
片側溶接方法
【課題】溶け落ち等の過熱による欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供する。
【解決手段】2個の電極1を、相互に重ね合わせた複数の金属板2,3の片側から押し当てて通電することで、金属板2,3間に接合領域を生成する。具体的には、この溶接方法は、先端に向けて縮径する縮径面4を設けた電極1を通電しながら金属板2,3に押込んで、金属板2,3同士を密着変形させる密着変形過程(A)と、密着変形させた領域7に存在する異物を、電極1の押込みにより密着変形させた領域7から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程(B)と、清浄面密着領域に固相接合領域10を生成する固相接合過程(C)、とを含む。
【解決手段】2個の電極1を、相互に重ね合わせた複数の金属板2,3の片側から押し当てて通電することで、金属板2,3間に接合領域を生成する。具体的には、この溶接方法は、先端に向けて縮径する縮径面4を設けた電極1を通電しながら金属板2,3に押込んで、金属板2,3同士を密着変形させる密着変形過程(A)と、密着変形させた領域7に存在する異物を、電極1の押込みにより密着変形させた領域7から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程(B)と、清浄面密着領域に固相接合領域10を生成する固相接合過程(C)、とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、片側溶接方法に関する。
【背景技術】
【0002】
従来、この種の溶接方法として種々の方法が提案され、その一部は実際の生産に利用されている。また、最近では、生産効率を高めつつ高品質の溶接を行うべく、短時間で良質の溶接部を形成する方法が求められている。
【0003】
上記目的達成のために、例えば従来のスポット溶接に代えて、金属板の片側から相互に離隔した2個の電極を押し当て通電することで、2点を同時に溶接する方法が提案されている。この方法によれば、金属板の両側から挟持する必要がないので、従来に比べて溶接箇所の制限が緩和される。また、溶接すべき箇所を想定した設計をせずに済むため、従来に比べて設計の自由度が高まる。
【0004】
上記片側溶接方法として、例えば、下記特許文献1には、電極の中央部直下が入熱過大となる事態(局所的な加熱による溶け落ち)を避けるために、電極の周縁部直下のみに積極的に溶接部を形成するための方法が開示されている。具体的には、第一通電区間で溶接部が形成されない程度の電流を流して、形成すべき溶接部の大きさを設定した後に、第二通電区間で溶接部が形成されるような電流を流すことで環状の溶接部を形成する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−55437号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1の方法では、溶接部が形成されないように比較的小さな電流を流して溶接部の大きさを設定し、然る後、比較的大きな電流を流すことで溶接部を形成している。このような溶接部は、通常、溶融凝固部からなるため、予め設定された大きさに形成するには、密着した金属板間を溶融し得るだけの大きな電流値が必要となる。特に接合強度確保のために接合径の大きな溶接部を形成しようとする場合、所要の大きさの溶融凝固部が形成される前に溶け落ちが生じることがあった。また、片側溶接方法では、電極の先端周縁に電流が集中する傾向にあり、この部分に溶け落ちや板切れ等の欠損が生じる場合があった。
【0007】
以上の事情に鑑み、本明細書では、溶け落ち等の欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供することを、本発明により解決すべき技術的課題とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題の解決を図るためになされたものである。すなわち、本発明に係る片側溶接方法は、2個の電極を、相互に重ね合わせた複数の金属板の片側から押し当てて通電することで、金属板間に接合領域を生成する片側溶接方法であって、先端に向けてテーパ状に縮径する縮径面を設けた電極を通電しながら金属板に押込んで、金属板同士を密着変形させる密着変形過程と、密着変形させた領域に存在する異物を、電極の押込みにより密着変形させた領域から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程と、清浄面密着領域に固相接合領域を生成する固相接合過程、とを含む点をもって特徴付けられる。
【0009】
また、本発明に係る接合体は、先端に向けてテーパ状に縮径する形状の電極を、互いに重ね合わせた複数の金属板の片側から押込んで通電することで、複数の金属板にわたって電極形状に倣った密着変形領域が形成され、密着変形領域には、金属板の表面に存在する異物が排出されることで異物のない清浄面同士が密着した清浄面密着領域が含まれており、かつ、この清浄面密着領域に、相互に密着する複数の金属板間の界面を跨ぐ形で固相接合領域が形成されている点をもって特徴付けられる。
【0010】
本発明は、従来の溶接方法とは一線を画する革新的な溶接方法であり、従来の片側溶接方法を実施する中で本発明者らが得た知見に基づき創出されたものである。すなわち、本発明者らは、片側溶接方法の実施に際し、その溶接条件によっては、従来とは異なる接合領域が生成され得ることを見出した。そして、この事象のメカニズムにつき検証を行った結果、上記新規な形態の接合領域は固相接合によるものであること、この固相接合は、金属板の表面に存在するスケールやめっき層等の異物が除去された領域において生じていること、および、この異物が除去された領域においては、板組み全体として電極の先端形状に倣った変形を生じていること、が判明した。
【0011】
本発明は以上の知見に基づき創作されたものであり、片側溶接方法でありながら、これまでの溶接部とは異なる接合領域を生成することを特徴とする。従前の溶接部は溶融凝固部からなるため、接合すべき金属板よりも脆弱となる場合がある。これに対して、固相接合では、もともと界面であった領域に当該界面を跨ぐ連続的な金属組織が形成され、かつ、上記接合される界面にはスケール等の異物が残存していない。そのため、溶融凝固部を形成せずとも、溶融凝固部からなる溶接部と同等の接合強度を得ることができる。また、固相接合に要する熱量は、通常、対象となる金属の融点未満で足りることから、従来のように過熱による溶け落ちの心配も軽減される。加えて、本発明によれば、金属板の密着変形過程、この密着変形領域からの異物の排出過程、ならびに異物を排除した領域における固相接合領域の生成過程が、何れも加圧通電により発生し得る。そのため、これら一連の過程を簡便に実施することができる。
【0012】
また、各過程ごとの利点を述べると、重ね合わせた金属板に通電しながら電極を押込むことで、通電による発熱で金属板が軟化する。そのため、比較的小さい加圧力で金属板を変形させて金属板同士の密着領域を形成することができる。また、先端に向けて縮径する形状とした電極を押込むことで、密着変形領域に存在する異物が電極の押込み力により密着変形領域の外径側に向けて押出される。そのため、例えば通電量(電流値)を高めて異物を流動し易くせずとも、容易に密着変形領域中の異物を排出して、固相接合のための清浄面密着領域を形成することができる。
【0013】
以上より、本発明によれば、加圧力を上げにくい片側溶接であっても、溶け落ち等の欠損を生じることなく強固な接合領域を生成して、従来の溶接部と同等の接合強度を発揮することのできる接合体を短時間かつ低コストに形成することができる。
【0014】
本発明に係る溶接方法により得られる接合部の強度は、最終的な固相接合領域の大きさに影響されることから、固相接合領域の範囲を確定するための密着変形領域、および異物が排出される領域の大きさを調整することが重要となる。この点に鑑み、例えば、上記片側溶接方法において、密着変形過程、異物排出過程、および固相接合過程を所定の加圧通電下で平行して進行させることで、清浄面密着領域に生成した固相接合領域を外径側に拡大するようにしてもよい。このようにすることで、金属板の密着変形から固相接合領域の生成、拡大までの一連の過程を連続的に実施することができる。そのため、接合強度に優れた接合体(溶接継手)を効率よく生産することが可能となる。
【0015】
上述のような固相接合領域の外径側への拡大生成が、例えば一定の加圧力及び電流下で実施可能であればそれに越したことはないが、このような加圧通電条件では、固相接合領域が拡大するまでの間に、局所的な過度の加熱による溶け落ちや板切れ等の欠損が生じ易い問題がある。
【0016】
