
燃料電池用セパレータの製造方法
【課題】発電時に発生する水による流路の閉塞が生じにくく、発電効率の低下や接触抵抗の上昇を抑制してなり、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、生産性よく製造する方法を提供する。
【解決手段】燃料電池用セパレータを製造する方法であって、黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、次いで、60〜95℃の温度下で酸化剤の水溶液と接触させることを特徴とする燃料電池用セパレータの製造方法である。
【解決手段】燃料電池用セパレータを製造する方法であって、黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、次いで、60〜95℃の温度下で酸化剤の水溶液と接触させることを特徴とする燃料電池用セパレータの製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池用セパレータの製造方法に関する。
【背景技術】
【0002】
燃料電池は、燃料が有する化学エネルギーを直接電気エネルギーに変換するもので、電気エネルギーへの変換効率が高く、騒音や振動も少ないことから、携帯機器、自動車、鉄道、コジェネレーション等の多様な分野における電源として今後の発展が期待されている。
【0003】
燃料電池のうち、固体高分子形燃料電池は、イオン伝導性を有する高分子膜(イオン交換膜)の両面を白金などの触媒を担持させたアノード電極板およびカソード電極板で挟み、その両外側に板状セパレータを配してなる単セルを基本構成単位とし、この単セルを数十〜数百個積層させたスタックとその外側に設けた2つの集電体等から構成されてなるものであり、代表的には、水素等の燃料ガス及び空気等の酸化剤ガスの流路としての溝を、各セパレータの表面に刻設したリブ付セパレータ方式等がある。
【0004】
上記セパレータは、水素ガスと酸素ガス(空気)とを完全に分離した状態で電極に供給するために高度のガス不透過性が必要とされ、また、発電効率を高めるために、電池の内部抵抗を低減して高い導電性を有することが必要とされる。さらに、スタックを形成する際に単セル同士が密着するように強く締め付ける必要があるので高い材質強度を有することが求められるとともに、自動車に搭載した場合などには、振動、衝撃、温度変化などによる伸縮によって生じる亀裂や破損を抑制する材質特性が求められる。
このような性質を有するセパレータとしては、従来から炭素質系の材料が用いられており、熱硬化性樹脂をバインダーとして、黒鉛などの炭素粉末を結着、一体化した炭素−樹脂硬化成形体が好適に使用されている。
【0005】
ところで、燃料電池の発電機構は、セルのアノード側に供給された水素ガスとカソード側に供給された酸素ガス(空気)とが、下記の反応によって生ずる電子(e−)の流れを電気エネルギーとして外部に取り出すものである。
アノード側:H2→2H++2e−
カソード側:1/2O2+2H++2e−→ H2O
全反応 :H2+1/2O2 → H2O
【0006】
上記電池反応を円滑に進行させるためには、電解質膜を適度な湿潤状態に保持して水素ガスをイオン化する必要があり、通常、水素ガス及び酸素ガスに電池の運転温度に近い温度の飽和水蒸気を含ませて加湿することにより湿潤状態を維持している。すなわち、アノード側に供給された水素ガスは触媒電極上でイオン化(H+)されて、H+は電解質膜を介して水(xH2O)とともにカソード側へ移動し、カソードにおいてH2Oを生成する。
【0007】
上記電池反応により生成した水は、過剰の反応ガスとともに電池系外に排出されるため、セル内を流れる反応ガス中の水分の量は電池反応の進行とともに反応ガスの流れ方向に沿って次第に増加することになる。すなわち、出口側における反応ガスには、電解質膜を湿潤状態に維持するために添加した加湿用の飽和水蒸気に対し、さらに生成水が蒸気として加わることになるため、入口側に比べて余分な水蒸気を含んで過飽和状態になり、撥水性のガス拡散層やセパレータのガス流通溝で凝縮して水滴を生成する。
このように生成した水滴は、その表面張力の大きさから上記ガス拡散層やガス流通溝に停滞してしまい、さらにガス拡散層の目詰まりを生じたりセパレータの流通溝を塞いで反応ガスの流れを阻害するフラッディング現象を生じてしまうことから、電池反応が円滑に進まず電圧が上下し、発電性能の低下や不安定化を招くことになる。
【0008】
このため、燃料電池用セパレータとしては、その表面が水に対する親水性(濡れ性)が高く、ガス流通溝に停滞した水を反応ガス(水素、空気)のガス流に伴って排出除去し、反応ガスを安定供給し得るものが求められるようになっている。
【0009】
そこで、セパレータ材の表面改質方法として親水性官能基を表面に形成させる方法が提案され、セパレータ材に対し、プラズマ処理、コロナ放電処理、紫外線照射処理またはオゾンガス処理等の何れかの処理を行う方法等が提案されるに至っている(例えば、特許文献1(国際公開第99/40642号)、特許文献2(特開2003−142116号公報)等参照)。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】国際公開第99/40642号
【特許文献2】特開2003−142116号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、本発明者等が検討したところ、従来提案されていたセパレータ材の親水化方法は、いずれも十分な親水性が得られなかったり、親水性が持続しないものであることが判明した。本発明者等の検討によれば、特許文献1および特許文献2に記載の親水化処理方法も、表面処理直後においてはセパレータ材表面の親水性が向上して接触角も小さくなるが、大気中に放置すると親水性が失活して十分な発電性能が得られなくなるものであることが判明した。
【0012】
このような状況下、本発明は、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、高い生産性の下で製造する方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
上記技術課題を解決するために本発明者等がさらに検討したところ、燃料電池用セパレータの製造方法として、黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、次いで、60〜95℃の温度下で酸化剤の水溶液と接触させる方法を採用することにより、上記技術課題を解決し得ることを見出し、本知見に基づいて本発明を完成するに至った。
【0014】
すなわち、本発明は、
(1)燃料電池用セパレータを製造する方法であって、
黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、
表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、
酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、
次いで、60〜95℃の温度下で酸化剤の水溶液と接触させる
ことを特徴とする燃料電池用セパレータの製造方法、
(2)前記酸素含有ガス中における酸素ガスの濃度または前記オゾン含有ガス中におけるオゾンガスの濃度が、0.1〜10体積%である上記(1)記載の燃料電池用セパレータの製造方法、
(3)前記酸化剤が過硫酸、次亜塩素酸、過炭酸またはこれ等のいずれかの塩から選ばれる少なくとも一種以上である上記(1)または(2)に記載の燃料電池用セパレータの製造方法、
(4)前記水溶液中の酸化剤の濃度が100〜1000モル/m3である上記(1)〜(3)のいずれかに記載の燃料電池用セパレータの製造方法、
(5)前記酸化剤の水溶液と接触させた後、洗浄、乾燥処理を行い、次いで、60〜80℃の飽和水蒸気雰囲気中で1〜10時間熱処理する上記(1)〜(4)の何れかに記載の燃料電池用セパレータの製造方法、
を提供するものである。
なお、以下、酸素含有ガスの存在下で行う、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理およびオゾン含有ガスとの接触処理を、適宜、一次酸化処理と称し、60〜95℃の温度下における酸化剤水溶液との接触処理を、適宜、二次酸化処理と称するものとする。
【発明の効果】
【0015】
本発明によれば、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、高い生産性の下で製造する方法を提供することができる。
【図面の簡単な説明】
【0016】
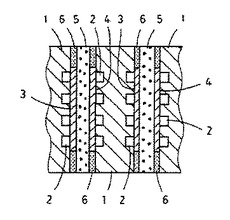
【図1】本発明の方法で得られた燃料電池用セパレータを用いた燃料電池用単セルの説明図である。
【発明を実施するための形態】
【0017】
本発明の燃料電池用セパレータの製造方法は、黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、次いで、60〜95℃の温度下で酸化剤の水溶液と接触させることを特徴とするものである。
【0018】
<黒鉛樹脂複合成形体>
本発明においては、黒鉛粉末を樹脂バインダーで結着してなり、黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体を処理対象とする。
本発明において、黒鉛樹脂複合成形体は、得ようとする燃料電池用セパレータ形状に対応した形状を有するものであり、製造対象となる燃料電池用セパレータ形状に応じて種々の形態を採ることができる。
【0019】
本発明において、黒鉛樹脂複合成形体を構成する黒鉛粉末としては、人造黒鉛粉末、天然黒鉛粉末、膨張黒鉛粉末、あるいは、これらの混合物などの黒鉛粉末を挙げることができ、人造黒鉛粉末としては、等方性黒鉛材や人造黒鉛電極の粉砕物を、天然黒鉛粉末としては、鱗片状黒鉛粉末や球形に加工したもの等を挙げることができる。
これらの黒鉛粉末のうち、曲げ強度や破断歪み等のセパレータ材の機械的特性を考慮すると、人造黒鉛粉末単独あるいは人造黒鉛粉末と天然黒鉛粉末の混合粉末が好ましく、また、上記各黒鉛粉末は、適宜粉砕機により粉砕し篩分けして粒度調整してから使用することが好ましい。
【0020】
本発明において、黒鉛粉末は、平均粒子径が10〜60μmであるものが好ましく、最大粒子径が40〜200μmであるものが好ましい。
なお、本出願書類において、上記平均粒径および最大粒子径は、それぞれ、レーザー回折式粒度分布測定装置により測定された、体積基準積算粒度分布における積算粒度で50%の粒径(平均粒径D50)および99%の粒径(D99)を意味するものとする。
【0021】
本発明において、黒鉛樹脂複合成形体は、黒鉛粉末を65〜90質量%含むものであり、70〜87質量%含むものであることが好ましく、80〜85質量%含むものであることがより好ましい。
そして、本発明において、黒鉛樹脂複合成形体は、後述する樹脂成分との関係で、黒鉛粉末の質量/樹脂成分の質量で表わされる比が、90/10〜70/30であるものであり、86/14〜74/26であるものが好ましく、83/17〜78/22であるものがより好ましい。
黒鉛粉末の質量/樹脂成分の質量で表わされる比が90/10を超えると、成形性が低下し、強度が低くなるとともに、ガス不透過性を確保し難くなる。黒鉛粉末の質量/樹脂成分の質量で表わされる比が70/30未満であると、得られるセパレータの電気抵抗が高くなり、燃料電池の内部抵抗が高くなり発電性能が低下してしまう。
黒鉛粉末の含有割合が上記範囲内にあることにより、得られるセパレータに好適な強度、電気抵抗、気体不透過性等を付与することができる。
【0022】
本発明において、黒鉛樹脂複合成形体を構成する樹脂成分は、黒鉛粉末の結合剤として機能する樹脂を意味する。具体的には、熱硬化性樹脂や熱可塑性樹脂等の樹脂バインダーが該当し、黒鉛樹脂複合成形体がさらに硬化剤としてフェノール樹脂硬化剤等の樹脂や効果促進剤等を含む場合には、該硬化剤及び硬化促進剤も樹脂成分に含まれるものとする。
【0023】
樹脂バインダーは、スルホン酸等の電解質に対する耐酸性および燃料電池の作動温度に耐える耐熱性を有するものであれば特に限定されない。
例えば、レゾールタイプのフェノール樹脂、ノボラックタイプのフェノール樹脂に代表されるフェノール樹脂系、フルフリルアルコール樹脂、フルフリルアルコールフルフラール樹脂、フルフリルアルコールフェノール樹脂などのフラン系樹脂、ポリイミド樹脂、ポリカルボジイミド樹脂、ポリアクリロニトリル樹脂、ピレン−フェナントレン樹脂、ポリ塩化ビニル樹脂、2官能脂肪族アルコールエーテル型エポキシ樹脂や多官能フェノール型エポキシ樹脂等のエポキシ樹脂、ユリア樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、メラミン樹脂、キシレン樹脂等の熱硬化性樹脂からなる熱硬化性樹脂バインダーや、ポリプロピレン、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)、ポリスルホンなどの熱可塑性樹脂からなる熱可塑性樹脂バインダーから選ばれる一種以上を挙げることができる。
【0024】
これ等の樹脂バインダーのうち、フェノール樹脂やエポキシ樹脂が、多量の黒鉛粉末を充填することができ、成形性が高いことから、好ましく使用することができる。
熱硬化性樹脂バインダーとしては、2官能脂肪族アルコールエーテル型エポキシ樹脂、多官能フェノール型エポキシ樹脂、2官能脂肪族アルコールエーテル型エポキシ樹脂と多官能フェノール型エポキシ樹脂とを組み合わせてなる混合樹脂が好ましい。
【0025】
