
燻煙レール送り手段および燻煙レールを正確に送る方法
【課題】燻煙レール送り手段、およびハンガーから吊り下げられているソーセージループまたはその他の製品のループの中に煙レールを正確に配置する。
【解決手段】燻煙レール2の少なくとも一部が燻煙レール支持体3に載り、燻煙レール2は、ハンガー5の方向に向けられ、燻煙レール支持体3,3a、3bは、燻煙レール2が、燻煙レール送り手段1からハンガー5の捕捉領域Aに実質的に長手方向Bに搬送されるように移動するよう、構成されており、ループは、捕捉されるときにハンガー5の前記捕捉領域Aに配置される。
【解決手段】燻煙レール2の少なくとも一部が燻煙レール支持体3に載り、燻煙レール2は、ハンガー5の方向に向けられ、燻煙レール支持体3,3a、3bは、燻煙レール2が、燻煙レール送り手段1からハンガー5の捕捉領域Aに実質的に長手方向Bに搬送されるように移動するよう、構成されており、ループは、捕捉されるときにハンガー5の前記捕捉領域Aに配置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1および請求項11のプリアンブルによる、燻煙レール送り手段および燻煙レールを正確に送る方法に関する。
【背景技術】
【0002】
産業上のソーセージ製造工程においては、詰められたソーセージチェーンは、通常、ハンガーによってループ(loop)の形に自動的に吊り下げられる。用語「ソーセージチェーン(sausage chain)」または「ソーセージループ(sausage loop)」は、本文書においては、個々の部分が連結されているまとまりを意味し、また、連続的に詰められた分割されていないソーセージストランド(sausage strand)を意味する。ソーセージループは、例えば受取りフックによって保持する。次いで、ソーセージを燻煙レールに手動で押し出す。次いで、オペレータが、この燻煙レールを燻煙トロリー(smoking trolley)内に吊り下げる。次いで、燻煙トロリーを燻煙室の中に移動させる。燻煙レール、燻煙トロリー、およびソーセージ製品が多様であるため、燻煙レールおよび燻煙トロリーへの装填を自動化することは、相当に難しくなっている。従って、現在のところ、自動化システムは使用されていない。このような自動化の代わりとして、燻煙室の代わりに使用される、連続的なサイクルにおいて製品を燻煙する設備も存在している。連続的な設備を自動化するうえで満たさなければならない条件は単純であるため、これらの設備への装填および取り出しを行う自動化システムは、すでに使用されている。
【0003】
合成のソーセージケーシングに入った、特に単純なソーセージ製品の場合と、特定の用途の場合とにおいては、副工程はすでに単純化および半自動化されている。例えば、一連の燻煙レールから燻煙レールを一度に1本ずつ取り出すことのできるシステムが公知である。また、連続的な設備に関連して、燻煙レールを把持技術によって燻煙レールハンガーに通すために使用されるシステムが公知である。後者のシステムは、2つの把持モジュールから構成されている。最初の把持モジュールが燻煙レールの一方の端部を把持する。次の操作ステップにおいて、操作システムまたはロボットによって燻煙レールをハンガー内に導入する。次の操作サイクルにおいて、ロボットによって第2の把持モジュールを燻煙レールまで移動させ、燻煙レールの他方の端部を把持する。従って、ロボットによって燻煙レールを製品と一緒にハンガーから取り外すことができる。このシステムでは、高速なサイクル時間を達成することはできない。さらには、ソーセージの形状が極めて均一でなければならず、また、燻煙レールを導入するための空間が形成されるようにソーセージを吊り下げなければならない。把持モジュールは燻煙レールをコンベアベルトから受け取らなければならず、さらに、これらの燻煙レールをソーセージチェーンの間の空間を通さなければならないため、このハンドリングには多くの時間がかかり、ロボットが実際のタスク(すなわち、積載状態の燻煙レールを例えば燻煙トロリーまで搬送する)を行うための時間が足りない。さらに、燻煙レールをソーセージループに通すことは難しく、なぜなら、燻煙レールの挿入時、レールが、1つの把持器によってのみ保持されてつり下がっているためである。
【0004】
すでに知られているもう1つのシステムは手動システムであり、このシステムでは、垂直に配置されている回転台に燻煙レールが水平向きに配置されており、回転台を手動で回転させることにより、燻煙レールによってソーセージループを捕捉してハンガーのフックから取り外す。このシステムは、会社において人件費を削減できなかったため、市場には受け入れられなかった。
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上の状況に鑑み、本発明の目的は、燻煙レールをソーセージループの中に的確、迅速、正確、かつ慎重に導入することのできる燻煙レール送り手段および対応する方法を提供することである。
【課題を解決するための手段】
【0006】
本発明によると、この目的は、請求項1および請求項11による特徴によって達成される。本発明は、ハンガーから吊り下げられているソーセージループまたはその他の製品のループに燻煙レールを正確に配置することのできる燻煙レール送り手段を提供する。本発明によると、この燻煙レール送り手段は、燻煙レールの少なくとも一部が上に載りかつ燻煙レールがハンガーの方向に向けられる燻煙レール支持体を備えている。本発明によると、この燻煙レール支持体は、燻煙レールを燻煙レール送り手段から実質的に長手方向にハンガーの捕捉領域(pick−up area)に搬送できるように、移動するよう、構成されている。ハンガーの捕捉領域は、ループが捕捉されるために配置される領域である。燻煙レールが燻煙レール支持体に載っており、燻煙レール支持体がハンガー内に移動することにより、燻煙レールは、つねに正しい向きにあり、単に支持体を移動させることによって燻煙レールを移動させることができる。
【0007】
次いで、燻煙レールをループと一緒に上昇させて取り外すことができる。この取り外しは、例えば、適切な把持手段を有するロボットによって行うことができる。燻煙レールを挿入する工程をロボットから切り離すことによって、ロボットまたはマニピュレータのハンドリング時間が減少する。
【0008】
本発明の好ましい実施の形態によると、支持体は、燻煙レール挿入ユニットの一部として設けられており、燻煙レール挿入ユニットは、燻煙レールと一緒に燻煙レール送り手段から捕捉領域に移動するように構成されている。燻煙レールが燻煙レール挿入ユニットの支持体に載っていることにより、燻煙レールを、特に安定的に、かつ正確に移動させることができる。
【0009】
支持体が、燻煙レール挿入ユニットに保持されている少なくとも1つの交換可能要素として設けられているならば、特に有利である。従って、異なるタイプの燻煙レールおよび幾何形状を使用するとき、当該燻煙レールのサイズおよび形状に適合させた1つ以上の支持体要素を交換すれば十分である。この交換は、支持体要素を単に導入するまたは挿入することによって行うことができる。従って、単純かつ迅速な装備変更が保証される。
【0010】
有利な実施の形態によると、挿入ユニットの前端部、すなわちハンガーに面している端部には、一体型の案内先端部(guide tip)が設けられている。前端部に先端部が形成されていることにより、燻煙レールを、燻煙レール挿入ユニットと一緒に、ループを損傷することなく容易にループに通すことができる。そのような容易な挿入は、たとえループの間隔が狭い場合にも可能である。挿入ユニットに案内先端部が設けられていることにより、さらなるプロセスステップのために燻煙レールを取り外したときに、案内先端部はそのまま存在している。従って、案内先端部を燻煙レールに取り付けるプロセスステップと、その後に案内先端部を取り外すプロセスステップとを省くことができる。従って、燻煙レール送り手段の中に導入される次の燻煙レールついても案内先端部が利用可能である。
