
片面または両面に亜鉛メッキされた鋼板から成形品を製造する方法
本発明は、亜鉛メッキされた鋼帯から出発して、片面または両面を亜鉛メッキされた鋼板から成形品を製造する方法であって、当該方法の少なくとも1つのステップが輸送プロセスであり、かつ「ブラックスポット腐食」から保護するために、少なくとも1種のリン酸ポリオキシアルキレンエステルを含有する防食油が塗布される方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、亜鉛メッキされた鋼帯から出発して、片面または両面が亜鉛メッキされた鋼板から製造された成形品を製造する方法であって、当該方法の少なくとも1つのステップが輸送作業であり、「ブラックスポット腐食」("Blackspot−Korrosion")から保護するために、少なくとも1種のリン酸ポリオキシアルキレンエステルを含む防食油が塗布される方法に関する。
【0002】
亜鉛メッキされた鉄鋼からの平らな金属既製品、例えば、自動車の車体またはそれらの部品、電気器具のケーシング、建築物の外側の表面仕上げ、天井パネル、または窓枠材など、の製造は多段階作業である。そのための原料は、通常、金属の圧延とその後の亜鉛メッキ処理によって製造される亜鉛メッキされた鋼帯であり、これらは、貯蔵および輸送のためにロール状に巻かれる(「コイル」とも呼ばれる)。処理のために、これらのコイルは、再び巻かれ、より小さい部片に切り離され、好適な技術、例えば、打ち抜き加工、ドリル加工、折り曲げ加工、形状加工、および/または深絞り加工など、により成形される。より大きな部品、例えば、自動車の車体など、は、場合により、2つ以上の個別の部品を接合することによって得られる。成形および接合した後、製造物は、例えば、塗装され得る。
【0003】
述べられた製造作業の特徴は、言及されたステップのすべてが1つの製造所において実施されるわけではないということであり、その代わりに、原則として、前駆体製品および/または半完成製品を、ある製造所から別の製造所へと1回以上において輸送しなければならない。一例として、自動車の製造であれば、金属帯の製造は、製鋼業者の施設で行われることが指摘される。当該金属帯の切断および自動車の車体または車体部品への成形は、プレス成形工場において行われ、次いで、製造された車体またはそれらの部品は、塗装および最終組み立てのために自動車メーカーへと輸送される。
【0004】
さらに、この関連において言及されるべきことは、自動車の「完全ノックダウン」または「部分ノックダウン」生産技術であり、輸出用の車両は、意図的に、完全に組み立てた状態で輸送するのではなく、その代わりに、個々の部品の形態で輸入国へ輸送され、その輸入国において最終組立のみが行われる。この生産技術では、車体または車体部品すべてを、輸出国から輸入国へ輸送しなければならず、場合によっては、遠洋航海において数週間かけて輸送しなければならない場合もある。
【0005】
例えば鉄道車両または船舶での輸送の際には、前駆体製品および/または半完成製品が大気の諸影響を受けるため、それらの輸送では、当該製品を腐食から保護しなければならない。
【0006】
輸送中の防食のために、通常、いわゆる「一時防食」が適用され、換言すれば、これは、完成製造物に永久保護を付与することが意図される最終的な防食コーティングではなく、その代わりに、プロセスにおける後のある時点において除去され、最終的防食コーティングに取り替えられるコーティングである。一時防食のために、概して、鋼帯に対して防食油のコーティングが施される。防食油は、多くの場合、二重の機能を有しており、例えば、深絞り加工の際に成形助剤としても機能する。成形油は、金属板の破面または破断を防ぐために成形作業の際に必要となる潤滑性を確実にすることが意図される。
【0007】
亜鉛メッキされた鉄鋼から作製された成形品の輸送では、腐食における1つの特定の形態、すなわち、「ブラックスポット腐食」として知られる腐食形態が問題となる。これは、平面状ではなく、局所に限定される腐食形態である。この原因の1つの可能性は、輸送中での粒子による金属表面の汚染の可能性である。この粒子汚染は、頻繁に、当該粒子の周囲において非常に局所的に限定された腐食形態を生じる原因となる。当該粒子は、例えば、汚れの粒子および/または塩の粒子であり得、あるいは汚れに共存する塩の粒子であり得る。
【0008】
特に、電気亜鉛メッキされた鉄鋼の場合、この腐食形態は、結果として表面モルホロジーにおいても著しい変化を生じる。側面から見た場合、当該金属表面は、例えば、クレーター状に隆起しているように見える。この種のクレーター状の隆起は、その後のカチオン電着塗装によって必ず悪化して、決して平坦にはならないために、自動車組立の際に非常に致命的である。「ブラックスポット腐食」の結果、組み立てられた本体に関して非常に費用のかかる後作業が必要となる。この後作業は、自動車メーカーに対して高コストの原因となるばかりでなく、ライン製造作業の時間的経過をも混乱させる。さらに、修復されたスポットは、消費者製品の腐食の出発点であるために、完成した車体の耐食性も悪影響を受ける。
【0009】
腐食防止剤としての、アルコキシ基を有するリン酸エステルの使用は、既知である。
【0010】
独国特許出願公開第2756747(A1)号では、低発泡の防食剤および潤滑剤として、リン酸とアルコキシル化されたポリオール、例えば、ポリプロピレングリコールなど、との反応によって得ることができるリン酸エステルの使用が開示されている。
【0011】
米国特許第4,360,474号では、ポリリン酸モノエステルの誘導体およびそれらの腐食防止剤としての使用について開示されており、この場合、エステル基は、ポリアルキレン基である。
【0012】
米国特許第4,684,475号では、他の成分以外に、腐食防止剤としてアルキレンオキシドを有する有機リン酸塩を含むラジエーター保護混合物について開示されている。
【0013】
国際公開第00/42135号では、オキシアルキレン基を有するリン酸エステルを含む金属加工液を使用した、金属の機械加工について開示されている。
【0014】
米国特許第5,555,756号では、鋼帯の伸張性を改善する方法が開示されている。この方法では、鋼帯は、最初に加熱され、次いで、液体潤滑剤が表面に塗布され、続いて乾燥されて、表面上に乾燥被膜が形成される。塗布量は、少なくとも10.8mg/m2である。当該鋼帯は、それに続いて巻き取られる。当該液体潤滑剤は、好ましくは、水、界面活性剤、および一般式RO−P(=O)(OH)2または(RO)2−P(=O)OHのアルキルリン酸エステルを含み、この場合、Rは、4〜20個の炭素原子を有するアルキル基である。アルコキシル化されたアルコールから形成されたリン酸エステルについては、開示されていない。
【0015】
しかしながら、言及された明細書のいずれもが、亜鉛メッキされた鉄鋼による前駆体製品または半完成製品もしくは完成製品の、大気環境における輸送中の「ブラックスポット腐食」の問題に関係がない。
【0016】
本発明の目的は、亜鉛メッキされた鉄鋼から作製された前駆体製品および半完成製品もしくは完成製品の輸送のための改善された防食を提供し、塩粒子腐食またはブラックスポット腐食の効果的な防止を可能にすることであった。
【0017】
本発明の第一の態様では、リン酸ポリオキシアルキレンエステルを含み、亜鉛メッキされた鉄鋼から作製された前駆体製品および半完成製品もしくは完成製品の輸送中の「ブラックスポット腐食」の防止に特に好適である、亜鉛メッキされた鉄鋼のための一時防食コーティングが見出された。
【0018】
したがって、片面または両面を亜鉛メッキされた鋼板から作製された成形品を製造する方法であって、少なくとも以下のステップ:
(1)亜鉛メッキされた鋼帯の表面に防食油を0.25〜5g/m2の量において塗布するステップ、
(2)コーティングされた、亜鉛メッキされた鋼帯を、成形品のための製造所に輸送するステップ、および
(3)当該亜鉛メッキされた鋼帯を切り離し、片面または両面を亜鉛メッキされた鋼板から作製された成形品へと成形するステップ
をこの順序で含み、この場合、当該防食油は、防食油のすべての成分の総量に対して、少なくとも20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1、R2、X、n、およびkは、以下の定義:
k:1または2
n:10〜70の数
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である
R2:HまたはC1〜C30アルキル基
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含む。
【0019】
この種の防食コーティングを有する亜鉛メッキされた鉄鋼成形品も見出された。本発明の好ましい一実施形態において、当該成形品は、自動車の車体の部品または自動車の車体を含む。
【0020】
この解決策は、特に驚くべきものであったが、なぜなら、ポリオキシアルキレンリン酸エステルは市販されている腐食防止剤であり、非常に広範囲の目的への使用が既に知られているためである。それにもかかわらず、これまで、この種の化合物は、亜鉛メッキされた鉄鋼から作製された成形品の輸送中の「ブラックスポット腐食」を防止するために提案されてこなかった。
【0021】
本発明の詳細を以下に示す。
試験方法
金属板の耐腐食性を特定するための既知の塩噴霧試験では、試験板の表面全体に、塩含有水の微細ミストが噴霧され、換言すれば、当該試験では、金属表面全体が一様に腐食に晒されることになる。
【0022】
対照的に、亜鉛メッキされた鋼板の「ブラックスポット腐食」に対する抵抗性を試験するための、本発明により使用された方法では、一様な腐食への暴露の代わりに、点ごとでの腐食への暴露が用いられる。
【0023】
試験の実施のために、試験用の亜鉛メッキされた鋼板を、気候調節室において水平に貯蔵する。試験では、亜鉛メッキされた鋼板を試験コーティング剤によってコーティングするが、当然のことながら、比較目的のためにコーティングされていない鋼板を試験することも可能である。典型的な試験鋼板は、およそ0.01m2の表面積を有するが、当然のことながら、他の表面積を有する試験鋼板を使用することも可能である。しかしながら、概して、当該サイズは、0.0025m2未満であるべきではない。
【0024】
試験の実施では、当該鋼板の上面は、塩を含有する試験粒子が撒かれる。最も簡単な場合においては、これらの粒子は、塩粒子、特にNaCl粒子であり得るが、汚れ粒子のより良好なモデリングを可能にするために、他の材料の試験粒子、例えば、NaCl汚染砂など、の使用も想到される。当該粒子は、当然のことながら、より小さな粒子の凝集物であってもよい。概して、当該粒子は、0.1〜1mm、好ましくは0.2〜0.6mmの直径を有するべきである。対応する粒子画分は、ふるい分けにより容易に得ることができる。この試験において、当該表面は、粒子が、実質的に表面上にそれぞれ個別に配置されるような方法において撒かれる。粒子の量は、概して、粒子1000〜25,000個/m2、好ましくは粒子5000〜15,000個/m2、例えば、粒子約10,000個/m2であるべきであり、したがって、1dm2の鋼板サイズに対して、粒子約100個である。
【0025】