多官能フェノール型エポキシ樹脂としては、分子中にフェノール骨格を有し、エポキシ基を2個以上有する化合物であれば特に制限されず、例えば、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、オルソクレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン骨格含有型エポキシ樹脂などを挙げることができる。
【0026】
本発明において、黒鉛樹脂複合成形体が樹脂成分として熱硬化性樹脂バインダーを含むものである場合、樹脂成分としてさらに硬化剤も含み得る。硬化剤としては、ヘキサメチレンテトラミン等のアミン類や、フェノール樹脂硬化剤等を挙げることができる。
【0027】
フェノール樹脂硬化剤としては、分子中にフェノール構造を有するものであれば特に限定されず、フェノールノボラック樹脂、クレゾールノボラック樹脂、キシレン型フェノール樹脂、ジシクロペンタジエン型フェノール樹脂、ビスフェノール型ノボラック樹脂などのノボラック樹脂、ビスフェノールA、ビスフェノールF、ビスフェノールS、テトラブロモビスフェノールAなどのビスフェノール類、該ビスフェノール類を該ビスフェノール類のジグリシジルエーテルで高分子量化したり、エピクロルヒドリンと上記ビスフェノール類とを後者が過剰となる割合で反応させて得られるビスフェノール系樹脂などが挙げられる。
【0028】
また、熱硬化性樹脂バインダーとしてフェノールノボラック型エポキシ樹脂またはクレゾールノボラック型エポキシ樹脂を用い、硬化剤としてフェノールノボラック樹脂を用いる場合、熱硬化性樹脂バインダーのエポキシ基に対する硬化剤のフェノール性水酸基の当量比が0.5〜1.5の質量比になるように含むことが好ましい。
【0029】
上述したように、本発明において、黒鉛樹脂複合成形体は、黒鉛粉末の質量/樹脂成分の質量で表わされる比が、90/10〜70/30であるものであり、86/14〜74/26であるものが好ましく、83/17〜78/22であるものがより好ましい。
黒鉛粉末の質量/樹脂成分の質量で表わされる比が90/10を超えると、成形性が低下し、強度が低くなるとともに、ガス不透過性を確保し難くなる。黒鉛粉末の質量/樹脂成分の質量で表わされる比が70/30未満であると、得られるセパレータの電気抵抗が高くなり、燃料電池の内部抵抗が高くなり発電性能が低下してしまう。
【0030】
本発明の方法において、黒鉛樹脂複合形成体を作製する具体的態様としては、熱硬化性樹脂バインダーを、必要に応じてフェノール樹脂硬化剤や硬化促進剤とともに有機溶剤に溶解してバインダー樹脂液を作製する工程(バインダー樹脂液調製工程)と、バインダー樹脂液に黒鉛粉末を分散させて黒鉛―樹脂混合スラリーを作製した後、乾燥、粉砕して黒鉛−樹脂混合物を調製する工程(黒鉛−樹脂混合物調製工程)と、得られた黒鉛−樹脂混合粉をセパレータ形状に熱圧成形する工程(熱圧成形工程)を施す方法を挙げることができる。
【0031】
(1)バインダー樹脂液調製工程
バインダー樹脂液(バインダー樹脂含有液)は、樹脂バインダーを、必要に応じフェノール樹脂硬化剤等の硬化剤や硬化促進剤とともに攪拌、混合し、さらに必要に応じ後述する黒鉛粉末を分散し得る最低必要量の分散剤を、所望の質量比で適宜な有機溶剤に攪拌、溶解することにより作製することができる。
【0032】
バインダー樹脂液を構成する樹脂バインダーや硬化剤等の詳細は、上述したとおりである。
【0033】
バインダー樹脂液が硬化促進剤を含む場合、硬化促進剤としては、リン系化合物、第3級アミン、イミダゾール、有機酸金属塩、ルイス酸、アミン錯塩などから選ばれる1種以上を挙げることができ、通常、樹脂成分100質量部中に0.05〜3質量部の範囲で添加することができる。
【0034】
本発明において、黒鉛樹脂複合成形体は、後述する樹脂成分との関係で、黒鉛粉末の質量/樹脂成分の質量で表わされる比が、90/10〜70/30であるものであり、86/14〜74/26であるものが好ましく、83/17〜78/22であるものがより好ましい。
【0035】
バインダー樹脂液を構成する有機溶媒としては、一般に入手可能なもので、熱硬化性樹脂バインダーを溶解させ得るものであれば特に限定されず、例えば、エチルアルコール、イソプロピルアルコールなどのアルコール類、アセトン、メチルエチルケトンなどのケトン類が挙げられる。
【0036】
バインダー樹脂液が分散剤を含む場合、分散剤としては、非イオン性界面活性剤、陽イオン界面活性剤、陰イオン界面活性剤等から選ばれる一種以上を挙げることができる。
【0037】
また、バインダー樹脂液は、上記分散剤のほかにも、必要に応じて、例えば、濡れ浸透剤、防腐剤、消泡剤、表面調整剤などの添加剤を、本発明の目的を阻害しない範囲で適宜含有することできる。
【0038】
バインダー樹脂液は、上記有機溶媒中に、樹脂バインダーを、必要に応じ、硬化剤、硬化促進剤、分散剤等とともに添加して、攪拌機にて攪拌、混合することにより作製することができる。攪拌時間は1時間程度が好ましく、攪拌機の回転数は、50〜1000回転/分程度であることが好ましい。
【0039】
(2)黒鉛−樹脂混合物調製工程
上記(1)で得たバインダー樹脂液に黒鉛粉末を分散させてスラリー状黒鉛―樹脂混合物を作製した後、乾燥、粉砕して黒鉛−樹脂混合粉を調製する。
【0040】
バインダー樹脂液に対する黒鉛粉末の添加割合も、得られる黒鉛樹脂複合成形体中における含有割合が上述した範囲内になるように制御することが好ましい。
【0041】
バインダー樹脂液と黒鉛粉末との混合、分散処理は、樹脂バインダーとして熱硬化性樹脂バインダーを使用した場合、万能混合機、超音波処理装置、カッターミキサー、三本ロール等の分散機を用いて行うことが好ましく、バインダー樹脂液中に黒鉛粉末を分散させ、さらに適宜有機溶剤を添加してスラリー化することが好ましい。上記混合、分散処理を万能混合機を用いて行う場合、回転数50〜1000rpmで、30〜60分間攪拌処理することが好適である。
得られたスラリーは、自然乾燥または強制乾燥により十分に乾燥させた後、粉砕処理する。上記粉砕処理後、適宜分級処理を行うことにより、得られる粉末状の黒鉛−樹脂混合物から粗大粒子を除去することが好ましい。
このようにして得られた粉末状の黒鉛−樹脂混合物は、次工程である熱圧成形工程前に適宜圧縮等することにより予備成形することが好ましい。
【0042】
また、樹脂バインダーとして熱可塑性樹脂バインダーを使用した場合、バインダー樹脂と黒鉛粉末との混合、分散処理は、単軸のスクリュー型押出機で行い、ペレット状の黒鉛−樹脂混合物を得ることが好ましい。
【0043】
(3)熱圧成形工程
上記(2)で得られた黒鉛−樹脂混合物をセパレータ形状に熱圧成形することにより、ガス流通用の溝等が形成された黒鉛樹脂複合成形体を作製することができる。
上記熱圧成形は、得ようとする黒鉛樹脂複合成形体の形状に対応した成形面形状を有する成形金型を用いて行うことが好ましい。
上記金型の成形面には、適宜離型剤を塗布することが好ましい。
【0044】
上記熱圧成形時の圧力は、10〜100MPaであることが好ましく、20〜80MPaであることがより好ましく、30〜60MPaであることがさらに好ましい。また、熱圧成形時の温度は、150〜200℃であることが好ましく、160〜190℃であることがより好ましく、170〜180℃であることがさらに好ましい。
熱圧成形時間は5〜600秒が好ましく、5〜300秒がより好ましく、5〜60秒がさらに好ましい。また、上記熱圧成形時においては、加圧状態を連続的に維持するのではなく、適時加圧状態を開放して、ガス抜きを行ってもよい。
加圧時の圧力が上記範囲内にあることにより、得られるセパレータに所望の強度およびガス不透過性を付与することができる。
【0045】
上記熱圧成形において、樹脂バインダーとして熱硬化性樹脂バインダーを使用する場合には、適宜、後硬化処理を施してもよい。後硬化処理は、150〜200℃の温度条件下で2〜10時間熱処理することにより行うことが好ましい。
【0046】
このようにして、所望のセパレータ形状を有する黒鉛樹脂複合成形体を得ることができる。
【0047】
<ブラスト処理>
本発明においては、上記黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理を施す。
【0048】
ブラスト処理方法としては、主としてエアーコンプレッサーなどの圧縮空気を使ってノズルからブラスト材(砥粒)を投射するエアーブラスト法や、モーターの動力を使って耐摩耗合金製の羽根車の遠心力によりブラスト材を投射するショットブラスト法や、水中ポンプや圧縮エアーを使って液体に混ぜたブラスト材を投射するウエットブラスト法等を挙げることができる。
上記ブラスト処理方法のうち、より細かなブラスト材を使用し得るウエットブラスト法が好ましい。
【0049】
本発明において、ブラスト材としては特に制限されず、公知のものを適宜使用することができ、具体的には、アルミナ、炭化ケイ素、樹脂、ガラス、ジルコニア、ステンレス等の粒子が挙げられる。
【0050】
本発明において、ブラスト材としては、体積平均粒径が3〜100μmであるものが好ましく、5〜50μmであるものがより好ましく、5〜20μmであるものがさらに好ましい。ブラスト材の体積平均粒径が上記範囲内にあることにより、得られるセパレータの表面層を除去して接触抵抗を低減し、表面の濡れ性(親水性)を向上させ易くなる。
【0051】
なお、本出願書類において、上記ブラスト材の体積平均粒径は、レーザー回折式粒度分布測定装置により測定された、体積基準積算粒度分布における積算粒度で50%の粒径(平均粒径D50)を意味する。
【0052】
本発明において、ブラスト材の投射速度は、毎秒50〜300mが好ましく、毎秒80〜200mがより好ましく、毎秒100〜150mがさらに好ましい。ブラスト材の吐出圧力は、0.1〜0.5MPaが好ましく、0.15〜0.4MPaがより好ましく、0.2〜0.3MPaがさらに好ましい。
また、ブラスト処理はセパレータの同じ箇所にブラスト材を吹き付けることをせずに、被処理物(被ブラスト品)を移動させながらブラスト材を投射することが好ましい。この場合、被処理物の送り速度は毎秒5〜200mmが好ましく、毎秒10〜150mmがより好ましく、毎秒15〜100mmがさらに好ましい。
【0053】
本発明において、ブラスト材の投射距離は被処理物(黒鉛樹脂複合成形体)のサイズ等により適宜設定すればよい。また、ブラスト材の投射角度は、被処理物の投射面に対し60°〜120°から選択することが好ましい。
【0054】
本発明において、ブラスト処理は、ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaが0.15〜1.5μmになるように行い、0.3〜1.0μmになるように行うことが好ましく、0.4〜0.6μmになるように行うことがより好ましい。
【0055】
ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaが0.15μm未満である場合には、セパレータ表面において所望の接触角低減効果を得ることができず、セパレータに所望の濡れ性(親水性)を付与し難く、ガス拡散層との接触抵抗も大きくなる。ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaが1.5μmを超えると、ガス拡散層との接触抵抗低減効果が頭打ちとなり、また、得られるセパレータ外周面におけるシール性が低下してしまう。
【0056】
上記表面粗さRaは、ブラスト処理条件、例えば、ブラスト材(砥粒)の種類、ブラスト材の投射圧力、ブラスト材の投射距離(投射ノズルと被処理物との距離)、被処理物の送り速度等を制御することにより調整することができる。
【0057】
本発明において、ブラスト処理は、黒鉛樹脂複合成形体の全面に施してもよいが、少なくとも得られるセパレータにおいて水分が流通するガス流通用の溝等が設けられる面に施す必要がある。
【0058】
本発明において、ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaは、触針式の表面粗さ計((株)東京精密製ハンディサーフE−35A)を用いて長さ4mmの領域を0.42mm/秒の速度で走査することによってその表面粗さプロファイルを求め、その結果からJISB0601に準拠する算術平均粗さから求めた値を意味する。
【0059】
本発明においては、上記ブラスト処理により、黒鉛樹脂複合成形体表面の樹脂リッチ層を除去することができ、上記樹脂リッチ層を除去して内部の黒鉛/樹脂層を露出させることにより、得られるセパレータの接触抵抗を低減することができる。
また、上記ブラスト処理により、黒鉛樹脂複合成形体の作製時に成形体表面に付着した離型剤を除去することができ、上記離型剤の付着に伴う親水性の低下を抑制することができる。
【0060】
上記ブラスト処理のみによっても黒鉛樹脂複合成形体表面にある程度の親水性を付与することができるが、ブラスト処理のみによって十分な親水性を付与することはできず、燃料電池における発電初期や過加湿状態での発電時に、セパレータ流路を閉塞し、フラッディングを引き起こしてしまう。
これに対し、本発明においては、上記ブラスト処理後、さらに以下に詳述する一次酸化処理および二次酸化処理を順次施すことにより、所望性能を有する燃料電池用セパレータを好適に作製することができる。
なお、黒鉛樹脂複合成形体を以下に詳述する一次酸化処理や二次酸化処理した後に上記ブラスト処理を施しても、所望の親水性を得ることはできない。
【0061】
<一次酸化処理>
本発明においては、上記ブラスト処理した後、一次酸化処理、すなわち、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行う。
本発明においては、一次酸化処理により、ブラスト処理した黒鉛樹脂複合成形体の表面に親水性のヒドロキシル基やカルボキシル基を付与することができる。
【0062】
酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行う場合、酸素含有ガス中の酸素ガス濃度は、0.1〜10体積%であることが好ましく、0.5〜8体積%であることがより好ましく、1〜6体積%であることがさらに好ましい。
酸素ガス濃度が上記範囲内にあることにより、ブラスト処理した黒鉛樹脂複合成形体の変質を抑制し、強度低下や固有抵抗の上昇を抑制しつつ、次工程の二次酸化処理により、失活を抑制して十分な親水性を付与することができる。
【0063】
低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理による処理条件は、ブラスト処理した黒鉛樹脂複合成形体に対する変性を抑制しつつ、表面に親水性のヒドロキシル基やカルボキシル基を付与し得る条件であれば特に制限されず、適宜処理装置に対する投入電力量や、処理温度や、処理時間を制御することにより適宜実施することができる。
【0064】
一次酸化処理を低温プラズマ処理により行う場合、密閉容器内に被処理物(ブラスト処理した黒鉛樹脂複合成形体)を配置した状態で、減圧装置により密閉容器内を一旦減圧し、次いで上記密閉容器内にガス源供給機構から所定濃度の酸素含有ガスを供給しながら、密閉容器内を例えば0.05〜1Torrの真空度に保持し、密閉容器内に設けたパワー電極とアース電極間に高周波電場を形成することにより、被処理物を低温プラズマ処理する。
【0065】
具体的には、出力5〜100Wにおいて、例えばラジオ周波数13.56MHzの高周波、または2.54GHzのマイクロ波で放電を行い、電極間に配置されている被処理物に低温プラズマ処理を施すことが好ましい。低温プラズマ処理による処理時間は0.1〜30分間が好ましい。
上記条件下における発生プラズマのパラメータの1例を示すと、電子温度2000〜4000°K,電子密度109〜1013個/cm3、イオン温度200〜400K,イオン密度109〜1013個/cm−3,プラズマ空間電位10〜90Vである。
【0066】
一次酸化処理を常圧プラズマ処理により行う場合、常圧プラズマ処理としては、印加した一対の対向電極で形成される放電空間の内部に被処理物(ブラスト処理した黒鉛樹脂複合成形体)を配置した状態で、放電空間内にプラズマ生成ガスを導入して処理するダイレクト方式や、被処理物を放電空間外に配置し、放電空間で発生したプラズマを放電空間に隣接する吹出し口から被処理物に吹き付けて処理するリモート方式(あるいはプラズマジェット方式と称することもある)による処理方法を挙げることができる。
一次酸化処理を常圧プラズマ処理により行う場合、アーク放電による被処理物のダメージを抑制し、放電による発熱に起因する反りや膨張の発生を抑制する上では、リモート方式による処理が好ましい。
【0067】
リモート方式により常圧プラズマ処理する場合、プラズマ照射は、プラズマの吹出し口から被処理面との距離を1〜10mmとすることが好ましく、2〜5mmとすることがより好ましい。また、プラズマ処理時のパルス電界は、周波数0.5〜100kHz、かつ、パルス幅1〜5μ秒が好適である。
【0068】
本発明において、一次酸化処理を、被処理物(ブラスト処理した黒鉛樹脂複合成形体)をオゾン含有ガスと接触させることにより行う場合、オゾン含有ガス中のオゾンガス濃度は、0.1〜10体積%であることが好ましく、0.5〜5体積%であることがより好ましく、1〜3体積%であることがさらに好ましい。
オゾンガス濃度が上記範囲内にあることにより、ブラスト処理した黒鉛樹脂複合成形体の変質を抑制し、強度低下や固有抵抗の上昇を抑制しつつ、次工程の二次酸化処理により、失活を抑制して十分な親水性を付与することができる。
【0069】
一次酸化処理をオゾン含有ガスとの接触により行う場合、オゾン含有ガスの流通下に被処理物(ブラスト処理した黒鉛樹脂複合成形体)と接触させることが好ましく、この場合、オゾンガスの流通速度は、0.1〜10Nm3/hであることが好ましい。
【0070】
オゾン含有ガスと被処理物(ブラスト処理した黒鉛樹脂複合成形体)とを接触させる雰囲気温度は、10〜100℃が好ましく、15〜80℃がより好ましく、20〜60℃がさらに好ましい。
オゾン含有ガスと被処理物(ブラスト処理した黒鉛樹脂複合成形体)との接触処理時間は、0.25〜10時間であることが好ましく、0.5〜7.5時間であることがより好ましく、1〜5時間であることがさらに好ましい。
【0071】
オゾン含有ガスとの接触処理は、水蒸気の存在下に行うことが好ましい。
この場合、処理雰囲気中の水蒸気の濃度は、5,000〜120,000質量ppmであることが好ましく、10,000〜100,000質量ppmであることがより好ましく、20,000〜80,000質量ppmであることがさらに好ましい。
水蒸気濃度を上記範囲に制御するためには、20〜50℃に加温された水から得られる水蒸気を用いることが好ましく、20〜45℃に加温された水から得られる水蒸気を用いることがより好ましく、20〜40℃に加温された水から得られる水蒸気を用いることがさらに好ましい。
【0072】
一次酸化処理をオゾン含有ガスとの接触処理により行う場合、被処理物(ブラスト処理した黒鉛樹脂複合成形体)表面に付与されるカルボキシル基(−COOH基)量は、オゾン濃度、雰囲気の温度、処理時間等を制御することにより調節することができる。
【0073】
本発明において、一次酸化処理は、被処理物(ブラスト処理した黒鉛樹脂複合成形体)の全面に施してもよいが、少なくとも得られるセパレータにおいて水分が流通するガス流通溝等が設けられる面に施す必要がある。
一次酸化処理をオゾンガス含有ガスにより施す場合、被処理物の全面に酸化処理が施されるが、予めマスキング等を施すことにより、所望の部位のみに酸化処理を施すことができる。
【0074】
上記一次酸化処理によっても、被処理物(ブラスト処理した黒鉛樹脂複合成形体)の表面に親水性官能基であるヒドロキシル基やカルボキシル基を付与して被処理物の表面をある程度親水化することができるが、一次酸化は気相酸化であるので、活物質(酸素ラジカル等)と固体であるセパレータ表面との反応は不均一であり、導入される含酸素官能基は少なく、また非常に不安定であると考えられる。そのため大気中に放置すると上記親水性官能基が短時間で失活して、燃料電池のセパレータとして使用したときに十分な発電性能が得られなくなる。
このため、本発明においては、一次酸化処理により、セパレータ表面を濡れ易い状態にして、二次酸化処理時に酸化剤水溶液による濡れ性を向上させるとともに、活性水素を含む官能基を生成する基点を生成して、二次酸化処理により、活性水素を含む官能基(親水性のヒドロキシル基やカルボキシル基)をより強固に生成する。
従って、本発明においては、一次酸化処理された被処理物に対し、速やかに二次酸化処理を施す。
【0075】
<二次酸化処理>
本発明においては、一次酸化処理された黒鉛樹脂複合成形体に対し、二次酸化処理、すなわち60〜95℃の温度下で酸化剤の水溶液と接触させる処理を施す。二次酸化処理を行うことにより処理後の親水性の著しい低下が起こらず、本発明の方法により製造された燃料電池用セパレータは、例えば製造7日後においても30〜60°程度の接触角を維持することができる。
【0076】
二次酸化処理に使用される酸化剤としては、過硫酸、次亜塩素酸、過炭酸またはこれ等のいずれかの塩から選ばれる少なくとも一種以上であることが好ましい。
【0077】
本発明において、二次酸化処理に用いる水溶液中の酸化剤の濃度は、100〜1000モル/m3が好ましく、300〜900モル/m3がより好ましく、500〜650モル/m3がさらに好ましい。
酸化剤の濃度が100モル/m3未満では、酸化反応能力が低く、カルボキシル基などの官能基の生成量が少なく、容易に失活してしまうことから、親水性が維持できず、接触角が上昇し易くなる。
一方、酸化剤水溶液の濃度が1000モル/m3を超えると、酸化剤の分解反応が活発に生じ、黒鉛樹脂複合成形体を構成するバインダー樹脂を侵食してしまい、強度低下を生じ易くなる。
【0078】
本発明において、二次酸化処理は、60〜95℃の温度下で行うことが好ましく、65〜90℃の温度下で行うことがより好ましく、70〜85℃の温度下で行うことがさらに好ましい。
二次酸化処理時の処理温度が60℃未満であると、酸化の進行が遅くカボキシル基等の官能基の生成量が少なく、大気中放置した場合には容易に失活してしまうことから、親水性を維持できず、接触角が容易に上昇してしまう。
一方、二次酸化処理の処理温度が95℃を超えると、水が沸騰して酸化剤の分解反応がさらに活発になり易く、効率的な処理が困難になるとともに、黒鉛樹脂複合成形体を構成するバインダー樹脂の吸水膨潤を生じ易くなり、得られるセパレータの特性(強度や固有抵抗など)が著しく低下し易くなる。
【0079】
本発明において、二次酸化処理の処理時間は、30分間〜10時間が好ましく、30分間〜6時間がより好ましく、1〜3時間がさらに好ましい。
上記接触時間は、使用する水溶液の酸化剤濃度と水溶液の液温によって適宜決定すればよい。
【0080】
本発明において、被処理物(一次酸化処理された黒鉛樹脂複合成形体)に対する二次酸化処理は、被処理物を上記酸化剤の水溶液に浸漬したり、被処理物に上記酸化剤の水溶液を塗布することにより行うことができる。
【0081】
本発明において、二次酸化処理は、被処理物(一次酸化処理した黒鉛樹脂複合成形体)の全面に施してもよいが、少なくとも得られるセパレータにおいて水分が流通するガス流通溝等が設けられる面に施す必要がある。
【0082】
上記二次酸化処理を施した後、被処理物の表面に酸化剤水溶液が付着し、残留していると、不純物として発電性能を低減する場合があるため、複数回純水に浸漬したり、超音波洗浄することにより表面に付着した酸化剤を洗浄することが好ましい。
上記洗浄処理した被処理物は、次いで常温下で自然乾燥したり送風して強制乾燥することにより、表面の親水性を容易に維持することができる。
【0083】
本発明においては、上記酸化剤の水溶液と接触させ、洗浄、乾燥処理を行った後、60〜80℃の飽和水蒸気雰囲気中で1〜10時間熱処理することが好ましい。
上記飽和水蒸気の温度は60〜80℃であることが好ましく、65〜75℃であることがより好ましい。また、飽和水蒸気による熱処理時間は、1〜10時間であることが好ましく、1〜8時間であることがより好ましく、2〜6時間であることがさらに好ましい。
上記飽和水蒸気による処理により、親水性を容易に維持することができる。
【0084】
本発明においては、黒鉛樹脂複合成形体に対してブラスト処理した後、一次酸化処理しさらに二次酸化処理することにより、一次酸化処理により成形体表面に生成した官能基が、二次酸化処理による湿式酸化処理により活性水素を含む官能基、すなわちカルボキシル基やヒドロキシル基に転化して、酸化改質される。このように添加したカルボキシル基等の官能基は、大気中に放置しても失活することなく、親水性を良好に維持することができる。
【0085】
本発明においては、このようにして目的とする燃料電池用セパレータを製造することができる。
【0086】
本発明で得られる燃料電池用セパレータは、接触角が25〜60°であるものが好ましく、25〜50°であるものがより好ましく、25〜40°であるものがさらに好ましい。
なお、本出願書類において、接触角は、室温(25℃)条件下、相対湿度55%に保持された恒温恒湿雰囲気下において、協和界面化学(株)製自動接触角計DM−301を用いて測定される値を意味する。
【0087】
本発明で得られる燃料電池用セパレータは、接触抵抗が10mΩ・cm2以下であるものが適当であり、7mΩ・cm2以下であるものがより適当であり、5mΩ・cm2以下であるものがさらに適当である。接触抵抗の下限は特に制限されないが、通常、3mΩ・cm2以上である。
【0088】
なお、本出願書類において、接触抵抗は、縦30mm、横30mm、厚さ3mmに切り出した試験片の上下に、縦30mm、横30mm、厚さ0.28mmのカーボンペーパー(東レ製TGP−H−090)を配置し、さらにその上下に銅板を配置し、上下方向に1MPaの圧力をかけて接触させながら、通電量1Aでテストピース間の電圧降下(mV)を測定したときの抵抗値(平均値)を意味する。
【0089】
本発明で得られる燃料電池用セパレータは、室温(25℃)下における曲げ強度が50〜90MPaであるものが好ましく、55〜90MPaであるものがより好ましく、60〜90MPaであるものがさらに好ましい。
また、本発明で得られる燃料電池用セパレータは、80℃下における曲げ強度が40〜80MPaであるものが好ましく、45〜80MPaであるものがより好ましく、50〜80MPaであるものがさらに好ましい。
なお、本出願書類において、室温下または80℃下における曲げ強度は、幅5mm、長さ50mm、厚さ3mmに切り出した試験片を用い、JIS R1601に準拠して測定した値を意味する。
【0090】
本発明によれば、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、高い生産性の下で製造する方法を提供することができる。
【実施例】
【0091】
以下、本発明を実施例により更に詳細に説明するが、本発明は、以下の実施例により何ら限定されるものではない。
【0092】
(実施例1)
1.黒鉛樹脂複合成形体の作製
(1)バインダー樹脂液の調製
熱硬化性樹脂バインダーとして、フェノールノボラック型エポキシ樹脂(日本化薬(株)製)、硬化剤としてノボラック型フェノール樹脂(明和化成(株)製)を用い、ノボラック型エポキシ樹脂中における全エポキシ基に対するノボラック型フェノール樹脂中における全フェノール性水酸基の当量比(ノボラック型フェノール樹脂中における全フェノール性水酸基/ノボラック型エポキシ樹脂中における全エポキシ基)が質量比で1.0になるように混合した樹脂成分に対し、さらに硬化促進剤として2−エチル−4−メチルイミダゾールを混合し、アセトンに溶解してバインダー樹脂液を作製した。