この場合、例えば相対的に電流値の高い状態と低い状態を交互に繰り返して加圧通電を行いながら、密着変形過程、異物排出過程、および固相接合過程を平行して進行させることで、相対的に電流値の高い状態のときに固相接合領域を段階的に拡大するようにしてもよい。このような、いわゆる多段通電を利用することで、相対的に電流値の高い状態のときに固相接合領域を少しずつ外径側に拡張していきながらも、直後の相対的に電流値の低い状態のときに溶接対象部分を冷却することができる。これにより、過熱による溶け落ち等を生じることなく固相接合領域を段階的に拡大させることができる。
【発明の効果】
【0017】
以上のように、本発明によれば、溶け落ち等の過熱による欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態に係る片側溶接方法を概念的に示す図であって、一対の電極による加圧通電状態を示す要部斜視図である。
【図2】電極の先端形状を示す要部正面図である。
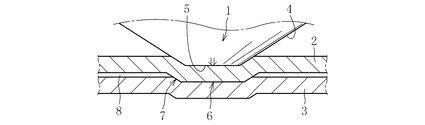
【図3】密着変形過程を概念的に示す要部断面図である。
【図4】密着変形過程を概念的に示す要部断面図である。
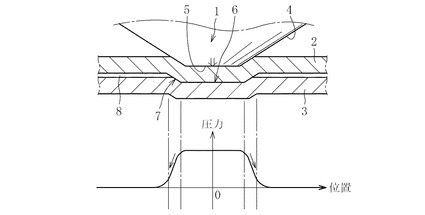
【図5】異物排出過程における金属板間の圧力分布を概念的に示す図である。
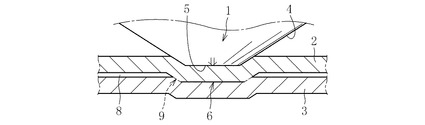
【図6】異物排出過程を概念的に示す要部断面図である。
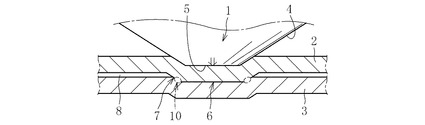
【図7】固相接合過程を概念的に示す要部断面図である。
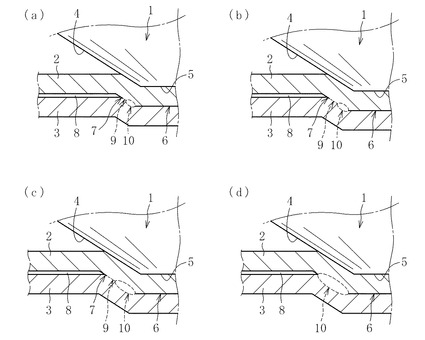
【図8】(a)〜(d)は何れも、固相接合領域の拡大過程の一例を概念的に示す要部断面図である。
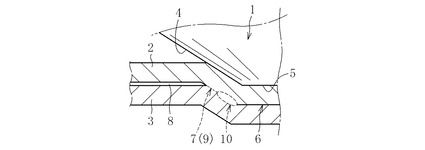
【図9】固相接合領域の拡大過程の他の例を概念的に示す要部断面図である。
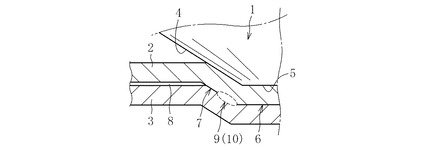
【図10】固相接合領域の拡大過程の他の例を概念的に示す要部断面図である。
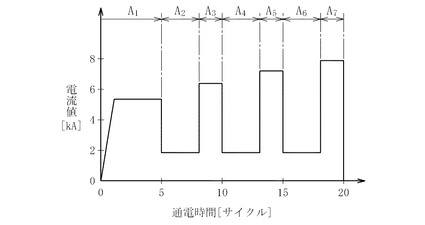
【図11】本発明に係る片側溶接方法に用いる通電パターンの一例を示すグラフである。
【発明を実施するための形態】
【0019】
以下、本発明に係る片側溶接方法の一実施形態を図面に基づき説明する。
【0020】
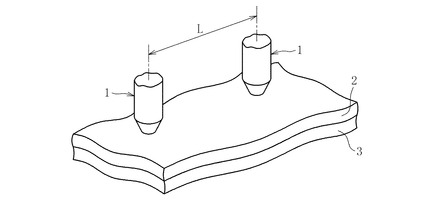
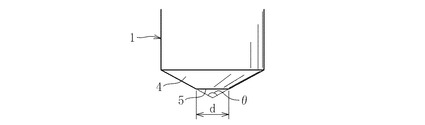
この溶接方法は、図1に示すように、2個の電極1,1を、相互に重ね合わせた複数の金属板(この図示例では2枚の金属板2,3)の片側から押し当てて通電することで、金属板2,3間に接合領域を生成する片側溶接方法である。ここで、使用する電極1は、図2に示すように、その先端に向けてテーパ状に縮径する縮径面4を設けたものである。この実施形態では、電極1の先端は円錐の頂部を切断した形状を有しており、平坦な先端面5が縮径面4の小径側とつながっている。本発明に係る片側溶接方法は、上記形状の電極1を通電しながら金属板2に押込んで、金属板2,3同士を密着変形させる密着変形過程(A)と、密着変形させた領域に存在する異物を、電極1の押込みにより密着変形させた領域から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程(B)と、清浄面密着領域に固相接合領域を生成する固相接合過程(C)とを含むものである。以下、詳細を説明する。
【0021】
(A)密着変形過程
この過程は、重ね合わせた金属板2,3に対して所定の加圧通電を行うことにより進行する。通電により、電極1と、電極1に近い側の金属板2との接触箇所に生じた抵抗発熱により金属板2が軟化する。よって、これを加圧して電極1を金属板2に押込むことで、図3に示すように、電極1に近い側の金属板2が遠い側の金属板3に向けて押し込まれ、その先端部分(ここでは先端面5の直下)の板隙が詰められることで、金属板2,3同士の密着変形領域(第1の密着変形領域6)が形成される。また、電極1の先端部分に倣った形状に金属板2が変形を開始する。ここで、図1に示すように、2個の電極1,1は共に一方の金属板2に押し当て可能な位置に配置しているので、双方の電極1,1間に通電することで、多くの電流が電極1,1に近い側の金属板2を流れる。これにより、電極1,1側の金属板2の加熱軟化に通電電流を効率よく利用することができ、比較的小さい加圧力でこの金属板2を変形させることができる。
【0022】
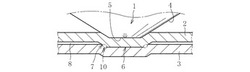
この熱は電極1に近い側の金属板2から遠い側の金属板3へと伝達されるので、通電を続けることで、遠い側の金属板3も加熱軟化する。そして、図4に示すように、電極1に近い側の金属板2がさらに押し込まれることで、金属板2のうち電極1の縮径面4と接触する部分(押し込まれた部分)が、板隙を詰める形で遠い側の金属板3と当接し、この金属板3が電極1の先端部分に倣った形状、ここでは先端面5およびその周縁の縮径面4に倣った形状に変形する。また、この変形により、第1の密着変形領域6の周囲に、金属板2,3同士が傾斜して密着変形した第2の密着変形領域7が形成される。
【0023】
ここで、電極1の形状に関し、金属板2の発熱が上述のように有効に生じるためには、電極1と金属板2との接触面積、特に、接触初期(図3に示す状態)の接触面積が大きくなり過ぎないように、先端面5の径寸法dならびに縮径面4の先端角θ(ともに図2を参照)の上限値を定めるのがよい。もちろん、上記接触面積が小さすぎると上記接触領域(特に、電極1の先端面5と縮径面4との境界部分と接触する領域)における電流密度が非常に高くなり、過熱による溶け落ちや板切れ等の原因となる。そのため、この点も考慮して、径寸法dや先端角θの下限値についても定めるのがよい。
【0024】
また、加圧力(押し込み力)については、押込みに伴い電極1に近い側の金属板2に変形が生じ、かつ遠い側の金属板3との板隙を詰められるように、その下限値を定めるのがよい。また、加圧力が大きすぎると、金属板2と電極1との初期接触面積が過大になってしまい、変形に必要な発熱量を得ることができないおそれがある。よって、この点を考慮して、加圧力の上限値を定めるのがよい。
【0025】
さらに、電流値については、発熱に伴う変形が有効に生じるようにその下限値を定めるのがよく、また、過熱に起因した板切れや溶け落ちなど、接合過程中の欠陥が生じないようにその上限値を定めるのがよい。
【0026】
(B)異物排出過程
この過程は、上記(A)の過程において第1および第2の密着変形領域6,7が形成されることを前提として進行する。すなわち、上記(A)の過程と同様、電極1の加圧通電により、電極1と、この電極1に近い側の金属板2との間に発熱が生じ、この熱が電極1に近い側の金属板2から遠い側の金属板3へと伝わる。そのため、金属板2,3間の密着変形領域6,7に存在し、金属板2,3の表面に付着したスケール(酸化皮膜)などの異
物が加熱され、軟化する。この加熱軟化は、例えば上記加圧通電により密着変形領域6,7に上記通電により生じた抵抗発熱によってももたらされる。ここで、傾斜した密着面を有する第2の密着変形領域7に存在するスケール等の異物は、電極1の押し込みにより金属板2,3間の密着界面に生じた圧力勾配に従って上記界面に沿って流動する。
【0027】
ここで、図5は、加圧密着状態にある金属板2,3と、これら金属板2,3間の圧力分布との関係を模式的に示している。同図より、金属板2,3間の圧力は、第1の密着変形領域6において最も高い値を示すことがわかる。また、金属板2,3間に板隙(空間)が存在する領域8では、当然ながら金属板2,3間の圧力は零となる。よって、この板隙が存在する領域8と第1の密着変形領域6との間に位置する第2の密着変形領域7では、板隙が存在する領域8に向けて圧力が所定の割合で減少する所定の圧力勾配を示す。従って、圧力が一定の第1の密着変形領域6では加圧通電による異物の流動は基本的に生じないのに対し、圧力勾配を有する第2の密着変形領域7では、その外径側に向けて加熱軟化した異物が密着変形していない側(板隙が存在する領域8の側)に向けて押出されるように
して流動する。この結果、第2の密着変形領域7から異物が排出される。なお、上記のように電極1と金属板2との接触面積が比較的小さい段階では、電極1の周縁(縮径面4のと金属板2との接触部分)で発熱が顕著となるため、密着変形領域6,7に伝わる熱量も上記周縁の直下で大となる。そのため、第2の密着変形領域7に存在するスケール等の異物を予め十分に加熱しておくことで、上記加圧による異物の押出しを効率よく行うことができる。
【0028】
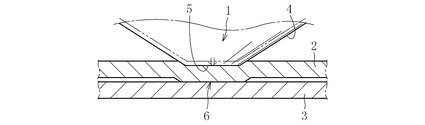