【0011】
支持体要素が、一体型の案内先端部として設けられているならば、特に有利である。
【0012】
具体的には、支持体は、燻煙レールの側面の少なくとも一部と、ハンガーに面している前端部の少なくとも一部とが支持体によって囲まれるように設けることができる。これにより、燻煙レールが、その側面および前方にて保持され、的確に配向されるという効果がある。
【0013】
支持体および燻煙レール挿入ユニットは、それぞれ、モータ駆動式の駆動手段によって移動させることができる。これにより、容易に自動化することができる。しかしながら、本発明による原理においては、可動支持体によって手動で安全に挿入することもできる。
【0014】
本発明によると、燻煙レールは、移動するとき、所定の実質的に水平な面内に配置される位置を維持することができる。
【0015】
燻煙レールの搬送位置において、燻煙レールを上昇させる、もしくは燻煙レールを側方に移動させる、またはこの両方を行う持ち上げ手段を、燻煙レール送り手段がさらに備えているならば有利である。持ち上げ機能が組み込まれていることにより、積載状態の燻煙レールをより容易に取り外すことができる。
【0016】
本発明による方法においては、燻煙レールが燻煙レール支持体に載っており、かつハンガーに対して位置調整されることにより、燻煙レールをハンガーの捕捉領域内に正確に移動させることができる。
【0017】
ハンガーは、ループの形に吊り下げられている製品を、例えばフックによって捕捉領域内に搬送する。本発明によると、ループがハンガーによって捕捉領域内にまだ搬送されていない時点において、先ず燻煙レールを、支持体を使用してハンガーの捕捉領域に導入するならば、特に有利であることが判明している。燻煙レールが正しく配置された後ただちに、ループをハンガーによって捕捉領域内、燻煙レールの周囲に搬送する。しかしながら、ループの形に吊り下げられている製品を先ず捕捉領域内に搬送し、次いで、燻煙レールをループに導入することも可能である。
【0018】
燻煙レールがループの中に配置された後ただちに、燻煙レールを上昇させて、積載状態の燻煙レールを燻煙レールラック(smoking rail rack)へガイドする。燻煙レールラックは、例えば、後からソーセージループを処理するために使用される燻煙トロリーの一部とすることができる。
【0019】
燻煙レールの送りと取り外し操作とを切り離すことによって、前の燻煙レールが燻煙レールラックに搬送されている間に、次の燻煙レールのハンガー内への導入を完了することができる。これにより、貴重な工程時間が短縮される。支持体の動きと、ハンガーの搬送の動きとを同期させることは有利である。
【0020】
本発明によると、燻煙レールは、ハンガーの捕捉領域内に移動するとき、所定の実質的に水平な面内に配置される位置を維持することができる。
【0021】
以下では、本発明について、図面を参照しながらさらに詳しく説明する。
【発明を実施するための最良の形態】
【0022】
図1は、本発明による燻煙レール送り手段1の主要な構成要素を斜視図として示している。図1から明らかであるように、本発明による燻煙レール送り手段1は、上端部に燻煙レール支持体3が設けられているハウジング13を備えている。燻煙レール2は、この燻煙レール支持体3の上に載っており、後から図2を参照しながら説明するように、ハンガー5の方向に向けられている。この図には、配向手段および保持手段のいずれも示していない。この実施の形態では、燻煙レール支持体3は、可動台車として設けられており、ガイド手段14に沿って動き、矢印Bの方向またはその反対方向に、駆動手段6(この実施の形態では駆動ベルトから構成されている)によって移動するように構成されている。駆動手段6はモータ7によって駆動される。支持体3を、方向Bに、すなわち、ソーセージのループ、またはその他の製品のループ11が吊り下げられているハンガー5の方向に移動させることによって、燻煙レール2がハンガー5内に導入される。台車3は、矢印Bの方向またはその反対方向に、ガイド手段14に沿って手動で移動させることも可能である。図1に示した燻煙レール送り手段1では、ハンガー5の捕捉領域A(ループ11が捕捉されるように配置されている領域)内に、燻煙レールを迅速かつ自動的に送ることができる。燻煙レール2は、移動時、所定の実質的に水平な面内に配置されている。図3は、ループ11に導入されている燻煙レール2を示している。
【0023】
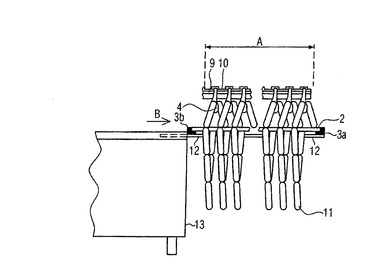
以下では、本発明の好ましい実施の形態について、図2を参照しながら詳しく説明する。図2は、ソーセージケーシングにペースト状材料を詰めるためのスタッファーの従来の構成要素を示している。スタッファーは、公知の手法においては、ホッパー18とスタッフィングチューブ21とを備えており、ペースト状材料がスタッフィングチューブ21を通ってソーセージケーシングの中に詰められる。連続的なストランドを製造する、または、製造されたソーセージストランドを、ねじりユニット(twist−off unit)またはクリッピングモジュール(clip module)20を用いて個々のソーセージに分割することが可能である。詰められたソーセージストランドは、コンベア19(ここでは2本の対向する循環コンベアベルトによって定義されている)によってハンガー5に搬送される。このソーセージストランドは、公知の手法においては、特に図3および図4において明らかであるように、懸吊フック4からループ11の形に吊り下げられる。懸吊フック4は、ガイド10に沿ってガイドされ、モータ(図示していない)を使用して駆動要素9(歯付きベルトまたはチェーン)によって循環的に駆動される。従って、フック4から吊り下げられているループ11は、ハンガー5によってハンガー5の捕捉領域A内に搬送され、この領域Aにおいて、ループ11に導入される燻煙レール2によって捕捉される。
【0024】
本発明による燻煙レール送り手段1は、搬送方向Tに見たときハンガー5の後ろに設けられている。
【0025】
上にすでに述べたように、燻煙レール送り手段1は、ソーセージループ11を捕捉できるように、燻煙レール2をハンガー5の捕捉領域A内に正確に送る役割を果たす。
【0026】
燻煙レール送り手段1は、燻煙レール2が捕捉領域A内に移動するとき、燻煙レール2が所定の実質的に水平な面内に配置されるように設けられている。燻煙レール2をループ11内の適切なレベル(高さ)に配置できるように、支持体3,3a,3bの高さを、フック4の高さとループ11の形状とに適合させる。有利な実施の形態によると、支持体3の高さは、垂直方向に調整可能である。支持体3は、燻煙レール2全体のうちの少なくとも一部が支持体3の上に載るように、大きな面積の構成要素として設けることができる。支持体3a,3bは、例えば図2において明らかであるように、多点支持体として設けることもできる。この図2においては、支持体3は、燻煙レール2が上に載る2つの支持体要素3a,3bを備えている。以下に詳しく説明するように、支持体要素3a,3bは、燻煙レール挿入ユニット12の一部として設けられており、燻煙レール挿入ユニット12は、燻煙レール2と一緒に、燻煙レール送り手段1から捕捉領域A内に移動することができる(図4からも明らかである)。この実施の形態においては、燻煙レール送り手段1は、循環駆動ベルト6の形式での駆動要素9をさらに備えており、この循環駆動ベルト6は、燻煙レール挿入ユニット12と、従って燻煙レール2とを、矢印Bの方向およびその反対方向に駆動する。駆動要素6は、コントローラ8によって制御されるように構成されているモータ7によって駆動される。特に図2および図4から明らかであるように、図2に示した実施の形態による支持体3a,3bは、燻煙レール挿入ユニット12の一部として設けられており、燻煙レール挿入ユニット12は、燻煙レール2と一緒に燻煙レール送り手段1からハウジング13の端部を経て捕捉領域A内に移動する。この実施の形態では、燻煙レール2をループ11に特に安定的かつ正確に導入することができる。