上記硬化促進剤は、フェノールノボラック型エポキシ樹脂とノボラック型フェノール樹脂との混合樹脂(樹脂成分)100質量部に対して2質量部となるように混合した。
【0093】
(2)黒鉛−樹脂混合物の調製
黒鉛粉末として、製鋼用黒鉛電極(東海カーボン株式会社製)を粉砕及び分級して得た平均粒子径25μm、最大粒子径100μmの黒鉛粉を調製した。
上記黒鉛粉末と、上記(1)で得たバインダー樹脂液とを混合処理して黒鉛−樹脂混合物を作製した。
上記混合処理は、固形分換算で、上記黒鉛粉末100質量部に対し、上記(1)で得たバインダー樹脂液を、該樹脂液中の樹脂成分が20質量部となるように、万能混合機(関東混合機工業(株)製)に投入した後、回転数50rpmで60分間攪拌することにより行い、該攪拌処理により斑のないスラリー状黒鉛−樹脂混合物を得た。
この黒鉛−樹脂混合物を送風乾燥により十分に乾燥した後、粉砕し、50メッシュ以上の粒子を除去する分級処理を行い、目的とする粉末状の黒鉛−樹脂混合物を得た。
【0094】
(3)黒鉛樹脂複合成形体の作製
上記(2)で得た粉末状の黒鉛−樹脂混合物を、予備成形金型に投入して圧縮成形することにより縦200mm、横200mm、厚さ4.5mmの予備成形体を作製し、この予備成形体を、成形面が縦200mm、横200mm、厚さ3mm、溝深さ1mm、溝/山幅1mmのサーペンタイン形状に彫られた金型に投入して、170℃の温度条件下50MPaで60秒間圧縮成形した後、後硬化として190℃の温度下で5時間熱処理を行うことにより、縦200mm、横200mm、厚さ3mmのサーペンタイン形状を有する黒鉛樹脂複合成形体を得た。この黒鉛樹脂複合成形体における黒鉛粉末の含有量/樹脂成分の含有量の比は質量比で83/17である。
【0095】
2.ブラスト処理
上記1.で得たサーペンタイン形状を有する黒鉛樹脂複合成形体の全面に、ウェットブラスト処理を施した。
ブラスト材として♯1200のアルミナ(体積平均粒子径13μm)を用い、上記サーペンタイン形状を有する黒鉛樹脂複合成形体の投射面に対し、ウェットブラスト装置(マコー(株)製)から、吐出圧力0.23MPaで、投射角度90°にて、20mmの投射距離でブラスト材を投射してブラスト処理した。該ブラスト処理においては、上記投射距離を維持しつつ、被処理物(黒鉛樹脂複合成形体)毎秒50mmの送り速度で通過させて黒鉛樹脂複合成形体の全面を処理することにより、黒鉛樹脂複合成形体のガス流通用の溝が設けられた凹凸面の山部の表面粗さRaが0.5μmになるように粗面化した。
【0096】
3.一次酸化処理
上記2.で得られた表面をブラスト処理した黒鉛樹脂複合成形体をプラスチックケース内に収容した状態で、25℃の温度条件下、2体積%のオゾンガスを7L/分間の速度で30分間流通させることにより、一次酸化処理を施した。
【0097】
4.二次酸化処理
上記3.で得られた一次酸化処理した黒鉛樹脂複合成形体を、一次酸化処理直後に、80℃に加温した濃度850モル/m3の過硫酸ナトリウム水溶液に1時間浸漬した後、純水で十分に洗浄し、次いで送風乾燥を行うことにより、目的とするサーペンタイン形状を有する燃料電池用セパレータを得た。
【0098】
(実施例2〜実施例3)
実施例1の「4.二次酸化処理」において、二次酸化処理条件をそれぞれ表1に示すとおり変更した以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを得た。
【0099】
(実施例4)
実施例1の「2.ブラスト処理」において、ブラスト材の吐出圧力を0.25MPaに変更して、黒鉛樹脂複合成形体のガス流通用の溝が設けられた凹凸面の山部の表面粗さRaが1.1μmになるように粗面化した成形体を得るとともに、実施例1の「4.二次酸化処理」において、二次酸化処理条件を表1に示すとおり変更した以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを得た。
【0100】
実施例1〜実施例4で得られた、一次酸化処理後の黒鉛樹脂複合成形体および燃料電池用セパレータの接触角を測定した。接触角は、(ガス流通溝が設けられた凹凸面では測定が困難であるため)外周シール面の平面部で測定した。また、燃料電池用セパレータの接触角については、セパレータ作製直後、24時間経過後、7日経過後における値を測定することにより、経時変化を観察した。結果を表1に示す。
また、実施例1〜実施例4で得られた燃料電池用セパレータにおいて、ガス流通用の溝が設けられた凹凸面から縦30mm、横30mm、厚さ3mmの試験片を切り出して、接触抵抗を測定した。結果を表1に示す。
さらに、実施例1〜実施例4で得られた燃料電池用セパレータの外周シール面の平坦な部分から幅5mm、長さ50mm、厚さ3mmの試験片を切り出して、曲げ強度を測定した。結果を表1に示す。
【0101】
【表1】

【0102】
(実施例5)
実施例1において、「4.二次酸化処理」を施した後、さらに密閉容器内において、70℃の飽和水蒸気雰囲気下3時間保持することにより飽和水蒸気処理したことを除けば、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを作製した。
【0103】
(実施例6)
実施例1の「2.ブラスト処理」において、ブラスト材の吐出圧力を0.25MPaに変更して、黒鉛樹脂複合成形体のガス流通溝が設けられた凹凸面の山部の表面粗さRaが1.1μmになるように粗面化した成形体を得るとともに、実施例1の「3.一次酸化処理」において、オゾン酸化処理に代えて、雰囲気温度が25℃で、酸素濃度が0.1体積%である酸素ガスと窒素ガスとの混合ガス存在下において、常圧プラズマ装置(積水化学工業(株)製AP−T02)を用いて、プラズマ処理時のパルス電界が、周波数30kHzで、パルス幅が5μ秒になるように、1.1分間常圧プラズマ処理を行った以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを作製した。
【0104】
(実施例7)
実施例1の「3.一次酸化処理」において、オゾン酸化処理に代えて、雰囲気温度が25℃で、酸素濃度が0.1体積%である酸素ガスと窒素ガスとの混合ガス存在下において、常圧プラズマ装置(積水化学工業(株)製AP−T02)を用いて、プラズマ処理時のパルス電界が、周波数30kHzで、パルス幅が5μ秒になるように、1.1分間常圧プラズマ処理を行い、さらに実施例1の「4.二次酸化処理」において、二次酸化処理条件をそれぞれ表1に示すとおり変更した以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを得た。
実施例5〜実施例7で得られた一次酸化処理後の黒鉛樹脂複合成形体および燃料電池用セパレータの接触角を実施例1と同様に測定した。結果を表2に示す。また、実施例5〜実施例7で得られた燃料電池用セパレータの接触抵抗および曲げ強度を実施例1と同様に測定した。結果を表2に示す。
【0105】
【表2】
【0106】
表1および表2より、実施例1〜7で得られた燃料電池用セパレータは、セパレータ作製後も長期にわたって良好な親水性を維持し、接触抵抗や曲げ強度の低下も認められないため、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度等を有するものであることが分かる。
【0107】
(比較例1)
実施例1の「3.一次酸化処理」において、オゾン酸化処理に代えて、常圧プラズマ処理を行った。具体的には、実施例1の「2.ブラスト処理」を施した黒鉛樹脂複合成形体に対し、雰囲気温度が25℃で、酸素濃度が0.1体積%である酸素ガスと窒素ガスとの混合ガス存在下において、常圧プラズマ装置(積水化学工業(株)製AP−T02)を用いて、プラズマ処理時のパルス電界が、周波数30kHzで、パルス幅が5μ秒になるように、1.1分間常圧プラズマ処理を行い、その後二次酸化処理を行うことなく、そのままサーペンタイン形状を有する燃料電池用セパレータとした。
【0108】
(比較例2)
実施例1の「2.ブラスト処理」を施した黒鉛樹脂複合成形体に対し、実施例1の「3.一次酸化処理」を行うことなく、実施例1の「4.二次酸化処理」と同様の二次酸化処理を施すことにより、サーペンタイン形状を有する燃料電池用セパレータを得た。
【0109】
(比較例3)
実施例1の「4.二次酸化処理」において、過硫酸ナトリウムの濃度を1500mol/m3に変更し処理温度を98℃に変更した以外は、実施例1と同様に一次酸化処理した黒鉛樹脂複合成形体を二次酸化処理することにより、サーペンタイン形状を有する燃料電池用セパレータを得た。
【0110】
(比較例4)
実施例1の「2.ブラスト処理」を行わず、また実施例1の「3.一次酸化処理」において、オゾン含有ガス中のオゾン濃度を15体積%に変更した以外は、実施例1と同様にして、サーペンタイン形状を有する燃料電池用セパレータを得た。
【0111】
比較例1〜比較例4で得られた一次酸化処理後の黒鉛樹脂複合成形体(比較例2においてはブラスト処理後の黒鉛樹脂複合成形体)および燃料電池用セパレータの接触角を実施例1と同様に測定した。結果を表3に示す(表3中、比較例1の「一次酸化処理直後」における接触角と、「セパレータ作製直後」における接触角は同一であるため、「一次酸化処理直後」における接触角として代表して記載するものとする。また、表3中、比較例2の「一次酸化処理直後」における接触角は、「ブラスト処理後」における接触角を意味する)。
比較例1〜比較例4で得られた燃料電池用セパレータの接触抵抗および曲げ強度を実施例1と同様に測定した。結果を表3に示す。
【0112】
【表3】
【0113】
表3より、比較例1においては、一次酸化処理として常圧プラズマ処理を行ったため、一次酸化処理直後(燃料電池用セパレータ作製直後)においては接触角が28°と低くなったが、得られた燃料電池用セパレータを大気中に放置することにより徐々に失活して接触角が73°〜83°と高くなり、親水性が低下することが分かる。
また、表3より、比較例2においても、一次酸化処理を施さないために接触角が117°と大きく、表面の濡れ性が低いために、二次酸化処理しても得られた燃料電池用セパレータの接触角が56°と大きく、大気中に放置することにより失活して接触角が66°〜70°と高くなり、親水性が低下することが分かる。
さらに、表3より、比較例3においては、二次酸化処理時における温度条件が98℃であるために、得られた燃料電池用セパレータは、接触抵抗が11.2mΩ・cm2と高いものであることが分かる。
比較例4においては、ブラスト処理を行わず表面粗さRaが0.1μmと低い黒鉛樹脂複合成形体を酸化処理したために、得られた燃料電池用セパレータは、接触抵抗が12.3mΩ・cm2と高いものであることが分かる。
【0114】
(発電性評価)
実施例1および比較例1でそれぞれ得られた燃料電池用セパレータを用い、図1に示すような燃料電池スタックを作製して発電性評価を行った。
図1に示すように、セパレータ1、1間に、固体高分子電解質膜5、ガス拡散電極(カソード電極)3およびガス拡散電極(アノード電極)4を介在させ、さらに外周面にはシール材6を介在させることによりセルを形成し、該セルを10セルを積層することにより燃料電池スタックをそれぞれ組み上げた。
【0115】
上記各燃料電池スタック内の温度を80℃まで上昇させ、アノード電極側のセパレータに形成された溝(ガス流路)2には加湿した水素ガスを、カソード電極側のセパレータに形成された溝(ガス流路)2には空気をそれぞれ流通させて、発電試験を行った。具体的には、上記各燃料電池スタックに外部回路を接続して燃料電池を成し、この燃料電池を500時間連続的に発電させ、起電力の経時的変動を調査し、発電初期の起電圧に対して500時間経過後の起電圧変動幅を評価した。
その結果、実施例1のセパレータを使用した燃料電池では、500時間経過後の起電圧変動幅は3%にとどまっておりフラッディングも発生せず安定した起電圧を発揮したのに対し、比較例1のセパレータを使用した燃料電池では、フラッディングを生じて15%もの起電圧の変動が観察された。
上記の結果からも、本発明においては、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し得る燃料電池用セパレータを製造する方法を提供し得るものであることが分かる。
【産業上の利用可能性】
【0116】
本発明によれば、発電時に発生する水による流路の閉塞が生じにくく、発電効率の低下や接触抵抗の上昇を抑制してなり、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、生産性よく製造する方法を提供することができる。
【符号の説明】
【0117】
1 燃料電池用セパレータ
2 溝(ガス流路)
3 ガス拡散電極(カソード電極)
4 ガス拡散電極(アノード電極)
5 固体高分子電解質膜
6 シール材
【技術分野】
【0001】
本発明は、燃料電池用セパレータの製造方法に関する。
【背景技術】
【0002】
燃料電池は、燃料が有する化学エネルギーを直接電気エネルギーに変換するもので、電気エネルギーへの変換効率が高く、騒音や振動も少ないことから、携帯機器、自動車、鉄道、コジェネレーション等の多様な分野における電源として今後の発展が期待されている。
【0003】
燃料電池のうち、固体高分子形燃料電池は、イオン伝導性を有する高分子膜(イオン交換膜)の両面を白金などの触媒を担持させたアノード電極板およびカソード電極板で挟み、その両外側に板状セパレータを配してなる単セルを基本構成単位とし、この単セルを数十〜数百個積層させたスタックとその外側に設けた2つの集電体等から構成されてなるものであり、代表的には、水素等の燃料ガス及び空気等の酸化剤ガスの流路としての溝を、各セパレータの表面に刻設したリブ付セパレータ方式等がある。
【0004】
