
燃料電池用改質器の製造方法
【課題】安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供する。
【解決手段】それぞれ正面視して長方形状の第1、第2の扁平皿形容器11、12の周縁に設けられた鍔部15、16を仕切り板17を介して重ね合わせたケーシング10が複数並べられ、ケーシング10内には改質材が配置され、しかも第1、第2の扁平皿形容器11、12の傾斜部18〜21に設けられた接続用配管22〜25に連結用配管44〜47を接続した燃料電池用改質器の製造方法において、接続用配管22〜25の一端部と連結用配管44〜47の一端部には、それぞれフランジ28、48が設けられ、各フランジ28、48を当接させてその各側端の位置を合わせ、位置合わせしたフランジ28、48の側端を溶加金属無しで溶接する。
【解決手段】それぞれ正面視して長方形状の第1、第2の扁平皿形容器11、12の周縁に設けられた鍔部15、16を仕切り板17を介して重ね合わせたケーシング10が複数並べられ、ケーシング10内には改質材が配置され、しかも第1、第2の扁平皿形容器11、12の傾斜部18〜21に設けられた接続用配管22〜25に連結用配管44〜47を接続した燃料電池用改質器の製造方法において、接続用配管22〜25の一端部と連結用配管44〜47の一端部には、それぞれフランジ28、48が設けられ、各フランジ28、48を当接させてその各側端の位置を合わせ、位置合わせしたフランジ28、48の側端を溶加金属無しで溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池の改質器の製造方法に関する。
【背景技術】
【0002】
従来、都市ガス又はLPガスの原料ガスから生成させた水素を空気と反応させることにより発電する燃料電池が使用されている。ここで、原料ガスから水素を生成させる装置としては、原料ガスと水を触媒の存在下で反応させて水素を生成させる燃料電池用改質器(以下、単に改質器ともいう)が使用されている。
この燃料電池用改質器には、例えば、特許文献1、2のように、水素を生成させる触媒等を収納する円筒型のケーシングを使用した改質器と、特許文献3、4のように、触媒等を収納した平板型のケーシングを複数並べて配置した改質器がある。なお、本願発明は、後者に関するものであるため、以下、平板型のケーシングを使用した燃料電池用改質器について説明する。
【0003】
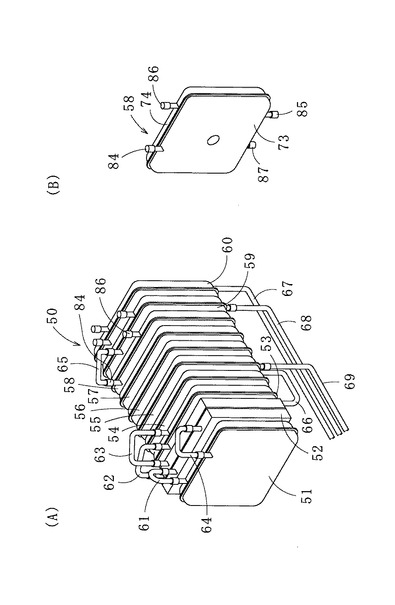
図3(A)に示すように、燃料電池用改質器50は、改質触媒や酸化触媒が充填された複数のケーシング51〜60と、図示しない断熱材、排熱回収用熱交換器、及びヒータとを有している。この複数のケーシング51〜60は、隣り合うケーシング51〜60の側壁の広面を当接させて一体としており、しかもケーシング51〜60は、原料ガス、空気、水、又は変成処理ガスが流れる連結用配管61〜69等により、それぞれ接続されている。
このように構成することで、原料ガスを水と触媒下で反応させ、原料ガスを改質して、水素リッチな変成処理ガスを生成できる。なお、変成処理ガスの生成の詳細内容については、前記した特許文献3、4に開示されているため、ここでは省略する。
【0004】
図3(B)、図4、図5に示すように、燃料電池用改質器50を構成する1つのケーシング、例えば、ケーシング58は、仕切り板70を中心としてその両側に、周囲に鍔部71、72がそれぞれ形成された2つの扁平皿形容器73、74が、それぞれの開口部75、76を仕切り板70の表面に向け、鍔部71、72を仕切り板70に当接させた状態で取付けられたものである。この仕切り板70と各扁平皿形容器73、74とで形成される第1、第2の空間部77、78の原料ガスの入側と出側には、触媒79を保持すると共に、この触媒79を通過する原料ガスの流れを整流化する通気用保持板80〜83が設けられている。また、2つの扁平皿形容器73、74の上部と下部の傾斜部には、それぞれ連結用配管65等を接続するための接続用配管84〜87が取付けられている。
【0005】
【特許文献1】特開2003−151607号公報
【特許文献2】特開平9−309702号公報
【特許文献3】特開2004−59359号公報
【特許文献4】特開2007−326764号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前記従来の燃料電池用改質器50には、未だ解決すべき以下のような問題があった。
燃料電池用改質器50の扁平皿形容器73(扁平皿形容器74も同様)に取付けられた接続用配管84と連結用配管65は、同一の内径と外径を有するものである。このため、接続用配管84と連結用配管65を接続する場合、図6(A)に示すように、接続用配管84としてその端部の内径が拡幅したものを使用し、この部分に連結用配管65を嵌入させ、更にその接続部分88にフィラー(溶加金属:filler metal)を供給しながらTIG溶接していた。
このようにして、接続部分88を溶接する場合、溶接箇所は、連結用配管65の側面と接続用配管84の先端とで直角状態となり、三次元的な形状となるため、溶接時の作業性が悪く、またフィラーを使用する必要もあり経済的でなかった。
【0007】
また、上記したように、溶接時にフィラーを使用する場合、溶接箇所が高入熱となるため、例えば、溶接箇所の組織変化に伴って溶接箇所とその周辺部との間に硬度差が発生すると共に、連結用配管65の内面側が酸化する。このため、接続用配管84又は連結用配管65にクラックが発生する恐れがあり、これに伴う手直しも必要となって、安定した品質の燃料電池用改質器50を製造できない問題もある。
更に、図6(B)に示すように、扁平皿形容器73(扁平皿形容器74についても同様)と接続用配管84、85の接続についても、扁平皿形容器73の傾斜部に貫通孔89を形成した後、この貫通孔89に接続用配管84を挿通し、その接続部分90を、扁平皿形容器73の内側からフィラーを供給しながらTIG溶接していた。このため、上記した場合と同様の問題が生じていた。