このようにして、第2の密着変形領域7からスケール等の異物が除去され、除去された金属板2,3の表面には異物の存在しない清浄面が新たに出現する。そのため、新たに出現した清浄面同士が密着することで、図6に示すように、清浄面密着領域9(同図中、破線で示す領域)が生成される。
【0029】
ここで、上記(B)の過程が進行するための条件として、電極1については、密着変形領域7に存在する異物が上記の圧力勾配に従って流動するように、少なくともその先端に向けて漸次縮径する形状とする(縮径面4を有する)必要がある。また、図4に示すように、電極1の先端直下に形成される第1の密着変形領域6では圧力勾配が生じ難く、スケールやめっき等の異物が残存し易い。このため、後述する固相接合面積を確保するために、先端面5の径寸法dが大きくなり過ぎないように設計する必要がある。もちろん、接合径の大きさによっては、環状に接合領域が形成された場合であっても所要の接合強度を確保することができるので、その場合には、ある程度先端角θを大きく取ることを条件として、径寸法dを自由に設計することもできる。
【0030】
先端角θと加圧力との関係については、第2の密着変形領域7に、その外径側に向けて異物を押出し得るような圧力勾配を生じさせるために、その加圧力および先端角θを定める必要がある。すなわち、異物の加熱軟化の程度にもよるが、あまり加圧力が小さいと、異物の外径側への押出しが十分に図れないおそれがあるので、この点を考慮して、加圧力の下限値を定める必要がある。同様に、先端角θが大きすぎると(180°に近すぎると)、異物の押出しを十分に図り得る程度の圧力勾配が得られないので、この点を考慮して先端角θの上限値を定める必要がある。一方で、圧力勾配の位置を微小な押込み変形で外径側に移行させたいのであれば、電極1の先端角θはなるべく大きく(鈍角に)取るのがよい。
【0031】
電流値については、発熱に伴う金属板2,3の上記変形が有効に生じると共に、第2の密着変形領域7における異物が、加圧により外径側へ押出され得る程度に軟化するようにその下限値を定めるのがよい。もちろん、上記(A)の過程と同様、過熱脆化による板切れや溶け落ちの発生などが発生しないように、その上限値を定めるのがよい。
【0032】
(C)固相接合過程
この過程は、上記(B)の過程において第2の密着変形領域7から異物が除去され、当該領域に清浄面密着領域9が生成されていることを前提として進行する。すなわち、上記(A)および(B)の過程と同様、電極1の加圧通電により、清浄面密着領域9において相互に密着する金属板2,3の密着界面が加熱され、この界面に金属の再結晶もしくは相変態による結晶粒の核生成を生じさせる。そして、上記密着界面を跨ぐようにして再結晶もしくは相変態により核生成を生じた新たな結晶粒を成長させることで、図7に示すように、清浄面密着領域9に固相接合領域10が生成される。これは、金属板2,3の異物が除去された密着界面では、方位の異なる結晶粒が空孔などの欠陥を介して接しており、界面エネルギーが高い状態にあるため、新たな結晶粒の核生成が生じ、これが成長することによる欠陥回復過程として生じたものと考えられる。
【0033】
ここで、上記(C)の過程が進行するための条件として、一般に、金属の再結晶もしくは相変態による結晶粒の核生成、およびその成長に必要な温度は金属の種類により定まるので、当該温度に達するような発熱を清浄面密着領域9に付与し得るように、その通電量(電流値)の下限値を定める必要がある。もちろん、上記(A)(B)の過程と同様、過熱脆化による板切れや溶け落ちなどが生じないようにその上限値を定めるのがよい。なお、発熱の熱源は、上記と同様、電極1と、電極1に近い側の金属板2との接触箇所に生じた抵抗発熱や、密着変形領域6,7に生じた抵抗発熱である。また、金属板2,3(主に電極1に近い側の金属板2)の固有抵抗による発熱も再結晶もしくは相変態による核生成に寄与していると考えられる。
【0034】
また、加圧力については、再結晶もしくは相変態により新たに核生成を生じた結晶粒が、清浄面密着領域9において双方の金属板2,3の界面を跨ぐようにして成長するために、当該界面同士が十分に密着している必要があり、この密着状態を維持できるように、その下限値を定める必要がある。なお、この密着状態を得るために、電極1から遠い側の金属板3に所要の剛性が必要となる点に留意する。
【0035】
以上の過程を経て、互いに重ね合わせた金属板2,3間に固相接合領域10が生じ、これにより、双方の金属板2,3が接合される。金属板2,3間の接合強度は、板切れ等の欠陥がなければ、その接合径の大きさに応じて定まることから、高い接合強度を得るためには、上記の固相接合領域10を大きくする必要がある。
【0036】
ここで、上記(A)〜(C)の過程は何れも、一方の金属板2の側に配置した電極1の加圧通電により進行するものであり、接合する金属板2,3の材質や厚みに応じて、電極1の形状や加圧通電条件を設定することで、上記(A)〜(C)の過程を平行して進行させることができる、これにより、清浄面密着領域9に生成した固相接合領域10を外径側に拡大することができる。
【0037】
以下、固相接合領域10の拡大過程の一例を説明する。例えば、所定の加圧通電により、密着変形過程(A)が、異物排出過程(B)および固相接合過程(C)に先立って進行するようにした場合にあっては、図8(a)に示すように、第1の密着変形領域6に隣接して固相接合領域10が生成されると共に、この固相接合領域10の外径側には異物のない清浄面密着領域9が生成され、さらにその外径側には未だ異物が存在する第2の密着変形領域7が形成されている状態が存在する。
【0038】
この状態から、さらに加圧通電を続けることで、図8(b)に示すように、第2の密着変形領域7が外径側に拡がると共に、第2の密着変形領域7の内径側の一部から異物が除去され清浄面密着領域9となる。さらに、この清浄面密着領域9の内径側の一部に再結晶もしくは相変態に起因する新たな結晶粒の生成、成長による新たな固相接合が生じ、固相接合領域10が外径側に拡大する。
【0039】
このようにして、所定の加圧通電を続けることで、図8(c)に示すように、第2の密着変形領域7、清浄面密着領域9、および固相接合領域10が共に外径側に拡大していく。
【0040】
そして、例えば図8(d)に示すように、第2の密着変形領域7ないし清浄面密着領域9の外径側への拡大が終了した後も、固相接合領域10の拡大が引き続き進行し、最終的には、金属板2,3の傾斜して密着変形している部分の全てに固相接合が生じる。これにより、固相接合領域10が所定の接合径にまで拡大する。
【0041】
もちろん、これは固相接合領域10の拡大過程の一例に過ぎず、接合する金属板2,3の材質や板厚、およびこれに応じた加圧通電条件によっては、図9に示すように、上記(A)の過程における第2の密着変形領域7の形成と、上記(B)の過程における異物の除去とが同じ位置でほぼ同時に進行する場合も起こり得る。あるいは、図10に示すように、(B)の過程における異物の除去と、上記(C)の過程における固相接合領域10の生成とが同位置でほぼ同時に進行する場合も起こり得る。
【0042】
ここで、上述の固相接合領域10の拡大過程が有効に生じるためには、金属板2,3の変形に伴い、発熱点、異物の加圧流動点(圧力勾配の位置)、および固相接合の開始点が順次外径側に移行していく必要がある。この点、例えば、電極1の縮径面4をテーパ状とすることで、電極1の押込み方向位置(金属板2,3の厚み方向位置)によらず、例えば図5に示す圧力勾配が一定になるため、第2の密着変形領域7に存在する異物を漏れなくその外径側へ排出することができる。
【0043】
また、加圧通電条件の点から見た場合、上述の拡大過程は、加圧力および電流量を一定とした状態で行う、いわゆる単段通電によって進行させることもできるが、接合する金属板2,3の材質や板厚、又はその組合せによっては実施できない。あるいは、加圧通電条件の許容範囲が非常に狭く、加圧通電の制御態様が限定される場合も考えられる。この点に鑑み、例えば多段通電を利用して固相接合領域10の拡大を図ることも可能である。
【0044】
図11は、電極1,1間に通電可能な多段通電パターンの一例を示している。この通電パターンは、相対的に電流値の高い領域と低い領域とが隣り合って交互に現れるようになっている。具体的には、通電開始時から一定の割合で電流値を上昇させ、上昇させた電流値を一定時間維持する第1通電区間A1、第1通電区間A1より電流値を下げた状態を一定時間維持する第2通電区間A2、第2通電区間A2より電流値を上げた状態を一定時間維持する第3通電区間A3、第3通電区間A3より電流値を下げた状態を一定時間維持する第4通電区間A4、第4通電区間A4より電流値を上げた状態を一定時間維持する第5通電区間A5、第5通電区間A5より電流値を下げた状態を一定時間維持する第6通電区間A6、および第6通電区間A6より電流値を上げた状態を一定時間維持する第7通電区間A7とで全通電パターンが構成される。なお、使用する電流の波形は特に限定されないが、ここでは、矩形状のパルス波形などが好ましく使用される。