上記セパレータは、水素ガスと酸素ガス(空気)とを完全に分離した状態で電極に供給するために高度のガス不透過性が必要とされ、また、発電効率を高めるために、電池の内部抵抗を低減して高い導電性を有することが必要とされる。さらに、スタックを形成する際に単セル同士が密着するように強く締め付ける必要があるので高い材質強度を有することが求められるとともに、自動車に搭載した場合などには、振動、衝撃、温度変化などによる伸縮によって生じる亀裂や破損を抑制する材質特性が求められる。
このような性質を有するセパレータとしては、従来から炭素質系の材料が用いられており、熱硬化性樹脂をバインダーとして、黒鉛などの炭素粉末を結着、一体化した炭素−樹脂硬化成形体が好適に使用されている。
【0005】
ところで、燃料電池の発電機構は、セルのアノード側に供給された水素ガスとカソード側に供給された酸素ガス(空気)とが、下記の反応によって生ずる電子(e−)の流れを電気エネルギーとして外部に取り出すものである。
アノード側:H2→2H++2e−
カソード側:1/2O2+2H++2e−→ H2O
全反応 :H2+1/2O2 → H2O
【0006】
上記電池反応を円滑に進行させるためには、電解質膜を適度な湿潤状態に保持して水素ガスをイオン化する必要があり、通常、水素ガス及び酸素ガスに電池の運転温度に近い温度の飽和水蒸気を含ませて加湿することにより湿潤状態を維持している。すなわち、アノード側に供給された水素ガスは触媒電極上でイオン化(H+)されて、H+は電解質膜を介して水(xH2O)とともにカソード側へ移動し、カソードにおいてH2Oを生成する。
【0007】
上記電池反応により生成した水は、過剰の反応ガスとともに電池系外に排出されるため、セル内を流れる反応ガス中の水分の量は電池反応の進行とともに反応ガスの流れ方向に沿って次第に増加することになる。すなわち、出口側における反応ガスには、電解質膜を湿潤状態に維持するために添加した加湿用の飽和水蒸気に対し、さらに生成水が蒸気として加わることになるため、入口側に比べて余分な水蒸気を含んで過飽和状態になり、撥水性のガス拡散層やセパレータのガス流通溝で凝縮して水滴を生成する。
このように生成した水滴は、その表面張力の大きさから上記ガス拡散層やガス流通溝に停滞してしまい、さらにガス拡散層の目詰まりを生じたりセパレータの流通溝を塞いで反応ガスの流れを阻害するフラッディング現象を生じてしまうことから、電池反応が円滑に進まず電圧が上下し、発電性能の低下や不安定化を招くことになる。
【0008】
このため、燃料電池用セパレータとしては、その表面が水に対する親水性(濡れ性)が高く、ガス流通溝に停滞した水を反応ガス(水素、空気)のガス流に伴って排出除去し、反応ガスを安定供給し得るものが求められるようになっている。
【0009】
そこで、セパレータ材の表面改質方法として親水性官能基を表面に形成させる方法が提案され、セパレータ材に対し、プラズマ処理、コロナ放電処理、紫外線照射処理またはオゾンガス処理等の何れかの処理を行う方法等が提案されるに至っている(例えば、特許文献1(国際公開第99/40642号)、特許文献2(特開2003−142116号公報)等参照)。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】国際公開第99/40642号
【特許文献2】特開2003−142116号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、本発明者等が検討したところ、従来提案されていたセパレータ材の親水化方法は、いずれも十分な親水性が得られなかったり、親水性が持続しないものであることが判明した。本発明者等の検討によれば、特許文献1および特許文献2に記載の親水化処理方法も、表面処理直後においてはセパレータ材表面の親水性が向上して接触角も小さくなるが、大気中に放置すると親水性が失活して十分な発電性能が得られなくなるものであることが判明した。
【0012】
このような状況下、本発明は、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、高い生産性の下で製造する方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
上記技術課題を解決するために本発明者等がさらに検討したところ、燃料電池用セパレータの製造方法として、黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、次いで、60〜95℃の温度下で酸化剤の水溶液と接触させる方法を採用することにより、上記技術課題を解決し得ることを見出し、本知見に基づいて本発明を完成するに至った。
【0014】
すなわち、本発明は、
(1)燃料電池用セパレータを製造する方法であって、
黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、
表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、
酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、
次いで、60〜95℃の温度下で酸化剤の水溶液と接触させる
ことを特徴とする燃料電池用セパレータの製造方法、
(2)前記酸素含有ガス中における酸素ガスの濃度または前記オゾン含有ガス中におけるオゾンガスの濃度が、0.1〜10体積%である上記(1)記載の燃料電池用セパレータの製造方法、
(3)前記酸化剤が過硫酸、次亜塩素酸、過炭酸またはこれ等のいずれかの塩から選ばれる少なくとも一種以上である上記(1)または(2)に記載の燃料電池用セパレータの製造方法、
(4)前記水溶液中の酸化剤の濃度が100〜1000モル/m3である上記(1)〜(3)のいずれかに記載の燃料電池用セパレータの製造方法、
(5)前記酸化剤の水溶液と接触させた後、洗浄、乾燥処理を行い、次いで、60〜80℃の飽和水蒸気雰囲気中で1〜10時間熱処理する上記(1)〜(4)の何れかに記載の燃料電池用セパレータの製造方法、
を提供するものである。
なお、以下、酸素含有ガスの存在下で行う、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理およびオゾン含有ガスとの接触処理を、適宜、一次酸化処理と称し、60〜95℃の温度下における酸化剤水溶液との接触処理を、適宜、二次酸化処理と称するものとする。
【発明の効果】
【0015】
本発明によれば、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、高い生産性の下で製造する方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の方法で得られた燃料電池用セパレータを用いた燃料電池用単セルの説明図である。
【発明を実施するための形態】
【0017】
本発明の燃料電池用セパレータの製造方法は、黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、次いで、60〜95℃の温度下で酸化剤の水溶液と接触させることを特徴とするものである。
【0018】
<黒鉛樹脂複合成形体>
本発明においては、黒鉛粉末を樹脂バインダーで結着してなり、黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体を処理対象とする。
本発明において、黒鉛樹脂複合成形体は、得ようとする燃料電池用セパレータ形状に対応した形状を有するものであり、製造対象となる燃料電池用セパレータ形状に応じて種々の形態を採ることができる。
【0019】
本発明において、黒鉛樹脂複合成形体を構成する黒鉛粉末としては、人造黒鉛粉末、天然黒鉛粉末、膨張黒鉛粉末、あるいは、これらの混合物などの黒鉛粉末を挙げることができ、人造黒鉛粉末としては、等方性黒鉛材や人造黒鉛電極の粉砕物を、天然黒鉛粉末としては、鱗片状黒鉛粉末や球形に加工したもの等を挙げることができる。
これらの黒鉛粉末のうち、曲げ強度や破断歪み等のセパレータ材の機械的特性を考慮すると、人造黒鉛粉末単独あるいは人造黒鉛粉末と天然黒鉛粉末の混合粉末が好ましく、また、上記各黒鉛粉末は、適宜粉砕機により粉砕し篩分けして粒度調整してから使用することが好ましい。
【0020】
本発明において、黒鉛粉末は、平均粒子径が10〜60μmであるものが好ましく、最大粒子径が40〜200μmであるものが好ましい。
なお、本出願書類において、上記平均粒径および最大粒子径は、それぞれ、レーザー回折式粒度分布測定装置により測定された、体積基準積算粒度分布における積算粒度で50%の粒径(平均粒径D50)および99%の粒径(D99)を意味するものとする。
【0021】
本発明において、黒鉛樹脂複合成形体は、黒鉛粉末を65〜90質量%含むものであり、70〜87質量%含むものであることが好ましく、80〜85質量%含むものであることがより好ましい。
そして、本発明において、黒鉛樹脂複合成形体は、後述する樹脂成分との関係で、黒鉛粉末の質量/樹脂成分の質量で表わされる比が、90/10〜70/30であるものであり、86/14〜74/26であるものが好ましく、83/17〜78/22であるものがより好ましい。
黒鉛粉末の質量/樹脂成分の質量で表わされる比が90/10を超えると、成形性が低下し、強度が低くなるとともに、ガス不透過性を確保し難くなる。黒鉛粉末の質量/樹脂成分の質量で表わされる比が70/30未満であると、得られるセパレータの電気抵抗が高くなり、燃料電池の内部抵抗が高くなり発電性能が低下してしまう。
黒鉛粉末の含有割合が上記範囲内にあることにより、得られるセパレータに好適な強度、電気抵抗、気体不透過性等を付与することができる。
【0022】
本発明において、黒鉛樹脂複合成形体を構成する樹脂成分は、黒鉛粉末の結合剤として機能する樹脂を意味する。具体的には、熱硬化性樹脂や熱可塑性樹脂等の樹脂バインダーが該当し、黒鉛樹脂複合成形体がさらに硬化剤としてフェノール樹脂硬化剤等の樹脂や効果促進剤等を含む場合には、該硬化剤及び硬化促進剤も樹脂成分に含まれるものとする。
【0023】
樹脂バインダーは、スルホン酸等の電解質に対する耐酸性および燃料電池の作動温度に耐える耐熱性を有するものであれば特に限定されない。
例えば、レゾールタイプのフェノール樹脂、ノボラックタイプのフェノール樹脂に代表されるフェノール樹脂系、フルフリルアルコール樹脂、フルフリルアルコールフルフラール樹脂、フルフリルアルコールフェノール樹脂などのフラン系樹脂、ポリイミド樹脂、ポリカルボジイミド樹脂、ポリアクリロニトリル樹脂、ピレン−フェナントレン樹脂、ポリ塩化ビニル樹脂、2官能脂肪族アルコールエーテル型エポキシ樹脂や多官能フェノール型エポキシ樹脂等のエポキシ樹脂、ユリア樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、メラミン樹脂、キシレン樹脂等の熱硬化性樹脂からなる熱硬化性樹脂バインダーや、ポリプロピレン、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)、ポリスルホンなどの熱可塑性樹脂からなる熱可塑性樹脂バインダーから選ばれる一種以上を挙げることができる。
【0024】
これ等の樹脂バインダーのうち、フェノール樹脂やエポキシ樹脂が、多量の黒鉛粉末を充填することができ、成形性が高いことから、好ましく使用することができる。
熱硬化性樹脂バインダーとしては、2官能脂肪族アルコールエーテル型エポキシ樹脂、多官能フェノール型エポキシ樹脂、2官能脂肪族アルコールエーテル型エポキシ樹脂と多官能フェノール型エポキシ樹脂とを組み合わせてなる混合樹脂が好ましい。
【0025】
多官能フェノール型エポキシ樹脂としては、分子中にフェノール骨格を有し、エポキシ基を2個以上有する化合物であれば特に制限されず、例えば、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、オルソクレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン骨格含有型エポキシ樹脂などを挙げることができる。
【0026】
本発明において、黒鉛樹脂複合成形体が樹脂成分として熱硬化性樹脂バインダーを含むものである場合、樹脂成分としてさらに硬化剤も含み得る。硬化剤としては、ヘキサメチレンテトラミン等のアミン類や、フェノール樹脂硬化剤等を挙げることができる。
【0027】
フェノール樹脂硬化剤としては、分子中にフェノール構造を有するものであれば特に限定されず、フェノールノボラック樹脂、クレゾールノボラック樹脂、キシレン型フェノール樹脂、ジシクロペンタジエン型フェノール樹脂、ビスフェノール型ノボラック樹脂などのノボラック樹脂、ビスフェノールA、ビスフェノールF、ビスフェノールS、テトラブロモビスフェノールAなどのビスフェノール類、該ビスフェノール類を該ビスフェノール類のジグリシジルエーテルで高分子量化したり、エピクロルヒドリンと上記ビスフェノール類とを後者が過剰となる割合で反応させて得られるビスフェノール系樹脂などが挙げられる。
【0028】
また、熱硬化性樹脂バインダーとしてフェノールノボラック型エポキシ樹脂またはクレゾールノボラック型エポキシ樹脂を用い、硬化剤としてフェノールノボラック樹脂を用いる場合、熱硬化性樹脂バインダーのエポキシ基に対する硬化剤のフェノール性水酸基の当量比が0.5〜1.5の質量比になるように含むことが好ましい。
【0029】
上述したように、本発明において、黒鉛樹脂複合成形体は、黒鉛粉末の質量/樹脂成分の質量で表わされる比が、90/10〜70/30であるものであり、86/14〜74/26であるものが好ましく、83/17〜78/22であるものがより好ましい。
黒鉛粉末の質量/樹脂成分の質量で表わされる比が90/10を超えると、成形性が低下し、強度が低くなるとともに、ガス不透過性を確保し難くなる。黒鉛粉末の質量/樹脂成分の質量で表わされる比が70/30未満であると、得られるセパレータの電気抵抗が高くなり、燃料電池の内部抵抗が高くなり発電性能が低下してしまう。