【0008】
本発明はかかる事情に鑑みてなされたもので、安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的に沿う本発明に係る燃料電池用改質器の製造方法は、それぞれ正面視して長方形状の第1、第2の扁平皿形容器(偏平皿形容器)の周縁に設けられた鍔部を仕切り板を介して重ね合わせたケーシングが複数並べられ、該ケーシング内には改質材が配置され、しかも前記第1、第2の扁平皿形容器の傾斜部に設けられた接続用配管に連結用配管を接続した燃料電池用改質器の製造方法において、
前記接続用配管の一端部と前記連結用配管の一端部には、それぞれフランジが設けられ、該各フランジを当接させてその各側端の位置を合わせ、該位置合わせしたフランジの側端を溶加金属無しで溶接する。
【0010】
本発明に係る燃料電池用改質器の製造方法において、前記第1、第2の扁平皿形容器への前記接続用配管の取付けは、前記第1、第2の扁平皿形容器の傾斜部にバーリング加工を行って、該傾斜部の内面側に前記接続用配管の他端部が嵌入する大きさの筒状部を立設するA工程と、
前記筒状部の傾斜に応じて曲げられた前記接続用配管の他端部を前記筒状部に入れて、前記接続用配管の他端部と前記筒状部の先端部の位置を合わせ、該位置合わせした接続用配管の他端部と筒状部の先端部を、溶加金属無しで溶接するB工程とを有することが好ましい。
【0011】
本発明に係る燃料電池用改質器の製造方法において、前記溶接は、TIG溶接、レーザー溶接、又はプラズマ溶接であることが好ましい。
【発明の効果】
【0012】
請求項1〜3記載の燃料電池用改質器の製造方法は、接続用配管と連結用配管の各一端部に設けられたフランジを当接させ、位置合わせしたフランジの側端を溶加金属無しで溶接するので、従来のように、三次元的に溶接することなく、二次元的に溶接できる。このため、溶接時の作業性が良好になると共に、フィラーを使用することなく溶接できるため経済的である。なお、溶接は、フランジの側端から行うので、溶接時の溶け込みが、接続用配管と連結用配管の配管自体に及ぼす影響を低減できる。
また、上記したように、溶接時にはフィラーを使用する必要がないので、溶接時に高入熱とならず、溶接箇所とその周辺部との間の硬度差の発生や、酸化の発生を抑制できる。これにより、接続用配管又は連結用配管でのクラックの発生を防止できるので、これに伴う手直しも不要となり、安定した品質の燃料電池用改質器を製造できる。
【0013】
特に、請求項2記載の燃料電池用改質器の製造方法は、扁平皿形容器の傾斜部にバーリング加工を行って、傾斜部の内面側に接続用配管の他端部が嵌入する大きさの筒状部を立設するA工程を有するので、筒状部の先端部(先端面)を同一平面上に配置し、しかも接続用配管の外径に対応した内径を有する円形状に形成できる。
また、筒状部の傾斜に応じて曲げられた接続用配管の他端部を筒状部に入れて、位置合わせした接続用配管の他端部と筒状部の先端部を、溶加金属無しで溶接するB工程とを有するので、二次元的に溶接できる。
従って、上記したように、安定した品質の燃料電池用改質器を、作業性よく経済的に製造できる。
【0014】
請求項3記載の燃料電池用改質器の製造方法は、溶接が、TIG溶接、レーザー溶接、又はプラズマ溶接であるので、特別な方法を使用することなく、容易かつ簡易的に溶接できる。
【発明を実施するための最良の形態】
【0015】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
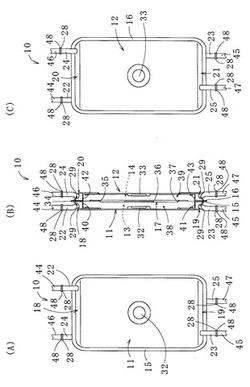
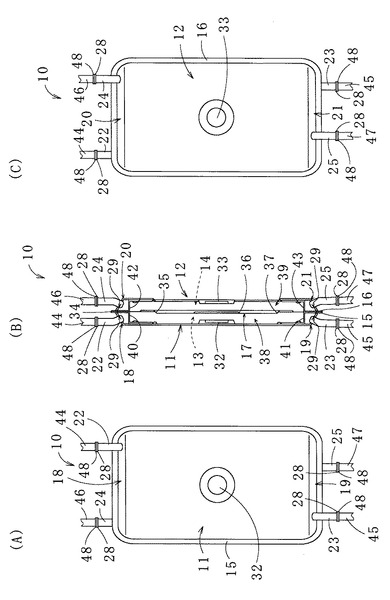
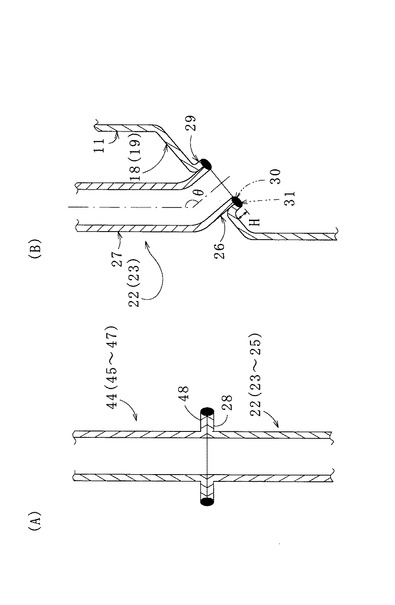
ここで、図1(A)〜(C)はそれぞれ本発明の一実施の形態に係る燃料電池用改質器の製造方法で製造した燃料電池用改質器のケーシングの正面図、部分側断面図、背面図、図2(A)は同ケーシングの接続用配管と連結用配管の接続部分の側断面図、(B)は同ケーシングの扁平皿形容器と接続用配管の接続部分の側断面図である。
【0016】
まず、本発明の一実施の形態に係る燃料電池用改質器の製造方法により製造した燃料電池用改質器について説明した後、本発明の一実施の形態に係る燃料電池用改質器の製造方法について説明する。
図1(A)〜(C)、図2(A)、(B)に示すように、本発明の一実施の形態に係る燃料電池用改質器の製造方法により製造する燃料電池用改質器(以下、単に改質器ともいう)は、改質材の一例である触媒(改質触媒又は酸化触媒)が充填されたケーシング10が複数(例えば、2〜20個程度)並べられて構成され、原料ガスと水を触媒の存在下で反応させて水素を生成するものである。なお、図1(B)においては、上記した触媒の図示を省略している。
【0017】
各ケーシング10は、それぞれ正面視して角部が丸くなった長方形状の第1、第2の扁平皿形容器11、12を有している。
第1、第2の扁平皿形容器11、12は、それぞれ容器底部が広面となって上部に開口部13、14を有するものであり、開口側周縁には、鍔部15、16が設けられている。第1、第2の扁平皿形容器11、12に設けられた鍔部15、16は、それぞれ扁平皿形容器11、12の広面(底面)と平行となるように形成されている。
【0018】
図1(A)〜(C)、図2(B)に示すように、各ケーシング10は、仕切り板17を介して、第1、第2の扁平皿形容器11、12の鍔部15、16を重ね合わせて形成されており、立設した状態の第1の扁平皿形容器11の上部及び下部には、それぞれ広面から鍔部15に渡って傾斜部18、19が形成され、また、第2の扁平皿形容器12の上部及び下部にも、それぞれ広面から鍔部16に渡って傾斜部20、21が形成されている。
