
燃料電池用セパレータ及びその製造方法
【課題】 スキン層が除去されて、電極のガス拡散層や隣接するセパレータとの接触抵抗が低減され、かつ表面の疎水性の増加が防止された燃料電池用セパレータ及びその製造方法を提供する。
【解決手段】
樹脂と導電材料とを含む樹脂組成物を成形する工程と、弾性体の母材に砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、表面に形成されたスキン層を除去する工程と、を含み、スキン層除去後の表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmである燃料電池用セパレータの製造方法。
【解決手段】
樹脂と導電材料とを含む樹脂組成物を成形する工程と、弾性体の母材に砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、表面に形成されたスキン層を除去する工程と、を含み、スキン層除去後の表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmである燃料電池用セパレータの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池用セパレータ及びその製造方法に関する。
【背景技術】
【0002】
固体高分子型燃料電池のセパレータは、例えば、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂やポリプロピレン、ポリビニリデンフルオライド等の熱可塑性樹脂をバインダーとし黒鉛粒子等を導電性充填材として含有する樹脂組成物を圧縮成形あるいは射出成形により、製造することができる。このように製造された燃料電池用セパレータは、スキン層と呼ばれる樹脂の層が成形時にセパレータ表面に形成されて電気抵抗が高くなってしまい、そのまま燃料電池に組み込んで使用すると、セパレータと電極のガス拡散層との接触部の抵抗が大きくなって出力が低下する。
【0003】
この接触抵抗を低減するために、成形した燃料電池用セパレータの表面をブラスト加工して粗面化し、スキン層を除去する方法が提案されている(例えば、特許文献1参照)。また、表面粗さが大きいと、ガスのシールが不十分となるので、シール部分の表面粗さを所定値以下とすることも提案されている(例えば、特許文献2、3参照)。
【0004】
疎水表面(接触角>90度)をブラスト加工して粗面化すると疎水性が増す。このように燃料電池のセパレータ表面の疎水性が大きくなると、電極のガス拡散相中に水滴が発生しやすくなり、燃料ガスの拡散を阻害して燃料電池の出力を低下させるので、ガス拡散層を撥水にすることも提案されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4692188号公報
【特許文献2】特開2003−132913号公報
【特許文献3】特開2003−68317号公報
【特許文献4】特開2009−038014号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載されているような通常のブラスト加工では、微細な研磨材を使用すると、質量が小さいため被加工体や装置内に研磨材が浮遊付着するため、燃料電池用セパレータのスキン層を効率的に十分除去するためには#800程度以上の大きさの研磨材を使用する必要があった。このため、セパレータの表面には梨地状の凹凸が形成され、算術平均粗さRaが0.9以下の表面粗さの粗面を安定的に形成することは困難であるという問題があった。
【0007】
また、特許文献2、3に記載されているように、シール部分の表面粗さを所定値以下とするためには、セパレータのその部分をマスキングしてブラストを行うなどの手段が必要となり、コストアップの要因になるという問題があった。
【0008】
また、特許文献4に記載されているように、燃料電池の電極のガス拡散層を撥水にするためには、さらに付加的な手段を適用する必要があり、コストアップの要因となるという問題があった。
【0009】
そこで、本発明は上記問題点に鑑みなされたものであって、スキン層が除去されて、電極のガス拡散層や隣接するセパレータとの接触抵抗が低減され、かつ表面の疎水性の増加が防止された燃料電池用セパレータ及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
このような課題を解決するために、本発明の燃料電池用セパレータの第1の特徴は、樹脂と導電材料とを含む樹脂組成物から成形された燃料電池用セパレータであって、スキン層が除去されており、表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを要旨とする。
【0011】
算術平均粗さ及び最大高さが上記の範囲内にあると、スキン層を除去していない燃料電池用セパレータに比べて、燃料電池用セパレータ同士の接触抵抗と、燃料電池用セパレータと電極のガス拡散層と接触抵抗がともに低減する。
【0012】
本発明の燃料電池用セパレータの第2の特徴は、表面粗さのRa/Rzの値が0.15以下であることを要旨とする。
【0013】
表面粗さのRa/Rzの値が0.15以下であると、燃料電池用セパレータの疎水性の増加が抑制される。
【0014】
本発明の燃料電池用セパレータの第3の特徴は、樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを要旨とする。
【0015】
本発明の燃料電池用セパレータの第4の特徴は、導電材料は、人造黒鉛粒子であることを要旨とする。
【0016】
本発明の燃料電池用セパレータの製造方法の第1の特徴は、樹脂と導電材料とを含む樹脂組成物を成形する工程と、弾性体の母材に砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、表面に形成されたスキン層を除去する工程と、を含み、スキン層除去後の表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを要旨とする。
【0017】
弾性体の母材に細砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、スキン層除去面を梨地状の凹凸ではなく、上部が平滑(研磨面)に近いものにすることができる。
【0018】
本発明の燃料電池用セパレータの製造方法の第2の特徴は、表面粗さのRa/Rzの値が0.15以下であることを要旨とする。
【0019】
本発明の燃料電池用セパレータの製造方法の第3の特徴は、樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを要旨とする。
【0020】
本発明の燃料電池用セパレータの製造方法の第4の特徴は、導電材料は、人造黒鉛粒子であることを要旨とする。
【発明の効果】
【0021】
本発明によれば、スキン層が除去されて、電極のガス拡散層や隣接するセパレータとの接触抵抗が低減され、かつ表面の疎水性の増加が防止された燃料電池用セパレータ及びその製造方法を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る燃料電池用セパレータの製造方法の成形用金型を模式的に示す断面説明図、及び得られる燃料電池用セパレータの断面図である。
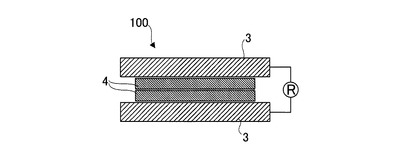
【図2】本発明の実施形態に係る接触抵抗A測定装置の配置を示す断面図である。
【図3】本発明の実施形態に係る接触抵抗B測定装置の配置を示す断面図である。