【0030】
本発明の方法において、黒鉛樹脂複合形成体を作製する具体的態様としては、熱硬化性樹脂バインダーを、必要に応じてフェノール樹脂硬化剤や硬化促進剤とともに有機溶剤に溶解してバインダー樹脂液を作製する工程(バインダー樹脂液調製工程)と、バインダー樹脂液に黒鉛粉末を分散させて黒鉛―樹脂混合スラリーを作製した後、乾燥、粉砕して黒鉛−樹脂混合物を調製する工程(黒鉛−樹脂混合物調製工程)と、得られた黒鉛−樹脂混合粉をセパレータ形状に熱圧成形する工程(熱圧成形工程)を施す方法を挙げることができる。
【0031】
(1)バインダー樹脂液調製工程
バインダー樹脂液(バインダー樹脂含有液)は、樹脂バインダーを、必要に応じフェノール樹脂硬化剤等の硬化剤や硬化促進剤とともに攪拌、混合し、さらに必要に応じ後述する黒鉛粉末を分散し得る最低必要量の分散剤を、所望の質量比で適宜な有機溶剤に攪拌、溶解することにより作製することができる。
【0032】
バインダー樹脂液を構成する樹脂バインダーや硬化剤等の詳細は、上述したとおりである。
【0033】
バインダー樹脂液が硬化促進剤を含む場合、硬化促進剤としては、リン系化合物、第3級アミン、イミダゾール、有機酸金属塩、ルイス酸、アミン錯塩などから選ばれる1種以上を挙げることができ、通常、樹脂成分100質量部中に0.05〜3質量部の範囲で添加することができる。
【0034】
本発明において、黒鉛樹脂複合成形体は、後述する樹脂成分との関係で、黒鉛粉末の質量/樹脂成分の質量で表わされる比が、90/10〜70/30であるものであり、86/14〜74/26であるものが好ましく、83/17〜78/22であるものがより好ましい。
【0035】
バインダー樹脂液を構成する有機溶媒としては、一般に入手可能なもので、熱硬化性樹脂バインダーを溶解させ得るものであれば特に限定されず、例えば、エチルアルコール、イソプロピルアルコールなどのアルコール類、アセトン、メチルエチルケトンなどのケトン類が挙げられる。
【0036】
バインダー樹脂液が分散剤を含む場合、分散剤としては、非イオン性界面活性剤、陽イオン界面活性剤、陰イオン界面活性剤等から選ばれる一種以上を挙げることができる。
【0037】
また、バインダー樹脂液は、上記分散剤のほかにも、必要に応じて、例えば、濡れ浸透剤、防腐剤、消泡剤、表面調整剤などの添加剤を、本発明の目的を阻害しない範囲で適宜含有することできる。
【0038】
バインダー樹脂液は、上記有機溶媒中に、樹脂バインダーを、必要に応じ、硬化剤、硬化促進剤、分散剤等とともに添加して、攪拌機にて攪拌、混合することにより作製することができる。攪拌時間は1時間程度が好ましく、攪拌機の回転数は、50〜1000回転/分程度であることが好ましい。
【0039】
(2)黒鉛−樹脂混合物調製工程
上記(1)で得たバインダー樹脂液に黒鉛粉末を分散させてスラリー状黒鉛―樹脂混合物を作製した後、乾燥、粉砕して黒鉛−樹脂混合粉を調製する。
【0040】
バインダー樹脂液に対する黒鉛粉末の添加割合も、得られる黒鉛樹脂複合成形体中における含有割合が上述した範囲内になるように制御することが好ましい。
【0041】
バインダー樹脂液と黒鉛粉末との混合、分散処理は、樹脂バインダーとして熱硬化性樹脂バインダーを使用した場合、万能混合機、超音波処理装置、カッターミキサー、三本ロール等の分散機を用いて行うことが好ましく、バインダー樹脂液中に黒鉛粉末を分散させ、さらに適宜有機溶剤を添加してスラリー化することが好ましい。上記混合、分散処理を万能混合機を用いて行う場合、回転数50〜1000rpmで、30〜60分間攪拌処理することが好適である。
得られたスラリーは、自然乾燥または強制乾燥により十分に乾燥させた後、粉砕処理する。上記粉砕処理後、適宜分級処理を行うことにより、得られる粉末状の黒鉛−樹脂混合物から粗大粒子を除去することが好ましい。
このようにして得られた粉末状の黒鉛−樹脂混合物は、次工程である熱圧成形工程前に適宜圧縮等することにより予備成形することが好ましい。
【0042】
また、樹脂バインダーとして熱可塑性樹脂バインダーを使用した場合、バインダー樹脂と黒鉛粉末との混合、分散処理は、単軸のスクリュー型押出機で行い、ペレット状の黒鉛−樹脂混合物を得ることが好ましい。
【0043】
(3)熱圧成形工程
上記(2)で得られた黒鉛−樹脂混合物をセパレータ形状に熱圧成形することにより、ガス流通用の溝等が形成された黒鉛樹脂複合成形体を作製することができる。
上記熱圧成形は、得ようとする黒鉛樹脂複合成形体の形状に対応した成形面形状を有する成形金型を用いて行うことが好ましい。
上記金型の成形面には、適宜離型剤を塗布することが好ましい。
【0044】
上記熱圧成形時の圧力は、10〜100MPaであることが好ましく、20〜80MPaであることがより好ましく、30〜60MPaであることがさらに好ましい。また、熱圧成形時の温度は、150〜200℃であることが好ましく、160〜190℃であることがより好ましく、170〜180℃であることがさらに好ましい。
熱圧成形時間は5〜600秒が好ましく、5〜300秒がより好ましく、5〜60秒がさらに好ましい。また、上記熱圧成形時においては、加圧状態を連続的に維持するのではなく、適時加圧状態を開放して、ガス抜きを行ってもよい。
加圧時の圧力が上記範囲内にあることにより、得られるセパレータに所望の強度およびガス不透過性を付与することができる。
【0045】
上記熱圧成形において、樹脂バインダーとして熱硬化性樹脂バインダーを使用する場合には、適宜、後硬化処理を施してもよい。後硬化処理は、150〜200℃の温度条件下で2〜10時間熱処理することにより行うことが好ましい。
【0046】
このようにして、所望のセパレータ形状を有する黒鉛樹脂複合成形体を得ることができる。
【0047】
<ブラスト処理>
本発明においては、上記黒鉛樹脂複合成形体に対し、表面粗さRaが0.15〜1.5μmになるようにブラスト処理を施す。
【0048】
ブラスト処理方法としては、主としてエアーコンプレッサーなどの圧縮空気を使ってノズルからブラスト材(砥粒)を投射するエアーブラスト法や、モーターの動力を使って耐摩耗合金製の羽根車の遠心力によりブラスト材を投射するショットブラスト法や、水中ポンプや圧縮エアーを使って液体に混ぜたブラスト材を投射するウエットブラスト法等を挙げることができる。
上記ブラスト処理方法のうち、より細かなブラスト材を使用し得るウエットブラスト法が好ましい。
【0049】
本発明において、ブラスト材としては特に制限されず、公知のものを適宜使用することができ、具体的には、アルミナ、炭化ケイ素、樹脂、ガラス、ジルコニア、ステンレス等の粒子が挙げられる。
【0050】
本発明において、ブラスト材としては、体積平均粒径が3〜100μmであるものが好ましく、5〜50μmであるものがより好ましく、5〜20μmであるものがさらに好ましい。ブラスト材の体積平均粒径が上記範囲内にあることにより、得られるセパレータの表面層を除去して接触抵抗を低減し、表面の濡れ性(親水性)を向上させ易くなる。
【0051】
なお、本出願書類において、上記ブラスト材の体積平均粒径は、レーザー回折式粒度分布測定装置により測定された、体積基準積算粒度分布における積算粒度で50%の粒径(平均粒径D50)を意味する。
【0052】
本発明において、ブラスト材の投射速度は、毎秒50〜300mが好ましく、毎秒80〜200mがより好ましく、毎秒100〜150mがさらに好ましい。ブラスト材の吐出圧力は、0.1〜0.5MPaが好ましく、0.15〜0.4MPaがより好ましく、0.2〜0.3MPaがさらに好ましい。
また、ブラスト処理はセパレータの同じ箇所にブラスト材を吹き付けることをせずに、被処理物(被ブラスト品)を移動させながらブラスト材を投射することが好ましい。この場合、被処理物の送り速度は毎秒5〜200mmが好ましく、毎秒10〜150mmがより好ましく、毎秒15〜100mmがさらに好ましい。
【0053】
本発明において、ブラスト材の投射距離は被処理物(黒鉛樹脂複合成形体)のサイズ等により適宜設定すればよい。また、ブラスト材の投射角度は、被処理物の投射面に対し60°〜120°から選択することが好ましい。
【0054】
本発明において、ブラスト処理は、ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaが0.15〜1.5μmになるように行い、0.3〜1.0μmになるように行うことが好ましく、0.4〜0.6μmになるように行うことがより好ましい。
【0055】
ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaが0.15μm未満である場合には、セパレータ表面において所望の接触角低減効果を得ることができず、セパレータに所望の濡れ性(親水性)を付与し難く、ガス拡散層との接触抵抗も大きくなる。ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaが1.5μmを超えると、ガス拡散層との接触抵抗低減効果が頭打ちとなり、また、得られるセパレータ外周面におけるシール性が低下してしまう。
【0056】
上記表面粗さRaは、ブラスト処理条件、例えば、ブラスト材(砥粒)の種類、ブラスト材の投射圧力、ブラスト材の投射距離(投射ノズルと被処理物との距離)、被処理物の送り速度等を制御することにより調整することができる。
【0057】
本発明において、ブラスト処理は、黒鉛樹脂複合成形体の全面に施してもよいが、少なくとも得られるセパレータにおいて水分が流通するガス流通用の溝等が設けられる面に施す必要がある。
【0058】
本発明において、ブラスト処理された黒鉛樹脂複合成形体の表面粗さRaは、触針式の表面粗さ計((株)東京精密製ハンディサーフE−35A)を用いて長さ4mmの領域を0.42mm/秒の速度で走査することによってその表面粗さプロファイルを求め、その結果からJISB0601に準拠する算術平均粗さから求めた値を意味する。
【0059】
本発明においては、上記ブラスト処理により、黒鉛樹脂複合成形体表面の樹脂リッチ層を除去することができ、上記樹脂リッチ層を除去して内部の黒鉛/樹脂層を露出させることにより、得られるセパレータの接触抵抗を低減することができる。
また、上記ブラスト処理により、黒鉛樹脂複合成形体の作製時に成形体表面に付着した離型剤を除去することができ、上記離型剤の付着に伴う親水性の低下を抑制することができる。
【0060】
上記ブラスト処理のみによっても黒鉛樹脂複合成形体表面にある程度の親水性を付与することができるが、ブラスト処理のみによって十分な親水性を付与することはできず、燃料電池における発電初期や過加湿状態での発電時に、セパレータ流路を閉塞し、フラッディングを引き起こしてしまう。
これに対し、本発明においては、上記ブラスト処理後、さらに以下に詳述する一次酸化処理および二次酸化処理を順次施すことにより、所望性能を有する燃料電池用セパレータを好適に作製することができる。
なお、黒鉛樹脂複合成形体を以下に詳述する一次酸化処理や二次酸化処理した後に上記ブラスト処理を施しても、所望の親水性を得ることはできない。
【0061】
<一次酸化処理>
本発明においては、上記ブラスト処理した後、一次酸化処理、すなわち、酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行う。
本発明においては、一次酸化処理により、ブラスト処理した黒鉛樹脂複合成形体の表面に親水性のヒドロキシル基やカルボキシル基を付与することができる。
【0062】
酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行う場合、酸素含有ガス中の酸素ガス濃度は、0.1〜10体積%であることが好ましく、0.5〜8体積%であることがより好ましく、1〜6体積%であることがさらに好ましい。
酸素ガス濃度が上記範囲内にあることにより、ブラスト処理した黒鉛樹脂複合成形体の変質を抑制し、強度低下や固有抵抗の上昇を抑制しつつ、次工程の二次酸化処理により、失活を抑制して十分な親水性を付与することができる。
【0063】
低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理による処理条件は、ブラスト処理した黒鉛樹脂複合成形体に対する変性を抑制しつつ、表面に親水性のヒドロキシル基やカルボキシル基を付与し得る条件であれば特に制限されず、適宜処理装置に対する投入電力量や、処理温度や、処理時間を制御することにより適宜実施することができる。
【0064】
一次酸化処理を低温プラズマ処理により行う場合、密閉容器内に被処理物(ブラスト処理した黒鉛樹脂複合成形体)を配置した状態で、減圧装置により密閉容器内を一旦減圧し、次いで上記密閉容器内にガス源供給機構から所定濃度の酸素含有ガスを供給しながら、密閉容器内を例えば0.05〜1Torrの真空度に保持し、密閉容器内に設けたパワー電極とアース電極間に高周波電場を形成することにより、被処理物を低温プラズマ処理する。
【0065】
具体的には、出力5〜100Wにおいて、例えばラジオ周波数13.56MHzの高周波、または2.54GHzのマイクロ波で放電を行い、電極間に配置されている被処理物に低温プラズマ処理を施すことが好ましい。低温プラズマ処理による処理時間は0.1〜30分間が好ましい。
上記条件下における発生プラズマのパラメータの1例を示すと、電子温度2000〜4000°K,電子密度109〜1013個/cm3、イオン温度200〜400K,イオン密度109〜1013個/cm−3,プラズマ空間電位10〜90Vである。
【0066】
一次酸化処理を常圧プラズマ処理により行う場合、常圧プラズマ処理としては、印加した一対の対向電極で形成される放電空間の内部に被処理物(ブラスト処理した黒鉛樹脂複合成形体)を配置した状態で、放電空間内にプラズマ生成ガスを導入して処理するダイレクト方式や、被処理物を放電空間外に配置し、放電空間で発生したプラズマを放電空間に隣接する吹出し口から被処理物に吹き付けて処理するリモート方式(あるいはプラズマジェット方式と称することもある)による処理方法を挙げることができる。
