
燃料電池用セパレータ成形用組成物及び燃料電池用セパレータ

【課題】炭素複合組成物により燃料電池用セパレータを形成するに際し、成形時の成形性、燃料電池用セパレータの高い導電性や力学特性等を確保しつつ、この燃料電池用セパレータの軽量化を図ることができる燃料電池用セパレータ成形用組成物を提供する。
【解決手段】熱硬化性樹脂と、組成物全量に対する含有量が67〜85質量%である平均粒径3〜150μmの黒鉛粒子と、平均粒径15〜50μmの中空フィラーとを含有する。
【解決手段】熱硬化性樹脂と、組成物全量に対する含有量が67〜85質量%である平均粒径3〜150μmの黒鉛粒子と、平均粒径15〜50μmの中空フィラーとを含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池用セパレータ成形用組成物及びこの組成物から形成される燃料電池用セパレータに関するものである。
【背景技術】
【0002】
一般に燃料電池は複数の単位セルを数十〜数百個直列に重ねて構成されるセルスタックから成り、これにより所定の電圧を得ている。
【0003】
単位セルの最も基本的な構造は、「燃料電池用セパレータ/燃料電極(アノード)/電解質/酸化剤電極(カソード)/燃料電池用セパレータ」という構成を有している。この単位セルにおいては、電解質を介して対向する一対の電極のうち燃料電極に燃料を、酸化剤電極に酸化剤を供給して、電気化学反応により燃料を酸化させることにより、反応の化学エネルギーを直接電気化学エネルギーに変換するものである。
【0004】
このような燃料電池は、電解質の種類によりいくつかのタイプに分類されるが、近年、高出力が得られる燃料電池として、電解質に固体高分子電解質膜を用いた固体高分子型燃料電池が注目されている。
【0005】
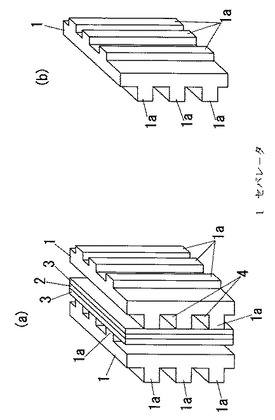
図1は固体高分子型燃料電池の一例を示すものであり、左右両側面に複数個の凸部(リブ)1aが形成されている2枚の燃料電池用セパレータ1,1の間に、固体高分子電解質膜2とガス拡散電極(燃料電極と酸化剤電極)3,3とを介在させて、単電池(単位セル)が構成され、この単位セルを数十個〜数百個並設して電池本体(セルスタック)が形成されている。前記凸部1aは、隣り合う凸部1a同士の間に、燃料である水素ガスと、酸化剤である酸素ガスの流路であるガス供給排出用溝4を構成する。
【0006】
このようなセルスタックは、例えば家庭用定置型のものでは50〜100個の単位セルで構成し、また自動車積載用では400〜500個の単位セルで構成することができる。
【0007】
この固体高分子型燃料電池は、燃料電極に流体である水素ガスを、酸化剤電極に流体である酸素ガスを供給することにより、外部回路より電流を取り出すものであるが、この際、各電極においては下記式に示したような反応が生じている。
燃料電極反応 : H2→ 2H++2e-…(1)
酸化剤電極反応 : 2H++2e-+1/2O2→H2O…(2)
全体反応 : H2+1/2O2→H2O
即ち、燃料電極上で水素(H2)はプロトン(H+)となり、このプロトンが固体高分子電解質膜中を酸化剤電極上まで移動し、酸化剤電極上で酸素(O2)と反応して水(H2O)を生ずる。従って、固体高分子型燃料電池の運転には、反応ガスの供給と排出、電流の取り出しが必要となる。
【0008】
また、固体高分子型燃料電池は、通常、室温〜120℃以下の範囲での湿潤雰囲気下での運転が想定されており、そのため水を液体状態で扱うことが多くなるので、燃料電極への液体状態の水の補給管理と酸化剤電極からの液体状態の水の排出が必要となる。
【0009】
このような燃料電池を構成する部品のうち、燃料電池用セパレータ1は、図1(a),(b)に示すように、薄肉の板状体の片面又は両面に複数個のガス供給排出用溝4を有する特異な形状を有しており、燃料電池内を流れる燃料ガス、酸化剤ガス及び冷却水が混合しないように分離する働きを有すると共に、燃料電池セルで発電した電気エネルギーを外部へ伝達したり、燃料電池セルで生じた熱を外部へ放熱するという重要な役割を担っている。
【0010】
上記燃料電池用セパレータ1に関して、一般に次のような要求がなされている。即ち、(1)高導電性、(2)腐食性電解質に対する耐腐食性(耐酸性)、(3)ガスを分離するための気密性、(4)燃料電池に組み立て時のボルトとナットによる締め付け等の組み込み作業時に燃料電池用セパレータ1に割れやヒビが生じないための強度、更には機械的強度を有すること、特に自動車等の移動用電源として用いる場合には優れた耐振動性及び耐衝撃性を有すること、さらに耐クリープ性、(5)複雑な形状を形成するための成形性、(6)低コスト性、(7)耐膨潤性(水や硫酸水溶液に浸しても膨潤しないもの)、(8)耐熱性(反応時の発熱(90〜120℃)に耐えること)等の要求特性を同時に満たすことが求められている。
【0011】
このような固体高分子型燃料電池の燃料電池用セパレータ1としては、生産性やコストの面から有利な各種の熱可塑性樹脂又は熱硬化性樹脂をバインダーとして用いた炭素組成物が提案されている。例えば特許文献1ではフェノール樹脂等の熱硬化性樹脂、また、特許文献2及び特許文献3ではポリプロピレン、ナイロン等の熱可塑性樹脂がバインダーとして用いられている。また特許文献4では、空隙率が5%以下、成形体のXY方向の体積固有抵抗とZ方向の体積固有抵抗の比の値が2以下の燃料電池用セパレータ1として適した炭素材を得るため、熱硬化性樹脂とケッチェンブラック、真球状黒鉛粒子を配合した炭素材を提案している。また、特許文献5では、バインダーの量を減らして、導電性を向上させるため、カーボン材料に少量のバインダーを配合して加圧成形し、その後含浸剤を含浸させる方法が提案されている。
【特許文献1】特開昭59−26907号公報
【特許文献2】特開昭55−61752号公報
【特許文献3】特開昭56−116277号公報
【特許文献4】特開平8−31231号公報
【特許文献5】特開昭59−26907号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
このようなセルスタックからなる燃料電池は、上記のように家庭用定置型や自動車積載用に用いるほか、近年、携帯可能なものも要求されている。
【0013】
しかし、上記のように炭素複合組成物により作製される燃料電池用セパレータ1は、導電性を維持するために黒鉛の含有量を高くする必要があることから比重が大きくなってしまい、このため燃料電池の軽量化は困難であり、燃料電池の携帯可能化への阻害要因となっていた。燃料電池用セパレータ1を軽量化するにあたっては、上記のように燃料電池用セパレータに必要とされる高い導電性や力学特性、燃料電池用セパレータ1を作製する際の成形性等をも確保する必要があるが、そのような手法は未だ見出されてはいないものであった。
【0014】
本発明は上記の点に鑑みて為されたものであり、炭素複合組成物により燃料電池用セパレータを形成するに際し、成形時の成形性、燃料電池用セパレータの高い導電性や力学特性等を確保しつつ、この燃料電池用セパレータの軽量化を図ることができる燃料電池用セパレータ成形用組成物、及びこの組成物にて形成される燃料電池用セパレータを提供することを目的とするものである。
【課題を解決するための手段】
【0015】
本発明に係る燃料電池用セパレータ成形用組成物は、熱硬化性樹脂と、組成物全量に対する含有量が67〜85質量%である平均粒径3〜150μmの黒鉛粒子と、平均粒径15〜50μmの中空フィラーとを含有することを特徴とするものである。
【0016】
これにより、燃料電池用セパレータ1中に中空フィラーが含有されていることで軽量化を図ることができ、且つかかる軽量化は少量の中空フィラーを含有することで達成することができて、燃料電池用セパレータ成形用組成物を成形の成形性や、形成された燃料電池用セパレータ1の導電性及び強度に悪影響を及ぼすことなくこれらを良好に維持することができるものである。
【0017】
上記中空フィラーとしては、耐圧強度が20MPa以上のものが組成物全量に対して3〜12質量%の範囲で含有されていることが望ましい。これにより燃料電池用セパレータ1に荷重がかかった際の中空フィラーの破壊を抑制し、燃料電池用セパレータ1に更に高い機械的強度を付与することができる。
【0018】
また、上記熱硬化性樹脂としては、エポキシ樹脂を含むものであり、且つ硬化開始剤及び硬化触媒を含有するものを用いることができる。この場合、低粘度で且つ不純物が少なくなり、成形される燃料電池用セパレータ1に優れた耐熱性や耐酸性等を付与することができる。
【0019】
また、上記エポキシ樹脂の融点は、70〜130℃の範囲であることが好ましい。この場合、成形時の取り扱い性が良くなる。
【0020】
また、上記硬化触媒としてはリン系化合物を含有するものであることが好ましい。この場合、成形される燃料電池用セパレータ1からの不純物の溶出を低減することができる。
また、上記熱硬化性樹脂は、フェノール樹脂を含むものであることも好ましい。
【0021】
このフェノール樹脂としては、融点が70〜80℃のレゾール型フェノール樹脂を含有するものであることが好ましく、この場合、成形時の取り扱い性が良くなる。
【0022】
また、このフェノール樹脂としては、開環重合により重合反応が進行するものを含有するものであることも好ましい。この場合、硬化成形時におけるガスの発生をなくして、成形品である燃料電池用セパレータ1中の空隙の発生を抑制することができる。
【0023】
また、エポキシ樹脂に対する硬化開始剤の化学量論上の当量比は、1〜1.12となるようにすることが好ましい。
【0024】
また、上記黒鉛としては、球状天然黒鉛を含むものであることが好ましい。この場合、異方性がなく、高い導電性を有することから、導電性、成形性を兼ね備えた材料が成形可能である。
【0025】
また、黒鉛粒子の平均粒径に対して1/10〜1/3の平均粒径を有する酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種を含有することも好ましい。これにより、黒鉛粒子の含有量が同一であっても、特定の粒径を有する酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種を含有することによって、この燃料電池用セパレータ成形用組成物を成形して燃料電池用セパレータ1を得る際の成形性を確保しつつ、この燃料電池用セパレータ1の導電性を向上することができる。
【0026】
更に、本発明に係る燃料電池用セパレータ1は、上記のような燃料電池用セパレータ成形用組成物を成形して成ることを特徴とするものである。
【発明の効果】
【0027】
本発明によれば、燃料電池用セパレータ成形用組成物を成形して燃料電池用セパレータを形成することで、成形時の成形性を維持すると共に燃料電池用セパレータの高い導電性や力学的特性を確保しつつ、燃料電池用セパレータの軽量化を図ることができ、このため燃料電池全体の軽量化に寄与し、特に携帯型の燃料電池に適用することができるものである。
【発明を実施するための最良の形態】
【0028】
以下本発明を実施するための最良の形態を説明する。
【0029】
本発明に係る燃料電池用セパレータ成形用組成物は、熱硬化性樹脂、黒鉛粒子及び中空フィラーを、必須成分として含有する。
【0030】
黒鉛粒子は、成形される燃料電池用セパレータ1の電気比抵抗を低減して、燃料電池用セパレータ1の導電性を向上させるために含有される。黒鉛粒子の含有量は、組成物全量に対して60〜90質量%、好ましくは67〜85質量%の範囲とする。この黒鉛粒子の割合が過少であると燃料電池用セパレータ1に必要とされる導電性が十分に得られなくなるおそれがあり、また過剰であると燃料電池用セパレータ1に必要とされるガス透過性や成形性が十分に得られなくなるおそれがある。
【0031】
また、黒鉛粒子としては、平均粒径3〜150μmのものを用いる。平均粒径が3μm未満になると成形性が低下してしまい、150μmを超えると成形品の表面平滑性が損なわれる恐れがある。
【0032】
また、黒鉛粒子としては、粒子のアスペクト比が10以下のものが好ましい。このアスペクト比が10を超えると、成形される燃料電池用セパレータ1に異方性が生じ反りなどが生じる恐れがある。
【0033】
また、この黒鉛粒子としては、特に二種以上の粒度分布を有するもの、すなわち平均粒径の異なる2種以上の粒子群を混合したものを用いることが好ましい。この場合、特に平均粒径1〜50μmの範囲のものと、平均粒径50〜100μmのものとを混合したものであることが好ましい。このような粒度分布を有する黒鉛粒子を用いると、粒径の大きい粒子は表面積が小さいため、少量の樹脂量でも混練を可能とすることが期待され、更に粒径の小さい粒子によって、黒鉛粒子同士の接触性を高める一方、成形品の強度を高めることが期待され、これにより、燃料電池用セパレータ1の導電性の向上、ガス不透過性の向上、強度の向上等といった、性能の向上を図ることができる。このとき、平均粒径1〜50μmの粒子と平均粒径50〜100μmとの粒子の混合比は、適宜調整されるものであるが、特に前者対後者の混合比が、質量比で40:60〜90:10、特に65:35〜85:15であることが好ましい。
【0034】
黒鉛粒子は、高い導電性を示すものであれば制限はなく用いることができ、例えば、メソカーボンマイクロビーズなどの炭素質を黒鉛化したもの、石炭系コークスや石油系コークスを黒鉛化したものの他、黒鉛電極や特殊炭素材料の加工粉、天然黒鉛、キッシュ黒鉛、膨張黒鉛等のような、適宜のものを用いることできる。このような黒鉛粒子は、一種のみを用いるほか、複数種を併用することもできる。
【0035】