傾斜部18〜21には、それぞれ接続用配管22〜25が取付けられている。この接続用配管22(他の接続用配管23〜25も同様)は、その一方側に設けられた第1の扁平皿形容器11への取付け部(基端部又は他端部)26が、傾斜部18の表面に対して直交するように、側面視して「く」字状に屈曲されている。
【0019】
接続用配管22の取付け部26の軸心と、取付け部26以外の接続部27の軸心とのなす角θは、各傾斜部18〜21の各扁平皿形容器11、12の広面(底面)に対する傾斜角度に応じて、例えば、130〜170度の範囲に曲げられている。
これにより、接続用配管22の接続部27を、第1の扁平皿形容器11の広面と平行に配置できるので、例えば、複数のケーシング10を隣り合せて配置した場合でも、隣り合うケーシング10に取付けられた接続用配管同士を、互いに接触させることなく配置でき、燃料電池用改質器をコンパクトにできる。なお、接続用配管22(他の接続用配管23〜25も同様)の先端部(一端部)には、図1(A)〜(C)、図2(A)に示すように、フランジ28が設けられている。なお、改質器全体の大きさによっても変わるが、1kW程度用の改質器の場合、接続用配管22の外径は8〜12mm程度となり、この場合、フランジ28の外径は、接続用配管22の接続部27の外径よりも、例えば、2〜5mm程度大きくなっており、厚みは、例えば、0.6〜2mm程度である。
【0020】
接続用配管22の取付け部26は、第1の扁平皿形容器11の傾斜部18にバーリング加工を行って取付け部26が嵌入する大きさに形成した筒状部29に嵌入されている。この筒状部29は、傾斜部18の内面側に、傾斜部18の表面に対して直交状態で立設されている。なお、筒状部29の傾斜部18の内面側への突出高さHは、例えば、1.5〜3mm程度である(この突出高さHの数値は、バーリング径が8〜12mmの場合の値であり、突出高さHはバーリング径の大きさによって変わるものである。)。
これにより、筒状部29に嵌入させた接続用配管22の取付け部26の端面30と、筒状部29の先端部の端面31とが、同一平面上に配置されるように位置合わせできる。従って、各端面30、31側から平面的(二次元的)にTIG溶接を行うことで、第1の扁平皿形容器11に接続用配管22が取付けられる。なお、他の接続用配管23〜25についても同様である。
【0021】
上記した傾斜部に形成される筒状部は、接続用配管の取付け部の端面と、筒状部の先端部の端面とを位置合わせできるのであれば、傾斜部の表面に対して直交状態とする必要はなく、例えば、直交状態を基準として、−10度以上+10度以下の範囲内で立設させてもよい。
第1、第2の扁平皿形容器11、12の広面中央部には、改質触媒や酸化触媒の触媒を装入するための触媒充填口32、33が形成されている。
なお、第1の扁平皿形容器11と第2の扁平皿形容器12は、後述する細かい形状を除いては、同一形状となっている。
【0022】
第1、第2の扁平皿形容器11、12の鍔部15、16の間に、その周縁部34が挟持されている仕切り板17は、外周が、第1、第2の扁平皿形容器11、12の鍔部15、16の外周と同じ、又はそれより僅かに大きくなっており、各扁平皿形容器11、12の鍔部15、16と仕切り板17の周縁部34とが、例えば、溶接により溶着されている。なお、仕切り板17には、複数の補強用リブ35〜37が形成されている。
このように、第1、第2の扁平皿形容器11、12の鍔部15、16を、仕切り板17を介して重ね合わせることで、第1の扁平皿形容器11と仕切り板17で囲まれる第1の空間部38と、第2の扁平皿形容器12と仕切り板17で囲まれる第2の空間部39とが形成される。なお、仕切り板17は、第1、第2の空間部38、39間で、伝熱を行う機能も有している。
【0023】
この第1、第2の空間部38、39の上部と下部には、それぞれ第1、第2の空間部38、39の幅方向に渡って通気用保持板40〜43が配置されている。
この各通気用保持板40〜43は、多数の小孔が形成された1枚の金属板、即ちパンチングメタルを折り曲げ成形したものであり、通常4mm程度の直径を有する球状又は円柱状の触媒を保持すると共に、原料ガスの流れを整流化するものである。
これにより、第1の空間部38内の仕切り板17、上下の通気用保持板40、41、及び第1の扁平皿形容器11の底部で囲まれる領域と、第2の空間部39内の仕切り板17、上下の通気用保持板42、43、及び第2の扁平皿形容器12の底部で囲まれる領域に、触媒を充填できると共に、接続用配管22〜25への触媒の流出を防ぐことができる。更に、通気用保持板40〜43の上下の外側部分は、ヘッダーとして働くので、原料ガスを触媒間に均等に流すことができる。
【0024】
燃料電池用改質器は、以上に示したケーシング10を複数有し、隣り合うケーシング10の側壁の広面を当接させて一体としており、しかも各ケーシング10間は、各ケーシング10に取付けられた接続用配管22〜25に連結用配管44〜47を取付けることにより、それぞれ接続されている。なお、各連結用配管44〜47の一端部には、接続用配管22〜25に設けられたフランジ28と同一外径のフランジ48が設けられているので、フランジ28とフランジ48の端面を当接させることで、その各側端の位置合わせができる。
従って、各フランジ28、48の側端側から平面的にTIG溶接を行うことで、各接続用配管22〜25にそれぞれ連結用配管44〜47を取付けることができる。
【0025】
このように構成することで、水素を生成させるに際しては、連結用配管44から接続用配管22を介して第1の空間部38の上流側に原料ガスを流入させ、第1の空間部38内の触媒を通過させた後に、接続用配管23を介して連結用配管45へ流す。また、連結用配管47から接続用配管25を介して第2の空間部39の上流側に原料ガスを流入させ、第2の空間部39内の触媒を通過させた後に、接続用配管24を介して連結用配管46へ流す。
