態被膜を有する金属板材料を、燃料電池用セパレータの形状を有する成形体に成形する第1工程と、前記第1工程の後、前記成形体の不動態被膜を一旦除去して新たな不動態被膜を形成する第2工程と、前記第2工程の後、前記成形体のメッキ対象部分を所定の温度に加熱することにより、該メッキ対象部分の不動態被膜において表面粗さを増大させ又は亀裂を生じさせる第3工程と、前記第3工程の後、前記メッキ対象部分に対して貴金属の電気メッキを施す第4工程とを具備することを特徴とする。
【0011】
これによれば、加熱により不動態被膜の表面粗さが増大し又は不動態被膜に亀裂が生じたメッキ対象部分においては、他の部分に比べ、電気メッキを施す際に、メッキ電流の導通が極めて良好に行われる。したがって貴金属によるメッキは、実質的にメッキ対象部分に対してのみ、選択的に行うことができる。その際、亀裂等の生成はメッキ対象部分を加熱するのみで行うことができるので、製造設備や製造工程の簡略化を図ることができる。
【0012】
第2の発明に係る燃料電池用セパレータの製造方法は、第1発明において、前記メッキ対象部分の加熱は、前記所定の温度に加熱した部材を該メッキ対象部分に接触させることにより行うことを特徴とする。
【0013】
これによれば、十分な大きさの加熱部材を用いることにより、例えば成形体のすべてのメッキ対象部分についての加熱を一度で行うことができるので、製造工程を短縮することができる。また、メッキ対象部分の形状に対して加熱部材の形状を適合させることが容易であるため、微細なメッキ対象部分に対しても容易に対応することができる。
【0014】
第3の発明に係る燃料電池用セパレータの製造方法は、第1又は第2発明において、前記金属板材料はステンレス鋼板であり、前記所定の温度は200〜400℃の範囲内の温度であることを特徴とする。
【0015】
これによれば、ステンレス鋼板の不動態被膜による優れた耐腐食性を享受しつつ、容易に、メッキ対象部分のみに対する選択的な貴金属メッキ被膜の形成を実現することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る燃料電池用セパレータの一部を切り取って示す斜視図である。
【図2】図1の燃料電池用セパレータにおける要部の詳細を示す断面図である。
【図3】図1の燃料電池用セパレータの製造工程を示す断面図である。
【発明を実施するための形態】
【0017】
以下、図面を用いて本発明の実施形態を説明する。
【0018】
図1は、本発明の一実施形態に係る燃料電池用のセパレータの一部を切り取って示す斜視図である。同図に示すように、このセパレータ10は平行な複数の溝を形成したような形態を有しており、図の上側から(矢印A方向に)見た各溝の間が、下側から(矢印B方向に)見た各溝となっている。すなわちセパレータ10は、上側から見た各溝の底を形成する下底部11、下側から見た各溝の底を形成する上底部12、及び各下底部11及び上底部12間を順次接続して各溝の側面を形成する側面部13を備える。
【0019】
セパレータ10は、図示していない電解質・電極接合体と積層され、燃料電池セルを構成する。その際、セパレータ10は、各セル間を区画するとともに、電解質・電極接合体のアノード及びカソードとの間で燃料ガス及び酸化ガスの流路を形成する。また、隣接するセパレータ10間において冷却媒体を流通させるための流路を形成する場合もある。
【0020】
セパレータ10はまた、各下底部11又は上底部12が電解質・電極接合体のアノードやカソードに接触し、各隣接するセル間を電気的に接続する役割を果たす。したがって、セパレータ10の下底部11又は上底部12と、アノードやカソード等との間の接触抵抗は極力小さいほうが好ましい。セパレータ10の材料としては、ここでは、耐食性、量産性、加工性等に優れたステンレス鋼板が用いられる。
【0021】