黒鉛粒子は、人造黒鉛粉、天然黒鉛粉のいずれでも良いが、天然黒鉛粉は導電性が高いという利点を有し、また人造黒鉛粉は天然黒鉛粉に比べて導電性は多少劣るものの、異方性が少ないという利点がある。
【0036】
また、黒鉛粒子が、特に球状の天然黒鉛粒子であると、黒鉛の結晶化度、すなわち導電性が高く、異方性もないことから流動性が良好で、導電性に優れた成形が可能となる。但し、球状黒鉛は導電パスを形成しにくい為、単体のみの使用では成形品としての導電性が低くなる。この為、異方性を有する黒鉛との併用が好ましい。
【0037】
また、黒鉛粒子は、天然黒鉛、人造黒鉛のいずれからなるものであっても、精製されたものであることが好ましく、この場合は、灰分やイオン性不純物が低いため、成形品である燃料電池用セパレータ1からの不純物の溶出を抑制することができる。
【0038】
ここで、黒鉛粒子における灰分は0.05質量%以下であることが好ましく、また抽出水中のイオン性不純物が、黒鉛粒子全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下となるようにすることが好ましい。ここで、前記抽出水は、対象成分(ここでは黒鉛粒子)10gに対してイオン交換水100mlの割合で、イオン交換水中に対象成分を分散させ、90℃で50時間処理したものであり、また抽出水中のイオン性不純物は、イオンクロマトグラフィにて評価されるものである。そして、導出される抽出水中のイオン性不純物量に基づいて、組成物中の対象成分中のイオン性不純物の総量を、この組成物中の対象成分の総量に対する質量比に換算して導出するものである。イオン性不純物の含有量は、黒鉛以外でも上記と同様の手法により測定できる。
【0039】
上記の灰分が0.05質量%を超えると燃料電池として特性低下が発生する恐れがある。また、抽出水中のイオン性不純物がナトリウム含量5ppmを超え、或いは塩素含量5ppmを超える場合には、燃料電池用セパレータ1を成形した場合に、不純物の溶出により燃料電池として特性低下が発生する恐れがある。
【0040】
また、本発明では中空フィラーを含有することにより、燃料電池用セパレータ1の比重を低減することができ、その軽量化を達成することができるものである。また中空フィラーは少量の添加で前記のような軽量化を達成することができるものであるので燃料電池用セパレータ1を成形する際の成形性を阻害せず、且つ形成される燃料電池用セパレータ1の導電性及び機械的強度が低減されることもないものである。
【0041】
このとき、中空フィラーとしては平均粒径が15〜50μmの範囲のものを用いるものである。この粒径が大きすぎると中空フィラーの強度が不十分となり燃料電池用セパレータ1の機械的強度を十分に維持することができなくなるものであり、またこの粒径が小さすぎると成形時の成形性を確保することが困難となる。
【0042】
このような中空フィラーの材質としては特に制限されず、適宜の無機又は有機の中空フィラーを用いることができるが、特にその耐圧強度が20MPa以上のものを用いることが好ましく、これにより燃料電池用セパレータ1に荷重がかかった際の中空フィラーの破壊を抑制し、燃料電池用セパレータ1に更に高い機械的強度を付与することができる。この耐圧強度の上限は特に制限されず、耐圧強度が高いほど燃料電池用セパレータ1の機械的強度の向上に寄与する。このような中空フィラーとしては、具体的には無機材料からなる中空フィラーとしてアルミノシリケート系ガラス、ソーダボロシリケート系ガラス、黒曜石系ガラス、ホウケイ酸ガラスなどのガラス製等のものを、有機材料からなる中空フィラーとしてフェノール樹脂系、アクリル−塩化ビニル系、架橋スチレン−アクリル系等の適宜の樹脂製のもの等を挙げることができる。
【0043】
また、この中空フィラーの含有量は組成物全量に対して3〜12質量%の範囲であることが好ましく、このような範囲において燃料電池用セパレータ1を形成する際の成形性、燃料電池用セパレータ1の高い導電性並びに機械的強度を十分に維持することができる。このとき中空フィラーの含有量が過小であると燃料電池用セパレータ1の軽量化を十分に行うことができなくなるおそれがあり、またこの含有量が過剰であると燃料電池用セパレータ1の高い導電性を維持することが困難となったり、その機械的強度が低減したりするおそれがある。
【0044】
また、熱硬化性樹脂としては樹脂成形に適用可能な適宜のものを用いることができるが、エポキシ樹脂とフェノール樹脂のうちの、一方又は双方を含むことが好ましく、これらは、良好な樹脂粘度を有すると共に不純物が少ない点で、適している。殊にエポキシ樹脂はイオン性不純物が少ないため、特に優れている。このように熱硬化性樹脂としてエポキシ樹脂、フェノール樹脂のうち少なくとも一方を含む場合は、熱硬化性樹脂全量に対して、エポキシ樹脂とフェノール樹脂との合計量が、50〜100質量%の範囲にあることが好ましい。
【0045】
またこれらの樹脂と共に、更にポリイミド樹脂、メラミン樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂等から選択される一種又は複数種の樹脂を併用することもできるが、エステル結合を含む樹脂は耐酸性環境下で加水分解する恐れがある。これらの樹脂の中では、特に耐熱性や耐酸性の向上に寄与する点で、ポリイミド樹脂を用いることが適している。このようなポリイミド樹脂としては、特にビスマレイミド樹脂などを用いることも好ましく、例えば、4,4−ジアミノジフェニルビスマレイミドが挙げられる。これを併用することで燃料電池用セパレータ1の耐熱性を更に高めることができる。
【0046】
また、これらの熱硬化性樹脂は、イオン性不純物である塩素イオンの含有量とナトリウムイオンの含有量とが、共に熱硬化性樹脂全量に対して質量比率で5ppm以下であることが好ましい。この場合、成形品である燃料電池用セパレータ1からの不純物の溶出を更に低減することができる。
【0047】
熱硬化性樹脂としてエポキシ樹脂を用いる場合には、固形状のものを用いることが好ましく、特に融点が70〜130℃の範囲のものを用いることが好ましい。これにより、材料の変化が少なく成形時の取り扱い性が向上する。この融点が70℃未満であると、作製した成形材料が凝集しやすくなって、取り扱い性が低下するおそれがある。
【0048】
このようなエポキシ樹脂を含有させる場合には、熱硬化性樹脂全量に対して50〜100質量%の割合で含有させることが好ましい。
【0049】
また特にエポキシ樹脂を用いる場合には、低粘度の樹脂を選択することによって、成形性を維持し、黒鉛粒子を高充填化できる。
【0050】
また、熱硬化性樹脂としてフェノール樹脂を用いる場合には、特に開環重合により重合反応が進行するフェノール樹脂を用いることが好ましい。このようなフェノール樹脂としては、例えばベンゾオキサジン樹脂等を挙げることができる。この場合は、成形工程で脱水によるガスが発生しないので成形品中にボイドが発生せず、ガス透過性の低下を抑制することができるものである。このような開環重合により重合反応が進行するフェノール樹脂を含有させる場合には、その含有量は熱硬化性樹脂全量に対して5〜50質量%の範囲であることが好ましい。
【0051】
また、特にフェノール樹脂を用いる場合には、レゾール型フェノール樹脂を用いることも好ましく、このとき例えば13C−NMR分析で、オルト−オルト25〜35%、オルト−パラ60〜70%、パラ−パラ5〜10%の構造を有するレゾール型フェノール樹脂を用いることが好ましい。レゾール樹脂は通常液状であるが、上記のレゾール型フェノール樹脂は軟化点を容易に調整することができて、融点が70〜80℃のものを容易に得ることができる。これにより、材料の変化が少なく成形時の取り扱い性が向上する。この融点が70℃未満であると、作製した成形材料が凝集しやすくなって、取り扱い性が低下するおそれがある。このようなレゾール型フェノール樹脂を含有させる場合には、その含有量は熱硬化性樹脂全量に対して10〜70質量%の範囲であることが好ましい。
【0052】
また、組成物中には、必要に応じて硬化開始剤、硬化触媒、ワックス(離型剤)、カップリング剤等の添加剤を含有させることができる。このとき、組成物中には第一アミン及び第二アミンを含有させないことが好ましく、また更に第三アミンも含有させないことが好ましい。この場合、燃料電池用セパレータ1が燃料電池中の白金触媒を被毒することを防止して、燃料電池を長時間使用した場合の起電力の低下を抑制することができる。
【0053】
すなわち、エポキシ樹脂を用いる場合に使用される硬化開始剤(硬化剤)としては、非アミン系の化合物を用いることが好ましく、アミン系のものを用いる場合では、得られる燃料電池用セパレータ1の電気伝導度を高い状態に維持することが困難となり、また燃料電池の触媒を被毒する恐れもある。また硬化開始剤としては、酸無水物系の化合物も用いないようにすることが好ましい。酸無水物の化合物は硫酸酸性環境下等の耐酸性の環境下で加水分解して、電気伝導度が低下したり、不純物の溶出が増大してしまうおそれがある。
【0054】
上記の硬化開始剤(硬化剤)としては、特にフェノール系化合物を用いることが好ましいものであり、この場合、硬化物の特性が優れたものとなる。
【0055】
このような硬化開始剤の含有量は適宜設定されるが、エポキシ樹脂に対する硬化開始剤の化学量論上の当量比が、1〜1.12となるようにすることが好ましい。
【0056】
また、エポキシ樹脂を用いる場合に使用される硬化触媒(硬化促進剤)としては、適宜のものを含有することができるが、組成物中に第一アミン及び第二アミンを含有させないことが好ましいため、非アミン系の化合物を用いることが好ましい。例えば、アミン系のジアミノジフェニルメタンなどは残存物が燃料電池の触媒を被毒する恐れがあり好ましくない。また、イミダゾール類は硬化後、塩素イオンを放出しやすくなるので不純物溶出の恐れがあり好ましくない。
【0057】
エポキシ樹脂の硬化触媒としては、好ましくはリン系化合物が用いられる。その一例としては、トリフェニルホスフィンを挙げることができる。このようなリン系化合物を含有させると、成形品である燃料電池用セパレータ1からの塩素イオンの溶出を抑制することができる。
【0058】
上記のような硬化開始剤や硬化触媒においても、それぞれ、イオン性不純物である塩素イオンの含有量とナトリウムイオンの含有量とが、それぞれ質量比率で5ppm以下であることが好ましい。この場合、成形品である燃料電池用セパレータ1からのイオン性不純物の溶出を更に抑制することができるものであり、各含有量が5ppmを超えると不純物の溶出量が多くなって、燃料電池として特性低下が発生する恐れがある。
【0059】
このような硬化触媒の含有量は適宜調整されるが、好ましくはエポキシ樹脂に対して0.5〜3質量部の範囲となるようにするものである。
【0060】
また組成物中には、更に酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種の粒子を含有させることも好ましい。この粒子は、組成物中に含有される上記黒鉛粒子の平均粒径に対して1/10〜1/3の範囲の平均粒径を有するものが用いられる。このような粒子を含有させると、組成物の成形時における成形性を阻害することなく、形成される燃料電池用セパレータ1の導電性向上に寄与するものである。その理由は、上記の粒子が添加されていない場合では成形時に組成物内で黒鉛粒子が流動する際にこの黒鉛粒子に潰れが発生して、これが黒鉛粒子間の接触(導電パス)の阻害を招くものであるのに対して、上記のような酸化チタン等の粒子を添加すると、黒鉛粒子単独の場合では得られない流動挙動が得られるようになり、これにより黒鉛粒子間の接触が維持されるためであると、推察される。
【0061】
ここで、上記粒子の平均粒径が、黒鉛粒子の平均粒径の1/10に満たないとこの粒子の表面積が増大することから成形時の流動性の低下を招き、また1/3を超えると黒鉛粒子間の接触(導電パス)の阻害を充分に抑制することができず導電性の低下を招くおそれがある。
【0062】
上記粒子のうち、酸化チタンの粒子を用いる場合には、例えば石原産業(株)製や、古河機械金属(株)製などの市販品を使用可能である。酸化チタンの粒子を用いる場合には、上記のように燃料電池用セパレータ1の導電性向上に寄与するだけでなく、更にこの燃料電池用セパレータ1の表面に親水性を付与することもできる。酸化チタンを用いる場合の、その配合量は、特に制限されるものではないが、上記組成物全量に対して、1〜10質量%の範囲とすることが好ましい。ここで、配合量が1質量%未満であると、燃料電池用セパレータ1の導電性の向上及び親水性の付与が充分になされないおそれがあり、一方、10質量%を超えると、燃料電池用セパレータ1の強度が低下する恐れがあるとともに、電気抵抗値の上昇を招くおそれもある。
【0063】
また、上記粒子として、アルミナの粒子を用いる場合には、例えば龍森(株)製や(株)マイクロン製などの市販品を使用可能である。アルミナの粒子を用いる場合には、酸化チタンの場合と同様に、燃料電池用セパレータ1の導電性向上に寄与するだけでなく、更にこの燃料電池用セパレータ1の表面に親水性を付与することもできる。アルミナを用いる場合の、その配合量は、特に制限されるものではないが、上記組成物全量に対して、1〜10質量%の範囲とすることが好ましい。ここで、配合量が1質量%未満であると、燃料電池用セパレータ1の導電性の向上及び親水性の付与が充分になされないおそれがあり、一方、10質量%を超えると、燃料電池用セパレータ1の強度が低下する恐れがあるとともに、電気抵抗値の上昇を招くおそれもある。
【0064】