これにより、原料ガスから燃料電池に使用する水素を生成できる。
【0026】
続いて、本発明の一実施の形態に係る燃料電池用改質器の製造方法について説明する。
まず、第1、第2の扁平皿形容器11、12、仕切り板17、接続用配管22〜25、4つの通気用保持板40〜43、及び連結用配管44〜47を準備する。
次に、第1の扁平皿形容器11の傾斜部18、19には接続用配管22、23を、第2の扁平皿形容器12の傾斜部20、21には接続用配管24、25を、それぞれ取付ける。
ここで、各扁平皿形容器11、12への接続用配管22〜25の取付け方法を、図2(B)を参照しながら説明する。
【0027】
第1の扁平皿形容器11(第2の扁平皿形容器12も同様)の傾斜部18(傾斜部19も同様)にバーリング加工を行って、傾斜部18の内面側に接続用配管22の取付け部26が嵌入する大きさの筒状部29を形成する。このとき、筒状部29を、傾斜部18の表面に対して直交状態に立設する(以上、A工程)。
次に、接続用配管22の取付け部26を、筒状部29の傾斜に応じて屈曲させ、この取付け部26を筒状部29に入れて、接続用配管26の取付け部26の端面30と、筒状部29の先端部の端面31の位置を、同一平面上に合わせる。そして、フィラー(溶加金属)を使用することなく、各端面30、31側から平面的にTIG溶接を行うことで、第1の扁平皿形容器11に接続用配管22を取付ける(以上、B工程)。
上記した方法で、各接続用配管22〜25が取付けられた第1、第2の扁平皿形容器11、12の広面の上部及び下部に、各通気用保持板40〜43を溶接によりそれぞれ取付ける。
【0028】
次に、仕切り板17の両側から、第1、第2の扁平皿形容器11、12の開口部13、14を向かい合わせた(対向させた)状態で、鍔部15、16の表面を仕切り板37の周縁部34の表面に当接させる。
このように当接させた各扁平皿形容器11、12の鍔部15、16と仕切り板17の周縁部34とを、例えば、溶接により溶着した後、触媒充填口32、33を介して、第1、第2の空間部38、39内に、それぞれ触媒を充填し、この触媒充填口38、39を塞ぐ。
以上の方法で製造した複数のケーシング10を、その側壁の広面どうしを合わせて積み重ね、各ケーシング10間を連結用配管44〜47により接続する。
【0029】
前記したように、各接続用配管22〜25の先端部にはフランジ28が設けられ、各連結用配管44〜47の一端部にはフランジ48が設けられているので、各フランジ28、48を当接させてその各側端の位置を合わせる。そして、フィラー(溶加金属)を使用することなく、位置合わせしたフランジ28、48の側端側から平面的にTIG溶接を行う。
これにより、各接続用配管22〜25に連結用配管44〜47を取付けることができるので、燃料電池用改質器として使用できる。
【0030】
以上、本発明を、実施の形態を参照して説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。例えば、前記したそれぞれの実施の形態や変形例の一部又は全部を組合せて本発明の燃料電池用改質器の製造方法を構成する場合も本発明の権利範囲に含まれる。
また、前記実施の形態においては、接続用配管と連結用配管との溶接、及び扁平皿形容器と接続用配管との溶接を、TIG溶接で行った場合について説明したが、これに限定されるものではなく、例えば、プラズマ溶接やレーザー溶接で行ってもよい。
そして、前記実施の形態においては、第1、第2の扁平皿形容器に補強用リブを形成しなかったが、勿論形成してもよく、また、仕切り板に形成した補強用リブは、これに限定されるものではない。
【図面の簡単な説明】
【0031】
【図1】(A)〜(C)はそれぞれ本発明の一実施の形態に係る燃料電池用改質器の製造方法で製造した燃料電池用改質器のケーシングの正面図、部分側断面図、背面図である。
【図2】(A)は同ケーシングの接続用配管と連結用配管の接続部分の側断面図、(B)は同ケーシングの扁平皿形容器と接続用配管の接続部分の側断面図である。
【図3】(A)は従来例に係る燃料電池用改質器の斜視図、(B)は燃料電池用改質器を構成する1つのケーシングの斜視図である。
【図4】同ケーシングの分解斜視図である。
【図5】同ケーシングの使用状態の説明図である。
【図6】(A)は同ケーシングの接続用配管と連結用配管の接続部分の側断面図、(B)は同ケーシングの扁平皿形容器と接続用配管の接続部分の側断面図である。
【符号の説明】
【0032】
10::ケーシング、11:第1の扁平皿形部材、12:第2の扁平皿形部材、13、14:開口部、15、16:鍔部、17:仕切り板、18〜21:傾斜部、22〜25:接続用配管、26:取付け部、27:接続部、28:フランジ、29:筒状部、30、31:端面、32、33:触媒充填口、34:周縁部、35〜37:補強用リブ、38:第1の空間部、39:第2の空間部、40〜43:通気用保持板、44〜47:連結用配管、48:フランジ
【技術分野】
【0001】
本発明は、燃料電池の改質器の製造方法に関する。
【背景技術】
【0002】
従来、都市ガス又はLPガスの原料ガスから生成させた水素を空気と反応させることにより発電する燃料電池が使用されている。ここで、原料ガスから水素を生成させる装置としては、原料ガスと水を触媒の存在下で反応させて水素を生成させる燃料電池用改質器(以下、単に改質器ともいう)が使用されている。
この燃料電池用改質器には、例えば、特許文献1、2のように、水素を生成させる触媒等を収納する円筒型のケーシングを使用した改質器と、特許文献3、4のように、触媒等を収納した平板型のケーシングを複数並べて配置した改質器がある。なお、本願発明は、後者に関するものであるため、以下、平板型のケーシングを使用した燃料電池用改質器について説明する。
【0003】