【図4】本発明の実施形態に係る体積抵抗測定装置の概略を示す斜視図である。
【発明を実施するための形態】
【0023】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。
【0024】
まず、本発明の実施形態に係る燃料電池用セパレータの製造方法について、図1に基いて説明する。図1は、本発明の実施形態に係る燃料電池用セパレータの製造方法の成形用金型を模式的に示す断面説明図、及び得られる燃料電池用セパレータの断面図である。
【0025】
本実施形態における燃料電池用セパレータの製造方法は、図1に示すように、粉状の成形材料1を成形用金型10に充填して加熱加圧し、その後、加圧冷却して複数の溝22を有する燃料電池用セパレータ20を成形する製法であり、所定の樹脂と黒鉛粒子とを加熱混練して成形材料1を調製し、この成形材料1を粉体化して黒鉛粒子を添加混合することにより、粉状の成形材料1を調製するようにしている。
【0026】
粉状の成形材料1は、少なくとも所定の樹脂と黒鉛粒子とを所定の樹脂の溶融開始温度以上の温度で加熱混練して成形材料1を調製し、この成形材料1を粉砕して粉体化した後、この粉体化した成形材料1に黒鉛粒子を添加して所定の樹脂の溶融開始温度未満の温度で混合することにより調製される。成形材料1の所定の樹脂は、熱可塑性樹脂あるいは熱硬化性樹脂を使用することができ、熱可塑性樹脂としては、結晶性熱可塑性樹脂、又は非晶性熱可塑性樹脂を用いることができる。
【0027】
熱可塑性樹脂としては、例えばオレフィン系樹脂〔低密度ポリエチレン(LDPE)樹脂、高密度ポリエチレン(HDPE)樹脂、超低密度ポリエチレン(VLDPE)樹脂、直鎖状低密度ポリエチレン(LLDPE)樹脂、超高分子量ポリエチレン(UHMW‐PE)樹脂、ホモポリプロピレン樹脂、ブロックポリプロピレン樹脂あるいはランダムポリプロピレン樹脂等のポリプロピレン(PP)樹脂、ポリメチルペンテン(PMP)樹脂、あるいは環状オレフィン樹脂等〕、ポリスチレン(PS)樹脂〔アタクチックポリスチレン樹脂、シンジオタクチックポリスチレン樹脂等〕、ポリエステル系樹脂〔ポリエチレンテレフタレート(PET)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリトリメチレンナフタレート(PTT)樹脂、ポリエチレンナフタレート(PEN)樹脂、ポリブチレンナフタレート(PBN)樹脂、あるいはポリ乳酸(PLA)樹脂等〕、ポリカーボネート(PC)樹脂、ポリアミド系樹脂〔ナイロン6、ナイロン11、ナイロン12、ナイロン46、ナイロン66、ナイロン6T、ナイロン61、ナイロン9T、ナイロンM5T、ナイロンMXD、ナイロン610、ナイロン612等〕、ポリフタルアミド樹脂、ポリアリーレン(PAR)樹脂、変性ポリフェニレンエーテル樹脂、フッ素系樹脂〔テトラフルオロエチレン・エチレン共重合体(ETFE)樹脂、テトラフルオロエチレン・ヘキサフルオロプロピル共重合体(FEP)樹脂、あるいはテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)樹脂等〕、ポリサルホン系樹脂〔ポリサルホン(PSU)樹脂、ポリエーテルサルホン(PES)樹脂、ポリフェニルサルホン(PPSU)樹脂等〕、ポリアリーレンスルフィド系樹脂〔ポリフェニレンスルフィド(PPS)樹脂、ポリフェニレンスルフィドスルホン樹脂、あるいはポリフェニレンスルフィドケトン樹脂〕、液晶ポリマー、あるいはポリアリーレンケトン系樹脂〔ポリエーテルケトン(PEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリエーテルエーテルケトンケトン(PEEKK)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンエーテルケトンケトン(PEKEKK)樹脂等〕、ポリイミド系樹脂〔ポリエーテルイミド(PEI)樹脂、ポリアミドイミド(PAI)樹脂、ポリイミド(PI)樹脂等〕があげられるが、何らこれらに限定されるものではない。
【0028】
これらの熱可塑性樹脂の中では、燃料電池用セパレータ20の機械的性質、化学的安定性(耐加水分解性)、入手のし易さ、コストの観点から、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、あるいはポリフェニルサルホン樹脂等のポリサルホン系樹脂が好ましい。熱可塑性樹脂は、1種単独で使用しても良いし、2種以上を併用することもできる。熱可塑性樹脂の形状は、粉体状、顆粒状、塊状、粒状、ペレット状等を特に問うものではない。
【0029】
熱硬化性樹脂としては、例えばフェノール樹脂、エポキシ樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、シリコーン樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂等が該当するが、何らこれに限定されるものではない。これらの熱硬化性樹脂は、1種単独で使用しても良いし、2種以上を併用することもできる。熱硬化性樹脂の形状は、粉体状、顆粒状、塊状、粒状、ペレット状等を問うものではない。
【0030】
所定の樹脂は、熱可塑性樹脂と熱硬化性樹脂のいずれでも良いが、好ましくは熱可塑性樹脂が良い。これは、熱硬化性樹脂の場合には、硬化に長時間を要し、生産性の向上を図ることができないからである。また、未硬化成分や反応生成物が燃料電池用セパレータ20中に残留しやすく、燃料電池の作動中に残留物が溶出して燃料電池の耐久性を低下させるからである。また、熱硬化性樹脂は、硬化収縮が生じるため、成形用金型10の設計が煩雑化するからである。さらに、熱可塑性樹脂はリサイクルが可能であるものの、熱硬化性樹脂は硬化後のリサイクルが不可能なので、製品コストが上昇し、廃棄物の量が増大するという理由に基づく。
【0031】
黒鉛粒子としては、鱗片状黒鉛、鱗状黒鉛、塊状黒鉛、土状黒鉛等からなる天然黒鉛、鱗片状黒鉛を濃硫酸等で化学処理することで得られる膨張黒鉛、膨張黒鉛を高温で加熱処理することで得られる膨張化黒鉛、人造黒鉛等があげられる。これらの黒鉛粒子のうち、不純物や溶出性が少なく、純度の高い人造黒鉛を用いれば、優れた導電性を得ることができる。黒鉛粒子は、1種単独で使用しても良いし、2種以上を併用することができる。
【0032】
黒鉛粒子の平均粒径は、5〜500μm以下、好ましくは10〜300μm以下、より好ましくは3〜200μm以下が好適である。これは、黒鉛粒子の平均粒径が5μm未満の場合には、作業中に黒鉛粒子が舞い上がって作業環境が悪化したり、二次凝集が生じて所定の樹脂との均一分散性が低下し、燃料電池用セパレータ20の導電性が低下するという理由に基づく。また、成形材料1の溶融流動性が低下するので、薄い燃料電池用セパレータ20を成形することが困難になるという理由に基づく。
【0033】
これに対し、黒鉛粒子の平均粒径が500μmを越える場合には、黒鉛粒子間の隙間が大きくなるので高充填化が困難になり、所定の樹脂との接触面積が低下して機械的特性が低下するからである。また、黒鉛粒子は、粒子径の異なる2種以上を併用することができ、この併用する場合には、高充填化が可能になるので、高導電性の燃料電池用セパレータ20を得ることができる。
【0034】