また、酸化チタンとアルミナの粒子を併用することによっても、燃料電池用セパレータ1の導電性の向上と親水性の向上とを達成することができる。この場合、酸化チタンとアルミナの配合量の合計が、組成物全量に対して1〜10質量%の範囲であることが好ましい。
【0065】
上記のように燃料電池用セパレータ1の表面の親水性を向上すると、燃料電池用セパレータ1の表面における水の流れ性を向上することができる。ここで、燃料電池用セパレータ1は発電時に酸素供給側において水が反応生成し、この水が溝部に溜まるとガス拡散が阻害され、結果として電気特性が低下する恐れがあるが、前記のように燃料電池用セパレータ1の表面における水の流れ性が向上すると、溝部に水が溜まることを防止することができ、ガス拡散が阻害されること無く電気特性を維持可能となる。
【0066】
また、上記粒子としてフッ素樹脂の粒子を用いる場合には、例えばダイキン工業製などの市販品を使用可能である。フッ素樹脂の粒子を用いる場合には、燃料電池用セパレータ1の導電性向上に寄与するだけでなく、更にこの燃料電池用セパレータ1の表面に疎水性を付与することもできる。フッ素樹脂を用いる場合の、その配合量は、特に制限されるものではないが、上記組成物全量に対して、1〜5質量%の範囲とすることが好ましい。ここで、配合量が1質量%未満であると、燃料電池用セパレータ1の導電性の向上及び疎水性の付与が充分になされないおそれがあり、一方、5質量%を超えると、燃料電池用セパレータ1の強度が低下する恐れがあるとともに、電気抵抗値の上昇を招くおそれもある。
【0067】
上記のように燃料電池用セパレータ1の表面の疎水性を向上した場合にも、燃料電池用セパレータ1の表面における水の流れ性を向上することができ、上記と同様にガス拡散が阻害されること無く電気特性を維持可能となる。
【0068】
また、組成物中にはカップリング剤を含有させることができる。このカップリング剤としては、適宜のものが用いられるが、組成物中には第一アミン及び第二アミンは含有させないことが好ましいため、アミノシランは用いないようにすることが好ましい。アミノシランを用いる場合には、燃料電池の触媒を被毒する恐れがあり好ましくない。また、カップリング剤としてはメルカプトシランも用いないようにすることが好ましい。このメルカプトシランを用いた場合も、同様に燃料電池の触媒を被毒する恐れがあり好ましくない。
【0069】
使用されるカップリング剤の例としては、シリコン系のシラン化合物、チタネート系、アルミニウム系のものを使用することができる。例えばシリコン系のカップリング剤としては、エポキシシランが適している。
【0070】
カップリング剤は黒鉛粒子の表面に予め噴霧等により付着させておくことが好ましい。その添加量は適宜設定されるものであり、黒鉛粒子の比表面積に比し使用するカップリング剤の単位質量当たりの被覆面積を考慮する必要があるが、好ましくは、カップリング剤の被覆面積の総量が、黒鉛粒子の表面積の総量に対して、0.5〜2倍の範囲となるようにする。この値が多くなると成形品表面にブリードしてしまい金型表面を汚染するなどして、好ましくない。
【0071】
また、組成物中にワックス(離型剤)を含有させる場合には、適宜のものが用いられるが、特に天然カルナバワックスを用いることが好ましい。また、ワックスの含有量は適宜設定されるが、組成物全量に対して0.1〜2.5質量%の範囲であることが好ましく、この含有量が1質量%未満では金型成形時に十分な離型性が得られず、また2.5質量%を超えると、燃料電池用セパレータ1に必要とされる水との濡れ性が十分に得られなくなる恐れがある。
【0072】
また、このようなワックスにおいても、イオン性不純物である塩素イオンの含有量とナトリウムイオンの含有量とが、共に質量換算した値で5ppm以下であることが好ましい。各イオン性不純物の含有量が5ppmを超えると燃料電池としてその成形品を使用した場合、不純物が溶出し特性低下が発生する恐れがある。
【0073】
また、本発明では成形される燃料電池用セパレータ1における、成形時の樹脂の流動方向と、この流動方向と直交する方向との間での接触抵抗の比が、2以下となるようにすることが好ましい。この値が2を超えると抵抗値に異方性が生じてしまい、燃料電池用セパレータ1としての特性が低下してしまう。
【0074】
また、本発明にて調製される組成物は、この組成物で形成される成形品のTOC(total organic carbon)が100ppm以下となるようにすることが好ましい。
【0075】
ここで、TOCは、比表面積20cm2/gの成形品を90℃で50時間処理した後の水溶液を用いて測定した数値である。このようなTOCは、例えばJIS K0102に準拠して島津製全有機炭素分析装置「TOC−50」などで測定することができる。測定方法は、サンプルの燃焼により発生したCO2濃度を非分散型赤外線ガス分析法で測定して、サンプル中の炭素濃度を定量する。炭素濃度を測定することによって、間接的に含有している有機物質濃度を測定でき、サンプル中の無機炭素(IC)、全炭素(TC)を測定し、全炭素と無機炭素の差(TC−IC)から全有機炭素(TOC)を計測する。
【0076】
上記のTOCが100ppmを超えると燃料電池としての特性低下が発生する恐れがあり、100ppm以下であるとこのような特性低下を抑制することができるものである。
【0077】
ここで本発明においては、TOCの値は、原材料として高純度のものを選択したり、更に樹脂の当量比の調整や、後硬化処理を行うことなどで低減して調整することができる。
【0078】
また、組成物全体における、水溶性イオンである塩素イオン、ナトリウムイオンの含有量が、それぞれ組成物全量に対して質量比率で5ppm以下であることが好ましい。この値が5ppmを超えると成形される燃料電池用セパレータ1からの不純物の溶出によって、起動電圧低下等の燃料電池としての特性低下が発生するおそれがあり、この値が5ppm以下となるようにすることで、このような特性低下が発生しないようにすることができる。
【0079】
上記の塩素イオン、ナトリウムイオンの含有量は、組成物を成形して得られる成形品から水溶性のイオンを抽出し、これをイオンクロマトグラフ法で評価測定したものを、組成物質量に基づいて換算することで導出することができる。このときの水溶性イオンの抽出は、比表面積20cm2/gの成形品を成形品10gに対してイオン交換水100mLとして、成形品をイオン交換水中に浸漬し、90℃で50時間処理することでイオン交換水中にイオンを抽出することで、行うことができる。
【0080】
燃料電池用セパレータ1用炭素組成物を調製する場合は、上記のような各成分を適宜の手法で混合し、必要に応じて混練・造粒等を行う。以下に、燃料電池用セパレータ1の調製方法の例を示す。
【0081】
図2は、組成物調製のための混合攪拌機の一例を示す。これは、上方に開口する容器5に対して、この容器5内で遊星回転駆動する攪拌具6(攪拌羽根)を配置して構成されている。攪拌具6はこの攪拌具6を回転駆動する回転駆動装置10に連結して設けられており、この回転駆動装置10から下方に突出し、略鉛直方向の回転軸(自転軸8)を中心に自転駆動するように形成され、且つこの自転軸8から偏心した略鉛直方向の回転軸(公転軸7)を中心に公転駆動するように形成されている。図示の例では、攪拌具6は共通の公転軸7を有すると共に互いに偏心した自転軸8を有するものが、二つ設けられている。攪拌具6としては適宜の形状のものを用いることができるが、例えば図示のように螺旋状に捻れた形状を有するフック状のものを用いることができる。
【0082】
また、容器5の内容物を加熱することができるように形成することが好ましい。例えば容器5の隔壁を中空に形成して、この隔壁内に熱媒を流通させるなどして、内容物を加熱可能に形成することができる。
【0083】
また、容器5内を減圧する減圧機構を設けることが好ましい。例えば上記回転駆動装置10に、容器5の上部開口を閉塞するカバー体11を一体に設けると共に、このカバー体11に吸引口9を設け、この吸引口9からの吸引により容器5内部を減圧可能に形成することができる。
【0084】
このような混合攪拌機を用いて組成物の調製を行うにあたっては、容器5内に組成物の原料を投入した状態で、攪拌具6を公転数10〜180rpm、自転数15〜380rpmの範囲で回転させることで攪拌混合を行うことが好ましい。このような回転速度で攪拌混合を行うことで、内容物を十分に攪拌混合して、熱硬化性樹脂に対して黒鉛粒子等の他の成分が十分に分散混合された組成物を得ることができるものであり、また攪拌混合の過程における黒鉛粒子の劈開が抑制されて、調製される組成物の流動性の悪化が防止され、この組成物による燃料電池用セパレータ1の作製時における高い成形性を維持することができるものである。
【0085】
図3は、組成物調製のための混合攪拌機の別の例を示す。これは、容器5内に、この容器5内で、略鉛直方向の回転軸12を中心に回転する攪拌具6が設けられている。
【0086】
図示の例では、容器5内の底部に攪拌具6として、同一の回転軸12を中心に回転する下羽根6aと上羽根6bが設けられている。下羽根6aは、回転軸12から互いに反対方向に向けて放射状に延出する二つの回転腕19から形成されている。また上羽根6bは、回転軸から放射状に外方に突出した複数の支持腕16の先端にて輪状の回転輪17を支持し、この回転輪17の外縁から二つの腕部18を放射状に外方に突出させた形状を有している。
【0087】
また、容器5の内容物を加熱することができるように形成することが好ましい。例えば容器5の隔壁を中空に形成して、この隔壁内に熱媒を流通させるなどして、内容物を加熱可能に形成することができる。
【0088】
また、容器5内を減圧する減圧機構を設けることが好ましい。例えば容器5を密閉可能に形成すると共にこの容器5に吸引口を設け、この吸引口からの吸引により容器5内部を減圧可能に形成することができる。
【0089】
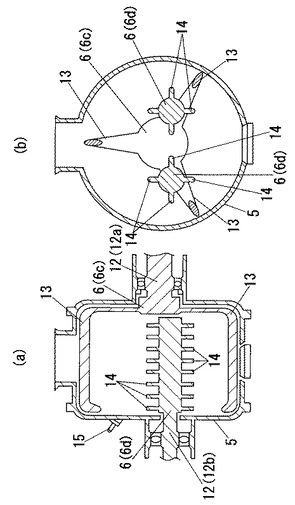
また、図4は、組成物調製のための混合攪拌機の、更に別の例を示す。これは、図3と同様に容器5内に、この容器5内で回転軸12を中心に回転する攪拌具6が設けられているが、図示の例では攪拌具6は略水平方向の回転軸12を中心に回転駆動するように形成されている。
【0090】
攪拌具6は適宜の構成のものを用いることができ、また複数種の攪拌具6を複数個設けることもできる。図示のものでは、攪拌具6としてミキシングアーム6cとチョッパー6dとが設けられている。ミキシングアーム6cとチョッパー6dは、それぞれ容器の互いに対向し合う内側壁に沿った位置において、それぞれ異なる略水平方向の回転軸12に接続されている。
【0091】
ミキシングアーム6cには、回転軸12(12a)に接続されている基端部からその外側に向けて放射状に突出する複数のアーム13が設けられており、この各アーム13は、対向する内側壁側に向けて略水平方向に曲成されている。
【0092】
また、容器5内を減圧する減圧機構を設けることが好ましい。例えば容器5を密閉可能に形成すると共にこの容器5に吸引口を設け、この吸引口からの吸引により容器5内部を減圧可能に形成することができる。
【0093】
またチョッパー6dは図示の例では二つ設けられている。このチョッパー6dは、回転軸12(12b)に接続されている基端部から、対向する内側壁側に向けて略水平方向に延出するように形成されており、またこのチョッパー6dは上記の複数のアーム13に囲まれた位置に配置されている。チョッパー6dの外周面には、複数の攪拌棒14が外側に向けて放射状に突設されている。
【0094】
また図中の15は、容器5内に液体をスプレー状に噴射するスプレーノズルを示す。
【0095】
このような図3,4に示す混合攪拌機を用いて組成物の調製を行うにあたっては、容器5内に組成物の原料を投入した状態で、攪拌具6を、その最外縁部の周速度が15m/秒以下となるように回転させることが好ましい。このような条件で攪拌混合を行うことで、内容物を十分に攪拌混合して、熱硬化性樹脂に対して黒鉛粒子等の他の成分が十分に分散混合された組成物を得ることができるものであり、また攪拌混合の過程における黒鉛粒子の劈開が抑制されて、調製される組成物の流動性の悪化が防止され、この組成物による燃料電池用セパレータ1の作製時における高い成形性を維持することができるものである。ここで、上記の攪拌具6の最外縁部の周速度の下限は特に制限されないが、均一に混合するためにはこの周速度を5m/秒以上とすることが好ましい。
【0096】
上記の図2〜図4に示されるような混合攪拌機を用いた組成物の調製方法の、更に具体的な例を説明する。
【0097】
例えば、まず組成物を構成する各成分を配合したものを容器5内に投入し、攪拌具6を所定の条件で回転駆動して混合する。このとき容器5を加熱することで、その内容物を組成物中の熱硬化性樹脂の溶融開始温度以上の温度に加熱することが好ましい。この容器5の加熱温度は、組成物を構成する熱硬化性樹脂の種類に応じて適宜設定されるが、好ましくはこの加熱温度の上限を120℃となるようにする。またこのときの攪拌時間は5〜30分間とすることが好ましい。このように熱硬化性樹脂が溶融した状態で混合することで、熱硬化性樹脂と、黒鉛粒子等の他の成分とを均一に混合することができる。
【0098】
次いで、容器5内に、上記の熱硬化性樹脂が溶解する溶媒を加え、更に攪拌具6を所定の条件で回転駆動して混合を続ける。このときの攪拌時間は5〜30分間とすることが好ましい。これにより更に熱硬化性樹脂と、黒鉛粒子等の他の成分とを更に均一に混合することができる。またこのとき同時に、上記と同様に容器5を加熱することで、その内容物を組成物中の熱硬化性樹脂の溶融開始温度以上の温度に加熱すれば、更に均一な混合を可能にすることができる。