【0027】
以下では、燻煙レール挿入ユニット12の構造上の設計について、図5乃至図8を参照しながらさらに詳しく説明する。
【0028】
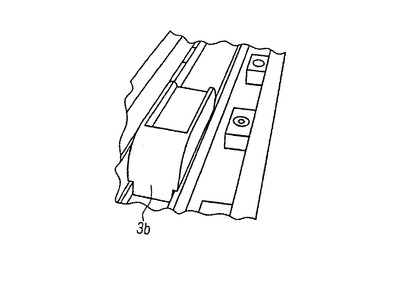
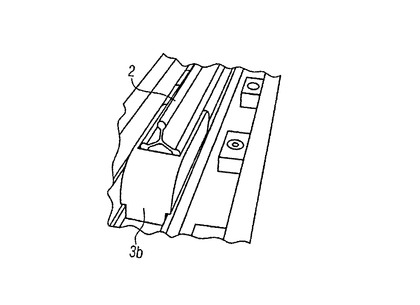
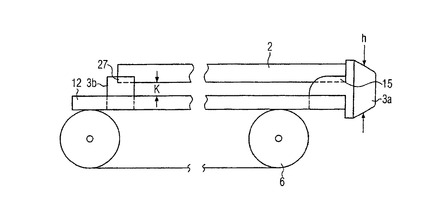
図7は、本発明による燻煙レール送り手段1の一部の側面を示しており、特にこの図から明らかであるように、燻煙レール挿入ユニット12は、支持体要素3a,3bのための受入れ手段23を備えている。この受入れ手段23は、この実施の形態においては例えばU形状であり、支持体要素3a,3bはこの受入れ手段23に単純に挿入されている。
【0029】
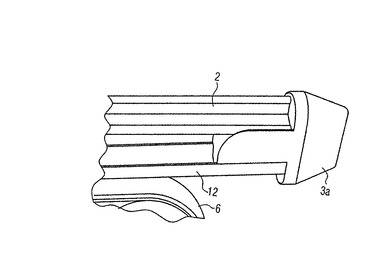
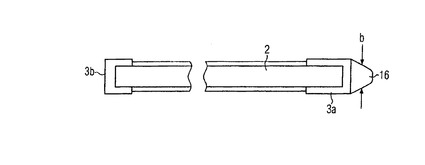
図5乃至図8から明らかであるように、燻煙レール挿入ユニット12の前端部16は、一体型の案内先端部として設けられている。この実施の形態においては、支持体要素3aは、ハンガー5に面している前端部16がテーパー状であるように設けられている。図8に示したように、例えば、案内先端部の幅bが、ハンガー5の方向に沿って減少する。さらに、高さhがハンガー5の方向に沿って減少することも可能である(図7を参照)。このタイプの案内先端部では、燻煙レール挿入ユニット12を特に単純かつ慎重な方式でループ11に通すことができる。案内先端部が燻煙レール2に取り付けられているのではなく、燻煙レール挿入ユニット12の一部として設けられていることにより、そのような先端部を、時間のかかる手法で燻煙レール2に取り付ける必要がない。この実施の形態においてはそのような先端部が支持体3である、すなわち案内先端部として設けられている前側支持体要素3aであることにより、別の工程において支持体要素3aを容易に交換することもできる。
【0030】
特に図5乃至図8から明らかであるように、支持体3(この実施の形態においては要素3a)は、燻煙レール2の側面の少なくとも一部と、(ハンガーに面している)前端部16の少なくとも一部とが、支持体によって囲まれるように設けられている。この目的のため、支持体3には、燻煙レール2が挿入されるくぼみ15が設けられている(図7を参照)。これにより、燻煙レール2が、横方向の位置ずれと前方への位置ずれに対して保持される効果がある。また、後側支持体要素3bのくぼみ22(図7)によって、燻煙レールを後方への位置ずれに対して保持することができる。
【0031】
支持体3が交換可能な要素の形式で作製されている、または交換可能な要素3a,3bから構成されていることにより、複雑な装備変更工程を必要とすることなく単に支持体3を交換することによって、燻煙レール送り手段1をさまざまな燻煙レール形状に適合させることができる。図5乃至図8においては、支持体3は2つの支持体要素3a,3bを備えている。しかしながら、支持体3は、複数の支持体要素を備えていることもでき、あるいは、大きな面積の一体型支持体として設けることができる。
【0032】
燻煙レール挿入ユニット12は、駆動手段6によって移動するとき、ガイド手段14(図を簡潔にするため図5乃至図8には示していない)によってガイドされる。燻煙レール2と受入れ手段23との間には、燻煙レール2を取り外せるようにする空間Kが確保されている。
【0033】
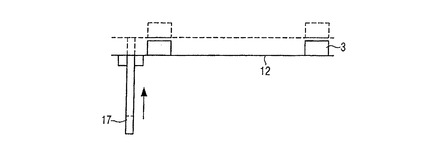
図9に示したように、燻煙レール送り手段1は持ち上げ手段17を備えていることができ、この持ち上げ手段17は、取り外しが単純になるように、搬送位置にある燻煙レール挿入ユニット12を上方もしくは側方、またはその両方に、すなわち懸吊フック4の方向に移動させる。持ち上げ手段17は、例えば駆動手段6の横に隣接して設けることができる。
【0034】
支持体3をプラスチック材料から作製することは有効である。
【0035】
コントローラ8は、燻煙レール送り手段の機能とハンガー5の機能とを同期させるように構成することができる。
【0036】
以下では、本発明による方法について、添付の図面を参照しながらさらに詳しく説明する。
【0037】
本発明による燻煙レール送り手段1は、燻煙レール2を支持体3の上に搬送する燻煙レール繰り出し・搬送システム(smoking−rail singulating and conveying system)に連結することができる。例えば、燻煙レール2を後ろからハンガー5の方向に支持体3の上に押し込むことができる。くぼみ15によって、燻煙レールには適切な手法で保持と配向がなされる。しかしながら、手動装填式の燻煙レールバンカー(smoking rail bunker)に燻煙レール送り手段1を連結することも可能である。さらには、燻煙レールの繰り出し機能を備えた、または備えていない燻煙レールマガジン(smoking rail magazine)を、燻煙レール送り手段1に組み込むことも考えられる。
【0038】
本発明の第1の実施の形態によると、駆動手段6は、モータ7によって駆動され、支持体3の上に載っている燻煙レール2を、ハンガー5の捕捉領域A(ソーセージループ11がまだ送られていない)内に移動させる。図2および図4に示した実施の形態によると、燻煙レール2を、燻煙レール挿入ユニット12と一緒に捕捉領域A内に搬送する。前述した手法で製造されたソーセージループ11を、ハンガーの搬送ユニットによって公知の手法においてコンベア19からループ11として受け取り、配置されている燻煙レール2の周囲に、搬送方向Tにガイドする。所定の数のループ11が燻煙レール2の周囲に搬送されたとき、燻煙レール2を上昇させ、積載状態の燻煙レールを燻煙レールラックへガイドする。これは、例えばハンドリングシステムの2つの把持器(図示していない)によって行うことができる。これらの把持器は、燻煙レール2の左端部および右端部を把持し、燻煙レール2を離れた場所に移動させる。把持器要素は燻煙レール2を容易に把持することができ、なぜなら、支持されている燻煙レール2の下に隙間Kが形成されており、この隙間に把持器を容易に導入できるためである。
【0039】
積載状態の燻煙レール2を取り外した後、支持体3をハンガー5から離れるように逆方向に移動させて、新しい燻煙レール2を載せることができる。最初の燻煙レール2が燻煙レールラックに依然として搬送されている間に、次の燻煙レール2のハンガー5への導入が完了することが可能である。これにより、工程の速度を相当に高めることができる。このようにして、ソーセージループ11に燻煙レール2を迅速かつ自動的に挿入することが可能になる。ハンガーの動きは、燻煙レールの動きおよび把持器の動きと同期させることができる。挿入先端部により、燻煙レールをソーセージループ11に慎重に導入することができる。燻煙レールを挿入する工程をロボットから切り離すことによって、ロボットまたはマニピュレータ(図示していない)のハンドリング時間を低減することができる。