一次酸化処理を常圧プラズマ処理により行う場合、アーク放電による被処理物のダメージを抑制し、放電による発熱に起因する反りや膨張の発生を抑制する上では、リモート方式による処理が好ましい。
【0067】
リモート方式により常圧プラズマ処理する場合、プラズマ照射は、プラズマの吹出し口から被処理面との距離を1〜10mmとすることが好ましく、2〜5mmとすることがより好ましい。また、プラズマ処理時のパルス電界は、周波数0.5〜100kHz、かつ、パルス幅1〜5μ秒が好適である。
【0068】
本発明において、一次酸化処理を、被処理物(ブラスト処理した黒鉛樹脂複合成形体)をオゾン含有ガスと接触させることにより行う場合、オゾン含有ガス中のオゾンガス濃度は、0.1〜10体積%であることが好ましく、0.5〜5体積%であることがより好ましく、1〜3体積%であることがさらに好ましい。
オゾンガス濃度が上記範囲内にあることにより、ブラスト処理した黒鉛樹脂複合成形体の変質を抑制し、強度低下や固有抵抗の上昇を抑制しつつ、次工程の二次酸化処理により、失活を抑制して十分な親水性を付与することができる。
【0069】
一次酸化処理をオゾン含有ガスとの接触により行う場合、オゾン含有ガスの流通下に被処理物(ブラスト処理した黒鉛樹脂複合成形体)と接触させることが好ましく、この場合、オゾンガスの流通速度は、0.1〜10Nm3/hであることが好ましい。
【0070】
オゾン含有ガスと被処理物(ブラスト処理した黒鉛樹脂複合成形体)とを接触させる雰囲気温度は、10〜100℃が好ましく、15〜80℃がより好ましく、20〜60℃がさらに好ましい。
オゾン含有ガスと被処理物(ブラスト処理した黒鉛樹脂複合成形体)との接触処理時間は、0.25〜10時間であることが好ましく、0.5〜7.5時間であることがより好ましく、1〜5時間であることがさらに好ましい。
【0071】
オゾン含有ガスとの接触処理は、水蒸気の存在下に行うことが好ましい。
この場合、処理雰囲気中の水蒸気の濃度は、5,000〜120,000質量ppmであることが好ましく、10,000〜100,000質量ppmであることがより好ましく、20,000〜80,000質量ppmであることがさらに好ましい。
水蒸気濃度を上記範囲に制御するためには、20〜50℃に加温された水から得られる水蒸気を用いることが好ましく、20〜45℃に加温された水から得られる水蒸気を用いることがより好ましく、20〜40℃に加温された水から得られる水蒸気を用いることがさらに好ましい。
【0072】
一次酸化処理をオゾン含有ガスとの接触処理により行う場合、被処理物(ブラスト処理した黒鉛樹脂複合成形体)表面に付与されるカルボキシル基(−COOH基)量は、オゾン濃度、雰囲気の温度、処理時間等を制御することにより調節することができる。
【0073】
本発明において、一次酸化処理は、被処理物(ブラスト処理した黒鉛樹脂複合成形体)の全面に施してもよいが、少なくとも得られるセパレータにおいて水分が流通するガス流通溝等が設けられる面に施す必要がある。
一次酸化処理をオゾンガス含有ガスにより施す場合、被処理物の全面に酸化処理が施されるが、予めマスキング等を施すことにより、所望の部位のみに酸化処理を施すことができる。
【0074】
上記一次酸化処理によっても、被処理物(ブラスト処理した黒鉛樹脂複合成形体)の表面に親水性官能基であるヒドロキシル基やカルボキシル基を付与して被処理物の表面をある程度親水化することができるが、一次酸化は気相酸化であるので、活物質(酸素ラジカル等)と固体であるセパレータ表面との反応は不均一であり、導入される含酸素官能基は少なく、また非常に不安定であると考えられる。そのため大気中に放置すると上記親水性官能基が短時間で失活して、燃料電池のセパレータとして使用したときに十分な発電性能が得られなくなる。
このため、本発明においては、一次酸化処理により、セパレータ表面を濡れ易い状態にして、二次酸化処理時に酸化剤水溶液による濡れ性を向上させるとともに、活性水素を含む官能基を生成する基点を生成して、二次酸化処理により、活性水素を含む官能基(親水性のヒドロキシル基やカルボキシル基)をより強固に生成する。
従って、本発明においては、一次酸化処理された被処理物に対し、速やかに二次酸化処理を施す。
【0075】
<二次酸化処理>
本発明においては、一次酸化処理された黒鉛樹脂複合成形体に対し、二次酸化処理、すなわち60〜95℃の温度下で酸化剤の水溶液と接触させる処理を施す。二次酸化処理を行うことにより処理後の親水性の著しい低下が起こらず、本発明の方法により製造された燃料電池用セパレータは、例えば製造7日後においても30〜60°程度の接触角を維持することができる。
【0076】
二次酸化処理に使用される酸化剤としては、過硫酸、次亜塩素酸、過炭酸またはこれ等のいずれかの塩から選ばれる少なくとも一種以上であることが好ましい。
【0077】
本発明において、二次酸化処理に用いる水溶液中の酸化剤の濃度は、100〜1000モル/m3が好ましく、300〜900モル/m3がより好ましく、500〜650モル/m3がさらに好ましい。
酸化剤の濃度が100モル/m3未満では、酸化反応能力が低く、カルボキシル基などの官能基の生成量が少なく、容易に失活してしまうことから、親水性が維持できず、接触角が上昇し易くなる。
一方、酸化剤水溶液の濃度が1000モル/m3を超えると、酸化剤の分解反応が活発に生じ、黒鉛樹脂複合成形体を構成するバインダー樹脂を侵食してしまい、強度低下を生じ易くなる。
【0078】
本発明において、二次酸化処理は、60〜95℃の温度下で行うことが好ましく、65〜90℃の温度下で行うことがより好ましく、70〜85℃の温度下で行うことがさらに好ましい。
二次酸化処理時の処理温度が60℃未満であると、酸化の進行が遅くカボキシル基等の官能基の生成量が少なく、大気中放置した場合には容易に失活してしまうことから、親水性を維持できず、接触角が容易に上昇してしまう。
一方、二次酸化処理の処理温度が95℃を超えると、水が沸騰して酸化剤の分解反応がさらに活発になり易く、効率的な処理が困難になるとともに、黒鉛樹脂複合成形体を構成するバインダー樹脂の吸水膨潤を生じ易くなり、得られるセパレータの特性(強度や固有抵抗など)が著しく低下し易くなる。
【0079】
本発明において、二次酸化処理の処理時間は、30分間〜10時間が好ましく、30分間〜6時間がより好ましく、1〜3時間がさらに好ましい。
上記接触時間は、使用する水溶液の酸化剤濃度と水溶液の液温によって適宜決定すればよい。
【0080】
本発明において、被処理物(一次酸化処理された黒鉛樹脂複合成形体)に対する二次酸化処理は、被処理物を上記酸化剤の水溶液に浸漬したり、被処理物に上記酸化剤の水溶液を塗布することにより行うことができる。
【0081】
本発明において、二次酸化処理は、被処理物(一次酸化処理した黒鉛樹脂複合成形体)の全面に施してもよいが、少なくとも得られるセパレータにおいて水分が流通するガス流通溝等が設けられる面に施す必要がある。
【0082】
上記二次酸化処理を施した後、被処理物の表面に酸化剤水溶液が付着し、残留していると、不純物として発電性能を低減する場合があるため、複数回純水に浸漬したり、超音波洗浄することにより表面に付着した酸化剤を洗浄することが好ましい。
上記洗浄処理した被処理物は、次いで常温下で自然乾燥したり送風して強制乾燥することにより、表面の親水性を容易に維持することができる。
【0083】
本発明においては、上記酸化剤の水溶液と接触させ、洗浄、乾燥処理を行った後、60〜80℃の飽和水蒸気雰囲気中で1〜10時間熱処理することが好ましい。
上記飽和水蒸気の温度は60〜80℃であることが好ましく、65〜75℃であることがより好ましい。また、飽和水蒸気による熱処理時間は、1〜10時間であることが好ましく、1〜8時間であることがより好ましく、2〜6時間であることがさらに好ましい。
上記飽和水蒸気による処理により、親水性を容易に維持することができる。
【0084】
本発明においては、黒鉛樹脂複合成形体に対してブラスト処理した後、一次酸化処理しさらに二次酸化処理することにより、一次酸化処理により成形体表面に生成した官能基が、二次酸化処理による湿式酸化処理により活性水素を含む官能基、すなわちカルボキシル基やヒドロキシル基に転化して、酸化改質される。このように添加したカルボキシル基等の官能基は、大気中に放置しても失活することなく、親水性を良好に維持することができる。
【0085】
本発明においては、このようにして目的とする燃料電池用セパレータを製造することができる。
【0086】
本発明で得られる燃料電池用セパレータは、接触角が25〜60°であるものが好ましく、25〜50°であるものがより好ましく、25〜40°であるものがさらに好ましい。
なお、本出願書類において、接触角は、室温(25℃)条件下、相対湿度55%に保持された恒温恒湿雰囲気下において、協和界面化学(株)製自動接触角計DM−301を用いて測定される値を意味する。
【0087】
本発明で得られる燃料電池用セパレータは、接触抵抗が10mΩ・cm2以下であるものが適当であり、7mΩ・cm2以下であるものがより適当であり、5mΩ・cm2以下であるものがさらに適当である。接触抵抗の下限は特に制限されないが、通常、3mΩ・cm2以上である。
【0088】
なお、本出願書類において、接触抵抗は、縦30mm、横30mm、厚さ3mmに切り出した試験片の上下に、縦30mm、横30mm、厚さ0.28mmのカーボンペーパー(東レ製TGP−H−090)を配置し、さらにその上下に銅板を配置し、上下方向に1MPaの圧力をかけて接触させながら、通電量1Aでテストピース間の電圧降下(mV)を測定したときの抵抗値(平均値)を意味する。
【0089】
本発明で得られる燃料電池用セパレータは、室温(25℃)下における曲げ強度が50〜90MPaであるものが好ましく、55〜90MPaであるものがより好ましく、60〜90MPaであるものがさらに好ましい。
また、本発明で得られる燃料電池用セパレータは、80℃下における曲げ強度が40〜80MPaであるものが好ましく、45〜80MPaであるものがより好ましく、50〜80MPaであるものがさらに好ましい。
なお、本出願書類において、室温下または80℃下における曲げ強度は、幅5mm、長さ50mm、厚さ3mmに切り出した試験片を用い、JIS R1601に準拠して測定した値を意味する。
【0090】
本発明によれば、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、高い生産性の下で製造する方法を提供することができる。
【実施例】
【0091】
以下、本発明を実施例により更に詳細に説明するが、本発明は、以下の実施例により何ら限定されるものではない。
【0092】
(実施例1)
1.黒鉛樹脂複合成形体の作製
(1)バインダー樹脂液の調製
熱硬化性樹脂バインダーとして、フェノールノボラック型エポキシ樹脂(日本化薬(株)製)、硬化剤としてノボラック型フェノール樹脂(明和化成(株)製)を用い、ノボラック型エポキシ樹脂中における全エポキシ基に対するノボラック型フェノール樹脂中における全フェノール性水酸基の当量比(ノボラック型フェノール樹脂中における全フェノール性水酸基/ノボラック型エポキシ樹脂中における全エポキシ基)が質量比で1.0になるように混合した樹脂成分に対し、さらに硬化促進剤として2−エチル−4−メチルイミダゾールを混合し、アセトンに溶解してバインダー樹脂液を作製した。
上記硬化促進剤は、フェノールノボラック型エポキシ樹脂とノボラック型フェノール樹脂との混合樹脂(樹脂成分)100質量部に対して2質量部となるように混合した。
【0093】
(2)黒鉛−樹脂混合物の調製
黒鉛粉末として、製鋼用黒鉛電極(東海カーボン株式会社製)を粉砕及び分級して得た平均粒子径25μm、最大粒子径100μmの黒鉛粉を調製した。
上記黒鉛粉末と、上記(1)で得たバインダー樹脂液とを混合処理して黒鉛−樹脂混合物を作製した。
上記混合処理は、固形分換算で、上記黒鉛粉末100質量部に対し、上記(1)で得たバインダー樹脂液を、該樹脂液中の樹脂成分が20質量部となるように、万能混合機(関東混合機工業(株)製)に投入した後、回転数50rpmで60分間攪拌することにより行い、該攪拌処理により斑のないスラリー状黒鉛−樹脂混合物を得た。
この黒鉛−樹脂混合物を送風乾燥により十分に乾燥した後、粉砕し、50メッシュ以上の粒子を除去する分級処理を行い、目的とする粉末状の黒鉛−樹脂混合物を得た。
【0094】
(3)黒鉛樹脂複合成形体の作製
上記(2)で得た粉末状の黒鉛−樹脂混合物を、予備成形金型に投入して圧縮成形することにより縦200mm、横200mm、厚さ4.5mmの予備成形体を作製し、この予備成形体を、成形面が縦200mm、横200mm、厚さ3mm、溝深さ1mm、溝/山幅1mmのサーペンタイン形状に彫られた金型に投入して、170℃の温度条件下50MPaで60秒間圧縮成形した後、後硬化として190℃の温度下で5時間熱処理を行うことにより、縦200mm、横200mm、厚さ3mmのサーペンタイン形状を有する黒鉛樹脂複合成形体を得た。この黒鉛樹脂複合成形体における黒鉛粉末の含有量/樹脂成分の含有量の比は質量比で83/17である。
【0095】
2.ブラスト処理
上記1.で得たサーペンタイン形状を有する黒鉛樹脂複合成形体の全面に、ウェットブラスト処理を施した。
ブラスト材として♯1200のアルミナ(体積平均粒子径13μm)を用い、上記サーペンタイン形状を有する黒鉛樹脂複合成形体の投射面に対し、ウェットブラスト装置(マコー(株)製)から、吐出圧力0.23MPaで、投射角度90°にて、20mmの投射距離でブラスト材を投射してブラスト処理した。該ブラスト処理においては、上記投射距離を維持しつつ、被処理物(黒鉛樹脂複合成形体)毎秒50mmの送り速度で通過させて黒鉛樹脂複合成形体の全面を処理することにより、黒鉛樹脂複合成形体のガス流通用の溝が設けられた凹凸面の山部の表面粗さRaが0.5μmになるように粗面化した。