こうして処理された鋼板は、次いで、規定された時間、規定された湿度および温度において、気候条件を設定するための好適な装置内に貯蔵される。試験は、好ましくは15〜40℃、より好ましくは室温において実施されるが、他の試験温度も、当然のことながら想到される。60%〜90%、例えば85%の相対湿度、および12〜96時間、例えば24時間の試験時間が、好適であることと判明している。当然のことながら、他の試験時間も想到される。特に、時間経過に対する腐食を研究することも可能である。試験条件は、当業者が、例えば、輸送過程において一般的な気候条件に適合させることも可能である。
【0026】
それぞれの試験時間が経過した後、試験粒子の周りに腐食がないかどうか鋼板の表面を目視検査する。評価は、特に、写真により行われ得る。評価パラメータとしては、鋼板上に現れた「ブラックスポット」の数、ならびに試験粒子の周りの腐食されたエリアのそれぞれのサイズなどが含まれ得る。さらに、腐食の時間プロファイルを記録することも可能である。例えば、「ブラックスポット」が最初に観察される時期、または時間の関数としての「ブラックスポット」の数を記録することができる。
【0027】
本発明による試験では、輸送作業の過程における亜鉛メッキされた成形品の腐食挙動を、既知の塩噴霧試験よりも現実的な方法で評価することが可能である。
【0028】
したがって、例えば、本発明により使用された、腐食防止剤(A)を含む防食油の、塩噴霧試験による試験では、並の結果のみが得られるだけであり、そのため、当該塩噴霧試験に基づいていては、この腐食防止剤は、当該用途には想到されていなかったであろう。本発明により開発された方法によってのみ、「ブラックスポット」腐食の防止における当該腐食防止剤(A)の特定の適合性が明らかにされた。
【0029】
使用された防食油
本発明により、片面または両面が亜鉛メッキされた鋼板の貯蔵および輸送の過程における「ブラックスポット腐食」に対する保護のために、当該金属表面に、20〜100%の少なくとも1種のリン酸ポリオキシアルキレンエステル(A)を含む防食油を塗布する。この量は、防食油のすべての成分の総量に対する量である。さらに、当該防食油は、好ましくは、防食油のすべての成分の総量に対して最大80質量%までの量の希釈剤を含み、さらには、さらなる成分を含んでいてもよい。そのようなものとしては、防食油の典型的な添加剤および補助剤が挙げられる。
【0030】
使用されたリン酸ポリオキシアルキレンエステルは、一般式(I):
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k (I)
を有する。この式における基R1は、独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択されるが、ただし、基R1の少なくとも50モル%はメチル基である。
【0031】
C1〜C10アルキル基の例としては、メチル、エチル、1−プロピル、1−ブチル、1−ペンチル、1−ヘキシル、または1−オクチル基が挙げられる。アリール置換C2〜C10アルキル基の例としては、2−アリールエチル基、特に2−フェニルエチル基が挙げられる。R1は、好ましくは、H、メチル基、またはエチル基から成る群から選択される基を含み、すなわち、ポリオキシアルキレンブロックは、エチレンオキシドユニット、プロピレンオキシドユニット、またはブチレンオキシドユニットに基づくブロックを含む。好ましくは少なくとも60モル%、より好ましくは少なくとも80モル%、非常に好ましくは少なくとも95モル%の基R1が、メチル基を含む。R1は、当然のことながら、もっぱらメチル基を含んでいてもよい。
【0032】
基R2は、Hまたは直鎖状もしくは分岐状のC1〜C30アルキル基である。アルキル基の場合であれば、好ましくは直鎖状もしくは分岐状のC1〜C6アルキル基であり、より好ましくはメチル基もしくはエチル基である。
【0033】
好ましくは、R2はHである。
【0034】
数nは、10〜70の数である。アルコキシル化において当業者は、これらの数が平均値を表すことを周知である。好ましくは、nは、20〜60であり、より好ましくは25〜40である。
【0035】
ポリオキシアルキレンブロックが異なる基R1を有する場合、異なるアルキレンオキシドユニットが当該ブロック中にランダムに組み込まれ得るか、またはブロックコポリマーまたはグラジエントコポリマーであり得る。アルコキシル化の当業者は、同様に、アルキレンオキシドユニットがポリオキシアルキレンオキシド鎖中に組み込まれる配向性が、反応条件に依存し得るということを知っており、したがって、上記の式は、タイプR2−(−O−CH(R1)−CH2−)n−O−ならびにタイプR2−(−O−CH2−CH(R1)−)n−O−の構造を含むことを意図している。
【0036】
Xは、Hであるか、またはカチオン1/mYm+であり、この場合、mは、1〜3の自然数であり、すなわち、酸性エステルまたはそれらの塩であり得る。当然のことながら、2つ以上の異なる基Xを含むことも可能である。
【0037】
カチオンYm+は、アルカリ金属イオン、例えば、Li+、Na+、もしくはK+など、あるいはアルカリ土類金属イオンまたはアンモニウムイオンであり得る。アンモニウムイオンは、NH4+、および有機基を含有するアンモニウムイオン[NR44]+を含み、この場合、基R4は、それぞれ互いに独立して、Hまたは炭化水素基であり、特に1〜20個の炭素原子を有する炭化水素基であり、さらに当該基は、置換されていてもよい。特に、ジエタノールアミンもしくはトリエタノールアミンに由来するアンモニウムイオンならびに脂肪アミンに由来するアンモニウムイオンが挙げられる。
【0038】
好ましくは、XはHであり、すなわち、リン酸エステルは、好ましくは、酸性形態において使用される。
【0039】
数kは、1〜2の値を取り得、すなわち、当該エステルは、リン酸モノエステルまたはリン酸ジエステルである。好ましくは、kは、値1である。
【0040】
説明したリン酸ポリオキシアルキレンエステルは、原則として、既知の方法において、一般式R2−(−O−CH(R1)−CH2−)n−OHのアルコールをリン酸または五酸化リンによってエステル化することにより製造することができる。有利には、この目的のために、エステル化の過程において形成された水を結合することができるポリリン酸を使用することも可能である。製造に好適な方法の1つが、例えば、独国特許出願公開第2756747(A1)号に記載されている。当該反応では、一般的に、モノエステルとジエステルの混合物が生成され、その一方で、トリエステルは一般的に形成されない。本発明の実施のために好ましい混合物は、すべてのエステルの量に対して少なくとも80モル%の量においてモノエステルが存在する混合物である。当該反応混合物は、二次成分として、さらに、リン酸および/またはポリリン酸の残留物、ならびに、適切であれば他の生成物も含み得る。例えば、R2=Hの場合では、式(OH)2P(=O)−(−O−CH(R1)−CH2−)n−O−P(=O)(OH)2のジエステルが形成されることも可能である。この種の二次成分は、使用前に分離してもよいが、概して、本発明の方法においては、未精製生成物を直接使用してもよい。
【0041】
当然のことながら、2種以上の異なるリン酸ポリオキシアルキレンエステル(I)の混合物を使用することも可能である。リン酸ポリオキシアルキレンエステル(I)の量は、防食油のすべての成分の量に対して、20〜100質量%、好ましくは25〜80質量%、より好ましくは30〜70質量%、非常に好ましくは30〜60質量%である。
【0042】
防食油は、リン酸ポリオキシアルキレンエステル(A)以外に、さらに、少なくとも1種の希釈剤(B)を含んでいてもよい。希釈剤を使用して防食油の粘度を所望の値に調節することができ、それによって最適の処理が可能である。希釈剤の選択において制限はないが、ただし、希釈剤はリン酸ポリオキシアルキレンエステル(A)と混合可能である場合に限られる。特に好適なのは、ある特定の極性を有する有機溶媒であり、その一方で、水または非極性有機溶媒、例えば、炭化水素など、は使用されるべきではない。好適な希釈剤は、酸素含有有機溶媒であり、特に、エーテル官能基および/またはアルコール官能基を有するものである。
【0043】
好適な希釈剤は、特に、オリゴオキシアルカンジオールおよびポリオキシアルカンジオールならびに/あるいは対応するエーテル化された生成物、例えば、ジプロピレングリコール、トリプロピレングリコール、テトラプロピレングリコール、オリゴプロピレングリコール、およびポリプロピレングリコールなど、を含む。好ましいのは、一般式R3−(−O−CH(CH3)−CH2−)m−O−R3(II)の希釈剤(B)であり、この場合、基R3は、独立して、各場合において、HまたはC1〜C4アルキル基であり、好ましくはHまたはメチルであり、より好ましくはHである。式(II)における基mは、2〜20、好ましくは2〜12、より好ましくは2〜5の数を表す。ジプロピレングリコールは、希釈剤として特に好適である。
【0044】
使用されるすべての希釈剤(B)の量の合計は、各場合において、用いられる配合物のすべての成分の総量に対して、80質量%までであり、好ましくは20〜75質量%、より好ましくは30〜70質量%、非常に好ましくは40〜70質量%である。
【0045】
本発明により使用される防食油は、場合により、さらに、添加剤もしくは助剤(C)を含んでいてもよい。この種の補助剤は、当該油の特性を、所望する目的に適合させるために使用することができる。
【0046】
そのような添加剤(C)の例としては、カルボン酸エステル、遊離または部分的に中和されたカルボン酸、乳化剤、例えば、アルキルスルホネートなど、または酸化防止剤、例えば、フェノール成分、イミダゾール、ポリエーテルホスフェート、アルキルホスフェート、またはスクシンイミドなど、特に、オリゴアミン、例えば、テトラエチレンペンタミンおよび/またはエタノールアミンなど、と反応したポリイソブチレンスクシンイミドが挙げられる。さらに、リン酸エステルまたはホスホン酸エステルを使用することも可能であり、あるいは、耐摩耗添加剤、例えば、ジチオリン酸亜鉛など、を使用することも可能である。当業者は、所望する配合物の特性に従って、適切な添加剤を選択する。
【0047】
使用されるすべての添加剤および助剤の量の合計は、各場合において、用いられる配合物のすべての成分の総量に対して、0質量%〜30質量%、好ましくは0質量%〜20質量%、より好ましくは0.5質量%〜20質量%、非常に好ましくは1質量%〜10質量%である。
【0048】
本発明の好ましい一実施形態において、80〜20質量%の一般式(II)の希釈剤(B)との混合物において20〜80質量%のリン酸ポリオキシアルキレンエステル(A)を使用すること、好ましくは、70〜30質量%の式(II)の(B)との混合物において30〜70質量%の(A)を使用することが可能であり、この場合、そのような混合物のすべての成分の合計に対する(A)および(B)の合計は、少なくとも80質量%、好ましくは少なくとも90質量%、より好ましくは100質量%である。
【0049】
使用では、成分(A)、ならびに場合により(B)および/または(C)が一緒に混合される。
【0050】
本発明により、亜鉛メッキされた鋼板から作製された成形品の貯蔵および/または輸送の過程における防食のために、説明した防食油が使用される。当該鋼板は、通常、0.2〜3mmの厚さを有する。当該鋼板は、片面または両面が亜鉛メッキされ得る。
【0051】