【0040】
前述した方法に代えて、フック4から吊り下げられているソーセージループ11を先ずハンガー5によって捕捉領域A内に搬送し、次いで、燻煙レール送り手段によって支持体3を捕捉領域A内に移動させることによって、燻煙レール2をループ11に通すことも可能である。
【0041】
ここまで、本発明について、ループの形に吊り下げられているソーセージに関連して説明した。当然ながら、本発明は、ハンガーから吊り下げられている別の製品(例えばチーズ、菓子)のループにレールを正確に通す目的にも等しく適している。
【0042】
上の実施の形態は、ソーセージループに燻煙レールを挿入する場合に関連して説明した。
【0043】
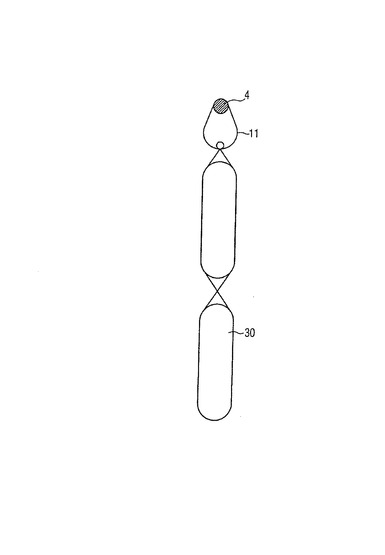
しかしながら、図10において明らかであるように、懸吊ループとして追加的に取り付けられ(例えばクリップモジュール20によってクリッピングされ)、フック4から吊り下げられているループ11からソーセージ30またはその他の製品を吊り下げることも可能である。その際には、燻煙レールをループ11に挿入する。
【図面の簡単な説明】
【0044】
【図1】本発明による燻煙レール送り手段の可能な一実施の形態の主要な部分を概略的に示す図
【図2】ハンガーに結合されている、本発明による燻煙レール送り手段の概略的な側面図
【図3】燻煙レールが挿入されているソーセージループの概略的な側面図
【図4】燻煙レールが燻煙レール挿入ユニットと一緒に挿入されている、ループの形に吊り下げられているソーセージの概略的な側面図
【図5】燻煙レール挿入ユニットに挿入されている燻煙レールの前端部の概略的な斜視図
【図6A】ハンガーとは反対側の燻煙レール挿入ユニットの端部の、燻煙レールを省いた状態の斜視図
【図6B】図6Aに示した燻煙レール挿入ユニットを、燻煙レールとともに示す図
【図7】燻煙レール送り手段の可能な一実施の形態の、斜視図における側面
【図8】図7に示した燻煙レール送り手段の上面図
【図9】燻煙レール挿入ユニットおよび持ち上げ手段を極めて概略的に示す図
【図10】ループから吊り下げられているソーセージを示す図
【技術分野】
【0001】
本発明は、請求項1および請求項11のプリアンブルによる、燻煙レール送り手段および燻煙レールを正確に送る方法に関する。
【背景技術】
【0002】
産業上のソーセージ製造工程においては、詰められたソーセージチェーンは、通常、ハンガーによってループ(loop)の形に自動的に吊り下げられる。用語「ソーセージチェーン(sausage chain)」または「ソーセージループ(sausage loop)」は、本文書においては、個々の部分が連結されているまとまりを意味し、また、連続的に詰められた分割されていないソーセージストランド(sausage strand)を意味する。ソーセージループは、例えば受取りフックによって保持する。次いで、ソーセージを燻煙レールに手動で押し出す。次いで、オペレータが、この燻煙レールを燻煙トロリー(smoking trolley)内に吊り下げる。次いで、燻煙トロリーを燻煙室の中に移動させる。燻煙レール、燻煙トロリー、およびソーセージ製品が多様であるため、燻煙レールおよび燻煙トロリーへの装填を自動化することは、相当に難しくなっている。従って、現在のところ、自動化システムは使用されていない。このような自動化の代わりとして、燻煙室の代わりに使用される、連続的なサイクルにおいて製品を燻煙する設備も存在している。連続的な設備を自動化するうえで満たさなければならない条件は単純であるため、これらの設備への装填および取り出しを行う自動化システムは、すでに使用されている。
【0003】
合成のソーセージケーシングに入った、特に単純なソーセージ製品の場合と、特定の用途の場合とにおいては、副工程はすでに単純化および半自動化されている。例えば、一連の燻煙レールから燻煙レールを一度に1本ずつ取り出すことのできるシステムが公知である。また、連続的な設備に関連して、燻煙レールを把持技術によって燻煙レールハンガーに通すために使用されるシステムが公知である。後者のシステムは、2つの把持モジュールから構成されている。最初の把持モジュールが燻煙レールの一方の端部を把持する。次の操作ステップにおいて、操作システムまたはロボットによって燻煙レールをハンガー内に導入する。次の操作サイクルにおいて、ロボットによって第2の把持モジュールを燻煙レールまで移動させ、燻煙レールの他方の端部を把持する。従って、ロボットによって燻煙レールを製品と一緒にハンガーから取り外すことができる。このシステムでは、高速なサイクル時間を達成することはできない。さらには、ソーセージの形状が極めて均一でなければならず、また、燻煙レールを導入するための空間が形成されるようにソーセージを吊り下げなければならない。把持モジュールは燻煙レールをコンベアベルトから受け取らなければならず、さらに、これらの燻煙レールをソーセージチェーンの間の空間を通さなければならないため、このハンドリングには多くの時間がかかり、ロボットが実際のタスク(すなわち、積載状態の燻煙レールを例えば燻煙トロリーまで搬送する)を行うための時間が足りない。さらに、燻煙レールをソーセージループに通すことは難しく、なぜなら、燻煙レールの挿入時、レールが、1つの把持器によってのみ保持されてつり下がっているためである。
【0004】
すでに知られているもう1つのシステムは手動システムであり、このシステムでは、垂直に配置されている回転台に燻煙レールが水平向きに配置されており、回転台を手動で回転させることにより、燻煙レールによってソーセージループを捕捉してハンガーのフックから取り外す。このシステムは、会社において人件費を削減できなかったため、市場には受け入れられなかった。
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上の状況に鑑み、本発明の目的は、燻煙レールをソーセージループの中に的確、迅速、正確、かつ慎重に導入することのできる燻煙レール送り手段および対応する方法を提供することである。
【課題を解決するための手段】
【0006】
本発明によると、この目的は、請求項1および請求項11による特徴によって達成される。本発明は、ハンガーから吊り下げられているソーセージループまたはその他の製品のループに燻煙レールを正確に配置することのできる燻煙レール送り手段を提供する。本発明によると、この燻煙レール送り手段は、燻煙レールの少なくとも一部が上に載りかつ燻煙レールがハンガーの方向に向けられる燻煙レール支持体を備えている。本発明によると、この燻煙レール支持体は、燻煙レールを燻煙レール送り手段から実質的に長手方向にハンガーの捕捉領域(pick−up area)に搬送できるように、移動するよう、構成されている。ハンガーの捕捉領域は、ループが捕捉されるために配置される領域である。燻煙レールが燻煙レール支持体に載っており、燻煙レール支持体がハンガー内に移動することにより、燻煙レールは、つねに正しい向きにあり、単に支持体を移動させることによって燻煙レールを移動させることができる。
【0007】
次いで、燻煙レールをループと一緒に上昇させて取り外すことができる。この取り外しは、例えば、適切な把持手段を有するロボットによって行うことができる。燻煙レールを挿入する工程をロボットから切り離すことによって、ロボットまたはマニピュレータのハンドリング時間が減少する。