【0045】
ここで、比較的高い電流値を維持する通電区間であって、上記(A)〜(C)の過程を進行させるための通電区間A1,A3,A5,A7は何れも、加熱のし過ぎによる溶け落ち等の欠損が生じない程度の長さに設定されている。また、比較的低い電流値を維持する通電区間A2,A4,A6は何れも、直前の通電区間A1,A3,A5で加熱された金属板2,3を適度に冷却するための長さに設定されている。ここでは、相対的に高電流の通電区間A3,A5,A7において、過熱による欠損を生じることなく上記(A)〜(C)の過程を平行して進行させるために、相対的に低電流の通電区間A2,A4,A6を、上記通電区間A3,A5,A7に比べて長く設定している。
【0046】
上記の通電パターンで加圧通電して、第1通電区間A1にて、上記(A)〜(C)の過程を平行に進行させることで、新規な固相接合領域10を生成する。そして、溶け落ち等の欠損が発生する前に一度電流値を下げ、所定の冷却期間をおいた後(第2通電区間A2)、電流値を高め、第1通電区間A1で生成した固相接合領域10の外径側への拡大を図る(第3通電区間A3)。この段階では、直前の高電流通電区間A1で生成した固相接合領域10の外径側に過程(A)の密着変形、過程(B)の異物の除去、および過程(C)の固相接合を順次発生させる。これにより、第1通電区間A1で生成した固相接合領域10が外径側に拡大する。よって、これを所定の冷却期間(第4および第6通電区間A4,A6)を介して第5および第7通電区間A5,A7と繰り返し行うことで、過熱による溶け落ち等を生じることなく固相接合領域10を順次拡大させることが可能になる。
【0047】
このように、多段通電を行う場合、例えば一つの通電区間において上記(A)〜(C)の過程を平行して進行させるための条件は、板組みの種類(材質、板厚など)によっても異なるため、一概に電極1の形状や加圧通電条件を定めることが難しいが、一例として、以下の条件を挙げることができる。
【0048】
すなわち、厚さ0.65mmの270MPa級鋼板を2枚重ね合わせた板組みの場合、上記(A)〜(C)の過程を平行して進行させるためには、電極1の径寸法d(図2を参照)を1mm以上10mm以下の範囲に、先端角θを100°以上170°以下、好ましくは120°以上165°以下の範囲にそれぞれ設定する必要がある。また、電極1,1間のピッチL(図1を参照)を30mm以上130mm以下、好ましくは100mm以上130mm以下に設定する必要がある。加圧力についても同様に、98N以上1176N以下、好ましくは98N以上490N以下の範囲に設定する必要がある。また、電流値に関しても、2.0kA以上15kA以下、好ましくは2.0kA以上8.1kA以下の範囲に設定する必要がある。通電時間(サイクル数)については、3cyc以上30cyc以下の範囲に設定する必要がある。ただし、電極形状、離間距離(ピッチ)、加圧力、通電条件(電流値、通電パターン、通電時間)は相互に影響し合うことから、各パラメータを上記範囲に収まるように設定した場合であっても、上記(A)〜(C)の過程が適正に進行しないおそれがある。よって、上記(A)の過程における密着変形、(B)の過程における異物の除去、および(C)の過程における固相接合が適当に生じ得るように、各パラメータを上記範囲内で適切に組合せた条件を定めるようにするのがよい。例えば上記鋼板の板組みに対して本溶接方法を採用する場合、通電条件以外の各パラメータを上記範囲内に設定した上で、図11に準じる通電パターンを採用することができる。具体的には、通電開始時からの電流値上昇区間の長さを1サイクル(0〜1サイクル)とし、第1通電区間A1における電流値を4〜6kA、その長さを4サイクル(1〜5サイクル)とし、第2通電区間A2における電流値を2kA〜3kA、その長さを3サイクル(5〜8サイクル)とし、第3通電区間A3における電流値を5〜7kA、その長さを2サイクル(8〜10サイクル)とし、第4通電区間A4における電流値を2kA〜3kA、その長さを3サイクル(10〜13サイクル)とし、第5通電区間A5における電流値を6〜8kA、その長さを2サイクル(13〜15サイクル)とし、第6通電区間A6における電流値を2〜3kA、その長さを3サイクル(15〜18サイクル)とし、第7通電区間A7における電流値を7〜9kA、その長さを2サイクル(18〜20サイクル)とした通電パターンを採用することができる。
【0049】
以上、本発明の一実施形態を説明したが、本発明は上記例示の形態に限定されるわけではなく、本発明の範囲内において任意の形態を採り得ることはもちろんである。
【0050】
例えば、本実施形態では、電極1の直下に形成される第1の密着変形領域6の接合状態について述べていないが、この領域から異物が排出され、当該異物が排出された領域に固相接合が生じていてもよい。あるいは、部分的に溶融接合している領域が存在していてもよい。もちろん、第2の密着変形領域7においてナゲットでなく固相接合領域10が生成されている限りにおいて、第1の密着変形領域6における接合の有無は問われないので、全く接合領域が存在していなくても構わない。
【0051】
また、通電条件に関しても、溶接対象の種類や他の設定パラメータとの関係で適切な条件を定めればよく、電流値、各通電区間の数(上下の繰り返し数)、サイクル数など、上記設定条件には限定されない。
【0052】
また、上記実施形態では、同じ材質ないし板厚の金属板2,3を重ね合わせたものを本溶接方法の対象とした場合を例にとって説明したが、もちろんこの組合せに限定されることはない。例えば自動車ボデー生産ラインへの適用を考えた場合、一般的な軟鋼板だけでなく、いわゆるハイテン材(340MPa級以上)や超ハイテン材(780MPa級以上)と呼ばれる高強度鋼板、およびこれらの鋼板の任意の組合せに対しても本溶接方法を適用することが可能である。また、鋼板以外の金属板(例えばアルミ二ウムや銅など。めっき板も含む)に対しても、同種材、異種材の組合せの別を問わず本溶接方法を適用することができる。これにより、軽量化と安全性(高剛性)を共に満たした車体を低コストに量産することが可能となる。
【0053】
また、上記以外の事項についても、本発明の技術的意義を没却しない限りにおいて他の具体的形態を採り得ることはもちろんである。
【実施例】
【0054】
以下、本発明に係る片側溶接方法の一実施例について述べる。
【0055】
金属板として、厚さ0.65mmの270MPa級鋼板を2枚重ね合わせた板組みを使用すると共に、下記の電極および加圧通電条件下で過程(A)〜(C)を平行して進行させることで、所定の大きさの固相接合領域を形成した。
【0056】
ここで、電極には、図2に示す形状を有し、かつ、先端面の径寸法d(図2を参照)を2mm、先端角θを140°としたものを使用した。また、電極1,1間のピッチL(図1を参照)を100mmとした。加圧力については、通電期間中147Nで固定した。また、通電条件については、図11および段落0048に示す通電パターンに制御するようにした。具体的には、第1通電区間A1における電流値を5.4kA、第2通電区間A2における電流値を2.0kA、第3通電区間A3における電流値を6.3kA、第4通電区間A4における電流値を2.0kA、第5通電区間A5における電流値を7.2kA、第6通電区間A6における電流値を2.0kA、および、第7通電区間A7における電流値を8.1kAとした。なお、周波数60Hzの交流電流を使用し、通電時間の設定単位となる1サイクルを、1/60secとした。
【0057】
上記条件で溶接を行った結果、何れも図示は省略するが、電極に近い側(加圧側)の金属板の側から遠い側の金属板に向けて板組み全体での凹形状が認められた。また、固相接合領域を通る金属板の断面拡大写真から、金属の再結晶粒もしくは相変態により核生成を生じた結晶粒が界面を跨いで一体化した組織を呈しており、固相接合が生じていることが確認できた。さらに、複数の溶接実験を行い、得られた接合体(溶接継手)の引張せん断強度およびはく離強度を調べたところ、従来のスポット溶接に求められる以上の値を示すことがわかった。
【符号の説明】
【0058】
下記特許文献
1 電極
2,3 金属板
4 縮径面
5 先端面
6 第1の密着変形領域
7 第2の 密着変形領域
8 板隙が存在する領域
9 清浄面密着領域
10 固相接合領域
d 径寸法
L ピッチ
θ 先端角
【技術分野】
【0001】
本発明は、片側溶接方法に関する。
【背景技術】
【0002】
従来、この種の溶接方法として種々の方法が提案され、その一部は実際の生産に利用されている。また、最近では、生産効率を高めつつ高品質の溶接を行うべく、短時間で良質の溶接部を形成する方法が求められている。
【0003】
上記目的達成のために、例えば従来のスポット溶接に代えて、金属板の片側から相互に離隔した2個の電極を押し当て通電することで、2点を同時に溶接する方法が提案されている。この方法によれば、金属板の両側から挟持する必要がないので、従来に比べて溶接箇所の制限が緩和される。また、溶接すべき箇所を想定した設計をせずに済むため、従来に比べて設計の自由度が高まる。