「亜鉛メッキされた」という用語は、当然のことながら、Zn合金でコーティングされた鋼板も含む。これらは、溶融亜鉛メッキまたは電気亜鉛メッキされた鋼帯であり得る。鉄鋼をコーティングするためのZn合金は、当業者には既知である。当業者は、所望の用途に応じて、合金成分の性質および量を選択する。亜鉛合金の典型的な成分は、特に、Al、Mg、Si、Mg、Sn、Mn、Ni、Co、およびCrを含み、好ましくはAlまたはMgを含む。AlとZnとがほぼ同量において存在するようなAl/Zn合金であってもよい。コーティングは、主に均一なコーティングであり得るが、濃度勾配を有するコーティングであってもよい。さらに好ましい合金は、Zn/Mg合金であり得る。この場合、Zn/Mg合金でコーティングされた鉄鋼、例えば、溶融亜鉛メッキされた鉄鋼など、であり得るか、あるいは、さらにMgを蒸着した、亜鉛メッキされた鉄鋼であり得る。この方法では、表面にZn/Mg合金を生成させることが可能である。
【0052】
成形品としては、特に、クラッディング、外被材またはライニングに使用することができるような物品が挙げられる。例としては、自動車の車体またはそれらの部品、トラック車体、二輪車、例えば、オートバイまたは自転車など、のためのフレーム、またはこの種類の車両のための部品、例えば、泥よけまたはカバーなど、家庭用機器、例えば、洗濯機、食洗機、洗濯乾燥機、ガスおよび電気オーブン、電子レンジ、チェスト型フリーザーまたは冷蔵庫など、のためのケーシング、産業用器具または設備、例えば、機械、スイッチングキャビネット、コンピュータハウジングなど、のためのケーシング、建築部門の構造部材、例えば、壁材、表面仕上げ材、天井材、窓枠材、ドア枠材、またはパーティションなど、金属材料から作られた家具、例えば、金属戸棚、メタルラック、家具の部品、または取付け部品など、が含まれる。当該物品は、液体または他の物質を貯蔵するための中空品、例えば、缶、小容器、またはタンクなど、であり得る。「成形品」という用語は、言及された材料、例えば、鋼帯または鋼板など、の製造における前駆体製品も含む。
【0053】
使用は、貯蔵および/または輸送の前に、防食油を0.25〜5g/m2、好ましくは0.5〜3g/m2、より好ましくは1〜2.5g/m2の量において、亜鉛メッキされた表面に塗布することによって実施される。
【0054】
ここで、「輸送」は、成形品をある場所から別の場所へ移動させるすべての種類の輸送作業を意味する。第一の場所は、特に、成形品の製造所であり得るが、あるいは一時貯蔵施設であってもよい。第二の場所は、特に、得られた成形品がさらなる処理に供される別の製造所である。例えば、第一の場所は、自動車の車体または車体部品が製造されるプレス成形工場であり得、ならびに第二の場所は、自動車生産施設であり得る。
【0055】
「貯蔵」は、すべての種類の貯蔵作業を意味する。これには、数時間から数日の短期間の一時貯蔵、あるいは数週間から数ヶ月のより長期間の貯蔵が含まれ得る。
【0056】
成形品を製造する方法
当該方法の好ましい一実施形態において、防食油は、下記において説明されるような、片面または両面が亜鉛メッキされた鋼板から作られた成形品が製造される本発明の方法によって使用される。
【0057】
本発明の方法に使用される出発材料は、亜鉛メッキされた鋼帯を含む。亜鉛メッキされた鋼帯は、通常、0.2〜3mmの厚さおよび0.5〜2.5mの幅を有する。亜鉛メッキされた鋼帯は、非常に多岐にわたる用途のために市販されている。それらは、片面または両面が亜鉛メッキされた鋼帯であり得る。当業者は、所望の最終用途に従って好適な鋼帯を選択する。
【0058】
「亜鉛メッキされた」という用語は、当然のことながら、Zn合金でコーティングされた鋼帯も含む。好適な亜鉛合金については、既に説明済みである。
【0059】
本方法のステップ(1)
本方法のステップ(1)において、亜鉛メッキされた鋼帯の表面に上記において説明した防食油が塗布される。当該鋼帯が、片面が亜鉛メッキされている鋼帯であれば、本発明により使用される配合物は、少なくとも亜鉛メッキされた側に塗布されるが、当然のことながら、亜鉛メッキされていない側にも塗布してもよい。しかしながら、当該亜鉛メッキされていない側を、異なる防食油を用いて処理してもよい。
【0060】
塗布は、例えば、噴霧により、特に、静電界の助けを受ける噴霧により、実施され得る。しかしながら、塗布は、ケムコーターを使用して、または油浴に浸漬し、その後に余分な液をスキージで除去することによって、あるいは、油を金属板上に噴霧し、その後に余分な液をスキージで除去することによって実施され得る。
【0061】
当該表面に塗布される防食油の量は、概して、0.25〜5g/m2、好ましくは0.5〜3g/m2、より好ましくは1〜2.5g/m2である。
【0062】
防食油は、好ましくは、鋼帯が製造された直後に塗布され得、換言すれば、通常は、製鋼所または圧延所において塗布され得る。ただし、これは、もっと遅い時点でのみの防食油の塗布を排除するものではない。
【0063】
本発明により使用される腐食防止活性物質(A)は、さらに、金属表面上への当該油の特に均一な分散も確実にする。さらに、当該活性物質は、強いIR吸収、特に>P=Oバンドの吸収を示し、そのため、当該油の塗布は、特に良好な効果が上がるように、IR分光分析によって制御しモニターすることができる。
【0064】
本方法のステップ(2)
本方法のステップ(2)において、油を塗布された亜鉛メッキされた鋼帯が、成形品のための製造所へ輸送される。成形品のための製造所は、例えば、自動車の車体および/または自動車の車体の部品が製造されるプレス成形工場である。
【0065】
亜鉛メッキされた鋼帯は、輸送目的のために、通常、ロール(「コイル」)に巻かれる。当該輸送は、好ましくはトラックおよび/または列車による輸送である。鋼帯は、本方法のステップ(1)の直後に輸送され得るか、あるいは輸送の前に、最初に一時的に貯蔵され得る。
【0066】
本方法のステップ(3)
油を塗布された、亜鉛メッキされた鋼帯は、成形品の製造所において切り離され、物品を形成するために成形される。成形品のための製造所は、例えば、自動車の車体および/または自動車の車体の部品が製造されるプレス成形工場である。
【0067】
油を塗布された亜鉛メッキされた鋼帯は、切り離す過程において、適切なサイズの部片に分割され、ならびに、場合により、さらなる成形目的のために、分割されていない材料から材料の粒子が分離される。切り離し技術は、切削加工技術または非切削加工技術であり得る。切り離しは、例えば、適切な器具を使用して打ち抜き加工または切断加工によって実施され得る。切断加工は、熱的に、例えばレーザーによって実施され得、あるいは水の鋭い噴流によっても実施され得る。さらなる切り離し技術の例としては、鋸断、ドリル加工、フライス加工またはやすりかけなどの技術が挙げられる。金属帯の切断は、場合によっては、パネル化とも呼ばれる。
【0068】
成形プロセスでは、切り離しによって得られた個々の板から、塑性変形により成形品が製造される。成形作業は、冷間または熱間成形プロセスであり得る。好ましくは、冷間成形プロセスである。成形は、例えば、圧縮成形、例えば、圧延加工、またはエンボス加工など、引張圧縮成形、例えば、引抜加工、深絞り加工、フランジ成形、またはスピニング加工など、引張成形、例えば、伸長または拡幅など、曲げ成形、例えば、曲げ加工、エッジ圧延加工、またはエッジングなど、ならびに剪断成形、例えば、ねじりまたは転位など、を含む。そのような成形技術に関する詳細は、当業者に既知である。当該作業は、例えば、DIN 8580またはDIN 8584などの関連規格の形態において確かめられる。本発明を実施するために特に好ましい方法の1つは、深絞り加工である。
【0069】
本発明の一実施形態において、本方法のステップ(1)において塗布される防食油は、表面に残存して、成形のための潤滑剤としても機能する。
【0070】
本方法の別の実施形態において、個々の板は、切り離された後、最初に洗浄され得る。この洗浄ステップは、例えば、水ですすぐことによって実施され得る。水ですすいだ後に、当該板にスキージがかけられ得る。それに続いて、本発明により使用される防食油、および/または成形油が、0.5〜50g/m2の量において再び塗布され得る。
【0071】
結果として得られる成形品は、同じ製造所においてさらなる方法のステップにおいて、例えば、洗浄、永久的防食の適用、およびコーティングなどにより、さらなる処理を施すことができ、場合により、当該処理は、組み立てられた成形品を形成するために接合した後であってもよい。
【0072】
本方法のステップ(4)
本方法の好ましい一実施形態において、ステップ(3)において得られた成形品、例えば、自動車の車体の部品など、は、本方法のさらなるステップ(4)において、さらなる製造所、例えば、自動車生産施設などへと輸送される。当該輸送は、好ましくは、トラックまたは列車による輸送である。本方法のステップ(3)の直後に、成形品を輸送し得るか、あるいは最初に、輸送する前に一時的に貯蔵され得る。ステップ(3)において得られる成形品は、さらなる製造所においてさらなる処理を施される。
【0073】
本方法のステップ(5)
本方法の好ましい実施形態において、さらなる処理は、本方法の少なくとも1つのステップ(5)を含み、当該ステップでは、組み立てられた成形品を形成するために、ステップ(3)において得られた成形品が他の成形品と接合される。これは、例えば、圧着、溶接、ハンダ接合、接着剤による接着、ねじ止め、またはリベット締めによって実施することができる。例えば、自動車の車体は、複数の個々の部品から組み立てられ得る。接合は、ステップ(3)において得られた2つ以上の同一または異なる成形部品を使用して実施され得るか、あるいは異なる種類の成形品が用いられ得る。例えば、亜鉛メッキされた鉄鋼、亜鉛メッキされていない鉄鋼、およびアルミニウムから作製された成形品は、互いに組み合わされて、組み立てられた成形品を形成し得る。
【0074】
亜鉛メッキされた鉄鋼から作製された、組み立てられた成形品は、それに続いて、中間製品または最終製品を形成するために、通常の方法において、例えば、洗浄、リン酸処理、および様々な塗料コーティングの適用などにより、さらに処理することができる。
【0075】
成形品
さらなる態様において、本発明は、片面または両面が亜鉛メッキされた鋼板から作製された成形品であって、当該亜鉛メッキされた表面に、0.25〜5g/m2の量において塗布された防食油の被膜を有し、当該防食油の組成が既に上記において説明されているような成形品を提供する。好ましい組成および好ましい膜厚は、既に言及されている値である。そのような成形品の例は、同様に、上記において提供されている。当該成形品は、金属パネルまたはレーザー溶接されたシートバーであってもよい。好ましくは、それらは、自動車の車体または自動車の車体の部品である。
【0076】
当該成形品は、好ましくは本発明の方法によって製造され得る。しかしながら、原則として、それらの製造は、他の方法によって実施されてもよい。したがって、例えば、鋼帯の防食および/または成形品を得るための切り離しおよび成形の過程における防食は、例えば、他の方法によって、換言すれば、例えば、異なる腐食防止剤を使用して、確実にされ得、ならびに本発明により使用される防食油は、成形品が製造された後にのみ塗布され得る。この方法において、成形品は、輸送に対して保護され得る。塗布は、例えば噴霧によって実施され得る。
【0077】
防食油の使用