【0096】
3.一次酸化処理
上記2.で得られた表面をブラスト処理した黒鉛樹脂複合成形体をプラスチックケース内に収容した状態で、25℃の温度条件下、2体積%のオゾンガスを7L/分間の速度で30分間流通させることにより、一次酸化処理を施した。
【0097】
4.二次酸化処理
上記3.で得られた一次酸化処理した黒鉛樹脂複合成形体を、一次酸化処理直後に、80℃に加温した濃度850モル/m3の過硫酸ナトリウム水溶液に1時間浸漬した後、純水で十分に洗浄し、次いで送風乾燥を行うことにより、目的とするサーペンタイン形状を有する燃料電池用セパレータを得た。
【0098】
(実施例2〜実施例3)
実施例1の「4.二次酸化処理」において、二次酸化処理条件をそれぞれ表1に示すとおり変更した以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを得た。
【0099】
(実施例4)
実施例1の「2.ブラスト処理」において、ブラスト材の吐出圧力を0.25MPaに変更して、黒鉛樹脂複合成形体のガス流通用の溝が設けられた凹凸面の山部の表面粗さRaが1.1μmになるように粗面化した成形体を得るとともに、実施例1の「4.二次酸化処理」において、二次酸化処理条件を表1に示すとおり変更した以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを得た。
【0100】
実施例1〜実施例4で得られた、一次酸化処理後の黒鉛樹脂複合成形体および燃料電池用セパレータの接触角を測定した。接触角は、(ガス流通溝が設けられた凹凸面では測定が困難であるため)外周シール面の平面部で測定した。また、燃料電池用セパレータの接触角については、セパレータ作製直後、24時間経過後、7日経過後における値を測定することにより、経時変化を観察した。結果を表1に示す。
また、実施例1〜実施例4で得られた燃料電池用セパレータにおいて、ガス流通用の溝が設けられた凹凸面から縦30mm、横30mm、厚さ3mmの試験片を切り出して、接触抵抗を測定した。結果を表1に示す。
さらに、実施例1〜実施例4で得られた燃料電池用セパレータの外周シール面の平坦な部分から幅5mm、長さ50mm、厚さ3mmの試験片を切り出して、曲げ強度を測定した。結果を表1に示す。
【0101】
【表1】
【0102】
(実施例5)
実施例1において、「4.二次酸化処理」を施した後、さらに密閉容器内において、70℃の飽和水蒸気雰囲気下3時間保持することにより飽和水蒸気処理したことを除けば、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを作製した。
【0103】
(実施例6)
実施例1の「2.ブラスト処理」において、ブラスト材の吐出圧力を0.25MPaに変更して、黒鉛樹脂複合成形体のガス流通溝が設けられた凹凸面の山部の表面粗さRaが1.1μmになるように粗面化した成形体を得るとともに、実施例1の「3.一次酸化処理」において、オゾン酸化処理に代えて、雰囲気温度が25℃で、酸素濃度が0.1体積%である酸素ガスと窒素ガスとの混合ガス存在下において、常圧プラズマ装置(積水化学工業(株)製AP−T02)を用いて、プラズマ処理時のパルス電界が、周波数30kHzで、パルス幅が5μ秒になるように、1.1分間常圧プラズマ処理を行った以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを作製した。
【0104】
(実施例7)
実施例1の「3.一次酸化処理」において、オゾン酸化処理に代えて、雰囲気温度が25℃で、酸素濃度が0.1体積%である酸素ガスと窒素ガスとの混合ガス存在下において、常圧プラズマ装置(積水化学工業(株)製AP−T02)を用いて、プラズマ処理時のパルス電界が、周波数30kHzで、パルス幅が5μ秒になるように、1.1分間常圧プラズマ処理を行い、さらに実施例1の「4.二次酸化処理」において、二次酸化処理条件をそれぞれ表1に示すとおり変更した以外は、実施例1と同様にしてサーペンタイン形状を有する燃料電池用セパレータを得た。
実施例5〜実施例7で得られた一次酸化処理後の黒鉛樹脂複合成形体および燃料電池用セパレータの接触角を実施例1と同様に測定した。結果を表2に示す。また、実施例5〜実施例7で得られた燃料電池用セパレータの接触抵抗および曲げ強度を実施例1と同様に測定した。結果を表2に示す。
【0105】
【表2】
【0106】
表1および表2より、実施例1〜7で得られた燃料電池用セパレータは、セパレータ作製後も長期にわたって良好な親水性を維持し、接触抵抗や曲げ強度の低下も認められないため、発電効率の低下や接触抵抗の上昇を抑制し、優れた強度等を有するものであることが分かる。
【0107】
(比較例1)
実施例1の「3.一次酸化処理」において、オゾン酸化処理に代えて、常圧プラズマ処理を行った。具体的には、実施例1の「2.ブラスト処理」を施した黒鉛樹脂複合成形体に対し、雰囲気温度が25℃で、酸素濃度が0.1体積%である酸素ガスと窒素ガスとの混合ガス存在下において、常圧プラズマ装置(積水化学工業(株)製AP−T02)を用いて、プラズマ処理時のパルス電界が、周波数30kHzで、パルス幅が5μ秒になるように、1.1分間常圧プラズマ処理を行い、その後二次酸化処理を行うことなく、そのままサーペンタイン形状を有する燃料電池用セパレータとした。
【0108】
(比較例2)
実施例1の「2.ブラスト処理」を施した黒鉛樹脂複合成形体に対し、実施例1の「3.一次酸化処理」を行うことなく、実施例1の「4.二次酸化処理」と同様の二次酸化処理を施すことにより、サーペンタイン形状を有する燃料電池用セパレータを得た。
【0109】
(比較例3)
実施例1の「4.二次酸化処理」において、過硫酸ナトリウムの濃度を1500mol/m3に変更し処理温度を98℃に変更した以外は、実施例1と同様に一次酸化処理した黒鉛樹脂複合成形体を二次酸化処理することにより、サーペンタイン形状を有する燃料電池用セパレータを得た。
【0110】
(比較例4)
実施例1の「2.ブラスト処理」を行わず、また実施例1の「3.一次酸化処理」において、オゾン含有ガス中のオゾン濃度を15体積%に変更した以外は、実施例1と同様にして、サーペンタイン形状を有する燃料電池用セパレータを得た。
【0111】
比較例1〜比較例4で得られた一次酸化処理後の黒鉛樹脂複合成形体(比較例2においてはブラスト処理後の黒鉛樹脂複合成形体)および燃料電池用セパレータの接触角を実施例1と同様に測定した。結果を表3に示す(表3中、比較例1の「一次酸化処理直後」における接触角と、「セパレータ作製直後」における接触角は同一であるため、「一次酸化処理直後」における接触角として代表して記載するものとする。また、表3中、比較例2の「一次酸化処理直後」における接触角は、「ブラスト処理後」における接触角を意味する)。
比較例1〜比較例4で得られた燃料電池用セパレータの接触抵抗および曲げ強度を実施例1と同様に測定した。結果を表3に示す。
【0112】
【表3】
【0113】
表3より、比較例1においては、一次酸化処理として常圧プラズマ処理を行ったため、一次酸化処理直後(燃料電池用セパレータ作製直後)においては接触角が28°と低くなったが、得られた燃料電池用セパレータを大気中に放置することにより徐々に失活して接触角が73°〜83°と高くなり、親水性が低下することが分かる。
また、表3より、比較例2においても、一次酸化処理を施さないために接触角が117°と大きく、表面の濡れ性が低いために、二次酸化処理しても得られた燃料電池用セパレータの接触角が56°と大きく、大気中に放置することにより失活して接触角が66°〜70°と高くなり、親水性が低下することが分かる。
さらに、表3より、比較例3においては、二次酸化処理時における温度条件が98℃であるために、得られた燃料電池用セパレータは、接触抵抗が11.2mΩ・cm2と高いものであることが分かる。
比較例4においては、ブラスト処理を行わず表面粗さRaが0.1μmと低い黒鉛樹脂複合成形体を酸化処理したために、得られた燃料電池用セパレータは、接触抵抗が12.3mΩ・cm2と高いものであることが分かる。
【0114】
(発電性評価)
実施例1および比較例1でそれぞれ得られた燃料電池用セパレータを用い、図1に示すような燃料電池スタックを作製して発電性評価を行った。
図1に示すように、セパレータ1、1間に、固体高分子電解質膜5、ガス拡散電極(カソード電極)3およびガス拡散電極(アノード電極)4を介在させ、さらに外周面にはシール材6を介在させることによりセルを形成し、該セルを10セルを積層することにより燃料電池スタックをそれぞれ組み上げた。
【0115】
上記各燃料電池スタック内の温度を80℃まで上昇させ、アノード電極側のセパレータに形成された溝(ガス流路)2には加湿した水素ガスを、カソード電極側のセパレータに形成された溝(ガス流路)2には空気をそれぞれ流通させて、発電試験を行った。具体的には、上記各燃料電池スタックに外部回路を接続して燃料電池を成し、この燃料電池を500時間連続的に発電させ、起電力の経時的変動を調査し、発電初期の起電圧に対して500時間経過後の起電圧変動幅を評価した。
その結果、実施例1のセパレータを使用した燃料電池では、500時間経過後の起電圧変動幅は3%にとどまっておりフラッディングも発生せず安定した起電圧を発揮したのに対し、比較例1のセパレータを使用した燃料電池では、フラッディングを生じて15%もの起電圧の変動が観察された。
上記の結果からも、本発明においては、発電時に発生する水による流路の閉塞が長期にわたって生じにくく、発電効率の低下や接触抵抗の上昇を抑制し得る燃料電池用セパレータを製造する方法を提供し得るものであることが分かる。
【産業上の利用可能性】
【0116】
本発明によれば、発電時に発生する水による流路の閉塞が生じにくく、発電効率の低下や接触抵抗の上昇を抑制してなり、優れた強度およびガス不透過性を有し、均質性に優れた燃料電池用セパレータを、生産性よく製造する方法を提供することができる。
【符号の説明】
【0117】
1 燃料電池用セパレータ
2 溝(ガス流路)
3 ガス拡散電極(カソード電極)
4 ガス拡散電極(アノード電極)
5 固体高分子電解質膜
6 シール材
【特許請求の範囲】
【請求項1】
燃料電池用セパレータを製造する方法であって、
黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、
表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、
酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、
次いで、60〜95℃の温度下で酸化剤の水溶液と接触させる
ことを特徴とする燃料電池用セパレータの製造方法。
【請求項2】
前記酸素含有ガス中における酸素ガスの濃度または前記オゾン含有ガス中におけるオゾンガスの濃度が、0.1〜10体積%である請求項1記載の燃料電池用セパレータの製造方法。
【請求項3】
前記酸化剤が過硫酸、次亜塩素酸、過炭酸またはこれ等のいずれかの塩から選ばれる少なくとも一種以上である請求項1または請求項2に記載の燃料電池用セパレータの製造方法。
【請求項4】
前記水溶液中の酸化剤の濃度が100〜1000モル/m3である請求項1〜請求項3のいずれかに記載の燃料電池用セパレータの製造方法。
【請求項5】
前記酸化剤の水溶液と接触させた後、洗浄、乾燥処理を行い、次いで、60〜80℃の飽和水蒸気雰囲気中で1〜10時間熱処理する請求項1〜請求項4の何れかに記載の燃料電池用セパレータの製造方法。
【請求項1】
燃料電池用セパレータを製造する方法であって、
黒鉛粉末を樹脂成分で結着してなり、前記黒鉛粉末の含有量/樹脂成分の含有量で表わされる比が質量比で90/10〜70/30である黒鉛樹脂複合成形体に対し、
表面粗さRaが0.15〜1.5μmになるようにブラスト処理した後、
酸素含有ガスの存在下、低温プラズマ処理、常圧プラズマ処理、コロナ放電処理または紫外線照射処理のいずれかの処理を行うか、オゾン含有ガスとの接触処理を行い、
次いで、60〜95℃の温度下で酸化剤の水溶液と接触させる
ことを特徴とする燃料電池用セパレータの製造方法。
【請求項2】
前記酸素含有ガス中における酸素ガスの濃度または前記オゾン含有ガス中におけるオゾンガスの濃度が、0.1〜10体積%である請求項1記載の燃料電池用セパレータの製造方法。
【請求項3】
前記酸化剤が過硫酸、次亜塩素酸、過炭酸またはこれ等のいずれかの塩から選ばれる少なくとも一種以上である請求項1または請求項2に記載の燃料電池用セパレータの製造方法。
【請求項4】
前記水溶液中の酸化剤の濃度が100〜1000モル/m3である請求項1〜請求項3のいずれかに記載の燃料電池用セパレータの製造方法。
【請求項5】
前記酸化剤の水溶液と接触させた後、洗浄、乾燥処理を行い、次いで、60〜80℃の飽和水蒸気雰囲気中で1〜10時間熱処理する請求項1〜請求項4の何れかに記載の燃料電池用セパレータの製造方法。
【図1】

【公開番号】特開2013−89584(P2013−89584A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−232490(P2011−232490)
【出願日】平成23年10月24日(2011.10.24)
【出願人】(000219576)東海カーボン株式会社 (155)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月24日(2011.10.24)
【出願人】(000219576)東海カーボン株式会社 (155)
【Fターム(参考)】
[ Back to top ]