【0099】
上記の溶媒は熱硬化性樹脂の種類等に応じて適宜選択されるが、例えばイソプロピルアルコールを挙げることができる。また溶媒の使用量は、熱硬化性樹脂を全て溶解することができるように適宜の量に調整されるが、好ましくは溶媒の使用量が、組成物の原料の全固形分に対して50質量%以下となるようにするものであり、溶媒の使用量がこの範囲を超えると、溶媒の揮散に要する時間が長くなって生産性が低下する。またこの使用量は、更に好ましくは25質量%以下となるようにする。
【0100】
溶媒を加える際には適宜の手法を採用できるが、溶媒を容器5内に滴下し、或いは噴霧することが好ましい。特に噴霧により添加すると、樹脂分と黒鉛粒子とを馴染ませながら混合することができると共に、組成物中に大きな塊が発生することを防いで微細な粒状の組成物を得ることが可能となり、優れた成形性を有する組成物を得ることができる。溶媒の噴射条件は、噴霧圧0.05〜0.3MPa、噴霧空気量5〜50ml/分、液圧0.05〜0.5MPaとすることが好ましく、この範囲において、上記効果が十分に発揮される。
【0101】
次いで、更に攪拌具6を所定の条件で回転駆動させると共に溶媒を揮散させることで、組成物の造粒が行われる。このときの攪拌時間は5〜30分間とすることが好ましい。
溶媒の揮散は、容器5内を加熱したり、或いは容器5内を減圧したりすることで行うことができる。例えば、容器5内を加熱すると共に減圧することで溶媒を揮散させることができ、このとき例えば容器5内を熱硬化性樹脂が溶解する温度以上の温度に加熱すると共に、この容器5内を0.1MPa〜0.01MPaの圧力範囲に減圧することができる。このような状態で攪拌混合を続けると、溶媒が揮散して内容物の粘度が高まり、造粒がなされ、粒状の組成物が調製される。溶媒が残存すると成形品中に空隙が発生しガス透過性が低下してしまう恐れがある。
【0102】
また、得られた組成物は、更に整粒機等で粉砕するなどして、更に小径の粒状に形成することができ、例えば粒径500μm以下となるようにすることができる。このとき、中空フィラーとして耐圧強度が高いもの、特に20MPa以上のものを用いていれば中空フィラーは粉砕されることはないが、中空フィラーが粉砕されるおそれがある場合には前記粉砕後に中空フィラーを添加することが好ましい。
【0103】
上記のような混合攪拌機を用いた組成物の調製方法の他例を説明する。
【0104】
本例では、組成物を構成する各成分のうち、まず熱硬化性樹脂を除いたものを容器5内に投入し、攪拌具6を回転駆動して混合する。このときの攪拌時間は5〜30分間とすることが好ましい。
【0105】
次いで、容器5内に熱硬化性樹脂を溶媒に溶解した状態で加え、更に攪拌混合を続ける。溶媒は熱硬化性樹脂の種類等に応じて適宜選択されるが、例えばイソプロピルアルコールを挙げることができる。また溶媒の使用量は、熱硬化性樹脂を全て溶解することができるように適宜の量に調整されるが、好ましくは溶媒の使用量が、組成物の原料の全固形分に対して50質量%以下となるようにするものであり、溶媒の使用量がこの範囲を超えると、溶媒の揮散に要する時間が長くなって生産性が低下する。またこの使用量は、更に好ましくは25質量%以下となるようにする。
【0106】
溶媒に溶解した熱硬化性樹脂を加える際には適宜の手法を採用できるが、このものを容器5内に滴下し、或いは噴霧することが好ましい。特に噴霧により添加を行うと、樹脂分と黒鉛粒子とを馴染ませながら混合することができると共に、組成物中に大きな塊が発生することを防いで微細な粒状の組成物を得ることが可能となり、優れた成形性を有する組成物を得ることができる。溶媒に溶解した熱硬化性樹脂の噴射条件は、噴霧圧0.05〜0.3MPa、噴霧空気量5〜50ml/分、液圧0.05〜0.5MPaとすることが好ましく、この範囲において、上記効果が十分に発揮される。
【0107】
このときの攪拌時間は5〜30分間とすることが好ましい。このように熱硬化性樹脂が溶媒に溶解した状態で攪拌混合を行うことで、熱硬化性樹脂と、黒鉛粒子等の他の成分とが更に均一に混合される。
【0108】
また、この攪拌混合の際には、容器5を加熱することで、その内容物を組成物中の熱硬化性樹脂の溶融開始温度以上の温度に加熱することが好ましい。この容器5の加熱温度は、組成物を構成する熱硬化性樹脂の種類に応じて適宜設定されるが、加熱温度の上限は、130℃とすることが好ましい。これにより、熱硬化性樹脂と、黒鉛粒子等の他の成分とが更に均一に混合される。
【0109】
次いで、更に攪拌具6を所定の条件で回転駆動させると共に溶媒を揮散させることで、組成物の造粒が行われる。このときの攪拌時間は5〜30分間とすることが好ましい。
【0110】
溶媒の揮散は、容器5内を加熱したり、或いは容器5内を減圧したりすることで行うことができる。例えば、容器5内を加熱すると共に減圧することで溶媒を揮散させることができ、このとき例えば容器5内を熱硬化性樹脂が溶解する温度以上の温度に加熱すると共に、この容器5内を0.1MPa〜0.01MPaの圧力範囲に減圧することができる。このような状態で攪拌混合を続けると、溶媒が揮散して内容物の粘度が高まり、造粒がなされ、粒状の組成物が調製される。溶媒が残存すると成形品中に空隙が発生しガス透過性が低下してしまう恐れがある。
【0111】
また、得られた組成物は、更に整粒機等で粉砕するなどして、更に小径の粒状に形成することができ、例えば粒径500μm以下となるようにすることができる。このとき、中空フィラーとして、耐圧強度が20MPa以上のものを用いていれば中空フィラーは粉砕されることはないが、中空フィラーが粉砕されるおそれがある場合には前記粉砕後に中空フィラーを添加することが好ましい。
【0112】
上記のようにして得られる燃料電池用セパレータ成形用組成物は、燃料電池用セパレータ1の成形に供される。このときの成形法としては、射出成形や圧縮成形など、適宜の手法を採用することができる。燃料電池用セパレータ1は既述のように図1に示すような形状に形成することができる。
【0113】
このような成形の過程においては、組成物の調製方法として特に上記のような調製方法を採用すると、この組成物は成形過程において上記のように黒鉛粒子に劈開が生じにくくなっており、この結果、組成物は良好な流動性を有し、優れた成形性を有するものである。このため、燃料電池用セパレータ1に複数の微細な凸部(リブ)1aを形成する場合などのように複雑な形状に形成する場合にも成形時の未充填の発生を抑制して成形不良を防止することができる。また、上記のように組成物の粒径を500μm以下となるようにすると、成形時の未充填を更に抑制することができる。
【0114】
尚、上記組成物は燃料電池用セパレータ成形用のものであるが、これと同一の組成を有する組成物を有機溶剤に分散させるなどしてワニス化した樹脂ワニスは、シート状の繊維基材に含浸・乾燥させることによりプリプレグを作製するために用いることもできる。
【実施例】
【0115】
以下、本発明を実施例に基づいて詳細に説明する。
【0116】
(実施例1〜11、比較例1〜4)
攪拌混合機としては、図2に示す構成のもの(ダルトン製「5XDMV−rr型」)を用い、その容器に、表1,2に示す組成となるように原料を入れた。
【0117】
ここで、表1,2に示す無機中空フィラーA〜F並びに有機中空フィラーAの詳細は次の通りであり、下記の耐圧強度は、タブレット(30mmφ)作製用治具に中空フィラーを2g投入し、加圧力をかけた後のフィラーを顕微鏡観察した場合に、90%の中空フィラーが破壊されずに残存するときの前記加圧力を示す。
・無機中空フィラーA:富士シリシア化学(株)製、品番「S−45」、平均粒径40μm、耐圧強度25MPa
・無機中空フィラーB:住友スリーエム(株)製、品番「K46」、平均粒径30μm、耐圧強度40MPa
・無機中空フィラーC:ポッターズ・バロティーニ社製、品番「7040S」、平均粒径45μm、耐圧強度14MPa
・無機中空フィラーD:東海工業株式会社製、品番「Z36」、平均粒径56μm、耐圧強度15MPa
・無機中空フィラーE:ポッターズ・バロティーニ社製、品番「HSC110」、平均粒径13μm、耐圧強度10MPa
・無機中空フィラーF:ポッターズ・バロティーニ社製、品番「Sil−CELL42」、平均粒径45μm、耐圧強度25MPa
・有機中空フィラーA:日本フィライト(株)製、品番「551DE−40d42」、平均粒径40μm、耐圧強度40MPa
次いで、容器を温水で90℃に加熱した状態で攪拌具6を遊星回転させて5分間、攪拌した後、溶媒(メタノール)を表1に示す分量添加した。この溶媒の添加後に更に10分攪拌を続けた。次に90℃で真空ポンプを用いて減圧乾燥して溶媒を完全に除去した。得られた混練物を整粒機で粒径500μm以下に粉砕した。
【0118】
得られた組成物を、温度175℃、圧力34.3MPa(350kg/cm2)の条件で20分間成形し、脱型して、図1に示すような形状の燃料電池用セパレータ1を得た。
【0119】
尚、表1,2中における各成分の配合量は、質量部で示されている。
【0120】
(評価)
・比重:各実施例及び比較例にて得られた燃料電池用セパレータ1の比重を測定した。
【0121】
・体積抵抗率評価:JIS K 7194に準拠して測定した。
【0122】
・三点曲げ強度:支点間の距離を試験片の厚み(4mm)の16倍に設定して三点曲げ強度を測定した。
【0123】
・成形性評価:各実施例及び比較例につき、同一条件で30個のサンプルを成形し、その外観を観察して未充填の有無を確認し、未充填が発生したものを「不良」としてその発生数にて、不良数1以下を「○」、不良数2以上5以下を「△」、不良数6以上を「×」と評価した。
【0124】
・温水導電性:各実施例及び比較例につき、同一条件で10mm×40mm×4mmの寸法を有する各二個のサンプルを作製し、この二個のサンプルを50gのイオン交換水中に浸漬して加圧容器内で150℃で168時間保持した。次いで、処理後のイオン交換水の導電性を導電性測定器(CONDUCTIVITY METER ES−12)を用いて測定した。
【0125】
以上の結果を表1,2に示す。
【0126】
【表1】

【0127】
【表2】
【0128】
これらの結果から明らかなように、各実施例においては得られた燃料電池用セパレータ1は比重が低く、体積抵抗率が低く、3点曲げ強度は高く、また成形時の成形性は良好なものであった。
【0129】
これに対して、黒鉛粒子の含有量が低い比較例1では無機中空フィラーを含有していることで比重は低くなっているものの、体積抵抗率が高くなり、また3点曲げ強度も低いものであった。また粒径の大きい中空フィラーを用いた比較例2では比重は低くなっているが3点曲げ強度は十分ではなかった。また粒径の小さい中空フィラーを用いた比較例3では成形性が悪化したものであった。また中空フィラーを含有しない比較例4では比重が高くなってしまうものであった。
【図面の簡単な説明】
【0130】
【図1】本発明の実施の形態の一例を示すものであり、(a)(b)は斜視図である。
【図2】混合攪拌機の一例を示す断面図である。
【図3】混合攪拌機の他例を示す断面図である。
【図4】(a)(b)は混合攪拌機の更に他例を示す断面図である。
【符号の説明】
【0131】
1 燃料電池用セパレータ
【技術分野】
【0001】
本発明は、燃料電池用セパレータ成形用組成物及びこの組成物から形成される燃料電池用セパレータに関するものである。
【背景技術】
【0002】
一般に燃料電池は複数の単位セルを数十〜数百個直列に重ねて構成されるセルスタックから成り、これにより所定の電圧を得ている。
【0003】
単位セルの最も基本的な構造は、「燃料電池用セパレータ/燃料電極(アノード)/電解質/酸化剤電極(カソード)/燃料電池用セパレータ」という構成を有している。この単位セルにおいては、電解質を介して対向する一対の電極のうち燃料電極に燃料を、酸化剤電極に酸化剤を供給して、電気化学反応により燃料を酸化させることにより、反応の化学エネルギーを直接電気化学エネルギーに変換するものである。
【0004】
このような燃料電池は、電解質の種類によりいくつかのタイプに分類されるが、近年、高出力が得られる燃料電池として、電解質に固体高分子電解質膜を用いた固体高分子型燃料電池が注目されている。
【0005】
図1は固体高分子型燃料電池の一例を示すものであり、左右両側面に複数個の凸部(リブ)1aが形成されている2枚の燃料電池用セパレータ1,1の間に、固体高分子電解質膜2とガス拡散電極(燃料電極と酸化剤電極)3,3とを介在させて、単電池(単位セル)が構成され、この単位セルを数十個〜数百個並設して電池本体(セルスタック)が形成されている。前記凸部1aは、隣り合う凸部1a同士の間に、燃料である水素ガスと、酸化剤である酸素ガスの流路であるガス供給排出用溝4を構成する。
【0006】
このようなセルスタックは、例えば家庭用定置型のものでは50〜100個の単位セルで構成し、また自動車積載用では400〜500個の単位セルで構成することができる。
【0007】
この固体高分子型燃料電池は、燃料電極に流体である水素ガスを、酸化剤電極に流体である酸素ガスを供給することにより、外部回路より電流を取り出すものであるが、この際、各電極においては下記式に示したような反応が生じている。
燃料電極反応 : H2→ 2H++2e-…(1)
酸化剤電極反応 : 2H++2e-+1/2O2→H2O…(2)
全体反応 : H2+1/2O2→H2O
即ち、燃料電極上で水素(H2)はプロトン(H+)となり、このプロトンが固体高分子電解質膜中を酸化剤電極上まで移動し、酸化剤電極上で酸素(O2)と反応して水(H2O)を生ずる。従って、固体高分子型燃料電池の運転には、反応ガスの供給と排出、電流の取り出しが必要となる。