さらなる態様において、本発明は、防食油を0.25〜5g/m2の量において成形品の表面に塗布することによる、亜鉛メッキされた鋼板から作製された成形品の貯蔵および輸送の過程における防食のための防食油の使用であって、防食油の組成が、既に上記において説明されたものであり、好ましい組成、好ましい膜厚、および成形品の例が既に上記において与えられているような使用を提供する。当該成形品は、金属帯、特にロール状の金属帯、金属パネル、またはレーザー溶接されたシートバーであり得る。好ましくは、それらは、自動車の車体または自動車の車体の部品である。当該防食油は、様々な技術、例えば、噴霧など、により塗布され得る。
【0078】
本発明の利点
腐食防止活性物質(B1)を特徴とするような上記において説明した防食油の使用により、特に効果的に、「ブラックスポット腐食」の発生を避けるか、または少なくとも発生を著しく減らすことが可能である。さらに、本発明により使用される防食油は、素晴らしい潤滑性能により、成形作業、特に深絞り加工、スリット加工、およびロール成形に貢献する。さらに、本発明によりコーティングされた成形品は、防食油が接着作業を妨げることなく、容易に接着剤によって接着することができ、最終的に、当該成形品は、リン酸処理によってリン酸コーティングの質量、コーティングの均一性、または結晶サイズに関して悪影響を受けることなく、洗浄し、リン酸処理することができる。
【図面の簡単な説明】
【0079】
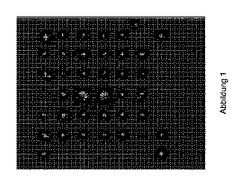
【図1】防食油として従来のホワイト油を使用した24時間の実験期間後の比較実験を示す図。
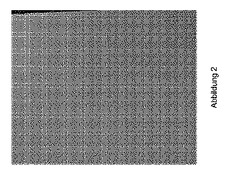
【図2】本発明の防食油でコーティングされた板における96時間の実験期間後の写真。
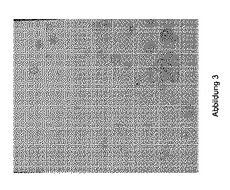
【図3】市販されている通例のアルキルリン酸エステルによってコーティングされた板における96時間の実験期間後の写真。
【0080】
以下の例は、本発明を例示することを意図するものである。
【0081】
使用される防食配合物:
実験のために、独国特許出願公開第2756747(A1)号の実施例2に記載された手順に従って、ポリプロピレングリコールおよびポリリン酸から出発してリン酸ポリオキシアルキレンエステルを調製した(nは約34)。結果として得られたリン酸ポリオキシアルキレンエステルとジプロピレングリコールとの35%混合物を使用して、実験を実施した。
【0082】
比較実験のために、防食油として、市販されている通例のアルキルリン酸エステル(C16/C18アルキルリン酸エステル)を使用した。それを希釈せずに使用した。
【0083】
さらに、比較目的のため、防食のために以下の特性を有する市販のホワイト油を使用した。
沸点: >300℃
15℃での密度: 0.887kg/l
20℃での粘度(ASTM D 445に従って測定):145mm2/s
40℃での粘度(ASTM D 445に従って測定):36mm2/s
引火点(ASTM D 92に従って測定): 214℃
流動点(ASTM D 97に従って測定): 3℃。
【0084】
板のコーティングおよび試験:
亜鉛メッキされた鉄鋼の試験板(10cm×15cm)に、説明された配合物またはホワイト油を1.5g/m2の量においてコーティングした。このために、試験板を精密天秤にのせ、精密シリンジを使用して、当該試験板の表面に、言及された量において当該配合物を添加した。続いて、塗布量を、滑らかな表面を有するShore A硬度50のゴムローラーを使用して、強く押さえながら、金属表面全体に広げた。
【0085】
「ブラックスポット試験」:
こうして処理された板に、約0.1〜1mmのサイズを有する塩粒子(NaCl)を撒いた。単位面積あたりの密度は、塩粒子およそ25,000個/m2(塩粒子約250個/dm2)である。続いて、当該板を、20℃および湿度85%の気候調節室内に、水平にして96時間貯蔵し、さびの形成を写真によりモニターする。貯蔵後、当該板をすすぎ、乾燥させて、写真により評価する。
【0086】
塩噴霧試験
さらに、比較目的のために、当該板を使用して、DIN EN ISO 7253に従って従来の塩噴霧試験を実施し、換言すれば、金属表面全体を試験室において一様に微細な塩水霧に晒した。
【0087】
結果の説明
塩噴霧試験において、本発明により使用されたリン酸ポリオキシアルキレンエステルは、比較目的のために使用されたアルキルリン酸エステルと同様に、平均してほぼ同じ防食効果が得られた。
【0088】
対照的に、「ブラックスポット試験」では、アルキルリン酸エステルまたは従来の防食油でコーティングされた板と、本発明により使用されたリン酸ポリオキシアルキレンエステルでコーティングされた板とでは、非常に著しい違いが見受けられた。
【0089】
図1は、防食油として従来のホワイト油を使用した24時間の実験期間後の比較実験を示している。24時間後にすでに、かなりの数の「ブラックスポット」が見られる。
【0090】
対照的に、図2は、本発明の防食油でコーティングされた板における96時間の実験期間後の写真を示している。ここでは、96時間後においてさえ、わずかの数の視認できる比較的小さい「ブラックスポット」が存在するのみである。
【0091】
図3は、比較目的のために、市販されている通例のアルキルリン酸エステルによってコーティングされた板における96時間の実験期間後の写真を示している。この板上にも、既に著しい数の「ブラックスポット」が見受けられる。
【0092】
本発明の実施例および比較例は、本発明により使用されたリン酸ポリオキシアルキレンエステルが、「ブラックスポット腐食」が主要な腐食現象である輸送の際の防食に対して特に好適であることを示している。腐食防止剤として既知であるアルキルリン酸エステルは、この用途ではほとんど効果を示さない。
【技術分野】
【0001】
本発明は、亜鉛メッキされた鋼帯から出発して、片面または両面が亜鉛メッキされた鋼板から製造された成形品を製造する方法であって、当該方法の少なくとも1つのステップが輸送作業であり、「ブラックスポット腐食」("Blackspot−Korrosion")から保護するために、少なくとも1種のリン酸ポリオキシアルキレンエステルを含む防食油が塗布される方法に関する。
【0002】
亜鉛メッキされた鉄鋼からの平らな金属既製品、例えば、自動車の車体またはそれらの部品、電気器具のケーシング、建築物の外側の表面仕上げ、天井パネル、または窓枠材など、の製造は多段階作業である。そのための原料は、通常、金属の圧延とその後の亜鉛メッキ処理によって製造される亜鉛メッキされた鋼帯であり、これらは、貯蔵および輸送のためにロール状に巻かれる(「コイル」とも呼ばれる)。処理のために、これらのコイルは、再び巻かれ、より小さい部片に切り離され、好適な技術、例えば、打ち抜き加工、ドリル加工、折り曲げ加工、形状加工、および/または深絞り加工など、により成形される。より大きな部品、例えば、自動車の車体など、は、場合により、2つ以上の個別の部品を接合することによって得られる。成形および接合した後、製造物は、例えば、塗装され得る。
【0003】
述べられた製造作業の特徴は、言及されたステップのすべてが1つの製造所において実施されるわけではないということであり、その代わりに、原則として、前駆体製品および/または半完成製品を、ある製造所から別の製造所へと1回以上において輸送しなければならない。一例として、自動車の製造であれば、金属帯の製造は、製鋼業者の施設で行われることが指摘される。当該金属帯の切断および自動車の車体または車体部品への成形は、プレス成形工場において行われ、次いで、製造された車体またはそれらの部品は、塗装および最終組み立てのために自動車メーカーへと輸送される。
【0004】
さらに、この関連において言及されるべきことは、自動車の「完全ノックダウン」または「部分ノックダウン」生産技術であり、輸出用の車両は、意図的に、完全に組み立てた状態で輸送するのではなく、その代わりに、個々の部品の形態で輸入国へ輸送され、その輸入国において最終組立のみが行われる。この生産技術では、車体または車体部品すべてを、輸出国から輸入国へ輸送しなければならず、場合によっては、遠洋航海において数週間かけて輸送しなければならない場合もある。
【0005】
例えば鉄道車両または船舶での輸送の際には、前駆体製品および/または半完成製品が大気の諸影響を受けるため、それらの輸送では、当該製品を腐食から保護しなければならない。
【0006】
輸送中の防食のために、通常、いわゆる「一時防食」が適用され、換言すれば、これは、完成製造物に永久保護を付与することが意図される最終的な防食コーティングではなく、その代わりに、プロセスにおける後のある時点において除去され、最終的防食コーティングに取り替えられるコーティングである。一時防食のために、概して、鋼帯に対して防食油のコーティングが施される。防食油は、多くの場合、二重の機能を有しており、例えば、深絞り加工の際に成形助剤としても機能する。成形油は、金属板の破面または破断を防ぐために成形作業の際に必要となる潤滑性を確実にすることが意図される。
【0007】
亜鉛メッキされた鉄鋼から作製された成形品の輸送では、腐食における1つの特定の形態、すなわち、「ブラックスポット腐食」として知られる腐食形態が問題となる。これは、平面状ではなく、局所に限定される腐食形態である。この原因の1つの可能性は、輸送中での粒子による金属表面の汚染の可能性である。この粒子汚染は、頻繁に、当該粒子の周囲において非常に局所的に限定された腐食形態を生じる原因となる。当該粒子は、例えば、汚れの粒子および/または塩の粒子であり得、あるいは汚れに共存する塩の粒子であり得る。
【0008】
特に、電気亜鉛メッキされた鉄鋼の場合、この腐食形態は、結果として表面モルホロジーにおいても著しい変化を生じる。側面から見た場合、当該金属表面は、例えば、クレーター状に隆起しているように見える。この種のクレーター状の隆起は、その後のカチオン電着塗装によって必ず悪化して、決して平坦にはならないために、自動車組立の際に非常に致命的である。「ブラックスポット腐食」の結果、組み立てられた本体に関して非常に費用のかかる後作業が必要となる。この後作業は、自動車メーカーに対して高コストの原因となるばかりでなく、ライン製造作業の時間的経過をも混乱させる。さらに、修復されたスポットは、消費者製品の腐食の出発点であるために、完成した車体の耐食性も悪影響を受ける。
【0009】
腐食防止剤としての、アルコキシ基を有するリン酸エステルの使用は、既知である。
【0010】
独国特許出願公開第2756747(A1)号では、低発泡の防食剤および潤滑剤として、リン酸とアルコキシル化されたポリオール、例えば、ポリプロピレングリコールなど、との反応によって得ることができるリン酸エステルの使用が開示されている。
【0011】
米国特許第4,360,474号では、ポリリン酸モノエステルの誘導体およびそれらの腐食防止剤としての使用について開示されており、この場合、エステル基は、ポリアルキレン基である。
【0012】
米国特許第4,684,475号では、他の成分以外に、腐食防止剤としてアルキレンオキシドを有する有機リン酸塩を含むラジエーター保護混合物について開示されている。
【0013】
国際公開第00/42135号では、オキシアルキレン基を有するリン酸エステルを含む金属加工液を使用した、金属の機械加工について開示されている。
【0014】