【0004】
上記片側溶接方法として、例えば、下記特許文献1には、電極の中央部直下が入熱過大となる事態(局所的な加熱による溶け落ち)を避けるために、電極の周縁部直下のみに積極的に溶接部を形成するための方法が開示されている。具体的には、第一通電区間で溶接部が形成されない程度の電流を流して、形成すべき溶接部の大きさを設定した後に、第二通電区間で溶接部が形成されるような電流を流すことで環状の溶接部を形成する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−55437号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1の方法では、溶接部が形成されないように比較的小さな電流を流して溶接部の大きさを設定し、然る後、比較的大きな電流を流すことで溶接部を形成している。このような溶接部は、通常、溶融凝固部からなるため、予め設定された大きさに形成するには、密着した金属板間を溶融し得るだけの大きな電流値が必要となる。特に接合強度確保のために接合径の大きな溶接部を形成しようとする場合、所要の大きさの溶融凝固部が形成される前に溶け落ちが生じることがあった。また、片側溶接方法では、電極の先端周縁に電流が集中する傾向にあり、この部分に溶け落ちや板切れ等の欠損が生じる場合があった。
【0007】
以上の事情に鑑み、本明細書では、溶け落ち等の欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供することを、本発明により解決すべき技術的課題とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題の解決を図るためになされたものである。すなわち、本発明に係る片側溶接方法は、2個の電極を、相互に重ね合わせた複数の金属板の片側から押し当てて通電することで、金属板間に接合領域を生成する片側溶接方法であって、先端に向けてテーパ状に縮径する縮径面を設けた電極を通電しながら金属板に押込んで、金属板同士を密着変形させる密着変形過程と、密着変形させた領域に存在する異物を、電極の押込みにより密着変形させた領域から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程と、清浄面密着領域に固相接合領域を生成する固相接合過程、とを含む点をもって特徴付けられる。
【0009】
また、本発明に係る接合体は、先端に向けてテーパ状に縮径する形状の電極を、互いに重ね合わせた複数の金属板の片側から押込んで通電することで、複数の金属板にわたって電極形状に倣った密着変形領域が形成され、密着変形領域には、金属板の表面に存在する異物が排出されることで異物のない清浄面同士が密着した清浄面密着領域が含まれており、かつ、この清浄面密着領域に、相互に密着する複数の金属板間の界面を跨ぐ形で固相接合領域が形成されている点をもって特徴付けられる。
【0010】
本発明は、従来の溶接方法とは一線を画する革新的な溶接方法であり、従来の片側溶接方法を実施する中で本発明者らが得た知見に基づき創出されたものである。すなわち、本発明者らは、片側溶接方法の実施に際し、その溶接条件によっては、従来とは異なる接合領域が生成され得ることを見出した。そして、この事象のメカニズムにつき検証を行った結果、上記新規な形態の接合領域は固相接合によるものであること、この固相接合は、金属板の表面に存在するスケールやめっき層等の異物が除去された領域において生じていること、および、この異物が除去された領域においては、板組み全体として電極の先端形状に倣った変形を生じていること、が判明した。
【0011】
本発明は以上の知見に基づき創作されたものであり、片側溶接方法でありながら、これまでの溶接部とは異なる接合領域を生成することを特徴とする。従前の溶接部は溶融凝固部からなるため、接合すべき金属板よりも脆弱となる場合がある。これに対して、固相接合では、もともと界面であった領域に当該界面を跨ぐ連続的な金属組織が形成され、かつ、上記接合される界面にはスケール等の異物が残存していない。そのため、溶融凝固部を形成せずとも、溶融凝固部からなる溶接部と同等の接合強度を得ることができる。また、固相接合に要する熱量は、通常、対象となる金属の融点未満で足りることから、従来のように過熱による溶け落ちの心配も軽減される。加えて、本発明によれば、金属板の密着変形過程、この密着変形領域からの異物の排出過程、ならびに異物を排除した領域における固相接合領域の生成過程が、何れも加圧通電により発生し得る。そのため、これら一連の過程を簡便に実施することができる。
【0012】
また、各過程ごとの利点を述べると、重ね合わせた金属板に通電しながら電極を押込むことで、通電による発熱で金属板が軟化する。そのため、比較的小さい加圧力で金属板を変形させて金属板同士の密着領域を形成することができる。また、先端に向けて縮径する形状とした電極を押込むことで、密着変形領域に存在する異物が電極の押込み力により密着変形領域の外径側に向けて押出される。そのため、例えば通電量(電流値)を高めて異物を流動し易くせずとも、容易に密着変形領域中の異物を排出して、固相接合のための清浄面密着領域を形成することができる。
【0013】
以上より、本発明によれば、加圧力を上げにくい片側溶接であっても、溶け落ち等の欠損を生じることなく強固な接合領域を生成して、従来の溶接部と同等の接合強度を発揮することのできる接合体を短時間かつ低コストに形成することができる。
【0014】
本発明に係る溶接方法により得られる接合部の強度は、最終的な固相接合領域の大きさに影響されることから、固相接合領域の範囲を確定するための密着変形領域、および異物が排出される領域の大きさを調整することが重要となる。この点に鑑み、例えば、上記片側溶接方法において、密着変形過程、異物排出過程、および固相接合過程を所定の加圧通電下で平行して進行させることで、清浄面密着領域に生成した固相接合領域を外径側に拡大するようにしてもよい。このようにすることで、金属板の密着変形から固相接合領域の生成、拡大までの一連の過程を連続的に実施することができる。そのため、接合強度に優れた接合体(溶接継手)を効率よく生産することが可能となる。
【0015】
上述のような固相接合領域の外径側への拡大生成が、例えば一定の加圧力及び電流下で実施可能であればそれに越したことはないが、このような加圧通電条件では、固相接合領域が拡大するまでの間に、局所的な過度の加熱による溶け落ちや板切れ等の欠損が生じ易い問題がある。
【0016】
この場合、例えば相対的に電流値の高い状態と低い状態を交互に繰り返して加圧通電を行いながら、密着変形過程、異物排出過程、および固相接合過程を平行して進行させることで、相対的に電流値の高い状態のときに固相接合領域を段階的に拡大するようにしてもよい。このような、いわゆる多段通電を利用することで、相対的に電流値の高い状態のときに固相接合領域を少しずつ外径側に拡張していきながらも、直後の相対的に電流値の低い状態のときに溶接対象部分を冷却することができる。これにより、過熱による溶け落ち等を生じることなく固相接合領域を段階的に拡大させることができる。
【発明の効果】
【0017】
以上のように、本発明によれば、溶け落ち等の過熱による欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態に係る片側溶接方法を概念的に示す図であって、一対の電極による加圧通電状態を示す要部斜視図である。
【図2】電極の先端形状を示す要部正面図である。
【図3】密着変形過程を概念的に示す要部断面図である。
【図4】密着変形過程を概念的に示す要部断面図である。
【図5】異物排出過程における金属板間の圧力分布を概念的に示す図である。
【図6】異物排出過程を概念的に示す要部断面図である。
【図7】固相接合過程を概念的に示す要部断面図である。
【図8】(a)〜(d)は何れも、固相接合領域の拡大過程の一例を概念的に示す要部断面図である。
【図9】固相接合領域の拡大過程の他の例を概念的に示す要部断面図である。
【図10】固相接合領域の拡大過程の他の例を概念的に示す要部断面図である。
【図11】本発明に係る片側溶接方法に用いる通電パターンの一例を示すグラフである。
【発明を実施するための形態】
【0019】
以下、本発明に係る片側溶接方法の一実施形態を図面に基づき説明する。
【0020】
この溶接方法は、図1に示すように、2個の電極1,1を、相互に重ね合わせた複数の金属板(この図示例では2枚の金属板2,3)の片側から押し当てて通電することで、金属板2,3間に接合領域を生成する片側溶接方法である。ここで、使用する電極1は、図2に示すように、その先端に向けてテーパ状に縮径する縮径面4を設けたものである。この実施形態では、電極1の先端は円錐の頂部を切断した形状を有しており、平坦な先端面5が縮径面4の小径側とつながっている。本発明に係る片側溶接方法は、上記形状の電極1を通電しながら金属板2に押込んで、金属板2,3同士を密着変形させる密着変形過程(A)と、密着変形させた領域に存在する異物を、電極1の押込みにより密着変形させた領域から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程(B)と、清浄面密着領域に固相接合領域を生成する固相接合過程(C)とを含むものである。以下、詳細を説明する。