【0008】
また、固体高分子型燃料電池は、通常、室温〜120℃以下の範囲での湿潤雰囲気下での運転が想定されており、そのため水を液体状態で扱うことが多くなるので、燃料電極への液体状態の水の補給管理と酸化剤電極からの液体状態の水の排出が必要となる。
【0009】
このような燃料電池を構成する部品のうち、燃料電池用セパレータ1は、図1(a),(b)に示すように、薄肉の板状体の片面又は両面に複数個のガス供給排出用溝4を有する特異な形状を有しており、燃料電池内を流れる燃料ガス、酸化剤ガス及び冷却水が混合しないように分離する働きを有すると共に、燃料電池セルで発電した電気エネルギーを外部へ伝達したり、燃料電池セルで生じた熱を外部へ放熱するという重要な役割を担っている。
【0010】
上記燃料電池用セパレータ1に関して、一般に次のような要求がなされている。即ち、(1)高導電性、(2)腐食性電解質に対する耐腐食性(耐酸性)、(3)ガスを分離するための気密性、(4)燃料電池に組み立て時のボルトとナットによる締め付け等の組み込み作業時に燃料電池用セパレータ1に割れやヒビが生じないための強度、更には機械的強度を有すること、特に自動車等の移動用電源として用いる場合には優れた耐振動性及び耐衝撃性を有すること、さらに耐クリープ性、(5)複雑な形状を形成するための成形性、(6)低コスト性、(7)耐膨潤性(水や硫酸水溶液に浸しても膨潤しないもの)、(8)耐熱性(反応時の発熱(90〜120℃)に耐えること)等の要求特性を同時に満たすことが求められている。
【0011】
このような固体高分子型燃料電池の燃料電池用セパレータ1としては、生産性やコストの面から有利な各種の熱可塑性樹脂又は熱硬化性樹脂をバインダーとして用いた炭素組成物が提案されている。例えば特許文献1ではフェノール樹脂等の熱硬化性樹脂、また、特許文献2及び特許文献3ではポリプロピレン、ナイロン等の熱可塑性樹脂がバインダーとして用いられている。また特許文献4では、空隙率が5%以下、成形体のXY方向の体積固有抵抗とZ方向の体積固有抵抗の比の値が2以下の燃料電池用セパレータ1として適した炭素材を得るため、熱硬化性樹脂とケッチェンブラック、真球状黒鉛粒子を配合した炭素材を提案している。また、特許文献5では、バインダーの量を減らして、導電性を向上させるため、カーボン材料に少量のバインダーを配合して加圧成形し、その後含浸剤を含浸させる方法が提案されている。
【特許文献1】特開昭59−26907号公報
【特許文献2】特開昭55−61752号公報
【特許文献3】特開昭56−116277号公報
【特許文献4】特開平8−31231号公報
【特許文献5】特開昭59−26907号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
このようなセルスタックからなる燃料電池は、上記のように家庭用定置型や自動車積載用に用いるほか、近年、携帯可能なものも要求されている。
【0013】
しかし、上記のように炭素複合組成物により作製される燃料電池用セパレータ1は、導電性を維持するために黒鉛の含有量を高くする必要があることから比重が大きくなってしまい、このため燃料電池の軽量化は困難であり、燃料電池の携帯可能化への阻害要因となっていた。燃料電池用セパレータ1を軽量化するにあたっては、上記のように燃料電池用セパレータに必要とされる高い導電性や力学特性、燃料電池用セパレータ1を作製する際の成形性等をも確保する必要があるが、そのような手法は未だ見出されてはいないものであった。
【0014】
本発明は上記の点に鑑みて為されたものであり、炭素複合組成物により燃料電池用セパレータを形成するに際し、成形時の成形性、燃料電池用セパレータの高い導電性や力学特性等を確保しつつ、この燃料電池用セパレータの軽量化を図ることができる燃料電池用セパレータ成形用組成物、及びこの組成物にて形成される燃料電池用セパレータを提供することを目的とするものである。
【課題を解決するための手段】
【0015】
本発明に係る燃料電池用セパレータ成形用組成物は、熱硬化性樹脂と、組成物全量に対する含有量が67〜85質量%である平均粒径3〜150μmの黒鉛粒子と、平均粒径15〜50μmの中空フィラーとを含有することを特徴とするものである。
【0016】
これにより、燃料電池用セパレータ1中に中空フィラーが含有されていることで軽量化を図ることができ、且つかかる軽量化は少量の中空フィラーを含有することで達成することができて、燃料電池用セパレータ成形用組成物を成形の成形性や、形成された燃料電池用セパレータ1の導電性及び強度に悪影響を及ぼすことなくこれらを良好に維持することができるものである。
【0017】
上記中空フィラーとしては、耐圧強度が20MPa以上のものが組成物全量に対して3〜12質量%の範囲で含有されていることが望ましい。これにより燃料電池用セパレータ1に荷重がかかった際の中空フィラーの破壊を抑制し、燃料電池用セパレータ1に更に高い機械的強度を付与することができる。
【0018】
また、上記熱硬化性樹脂としては、エポキシ樹脂を含むものであり、且つ硬化開始剤及び硬化触媒を含有するものを用いることができる。この場合、低粘度で且つ不純物が少なくなり、成形される燃料電池用セパレータ1に優れた耐熱性や耐酸性等を付与することができる。
【0019】
また、上記エポキシ樹脂の融点は、70〜130℃の範囲であることが好ましい。この場合、成形時の取り扱い性が良くなる。
【0020】
また、上記硬化触媒としてはリン系化合物を含有するものであることが好ましい。この場合、成形される燃料電池用セパレータ1からの不純物の溶出を低減することができる。
また、上記熱硬化性樹脂は、フェノール樹脂を含むものであることも好ましい。
【0021】
このフェノール樹脂としては、融点が70〜80℃のレゾール型フェノール樹脂を含有するものであることが好ましく、この場合、成形時の取り扱い性が良くなる。
【0022】
また、このフェノール樹脂としては、開環重合により重合反応が進行するものを含有するものであることも好ましい。この場合、硬化成形時におけるガスの発生をなくして、成形品である燃料電池用セパレータ1中の空隙の発生を抑制することができる。
【0023】
また、エポキシ樹脂に対する硬化開始剤の化学量論上の当量比は、1〜1.12となるようにすることが好ましい。
【0024】
また、上記黒鉛としては、球状天然黒鉛を含むものであることが好ましい。この場合、異方性がなく、高い導電性を有することから、導電性、成形性を兼ね備えた材料が成形可能である。
【0025】
また、黒鉛粒子の平均粒径に対して1/10〜1/3の平均粒径を有する酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種を含有することも好ましい。これにより、黒鉛粒子の含有量が同一であっても、特定の粒径を有する酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種を含有することによって、この燃料電池用セパレータ成形用組成物を成形して燃料電池用セパレータ1を得る際の成形性を確保しつつ、この燃料電池用セパレータ1の導電性を向上することができる。
【0026】
更に、本発明に係る燃料電池用セパレータ1は、上記のような燃料電池用セパレータ成形用組成物を成形して成ることを特徴とするものである。
【発明の効果】
【0027】
本発明によれば、燃料電池用セパレータ成形用組成物を成形して燃料電池用セパレータを形成することで、成形時の成形性を維持すると共に燃料電池用セパレータの高い導電性や力学的特性を確保しつつ、燃料電池用セパレータの軽量化を図ることができ、このため燃料電池全体の軽量化に寄与し、特に携帯型の燃料電池に適用することができるものである。
【発明を実施するための最良の形態】
【0028】
以下本発明を実施するための最良の形態を説明する。
【0029】
本発明に係る燃料電池用セパレータ成形用組成物は、熱硬化性樹脂、黒鉛粒子及び中空フィラーを、必須成分として含有する。
【0030】
黒鉛粒子は、成形される燃料電池用セパレータ1の電気比抵抗を低減して、燃料電池用セパレータ1の導電性を向上させるために含有される。黒鉛粒子の含有量は、組成物全量に対して60〜90質量%、好ましくは67〜85質量%の範囲とする。この黒鉛粒子の割合が過少であると燃料電池用セパレータ1に必要とされる導電性が十分に得られなくなるおそれがあり、また過剰であると燃料電池用セパレータ1に必要とされるガス透過性や成形性が十分に得られなくなるおそれがある。
【0031】
また、黒鉛粒子としては、平均粒径3〜150μmのものを用いる。平均粒径が3μm未満になると成形性が低下してしまい、150μmを超えると成形品の表面平滑性が損なわれる恐れがある。
【0032】
また、黒鉛粒子としては、粒子のアスペクト比が10以下のものが好ましい。このアスペクト比が10を超えると、成形される燃料電池用セパレータ1に異方性が生じ反りなどが生じる恐れがある。
【0033】
また、この黒鉛粒子としては、特に二種以上の粒度分布を有するもの、すなわち平均粒径の異なる2種以上の粒子群を混合したものを用いることが好ましい。この場合、特に平均粒径1〜50μmの範囲のものと、平均粒径50〜100μmのものとを混合したものであることが好ましい。このような粒度分布を有する黒鉛粒子を用いると、粒径の大きい粒子は表面積が小さいため、少量の樹脂量でも混練を可能とすることが期待され、更に粒径の小さい粒子によって、黒鉛粒子同士の接触性を高める一方、成形品の強度を高めることが期待され、これにより、燃料電池用セパレータ1の導電性の向上、ガス不透過性の向上、強度の向上等といった、性能の向上を図ることができる。このとき、平均粒径1〜50μmの粒子と平均粒径50〜100μmとの粒子の混合比は、適宜調整されるものであるが、特に前者対後者の混合比が、質量比で40:60〜90:10、特に65:35〜85:15であることが好ましい。
【0034】
黒鉛粒子は、高い導電性を示すものであれば制限はなく用いることができ、例えば、メソカーボンマイクロビーズなどの炭素質を黒鉛化したもの、石炭系コークスや石油系コークスを黒鉛化したものの他、黒鉛電極や特殊炭素材料の加工粉、天然黒鉛、キッシュ黒鉛、膨張黒鉛等のような、適宜のものを用いることできる。このような黒鉛粒子は、一種のみを用いるほか、複数種を併用することもできる。
【0035】
黒鉛粒子は、人造黒鉛粉、天然黒鉛粉のいずれでも良いが、天然黒鉛粉は導電性が高いという利点を有し、また人造黒鉛粉は天然黒鉛粉に比べて導電性は多少劣るものの、異方性が少ないという利点がある。
【0036】
また、黒鉛粒子が、特に球状の天然黒鉛粒子であると、黒鉛の結晶化度、すなわち導電性が高く、異方性もないことから流動性が良好で、導電性に優れた成形が可能となる。但し、球状黒鉛は導電パスを形成しにくい為、単体のみの使用では成形品としての導電性が低くなる。この為、異方性を有する黒鉛との併用が好ましい。
【0037】
また、黒鉛粒子は、天然黒鉛、人造黒鉛のいずれからなるものであっても、精製されたものであることが好ましく、この場合は、灰分やイオン性不純物が低いため、成形品である燃料電池用セパレータ1からの不純物の溶出を抑制することができる。
【0038】
ここで、黒鉛粒子における灰分は0.05質量%以下であることが好ましく、また抽出水中のイオン性不純物が、黒鉛粒子全量に対して質量比率でナトリウム含量5ppm以下、塩素含量5ppm以下となるようにすることが好ましい。ここで、前記抽出水は、対象成分(ここでは黒鉛粒子)10gに対してイオン交換水100mlの割合で、イオン交換水中に対象成分を分散させ、90℃で50時間処理したものであり、また抽出水中のイオン性不純物は、イオンクロマトグラフィにて評価されるものである。そして、導出される抽出水中のイオン性不純物量に基づいて、組成物中の対象成分中のイオン性不純物の総量を、この組成物中の対象成分の総量に対する質量比に換算して導出するものである。イオン性不純物の含有量は、黒鉛以外でも上記と同様の手法により測定できる。
【0039】
上記の灰分が0.05質量%を超えると燃料電池として特性低下が発生する恐れがある。また、抽出水中のイオン性不純物がナトリウム含量5ppmを超え、或いは塩素含量5ppmを超える場合には、燃料電池用セパレータ1を成形した場合に、不純物の溶出により燃料電池として特性低下が発生する恐れがある。
【0040】
また、本発明では中空フィラーを含有することにより、燃料電池用セパレータ1の比重を低減することができ、その軽量化を達成することができるものである。また中空フィラーは少量の添加で前記のような軽量化を達成することができるものであるので燃料電池用セパレータ1を成形する際の成形性を阻害せず、且つ形成される燃料電池用セパレータ1の導電性及び機械的強度が低減されることもないものである。
【0041】
このとき、中空フィラーとしては平均粒径が15〜50μmの範囲のものを用いるものである。この粒径が大きすぎると中空フィラーの強度が不十分となり燃料電池用セパレータ1の機械的強度を十分に維持することができなくなるものであり、またこの粒径が小さすぎると成形時の成形性を確保することが困難となる。
【0042】
このような中空フィラーの材質としては特に制限されず、適宜の無機又は有機の中空フィラーを用いることができるが、特にその耐圧強度が20MPa以上のものを用いることが好ましく、これにより燃料電池用セパレータ1に荷重がかかった際の中空フィラーの破壊を抑制し、燃料電池用セパレータ1に更に高い機械的強度を付与することができる。この耐圧強度の上限は特に制限されず、耐圧強度が高いほど燃料電池用セパレータ1の機械的強度の向上に寄与する。このような中空フィラーとしては、具体的には無機材料からなる中空フィラーとしてアルミノシリケート系ガラス、ソーダボロシリケート系ガラス、黒曜石系ガラス、ホウケイ酸ガラスなどのガラス製等のものを、有機材料からなる中空フィラーとしてフェノール樹脂系、アクリル−塩化ビニル系、架橋スチレン−アクリル系等の適宜の樹脂製のもの等を挙げることができる。