米国特許第5,555,756号では、鋼帯の伸張性を改善する方法が開示されている。この方法では、鋼帯は、最初に加熱され、次いで、液体潤滑剤が表面に塗布され、続いて乾燥されて、表面上に乾燥被膜が形成される。塗布量は、少なくとも10.8mg/m2である。当該鋼帯は、それに続いて巻き取られる。当該液体潤滑剤は、好ましくは、水、界面活性剤、および一般式RO−P(=O)(OH)2または(RO)2−P(=O)OHのアルキルリン酸エステルを含み、この場合、Rは、4〜20個の炭素原子を有するアルキル基である。アルコキシル化されたアルコールから形成されたリン酸エステルについては、開示されていない。
【0015】
しかしながら、言及された明細書のいずれもが、亜鉛メッキされた鉄鋼による前駆体製品または半完成製品もしくは完成製品の、大気環境における輸送中の「ブラックスポット腐食」の問題に関係がない。
【0016】
本発明の目的は、亜鉛メッキされた鉄鋼から作製された前駆体製品および半完成製品もしくは完成製品の輸送のための改善された防食を提供し、塩粒子腐食またはブラックスポット腐食の効果的な防止を可能にすることであった。
【0017】
本発明の第一の態様では、リン酸ポリオキシアルキレンエステルを含み、亜鉛メッキされた鉄鋼から作製された前駆体製品および半完成製品もしくは完成製品の輸送中の「ブラックスポット腐食」の防止に特に好適である、亜鉛メッキされた鉄鋼のための一時防食コーティングが見出された。
【0018】
したがって、片面または両面を亜鉛メッキされた鋼板から作製された成形品を製造する方法であって、少なくとも以下のステップ:
(1)亜鉛メッキされた鋼帯の表面に防食油を0.25〜5g/m2の量において塗布するステップ、
(2)コーティングされた、亜鉛メッキされた鋼帯を、成形品のための製造所に輸送するステップ、および
(3)当該亜鉛メッキされた鋼帯を切り離し、片面または両面を亜鉛メッキされた鋼板から作製された成形品へと成形するステップ
をこの順序で含み、この場合、当該防食油は、防食油のすべての成分の総量に対して、少なくとも20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1、R2、X、n、およびkは、以下の定義:
k:1または2
n:10〜70の数
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である
R2:HまたはC1〜C30アルキル基
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含む。
【0019】
この種の防食コーティングを有する亜鉛メッキされた鉄鋼成形品も見出された。本発明の好ましい一実施形態において、当該成形品は、自動車の車体の部品または自動車の車体を含む。
【0020】
この解決策は、特に驚くべきものであったが、なぜなら、ポリオキシアルキレンリン酸エステルは市販されている腐食防止剤であり、非常に広範囲の目的への使用が既に知られているためである。それにもかかわらず、これまで、この種の化合物は、亜鉛メッキされた鉄鋼から作製された成形品の輸送中の「ブラックスポット腐食」を防止するために提案されてこなかった。
【0021】
本発明の詳細を以下に示す。
試験方法
金属板の耐腐食性を特定するための既知の塩噴霧試験では、試験板の表面全体に、塩含有水の微細ミストが噴霧され、換言すれば、当該試験では、金属表面全体が一様に腐食に晒されることになる。
【0022】
対照的に、亜鉛メッキされた鋼板の「ブラックスポット腐食」に対する抵抗性を試験するための、本発明により使用された方法では、一様な腐食への暴露の代わりに、点ごとでの腐食への暴露が用いられる。
【0023】
試験の実施のために、試験用の亜鉛メッキされた鋼板を、気候調節室において水平に貯蔵する。試験では、亜鉛メッキされた鋼板を試験コーティング剤によってコーティングするが、当然のことながら、比較目的のためにコーティングされていない鋼板を試験することも可能である。典型的な試験鋼板は、およそ0.01m2の表面積を有するが、当然のことながら、他の表面積を有する試験鋼板を使用することも可能である。しかしながら、概して、当該サイズは、0.0025m2未満であるべきではない。
【0024】
試験の実施では、当該鋼板の上面は、塩を含有する試験粒子が撒かれる。最も簡単な場合においては、これらの粒子は、塩粒子、特にNaCl粒子であり得るが、汚れ粒子のより良好なモデリングを可能にするために、他の材料の試験粒子、例えば、NaCl汚染砂など、の使用も想到される。当該粒子は、当然のことながら、より小さな粒子の凝集物であってもよい。概して、当該粒子は、0.1〜1mm、好ましくは0.2〜0.6mmの直径を有するべきである。対応する粒子画分は、ふるい分けにより容易に得ることができる。この試験において、当該表面は、粒子が、実質的に表面上にそれぞれ個別に配置されるような方法において撒かれる。粒子の量は、概して、粒子1000〜25,000個/m2、好ましくは粒子5000〜15,000個/m2、例えば、粒子約10,000個/m2であるべきであり、したがって、1dm2の鋼板サイズに対して、粒子約100個である。
【0025】
こうして処理された鋼板は、次いで、規定された時間、規定された湿度および温度において、気候条件を設定するための好適な装置内に貯蔵される。試験は、好ましくは15〜40℃、より好ましくは室温において実施されるが、他の試験温度も、当然のことながら想到される。60%〜90%、例えば85%の相対湿度、および12〜96時間、例えば24時間の試験時間が、好適であることと判明している。当然のことながら、他の試験時間も想到される。特に、時間経過に対する腐食を研究することも可能である。試験条件は、当業者が、例えば、輸送過程において一般的な気候条件に適合させることも可能である。
【0026】
それぞれの試験時間が経過した後、試験粒子の周りに腐食がないかどうか鋼板の表面を目視検査する。評価は、特に、写真により行われ得る。評価パラメータとしては、鋼板上に現れた「ブラックスポット」の数、ならびに試験粒子の周りの腐食されたエリアのそれぞれのサイズなどが含まれ得る。さらに、腐食の時間プロファイルを記録することも可能である。例えば、「ブラックスポット」が最初に観察される時期、または時間の関数としての「ブラックスポット」の数を記録することができる。
【0027】
本発明による試験では、輸送作業の過程における亜鉛メッキされた成形品の腐食挙動を、既知の塩噴霧試験よりも現実的な方法で評価することが可能である。
【0028】
したがって、例えば、本発明により使用された、腐食防止剤(A)を含む防食油の、塩噴霧試験による試験では、並の結果のみが得られるだけであり、そのため、当該塩噴霧試験に基づいていては、この腐食防止剤は、当該用途には想到されていなかったであろう。本発明により開発された方法によってのみ、「ブラックスポット」腐食の防止における当該腐食防止剤(A)の特定の適合性が明らかにされた。
【0029】
使用された防食油
本発明により、片面または両面が亜鉛メッキされた鋼板の貯蔵および輸送の過程における「ブラックスポット腐食」に対する保護のために、当該金属表面に、20〜100%の少なくとも1種のリン酸ポリオキシアルキレンエステル(A)を含む防食油を塗布する。この量は、防食油のすべての成分の総量に対する量である。さらに、当該防食油は、好ましくは、防食油のすべての成分の総量に対して最大80質量%までの量の希釈剤を含み、さらには、さらなる成分を含んでいてもよい。そのようなものとしては、防食油の典型的な添加剤および補助剤が挙げられる。
【0030】
使用されたリン酸ポリオキシアルキレンエステルは、一般式(I):
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k (I)
を有する。この式における基R1は、独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択されるが、ただし、基R1の少なくとも50モル%はメチル基である。
【0031】
C1〜C10アルキル基の例としては、メチル、エチル、1−プロピル、1−ブチル、1−ペンチル、1−ヘキシル、または1−オクチル基が挙げられる。アリール置換C2〜C10アルキル基の例としては、2−アリールエチル基、特に2−フェニルエチル基が挙げられる。R1は、好ましくは、H、メチル基、またはエチル基から成る群から選択される基を含み、すなわち、ポリオキシアルキレンブロックは、エチレンオキシドユニット、プロピレンオキシドユニット、またはブチレンオキシドユニットに基づくブロックを含む。好ましくは少なくとも60モル%、より好ましくは少なくとも80モル%、非常に好ましくは少なくとも95モル%の基R1が、メチル基を含む。R1は、当然のことながら、もっぱらメチル基を含んでいてもよい。
【0032】
基R2は、Hまたは直鎖状もしくは分岐状のC1〜C30アルキル基である。アルキル基の場合であれば、好ましくは直鎖状もしくは分岐状のC1〜C6アルキル基であり、より好ましくはメチル基もしくはエチル基である。
【0033】
好ましくは、R2はHである。
【0034】
数nは、10〜70の数である。アルコキシル化において当業者は、これらの数が平均値を表すことを周知である。好ましくは、nは、20〜60であり、より好ましくは25〜40である。
【0035】
ポリオキシアルキレンブロックが異なる基R1を有する場合、異なるアルキレンオキシドユニットが当該ブロック中にランダムに組み込まれ得るか、またはブロックコポリマーまたはグラジエントコポリマーであり得る。アルコキシル化の当業者は、同様に、アルキレンオキシドユニットがポリオキシアルキレンオキシド鎖中に組み込まれる配向性が、反応条件に依存し得るということを知っており、したがって、上記の式は、タイプR2−(−O−CH(R1)−CH2−)n−O−ならびにタイプR2−(−O−CH2−CH(R1)−)n−O−の構造を含むことを意図している。
【0036】
Xは、Hであるか、またはカチオン1/mYm+であり、この場合、mは、1〜3の自然数であり、すなわち、酸性エステルまたはそれらの塩であり得る。当然のことながら、2つ以上の異なる基Xを含むことも可能である。
【0037】
カチオンYm+は、アルカリ金属イオン、例えば、Li+、Na+、もしくはK+など、あるいはアルカリ土類金属イオンまたはアンモニウムイオンであり得る。アンモニウムイオンは、NH4+、および有機基を含有するアンモニウムイオン[NR44]+を含み、この場合、基R4は、それぞれ互いに独立して、Hまたは炭化水素基であり、特に1〜20個の炭素原子を有する炭化水素基であり、さらに当該基は、置換されていてもよい。特に、ジエタノールアミンもしくはトリエタノールアミンに由来するアンモニウムイオンならびに脂肪アミンに由来するアンモニウムイオンが挙げられる。
【0038】
好ましくは、XはHであり、すなわち、リン酸エステルは、好ましくは、酸性形態において使用される。
【0039】
数kは、1〜2の値を取り得、すなわち、当該エステルは、リン酸モノエステルまたはリン酸ジエステルである。好ましくは、kは、値1である。
【0040】