【0008】
本発明の好ましい実施の形態によると、支持体は、燻煙レール挿入ユニットの一部として設けられており、燻煙レール挿入ユニットは、燻煙レールと一緒に燻煙レール送り手段から捕捉領域に移動するように構成されている。燻煙レールが燻煙レール挿入ユニットの支持体に載っていることにより、燻煙レールを、特に安定的に、かつ正確に移動させることができる。
【0009】
支持体が、燻煙レール挿入ユニットに保持されている少なくとも1つの交換可能要素として設けられているならば、特に有利である。従って、異なるタイプの燻煙レールおよび幾何形状を使用するとき、当該燻煙レールのサイズおよび形状に適合させた1つ以上の支持体要素を交換すれば十分である。この交換は、支持体要素を単に導入するまたは挿入することによって行うことができる。従って、単純かつ迅速な装備変更が保証される。
【0010】
有利な実施の形態によると、挿入ユニットの前端部、すなわちハンガーに面している端部には、一体型の案内先端部(guide tip)が設けられている。前端部に先端部が形成されていることにより、燻煙レールを、燻煙レール挿入ユニットと一緒に、ループを損傷することなく容易にループに通すことができる。そのような容易な挿入は、たとえループの間隔が狭い場合にも可能である。挿入ユニットに案内先端部が設けられていることにより、さらなるプロセスステップのために燻煙レールを取り外したときに、案内先端部はそのまま存在している。従って、案内先端部を燻煙レールに取り付けるプロセスステップと、その後に案内先端部を取り外すプロセスステップとを省くことができる。従って、燻煙レール送り手段の中に導入される次の燻煙レールついても案内先端部が利用可能である。
【0011】
支持体要素が、一体型の案内先端部として設けられているならば、特に有利である。
【0012】
具体的には、支持体は、燻煙レールの側面の少なくとも一部と、ハンガーに面している前端部の少なくとも一部とが支持体によって囲まれるように設けることができる。これにより、燻煙レールが、その側面および前方にて保持され、的確に配向されるという効果がある。
【0013】
支持体および燻煙レール挿入ユニットは、それぞれ、モータ駆動式の駆動手段によって移動させることができる。これにより、容易に自動化することができる。しかしながら、本発明による原理においては、可動支持体によって手動で安全に挿入することもできる。
【0014】
本発明によると、燻煙レールは、移動するとき、所定の実質的に水平な面内に配置される位置を維持することができる。
【0015】
燻煙レールの搬送位置において、燻煙レールを上昇させる、もしくは燻煙レールを側方に移動させる、またはこの両方を行う持ち上げ手段を、燻煙レール送り手段がさらに備えているならば有利である。持ち上げ機能が組み込まれていることにより、積載状態の燻煙レールをより容易に取り外すことができる。
【0016】
本発明による方法においては、燻煙レールが燻煙レール支持体に載っており、かつハンガーに対して位置調整されることにより、燻煙レールをハンガーの捕捉領域内に正確に移動させることができる。
【0017】
ハンガーは、ループの形に吊り下げられている製品を、例えばフックによって捕捉領域内に搬送する。本発明によると、ループがハンガーによって捕捉領域内にまだ搬送されていない時点において、先ず燻煙レールを、支持体を使用してハンガーの捕捉領域に導入するならば、特に有利であることが判明している。燻煙レールが正しく配置された後ただちに、ループをハンガーによって捕捉領域内、燻煙レールの周囲に搬送する。しかしながら、ループの形に吊り下げられている製品を先ず捕捉領域内に搬送し、次いで、燻煙レールをループに導入することも可能である。
【0018】
燻煙レールがループの中に配置された後ただちに、燻煙レールを上昇させて、積載状態の燻煙レールを燻煙レールラック(smoking rail rack)へガイドする。燻煙レールラックは、例えば、後からソーセージループを処理するために使用される燻煙トロリーの一部とすることができる。
【0019】
燻煙レールの送りと取り外し操作とを切り離すことによって、前の燻煙レールが燻煙レールラックに搬送されている間に、次の燻煙レールのハンガー内への導入を完了することができる。これにより、貴重な工程時間が短縮される。支持体の動きと、ハンガーの搬送の動きとを同期させることは有利である。
【0020】
本発明によると、燻煙レールは、ハンガーの捕捉領域内に移動するとき、所定の実質的に水平な面内に配置される位置を維持することができる。
【0021】
以下では、本発明について、図面を参照しながらさらに詳しく説明する。
【発明を実施するための最良の形態】
【0022】
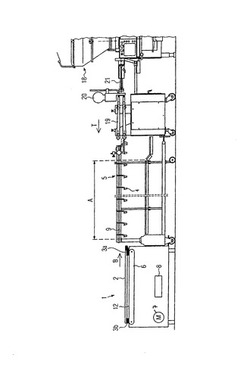
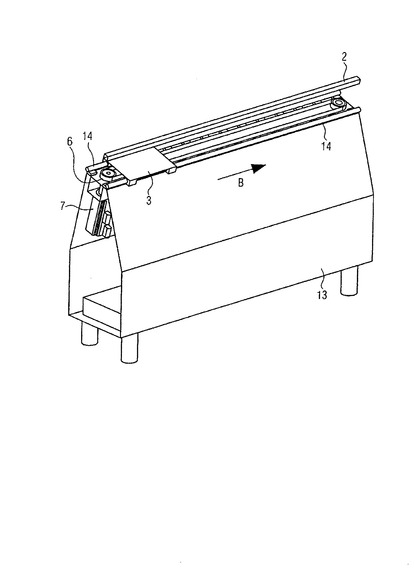
図1は、本発明による燻煙レール送り手段1の主要な構成要素を斜視図として示している。図1から明らかであるように、本発明による燻煙レール送り手段1は、上端部に燻煙レール支持体3が設けられているハウジング13を備えている。燻煙レール2は、この燻煙レール支持体3の上に載っており、後から図2を参照しながら説明するように、ハンガー5の方向に向けられている。この図には、配向手段および保持手段のいずれも示していない。この実施の形態では、燻煙レール支持体3は、可動台車として設けられており、ガイド手段14に沿って動き、矢印Bの方向またはその反対方向に、駆動手段6(この実施の形態では駆動ベルトから構成されている)によって移動するように構成されている。駆動手段6はモータ7によって駆動される。支持体3を、方向Bに、すなわち、ソーセージのループ、またはその他の製品のループ11が吊り下げられているハンガー5の方向に移動させることによって、燻煙レール2がハンガー5内に導入される。台車3は、矢印Bの方向またはその反対方向に、ガイド手段14に沿って手動で移動させることも可能である。図1に示した燻煙レール送り手段1では、ハンガー5の捕捉領域A(ループ11が捕捉されるように配置されている領域)内に、燻煙レールを迅速かつ自動的に送ることができる。燻煙レール2は、移動時、所定の実質的に水平な面内に配置されている。図3は、ループ11に導入されている燻煙レール2を示している。
【0023】
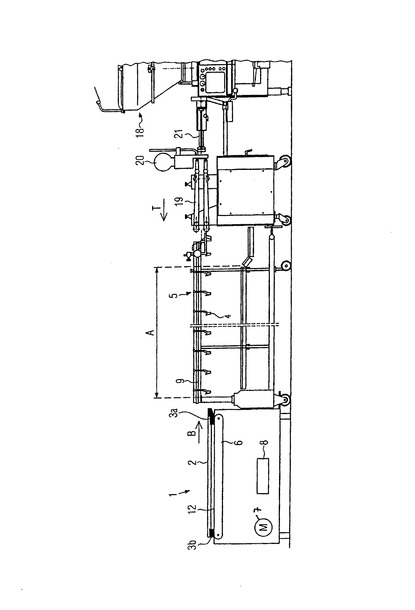
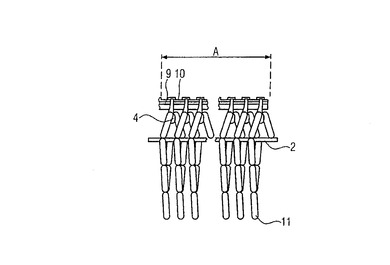
以下では、本発明の好ましい実施の形態について、図2を参照しながら詳しく説明する。図2は、ソーセージケーシングにペースト状材料を詰めるためのスタッファーの従来の構成要素を示している。スタッファーは、公知の手法においては、ホッパー18とスタッフィングチューブ21とを備えており、ペースト状材料がスタッフィングチューブ21を通ってソーセージケーシングの中に詰められる。連続的なストランドを製造する、または、製造されたソーセージストランドを、ねじりユニット(twist−off unit)またはクリッピングモジュール(clip module)20を用いて個々のソーセージに分割することが可能である。詰められたソーセージストランドは、コンベア19(ここでは2本の対向する循環コンベアベルトによって定義されている)によってハンガー5に搬送される。このソーセージストランドは、公知の手法においては、特に図3および図4において明らかであるように、懸吊フック4からループ11の形に吊り下げられる。懸吊フック4は、ガイド10に沿ってガイドされ、モータ(図示していない)を使用して駆動要素9(歯付きベルトまたはチェーン)によって循環的に駆動される。従って、フック4から吊り下げられているループ11は、ハンガー5によってハンガー5の捕捉領域A内に搬送され、この領域Aにおいて、ループ11に導入される燻煙レール2によって捕捉される。
