
片面アーク溶接装置
【課題】片溶接欠陥が発生しないように溶接することができる片面アーク溶接装置を提供すること。
【解決手段】片面アーク溶接装置100は、溶接方向に延びる裏当部材21,22と、裏当部材21,22の側部にて裏当部材21,22の長手方向に配列され裏当部材21,22上に位置した被溶接鋼板1,2を磁気的に吸着する磁気吸着部材27〜29と、被溶接鋼板1,2の溶接線3に沿って移動し溶接ワイヤ5を送出する溶接トーチ4と、溶接ワイヤ5に電流を給電して溶接ワイヤ5と被溶接鋼板1,2との間にアークを生成するための溶接電源6と、を有する。溶接電源6は、溶接線3の溶接始端側に設置すると共に、各磁気吸着部材27〜29と溶接電源6の電源アース端子6bとを接続し、アース電流が、複数の磁気吸着部材27〜29と、溶接線3の溶接始端側から溶接終端側まで配置された架台フレーム101の溶接始端側と、を経由して溶接電源6に戻る。
【解決手段】片面アーク溶接装置100は、溶接方向に延びる裏当部材21,22と、裏当部材21,22の側部にて裏当部材21,22の長手方向に配列され裏当部材21,22上に位置した被溶接鋼板1,2を磁気的に吸着する磁気吸着部材27〜29と、被溶接鋼板1,2の溶接線3に沿って移動し溶接ワイヤ5を送出する溶接トーチ4と、溶接ワイヤ5に電流を給電して溶接ワイヤ5と被溶接鋼板1,2との間にアークを生成するための溶接電源6と、を有する。溶接電源6は、溶接線3の溶接始端側に設置すると共に、各磁気吸着部材27〜29と溶接電源6の電源アース端子6bとを接続し、アース電流が、複数の磁気吸着部材27〜29と、溶接線3の溶接始端側から溶接終端側まで配置された架台フレーム101の溶接始端側と、を経由して溶接電源6に戻る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、裏当装置上に、複数の被溶接鋼板の溶接線に沿って溶接機を走行させることにより、上面から溶接を行う片面アーク溶接装置に関する。
【背景技術】
【0002】
片面サブマージアーク溶接装置(以下、「片面アーク溶接装置」という)は、一対の被溶接鋼板の側端同士を突き合わせた溶接線の下部に裏当装置を配置して、溶融金属の垂れ落ちを防止しながら溶接線に沿って走行する溶接機によって、溶接線の被溶接鋼板の片面をアーク溶接する装置である。
【0003】
この片面アーク溶接装置においては、例えば、フラックス裏当装置及び/又は銅板裏当装置が溶接方向へ延設されて、この裏当装置上に複数の被溶接鋼板が仮付けされたパネルが搬送されて来て、その溶接線が裏当装置に一致するように配置される。そして、片面アーク溶接装置は、溶接機の溶接トーチから溶接線の近傍に向けて溶接ワイヤを送出し、溶接ワイヤと被溶接鋼板との間に電圧を印加することによってアークを形成しながら溶接機を、溶接機ビーム上を走行させることにより、溶接開先部を溶接する。
【0004】
アークを形成するためには、溶接ワイヤと被溶接鋼板との間に溶接電流を流して、被溶接鋼板から溶接電流のアース電流を集電する必要がある。従来、そのアース電流の集電方法としては、次のような3つの集電方法が主に行われている。
【0005】
その第1の集電方法は、被溶接鋼板に直接アースケーブルを接続する方法である。この集電方法の場合は、パネルが搬送されて来る都度、その被溶接鋼板にアースケーブルを万力等により接続している。
第2の集電方法は、被溶接鋼板を支持する支持装置に、溶接電源のアースケーブルを接続する方法である。
第3の集電方法は、被溶接鋼板の支持装置にアース集電装置を複数設置する方法である。そのアース集電装置は、被溶接鋼板をローラで搬送するのに対処させるために、集電接触子を、油圧シリンダ等で被溶接鋼板に向けて進退移動させることによって、被溶接鋼板に接触させる装置である。