説明したリン酸ポリオキシアルキレンエステルは、原則として、既知の方法において、一般式R2−(−O−CH(R1)−CH2−)n−OHのアルコールをリン酸または五酸化リンによってエステル化することにより製造することができる。有利には、この目的のために、エステル化の過程において形成された水を結合することができるポリリン酸を使用することも可能である。製造に好適な方法の1つが、例えば、独国特許出願公開第2756747(A1)号に記載されている。当該反応では、一般的に、モノエステルとジエステルの混合物が生成され、その一方で、トリエステルは一般的に形成されない。本発明の実施のために好ましい混合物は、すべてのエステルの量に対して少なくとも80モル%の量においてモノエステルが存在する混合物である。当該反応混合物は、二次成分として、さらに、リン酸および/またはポリリン酸の残留物、ならびに、適切であれば他の生成物も含み得る。例えば、R2=Hの場合では、式(OH)2P(=O)−(−O−CH(R1)−CH2−)n−O−P(=O)(OH)2のジエステルが形成されることも可能である。この種の二次成分は、使用前に分離してもよいが、概して、本発明の方法においては、未精製生成物を直接使用してもよい。
【0041】
当然のことながら、2種以上の異なるリン酸ポリオキシアルキレンエステル(I)の混合物を使用することも可能である。リン酸ポリオキシアルキレンエステル(I)の量は、防食油のすべての成分の量に対して、20〜100質量%、好ましくは25〜80質量%、より好ましくは30〜70質量%、非常に好ましくは30〜60質量%である。
【0042】
防食油は、リン酸ポリオキシアルキレンエステル(A)以外に、さらに、少なくとも1種の希釈剤(B)を含んでいてもよい。希釈剤を使用して防食油の粘度を所望の値に調節することができ、それによって最適の処理が可能である。希釈剤の選択において制限はないが、ただし、希釈剤はリン酸ポリオキシアルキレンエステル(A)と混合可能である場合に限られる。特に好適なのは、ある特定の極性を有する有機溶媒であり、その一方で、水または非極性有機溶媒、例えば、炭化水素など、は使用されるべきではない。好適な希釈剤は、酸素含有有機溶媒であり、特に、エーテル官能基および/またはアルコール官能基を有するものである。
【0043】
好適な希釈剤は、特に、オリゴオキシアルカンジオールおよびポリオキシアルカンジオールならびに/あるいは対応するエーテル化された生成物、例えば、ジプロピレングリコール、トリプロピレングリコール、テトラプロピレングリコール、オリゴプロピレングリコール、およびポリプロピレングリコールなど、を含む。好ましいのは、一般式R3−(−O−CH(CH3)−CH2−)m−O−R3(II)の希釈剤(B)であり、この場合、基R3は、独立して、各場合において、HまたはC1〜C4アルキル基であり、好ましくはHまたはメチルであり、より好ましくはHである。式(II)における基mは、2〜20、好ましくは2〜12、より好ましくは2〜5の数を表す。ジプロピレングリコールは、希釈剤として特に好適である。
【0044】
使用されるすべての希釈剤(B)の量の合計は、各場合において、用いられる配合物のすべての成分の総量に対して、80質量%までであり、好ましくは20〜75質量%、より好ましくは30〜70質量%、非常に好ましくは40〜70質量%である。
【0045】
本発明により使用される防食油は、場合により、さらに、添加剤もしくは助剤(C)を含んでいてもよい。この種の補助剤は、当該油の特性を、所望する目的に適合させるために使用することができる。
【0046】
そのような添加剤(C)の例としては、カルボン酸エステル、遊離または部分的に中和されたカルボン酸、乳化剤、例えば、アルキルスルホネートなど、または酸化防止剤、例えば、フェノール成分、イミダゾール、ポリエーテルホスフェート、アルキルホスフェート、またはスクシンイミドなど、特に、オリゴアミン、例えば、テトラエチレンペンタミンおよび/またはエタノールアミンなど、と反応したポリイソブチレンスクシンイミドが挙げられる。さらに、リン酸エステルまたはホスホン酸エステルを使用することも可能であり、あるいは、耐摩耗添加剤、例えば、ジチオリン酸亜鉛など、を使用することも可能である。当業者は、所望する配合物の特性に従って、適切な添加剤を選択する。
【0047】
使用されるすべての添加剤および助剤の量の合計は、各場合において、用いられる配合物のすべての成分の総量に対して、0質量%〜30質量%、好ましくは0質量%〜20質量%、より好ましくは0.5質量%〜20質量%、非常に好ましくは1質量%〜10質量%である。
【0048】
本発明の好ましい一実施形態において、80〜20質量%の一般式(II)の希釈剤(B)との混合物において20〜80質量%のリン酸ポリオキシアルキレンエステル(A)を使用すること、好ましくは、70〜30質量%の式(II)の(B)との混合物において30〜70質量%の(A)を使用することが可能であり、この場合、そのような混合物のすべての成分の合計に対する(A)および(B)の合計は、少なくとも80質量%、好ましくは少なくとも90質量%、より好ましくは100質量%である。
【0049】
使用では、成分(A)、ならびに場合により(B)および/または(C)が一緒に混合される。
【0050】
本発明により、亜鉛メッキされた鋼板から作製された成形品の貯蔵および/または輸送の過程における防食のために、説明した防食油が使用される。当該鋼板は、通常、0.2〜3mmの厚さを有する。当該鋼板は、片面または両面が亜鉛メッキされ得る。
【0051】
「亜鉛メッキされた」という用語は、当然のことながら、Zn合金でコーティングされた鋼板も含む。これらは、溶融亜鉛メッキまたは電気亜鉛メッキされた鋼帯であり得る。鉄鋼をコーティングするためのZn合金は、当業者には既知である。当業者は、所望の用途に応じて、合金成分の性質および量を選択する。亜鉛合金の典型的な成分は、特に、Al、Mg、Si、Mg、Sn、Mn、Ni、Co、およびCrを含み、好ましくはAlまたはMgを含む。AlとZnとがほぼ同量において存在するようなAl/Zn合金であってもよい。コーティングは、主に均一なコーティングであり得るが、濃度勾配を有するコーティングであってもよい。さらに好ましい合金は、Zn/Mg合金であり得る。この場合、Zn/Mg合金でコーティングされた鉄鋼、例えば、溶融亜鉛メッキされた鉄鋼など、であり得るか、あるいは、さらにMgを蒸着した、亜鉛メッキされた鉄鋼であり得る。この方法では、表面にZn/Mg合金を生成させることが可能である。
【0052】
成形品としては、特に、クラッディング、外被材またはライニングに使用することができるような物品が挙げられる。例としては、自動車の車体またはそれらの部品、トラック車体、二輪車、例えば、オートバイまたは自転車など、のためのフレーム、またはこの種類の車両のための部品、例えば、泥よけまたはカバーなど、家庭用機器、例えば、洗濯機、食洗機、洗濯乾燥機、ガスおよび電気オーブン、電子レンジ、チェスト型フリーザーまたは冷蔵庫など、のためのケーシング、産業用器具または設備、例えば、機械、スイッチングキャビネット、コンピュータハウジングなど、のためのケーシング、建築部門の構造部材、例えば、壁材、表面仕上げ材、天井材、窓枠材、ドア枠材、またはパーティションなど、金属材料から作られた家具、例えば、金属戸棚、メタルラック、家具の部品、または取付け部品など、が含まれる。当該物品は、液体または他の物質を貯蔵するための中空品、例えば、缶、小容器、またはタンクなど、であり得る。「成形品」という用語は、言及された材料、例えば、鋼帯または鋼板など、の製造における前駆体製品も含む。
【0053】
使用は、貯蔵および/または輸送の前に、防食油を0.25〜5g/m2、好ましくは0.5〜3g/m2、より好ましくは1〜2.5g/m2の量において、亜鉛メッキされた表面に塗布することによって実施される。
【0054】
ここで、「輸送」は、成形品をある場所から別の場所へ移動させるすべての種類の輸送作業を意味する。第一の場所は、特に、成形品の製造所であり得るが、あるいは一時貯蔵施設であってもよい。第二の場所は、特に、得られた成形品がさらなる処理に供される別の製造所である。例えば、第一の場所は、自動車の車体または車体部品が製造されるプレス成形工場であり得、ならびに第二の場所は、自動車生産施設であり得る。
【0055】
「貯蔵」は、すべての種類の貯蔵作業を意味する。これには、数時間から数日の短期間の一時貯蔵、あるいは数週間から数ヶ月のより長期間の貯蔵が含まれ得る。
【0056】
成形品を製造する方法
当該方法の好ましい一実施形態において、防食油は、下記において説明されるような、片面または両面が亜鉛メッキされた鋼板から作られた成形品が製造される本発明の方法によって使用される。
【0057】
本発明の方法に使用される出発材料は、亜鉛メッキされた鋼帯を含む。亜鉛メッキされた鋼帯は、通常、0.2〜3mmの厚さおよび0.5〜2.5mの幅を有する。亜鉛メッキされた鋼帯は、非常に多岐にわたる用途のために市販されている。それらは、片面または両面が亜鉛メッキされた鋼帯であり得る。当業者は、所望の最終用途に従って好適な鋼帯を選択する。
【0058】
「亜鉛メッキされた」という用語は、当然のことながら、Zn合金でコーティングされた鋼帯も含む。好適な亜鉛合金については、既に説明済みである。
【0059】
本方法のステップ(1)
本方法のステップ(1)において、亜鉛メッキされた鋼帯の表面に上記において説明した防食油が塗布される。当該鋼帯が、片面が亜鉛メッキされている鋼帯であれば、本発明により使用される配合物は、少なくとも亜鉛メッキされた側に塗布されるが、当然のことながら、亜鉛メッキされていない側にも塗布してもよい。しかしながら、当該亜鉛メッキされていない側を、異なる防食油を用いて処理してもよい。
【0060】
塗布は、例えば、噴霧により、特に、静電界の助けを受ける噴霧により、実施され得る。しかしながら、塗布は、ケムコーターを使用して、または油浴に浸漬し、その後に余分な液をスキージで除去することによって、あるいは、油を金属板上に噴霧し、その後に余分な液をスキージで除去することによって実施され得る。
【0061】
当該表面に塗布される防食油の量は、概して、0.25〜5g/m2、好ましくは0.5〜3g/m2、より好ましくは1〜2.5g/m2である。
【0062】
防食油は、好ましくは、鋼帯が製造された直後に塗布され得、換言すれば、通常は、製鋼所または圧延所において塗布され得る。ただし、これは、もっと遅い時点でのみの防食油の塗布を排除するものではない。
【0063】
本発明により使用される腐食防止活性物質(A)は、さらに、金属表面上への当該油の特に均一な分散も確実にする。さらに、当該活性物質は、強いIR吸収、特に>P=Oバンドの吸収を示し、そのため、当該油の塗布は、特に良好な効果が上がるように、IR分光分析によって制御しモニターすることができる。
【0064】
本方法のステップ(2)
本方法のステップ(2)において、油を塗布された亜鉛メッキされた鋼帯が、成形品のための製造所へ輸送される。成形品のための製造所は、例えば、自動車の車体および/または自動車の車体の部品が製造されるプレス成形工場である。
【0065】
亜鉛メッキされた鋼帯は、輸送目的のために、通常、ロール(「コイル」)に巻かれる。当該輸送は、好ましくはトラックおよび/または列車による輸送である。鋼帯は、本方法のステップ(1)の直後に輸送され得るか、あるいは輸送の前に、最初に一時的に貯蔵され得る。
【0066】
本方法のステップ(3)
油を塗布された、亜鉛メッキされた鋼帯は、成形品の製造所において切り離され、物品を形成するために成形される。成形品のための製造所は、例えば、自動車の車体および/または自動車の車体の部品が製造されるプレス成形工場である。