【0024】
本発明による燻煙レール送り手段1は、搬送方向Tに見たときハンガー5の後ろに設けられている。
【0025】
上にすでに述べたように、燻煙レール送り手段1は、ソーセージループ11を捕捉できるように、燻煙レール2をハンガー5の捕捉領域A内に正確に送る役割を果たす。
【0026】
燻煙レール送り手段1は、燻煙レール2が捕捉領域A内に移動するとき、燻煙レール2が所定の実質的に水平な面内に配置されるように設けられている。燻煙レール2をループ11内の適切なレベル(高さ)に配置できるように、支持体3,3a,3bの高さを、フック4の高さとループ11の形状とに適合させる。有利な実施の形態によると、支持体3の高さは、垂直方向に調整可能である。支持体3は、燻煙レール2全体のうちの少なくとも一部が支持体3の上に載るように、大きな面積の構成要素として設けることができる。支持体3a,3bは、例えば図2において明らかであるように、多点支持体として設けることもできる。この図2においては、支持体3は、燻煙レール2が上に載る2つの支持体要素3a,3bを備えている。以下に詳しく説明するように、支持体要素3a,3bは、燻煙レール挿入ユニット12の一部として設けられており、燻煙レール挿入ユニット12は、燻煙レール2と一緒に、燻煙レール送り手段1から捕捉領域A内に移動することができる(図4からも明らかである)。この実施の形態においては、燻煙レール送り手段1は、循環駆動ベルト6の形式での駆動要素9をさらに備えており、この循環駆動ベルト6は、燻煙レール挿入ユニット12と、従って燻煙レール2とを、矢印Bの方向およびその反対方向に駆動する。駆動要素6は、コントローラ8によって制御されるように構成されているモータ7によって駆動される。特に図2および図4から明らかであるように、図2に示した実施の形態による支持体3a,3bは、燻煙レール挿入ユニット12の一部として設けられており、燻煙レール挿入ユニット12は、燻煙レール2と一緒に燻煙レール送り手段1からハウジング13の端部を経て捕捉領域A内に移動する。この実施の形態では、燻煙レール2をループ11に特に安定的かつ正確に導入することができる。
【0027】
以下では、燻煙レール挿入ユニット12の構造上の設計について、図5乃至図8を参照しながらさらに詳しく説明する。
【0028】
図7は、本発明による燻煙レール送り手段1の一部の側面を示しており、特にこの図から明らかであるように、燻煙レール挿入ユニット12は、支持体要素3a,3bのための受入れ手段23を備えている。この受入れ手段23は、この実施の形態においては例えばU形状であり、支持体要素3a,3bはこの受入れ手段23に単純に挿入されている。
【0029】
図5乃至図8から明らかであるように、燻煙レール挿入ユニット12の前端部16は、一体型の案内先端部として設けられている。この実施の形態においては、支持体要素3aは、ハンガー5に面している前端部16がテーパー状であるように設けられている。図8に示したように、例えば、案内先端部の幅bが、ハンガー5の方向に沿って減少する。さらに、高さhがハンガー5の方向に沿って減少することも可能である(図7を参照)。このタイプの案内先端部では、燻煙レール挿入ユニット12を特に単純かつ慎重な方式でループ11に通すことができる。案内先端部が燻煙レール2に取り付けられているのではなく、燻煙レール挿入ユニット12の一部として設けられていることにより、そのような先端部を、時間のかかる手法で燻煙レール2に取り付ける必要がない。この実施の形態においてはそのような先端部が支持体3である、すなわち案内先端部として設けられている前側支持体要素3aであることにより、別の工程において支持体要素3aを容易に交換することもできる。
【0030】
特に図5乃至図8から明らかであるように、支持体3(この実施の形態においては要素3a)は、燻煙レール2の側面の少なくとも一部と、(ハンガーに面している)前端部16の少なくとも一部とが、支持体によって囲まれるように設けられている。この目的のため、支持体3には、燻煙レール2が挿入されるくぼみ15が設けられている(図7を参照)。これにより、燻煙レール2が、横方向の位置ずれと前方への位置ずれに対して保持される効果がある。また、後側支持体要素3bのくぼみ22(図7)によって、燻煙レールを後方への位置ずれに対して保持することができる。
【0031】
支持体3が交換可能な要素の形式で作製されている、または交換可能な要素3a,3bから構成されていることにより、複雑な装備変更工程を必要とすることなく単に支持体3を交換することによって、燻煙レール送り手段1をさまざまな燻煙レール形状に適合させることができる。図5乃至図8においては、支持体3は2つの支持体要素3a,3bを備えている。しかしながら、支持体3は、複数の支持体要素を備えていることもでき、あるいは、大きな面積の一体型支持体として設けることができる。
【0032】
燻煙レール挿入ユニット12は、駆動手段6によって移動するとき、ガイド手段14(図を簡潔にするため図5乃至図8には示していない)によってガイドされる。燻煙レール2と受入れ手段23との間には、燻煙レール2を取り外せるようにする空間Kが確保されている。
【0033】
図9に示したように、燻煙レール送り手段1は持ち上げ手段17を備えていることができ、この持ち上げ手段17は、取り外しが単純になるように、搬送位置にある燻煙レール挿入ユニット12を上方もしくは側方、またはその両方に、すなわち懸吊フック4の方向に移動させる。持ち上げ手段17は、例えば駆動手段6の横に隣接して設けることができる。
【0034】
支持体3をプラスチック材料から作製することは有効である。
【0035】
コントローラ8は、燻煙レール送り手段の機能とハンガー5の機能とを同期させるように構成することができる。
【0036】
以下では、本発明による方法について、添付の図面を参照しながらさらに詳しく説明する。
【0037】
本発明による燻煙レール送り手段1は、燻煙レール2を支持体3の上に搬送する燻煙レール繰り出し・搬送システム(smoking−rail singulating and conveying system)に連結することができる。例えば、燻煙レール2を後ろからハンガー5の方向に支持体3の上に押し込むことができる。くぼみ15によって、燻煙レールには適切な手法で保持と配向がなされる。しかしながら、手動装填式の燻煙レールバンカー(smoking rail bunker)に燻煙レール送り手段1を連結することも可能である。さらには、燻煙レールの繰り出し機能を備えた、または備えていない燻煙レールマガジン(smoking rail magazine)を、燻煙レール送り手段1に組み込むことも考えられる。
【0038】
本発明の第1の実施の形態によると、駆動手段6は、モータ7によって駆動され、支持体3の上に載っている燻煙レール2を、ハンガー5の捕捉領域A(ソーセージループ11がまだ送られていない)内に移動させる。図2および図4に示した実施の形態によると、燻煙レール2を、燻煙レール挿入ユニット12と一緒に捕捉領域A内に搬送する。前述した手法で製造されたソーセージループ11を、ハンガーの搬送ユニットによって公知の手法においてコンベア19からループ11として受け取り、配置されている燻煙レール2の周囲に、搬送方向Tにガイドする。所定の数のループ11が燻煙レール2の周囲に搬送されたとき、燻煙レール2を上昇させ、積載状態の燻煙レールを燻煙レールラックへガイドする。これは、例えばハンドリングシステムの2つの把持器(図示していない)によって行うことができる。これらの把持器は、燻煙レール2の左端部および右端部を把持し、燻煙レール2を離れた場所に移動させる。把持器要素は燻煙レール2を容易に把持することができ、なぜなら、支持されている燻煙レール2の下に隙間Kが形成されており、この隙間に把持器を容易に導入できるためである。