図3(A)に示すように、燃料電池用改質器50は、改質触媒や酸化触媒が充填された複数のケーシング51〜60と、図示しない断熱材、排熱回収用熱交換器、及びヒータとを有している。この複数のケーシング51〜60は、隣り合うケーシング51〜60の側壁の広面を当接させて一体としており、しかもケーシング51〜60は、原料ガス、空気、水、又は変成処理ガスが流れる連結用配管61〜69等により、それぞれ接続されている。
このように構成することで、原料ガスを水と触媒下で反応させ、原料ガスを改質して、水素リッチな変成処理ガスを生成できる。なお、変成処理ガスの生成の詳細内容については、前記した特許文献3、4に開示されているため、ここでは省略する。
【0004】
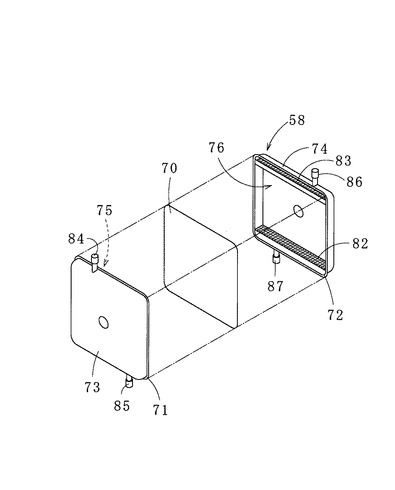
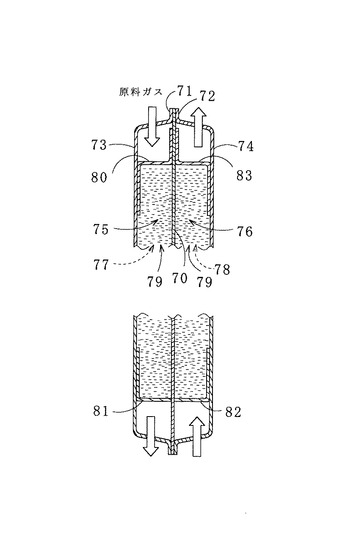
図3(B)、図4、図5に示すように、燃料電池用改質器50を構成する1つのケーシング、例えば、ケーシング58は、仕切り板70を中心としてその両側に、周囲に鍔部71、72がそれぞれ形成された2つの扁平皿形容器73、74が、それぞれの開口部75、76を仕切り板70の表面に向け、鍔部71、72を仕切り板70に当接させた状態で取付けられたものである。この仕切り板70と各扁平皿形容器73、74とで形成される第1、第2の空間部77、78の原料ガスの入側と出側には、触媒79を保持すると共に、この触媒79を通過する原料ガスの流れを整流化する通気用保持板80〜83が設けられている。また、2つの扁平皿形容器73、74の上部と下部の傾斜部には、それぞれ連結用配管65等を接続するための接続用配管84〜87が取付けられている。
【0005】
【特許文献1】特開2003−151607号公報
【特許文献2】特開平9−309702号公報
【特許文献3】特開2004−59359号公報
【特許文献4】特開2007−326764号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前記従来の燃料電池用改質器50には、未だ解決すべき以下のような問題があった。
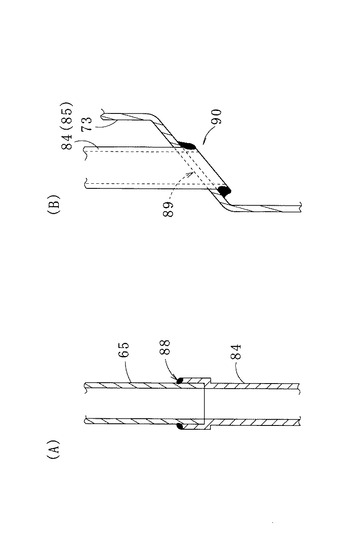
燃料電池用改質器50の扁平皿形容器73(扁平皿形容器74も同様)に取付けられた接続用配管84と連結用配管65は、同一の内径と外径を有するものである。このため、接続用配管84と連結用配管65を接続する場合、図6(A)に示すように、接続用配管84としてその端部の内径が拡幅したものを使用し、この部分に連結用配管65を嵌入させ、更にその接続部分88にフィラー(溶加金属:filler metal)を供給しながらTIG溶接していた。
このようにして、接続部分88を溶接する場合、溶接箇所は、連結用配管65の側面と接続用配管84の先端とで直角状態となり、三次元的な形状となるため、溶接時の作業性が悪く、またフィラーを使用する必要もあり経済的でなかった。
【0007】
また、上記したように、溶接時にフィラーを使用する場合、溶接箇所が高入熱となるため、例えば、溶接箇所の組織変化に伴って溶接箇所とその周辺部との間に硬度差が発生すると共に、連結用配管65の内面側が酸化する。このため、接続用配管84又は連結用配管65にクラックが発生する恐れがあり、これに伴う手直しも必要となって、安定した品質の燃料電池用改質器50を製造できない問題もある。
更に、図6(B)に示すように、扁平皿形容器73(扁平皿形容器74についても同様)と接続用配管84、85の接続についても、扁平皿形容器73の傾斜部に貫通孔89を形成した後、この貫通孔89に接続用配管84を挿通し、その接続部分90を、扁平皿形容器73の内側からフィラーを供給しながらTIG溶接していた。このため、上記した場合と同様の問題が生じていた。
【0008】
本発明はかかる事情に鑑みてなされたもので、安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的に沿う本発明に係る燃料電池用改質器の製造方法は、それぞれ正面視して長方形状の第1、第2の扁平皿形容器(偏平皿形容器)の周縁に設けられた鍔部を仕切り板を介して重ね合わせたケーシングが複数並べられ、該ケーシング内には改質材が配置され、しかも前記第1、第2の扁平皿形容器の傾斜部に設けられた接続用配管に連結用配管を接続した燃料電池用改質器の製造方法において、
前記接続用配管の一端部と前記連結用配管の一端部には、それぞれフランジが設けられ、該各フランジを当接させてその各側端の位置を合わせ、該位置合わせしたフランジの側端を溶加金属無しで溶接する。
【0010】
本発明に係る燃料電池用改質器の製造方法において、前記第1、第2の扁平皿形容器への前記接続用配管の取付けは、前記第1、第2の扁平皿形容器の傾斜部にバーリング加工を行って、該傾斜部の内面側に前記接続用配管の他端部が嵌入する大きさの筒状部を立設するA工程と、
前記筒状部の傾斜に応じて曲げられた前記接続用配管の他端部を前記筒状部に入れて、前記接続用配管の他端部と前記筒状部の先端部の位置を合わせ、該位置合わせした接続用配管の他端部と筒状部の先端部を、溶加金属無しで溶接するB工程とを有することが好ましい。
【0011】
本発明に係る燃料電池用改質器の製造方法において、前記溶接は、TIG溶接、レーザー溶接、又はプラズマ溶接であることが好ましい。
【発明の効果】
【0012】
請求項1〜3記載の燃料電池用改質器の製造方法は、接続用配管と連結用配管の各一端部に設けられたフランジを当接させ、位置合わせしたフランジの側端を溶加金属無しで溶接するので、従来のように、三次元的に溶接することなく、二次元的に溶接できる。このため、溶接時の作業性が良好になると共に、フィラーを使用することなく溶接できるため経済的である。なお、溶接は、フランジの側端から行うので、溶接時の溶け込みが、接続用配管と連結用配管の配管自体に及ぼす影響を低減できる。