【0067】
油を塗布された亜鉛メッキされた鋼帯は、切り離す過程において、適切なサイズの部片に分割され、ならびに、場合により、さらなる成形目的のために、分割されていない材料から材料の粒子が分離される。切り離し技術は、切削加工技術または非切削加工技術であり得る。切り離しは、例えば、適切な器具を使用して打ち抜き加工または切断加工によって実施され得る。切断加工は、熱的に、例えばレーザーによって実施され得、あるいは水の鋭い噴流によっても実施され得る。さらなる切り離し技術の例としては、鋸断、ドリル加工、フライス加工またはやすりかけなどの技術が挙げられる。金属帯の切断は、場合によっては、パネル化とも呼ばれる。
【0068】
成形プロセスでは、切り離しによって得られた個々の板から、塑性変形により成形品が製造される。成形作業は、冷間または熱間成形プロセスであり得る。好ましくは、冷間成形プロセスである。成形は、例えば、圧縮成形、例えば、圧延加工、またはエンボス加工など、引張圧縮成形、例えば、引抜加工、深絞り加工、フランジ成形、またはスピニング加工など、引張成形、例えば、伸長または拡幅など、曲げ成形、例えば、曲げ加工、エッジ圧延加工、またはエッジングなど、ならびに剪断成形、例えば、ねじりまたは転位など、を含む。そのような成形技術に関する詳細は、当業者に既知である。当該作業は、例えば、DIN 8580またはDIN 8584などの関連規格の形態において確かめられる。本発明を実施するために特に好ましい方法の1つは、深絞り加工である。
【0069】
本発明の一実施形態において、本方法のステップ(1)において塗布される防食油は、表面に残存して、成形のための潤滑剤としても機能する。
【0070】
本方法の別の実施形態において、個々の板は、切り離された後、最初に洗浄され得る。この洗浄ステップは、例えば、水ですすぐことによって実施され得る。水ですすいだ後に、当該板にスキージがかけられ得る。それに続いて、本発明により使用される防食油、および/または成形油が、0.5〜50g/m2の量において再び塗布され得る。
【0071】
結果として得られる成形品は、同じ製造所においてさらなる方法のステップにおいて、例えば、洗浄、永久的防食の適用、およびコーティングなどにより、さらなる処理を施すことができ、場合により、当該処理は、組み立てられた成形品を形成するために接合した後であってもよい。
【0072】
本方法のステップ(4)
本方法の好ましい一実施形態において、ステップ(3)において得られた成形品、例えば、自動車の車体の部品など、は、本方法のさらなるステップ(4)において、さらなる製造所、例えば、自動車生産施設などへと輸送される。当該輸送は、好ましくは、トラックまたは列車による輸送である。本方法のステップ(3)の直後に、成形品を輸送し得るか、あるいは最初に、輸送する前に一時的に貯蔵され得る。ステップ(3)において得られる成形品は、さらなる製造所においてさらなる処理を施される。
【0073】
本方法のステップ(5)
本方法の好ましい実施形態において、さらなる処理は、本方法の少なくとも1つのステップ(5)を含み、当該ステップでは、組み立てられた成形品を形成するために、ステップ(3)において得られた成形品が他の成形品と接合される。これは、例えば、圧着、溶接、ハンダ接合、接着剤による接着、ねじ止め、またはリベット締めによって実施することができる。例えば、自動車の車体は、複数の個々の部品から組み立てられ得る。接合は、ステップ(3)において得られた2つ以上の同一または異なる成形部品を使用して実施され得るか、あるいは異なる種類の成形品が用いられ得る。例えば、亜鉛メッキされた鉄鋼、亜鉛メッキされていない鉄鋼、およびアルミニウムから作製された成形品は、互いに組み合わされて、組み立てられた成形品を形成し得る。
【0074】
亜鉛メッキされた鉄鋼から作製された、組み立てられた成形品は、それに続いて、中間製品または最終製品を形成するために、通常の方法において、例えば、洗浄、リン酸処理、および様々な塗料コーティングの適用などにより、さらに処理することができる。
【0075】
成形品
さらなる態様において、本発明は、片面または両面が亜鉛メッキされた鋼板から作製された成形品であって、当該亜鉛メッキされた表面に、0.25〜5g/m2の量において塗布された防食油の被膜を有し、当該防食油の組成が既に上記において説明されているような成形品を提供する。好ましい組成および好ましい膜厚は、既に言及されている値である。そのような成形品の例は、同様に、上記において提供されている。当該成形品は、金属パネルまたはレーザー溶接されたシートバーであってもよい。好ましくは、それらは、自動車の車体または自動車の車体の部品である。
【0076】
当該成形品は、好ましくは本発明の方法によって製造され得る。しかしながら、原則として、それらの製造は、他の方法によって実施されてもよい。したがって、例えば、鋼帯の防食および/または成形品を得るための切り離しおよび成形の過程における防食は、例えば、他の方法によって、換言すれば、例えば、異なる腐食防止剤を使用して、確実にされ得、ならびに本発明により使用される防食油は、成形品が製造された後にのみ塗布され得る。この方法において、成形品は、輸送に対して保護され得る。塗布は、例えば噴霧によって実施され得る。
【0077】
防食油の使用
さらなる態様において、本発明は、防食油を0.25〜5g/m2の量において成形品の表面に塗布することによる、亜鉛メッキされた鋼板から作製された成形品の貯蔵および輸送の過程における防食のための防食油の使用であって、防食油の組成が、既に上記において説明されたものであり、好ましい組成、好ましい膜厚、および成形品の例が既に上記において与えられているような使用を提供する。当該成形品は、金属帯、特にロール状の金属帯、金属パネル、またはレーザー溶接されたシートバーであり得る。好ましくは、それらは、自動車の車体または自動車の車体の部品である。当該防食油は、様々な技術、例えば、噴霧など、により塗布され得る。
【0078】
本発明の利点
腐食防止活性物質(B1)を特徴とするような上記において説明した防食油の使用により、特に効果的に、「ブラックスポット腐食」の発生を避けるか、または少なくとも発生を著しく減らすことが可能である。さらに、本発明により使用される防食油は、素晴らしい潤滑性能により、成形作業、特に深絞り加工、スリット加工、およびロール成形に貢献する。さらに、本発明によりコーティングされた成形品は、防食油が接着作業を妨げることなく、容易に接着剤によって接着することができ、最終的に、当該成形品は、リン酸処理によってリン酸コーティングの質量、コーティングの均一性、または結晶サイズに関して悪影響を受けることなく、洗浄し、リン酸処理することができる。
【図面の簡単な説明】
【0079】
【図1】防食油として従来のホワイト油を使用した24時間の実験期間後の比較実験を示す図。
【図2】本発明の防食油でコーティングされた板における96時間の実験期間後の写真。
【図3】市販されている通例のアルキルリン酸エステルによってコーティングされた板における96時間の実験期間後の写真。
【0080】
以下の例は、本発明を例示することを意図するものである。
【0081】
使用される防食配合物:
実験のために、独国特許出願公開第2756747(A1)号の実施例2に記載された手順に従って、ポリプロピレングリコールおよびポリリン酸から出発してリン酸ポリオキシアルキレンエステルを調製した(nは約34)。結果として得られたリン酸ポリオキシアルキレンエステルとジプロピレングリコールとの35%混合物を使用して、実験を実施した。
【0082】
比較実験のために、防食油として、市販されている通例のアルキルリン酸エステル(C16/C18アルキルリン酸エステル)を使用した。それを希釈せずに使用した。
【0083】
さらに、比較目的のため、防食のために以下の特性を有する市販のホワイト油を使用した。
沸点: >300℃
15℃での密度: 0.887kg/l
20℃での粘度(ASTM D 445に従って測定):145mm2/s
40℃での粘度(ASTM D 445に従って測定):36mm2/s
引火点(ASTM D 92に従って測定): 214℃
流動点(ASTM D 97に従って測定): 3℃。
【0084】
板のコーティングおよび試験:
亜鉛メッキされた鉄鋼の試験板(10cm×15cm)に、説明された配合物またはホワイト油を1.5g/m2の量においてコーティングした。このために、試験板を精密天秤にのせ、精密シリンジを使用して、当該試験板の表面に、言及された量において当該配合物を添加した。続いて、塗布量を、滑らかな表面を有するShore A硬度50のゴムローラーを使用して、強く押さえながら、金属表面全体に広げた。
【0085】
「ブラックスポット試験」:
こうして処理された板に、約0.1〜1mmのサイズを有する塩粒子(NaCl)を撒いた。単位面積あたりの密度は、塩粒子およそ25,000個/m2(塩粒子約250個/dm2)である。続いて、当該板を、20℃および湿度85%の気候調節室内に、水平にして96時間貯蔵し、さびの形成を写真によりモニターする。貯蔵後、当該板をすすぎ、乾燥させて、写真により評価する。
【0086】
塩噴霧試験
さらに、比較目的のために、当該板を使用して、DIN EN ISO 7253に従って従来の塩噴霧試験を実施し、換言すれば、金属表面全体を試験室において一様に微細な塩水霧に晒した。
【0087】
結果の説明
塩噴霧試験において、本発明により使用されたリン酸ポリオキシアルキレンエステルは、比較目的のために使用されたアルキルリン酸エステルと同様に、平均してほぼ同じ防食効果が得られた。
【0088】
対照的に、「ブラックスポット試験」では、アルキルリン酸エステルまたは従来の防食油でコーティングされた板と、本発明により使用されたリン酸ポリオキシアルキレンエステルでコーティングされた板とでは、非常に著しい違いが見受けられた。
【0089】
図1は、防食油として従来のホワイト油を使用した24時間の実験期間後の比較実験を示している。24時間後にすでに、かなりの数の「ブラックスポット」が見られる。
【0090】
対照的に、図2は、本発明の防食油でコーティングされた板における96時間の実験期間後の写真を示している。ここでは、96時間後においてさえ、わずかの数の視認できる比較的小さい「ブラックスポット」が存在するのみである。
【0091】
図3は、比較目的のために、市販されている通例のアルキルリン酸エステルによってコーティングされた板における96時間の実験期間後の写真を示している。この板上にも、既に著しい数の「ブラックスポット」が見受けられる。
【0092】
本発明の実施例および比較例は、本発明により使用されたリン酸ポリオキシアルキレンエステルが、「ブラックスポット腐食」が主要な腐食現象である輸送の際の防食に対して特に好適であることを示している。腐食防止剤として既知であるアルキルリン酸エステルは、この用途ではほとんど効果を示さない。
【特許請求の範囲】
【請求項1】
片面または両面を亜鉛メッキされた鋼板から作製された成形品を製造するにあたり、少なくとも以下のステップ:
(1)亜鉛メッキされた鋼帯の表面に防食油を0.25〜5g/m2の量において塗布するステップと、
(2)油を塗布された、亜鉛メッキされた該鋼帯を、成形品のための製造所に輸送するステップと、
(3)油を塗布された、亜鉛メッキされた該鋼帯を切り離し、片面または両面を亜鉛メッキされた鋼板から作製された成形品へと成形するステップと