【0039】
積載状態の燻煙レール2を取り外した後、支持体3をハンガー5から離れるように逆方向に移動させて、新しい燻煙レール2を載せることができる。最初の燻煙レール2が燻煙レールラックに依然として搬送されている間に、次の燻煙レール2のハンガー5への導入が完了することが可能である。これにより、工程の速度を相当に高めることができる。このようにして、ソーセージループ11に燻煙レール2を迅速かつ自動的に挿入することが可能になる。ハンガーの動きは、燻煙レールの動きおよび把持器の動きと同期させることができる。挿入先端部により、燻煙レールをソーセージループ11に慎重に導入することができる。燻煙レールを挿入する工程をロボットから切り離すことによって、ロボットまたはマニピュレータ(図示していない)のハンドリング時間を低減することができる。
【0040】
前述した方法に代えて、フック4から吊り下げられているソーセージループ11を先ずハンガー5によって捕捉領域A内に搬送し、次いで、燻煙レール送り手段によって支持体3を捕捉領域A内に移動させることによって、燻煙レール2をループ11に通すことも可能である。
【0041】
ここまで、本発明について、ループの形に吊り下げられているソーセージに関連して説明した。当然ながら、本発明は、ハンガーから吊り下げられている別の製品(例えばチーズ、菓子)のループにレールを正確に通す目的にも等しく適している。
【0042】
上の実施の形態は、ソーセージループに燻煙レールを挿入する場合に関連して説明した。
【0043】
しかしながら、図10において明らかであるように、懸吊ループとして追加的に取り付けられ(例えばクリップモジュール20によってクリッピングされ)、フック4から吊り下げられているループ11からソーセージ30またはその他の製品を吊り下げることも可能である。その際には、燻煙レールをループ11に挿入する。
【図面の簡単な説明】
【0044】
【図1】本発明による燻煙レール送り手段の可能な一実施の形態の主要な部分を概略的に示す図
【図2】ハンガーに結合されている、本発明による燻煙レール送り手段の概略的な側面図
【図3】燻煙レールが挿入されているソーセージループの概略的な側面図
【図4】燻煙レールが燻煙レール挿入ユニットと一緒に挿入されている、ループの形に吊り下げられているソーセージの概略的な側面図
【図5】燻煙レール挿入ユニットに挿入されている燻煙レールの前端部の概略的な斜視図
【図6A】ハンガーとは反対側の燻煙レール挿入ユニットの端部の、燻煙レールを省いた状態の斜視図
【図6B】図6Aに示した燻煙レール挿入ユニットを、燻煙レールとともに示す図
【図7】燻煙レール送り手段の可能な一実施の形態の、斜視図における側面
【図8】図7に示した燻煙レール送り手段の上面図
【図9】燻煙レール挿入ユニットおよび持ち上げ手段を極めて概略的に示す図
【図10】ループから吊り下げられているソーセージを示す図
【特許請求の範囲】
【請求項1】
ハンガー(5)から吊り下げられているソーセージループ(11)またはその他の製品のループ(11)の中に燻煙レール(2)を正確に配置する燻煙レール送り手段(1)であって、
前記燻煙レール(2)の少なくとも一部が燻煙レール支持体(3)に載り、前記燻煙レール(2)は、前記ハンガー(5)の方向に向けられ、
前記燻煙レール支持体(3)は、前記燻煙レール(2)が、前記燻煙レール送り手段(1)から前記ハンガー(5)の捕捉領域(A)に実質的に長手方向(B)に搬送されるように移動するよう、構成されており、
前記ループ(11)は、捕捉されるときに前記ハンガー(5)の前記捕捉領域(A)
に配置されることを特徴とする、燻煙レール送り手段(1)。
【請求項2】
前記支持体(3)は、燻煙レール挿入ユニット(12)の一部として設けられており、前記燻煙レール挿入ユニット(12)は、前記燻煙レール(2)と一緒に、前記燻煙レール送り手段(1)から前記捕捉領域(A)に移動するように構成されていることを特徴とする、請求項1に記載の燻煙レール送り手段(1)。
【請求項3】
前記支持体(3)は、前記燻煙レール挿入ユニットにおける少なくとも1つの交換可能な支持体要素(3,3a,3b)として設けられていることを特徴とする、請求項1または2に記載の燻煙レール送り手段(1)。
【請求項4】
前記燻煙レール挿入ユニット(12)の前端部(16)が、一体型の案内先端部として設けられていることを特徴とする、請求項2に記載の燻煙レール送り手段(1)。
【請求項5】
前記支持体要素(3,3a,3b)は、一体型の案内先端部として設けられていることを特徴とする、請求項3または4に記載の燻煙レール送り手段(1)。
【請求項6】
前記支持体(3)は、前記燻煙レールが、前記燻煙レールの側面の少なくとも一部と、前記ハンガー(5)に面している前記燻煙レールの前端部(16)の少なくとも一部とにおいて囲まれるように、設けられていることを特徴とする、請求項1乃至5の少なくとも1項に記載の燻煙レール送り手段(1)。
【請求項7】
前記支持体(3)および前記燻煙レール挿入ユニット(12)は、それぞれ、モータ駆動式の駆動手段(6)によって移動することを特徴とする、請求項1または2に記載の燻煙レール送り手段(1)。
【請求項8】
前記支持体および前記燻煙レール挿入ユニット(12)は、それぞれ、手動で移動することを特徴とする、請求項1または2に記載の燻煙レール送り手段(1)。
【請求項9】
前記燻煙レール(2)は、前記捕捉領域(A)に移動するとき、所定の実質的に水平な面内に配置されることを特徴とする、請求項1乃至8の少なくとも1項に記載の燻煙レール送り手段(1)。
【請求項10】
前記燻煙レール(2)の搬送位置において、前記燻煙レール(2)を上昇させる、もしくは前記燻煙レール(2)を側方に移動させる、またはこの両方を行う持ち上げ手段(17)をさらに備えていることを特徴とする、請求項1乃至9の少なくとも1項に記載の燻煙レール送り手段(1)。
【請求項11】
ハンガー(5)から吊り下げられているソーセージループ(11)またはその他の製品のループ(11)の中に燻煙レール(2)を正確に送る方法であって、
燻煙レール(2)を燻煙レール送り手段(1)の支持体(3,3a,3b)の上に配置し、かつ燻煙レール(2)を支持体(3,3a,3b)の上で配向し、
前記ループ(11)が捕捉されるときに配置される、前記ハンガー(5)の捕捉領域(A)に、前記燻煙レール(2)が導入されるように、前記支持体(3,3a,3b)を前記燻煙レール(2)の実質的に長手方向に移動させることを特徴とする、方法。
【請求項12】
前記ハンガー(5)は、前記吊り下げられている製品を前記捕捉領域(A)に搬送し、
前記燻煙レール(2)が前記支持体(3,3a,3b)に載っている状態で、前記燻煙レール(2)を、前記捕捉領域(A)ですでに吊り下げられている前記ループの中に導入するか、
または、
前記燻煙レール(2)が前記支持体(3,3a,3b)に載っている状態で、先ず前記燻煙レール(2)を前記ハンガーの前記捕捉領域(A)内に移動し、次いで、前記ループ(11)を、前記ハンガー(5)によって前記燻煙レール(2)の周囲に移動させることを特徴とする、請求項11に記載の方法。
【請求項13】