その他、片面溶接装置に使用されるものではないが、被溶接鋼板に電源アース端子を接続してアースする方法が知られている(例えば、特許文献1参照)。
【0006】
しかしながら、前記第1〜3のアース電流の集電方法には、次のような問題点がある。
先ず、第1の集電方法では、アース電流の集電位置を溶接始端側にするか、溶接終端側にするか、又は、中間位置にするかによって、アークの状態が変化する。このため、アース電流の集電位置により溶接アーク状態が不安定になるという問題点がある。この現象は、一般的に「磁気吹き」といわれ、溶接電流が直流である場合に、特に、著しく現れる。このため、良好な溶接ビードを得ることができないという問題点がある。
【0007】
前記磁気吹き現象は、電流経路が被溶接鋼板上で複数になった場合に、各電流に発生する磁界が反発したり、吸い寄せられたりして、アークが真っ直ぐに被溶接鋼板に向かないで偏向することをいう。溶接前の被溶接鋼板同士は、溶接開先部で溶接線方向に点在する仮付け部により連結されているにすぎない。このため、アース電流がいずれの被溶接鋼板をどの方向に通流して行くのか予想がつかない。この被溶接鋼板を流れる電流の方向と向きに対して、アーク中を流れる電流が直交しているので、被溶接鋼板を流れる電流により、アークがアーク方向と垂直の方向に電磁力を受ける。このため、被溶接鋼板を流れる電流の経路が安定しない場合には、アークが所望の方向を向かず、不安定になるという問題点がある。特に、アークが後方向を向いた場合には、溶接ビードが溶接線の裏面側に形成されないという問題点がある。
【0008】
又、集電部と被溶接鋼板との接触が不安定である場合には、アーク状態も不安定になり、接触が不安定な被溶接鋼板と接触部との間でスパークが生じ、被溶接鋼板及び集電部にアーク痕が生じるという問題点がある。
【0009】
特に、第1の集電方法は、被溶接鋼板に直接アースケーブルを接続した場合、溶接電流が大きいときに、アースケーブルが重くなると共に、パネルを交換する都度、アースケーブルを万力で被溶接鋼板に取り付けたり、取り外したりする作業が必要となる。このため、溶接作業を行う前の準備作業に時間がかかると共に、作業工数が、増えて作業が煩雑になるという問題点がある。
又、パネルを交換するときに、アースケーブルの取り外しを忘れた場合には、アースケーブルが切断してしまうという不慮の事故が発生することもある。更に、パネルの被溶接鋼板の大きさが変わる場合には、アースケーブルの取付位置も変わるため、重いアースケーブルをその都度新しい取付位置まで運ぶ必要があり、作業性が悪いという問題点がある。
【0010】
又、第2の集電方法では、次のような問題点がある。
鋼板支持装置は、複数のローラ、又は、支持台等の支持部材で被溶接鋼板を受けて、アース電流が、被溶接鋼板から支持部材を通って溶接電源に戻るようになっている。しかし、被溶接鋼板は、その表面に錆や汚れや塵埃等があることがあるため、全ての支持点が、常に、鋼板支持装置に密着又は接触しているわけではない。又、被溶接鋼板の曲がり及び支持部材の支持高さも不均一になっているため、接触点が不安定である。このため、アース電流は、いつも同じ状態に流れるとは限らず、アークが不安定であるという問題点がある。
【0011】
更に、溶接中は、溶接熱により被溶接鋼板に歪みが発生し、接触していた箇所が溶接中に離れてスパークが発生することがある。
又、接触点が移動することによって、アース電流の良好な集電状態が崩れ、磁気吹きが発生することがある。特に、被溶接鋼板が薄くて、単位面積あたりの質量が軽い場合には、被溶接鋼板が動き易いので、前記した全ての問題点が起きる可能性がある。
更に、ローラで被溶接鋼板を支持する場合は、ローラ内の軸受ベアリングにアース電流が流れるため、ベアリングを損傷させるという問題点がある。ベアリングにかかる荷重が大きい場合には、電流の通過抵抗が小さいが、荷重が小さい場合は、通過抵抗が大きくなり、損傷を促進させるという問題点がある。