また、上記したように、溶接時にはフィラーを使用する必要がないので、溶接時に高入熱とならず、溶接箇所とその周辺部との間の硬度差の発生や、酸化の発生を抑制できる。これにより、接続用配管又は連結用配管でのクラックの発生を防止できるので、これに伴う手直しも不要となり、安定した品質の燃料電池用改質器を製造できる。
【0013】
特に、請求項2記載の燃料電池用改質器の製造方法は、扁平皿形容器の傾斜部にバーリング加工を行って、傾斜部の内面側に接続用配管の他端部が嵌入する大きさの筒状部を立設するA工程を有するので、筒状部の先端部(先端面)を同一平面上に配置し、しかも接続用配管の外径に対応した内径を有する円形状に形成できる。
また、筒状部の傾斜に応じて曲げられた接続用配管の他端部を筒状部に入れて、位置合わせした接続用配管の他端部と筒状部の先端部を、溶加金属無しで溶接するB工程とを有するので、二次元的に溶接できる。
従って、上記したように、安定した品質の燃料電池用改質器を、作業性よく経済的に製造できる。
【0014】
請求項3記載の燃料電池用改質器の製造方法は、溶接が、TIG溶接、レーザー溶接、又はプラズマ溶接であるので、特別な方法を使用することなく、容易かつ簡易的に溶接できる。
【発明を実施するための最良の形態】
【0015】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
ここで、図1(A)〜(C)はそれぞれ本発明の一実施の形態に係る燃料電池用改質器の製造方法で製造した燃料電池用改質器のケーシングの正面図、部分側断面図、背面図、図2(A)は同ケーシングの接続用配管と連結用配管の接続部分の側断面図、(B)は同ケーシングの扁平皿形容器と接続用配管の接続部分の側断面図である。
【0016】
まず、本発明の一実施の形態に係る燃料電池用改質器の製造方法により製造した燃料電池用改質器について説明した後、本発明の一実施の形態に係る燃料電池用改質器の製造方法について説明する。
図1(A)〜(C)、図2(A)、(B)に示すように、本発明の一実施の形態に係る燃料電池用改質器の製造方法により製造する燃料電池用改質器(以下、単に改質器ともいう)は、改質材の一例である触媒(改質触媒又は酸化触媒)が充填されたケーシング10が複数(例えば、2〜20個程度)並べられて構成され、原料ガスと水を触媒の存在下で反応させて水素を生成するものである。なお、図1(B)においては、上記した触媒の図示を省略している。
【0017】
各ケーシング10は、それぞれ正面視して角部が丸くなった長方形状の第1、第2の扁平皿形容器11、12を有している。
第1、第2の扁平皿形容器11、12は、それぞれ容器底部が広面となって上部に開口部13、14を有するものであり、開口側周縁には、鍔部15、16が設けられている。第1、第2の扁平皿形容器11、12に設けられた鍔部15、16は、それぞれ扁平皿形容器11、12の広面(底面)と平行となるように形成されている。
【0018】
図1(A)〜(C)、図2(B)に示すように、各ケーシング10は、仕切り板17を介して、第1、第2の扁平皿形容器11、12の鍔部15、16を重ね合わせて形成されており、立設した状態の第1の扁平皿形容器11の上部及び下部には、それぞれ広面から鍔部15に渡って傾斜部18、19が形成され、また、第2の扁平皿形容器12の上部及び下部にも、それぞれ広面から鍔部16に渡って傾斜部20、21が形成されている。
傾斜部18〜21には、それぞれ接続用配管22〜25が取付けられている。この接続用配管22(他の接続用配管23〜25も同様)は、その一方側に設けられた第1の扁平皿形容器11への取付け部(基端部又は他端部)26が、傾斜部18の表面に対して直交するように、側面視して「く」字状に屈曲されている。
【0019】
接続用配管22の取付け部26の軸心と、取付け部26以外の接続部27の軸心とのなす角θは、各傾斜部18〜21の各扁平皿形容器11、12の広面(底面)に対する傾斜角度に応じて、例えば、130〜170度の範囲に曲げられている。
これにより、接続用配管22の接続部27を、第1の扁平皿形容器11の広面と平行に配置できるので、例えば、複数のケーシング10を隣り合せて配置した場合でも、隣り合うケーシング10に取付けられた接続用配管同士を、互いに接触させることなく配置でき、燃料電池用改質器をコンパクトにできる。なお、接続用配管22(他の接続用配管23〜25も同様)の先端部(一端部)には、図1(A)〜(C)、図2(A)に示すように、フランジ28が設けられている。なお、改質器全体の大きさによっても変わるが、1kW程度用の改質器の場合、接続用配管22の外径は8〜12mm程度となり、この場合、フランジ28の外径は、接続用配管22の接続部27の外径よりも、例えば、2〜5mm程度大きくなっており、厚みは、例えば、0.6〜2mm程度である。
【0020】
接続用配管22の取付け部26は、第1の扁平皿形容器11の傾斜部18にバーリング加工を行って取付け部26が嵌入する大きさに形成した筒状部29に嵌入されている。この筒状部29は、傾斜部18の内面側に、傾斜部18の表面に対して直交状態で立設されている。なお、筒状部29の傾斜部18の内面側への突出高さHは、例えば、1.5〜3mm程度である(この突出高さHの数値は、バーリング径が8〜12mmの場合の値であり、突出高さHはバーリング径の大きさによって変わるものである。)。
これにより、筒状部29に嵌入させた接続用配管22の取付け部26の端面30と、筒状部29の先端部の端面31とが、同一平面上に配置されるように位置合わせできる。従って、各端面30、31側から平面的(二次元的)にTIG溶接を行うことで、第1の扁平皿形容器11に接続用配管22が取付けられる。なお、他の接続用配管23〜25についても同様である。
【0021】
上記した傾斜部に形成される筒状部は、接続用配管の取付け部の端面と、筒状部の先端部の端面とを位置合わせできるのであれば、傾斜部の表面に対して直交状態とする必要はなく、例えば、直交状態を基準として、−10度以上+10度以下の範囲内で立設させてもよい。