【0043】
また、この中空フィラーの含有量は組成物全量に対して3〜12質量%の範囲であることが好ましく、このような範囲において燃料電池用セパレータ1を形成する際の成形性、燃料電池用セパレータ1の高い導電性並びに機械的強度を十分に維持することができる。このとき中空フィラーの含有量が過小であると燃料電池用セパレータ1の軽量化を十分に行うことができなくなるおそれがあり、またこの含有量が過剰であると燃料電池用セパレータ1の高い導電性を維持することが困難となったり、その機械的強度が低減したりするおそれがある。
【0044】
また、熱硬化性樹脂としては樹脂成形に適用可能な適宜のものを用いることができるが、エポキシ樹脂とフェノール樹脂のうちの、一方又は双方を含むことが好ましく、これらは、良好な樹脂粘度を有すると共に不純物が少ない点で、適している。殊にエポキシ樹脂はイオン性不純物が少ないため、特に優れている。このように熱硬化性樹脂としてエポキシ樹脂、フェノール樹脂のうち少なくとも一方を含む場合は、熱硬化性樹脂全量に対して、エポキシ樹脂とフェノール樹脂との合計量が、50〜100質量%の範囲にあることが好ましい。
【0045】
またこれらの樹脂と共に、更にポリイミド樹脂、メラミン樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂等から選択される一種又は複数種の樹脂を併用することもできるが、エステル結合を含む樹脂は耐酸性環境下で加水分解する恐れがある。これらの樹脂の中では、特に耐熱性や耐酸性の向上に寄与する点で、ポリイミド樹脂を用いることが適している。このようなポリイミド樹脂としては、特にビスマレイミド樹脂などを用いることも好ましく、例えば、4,4−ジアミノジフェニルビスマレイミドが挙げられる。これを併用することで燃料電池用セパレータ1の耐熱性を更に高めることができる。
【0046】
また、これらの熱硬化性樹脂は、イオン性不純物である塩素イオンの含有量とナトリウムイオンの含有量とが、共に熱硬化性樹脂全量に対して質量比率で5ppm以下であることが好ましい。この場合、成形品である燃料電池用セパレータ1からの不純物の溶出を更に低減することができる。
【0047】
熱硬化性樹脂としてエポキシ樹脂を用いる場合には、固形状のものを用いることが好ましく、特に融点が70〜130℃の範囲のものを用いることが好ましい。これにより、材料の変化が少なく成形時の取り扱い性が向上する。この融点が70℃未満であると、作製した成形材料が凝集しやすくなって、取り扱い性が低下するおそれがある。
【0048】
このようなエポキシ樹脂を含有させる場合には、熱硬化性樹脂全量に対して50〜100質量%の割合で含有させることが好ましい。
【0049】
また特にエポキシ樹脂を用いる場合には、低粘度の樹脂を選択することによって、成形性を維持し、黒鉛粒子を高充填化できる。
【0050】
また、熱硬化性樹脂としてフェノール樹脂を用いる場合には、特に開環重合により重合反応が進行するフェノール樹脂を用いることが好ましい。このようなフェノール樹脂としては、例えばベンゾオキサジン樹脂等を挙げることができる。この場合は、成形工程で脱水によるガスが発生しないので成形品中にボイドが発生せず、ガス透過性の低下を抑制することができるものである。このような開環重合により重合反応が進行するフェノール樹脂を含有させる場合には、その含有量は熱硬化性樹脂全量に対して5〜50質量%の範囲であることが好ましい。
【0051】
また、特にフェノール樹脂を用いる場合には、レゾール型フェノール樹脂を用いることも好ましく、このとき例えば13C−NMR分析で、オルト−オルト25〜35%、オルト−パラ60〜70%、パラ−パラ5〜10%の構造を有するレゾール型フェノール樹脂を用いることが好ましい。レゾール樹脂は通常液状であるが、上記のレゾール型フェノール樹脂は軟化点を容易に調整することができて、融点が70〜80℃のものを容易に得ることができる。これにより、材料の変化が少なく成形時の取り扱い性が向上する。この融点が70℃未満であると、作製した成形材料が凝集しやすくなって、取り扱い性が低下するおそれがある。このようなレゾール型フェノール樹脂を含有させる場合には、その含有量は熱硬化性樹脂全量に対して10〜70質量%の範囲であることが好ましい。
【0052】
また、組成物中には、必要に応じて硬化開始剤、硬化触媒、ワックス(離型剤)、カップリング剤等の添加剤を含有させることができる。このとき、組成物中には第一アミン及び第二アミンを含有させないことが好ましく、また更に第三アミンも含有させないことが好ましい。この場合、燃料電池用セパレータ1が燃料電池中の白金触媒を被毒することを防止して、燃料電池を長時間使用した場合の起電力の低下を抑制することができる。
【0053】
すなわち、エポキシ樹脂を用いる場合に使用される硬化開始剤(硬化剤)としては、非アミン系の化合物を用いることが好ましく、アミン系のものを用いる場合では、得られる燃料電池用セパレータ1の電気伝導度を高い状態に維持することが困難となり、また燃料電池の触媒を被毒する恐れもある。また硬化開始剤としては、酸無水物系の化合物も用いないようにすることが好ましい。酸無水物の化合物は硫酸酸性環境下等の耐酸性の環境下で加水分解して、電気伝導度が低下したり、不純物の溶出が増大してしまうおそれがある。
【0054】
上記の硬化開始剤(硬化剤)としては、特にフェノール系化合物を用いることが好ましいものであり、この場合、硬化物の特性が優れたものとなる。
【0055】
このような硬化開始剤の含有量は適宜設定されるが、エポキシ樹脂に対する硬化開始剤の化学量論上の当量比が、1〜1.12となるようにすることが好ましい。
【0056】
また、エポキシ樹脂を用いる場合に使用される硬化触媒(硬化促進剤)としては、適宜のものを含有することができるが、組成物中に第一アミン及び第二アミンを含有させないことが好ましいため、非アミン系の化合物を用いることが好ましい。例えば、アミン系のジアミノジフェニルメタンなどは残存物が燃料電池の触媒を被毒する恐れがあり好ましくない。また、イミダゾール類は硬化後、塩素イオンを放出しやすくなるので不純物溶出の恐れがあり好ましくない。
【0057】
エポキシ樹脂の硬化触媒としては、好ましくはリン系化合物が用いられる。その一例としては、トリフェニルホスフィンを挙げることができる。このようなリン系化合物を含有させると、成形品である燃料電池用セパレータ1からの塩素イオンの溶出を抑制することができる。
【0058】
上記のような硬化開始剤や硬化触媒においても、それぞれ、イオン性不純物である塩素イオンの含有量とナトリウムイオンの含有量とが、それぞれ質量比率で5ppm以下であることが好ましい。この場合、成形品である燃料電池用セパレータ1からのイオン性不純物の溶出を更に抑制することができるものであり、各含有量が5ppmを超えると不純物の溶出量が多くなって、燃料電池として特性低下が発生する恐れがある。
【0059】
このような硬化触媒の含有量は適宜調整されるが、好ましくはエポキシ樹脂に対して0.5〜3質量部の範囲となるようにするものである。
【0060】
また組成物中には、更に酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種の粒子を含有させることも好ましい。この粒子は、組成物中に含有される上記黒鉛粒子の平均粒径に対して1/10〜1/3の範囲の平均粒径を有するものが用いられる。このような粒子を含有させると、組成物の成形時における成形性を阻害することなく、形成される燃料電池用セパレータ1の導電性向上に寄与するものである。その理由は、上記の粒子が添加されていない場合では成形時に組成物内で黒鉛粒子が流動する際にこの黒鉛粒子に潰れが発生して、これが黒鉛粒子間の接触(導電パス)の阻害を招くものであるのに対して、上記のような酸化チタン等の粒子を添加すると、黒鉛粒子単独の場合では得られない流動挙動が得られるようになり、これにより黒鉛粒子間の接触が維持されるためであると、推察される。
【0061】
ここで、上記粒子の平均粒径が、黒鉛粒子の平均粒径の1/10に満たないとこの粒子の表面積が増大することから成形時の流動性の低下を招き、また1/3を超えると黒鉛粒子間の接触(導電パス)の阻害を充分に抑制することができず導電性の低下を招くおそれがある。
【0062】
上記粒子のうち、酸化チタンの粒子を用いる場合には、例えば石原産業(株)製や、古河機械金属(株)製などの市販品を使用可能である。酸化チタンの粒子を用いる場合には、上記のように燃料電池用セパレータ1の導電性向上に寄与するだけでなく、更にこの燃料電池用セパレータ1の表面に親水性を付与することもできる。酸化チタンを用いる場合の、その配合量は、特に制限されるものではないが、上記組成物全量に対して、1〜10質量%の範囲とすることが好ましい。ここで、配合量が1質量%未満であると、燃料電池用セパレータ1の導電性の向上及び親水性の付与が充分になされないおそれがあり、一方、10質量%を超えると、燃料電池用セパレータ1の強度が低下する恐れがあるとともに、電気抵抗値の上昇を招くおそれもある。
【0063】
また、上記粒子として、アルミナの粒子を用いる場合には、例えば龍森(株)製や(株)マイクロン製などの市販品を使用可能である。アルミナの粒子を用いる場合には、酸化チタンの場合と同様に、燃料電池用セパレータ1の導電性向上に寄与するだけでなく、更にこの燃料電池用セパレータ1の表面に親水性を付与することもできる。アルミナを用いる場合の、その配合量は、特に制限されるものではないが、上記組成物全量に対して、1〜10質量%の範囲とすることが好ましい。ここで、配合量が1質量%未満であると、燃料電池用セパレータ1の導電性の向上及び親水性の付与が充分になされないおそれがあり、一方、10質量%を超えると、燃料電池用セパレータ1の強度が低下する恐れがあるとともに、電気抵抗値の上昇を招くおそれもある。
【0064】
また、酸化チタンとアルミナの粒子を併用することによっても、燃料電池用セパレータ1の導電性の向上と親水性の向上とを達成することができる。この場合、酸化チタンとアルミナの配合量の合計が、組成物全量に対して1〜10質量%の範囲であることが好ましい。
【0065】
上記のように燃料電池用セパレータ1の表面の親水性を向上すると、燃料電池用セパレータ1の表面における水の流れ性を向上することができる。ここで、燃料電池用セパレータ1は発電時に酸素供給側において水が反応生成し、この水が溝部に溜まるとガス拡散が阻害され、結果として電気特性が低下する恐れがあるが、前記のように燃料電池用セパレータ1の表面における水の流れ性が向上すると、溝部に水が溜まることを防止することができ、ガス拡散が阻害されること無く電気特性を維持可能となる。
【0066】
また、上記粒子としてフッ素樹脂の粒子を用いる場合には、例えばダイキン工業製などの市販品を使用可能である。フッ素樹脂の粒子を用いる場合には、燃料電池用セパレータ1の導電性向上に寄与するだけでなく、更にこの燃料電池用セパレータ1の表面に疎水性を付与することもできる。フッ素樹脂を用いる場合の、その配合量は、特に制限されるものではないが、上記組成物全量に対して、1〜5質量%の範囲とすることが好ましい。ここで、配合量が1質量%未満であると、燃料電池用セパレータ1の導電性の向上及び疎水性の付与が充分になされないおそれがあり、一方、5質量%を超えると、燃料電池用セパレータ1の強度が低下する恐れがあるとともに、電気抵抗値の上昇を招くおそれもある。
【0067】
上記のように燃料電池用セパレータ1の表面の疎水性を向上した場合にも、燃料電池用セパレータ1の表面における水の流れ性を向上することができ、上記と同様にガス拡散が阻害されること無く電気特性を維持可能となる。
【0068】
また、組成物中にはカップリング剤を含有させることができる。このカップリング剤としては、適宜のものが用いられるが、組成物中には第一アミン及び第二アミンは含有させないことが好ましいため、アミノシランは用いないようにすることが好ましい。アミノシランを用いる場合には、燃料電池の触媒を被毒する恐れがあり好ましくない。また、カップリング剤としてはメルカプトシランも用いないようにすることが好ましい。このメルカプトシランを用いた場合も、同様に燃料電池の触媒を被毒する恐れがあり好ましくない。
【0069】
使用されるカップリング剤の例としては、シリコン系のシラン化合物、チタネート系、アルミニウム系のものを使用することができる。例えばシリコン系のカップリング剤としては、エポキシシランが適している。
【0070】
カップリング剤は黒鉛粒子の表面に予め噴霧等により付着させておくことが好ましい。その添加量は適宜設定されるものであり、黒鉛粒子の比表面積に比し使用するカップリング剤の単位質量当たりの被覆面積を考慮する必要があるが、好ましくは、カップリング剤の被覆面積の総量が、黒鉛粒子の表面積の総量に対して、0.5〜2倍の範囲となるようにする。この値が多くなると成形品表面にブリードしてしまい金型表面を汚染するなどして、好ましくない。
【0071】
また、組成物中にワックス(離型剤)を含有させる場合には、適宜のものが用いられるが、特に天然カルナバワックスを用いることが好ましい。また、ワックスの含有量は適宜設定されるが、組成物全量に対して0.1〜2.5質量%の範囲であることが好ましく、この含有量が1質量%未満では金型成形時に十分な離型性が得られず、また2.5質量%を超えると、燃料電池用セパレータ1に必要とされる水との濡れ性が十分に得られなくなる恐れがある。