図2は、セパレータ10における要部の詳細を示す断面図である。同図に示すように、セパレータ10を形成するステンレス鋼板は、ステンレス鋼部分21、及びステンレス鋼部分21の表面に形成された不動態被膜22を有する。また、下底部11の下面及び上底部12の上面にはメッキ被膜23が設けられる。また、メッキ被膜23が下底部11の下面及び上底部12の上面にのみ形成されるように、下底部11の下面及び上底部12の上面の不動態被膜22の部分に他より厚い欠陥部24が形成されている。
【0022】
欠陥部24は、不動態被膜の表面粗さが高められ又は亀裂が生成された部分である。メッキ被膜23は金の電解メッキにより形成され、下底部11又は上底部12が接触する電解質・電極接合体のアノード又はカソードと、セパレータ10との間の接触抵抗を低減させる役割を有する。なお、金メッキの代わりに、ロジウム、白金、又はこれらの2種以上の合金等のメッキにより、同様の効果を有するメッキ被膜23を形成するようにしてもよい。
【0023】
不動態被膜22は、ステンレス鋼部分21の表面に存在していた不動態被膜を一旦除去し、新たな不動態被膜として再形成されたものである。したがって、除去された不動態被膜には、ステンレス鋼を圧延する際や、圧延したステンレス鋼板をセパレータの形状に成形する際に生じた欠陥が全体的に存在していたのに対し、不動態被膜22には、下底部11の下面及び上底部12の上面に位置する部分を除き、欠陥はほとんど存在しない。
【0024】
図3は、セパレータ10の製造工程を示す断面図である。セパレータ10を製造するに際しては、同図(a)に示すように、まず、セパレータ10の材料として、ステンレス鋼板31を用意する。ステンレス鋼板31の表面には、ステンレス鋼に含まれるクロムが酸化することにより生じた不動態被膜32が存在する。
【0025】
次に、ステンレス鋼板31に対してプレス加工等を施すことにより、同図(b)に示すような、セパレータ10の形状に成形した成形体33を得る。成形体33の不動態被膜32には、ステンレス鋼板31を製造する際の圧延加工や、プレス加工に際して負荷された応力等により生じた欠陥34が存在する。したがって、このままメッキを施したのでは、欠陥34を核として、成形体33全面に対し、不要な部分にまでメッキ被膜が形成されることになる。
【0026】
そこで、次に、不動態被膜32を一旦除去してから、同図(c)に示すような新たな不動態被膜22を形成する。不動態被膜32の除去は酸洗処理により行う。処理液としては例えば塩化第二鉄、塩酸、硝酸等を用いることができる。その際、ニッケルメッキ被膜を除去する場合に使用される剥離液等を併用してもよい。不動態被膜32に生じていた欠陥は、不動態被膜32の除去に伴って除去されることになる。
【0027】
新たな不動態被膜22の形成は、たとえば、酸洗処理を終える際に、成形体33を処理液から引き上げた直後、200〜280℃に加熱することにより行うことができる。これによれば4〜5nm程度の厚さを有する不動態被膜22を形成することができる。また、このようにして形成される不動態被膜22においては、母材であるステンレス鋼に近い側ではクロムが主成分となり、中ほどから表面までは鉄が主成分となる。
【0028】
次に、同図(d)に示すように、200℃以上に加熱した銅ブロック36を、成形体33におけるメッキ被膜23を形成したい部分に対し、矢印C方向に押し当てる。メッキ被膜23を形成したい部分は、上述の下底部11の下面及び上底部12の上面に位置する不動態被膜22部分である。このとき、銅ブロック36として十分な大きさを有するものを用い、メッキ被膜23を形成したいすべての部分を一度で加熱するのが、生産効率上好ましい。
【0029】
これにより、同図(e)に示すように、銅ブロック36が押し当てられた不動態被膜22の部分において、表面粗さが高められた部分や亀裂が生じた部分である欠陥部24が形成される。欠陥部24が生じるのは、銅ブロック36が押し当てられた部分が加熱されることにより当該部分の不動態被膜22が成長して厚くなるのにしたがって表面粗さが高くなるためであると考えられる。
【0030】