をこの順序において含む、方法であって、該防食油が、該防食油のすべての成分の総量に対して、20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1、R2、X、n、およびkは、以下の定義:
k:1または2、
n:10〜70の数、
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である
R2:HまたはC1〜C30アルキル基、
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含むことを特徴とする、片面または両面を亜鉛メッキされた鋼板から作製された成形品を製造する方法。
【請求項2】
ステップ(3)の後に、さらに、少なくとも以下のステップ:
(4)ステップ(3)において製造された前記成形品をさらなる製造所に輸送するステップ
を含む、請求項1に記載の方法。
【請求項3】
ステップ(4)の後に、さらに、少なくとも以下のステップ:
(5)前記成形品を他の成形品と接合して、組み立てられた成形品を形成するステップ
を含む、請求項1または2に記載の方法。
【請求項4】
ステップ(3)において製造された前記成形品が、自動車の車体の部品である、請求項1に記載の方法。
【請求項5】
ステップ(5)において製造された前記組み立てられた成形品が、自動車の車体である、請求項3に記載の方法。
【請求項6】
ステップ(3)の過程において、前記金属帯が、最初に、個々の板に切り離され、洗浄されて、ならびに成形される前に、言及された前記組成の防食油が、0.25〜3g/m2の量において再び塗布される、請求項1から5までのいずれか1項に記載の方法。
【請求項7】
ステップ(2)および/または(4)の輸送が、トラックまたは列車による輸送である、請求項1から6までのいずれか1項に記載の方法。
【請求項8】
前記防食油が、さらに、20〜80質量%の少なくとも1種の希釈剤(B)を含む、請求項1から7までのいずれか1項に記載の方法。
【請求項9】
少なくとも1種の希釈剤が、R3−(−O−CH(CH3)−CH2−)m−O−R3を含み、この場合、基R3は、互いに独立して、HまたはC1〜C4アルキル基であり、mは2〜20の数である、請求項8に記載の方法。
【請求項10】
前記少なくとも1種の希釈剤が、ジプロピレングリコールを含む、請求項8に記載の方法。
【請求項11】
片面または両面が亜鉛メッキされた鋼板から作製され、該亜鉛メッキされた表面に0.25〜5g/m2の量において塗布された防食油の被膜を有する成形品であって、該防食油が、該防食油のすべての成分の総量に対して20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1、R2、X、n、およびkは、以下の定義:
k:1または2
n:10〜70の数、
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である
R2:HまたはC1〜C30アルキル基、
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含むことを特徴とする、片面または両面が亜鉛メッキされた鋼板から作製された成形品。
【請求項12】
自動車の車体の部品を含むか、または自動車の車体を含む、請求項11に記載の成形品。
【請求項13】
亜鉛メッキされた鋼板から作製された成形品の貯蔵および/または輸送の過程における防食のための、防食油を0.25〜5g/m2の量において前記成形品の表面に塗布することによる、該防食油の使用であって、該防食油が、該防食油のすべての成分の総量に対して、少なくとも20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1,R2,X、n、およびkは、以下の定義:
k:1または2、
n:10〜70の数、
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である、
R2:HまたはC1〜C30アルキル基、
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含むことを特徴とする、防食油の使用。
【請求項14】
前記成形品が自動車の車体である、請求項13に記載の使用。
【請求項1】
片面または両面を亜鉛メッキされた鋼板から作製された成形品を製造するにあたり、少なくとも以下のステップ:
(1)亜鉛メッキされた鋼帯の表面に防食油を0.25〜5g/m2の量において塗布するステップと、
(2)油を塗布された、亜鉛メッキされた該鋼帯を、成形品のための製造所に輸送するステップと、
(3)油を塗布された、亜鉛メッキされた該鋼帯を切り離し、片面または両面を亜鉛メッキされた鋼板から作製された成形品へと成形するステップと
をこの順序において含む、方法であって、該防食油が、該防食油のすべての成分の総量に対して、20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1、R2、X、n、およびkは、以下の定義:
k:1または2、
n:10〜70の数、
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である
R2:HまたはC1〜C30アルキル基、
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含むことを特徴とする、片面または両面を亜鉛メッキされた鋼板から作製された成形品を製造する方法。
【請求項2】
ステップ(3)の後に、さらに、少なくとも以下のステップ:
(4)ステップ(3)において製造された前記成形品をさらなる製造所に輸送するステップ
を含む、請求項1に記載の方法。
【請求項3】
ステップ(4)の後に、さらに、少なくとも以下のステップ:
(5)前記成形品を他の成形品と接合して、組み立てられた成形品を形成するステップ
を含む、請求項1または2に記載の方法。
【請求項4】
ステップ(3)において製造された前記成形品が、自動車の車体の部品である、請求項1に記載の方法。
【請求項5】
ステップ(5)において製造された前記組み立てられた成形品が、自動車の車体である、請求項3に記載の方法。
【請求項6】
ステップ(3)の過程において、前記金属帯が、最初に、個々の板に切り離され、洗浄されて、ならびに成形される前に、言及された前記組成の防食油が、0.25〜3g/m2の量において再び塗布される、請求項1から5までのいずれか1項に記載の方法。
【請求項7】
ステップ(2)および/または(4)の輸送が、トラックまたは列車による輸送である、請求項1から6までのいずれか1項に記載の方法。
【請求項8】
前記防食油が、さらに、20〜80質量%の少なくとも1種の希釈剤(B)を含む、請求項1から7までのいずれか1項に記載の方法。
【請求項9】
少なくとも1種の希釈剤が、R3−(−O−CH(CH3)−CH2−)m−O−R3を含み、この場合、基R3は、互いに独立して、HまたはC1〜C4アルキル基であり、mは2〜20の数である、請求項8に記載の方法。
【請求項10】
前記少なくとも1種の希釈剤が、ジプロピレングリコールを含む、請求項8に記載の方法。
【請求項11】
片面または両面が亜鉛メッキされた鋼板から作製され、該亜鉛メッキされた表面に0.25〜5g/m2の量において塗布された防食油の被膜を有する成形品であって、該防食油が、該防食油のすべての成分の総量に対して20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1、R2、X、n、およびkは、以下の定義:
k:1または2
n:10〜70の数、
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である
R2:HまたはC1〜C30アルキル基、
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含むことを特徴とする、片面または両面が亜鉛メッキされた鋼板から作製された成形品。
【請求項12】
自動車の車体の部品を含むか、または自動車の車体を含む、請求項11に記載の成形品。
【請求項13】
亜鉛メッキされた鋼板から作製された成形品の貯蔵および/または輸送の過程における防食のための、防食油を0.25〜5g/m2の量において前記成形品の表面に塗布することによる、該防食油の使用であって、該防食油が、該防食油のすべての成分の総量に対して、少なくとも20〜100質量%の一般式:
[R2−(−O−CH(R1)−CH2−)n−O−]k−P(=O)−(OX)3-k
[式中、
R1,R2,X、n、およびkは、以下の定義:
k:1または2、
n:10〜70の数、
R1:独立して、各場合において、H、C1〜C10アルキル基、またはアリール置換C2〜C10アルキル基から成る群から選択される基であり、ただし、基R1の少なくとも50モル%はメチル基である、
R2:HまたはC1〜C30アルキル基、
X:Hまたはカチオン1/mYm+、この場合、mは1〜3の自然数である
を有する]の少なくとも1種のリン酸エステル(A)を含むことを特徴とする、防食油の使用。
【請求項14】
前記成形品が自動車の車体である、請求項13に記載の使用。
【図1】


【図2】
【図3】
【図2】
【図3】
【公表番号】特表2012−511102(P2012−511102A)
【公表日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2011−538954(P2011−538954)
【出願日】平成21年11月24日(2009.11.24)
【国際出願番号】PCT/EP2009/065753
【国際公開番号】WO2010/063618
【国際公開日】平成22年6月10日(2010.6.10)
【出願人】(508020155)ビーエーエスエフ ソシエタス・ヨーロピア (2,842)
【氏名又は名称原語表記】BASF SE
【住所又は居所原語表記】D−67056 Ludwigshafen, Germany
【出願人】(511136935)フェストアルピーネ シュタール ゲゼルシャフト ミット ベシュレンクテル ハフツング (2)
【氏名又は名称原語表記】voestalpine Stahl GmbH
【住所又は居所原語表記】voestalpine−Strasse 3, A−4020 Linz, Austria
【Fターム(参考)】
【公表日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成21年11月24日(2009.11.24)
【国際出願番号】PCT/EP2009/065753
【国際公開番号】WO2010/063618
【国際公開日】平成22年6月10日(2010.6.10)
【出願人】(508020155)ビーエーエスエフ ソシエタス・ヨーロピア (2,842)
【氏名又は名称原語表記】BASF SE
【住所又は居所原語表記】D−67056 Ludwigshafen, Germany
【出願人】(511136935)フェストアルピーネ シュタール ゲゼルシャフト ミット ベシュレンクテル ハフツング (2)
【氏名又は名称原語表記】voestalpine Stahl GmbH
【住所又は居所原語表記】voestalpine−Strasse 3, A−4020 Linz, Austria
【Fターム(参考)】
[ Back to top ]