黒鉛粒子は、例えばシランカップリング剤〔3‐グリシドキシプロピルトリメトキシシラン、3‐メタクリロキシプロピルトリメトキシシラン、3‐アミノプロピルエトキシシラン等〕、チタネート系カップリング剤〔イソプロピルトリイソステアロイルチタネート、テトラオクチルビス(ジオクチルホスファイト)チタネート、ビス(ジオクチルパイロホスフェート)オキシアセテートチタネート、テトライソプロピルビス(ジオクチルホスファイト)チタネート、イソプロピルトリ(N‐アミトエチル・アミノエチル)チタネート等〕、アルミネート系カップリング剤〔アセトアルコキシアルミニウムジイソプロピレート等〕等の各種カップリング剤、界面活性剤〔陰イオン系界面活性剤、陽イオン系界面活性剤、両性イオン系界面活性剤、非イオン性界面活性剤等〕、スチレン、アクリル等の有機化合物で処理することができる。
【0035】
成形材料1の樹脂と黒鉛粒子との組成比率は、使用する樹脂の種類により異なるが、黒鉛粒子の組成体積比率で50体積%〜80体積%、好ましくは60体積%〜75体積%が良い。これは、50体積%未満の場合には、燃料電池用セパレータ20として必要な導電性を得ることができないという理由に基づく。これに対し、80体積%を越える場合には、成形材料1の溶融流動性が低下し、機械的強度や加工性の低下を招くからである。
【0036】
このようにして加熱加圧成形して得られる燃料電池用セパレータ20の表面には、電気抵抗の高いスキン層と呼ばれる樹脂の層が形成されているため、そのまま燃料電池に組み込んで使用すると、セパレータと電極のガス拡散層との接触部の抵抗が大きくなって出力が低下する。
【0037】
固体高分子型燃料電池において、アノード電極とカソード電極が固体高分子電解質膜の両側に配置され、電極はいずれも触媒層とガス拡散層の2層からなり、外側のガス拡散層がパレータに接している。ガス拡散層は、水素又は酸素の触媒層への供給、触媒層での化学反応により生じた電子の集電、固体高分子電解質膜の保湿および生成水の排出、といった多くの役割を担う多機能部材であり、ガス透過性や導電性のほか、耐酸性や機械的強度など多様な要求を満たす必要があり、一般にカーボンペーパーやカーボンクロスが使われる。
【0038】
本発明の実施形態においては、弾性体である母材内に砥粒を分散してなる研磨材を使用してブラスト加工を行ってスキン層を除去し、スキン層除去後の燃料電池用セパレータの表面粗さを、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmとなるように仕上げる。
【0039】
表面粗さを上記の範囲とすることにより、スキン層を除去し、電極のガス拡散層との接触抵抗や、隣接するデパレータ同士の接触抵抗を低下させることが可能となり、かつシール部のシール性を損うことがないので、シール部分をマスキングする等の手間を省くことができる。
【0040】
Ra<0.2μmの場合、シール性を向上させる効果を大きくすることもなく、金型製作上の負荷が大きくなる。Ra>0.8μmの場合、シール性を損うことがあるので、シール部を所定の表面粗さにする必要がある。
【0041】
Rz<1.0μmの場合、シール性を向上させる効果を大きくすることもなく、スキン層を効果的に除去することは困難である。Rz>4.0μmの場合、疎水表面(接触角>90度)における疎水性の増加を抑制する効果が得られない。
【0042】
研磨材は粒径φ0.02〜3mm程度のものを用いることができる。
【0043】
研磨材の母材はゴム、熱可塑性エラストマーを主原料ポリマーとする。ゴムとしては、天然ゴムのほか、各種合成ゴムも使用でき、例えば、イソプレンゴム、スチレンブタジエンゴム、ブタジエンゴム、アクリロニトリルブタジエンゴム、クロロプレンゴム、エチレンプロピレンゴム、クロロスルフォン化ポリエチレン、塩素化ポリエチレン、ウレタンゴム、シリコンゴム、エピクロルヒドリンゴム、ブチルゴム等を挙げることができる。熱可塑性エラストマーとしては、スチレンブロックコポリマー、塩素化ポリエチレン系エラストマー、ポリエステル系エラストマー、ニトリル系エラストマー、フッ素系エラストマー、シリコン系エラストマー、エステルハロゲン系ポリマーアロイ、オレフィン系エラストマー、塩ビ系エラストマー、ウレタン系エラストマー、ポリアミド系エラストマー、エステルハロゲン系ポリマーアロイ等が使用できる。これらの原料ポリマーの1種又は複数が各種の配合剤と混合され、母材をなす弾性体として加工される。
【0044】
砥粒としては、一般に研磨材として使用される各種の材質を使用可能であり、ホワイトアランダム(WA)やアランダム(A)等のアルミナ、グリーンカーボランダム、ダイヤモンド等を用いることができる。
【0045】
砥粒の粒度については、母材と共に製造される最終的な研磨材の粒径等に応じて適宜選択可能であるが、例えば1mmから0.1μmの範囲のものを使用できる。被加工物の加工表面を光沢化する鏡面加工等を行なう場合には、6μm以下(#2000以上)の細砥粒を使用することが好ましい。平均粒径が1μm以下(#8000以上)の細砥粒を用いることも可能である。
【0046】
【表1】

【0047】
表1は、最大高さRzに対する算術平均粗さRaの比(Ra/Rz)、及び表面粗さ形状に及ぼす、研削方法の影響を示したものである。一般的に、疎水表面(接触角>90度)をさらに粗面化すると、疎水性が増すが、表1のホーニング、ラップ加工の示す表面粗さ形状に近いものは、疎水性が増すことはないことが確認されている。Ra/Rz≦0.15にコントロールすることにより、疎水表面(接触角>90度)において疎水性が増すことを効果的に抑制することができる。
【0048】
以上説明したように、十分大きな弾性体の母材内に微細な砥粒を分散させた研磨材を用いてブラスト加工を、加熱加圧成形した燃料電池用セパレータに適用することにより、スキン層を除去して、その除去面を梨地状の凹凸ではなく、上部が平滑(研磨面)に近いものにすることができる。また、算術平均粗さRa≦0.8μmを安定的に形成し、同時にRa/Rz≦0.15を達成することができる。
しかも、本発明の燃料電池用セパレータは、通常のブラスト装置を使用して加工できるので、自動化も容易に実現可能である。
【実施例】
【0049】
(実施例1)
先ず、樹脂製の容器に、結晶性熱可塑性樹脂である3.0kgのホモポリプロピレン樹脂「ノバテック MA3U」(日本ポリプロ株式会社製商品名)、9.0kgの人造黒鉛「AT−No.5S」(オリエント産業社製商品名、平均粒径53.3μm)、撹拌媒体としてφ10mmのジルコニアボール3kgをそれぞれ投入して蓋を取り付け、この容器をタンブラーミキサーに装着して27℃、1時間の条件で回転させ、これらホモポリプロピレン樹脂、人造黒鉛、ジルコニアボールを分散混合させて分散混合物を調製した。こうして分散混合物を調製したら、この分散混合物からジルコニアボールを取り出してホモポリプロピレン樹脂と人造黒鉛の分散混合物を調製した。ホモポリプロピレン樹脂の融点を示差走査熱量測定したところ、ホモポリプロピレン樹脂の融点は169℃であった。また、ホモポリプロピレン樹脂は、結晶性熱可塑性樹脂であるので、融点を溶融開始温度とした。また、人造黒鉛の平均粒径をレーザ回折散乱法又はマイクロトラック法により測定し、累積重量が50%となる粒子径を平均粒径とした。示差走査熱量測定による溶融開始温度は、熱可塑性樹脂試料約10mgを精量し、示差走査熱量計にて10℃/分の昇温速度で昇温し、このときに得られる示差走査熱量曲線から求めた。ここで、融点は示差走査熱量曲線において最大吸熱ピークを示す温度とし、ガラス転移点は示差走査熱量曲線のベースラインと変曲点の接線の交点とした。示差走査熱量計は、PSC220(セイコー電子工業社製商品名)を使用した。