このとき、押し当てる銅ブロック36の温度がほぼ200℃以上320℃未満である場合には、銅ブロック36が押し当てられた不動態被膜22部分の表面粗さが他の部分に比べて、電解メッキによるメッキ被膜が容易に形成されうる程度にまで高まった部分として欠陥部24が形成される。さらに銅ブロック36の温度がほぼ320℃以上である場合には、表面粗さが高まるのに加え、不動態被膜22と母材であるステンレス鋼部分21との間の熱膨張率の差により亀裂が生じた部分として欠陥部24が形成される。なお、銅ブロック36の温度としては400℃以下が好適である。400℃を超えると、銅ブロック36を押し当てた部分の周辺部も熱せられ不動態被膜が成長し、メッキ被膜が形成される虞があるからである。
【0031】
次に、成形体33に対して電解メッキを施すことにより、同図(f)に示すように、下底部11の下面及び上底部12の上面にメッキ被膜23が形成されたセパレータ10を得る。メッキ浴としては、金メッキ被膜の原材料となるNa3[Au(SO3)2]等の亜硫酸金塩と、該亜硫酸金塩が解離してAu+となることを抑制するための錯イオン安定化剤とを添加したものを用いることができる。
【0032】
Na3[Au(SO3)2]等の亜硫酸金塩をメッキ被膜23の原材料とする場合には、錯イオン安定化剤の好ましい例としては、例えばNaH2PO4、Na4P2O7・10H2O等のリン酸塩や、C6H5O7Na3・2H2O等のカルボン酸塩、Na2SO3、Na2B4O7等のナトリウム塩を挙げることができる。もちろん、これらの全成分を同時に添加してもよい。
【0033】
この場合、各成分の濃度は、例えば、Na3[Au(SO3)2]を7g/リットル、NaH2PO4を30g/リットル、Na4P2O7・10H2Oを30g/リットル、C6H5O7Na3・2H2Oを50g/リットル、Na2SO3を30g/リットル、Na2B4O7を10g/リットルに設定することができる。また、各成分の濃度が1/7となるまで希釈するようにしても、同様の効果を得ることができる。
【0034】
亜硫酸金塩としては、例えば日本エレクトロプレイティング・エンジニヤース社製の市販品である亜硫酸ST−1を用いることができる。また、亜硫酸金塩に代えて、シアン化金を用いるようにしてもよい。
【0035】
亜硫酸金塩及び錯イオン安定化剤をメッキ浴の組成とする場合、たとえばNa3[Au(SO3)2]は[Au(SO3)2]3−を経てAu+に解離しようとするが、錯イオン安定化剤はこの解離を抑制し、[Au(SO3)2]3−の状態に安定化させる。このことは、メッキ浴中のAu+量を極めて少なくし、金粒子の析出を促進する核が存在しない個所では、メッキ被膜の形成を困難にさせる。
【0036】
このため、成形体33にメッキ処理を施した場合、欠陥部24が形成されていない不動態被膜22上では、欠陥がほとんど存在しないので、金粒子の析出速度が極めて遅い。これに対し、欠陥部24が形成された不動態被膜22部分においては欠陥が存在するので、これが核となって、金粒子が比較的容易に析出する。
【0037】
したがって、所定の電流密度及び処理時間でメッキ処理を行うことにより、欠陥部24が形成された不動態被膜22部分にのみ、メッキ被膜23が実質的に形成されることになる。その際、メッキ被膜23の被覆率を、電流密度及び処理時間を制御することにより調整することができる。たとえば、被覆率を16〜70%の範囲となるように調整することによって、メッキ被膜23による十分な接触抵抗の低減効果を得るとともに、母材であるステンレス鋼にガルバニック腐食が生じやすくなるのを防止することができる。
【0038】
以上のように、本実施形態によれば、セパレータの形状に成形してから不動態被膜を除去して新たな不動態被膜を再形成した後、メッキ被膜23を形成したい部分の不動態被膜を加熱してその部分の不動態被膜に欠陥を生じさせ、メッキ処理を行うようにしたため、メッキ被膜23を形成したい部分にのみ選択的にメッキ被膜23を形成することができる。
【0039】
その際、メッキ被膜23を形成する部分を200℃以上で加熱するだけで、該部分の不動態被膜の粗度を高め、又は該部分の不動態被膜に亀裂を生じさせ、粗度の高まった表面の凸部や生じた亀裂の周辺にメッキを選択的に形成することができる。特にステンレス鋼板を素材としているので、320℃を超える温度で加熱することにより亀裂を生じさせることができる。この場合、欠陥部24におけるメッキ形成の速度又は容易性をより向上させることができる。