前記燻煙レール(2)が前記ループ(11)の中に配置された後ただちに、前記燻煙レール(2)を上昇させ、
前記積載状態の燻煙レール(2)を燻煙レールラックへガイドする、もしくは側方に移動させる、またはその両方を行うことを特徴とする、請求項11または12に記載の方法。
【請求項14】
前記積載状態の燻煙レール(2)が取り外されたときに、前記支持体(3,3a,3b)を前記ハンガー(5)から離れるように逆方向に移動させて、前記支持体(3,3a,3b)に新しい燻煙レール(2)を載せることを特徴とする、請求項13に記載の方法。
【請求項15】
前の燻煙レール(2)が依然として前記燻煙レールラックに搬送されている間に、次の燻煙レール(2)の前記ハンガー(5)内への導入が完了することを特徴とする、請求項11および12に記載の方法。
【請求項16】
前記支持体の動きが、前記ハンガー(5)の搬送の動きと同期することを特徴とする、請求項11乃至15の少なくとも1項に記載の方法。
【請求項17】
前記燻煙レール(2)は、前記ハンガー(5)の前記捕捉領域(A)に移動するとき、所定の実質的に水平な面内に配置されることを特徴とする、請求項11乃至16の少なくとも1項に記載の方法。
【請求項1】
ハンガー(5)から吊り下げられているソーセージループ(11)またはその他の製品のループ(11)の中に燻煙レール(2)を正確に配置する燻煙レール送り手段(1)であって、
前記燻煙レール(2)の少なくとも一部が燻煙レール支持体(3)に載り、前記燻煙レール(2)は、前記ハンガー(5)の方向に向けられ、
前記燻煙レール支持体(3)は、前記燻煙レール(2)が、前記燻煙レール送り手段(1)から前記ハンガー(5)の捕捉領域(A)に実質的に長手方向(B)に搬送されるように移動するよう、構成されており、
前記ループ(11)は、捕捉されるときに前記ハンガー(5)の前記捕捉領域(A)
に配置されることを特徴とする、燻煙レール送り手段(1)。
【請求項2】
前記支持体(3)は、燻煙レール挿入ユニット(12)の一部として設けられており、前記燻煙レール挿入ユニット(12)は、前記燻煙レール(2)と一緒に、前記燻煙レール送り手段(1)から前記捕捉領域(A)に移動するように構成されていることを特徴とする、請求項1に記載の燻煙レール送り手段(1)。
【請求項3】
前記支持体(3)は、前記燻煙レール挿入ユニットにおける少なくとも1つの交換可能な支持体要素(3,3a,3b)として設けられていることを特徴とする、請求項1または2に記載の燻煙レール送り手段(1)。
【請求項4】
前記燻煙レール挿入ユニット(12)の前端部(16)が、一体型の案内先端部として設けられていることを特徴とする、請求項2に記載の燻煙レール送り手段(1)。
【請求項5】
前記支持体要素(3,3a,3b)は、一体型の案内先端部として設けられていることを特徴とする、請求項3または4に記載の燻煙レール送り手段(1)。
【請求項6】
前記支持体(3)は、前記燻煙レールが、前記燻煙レールの側面の少なくとも一部と、前記ハンガー(5)に面している前記燻煙レールの前端部(16)の少なくとも一部とにおいて囲まれるように、設けられていることを特徴とする、請求項1乃至5の少なくとも1項に記載の燻煙レール送り手段(1)。
【請求項7】
前記支持体(3)および前記燻煙レール挿入ユニット(12)は、それぞれ、モータ駆動式の駆動手段(6)によって移動することを特徴とする、請求項1または2に記載の燻煙レール送り手段(1)。
【請求項8】
前記支持体および前記燻煙レール挿入ユニット(12)は、それぞれ、手動で移動することを特徴とする、請求項1または2に記載の燻煙レール送り手段(1)。
【請求項9】
前記燻煙レール(2)は、前記捕捉領域(A)に移動するとき、所定の実質的に水平な面内に配置されることを特徴とする、請求項1乃至8の少なくとも1項に記載の燻煙レール送り手段(1)。
【請求項10】
前記燻煙レール(2)の搬送位置において、前記燻煙レール(2)を上昇させる、もしくは前記燻煙レール(2)を側方に移動させる、またはこの両方を行う持ち上げ手段(17)をさらに備えていることを特徴とする、請求項1乃至9の少なくとも1項に記載の燻煙レール送り手段(1)。
【請求項11】
ハンガー(5)から吊り下げられているソーセージループ(11)またはその他の製品のループ(11)の中に燻煙レール(2)を正確に送る方法であって、
燻煙レール(2)を燻煙レール送り手段(1)の支持体(3,3a,3b)の上に配置し、かつ燻煙レール(2)を支持体(3,3a,3b)の上で配向し、
前記ループ(11)が捕捉されるときに配置される、前記ハンガー(5)の捕捉領域(A)に、前記燻煙レール(2)が導入されるように、前記支持体(3,3a,3b)を前記燻煙レール(2)の実質的に長手方向に移動させることを特徴とする、方法。
【請求項12】
前記ハンガー(5)は、前記吊り下げられている製品を前記捕捉領域(A)に搬送し、
前記燻煙レール(2)が前記支持体(3,3a,3b)に載っている状態で、前記燻煙レール(2)を、前記捕捉領域(A)ですでに吊り下げられている前記ループの中に導入するか、
または、
前記燻煙レール(2)が前記支持体(3,3a,3b)に載っている状態で、先ず前記燻煙レール(2)を前記ハンガーの前記捕捉領域(A)内に移動し、次いで、前記ループ(11)を、前記ハンガー(5)によって前記燻煙レール(2)の周囲に移動させることを特徴とする、請求項11に記載の方法。
【請求項13】
前記燻煙レール(2)が前記ループ(11)の中に配置された後ただちに、前記燻煙レール(2)を上昇させ、
前記積載状態の燻煙レール(2)を燻煙レールラックへガイドする、もしくは側方に移動させる、またはその両方を行うことを特徴とする、請求項11または12に記載の方法。
【請求項14】
前記積載状態の燻煙レール(2)が取り外されたときに、前記支持体(3,3a,3b)を前記ハンガー(5)から離れるように逆方向に移動させて、前記支持体(3,3a,3b)に新しい燻煙レール(2)を載せることを特徴とする、請求項13に記載の方法。
【請求項15】
前の燻煙レール(2)が依然として前記燻煙レールラックに搬送されている間に、次の燻煙レール(2)の前記ハンガー(5)内への導入が完了することを特徴とする、請求項11および12に記載の方法。
【請求項16】
前記支持体の動きが、前記ハンガー(5)の搬送の動きと同期することを特徴とする、請求項11乃至15の少なくとも1項に記載の方法。
【請求項17】
前記燻煙レール(2)は、前記ハンガー(5)の前記捕捉領域(A)に移動するとき、所定の実質的に水平な面内に配置されることを特徴とする、請求項11乃至16の少なくとも1項に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−23841(P2009−23841A)
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−110315(P2008−110315)
【出願日】平成20年4月21日(2008.4.21)
【出願人】(503209940)アルベルト ハントマン マシネンファブリク ゲーエムベーハー ウント ツェーオー.カーゲー (18)
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2008−110315(P2008−110315)
【出願日】平成20年4月21日(2008.4.21)
【出願人】(503209940)アルベルト ハントマン マシネンファブリク ゲーエムベーハー ウント ツェーオー.カーゲー (18)
[ Back to top ]