次いで、分散混合物を200℃に加熱した10Lの加圧ニーダーに投入して30分間溶融混練し、加圧ニーダーから溶融混練物を取り出して50℃以下に冷却し、この溶融混練物をφ10mmのパンチングメタルを備えたハンマーミルに投入して粉砕した。こうして溶融混練物を粉砕したら、この粉砕した溶融混練物をふぁいφ0.3mmのパンチングメタルを取り付けたピンミルに再度投入して粉砕した。この粉砕した溶融混練物の平均粒径を測定したところ、85.5μmであった。なお、粉砕した溶融混練物の平均粒径については、レーザ回折散乱法又はマイクロトラック法により測定し、累積重量が50%となる粒子径を平均粒径とした。溶融混練物を粉砕したら、樹脂製の容器に、粉砕した8.0kgの溶融混練物、人造黒鉛の体積比率が69.0体積%となるよう、4.0kgの人造黒鉛「AT−No.5S」(オリエント産業社製商品名、平均粒径53.3μm)、撹拌媒体としてφ10mmのジルコニアボール3kgをそれぞれ投入して蓋を取り付けた。蓋を取り付けたら、容器をタンブラーミキサーに装着して27℃、1時間の条件で回転させ、これら溶融混練物、人造黒鉛、ジルコニアボールを分散混合させた後、ジルコニアボールを取り出して燃料電池用セパレータの成形材料を調製した。次いで、成形用金型である溝なしの平板成形用金型内に成形材料を均一に充填し、圧縮成形機の上下一対の熱板により、成形用金型の側面温度が200℃に達するまで加熱加圧して燃料電池用セパレータを圧縮成形した。成形用金型は、プリハードン鋼の表面を硬質クロムでメッキした金型を用いた。また、加熱加圧に際しては、熱板の温度を250℃とし、成形圧力を燃料電池用セパレータの面積に対して78.45MPaとした。成形用金型の側面温度が200℃に達したら、成形用金型を上下一対の熱板の温度が30℃の冷却用の圧縮成形機に直ちに移載し、成形用金型の側面温度が50℃以下になるまで加圧冷却し、成形用金型から210mm×297mm×3mmの外形を有する燃料電池用セパレータを脱型した。
【0050】
得られた成形状態の燃料電池用セパレータに、粒径φ200〜500μmの弾性体に番手#8000の炭化珪素の砥粒を分散させた研磨材「シリウスメディア」(不二製作所製商品名)を使用してブラスト加工を行った。
【0051】
(実施例2)
研磨材の砥粒に番手#6000の炭化珪素砥粒を用いたこと以外は、実施例1と同様である。
【0052】
(実施例3)
研磨材の砥粒に番手#3000の炭化珪素砥粒を用いたこと以外は、実施例1と同様である。
【0053】
(比較例1)
ブラスト加工を行わなかったこと以外は、実施例1と同様である。
【0054】
(比較例2)
番手#800のアルミナの砥粒をそのまま研磨材として用いてブラスト加工を行ったこと以外は、実施例1と同様である。
【0055】
実施例1〜3、比較例1、2の試料を用いて、表面粗さ(算術平均粗さ、最大高さ)、水との接触角、接触抵抗(セパレータ/セパレータの接触抵抗A、セパレータ/ガス拡散層の接触抵抗B)、体積抵抗の測定を行った。以下、測定方法について説明する。
【0056】
(表面粗さ)
ハンディサーフE−35B(東京精密株式会社製商品名)を用いて、JISB0601−2001に準じて、算術平均粗さRa,最大高さRzの測定を行った。
触針は、90°円錐、5μmRのダイヤモンドである。
【0057】
(水との接触角)
DMs−200(協和界面科学株式会社製商品名)を用いて、2μLの液滴の接触角を測定した。
【0058】
(接触抵抗A)
燃料電池用セパレータ同士の接触抵抗Aは、図2に示した配置の装置で測定した。50×50×3mmの燃料電池用セパレータ4を2枚、金メッキ処理したアルミ製プレートの電極3に挟み、1MPaの押圧で抵抗値を、ミリオームハイテスタ3540(日置電機株式会社製商品名)を用いて測定した。接触抵抗Aは、(1)式で求めた。
接触抵抗A=測定抵抗値×接触面積 ・・・・ (1)
【0059】
(接触抵抗B)
燃料電池用セパレータとガス拡散層の接触抵抗Bは、図3に示した配置の装置で測定した。50×50×3mmの燃料電池用セパレータ4を1枚、金メッキ処理したアルミ製プレートの電極3にガス拡散層5「GDL24BC」(SGL社製商品名)を介して挟み、1MPaの押圧で抵抗値を、ミリオームハイテスタ3540(日置電機株式会社製商品名)を用いて測定した。接触抵抗Bは、(2)式で求めた。
接触抵抗B=(測定抵抗値×接触面積)/2 ・・・・ (2)
【0060】
(体積抵抗)
燃料電池用セパレータの体積抵抗は、図4に示した配置の装置を用いて、JISK7194に準じて、「ロレスタGP MCP−T610」(三菱化学アナリテック株式会社製商品名)を使用して測定した。
【0061】
【表2】
【0062】
表2は、実施例1〜3、比較例1、2の試料の測定結果を示したものである。
表2から、以下が確認された。
(a)実施例1〜3では、表面粗さが、算術平均粗さRa0.2〜0.8μm、及び最大高さ1.0〜4.0μmの範囲に入っており、かつRa/Rzが0.15より小さいことで、ブラスト加工を実施していない比較例1に比べ、接触抵抗A,接触抵抗Bをともに低減することができ、しかも水との接触角が小さくなっており、疎水性の増加は抑制された。
(b)比較例2では、表面粗さが、算術平均粗さRa0.2〜0.8μmの範囲にも、最大高さ1.0〜4.0μmの範囲にも入っておらず、ブラスト加工を実施していない比較例1に比べ、接触抵抗A、接触抵抗Bとも低減したものの、水との接触角は増加し、疎水性の増加を抑制することができなかった。
【0063】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが、当業者には明らかである。また、その様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0064】
1 成形材料
10 成形用金型
11 上型
12 成形部
13 下型
20 燃料電池用セパレータ
21 ベース板
22 溝
3 電極
4 試料
5 ガス拡散層
100 接触抵抗A測定装置
200 接触抵抗B測定装置
300 体積抵抗測定装置
【技術分野】
【0001】
本発明は、燃料電池用セパレータ及びその製造方法に関する。
【背景技術】
【0002】
固体高分子型燃料電池のセパレータは、例えば、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂やポリプロピレン、ポリビニリデンフルオライド等の熱可塑性樹脂をバインダーとし黒鉛粒子等を導電性充填材として含有する樹脂組成物を圧縮成形あるいは射出成形により、製造することができる。このように製造された燃料電池用セパレータは、スキン層と呼ばれる樹脂の層が成形時にセパレータ表面に形成されて電気抵抗が高くなってしまい、そのまま燃料電池に組み込んで使用すると、セパレータと電極のガス拡散層との接触部の抵抗が大きくなって出力が低下する。
【0003】
この接触抵抗を低減するために、成形した燃料電池用セパレータの表面をブラスト加工して粗面化し、スキン層を除去する方法が提案されている(例えば、特許文献1参照)。また、表面粗さが大きいと、ガスのシールが不十分となるので、シール部分の表面粗さを所定値以下とすることも提案されている(例えば、特許文献2、3参照)。
【0004】
疎水表面(接触角>90度)をブラスト加工して粗面化すると疎水性が増す。このように燃料電池のセパレータ表面の疎水性が大きくなると、電極のガス拡散相中に水滴が発生しやすくなり、燃料ガスの拡散を阻害して燃料電池の出力を低下させるので、ガス拡散層を撥水にすることも提案されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4692188号公報