第1、第2の扁平皿形容器11、12の広面中央部には、改質触媒や酸化触媒の触媒を装入するための触媒充填口32、33が形成されている。
なお、第1の扁平皿形容器11と第2の扁平皿形容器12は、後述する細かい形状を除いては、同一形状となっている。
【0022】
第1、第2の扁平皿形容器11、12の鍔部15、16の間に、その周縁部34が挟持されている仕切り板17は、外周が、第1、第2の扁平皿形容器11、12の鍔部15、16の外周と同じ、又はそれより僅かに大きくなっており、各扁平皿形容器11、12の鍔部15、16と仕切り板17の周縁部34とが、例えば、溶接により溶着されている。なお、仕切り板17には、複数の補強用リブ35〜37が形成されている。
このように、第1、第2の扁平皿形容器11、12の鍔部15、16を、仕切り板17を介して重ね合わせることで、第1の扁平皿形容器11と仕切り板17で囲まれる第1の空間部38と、第2の扁平皿形容器12と仕切り板17で囲まれる第2の空間部39とが形成される。なお、仕切り板17は、第1、第2の空間部38、39間で、伝熱を行う機能も有している。
【0023】
この第1、第2の空間部38、39の上部と下部には、それぞれ第1、第2の空間部38、39の幅方向に渡って通気用保持板40〜43が配置されている。
この各通気用保持板40〜43は、多数の小孔が形成された1枚の金属板、即ちパンチングメタルを折り曲げ成形したものであり、通常4mm程度の直径を有する球状又は円柱状の触媒を保持すると共に、原料ガスの流れを整流化するものである。
これにより、第1の空間部38内の仕切り板17、上下の通気用保持板40、41、及び第1の扁平皿形容器11の底部で囲まれる領域と、第2の空間部39内の仕切り板17、上下の通気用保持板42、43、及び第2の扁平皿形容器12の底部で囲まれる領域に、触媒を充填できると共に、接続用配管22〜25への触媒の流出を防ぐことができる。更に、通気用保持板40〜43の上下の外側部分は、ヘッダーとして働くので、原料ガスを触媒間に均等に流すことができる。
【0024】
燃料電池用改質器は、以上に示したケーシング10を複数有し、隣り合うケーシング10の側壁の広面を当接させて一体としており、しかも各ケーシング10間は、各ケーシング10に取付けられた接続用配管22〜25に連結用配管44〜47を取付けることにより、それぞれ接続されている。なお、各連結用配管44〜47の一端部には、接続用配管22〜25に設けられたフランジ28と同一外径のフランジ48が設けられているので、フランジ28とフランジ48の端面を当接させることで、その各側端の位置合わせができる。
従って、各フランジ28、48の側端側から平面的にTIG溶接を行うことで、各接続用配管22〜25にそれぞれ連結用配管44〜47を取付けることができる。
【0025】
このように構成することで、水素を生成させるに際しては、連結用配管44から接続用配管22を介して第1の空間部38の上流側に原料ガスを流入させ、第1の空間部38内の触媒を通過させた後に、接続用配管23を介して連結用配管45へ流す。また、連結用配管47から接続用配管25を介して第2の空間部39の上流側に原料ガスを流入させ、第2の空間部39内の触媒を通過させた後に、接続用配管24を介して連結用配管46へ流す。
これにより、原料ガスから燃料電池に使用する水素を生成できる。
【0026】
続いて、本発明の一実施の形態に係る燃料電池用改質器の製造方法について説明する。
まず、第1、第2の扁平皿形容器11、12、仕切り板17、接続用配管22〜25、4つの通気用保持板40〜43、及び連結用配管44〜47を準備する。
次に、第1の扁平皿形容器11の傾斜部18、19には接続用配管22、23を、第2の扁平皿形容器12の傾斜部20、21には接続用配管24、25を、それぞれ取付ける。
ここで、各扁平皿形容器11、12への接続用配管22〜25の取付け方法を、図2(B)を参照しながら説明する。
【0027】
第1の扁平皿形容器11(第2の扁平皿形容器12も同様)の傾斜部18(傾斜部19も同様)にバーリング加工を行って、傾斜部18の内面側に接続用配管22の取付け部26が嵌入する大きさの筒状部29を形成する。このとき、筒状部29を、傾斜部18の表面に対して直交状態に立設する(以上、A工程)。
次に、接続用配管22の取付け部26を、筒状部29の傾斜に応じて屈曲させ、この取付け部26を筒状部29に入れて、接続用配管26の取付け部26の端面30と、筒状部29の先端部の端面31の位置を、同一平面上に合わせる。そして、フィラー(溶加金属)を使用することなく、各端面30、31側から平面的にTIG溶接を行うことで、第1の扁平皿形容器11に接続用配管22を取付ける(以上、B工程)。
上記した方法で、各接続用配管22〜25が取付けられた第1、第2の扁平皿形容器11、12の広面の上部及び下部に、各通気用保持板40〜43を溶接によりそれぞれ取付ける。
【0028】
次に、仕切り板17の両側から、第1、第2の扁平皿形容器11、12の開口部13、14を向かい合わせた(対向させた)状態で、鍔部15、16の表面を仕切り板37の周縁部34の表面に当接させる。
このように当接させた各扁平皿形容器11、12の鍔部15、16と仕切り板17の周縁部34とを、例えば、溶接により溶着した後、触媒充填口32、33を介して、第1、第2の空間部38、39内に、それぞれ触媒を充填し、この触媒充填口38、39を塞ぐ。
以上の方法で製造した複数のケーシング10を、その側壁の広面どうしを合わせて積み重ね、各ケーシング10間を連結用配管44〜47により接続する。
【0029】
前記したように、各接続用配管22〜25の先端部にはフランジ28が設けられ、各連結用配管44〜47の一端部にはフランジ48が設けられているので、各フランジ28、48を当接させてその各側端の位置を合わせる。そして、フィラー(溶加金属)を使用することなく、位置合わせしたフランジ28、48の側端側から平面的にTIG溶接を行う。