【0072】
また、このようなワックスにおいても、イオン性不純物である塩素イオンの含有量とナトリウムイオンの含有量とが、共に質量換算した値で5ppm以下であることが好ましい。各イオン性不純物の含有量が5ppmを超えると燃料電池としてその成形品を使用した場合、不純物が溶出し特性低下が発生する恐れがある。
【0073】
また、本発明では成形される燃料電池用セパレータ1における、成形時の樹脂の流動方向と、この流動方向と直交する方向との間での接触抵抗の比が、2以下となるようにすることが好ましい。この値が2を超えると抵抗値に異方性が生じてしまい、燃料電池用セパレータ1としての特性が低下してしまう。
【0074】
また、本発明にて調製される組成物は、この組成物で形成される成形品のTOC(total organic carbon)が100ppm以下となるようにすることが好ましい。
【0075】
ここで、TOCは、比表面積20cm2/gの成形品を90℃で50時間処理した後の水溶液を用いて測定した数値である。このようなTOCは、例えばJIS K0102に準拠して島津製全有機炭素分析装置「TOC−50」などで測定することができる。測定方法は、サンプルの燃焼により発生したCO2濃度を非分散型赤外線ガス分析法で測定して、サンプル中の炭素濃度を定量する。炭素濃度を測定することによって、間接的に含有している有機物質濃度を測定でき、サンプル中の無機炭素(IC)、全炭素(TC)を測定し、全炭素と無機炭素の差(TC−IC)から全有機炭素(TOC)を計測する。
【0076】
上記のTOCが100ppmを超えると燃料電池としての特性低下が発生する恐れがあり、100ppm以下であるとこのような特性低下を抑制することができるものである。
【0077】
ここで本発明においては、TOCの値は、原材料として高純度のものを選択したり、更に樹脂の当量比の調整や、後硬化処理を行うことなどで低減して調整することができる。
【0078】
また、組成物全体における、水溶性イオンである塩素イオン、ナトリウムイオンの含有量が、それぞれ組成物全量に対して質量比率で5ppm以下であることが好ましい。この値が5ppmを超えると成形される燃料電池用セパレータ1からの不純物の溶出によって、起動電圧低下等の燃料電池としての特性低下が発生するおそれがあり、この値が5ppm以下となるようにすることで、このような特性低下が発生しないようにすることができる。
【0079】
上記の塩素イオン、ナトリウムイオンの含有量は、組成物を成形して得られる成形品から水溶性のイオンを抽出し、これをイオンクロマトグラフ法で評価測定したものを、組成物質量に基づいて換算することで導出することができる。このときの水溶性イオンの抽出は、比表面積20cm2/gの成形品を成形品10gに対してイオン交換水100mLとして、成形品をイオン交換水中に浸漬し、90℃で50時間処理することでイオン交換水中にイオンを抽出することで、行うことができる。
【0080】
燃料電池用セパレータ1用炭素組成物を調製する場合は、上記のような各成分を適宜の手法で混合し、必要に応じて混練・造粒等を行う。以下に、燃料電池用セパレータ1の調製方法の例を示す。
【0081】
図2は、組成物調製のための混合攪拌機の一例を示す。これは、上方に開口する容器5に対して、この容器5内で遊星回転駆動する攪拌具6(攪拌羽根)を配置して構成されている。攪拌具6はこの攪拌具6を回転駆動する回転駆動装置10に連結して設けられており、この回転駆動装置10から下方に突出し、略鉛直方向の回転軸(自転軸8)を中心に自転駆動するように形成され、且つこの自転軸8から偏心した略鉛直方向の回転軸(公転軸7)を中心に公転駆動するように形成されている。図示の例では、攪拌具6は共通の公転軸7を有すると共に互いに偏心した自転軸8を有するものが、二つ設けられている。攪拌具6としては適宜の形状のものを用いることができるが、例えば図示のように螺旋状に捻れた形状を有するフック状のものを用いることができる。
【0082】
また、容器5の内容物を加熱することができるように形成することが好ましい。例えば容器5の隔壁を中空に形成して、この隔壁内に熱媒を流通させるなどして、内容物を加熱可能に形成することができる。
【0083】
また、容器5内を減圧する減圧機構を設けることが好ましい。例えば上記回転駆動装置10に、容器5の上部開口を閉塞するカバー体11を一体に設けると共に、このカバー体11に吸引口9を設け、この吸引口9からの吸引により容器5内部を減圧可能に形成することができる。
【0084】
このような混合攪拌機を用いて組成物の調製を行うにあたっては、容器5内に組成物の原料を投入した状態で、攪拌具6を公転数10〜180rpm、自転数15〜380rpmの範囲で回転させることで攪拌混合を行うことが好ましい。このような回転速度で攪拌混合を行うことで、内容物を十分に攪拌混合して、熱硬化性樹脂に対して黒鉛粒子等の他の成分が十分に分散混合された組成物を得ることができるものであり、また攪拌混合の過程における黒鉛粒子の劈開が抑制されて、調製される組成物の流動性の悪化が防止され、この組成物による燃料電池用セパレータ1の作製時における高い成形性を維持することができるものである。
【0085】
図3は、組成物調製のための混合攪拌機の別の例を示す。これは、容器5内に、この容器5内で、略鉛直方向の回転軸12を中心に回転する攪拌具6が設けられている。
【0086】
図示の例では、容器5内の底部に攪拌具6として、同一の回転軸12を中心に回転する下羽根6aと上羽根6bが設けられている。下羽根6aは、回転軸12から互いに反対方向に向けて放射状に延出する二つの回転腕19から形成されている。また上羽根6bは、回転軸から放射状に外方に突出した複数の支持腕16の先端にて輪状の回転輪17を支持し、この回転輪17の外縁から二つの腕部18を放射状に外方に突出させた形状を有している。
【0087】
また、容器5の内容物を加熱することができるように形成することが好ましい。例えば容器5の隔壁を中空に形成して、この隔壁内に熱媒を流通させるなどして、内容物を加熱可能に形成することができる。
【0088】
また、容器5内を減圧する減圧機構を設けることが好ましい。例えば容器5を密閉可能に形成すると共にこの容器5に吸引口を設け、この吸引口からの吸引により容器5内部を減圧可能に形成することができる。
【0089】
また、図4は、組成物調製のための混合攪拌機の、更に別の例を示す。これは、図3と同様に容器5内に、この容器5内で回転軸12を中心に回転する攪拌具6が設けられているが、図示の例では攪拌具6は略水平方向の回転軸12を中心に回転駆動するように形成されている。
【0090】
攪拌具6は適宜の構成のものを用いることができ、また複数種の攪拌具6を複数個設けることもできる。図示のものでは、攪拌具6としてミキシングアーム6cとチョッパー6dとが設けられている。ミキシングアーム6cとチョッパー6dは、それぞれ容器の互いに対向し合う内側壁に沿った位置において、それぞれ異なる略水平方向の回転軸12に接続されている。
【0091】
ミキシングアーム6cには、回転軸12(12a)に接続されている基端部からその外側に向けて放射状に突出する複数のアーム13が設けられており、この各アーム13は、対向する内側壁側に向けて略水平方向に曲成されている。
【0092】
また、容器5内を減圧する減圧機構を設けることが好ましい。例えば容器5を密閉可能に形成すると共にこの容器5に吸引口を設け、この吸引口からの吸引により容器5内部を減圧可能に形成することができる。
【0093】
またチョッパー6dは図示の例では二つ設けられている。このチョッパー6dは、回転軸12(12b)に接続されている基端部から、対向する内側壁側に向けて略水平方向に延出するように形成されており、またこのチョッパー6dは上記の複数のアーム13に囲まれた位置に配置されている。チョッパー6dの外周面には、複数の攪拌棒14が外側に向けて放射状に突設されている。
【0094】
また図中の15は、容器5内に液体をスプレー状に噴射するスプレーノズルを示す。
【0095】
このような図3,4に示す混合攪拌機を用いて組成物の調製を行うにあたっては、容器5内に組成物の原料を投入した状態で、攪拌具6を、その最外縁部の周速度が15m/秒以下となるように回転させることが好ましい。このような条件で攪拌混合を行うことで、内容物を十分に攪拌混合して、熱硬化性樹脂に対して黒鉛粒子等の他の成分が十分に分散混合された組成物を得ることができるものであり、また攪拌混合の過程における黒鉛粒子の劈開が抑制されて、調製される組成物の流動性の悪化が防止され、この組成物による燃料電池用セパレータ1の作製時における高い成形性を維持することができるものである。ここで、上記の攪拌具6の最外縁部の周速度の下限は特に制限されないが、均一に混合するためにはこの周速度を5m/秒以上とすることが好ましい。
【0096】
上記の図2〜図4に示されるような混合攪拌機を用いた組成物の調製方法の、更に具体的な例を説明する。
【0097】
例えば、まず組成物を構成する各成分を配合したものを容器5内に投入し、攪拌具6を所定の条件で回転駆動して混合する。このとき容器5を加熱することで、その内容物を組成物中の熱硬化性樹脂の溶融開始温度以上の温度に加熱することが好ましい。この容器5の加熱温度は、組成物を構成する熱硬化性樹脂の種類に応じて適宜設定されるが、好ましくはこの加熱温度の上限を120℃となるようにする。またこのときの攪拌時間は5〜30分間とすることが好ましい。このように熱硬化性樹脂が溶融した状態で混合することで、熱硬化性樹脂と、黒鉛粒子等の他の成分とを均一に混合することができる。
【0098】
次いで、容器5内に、上記の熱硬化性樹脂が溶解する溶媒を加え、更に攪拌具6を所定の条件で回転駆動して混合を続ける。このときの攪拌時間は5〜30分間とすることが好ましい。これにより更に熱硬化性樹脂と、黒鉛粒子等の他の成分とを更に均一に混合することができる。またこのとき同時に、上記と同様に容器5を加熱することで、その内容物を組成物中の熱硬化性樹脂の溶融開始温度以上の温度に加熱すれば、更に均一な混合を可能にすることができる。
【0099】
上記の溶媒は熱硬化性樹脂の種類等に応じて適宜選択されるが、例えばイソプロピルアルコールを挙げることができる。また溶媒の使用量は、熱硬化性樹脂を全て溶解することができるように適宜の量に調整されるが、好ましくは溶媒の使用量が、組成物の原料の全固形分に対して50質量%以下となるようにするものであり、溶媒の使用量がこの範囲を超えると、溶媒の揮散に要する時間が長くなって生産性が低下する。またこの使用量は、更に好ましくは25質量%以下となるようにする。
【0100】
溶媒を加える際には適宜の手法を採用できるが、溶媒を容器5内に滴下し、或いは噴霧することが好ましい。特に噴霧により添加すると、樹脂分と黒鉛粒子とを馴染ませながら混合することができると共に、組成物中に大きな塊が発生することを防いで微細な粒状の組成物を得ることが可能となり、優れた成形性を有する組成物を得ることができる。溶媒の噴射条件は、噴霧圧0.05〜0.3MPa、噴霧空気量5〜50ml/分、液圧0.05〜0.5MPaとすることが好ましく、この範囲において、上記効果が十分に発揮される。
【0101】
次いで、更に攪拌具6を所定の条件で回転駆動させると共に溶媒を揮散させることで、組成物の造粒が行われる。このときの攪拌時間は5〜30分間とすることが好ましい。
溶媒の揮散は、容器5内を加熱したり、或いは容器5内を減圧したりすることで行うことができる。例えば、容器5内を加熱すると共に減圧することで溶媒を揮散させることができ、このとき例えば容器5内を熱硬化性樹脂が溶解する温度以上の温度に加熱すると共に、この容器5内を0.1MPa〜0.01MPaの圧力範囲に減圧することができる。このような状態で攪拌混合を続けると、溶媒が揮散して内容物の粘度が高まり、造粒がなされ、粒状の組成物が調製される。溶媒が残存すると成形品中に空隙が発生しガス透過性が低下してしまう恐れがある。
【0102】
また、得られた組成物は、更に整粒機等で粉砕するなどして、更に小径の粒状に形成することができ、例えば粒径500μm以下となるようにすることができる。このとき、中空フィラーとして耐圧強度が高いもの、特に20MPa以上のものを用いていれば中空フィラーは粉砕されることはないが、中空フィラーが粉砕されるおそれがある場合には前記粉砕後に中空フィラーを添加することが好ましい。
【0103】
上記のような混合攪拌機を用いた組成物の調製方法の他例を説明する。
【0104】
本例では、組成物を構成する各成分のうち、まず熱硬化性樹脂を除いたものを容器5内に投入し、攪拌具6を回転駆動して混合する。このときの攪拌時間は5〜30分間とすることが好ましい。
【0105】
次いで、容器5内に熱硬化性樹脂を溶媒に溶解した状態で加え、更に攪拌混合を続ける。溶媒は熱硬化性樹脂の種類等に応じて適宜選択されるが、例えばイソプロピルアルコールを挙げることができる。また溶媒の使用量は、熱硬化性樹脂を全て溶解することができるように適宜の量に調整されるが、好ましくは溶媒の使用量が、組成物の原料の全固形分に対して50質量%以下となるようにするものであり、溶媒の使用量がこの範囲を超えると、溶媒の揮散に要する時間が長くなって生産性が低下する。またこの使用量は、更に好ましくは25質量%以下となるようにする。
【0106】