【特許文献2】特開2003−132913号公報
【特許文献3】特開2003−68317号公報
【特許文献4】特開2009−038014号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載されているような通常のブラスト加工では、微細な研磨材を使用すると、質量が小さいため被加工体や装置内に研磨材が浮遊付着するため、燃料電池用セパレータのスキン層を効率的に十分除去するためには#800程度以上の大きさの研磨材を使用する必要があった。このため、セパレータの表面には梨地状の凹凸が形成され、算術平均粗さRaが0.9以下の表面粗さの粗面を安定的に形成することは困難であるという問題があった。
【0007】
また、特許文献2、3に記載されているように、シール部分の表面粗さを所定値以下とするためには、セパレータのその部分をマスキングしてブラストを行うなどの手段が必要となり、コストアップの要因になるという問題があった。
【0008】
また、特許文献4に記載されているように、燃料電池の電極のガス拡散層を撥水にするためには、さらに付加的な手段を適用する必要があり、コストアップの要因となるという問題があった。
【0009】
そこで、本発明は上記問題点に鑑みなされたものであって、スキン層が除去されて、電極のガス拡散層や隣接するセパレータとの接触抵抗が低減され、かつ表面の疎水性の増加が防止された燃料電池用セパレータ及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
このような課題を解決するために、本発明の燃料電池用セパレータの第1の特徴は、樹脂と導電材料とを含む樹脂組成物から成形された燃料電池用セパレータであって、スキン層が除去されており、表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを要旨とする。
【0011】
算術平均粗さ及び最大高さが上記の範囲内にあると、スキン層を除去していない燃料電池用セパレータに比べて、燃料電池用セパレータ同士の接触抵抗と、燃料電池用セパレータと電極のガス拡散層と接触抵抗がともに低減する。
【0012】
本発明の燃料電池用セパレータの第2の特徴は、表面粗さのRa/Rzの値が0.15以下であることを要旨とする。
【0013】
表面粗さのRa/Rzの値が0.15以下であると、燃料電池用セパレータの疎水性の増加が抑制される。
【0014】
本発明の燃料電池用セパレータの第3の特徴は、樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを要旨とする。
【0015】
本発明の燃料電池用セパレータの第4の特徴は、導電材料は、人造黒鉛粒子であることを要旨とする。
【0016】
本発明の燃料電池用セパレータの製造方法の第1の特徴は、樹脂と導電材料とを含む樹脂組成物を成形する工程と、弾性体の母材に砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、表面に形成されたスキン層を除去する工程と、を含み、スキン層除去後の表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを要旨とする。
【0017】
弾性体の母材に細砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、スキン層除去面を梨地状の凹凸ではなく、上部が平滑(研磨面)に近いものにすることができる。
【0018】
本発明の燃料電池用セパレータの製造方法の第2の特徴は、表面粗さのRa/Rzの値が0.15以下であることを要旨とする。
【0019】
本発明の燃料電池用セパレータの製造方法の第3の特徴は、樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを要旨とする。
【0020】
本発明の燃料電池用セパレータの製造方法の第4の特徴は、導電材料は、人造黒鉛粒子であることを要旨とする。
【発明の効果】
【0021】
本発明によれば、スキン層が除去されて、電極のガス拡散層や隣接するセパレータとの接触抵抗が低減され、かつ表面の疎水性の増加が防止された燃料電池用セパレータ及びその製造方法を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る燃料電池用セパレータの製造方法の成形用金型を模式的に示す断面説明図、及び得られる燃料電池用セパレータの断面図である。
【図2】本発明の実施形態に係る接触抵抗A測定装置の配置を示す断面図である。
【図3】本発明の実施形態に係る接触抵抗B測定装置の配置を示す断面図である。
【図4】本発明の実施形態に係る体積抵抗測定装置の概略を示す斜視図である。
【発明を実施するための形態】
【0023】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。
【0024】
まず、本発明の実施形態に係る燃料電池用セパレータの製造方法について、図1に基いて説明する。図1は、本発明の実施形態に係る燃料電池用セパレータの製造方法の成形用金型を模式的に示す断面説明図、及び得られる燃料電池用セパレータの断面図である。
【0025】
本実施形態における燃料電池用セパレータの製造方法は、図1に示すように、粉状の成形材料1を成形用金型10に充填して加熱加圧し、その後、加圧冷却して複数の溝22を有する燃料電池用セパレータ20を成形する製法であり、所定の樹脂と黒鉛粒子とを加熱混練して成形材料1を調製し、この成形材料1を粉体化して黒鉛粒子を添加混合することにより、粉状の成形材料1を調製するようにしている。
【0026】
粉状の成形材料1は、少なくとも所定の樹脂と黒鉛粒子とを所定の樹脂の溶融開始温度以上の温度で加熱混練して成形材料1を調製し、この成形材料1を粉砕して粉体化した後、この粉体化した成形材料1に黒鉛粒子を添加して所定の樹脂の溶融開始温度未満の温度で混合することにより調製される。成形材料1の所定の樹脂は、熱可塑性樹脂あるいは熱硬化性樹脂を使用することができ、熱可塑性樹脂としては、結晶性熱可塑性樹脂、又は非晶性熱可塑性樹脂を用いることができる。
【0027】
熱可塑性樹脂としては、例えばオレフィン系樹脂〔低密度ポリエチレン(LDPE)樹脂、高密度ポリエチレン(HDPE)樹脂、超低密度ポリエチレン(VLDPE)樹脂、直鎖状低密度ポリエチレン(LLDPE)樹脂、超高分子量ポリエチレン(UHMW‐PE)樹脂、ホモポリプロピレン樹脂、ブロックポリプロピレン樹脂あるいはランダムポリプロピレン樹脂等のポリプロピレン(PP)樹脂、ポリメチルペンテン(PMP)樹脂、あるいは環状オレフィン樹脂等〕、ポリスチレン(PS)樹脂〔アタクチックポリスチレン樹脂、シンジオタクチックポリスチレン樹脂等〕、ポリエステル系樹脂〔ポリエチレンテレフタレート(PET)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリトリメチレンナフタレート(PTT)樹脂、ポリエチレンナフタレート(PEN)樹脂、ポリブチレンナフタレート(PBN)樹脂、あるいはポリ乳酸(PLA)樹脂等〕、ポリカーボネート(PC)樹脂、ポリアミド系樹脂〔ナイロン6、ナイロン11、ナイロン12、ナイロン46、ナイロン66、ナイロン6T、ナイロン61、ナイロン9T、ナイロンM5T、ナイロンMXD、ナイロン610、ナイロン612等〕、ポリフタルアミド樹脂、ポリアリーレン(PAR)樹脂、変性ポリフェニレンエーテル樹脂、フッ素系樹脂〔テトラフルオロエチレン・エチレン共重合体(ETFE)樹脂、テトラフルオロエチレン・ヘキサフルオロプロピル共重合体(FEP)樹脂、あるいはテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)樹脂等〕、ポリサルホン系樹脂〔ポリサルホン(PSU)樹脂、ポリエーテルサルホン(PES)樹脂、ポリフェニルサルホン(PPSU)樹脂等〕、ポリアリーレンスルフィド系樹脂〔ポリフェニレンスルフィド(PPS)樹脂、ポリフェニレンスルフィドスルホン樹脂、あるいはポリフェニレンスルフィドケトン樹脂〕、液晶ポリマー、あるいはポリアリーレンケトン系樹脂〔ポリエーテルケトン(PEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリエーテルエーテルケトンケトン(PEEKK)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンエーテルケトンケトン(PEKEKK)樹脂等〕、ポリイミド系樹脂〔ポリエーテルイミド(PEI)樹脂、ポリアミドイミド(PAI)樹脂、ポリイミド(PI)樹脂等〕があげられるが、何らこれらに限定されるものではない。
【0028】
これらの熱可塑性樹脂の中では、燃料電池用セパレータ20の機械的性質、化学的安定性(耐加水分解性)、入手のし易さ、コストの観点から、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、あるいはポリフェニルサルホン樹脂等のポリサルホン系樹脂が好ましい。熱可塑性樹脂は、1種単独で使用しても良いし、2種以上を併用することもできる。熱可塑性樹脂の形状は、粉体状、顆粒状、塊状、粒状、ペレット状等を特に問うものではない。
【0029】
熱硬化性樹脂としては、例えばフェノール樹脂、エポキシ樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、シリコーン樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂等が該当するが、何らこれに限定されるものではない。これらの熱硬化性樹脂は、1種単独で使用しても良いし、2種以上を併用することもできる。熱硬化性樹脂の形状は、粉体状、顆粒状、塊状、粒状、ペレット状等を問うものではない。
【0030】
所定の樹脂は、熱可塑性樹脂と熱硬化性樹脂のいずれでも良いが、好ましくは熱可塑性樹脂が良い。これは、熱硬化性樹脂の場合には、硬化に長時間を要し、生産性の向上を図ることができないからである。また、未硬化成分や反応生成物が燃料電池用セパレータ20中に残留しやすく、燃料電池の作動中に残留物が溶出して燃料電池の耐久性を低下させるからである。また、熱硬化性樹脂は、硬化収縮が生じるため、成形用金型10の設計が煩雑化するからである。さらに、熱可塑性樹脂はリサイクルが可能であるものの、熱硬化性樹脂は硬化後のリサイクルが不可能なので、製品コストが上昇し、廃棄物の量が増大するという理由に基づく。
【0031】
黒鉛粒子としては、鱗片状黒鉛、鱗状黒鉛、塊状黒鉛、土状黒鉛等からなる天然黒鉛、鱗片状黒鉛を濃硫酸等で化学処理することで得られる膨張黒鉛、膨張黒鉛を高温で加熱処理することで得られる膨張化黒鉛、人造黒鉛等があげられる。これらの黒鉛粒子のうち、不純物や溶出性が少なく、純度の高い人造黒鉛を用いれば、優れた導電性を得ることができる。黒鉛粒子は、1種単独で使用しても良いし、2種以上を併用することができる。
【0032】
黒鉛粒子の平均粒径は、5〜500μm以下、好ましくは10〜300μm以下、より好ましくは3〜200μm以下が好適である。これは、黒鉛粒子の平均粒径が5μm未満の場合には、作業中に黒鉛粒子が舞い上がって作業環境が悪化したり、二次凝集が生じて所定の樹脂との均一分散性が低下し、燃料電池用セパレータ20の導電性が低下するという理由に基づく。また、成形材料1の溶融流動性が低下するので、薄い燃料電池用セパレータ20を成形することが困難になるという理由に基づく。
【0033】
これに対し、黒鉛粒子の平均粒径が500μmを越える場合には、黒鉛粒子間の隙間が大きくなるので高充填化が困難になり、所定の樹脂との接触面積が低下して機械的特性が低下するからである。また、黒鉛粒子は、粒子径の異なる2種以上を併用することができ、この併用する場合には、高充填化が可能になるので、高導電性の燃料電池用セパレータ20を得ることができる。
【0034】
黒鉛粒子は、例えばシランカップリング剤〔3‐グリシドキシプロピルトリメトキシシラン、3‐メタクリロキシプロピルトリメトキシシラン、3‐アミノプロピルエトキシシラン等〕、チタネート系カップリング剤〔イソプロピルトリイソステアロイルチタネート、テトラオクチルビス(ジオクチルホスファイト)チタネート、ビス(ジオクチルパイロホスフェート)オキシアセテートチタネート、テトライソプロピルビス(ジオクチルホスファイト)チタネート、イソプロピルトリ(N‐アミトエチル・アミノエチル)チタネート等〕、アルミネート系カップリング剤〔アセトアルコキシアルミニウムジイソプロピレート等〕等の各種カップリング剤、界面活性剤〔陰イオン系界面活性剤、陽イオン系界面活性剤、両性イオン系界面活性剤、非イオン性界面活性剤等〕、スチレン、アクリル等の有機化合物で処理することができる。
【0035】
成形材料1の樹脂と黒鉛粒子との組成比率は、使用する樹脂の種類により異なるが、黒鉛粒子の組成体積比率で50体積%〜80体積%、好ましくは60体積%〜75体積%が良い。これは、50体積%未満の場合には、燃料電池用セパレータ20として必要な導電性を得ることができないという理由に基づく。これに対し、80体積%を越える場合には、成形材料1の溶融流動性が低下し、機械的強度や加工性の低下を招くからである。
【0036】
このようにして加熱加圧成形して得られる燃料電池用セパレータ20の表面には、電気抵抗の高いスキン層と呼ばれる樹脂の層が形成されているため、そのまま燃料電池に組み込んで使用すると、セパレータと電極のガス拡散層との接触部の抵抗が大きくなって出力が低下する。
【0037】
固体高分子型燃料電池において、アノード電極とカソード電極が固体高分子電解質膜の両側に配置され、電極はいずれも触媒層とガス拡散層の2層からなり、外側のガス拡散層がパレータに接している。ガス拡散層は、水素又は酸素の触媒層への供給、触媒層での化学反応により生じた電子の集電、固体高分子電解質膜の保湿および生成水の排出、といった多くの役割を担う多機能部材であり、ガス透過性や導電性のほか、耐酸性や機械的強度など多様な要求を満たす必要があり、一般にカーボンペーパーやカーボンクロスが使われる。
【0038】
本発明の実施形態においては、弾性体である母材内に砥粒を分散してなる研磨材を使用してブラスト加工を行ってスキン層を除去し、スキン層除去後の燃料電池用セパレータの表面粗さを、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmとなるように仕上げる。
【0039】
表面粗さを上記の範囲とすることにより、スキン層を除去し、電極のガス拡散層との接触抵抗や、隣接するデパレータ同士の接触抵抗を低下させることが可能となり、かつシール部のシール性を損うことがないので、シール部分をマスキングする等の手間を省くことができる。
【0040】
Ra<0.2μmの場合、シール性を向上させる効果を大きくすることもなく、金型製作上の負荷が大きくなる。Ra>0.8μmの場合、シール性を損うことがあるので、シール部を所定の表面粗さにする必要がある。
【0041】