【0021】
(A)密着変形過程
この過程は、重ね合わせた金属板2,3に対して所定の加圧通電を行うことにより進行する。通電により、電極1と、電極1に近い側の金属板2との接触箇所に生じた抵抗発熱により金属板2が軟化する。よって、これを加圧して電極1を金属板2に押込むことで、図3に示すように、電極1に近い側の金属板2が遠い側の金属板3に向けて押し込まれ、その先端部分(ここでは先端面5の直下)の板隙が詰められることで、金属板2,3同士の密着変形領域(第1の密着変形領域6)が形成される。また、電極1の先端部分に倣った形状に金属板2が変形を開始する。ここで、図1に示すように、2個の電極1,1は共に一方の金属板2に押し当て可能な位置に配置しているので、双方の電極1,1間に通電することで、多くの電流が電極1,1に近い側の金属板2を流れる。これにより、電極1,1側の金属板2の加熱軟化に通電電流を効率よく利用することができ、比較的小さい加圧力でこの金属板2を変形させることができる。
【0022】
この熱は電極1に近い側の金属板2から遠い側の金属板3へと伝達されるので、通電を続けることで、遠い側の金属板3も加熱軟化する。そして、図4に示すように、電極1に近い側の金属板2がさらに押し込まれることで、金属板2のうち電極1の縮径面4と接触する部分(押し込まれた部分)が、板隙を詰める形で遠い側の金属板3と当接し、この金属板3が電極1の先端部分に倣った形状、ここでは先端面5およびその周縁の縮径面4に倣った形状に変形する。また、この変形により、第1の密着変形領域6の周囲に、金属板2,3同士が傾斜して密着変形した第2の密着変形領域7が形成される。
【0023】
ここで、電極1の形状に関し、金属板2の発熱が上述のように有効に生じるためには、電極1と金属板2との接触面積、特に、接触初期(図3に示す状態)の接触面積が大きくなり過ぎないように、先端面5の径寸法dならびに縮径面4の先端角θ(ともに図2を参照)の上限値を定めるのがよい。もちろん、上記接触面積が小さすぎると上記接触領域(特に、電極1の先端面5と縮径面4との境界部分と接触する領域)における電流密度が非常に高くなり、過熱による溶け落ちや板切れ等の原因となる。そのため、この点も考慮して、径寸法dや先端角θの下限値についても定めるのがよい。
【0024】
また、加圧力(押し込み力)については、押込みに伴い電極1に近い側の金属板2に変形が生じ、かつ遠い側の金属板3との板隙を詰められるように、その下限値を定めるのがよい。また、加圧力が大きすぎると、金属板2と電極1との初期接触面積が過大になってしまい、変形に必要な発熱量を得ることができないおそれがある。よって、この点を考慮して、加圧力の上限値を定めるのがよい。
【0025】
さらに、電流値については、発熱に伴う変形が有効に生じるようにその下限値を定めるのがよく、また、過熱に起因した板切れや溶け落ちなど、接合過程中の欠陥が生じないようにその上限値を定めるのがよい。
【0026】
(B)異物排出過程
この過程は、上記(A)の過程において第1および第2の密着変形領域6,7が形成されることを前提として進行する。すなわち、上記(A)の過程と同様、電極1の加圧通電により、電極1と、この電極1に近い側の金属板2との間に発熱が生じ、この熱が電極1に近い側の金属板2から遠い側の金属板3へと伝わる。そのため、金属板2,3間の密着変形領域6,7に存在し、金属板2,3の表面に付着したスケール(酸化皮膜)などの異
物が加熱され、軟化する。この加熱軟化は、例えば上記加圧通電により密着変形領域6,7に上記通電により生じた抵抗発熱によってももたらされる。ここで、傾斜した密着面を有する第2の密着変形領域7に存在するスケール等の異物は、電極1の押し込みにより金属板2,3間の密着界面に生じた圧力勾配に従って上記界面に沿って流動する。
【0027】
ここで、図5は、加圧密着状態にある金属板2,3と、これら金属板2,3間の圧力分布との関係を模式的に示している。同図より、金属板2,3間の圧力は、第1の密着変形領域6において最も高い値を示すことがわかる。また、金属板2,3間に板隙(空間)が存在する領域8では、当然ながら金属板2,3間の圧力は零となる。よって、この板隙が存在する領域8と第1の密着変形領域6との間に位置する第2の密着変形領域7では、板隙が存在する領域8に向けて圧力が所定の割合で減少する所定の圧力勾配を示す。従って、圧力が一定の第1の密着変形領域6では加圧通電による異物の流動は基本的に生じないのに対し、圧力勾配を有する第2の密着変形領域7では、その外径側に向けて加熱軟化した異物が密着変形していない側(板隙が存在する領域8の側)に向けて押出されるように
して流動する。この結果、第2の密着変形領域7から異物が排出される。なお、上記のように電極1と金属板2との接触面積が比較的小さい段階では、電極1の周縁(縮径面4のと金属板2との接触部分)で発熱が顕著となるため、密着変形領域6,7に伝わる熱量も上記周縁の直下で大となる。そのため、第2の密着変形領域7に存在するスケール等の異物を予め十分に加熱しておくことで、上記加圧による異物の押出しを効率よく行うことができる。
【0028】
このようにして、第2の密着変形領域7からスケール等の異物が除去され、除去された金属板2,3の表面には異物の存在しない清浄面が新たに出現する。そのため、新たに出現した清浄面同士が密着することで、図6に示すように、清浄面密着領域9(同図中、破線で示す領域)が生成される。
【0029】
ここで、上記(B)の過程が進行するための条件として、電極1については、密着変形領域7に存在する異物が上記の圧力勾配に従って流動するように、少なくともその先端に向けて漸次縮径する形状とする(縮径面4を有する)必要がある。また、図4に示すように、電極1の先端直下に形成される第1の密着変形領域6では圧力勾配が生じ難く、スケールやめっき等の異物が残存し易い。このため、後述する固相接合面積を確保するために、先端面5の径寸法dが大きくなり過ぎないように設計する必要がある。もちろん、接合径の大きさによっては、環状に接合領域が形成された場合であっても所要の接合強度を確保することができるので、その場合には、ある程度先端角θを大きく取ることを条件として、径寸法dを自由に設計することもできる。
【0030】
先端角θと加圧力との関係については、第2の密着変形領域7に、その外径側に向けて異物を押出し得るような圧力勾配を生じさせるために、その加圧力および先端角θを定める必要がある。すなわち、異物の加熱軟化の程度にもよるが、あまり加圧力が小さいと、異物の外径側への押出しが十分に図れないおそれがあるので、この点を考慮して、加圧力の下限値を定める必要がある。同様に、先端角θが大きすぎると(180°に近すぎると)、異物の押出しを十分に図り得る程度の圧力勾配が得られないので、この点を考慮して先端角θの上限値を定める必要がある。一方で、圧力勾配の位置を微小な押込み変形で外径側に移行させたいのであれば、電極1の先端角θはなるべく大きく(鈍角に)取るのがよい。
【0031】
電流値については、発熱に伴う金属板2,3の上記変形が有効に生じると共に、第2の密着変形領域7における異物が、加圧により外径側へ押出され得る程度に軟化するようにその下限値を定めるのがよい。もちろん、上記(A)の過程と同様、過熱脆化による板切れや溶け落ちの発生などが発生しないように、その上限値を定めるのがよい。
【0032】
(C)固相接合過程
この過程は、上記(B)の過程において第2の密着変形領域7から異物が除去され、当該領域に清浄面密着領域9が生成されていることを前提として進行する。すなわち、上記(A)および(B)の過程と同様、電極1の加圧通電により、清浄面密着領域9において相互に密着する金属板2,3の密着界面が加熱され、この界面に金属の再結晶もしくは相変態による結晶粒の核生成を生じさせる。そして、上記密着界面を跨ぐようにして再結晶もしくは相変態により核生成を生じた新たな結晶粒を成長させることで、図7に示すように、清浄面密着領域9に固相接合領域10が生成される。これは、金属板2,3の異物が除去された密着界面では、方位の異なる結晶粒が空孔などの欠陥を介して接しており、界面エネルギーが高い状態にあるため、新たな結晶粒の核生成が生じ、これが成長することによる欠陥回復過程として生じたものと考えられる。
【0033】
ここで、上記(C)の過程が進行するための条件として、一般に、金属の再結晶もしくは相変態による結晶粒の核生成、およびその成長に必要な温度は金属の種類により定まるので、当該温度に達するような発熱を清浄面密着領域9に付与し得るように、その通電量(電流値)の下限値を定める必要がある。もちろん、上記(A)(B)の過程と同様、過熱脆化による板切れや溶け落ちなどが生じないようにその上限値を定めるのがよい。なお、発熱の熱源は、上記と同様、電極1と、電極1に近い側の金属板2との接触箇所に生じた抵抗発熱や、密着変形領域6,7に生じた抵抗発熱である。また、金属板2,3(主に電極1に近い側の金属板2)の固有抵抗による発熱も再結晶もしくは相変態による核生成に寄与していると考えられる。
【0034】
また、加圧力については、再結晶もしくは相変態により新たに核生成を生じた結晶粒が、清浄面密着領域9において双方の金属板2,3の界面を跨ぐようにして成長するために、当該界面同士が十分に密着している必要があり、この密着状態を維持できるように、その下限値を定める必要がある。なお、この密着状態を得るために、電極1から遠い側の金属板3に所要の剛性が必要となる点に留意する。
【0035】
以上の過程を経て、互いに重ね合わせた金属板2,3間に固相接合領域10が生じ、これにより、双方の金属板2,3が接合される。金属板2,3間の接合強度は、板切れ等の欠陥がなければ、その接合径の大きさに応じて定まることから、高い接合強度を得るためには、上記の固相接合領域10を大きくする必要がある。
【0036】
ここで、上記(A)〜(C)の過程は何れも、一方の金属板2の側に配置した電極1の加圧通電により進行するものであり、接合する金属板2,3の材質や厚みに応じて、電極1の形状や加圧通電条件を設定することで、上記(A)〜(C)の過程を平行して進行させることができる、これにより、清浄面密着領域9に生成した固相接合領域10を外径側に拡大することができる。
【0037】
以下、固相接合領域10の拡大過程の一例を説明する。例えば、所定の加圧通電により、密着変形過程(A)が、異物排出過程(B)および固相接合過程(C)に先立って進行するようにした場合にあっては、図8(a)に示すように、第1の密着変形領域6に隣接して固相接合領域10が生成されると共に、この固相接合領域10の外径側には異物のない清浄面密着領域9が生成され、さらにその外径側には未だ異物が存在する第2の密着変形領域7が形成されている状態が存在する。
【0038】
この状態から、さらに加圧通電を続けることで、図8(b)に示すように、第2の密着変形領域7が外径側に拡がると共に、第2の密着変形領域7の内径側の一部から異物が除去され清浄面密着領域9となる。さらに、この清浄面密着領域9の内径側の一部に再結晶もしくは相変態に起因する新たな結晶粒の生成、成長による新たな固相接合が生じ、固相接合領域10が外径側に拡大する。
【0039】
このようにして、所定の加圧通電を続けることで、図8(c)に示すように、第2の密着変形領域7、清浄面密着領域9、および固相接合領域10が共に外径側に拡大していく。
【0040】
そして、例えば図8(d)に示すように、第2の密着変形領域7ないし清浄面密着領域9の外径側への拡大が終了した後も、固相接合領域10の拡大が引き続き進行し、最終的には、金属板2,3の傾斜して密着変形している部分の全てに固相接合が生じる。これにより、固相接合領域10が所定の接合径にまで拡大する。
【0041】
もちろん、これは固相接合領域10の拡大過程の一例に過ぎず、接合する金属板2,3の材質や板厚、およびこれに応じた加圧通電条件によっては、図9に示すように、上記(A)の過程における第2の密着変形領域7の形成と、上記(B)の過程における異物の除去とが同じ位置でほぼ同時に進行する場合も起こり得る。あるいは、図10に示すように、(B)の過程における異物の除去と、上記(C)の過程における固相接合領域10の生成とが同位置でほぼ同時に進行する場合も起こり得る。
【0042】
ここで、上述の固相接合領域10の拡大過程が有効に生じるためには、金属板2,3の変形に伴い、発熱点、異物の加圧流動点(圧力勾配の位置)、および固相接合の開始点が順次外径側に移行していく必要がある。この点、例えば、電極1の縮径面4をテーパ状とすることで、電極1の押込み方向位置(金属板2,3の厚み方向位置)によらず、例えば図5に示す圧力勾配が一定になるため、第2の密着変形領域7に存在する異物を漏れなくその外径側へ排出することができる。
【0043】
また、加圧通電条件の点から見た場合、上述の拡大過程は、加圧力および電流量を一定とした状態で行う、いわゆる単段通電によって進行させることもできるが、接合する金属板2,3の材質や板厚、又はその組合せによっては実施できない。あるいは、加圧通電条件の許容範囲が非常に狭く、加圧通電の制御態様が限定される場合も考えられる。この点に鑑み、例えば多段通電を利用して固相接合領域10の拡大を図ることも可能である。
【0044】
図11は、電極1,1間に通電可能な多段通電パターンの一例を示している。この通電パターンは、相対的に電流値の高い領域と低い領域とが隣り合って交互に現れるようになっている。具体的には、通電開始時から一定の割合で電流値を上昇させ、上昇させた電流値を一定時間維持する第1通電区間A1、第1通電区間A1より電流値を下げた状態を一定時間維持する第2通電区間A2、第2通電区間A2より電流値を上げた状態を一定時間維持する第3通電区間A3、第3通電区間A3より電流値を下げた状態を一定時間維持する第4通電区間A4、第4通電区間A4より電流値を上げた状態を一定時間維持する第5通電区間A5、第5通電区間A5より電流値を下げた状態を一定時間維持する第6通電区間A6、および第6通電区間A6より電流値を上げた状態を一定時間維持する第7通電区間A7とで全通電パターンが構成される。なお、使用する電流の波形は特に限定されないが、ここでは、矩形状のパルス波形などが好ましく使用される。
【0045】
ここで、比較的高い電流値を維持する通電区間であって、上記(A)〜(C)の過程を進行させるための通電区間A1,A3,A5,A7は何れも、加熱のし過ぎによる溶け落ち等の欠損が生じない程度の長さに設定されている。また、比較的低い電流値を維持する通電区間A2,A4,A6は何れも、直前の通電区間A1,A3,A5で加熱された金属板2,3を適度に冷却するための長さに設定されている。ここでは、相対的に高電流の通電区間A3,A5,A7において、過熱による欠損を生じることなく上記(A)〜(C)の過程を平行して進行させるために、相対的に低電流の通電区間A2,A4,A6を、上記通電区間A3,A5,A7に比べて長く設定している。
【0046】
上記の通電パターンで加圧通電して、第1通電区間A1にて、上記(A)〜(C)の過程を平行に進行させることで、新規な固相接合領域10を生成する。そして、溶け落ち等の欠損が発生する前に一度電流値を下げ、所定の冷却期間をおいた後(第2通電区間A2)、電流値を高め、第1通電区間A1で生成した固相接合領域10の外径側への拡大を図る(第3通電区間A3)。この段階では、直前の高電流通電区間A1で生成した固相接合領域10の外径側に過程(A)の密着変形、過程(B)の異物の除去、および過程(C)の固相接合を順次発生させる。これにより、第1通電区間A1で生成した固相接合領域10が外径側に拡大する。よって、これを所定の冷却期間(第4および第6通電区間A4,A6)を介して第5および第7通電区間A5,A7と繰り返し行うことで、過熱による溶け落ち等を生じることなく固相接合領域10を順次拡大させることが可能になる。
【0047】
このように、多段通電を行う場合、例えば一つの通電区間において上記(A)〜(C)の過程を平行して進行させるための条件は、板組みの種類(材質、板厚など)によっても異なるため、一概に電極1の形状や加圧通電条件を定めることが難しいが、一例として、以下の条件を挙げることができる。
【0048】
すなわち、厚さ0.65mmの270MPa級鋼板を2枚重ね合わせた板組みの場合、上記(A)〜(C)の過程を平行して進行させるためには、電極1の径寸法d(図2を参照)を1mm以上10mm以下の範囲に、先端角θを100°以上170°以下、好ましくは120°以上165°以下の範囲にそれぞれ設定する必要がある。また、電極1,1間のピッチL(図1を参照)を30mm以上130mm以下、好ましくは100mm以上130mm以下に設定する必要がある。加圧力についても同様に、98N以上1176N以下、好ましくは98N以上490N以下の範囲に設定する必要がある。また、電流値に関しても、2.0kA以上15kA以下、好ましくは2.0kA以上8.1kA以下の範囲に設定する必要がある。通電時間(サイクル数)については、3cyc以上30cyc以下の範囲に設定する必要がある。ただし、電極形状、離間距離(ピッチ)、加圧力、通電条件(電流値、通電パターン、通電時間)は相互に影響し合うことから、各パラメータを上記範囲に収まるように設定した場合であっても、上記(A)〜(C)の過程が適正に進行しないおそれがある。よって、上記(A)の過程における密着変形、(B)の過程における異物の除去、および(C)の過程における固相接合が適当に生じ得るように、各パラメータを上記範囲内で適切に組合せた条件を定めるようにするのがよい。例えば上記鋼板の板組みに対して本溶接方法を採用する場合、通電条件以外の各パラメータを上記範囲内に設定した上で、図11に準じる通電パターンを採用することができる。具体的には、通電開始時からの電流値上昇区間の長さを1サイクル(0〜1サイクル)とし、第1通電区間A1における電流値を4〜6kA、その長さを4サイクル(1〜5サイクル)とし、第2通電区間A2における電流値を2kA〜3kA、その長さを3サイクル(5〜8サイクル)とし、第3通電区間A3における電流値を5〜7kA、その長さを2サイクル(8〜10サイクル)とし、第4通電区間A4における電流値を2kA〜3kA、その長さを3サイクル(10〜13サイクル)とし、第5通電区間A5における電流値を6〜8kA、その長さを2サイクル(13〜15サイクル)とし、第6通電区間A6における電流値を2〜3kA、その長さを3サイクル(15〜18サイクル)とし、第7通電区間A7における電流値を7〜9kA、その長さを2サイクル(18〜20サイクル)とした通電パターンを採用することができる。