溶媒に溶解した熱硬化性樹脂を加える際には適宜の手法を採用できるが、このものを容器5内に滴下し、或いは噴霧することが好ましい。特に噴霧により添加を行うと、樹脂分と黒鉛粒子とを馴染ませながら混合することができると共に、組成物中に大きな塊が発生することを防いで微細な粒状の組成物を得ることが可能となり、優れた成形性を有する組成物を得ることができる。溶媒に溶解した熱硬化性樹脂の噴射条件は、噴霧圧0.05〜0.3MPa、噴霧空気量5〜50ml/分、液圧0.05〜0.5MPaとすることが好ましく、この範囲において、上記効果が十分に発揮される。
【0107】
このときの攪拌時間は5〜30分間とすることが好ましい。このように熱硬化性樹脂が溶媒に溶解した状態で攪拌混合を行うことで、熱硬化性樹脂と、黒鉛粒子等の他の成分とが更に均一に混合される。
【0108】
また、この攪拌混合の際には、容器5を加熱することで、その内容物を組成物中の熱硬化性樹脂の溶融開始温度以上の温度に加熱することが好ましい。この容器5の加熱温度は、組成物を構成する熱硬化性樹脂の種類に応じて適宜設定されるが、加熱温度の上限は、130℃とすることが好ましい。これにより、熱硬化性樹脂と、黒鉛粒子等の他の成分とが更に均一に混合される。
【0109】
次いで、更に攪拌具6を所定の条件で回転駆動させると共に溶媒を揮散させることで、組成物の造粒が行われる。このときの攪拌時間は5〜30分間とすることが好ましい。
【0110】
溶媒の揮散は、容器5内を加熱したり、或いは容器5内を減圧したりすることで行うことができる。例えば、容器5内を加熱すると共に減圧することで溶媒を揮散させることができ、このとき例えば容器5内を熱硬化性樹脂が溶解する温度以上の温度に加熱すると共に、この容器5内を0.1MPa〜0.01MPaの圧力範囲に減圧することができる。このような状態で攪拌混合を続けると、溶媒が揮散して内容物の粘度が高まり、造粒がなされ、粒状の組成物が調製される。溶媒が残存すると成形品中に空隙が発生しガス透過性が低下してしまう恐れがある。
【0111】
また、得られた組成物は、更に整粒機等で粉砕するなどして、更に小径の粒状に形成することができ、例えば粒径500μm以下となるようにすることができる。このとき、中空フィラーとして、耐圧強度が20MPa以上のものを用いていれば中空フィラーは粉砕されることはないが、中空フィラーが粉砕されるおそれがある場合には前記粉砕後に中空フィラーを添加することが好ましい。
【0112】
上記のようにして得られる燃料電池用セパレータ成形用組成物は、燃料電池用セパレータ1の成形に供される。このときの成形法としては、射出成形や圧縮成形など、適宜の手法を採用することができる。燃料電池用セパレータ1は既述のように図1に示すような形状に形成することができる。
【0113】
このような成形の過程においては、組成物の調製方法として特に上記のような調製方法を採用すると、この組成物は成形過程において上記のように黒鉛粒子に劈開が生じにくくなっており、この結果、組成物は良好な流動性を有し、優れた成形性を有するものである。このため、燃料電池用セパレータ1に複数の微細な凸部(リブ)1aを形成する場合などのように複雑な形状に形成する場合にも成形時の未充填の発生を抑制して成形不良を防止することができる。また、上記のように組成物の粒径を500μm以下となるようにすると、成形時の未充填を更に抑制することができる。
【0114】
尚、上記組成物は燃料電池用セパレータ成形用のものであるが、これと同一の組成を有する組成物を有機溶剤に分散させるなどしてワニス化した樹脂ワニスは、シート状の繊維基材に含浸・乾燥させることによりプリプレグを作製するために用いることもできる。
【実施例】
【0115】
以下、本発明を実施例に基づいて詳細に説明する。
【0116】
(実施例1〜11、比較例1〜4)
攪拌混合機としては、図2に示す構成のもの(ダルトン製「5XDMV−rr型」)を用い、その容器に、表1,2に示す組成となるように原料を入れた。
【0117】
ここで、表1,2に示す無機中空フィラーA〜F並びに有機中空フィラーAの詳細は次の通りであり、下記の耐圧強度は、タブレット(30mmφ)作製用治具に中空フィラーを2g投入し、加圧力をかけた後のフィラーを顕微鏡観察した場合に、90%の中空フィラーが破壊されずに残存するときの前記加圧力を示す。
・無機中空フィラーA:富士シリシア化学(株)製、品番「S−45」、平均粒径40μm、耐圧強度25MPa
・無機中空フィラーB:住友スリーエム(株)製、品番「K46」、平均粒径30μm、耐圧強度40MPa
・無機中空フィラーC:ポッターズ・バロティーニ社製、品番「7040S」、平均粒径45μm、耐圧強度14MPa
・無機中空フィラーD:東海工業株式会社製、品番「Z36」、平均粒径56μm、耐圧強度15MPa
・無機中空フィラーE:ポッターズ・バロティーニ社製、品番「HSC110」、平均粒径13μm、耐圧強度10MPa
・無機中空フィラーF:ポッターズ・バロティーニ社製、品番「Sil−CELL42」、平均粒径45μm、耐圧強度25MPa
・有機中空フィラーA:日本フィライト(株)製、品番「551DE−40d42」、平均粒径40μm、耐圧強度40MPa
次いで、容器を温水で90℃に加熱した状態で攪拌具6を遊星回転させて5分間、攪拌した後、溶媒(メタノール)を表1に示す分量添加した。この溶媒の添加後に更に10分攪拌を続けた。次に90℃で真空ポンプを用いて減圧乾燥して溶媒を完全に除去した。得られた混練物を整粒機で粒径500μm以下に粉砕した。
【0118】
得られた組成物を、温度175℃、圧力34.3MPa(350kg/cm2)の条件で20分間成形し、脱型して、図1に示すような形状の燃料電池用セパレータ1を得た。
【0119】
尚、表1,2中における各成分の配合量は、質量部で示されている。
【0120】
(評価)
・比重:各実施例及び比較例にて得られた燃料電池用セパレータ1の比重を測定した。
【0121】
・体積抵抗率評価:JIS K 7194に準拠して測定した。
【0122】
・三点曲げ強度:支点間の距離を試験片の厚み(4mm)の16倍に設定して三点曲げ強度を測定した。
【0123】
・成形性評価:各実施例及び比較例につき、同一条件で30個のサンプルを成形し、その外観を観察して未充填の有無を確認し、未充填が発生したものを「不良」としてその発生数にて、不良数1以下を「○」、不良数2以上5以下を「△」、不良数6以上を「×」と評価した。
【0124】
・温水導電性:各実施例及び比較例につき、同一条件で10mm×40mm×4mmの寸法を有する各二個のサンプルを作製し、この二個のサンプルを50gのイオン交換水中に浸漬して加圧容器内で150℃で168時間保持した。次いで、処理後のイオン交換水の導電性を導電性測定器(CONDUCTIVITY METER ES−12)を用いて測定した。
【0125】
以上の結果を表1,2に示す。
【0126】
【表1】
【0127】
【表2】
【0128】
これらの結果から明らかなように、各実施例においては得られた燃料電池用セパレータ1は比重が低く、体積抵抗率が低く、3点曲げ強度は高く、また成形時の成形性は良好なものであった。
【0129】
これに対して、黒鉛粒子の含有量が低い比較例1では無機中空フィラーを含有していることで比重は低くなっているものの、体積抵抗率が高くなり、また3点曲げ強度も低いものであった。また粒径の大きい中空フィラーを用いた比較例2では比重は低くなっているが3点曲げ強度は十分ではなかった。また粒径の小さい中空フィラーを用いた比較例3では成形性が悪化したものであった。また中空フィラーを含有しない比較例4では比重が高くなってしまうものであった。
【図面の簡単な説明】
【0130】
【図1】本発明の実施の形態の一例を示すものであり、(a)(b)は斜視図である。
【図2】混合攪拌機の一例を示す断面図である。
【図3】混合攪拌機の他例を示す断面図である。
【図4】(a)(b)は混合攪拌機の更に他例を示す断面図である。
【符号の説明】
【0131】
1 燃料電池用セパレータ
【特許請求の範囲】
【請求項1】
熱硬化性樹脂と、組成物全量に対する含有量が67〜85質量%である平均粒径3〜150μmの黒鉛粒子と、平均粒径15〜50μmの中空フィラーとを含有することを特徴とする燃料電池用セパレータ成形用組成物。
【請求項2】
上記中空フィラーとして、耐圧強度が20MPa以上のものが組成物全量に対して3〜12質量%の範囲で含有されていることを特徴とする請求項1に記載の燃料電池用セパレータ成形用組成物。
【請求項3】
上記熱硬化性樹脂が、エポキシ樹脂を含むものであり、且つ硬化開始剤及び硬化触媒を含有することを特徴とする請求項1又は2に記載の燃料電池用セパレータ成形用組成物。
【請求項4】
上記エポキシ樹脂の融点が70〜130℃の範囲であることを特徴とする請求項3に記載の燃料電池用セパレータ成形用組成物。
【請求項5】
上記硬化触媒としてリン系化合物を含有することを特徴とする請求項3又は4に記載の燃料電池用セパレータ成形用組成物。
【請求項6】
上記熱硬化性樹脂が、フェノール樹脂を含むものであることを特徴とする請求項1乃至5のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項7】
上記フェノール樹脂として、融点が70〜80℃のレゾール型フェノール樹脂を含有することを特徴とする請求項6に記載の燃料電池用セパレータ成形用組成物。
【請求項8】
上記フェノール樹脂として、開環重合により重合反応が進行するものを含有することを特徴とする請求項6又は7に記載の燃料電池用セパレータ成形用組成物。
【請求項9】
エポキシ樹脂に対する硬化開始剤の化学量論上の当量比が、1〜1.12となるようにすることを特徴とする請求項3乃至8のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項10】
上記黒鉛として球状天然黒鉛を含むことを特徴とする請求項1乃至9のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項11】
上記黒鉛粒子の平均粒径に対して1/10〜1/3の平均粒径を有する酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種を含有することを特徴とする請求項1乃至10のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項12】
請求項1乃至11のいずれかに記載の燃料電池用セパレータ成形用組成物を成形して成ることを特徴とする燃料電池用セパレータ。
【請求項1】
熱硬化性樹脂と、組成物全量に対する含有量が67〜85質量%である平均粒径3〜150μmの黒鉛粒子と、平均粒径15〜50μmの中空フィラーとを含有することを特徴とする燃料電池用セパレータ成形用組成物。
【請求項2】
上記中空フィラーとして、耐圧強度が20MPa以上のものが組成物全量に対して3〜12質量%の範囲で含有されていることを特徴とする請求項1に記載の燃料電池用セパレータ成形用組成物。
【請求項3】
上記熱硬化性樹脂が、エポキシ樹脂を含むものであり、且つ硬化開始剤及び硬化触媒を含有することを特徴とする請求項1又は2に記載の燃料電池用セパレータ成形用組成物。
【請求項4】
上記エポキシ樹脂の融点が70〜130℃の範囲であることを特徴とする請求項3に記載の燃料電池用セパレータ成形用組成物。
【請求項5】
上記硬化触媒としてリン系化合物を含有することを特徴とする請求項3又は4に記載の燃料電池用セパレータ成形用組成物。
【請求項6】
上記熱硬化性樹脂が、フェノール樹脂を含むものであることを特徴とする請求項1乃至5のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項7】
上記フェノール樹脂として、融点が70〜80℃のレゾール型フェノール樹脂を含有することを特徴とする請求項6に記載の燃料電池用セパレータ成形用組成物。
【請求項8】
上記フェノール樹脂として、開環重合により重合反応が進行するものを含有することを特徴とする請求項6又は7に記載の燃料電池用セパレータ成形用組成物。
【請求項9】
エポキシ樹脂に対する硬化開始剤の化学量論上の当量比が、1〜1.12となるようにすることを特徴とする請求項3乃至8のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項10】
上記黒鉛として球状天然黒鉛を含むことを特徴とする請求項1乃至9のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項11】
上記黒鉛粒子の平均粒径に対して1/10〜1/3の平均粒径を有する酸化チタン、アルミナ、フッ素樹脂のうち少なくとも一種を含有することを特徴とする請求項1乃至10のいずれかに記載の燃料電池用セパレータ成形用組成物。
【請求項12】
請求項1乃至11のいずれかに記載の燃料電池用セパレータ成形用組成物を成形して成ることを特徴とする燃料電池用セパレータ。
【図1】

【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−5263(P2007−5263A)
【公開日】平成19年1月11日(2007.1.11)
【国際特許分類】
【出願番号】特願2005−187270(P2005−187270)
【出願日】平成17年6月27日(2005.6.27)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
【公開日】平成19年1月11日(2007.1.11)
【国際特許分類】
【出願日】平成17年6月27日(2005.6.27)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
[ Back to top ]