Rz<1.0μmの場合、シール性を向上させる効果を大きくすることもなく、スキン層を効果的に除去することは困難である。Rz>4.0μmの場合、疎水表面(接触角>90度)における疎水性の増加を抑制する効果が得られない。
【0042】
研磨材は粒径φ0.02〜3mm程度のものを用いることができる。
【0043】
研磨材の母材はゴム、熱可塑性エラストマーを主原料ポリマーとする。ゴムとしては、天然ゴムのほか、各種合成ゴムも使用でき、例えば、イソプレンゴム、スチレンブタジエンゴム、ブタジエンゴム、アクリロニトリルブタジエンゴム、クロロプレンゴム、エチレンプロピレンゴム、クロロスルフォン化ポリエチレン、塩素化ポリエチレン、ウレタンゴム、シリコンゴム、エピクロルヒドリンゴム、ブチルゴム等を挙げることができる。熱可塑性エラストマーとしては、スチレンブロックコポリマー、塩素化ポリエチレン系エラストマー、ポリエステル系エラストマー、ニトリル系エラストマー、フッ素系エラストマー、シリコン系エラストマー、エステルハロゲン系ポリマーアロイ、オレフィン系エラストマー、塩ビ系エラストマー、ウレタン系エラストマー、ポリアミド系エラストマー、エステルハロゲン系ポリマーアロイ等が使用できる。これらの原料ポリマーの1種又は複数が各種の配合剤と混合され、母材をなす弾性体として加工される。
【0044】
砥粒としては、一般に研磨材として使用される各種の材質を使用可能であり、ホワイトアランダム(WA)やアランダム(A)等のアルミナ、グリーンカーボランダム、ダイヤモンド等を用いることができる。
【0045】
砥粒の粒度については、母材と共に製造される最終的な研磨材の粒径等に応じて適宜選択可能であるが、例えば1mmから0.1μmの範囲のものを使用できる。被加工物の加工表面を光沢化する鏡面加工等を行なう場合には、6μm以下(#2000以上)の細砥粒を使用することが好ましい。平均粒径が1μm以下(#8000以上)の細砥粒を用いることも可能である。
【0046】
【表1】
【0047】
表1は、最大高さRzに対する算術平均粗さRaの比(Ra/Rz)、及び表面粗さ形状に及ぼす、研削方法の影響を示したものである。一般的に、疎水表面(接触角>90度)をさらに粗面化すると、疎水性が増すが、表1のホーニング、ラップ加工の示す表面粗さ形状に近いものは、疎水性が増すことはないことが確認されている。Ra/Rz≦0.15にコントロールすることにより、疎水表面(接触角>90度)において疎水性が増すことを効果的に抑制することができる。
【0048】
以上説明したように、十分大きな弾性体の母材内に微細な砥粒を分散させた研磨材を用いてブラスト加工を、加熱加圧成形した燃料電池用セパレータに適用することにより、スキン層を除去して、その除去面を梨地状の凹凸ではなく、上部が平滑(研磨面)に近いものにすることができる。また、算術平均粗さRa≦0.8μmを安定的に形成し、同時にRa/Rz≦0.15を達成することができる。
しかも、本発明の燃料電池用セパレータは、通常のブラスト装置を使用して加工できるので、自動化も容易に実現可能である。
【実施例】
【0049】
(実施例1)
先ず、樹脂製の容器に、結晶性熱可塑性樹脂である3.0kgのホモポリプロピレン樹脂「ノバテック MA3U」(日本ポリプロ株式会社製商品名)、9.0kgの人造黒鉛「AT−No.5S」(オリエント産業社製商品名、平均粒径53.3μm)、撹拌媒体としてφ10mmのジルコニアボール3kgをそれぞれ投入して蓋を取り付け、この容器をタンブラーミキサーに装着して27℃、1時間の条件で回転させ、これらホモポリプロピレン樹脂、人造黒鉛、ジルコニアボールを分散混合させて分散混合物を調製した。こうして分散混合物を調製したら、この分散混合物からジルコニアボールを取り出してホモポリプロピレン樹脂と人造黒鉛の分散混合物を調製した。ホモポリプロピレン樹脂の融点を示差走査熱量測定したところ、ホモポリプロピレン樹脂の融点は169℃であった。また、ホモポリプロピレン樹脂は、結晶性熱可塑性樹脂であるので、融点を溶融開始温度とした。また、人造黒鉛の平均粒径をレーザ回折散乱法又はマイクロトラック法により測定し、累積重量が50%となる粒子径を平均粒径とした。示差走査熱量測定による溶融開始温度は、熱可塑性樹脂試料約10mgを精量し、示差走査熱量計にて10℃/分の昇温速度で昇温し、このときに得られる示差走査熱量曲線から求めた。ここで、融点は示差走査熱量曲線において最大吸熱ピークを示す温度とし、ガラス転移点は示差走査熱量曲線のベースラインと変曲点の接線の交点とした。示差走査熱量計は、PSC220(セイコー電子工業社製商品名)を使用した。次いで、分散混合物を200℃に加熱した10Lの加圧ニーダーに投入して30分間溶融混練し、加圧ニーダーから溶融混練物を取り出して50℃以下に冷却し、この溶融混練物をφ10mmのパンチングメタルを備えたハンマーミルに投入して粉砕した。こうして溶融混練物を粉砕したら、この粉砕した溶融混練物をふぁいφ0.3mmのパンチングメタルを取り付けたピンミルに再度投入して粉砕した。この粉砕した溶融混練物の平均粒径を測定したところ、85.5μmであった。なお、粉砕した溶融混練物の平均粒径については、レーザ回折散乱法又はマイクロトラック法により測定し、累積重量が50%となる粒子径を平均粒径とした。溶融混練物を粉砕したら、樹脂製の容器に、粉砕した8.0kgの溶融混練物、人造黒鉛の体積比率が69.0体積%となるよう、4.0kgの人造黒鉛「AT−No.5S」(オリエント産業社製商品名、平均粒径53.3μm)、撹拌媒体としてφ10mmのジルコニアボール3kgをそれぞれ投入して蓋を取り付けた。蓋を取り付けたら、容器をタンブラーミキサーに装着して27℃、1時間の条件で回転させ、これら溶融混練物、人造黒鉛、ジルコニアボールを分散混合させた後、ジルコニアボールを取り出して燃料電池用セパレータの成形材料を調製した。次いで、成形用金型である溝なしの平板成形用金型内に成形材料を均一に充填し、圧縮成形機の上下一対の熱板により、成形用金型の側面温度が200℃に達するまで加熱加圧して燃料電池用セパレータを圧縮成形した。成形用金型は、プリハードン鋼の表面を硬質クロムでメッキした金型を用いた。また、加熱加圧に際しては、熱板の温度を250℃とし、成形圧力を燃料電池用セパレータの面積に対して78.45MPaとした。成形用金型の側面温度が200℃に達したら、成形用金型を上下一対の熱板の温度が30℃の冷却用の圧縮成形機に直ちに移載し、成形用金型の側面温度が50℃以下になるまで加圧冷却し、成形用金型から210mm×297mm×3mmの外形を有する燃料電池用セパレータを脱型した。
【0050】
得られた成形状態の燃料電池用セパレータに、粒径φ200〜500μmの弾性体に番手#8000の炭化珪素の砥粒を分散させた研磨材「シリウスメディア」(不二製作所製商品名)を使用してブラスト加工を行った。
【0051】
(実施例2)
研磨材の砥粒に番手#6000の炭化珪素砥粒を用いたこと以外は、実施例1と同様である。
【0052】
(実施例3)
研磨材の砥粒に番手#3000の炭化珪素砥粒を用いたこと以外は、実施例1と同様である。
【0053】
(比較例1)
ブラスト加工を行わなかったこと以外は、実施例1と同様である。
【0054】
(比較例2)
番手#800のアルミナの砥粒をそのまま研磨材として用いてブラスト加工を行ったこと以外は、実施例1と同様である。
【0055】
実施例1〜3、比較例1、2の試料を用いて、表面粗さ(算術平均粗さ、最大高さ)、水との接触角、接触抵抗(セパレータ/セパレータの接触抵抗A、セパレータ/ガス拡散層の接触抵抗B)、体積抵抗の測定を行った。以下、測定方法について説明する。