【0049】
以上、本発明の一実施形態を説明したが、本発明は上記例示の形態に限定されるわけではなく、本発明の範囲内において任意の形態を採り得ることはもちろんである。
【0050】
例えば、本実施形態では、電極1の直下に形成される第1の密着変形領域6の接合状態について述べていないが、この領域から異物が排出され、当該異物が排出された領域に固相接合が生じていてもよい。あるいは、部分的に溶融接合している領域が存在していてもよい。もちろん、第2の密着変形領域7においてナゲットでなく固相接合領域10が生成されている限りにおいて、第1の密着変形領域6における接合の有無は問われないので、全く接合領域が存在していなくても構わない。
【0051】
また、通電条件に関しても、溶接対象の種類や他の設定パラメータとの関係で適切な条件を定めればよく、電流値、各通電区間の数(上下の繰り返し数)、サイクル数など、上記設定条件には限定されない。
【0052】
また、上記実施形態では、同じ材質ないし板厚の金属板2,3を重ね合わせたものを本溶接方法の対象とした場合を例にとって説明したが、もちろんこの組合せに限定されることはない。例えば自動車ボデー生産ラインへの適用を考えた場合、一般的な軟鋼板だけでなく、いわゆるハイテン材(340MPa級以上)や超ハイテン材(780MPa級以上)と呼ばれる高強度鋼板、およびこれらの鋼板の任意の組合せに対しても本溶接方法を適用することが可能である。また、鋼板以外の金属板(例えばアルミ二ウムや銅など。めっき板も含む)に対しても、同種材、異種材の組合せの別を問わず本溶接方法を適用することができる。これにより、軽量化と安全性(高剛性)を共に満たした車体を低コストに量産することが可能となる。
【0053】
また、上記以外の事項についても、本発明の技術的意義を没却しない限りにおいて他の具体的形態を採り得ることはもちろんである。
【実施例】
【0054】
以下、本発明に係る片側溶接方法の一実施例について述べる。
【0055】
金属板として、厚さ0.65mmの270MPa級鋼板を2枚重ね合わせた板組みを使用すると共に、下記の電極および加圧通電条件下で過程(A)〜(C)を平行して進行させることで、所定の大きさの固相接合領域を形成した。
【0056】
ここで、電極には、図2に示す形状を有し、かつ、先端面の径寸法d(図2を参照)を2mm、先端角θを140°としたものを使用した。また、電極1,1間のピッチL(図1を参照)を100mmとした。加圧力については、通電期間中147Nで固定した。また、通電条件については、図11および段落0048に示す通電パターンに制御するようにした。具体的には、第1通電区間A1における電流値を5.4kA、第2通電区間A2における電流値を2.0kA、第3通電区間A3における電流値を6.3kA、第4通電区間A4における電流値を2.0kA、第5通電区間A5における電流値を7.2kA、第6通電区間A6における電流値を2.0kA、および、第7通電区間A7における電流値を8.1kAとした。なお、周波数60Hzの交流電流を使用し、通電時間の設定単位となる1サイクルを、1/60secとした。
【0057】
上記条件で溶接を行った結果、何れも図示は省略するが、電極に近い側(加圧側)の金属板の側から遠い側の金属板に向けて板組み全体での凹形状が認められた。また、固相接合領域を通る金属板の断面拡大写真から、金属の再結晶粒もしくは相変態により核生成を生じた結晶粒が界面を跨いで一体化した組織を呈しており、固相接合が生じていることが確認できた。さらに、複数の溶接実験を行い、得られた接合体(溶接継手)の引張せん断強度およびはく離強度を調べたところ、従来のスポット溶接に求められる以上の値を示すことがわかった。
【符号の説明】
【0058】
下記特許文献
1 電極
2,3 金属板
4 縮径面
5 先端面
6 第1の密着変形領域
7 第2の 密着変形領域
8 板隙が存在する領域
9 清浄面密着領域
10 固相接合領域
d 径寸法
L ピッチ
θ 先端角
【特許請求の範囲】
【請求項1】
2個の電極を、相互に重ね合わせた複数の金属板の片側から押し当てて通電することで、前記金属板間に接合領域を生成する片側溶接方法であって、
先端に向けて縮径する縮径面を設けた前記電極を通電しながら前記金属板に押込んで、前記金属板同士を密着変形させる密着変形過程と、
前記密着変形させた領域に存在する異物を、前記電極の押込みにより前記密着変形させた領域から排出して、前記異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程と、
前記清浄面密着領域に固相接合領域を生成する固相接合過程、
とを含む片側溶接方法。
【請求項2】
前記密着変形過程、前記異物排出過程、および前記固相接合過程を所定の加圧通電下で平行して進行させることで、前記清浄面密着領域に生成した前記固相接合領域を外径側に拡大するようにした請求項1に記載の片側溶接方法。
【請求項3】
相対的に電流値の高い状態と低い状態を交互に繰り返して加圧通電を行いながら、前記密着変形過程、前記異物排出過程、および前記固相接合過程を平行して進行させることで、前記相対的に電流値の高い状態のときに前記固相接合領域を段階的に拡大するようにした請求項2に記載の片側溶接方法。
【請求項4】
先端に向けて縮径する形状の電極を、互いに重ね合わせた複数の金属板の片側から押込んで通電することで、前記複数の金属板にわたって前記電極形状に倣った密着変形領域が形成され、
前記密着変形領域には、前記金属板の表面に存在する異物が排出されることで異物のない清浄面同士が密着した清浄面密着領域が含まれており、かつ、
前記清浄面密着領域に、相互に密着する前記複数の金属板間の界面を跨ぐ形で固相接合領域が形成されている接合体。
【請求項1】
2個の電極を、相互に重ね合わせた複数の金属板の片側から押し当てて通電することで、前記金属板間に接合領域を生成する片側溶接方法であって、
先端に向けて縮径する縮径面を設けた前記電極を通電しながら前記金属板に押込んで、前記金属板同士を密着変形させる密着変形過程と、
前記密着変形させた領域に存在する異物を、前記電極の押込みにより前記密着変形させた領域から排出して、前記異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程と、
前記清浄面密着領域に固相接合領域を生成する固相接合過程、
とを含む片側溶接方法。
【請求項2】
前記密着変形過程、前記異物排出過程、および前記固相接合過程を所定の加圧通電下で平行して進行させることで、前記清浄面密着領域に生成した前記固相接合領域を外径側に拡大するようにした請求項1に記載の片側溶接方法。
【請求項3】
相対的に電流値の高い状態と低い状態を交互に繰り返して加圧通電を行いながら、前記密着変形過程、前記異物排出過程、および前記固相接合過程を平行して進行させることで、前記相対的に電流値の高い状態のときに前記固相接合領域を段階的に拡大するようにした請求項2に記載の片側溶接方法。
【請求項4】
先端に向けて縮径する形状の電極を、互いに重ね合わせた複数の金属板の片側から押込んで通電することで、前記複数の金属板にわたって前記電極形状に倣った密着変形領域が形成され、
前記密着変形領域には、前記金属板の表面に存在する異物が排出されることで異物のない清浄面同士が密着した清浄面密着領域が含まれており、かつ、
前記清浄面密着領域に、相互に密着する前記複数の金属板間の界面を跨ぐ形で固相接合領域が形成されている接合体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−31266(P2011−31266A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−179195(P2009−179195)
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]