【0040】
また、加熱した銅ブロック36を、メッキ被膜23を形成する部分に押し当てるだけでその部分の不動態被膜に欠陥を生じさせることができるので、セパレータの製造工程をより効率的なものとし、かつ製造設備をより簡便なものとすることができる。
【0041】
なお、本発明は上述実施形態に限定されることなく、適宜変形して実施することができる。たとえば、上述においては、銅ブロック36を押し当てることによりメッキ被膜23を形成する部分を加熱するようにしているが、加熱の方法はこれに限定されるものではなく、他の方法を用いてもよい。例えば、他の金属のブロックや、メッキ被膜を形成する部分に対応させて成形されたブロックを用いて加熱を行うようにしてもよい。
【0042】
また、上記実施形態では、セパレータの素材としてステンレス鋼板を用いるようにしているが、この代わりに、同様に不動態被膜を形成する性質を有し、かつ加熱により欠陥を生成することができるものであれば、他の種類の金属板を用いるようにしてもよい。
【符号の説明】
【0043】
10…セパレータ、11…下底部、12…上底部、13…側面部、21…ステンレス鋼部分、22…不動態被膜、23…メッキ被膜、24…欠陥部、31…ステンレス鋼板、32…不動態被膜、33…成形体、36…銅ブロック。
【特許請求の範囲】
【請求項1】
不動態被膜を有する金属板材料を、燃料電池用セパレータの形状を有する成形体に成形する第1工程と、
前記第1工程の後、前記成形体の不動態被膜を一旦除去して新たな不動態被膜を形成する第2工程と、
前記第2工程の後、前記成形体のメッキ対象部分を所定の温度に加熱することにより、該メッキ対象部分の不動態被膜において表面粗さを増大させ又は亀裂を生じさせる第3工程と、
前記第3工程の後、前記メッキ対象部分に対して貴金属の電気メッキを施す第4工程とを具備することを特徴とする燃料電池用セパレータの製造方法。
【請求項2】
前記メッキ対象部分の加熱は、前記所定の温度に加熱した部材を該メッキ対象部分に接触させることにより行うことを特徴とする請求項1に記載の燃料電池用セパレータの製造方法。
【請求項3】
前記金属板材料はステンレス鋼板であり、前記所定の温度は200〜400℃の範囲内の温度であることを特徴とする請求項1又は2に記載の燃料電池用セパレータの製造方法。
【請求項1】
不動態被膜を有する金属板材料を、燃料電池用セパレータの形状を有する成形体に成形する第1工程と、
前記第1工程の後、前記成形体の不動態被膜を一旦除去して新たな不動態被膜を形成する第2工程と、
前記第2工程の後、前記成形体のメッキ対象部分を所定の温度に加熱することにより、該メッキ対象部分の不動態被膜において表面粗さを増大させ又は亀裂を生じさせる第3工程と、
前記第3工程の後、前記メッキ対象部分に対して貴金属の電気メッキを施す第4工程とを具備することを特徴とする燃料電池用セパレータの製造方法。
【請求項2】
前記メッキ対象部分の加熱は、前記所定の温度に加熱した部材を該メッキ対象部分に接触させることにより行うことを特徴とする請求項1に記載の燃料電池用セパレータの製造方法。
【請求項3】
前記金属板材料はステンレス鋼板であり、前記所定の温度は200〜400℃の範囲内の温度であることを特徴とする請求項1又は2に記載の燃料電池用セパレータの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−7208(P2012−7208A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−144099(P2010−144099)
【出願日】平成22年6月24日(2010.6.24)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月24日(2010.6.24)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]