【0056】
(表面粗さ)
ハンディサーフE−35B(東京精密株式会社製商品名)を用いて、JISB0601−2001に準じて、算術平均粗さRa,最大高さRzの測定を行った。
触針は、90°円錐、5μmRのダイヤモンドである。
【0057】
(水との接触角)
DMs−200(協和界面科学株式会社製商品名)を用いて、2μLの液滴の接触角を測定した。
【0058】
(接触抵抗A)
燃料電池用セパレータ同士の接触抵抗Aは、図2に示した配置の装置で測定した。50×50×3mmの燃料電池用セパレータ4を2枚、金メッキ処理したアルミ製プレートの電極3に挟み、1MPaの押圧で抵抗値を、ミリオームハイテスタ3540(日置電機株式会社製商品名)を用いて測定した。接触抵抗Aは、(1)式で求めた。
接触抵抗A=測定抵抗値×接触面積 ・・・・ (1)
【0059】
(接触抵抗B)
燃料電池用セパレータとガス拡散層の接触抵抗Bは、図3に示した配置の装置で測定した。50×50×3mmの燃料電池用セパレータ4を1枚、金メッキ処理したアルミ製プレートの電極3にガス拡散層5「GDL24BC」(SGL社製商品名)を介して挟み、1MPaの押圧で抵抗値を、ミリオームハイテスタ3540(日置電機株式会社製商品名)を用いて測定した。接触抵抗Bは、(2)式で求めた。
接触抵抗B=(測定抵抗値×接触面積)/2 ・・・・ (2)
【0060】
(体積抵抗)
燃料電池用セパレータの体積抵抗は、図4に示した配置の装置を用いて、JISK7194に準じて、「ロレスタGP MCP−T610」(三菱化学アナリテック株式会社製商品名)を使用して測定した。
【0061】
【表2】
【0062】
表2は、実施例1〜3、比較例1、2の試料の測定結果を示したものである。
表2から、以下が確認された。
(a)実施例1〜3では、表面粗さが、算術平均粗さRa0.2〜0.8μm、及び最大高さ1.0〜4.0μmの範囲に入っており、かつRa/Rzが0.15より小さいことで、ブラスト加工を実施していない比較例1に比べ、接触抵抗A,接触抵抗Bをともに低減することができ、しかも水との接触角が小さくなっており、疎水性の増加は抑制された。
(b)比較例2では、表面粗さが、算術平均粗さRa0.2〜0.8μmの範囲にも、最大高さ1.0〜4.0μmの範囲にも入っておらず、ブラスト加工を実施していない比較例1に比べ、接触抵抗A、接触抵抗Bとも低減したものの、水との接触角は増加し、疎水性の増加を抑制することができなかった。
【0063】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが、当業者には明らかである。また、その様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0064】
1 成形材料
10 成形用金型
11 上型
12 成形部
13 下型
20 燃料電池用セパレータ
21 ベース板
22 溝
3 電極
4 試料
5 ガス拡散層
100 接触抵抗A測定装置
200 接触抵抗B測定装置
300 体積抵抗測定装置
【特許請求の範囲】
【請求項1】
樹脂と導電材料とを含む樹脂組成物から成形された燃料電池用セパレータであって、
スキン層が除去されており、表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを特徴とする燃料電池用セパレータ。
【請求項2】
前記表面粗さのRa/Rzの値が0.15以下であることを特徴とする請求項1に記載の燃料電池用セパレータ。
【請求項3】
前記樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを特徴とする請求項1又は2に記載の燃料電池用セパレータ。
【請求項4】
前記導電材料は、人造黒鉛粒子であることを特徴とする請求項1〜3のいずれか1項に記載の燃料電池用セパレータ。
【請求項5】
樹脂と導電材料とを含む樹脂組成物を成形する工程と、
弾性体の母材に砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、表面に形成されたスキン層を除去する工程と、
を含み、
前記スキン層除去後の表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを特徴とする燃料電池用セパレータの製造方法。
【請求項6】
前記表面粗さのRa/Rzの値が0.15以下であることを特徴とする請求項3に記載の燃料電池用セパレータ。
【請求項7】
前記樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを特徴とする請求項5又は6に記載の燃料電池用セパレータの製造方法。
【請求項8】
前記導電材料は、人造黒鉛粒子であることを特徴とする請求項5〜7のいずれか1項に記載の燃料電池用セパレータの製造方法。
【請求項1】
樹脂と導電材料とを含む樹脂組成物から成形された燃料電池用セパレータであって、
スキン層が除去されており、表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを特徴とする燃料電池用セパレータ。
【請求項2】
前記表面粗さのRa/Rzの値が0.15以下であることを特徴とする請求項1に記載の燃料電池用セパレータ。
【請求項3】
前記樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを特徴とする請求項1又は2に記載の燃料電池用セパレータ。
【請求項4】
前記導電材料は、人造黒鉛粒子であることを特徴とする請求項1〜3のいずれか1項に記載の燃料電池用セパレータ。
【請求項5】
樹脂と導電材料とを含む樹脂組成物を成形する工程と、
弾性体の母材に砥粒を分散させた研磨材を使用したブラスト加工を行うことにより、表面に形成されたスキン層を除去する工程と、
を含み、
前記スキン層除去後の表面粗さが、算術平均粗さRaが0.2〜0.8μm、最大高さRzが1.0〜4.0μmであることを特徴とする燃料電池用セパレータの製造方法。
【請求項6】
前記表面粗さのRa/Rzの値が0.15以下であることを特徴とする請求項3に記載の燃料電池用セパレータ。
【請求項7】
前記樹脂は、ホモポリプロピレン樹脂、ポリプロピレン樹脂、環状オレフィン樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルイミド樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリフェニルサルホン樹脂を含む熱可塑性樹脂から選択される1つ又は複数であることを特徴とする請求項5又は6に記載の燃料電池用セパレータの製造方法。
【請求項8】
前記導電材料は、人造黒鉛粒子であることを特徴とする請求項5〜7のいずれか1項に記載の燃料電池用セパレータの製造方法。
【図1】


【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2013−58414(P2013−58414A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−196559(P2011−196559)
【出願日】平成23年9月8日(2011.9.8)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月8日(2011.9.8)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]