これにより、各接続用配管22〜25に連結用配管44〜47を取付けることができるので、燃料電池用改質器として使用できる。
【0030】
以上、本発明を、実施の形態を参照して説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。例えば、前記したそれぞれの実施の形態や変形例の一部又は全部を組合せて本発明の燃料電池用改質器の製造方法を構成する場合も本発明の権利範囲に含まれる。
また、前記実施の形態においては、接続用配管と連結用配管との溶接、及び扁平皿形容器と接続用配管との溶接を、TIG溶接で行った場合について説明したが、これに限定されるものではなく、例えば、プラズマ溶接やレーザー溶接で行ってもよい。
そして、前記実施の形態においては、第1、第2の扁平皿形容器に補強用リブを形成しなかったが、勿論形成してもよく、また、仕切り板に形成した補強用リブは、これに限定されるものではない。
【図面の簡単な説明】
【0031】
【図1】(A)〜(C)はそれぞれ本発明の一実施の形態に係る燃料電池用改質器の製造方法で製造した燃料電池用改質器のケーシングの正面図、部分側断面図、背面図である。
【図2】(A)は同ケーシングの接続用配管と連結用配管の接続部分の側断面図、(B)は同ケーシングの扁平皿形容器と接続用配管の接続部分の側断面図である。
【図3】(A)は従来例に係る燃料電池用改質器の斜視図、(B)は燃料電池用改質器を構成する1つのケーシングの斜視図である。
【図4】同ケーシングの分解斜視図である。
【図5】同ケーシングの使用状態の説明図である。
【図6】(A)は同ケーシングの接続用配管と連結用配管の接続部分の側断面図、(B)は同ケーシングの扁平皿形容器と接続用配管の接続部分の側断面図である。
【符号の説明】
【0032】
10::ケーシング、11:第1の扁平皿形部材、12:第2の扁平皿形部材、13、14:開口部、15、16:鍔部、17:仕切り板、18〜21:傾斜部、22〜25:接続用配管、26:取付け部、27:接続部、28:フランジ、29:筒状部、30、31:端面、32、33:触媒充填口、34:周縁部、35〜37:補強用リブ、38:第1の空間部、39:第2の空間部、40〜43:通気用保持板、44〜47:連結用配管、48:フランジ
【特許請求の範囲】
【請求項1】
それぞれ正面視して長方形状の第1、第2の扁平皿形容器の周縁に設けられた鍔部を仕切り板を介して重ね合わせたケーシングが複数並べられ、該ケーシング内には改質材が配置され、しかも前記第1、第2の扁平皿形容器の傾斜部に設けられた接続用配管に連結用配管を接続した燃料電池用改質器の製造方法において、
前記接続用配管の一端部と前記連結用配管の一端部には、それぞれフランジが設けられ、該各フランジを当接させてその各側端の位置を合わせ、該位置合わせしたフランジの側端を溶加金属無しで溶接することを特徴とする燃料電池用改質器の製造方法。
【請求項2】
請求項1記載の燃料電池用改質器の製造方法において、前記第1、第2の扁平皿形容器への前記接続用配管の取付けは、前記第1、第2の扁平皿形容器の傾斜部にバーリング加工を行って、該傾斜部の内面側に前記接続用配管の他端部が嵌入する大きさの筒状部を立設するA工程と、
前記筒状部の傾斜に応じて曲げられた前記接続用配管の他端部を前記筒状部に入れて、前記接続用配管の他端部と前記筒状部の先端部の位置を合わせ、該位置合わせした接続用配管の他端部と筒状部の先端部を、溶加金属無しで溶接するB工程とを有することを特徴とする燃料電池用改質器の製造方法。
【請求項3】
請求項1及び2のいずれか1項に記載の燃料電池用改質器の製造方法において、前記溶接は、TIG溶接、レーザー溶接、又はプラズマ溶接であることを特徴とする燃料電池用改質器の製造方法。
【請求項1】
それぞれ正面視して長方形状の第1、第2の扁平皿形容器の周縁に設けられた鍔部を仕切り板を介して重ね合わせたケーシングが複数並べられ、該ケーシング内には改質材が配置され、しかも前記第1、第2の扁平皿形容器の傾斜部に設けられた接続用配管に連結用配管を接続した燃料電池用改質器の製造方法において、
前記接続用配管の一端部と前記連結用配管の一端部には、それぞれフランジが設けられ、該各フランジを当接させてその各側端の位置を合わせ、該位置合わせしたフランジの側端を溶加金属無しで溶接することを特徴とする燃料電池用改質器の製造方法。
【請求項2】
請求項1記載の燃料電池用改質器の製造方法において、前記第1、第2の扁平皿形容器への前記接続用配管の取付けは、前記第1、第2の扁平皿形容器の傾斜部にバーリング加工を行って、該傾斜部の内面側に前記接続用配管の他端部が嵌入する大きさの筒状部を立設するA工程と、
前記筒状部の傾斜に応じて曲げられた前記接続用配管の他端部を前記筒状部に入れて、前記接続用配管の他端部と前記筒状部の先端部の位置を合わせ、該位置合わせした接続用配管の他端部と筒状部の先端部を、溶加金属無しで溶接するB工程とを有することを特徴とする燃料電池用改質器の製造方法。
【請求項3】
請求項1及び2のいずれか1項に記載の燃料電池用改質器の製造方法において、前記溶接は、TIG溶接、レーザー溶接、又はプラズマ溶接であることを特徴とする燃料電池用改質器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−27582(P2010−27582A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−191369(P2008−191369)
【出願日】平成20年7月24日(2008.7.24)
【出願人】(390002886)株式会社長府製作所 (197)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月24日(2008.7.24)
【出願人】(390002886)株式会社長府製作所 (197)
【Fターム(参考)】
[ Back to top ]