【0012】
更に、第3の集電方法においては、次のような問題点がある。
アース集電装置は、アースケーブルを溶接線の溶接終端(エンド)側に設けるいわゆる前アースが、磁気吹きの抑制に好ましいといわれていた。このアース集電装置は、被溶接鋼板における溶接が進行する先の溶接終端部分にアース集電接触子を接触させる方法である。
【0013】
しかしながら、このアース集電装置の集電接触子を溶接線の溶接終端位置に接触させたとしても、被溶接鋼板の大きさ及び置き方によっては、正確に溶接線の溶接終端位置になるとは限らない。従って、集電接触子が接触する位置が被溶接鋼板の溶接線の溶接終端位置よりも手前になった場合、その位置までは溶接が良好にできたとしても、その集電接触子の接触位置を通過した後に、溶接アークに磁気吹きが発生することがある。このため、アース集電装置は、全体に亘って、磁気吹きを確実に防止することはできないという問題点がある。
【0014】
又、アース集電装置の機構は、前記したように、集電接触子を油圧シリンダ等で被溶接鋼板に押し付ける装置である。このため、被溶接鋼板が薄くて軽い場合には、油圧シリンダによる押付力で被溶接鋼板を持ち上げてしまい、被溶接鋼板に対する集電接触子の接触圧力が十分に伝わらず、接触不良となるという問題点がある。
【0015】
そのような前記第1〜3のアース電流の集電方法の問題点を解消すべく開発されたものとしては、例えば、特許文献2に開示された片面溶接装置がある。
その片面溶接装置は、溶接方向に延びる裏当部材と、この裏当部材の側部にて裏当部材の長手方向に複数配列され、裏当部材上に位置した被溶接鋼板を磁力で吸着して拘束する複数の磁気吸着部材と、被溶接鋼板の溶接線に沿って移動して溶接ワイヤを送出する溶接トーチと、溶接ワイヤに給電して溶接ワイヤと被溶接鋼板との間にアークを生成させる溶接電源と、を備えて、各磁気吸着部材と溶接電源の電源アース端子とを接続することにより、アース電流が、複数の磁気吸着部材を介して溶接電源に戻るようにさせている。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】実開昭50−53430号公報
【特許文献2】特許第4401324号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
前記特許文献2に記載の片面溶接装置は、アース集電装置が、溶接線の溶接終端(エンド)に設けられるいわゆる前アースが用いられ、複数の磁気吸着部材に接続された電源アース端子を介している場合にあっては、通常、良好な片面溶接結果が得られとされていた。ところが、時として片面溶接の裏面ビード形状が乱れることがあった。その場合、その都度、現場補修を余儀なくされ、裏面ビード形状が乱れる原因の解明と対策が急務とされていた。
この場合、裏面ビード形状が乱れたときには、溶接施工上の異常が生じたものと判断され、その都度の現場対応として溶接条件を調節すること等により対処していた。その溶接条件の調節作業は、片面アーク溶接装置を停止して作業が行われる。このため、裏面ビード形状の乱れの原因の究明に時間がかかった場合には、片面アーク溶接装置が何ヶ月も立ち上がらない状態になることもあり、検査コストや製作コストがアップすると共に、製品の納期等にも過大な影響を与えることもあった。
【0018】
しかしながら、複数の溶接ワイヤに関する個々の溶接条件を調節された後においても、相変わらず、時として裏面ビード形状が乱れる溶接欠陥が発生することから、その原因が施工上の異常ではなく、装置面からの原因究明と根絶が急務となった。なお、その溶接欠陥は、往々にして溶接線裏面の溶接箇所の形状欠陥となる。その溶接欠陥を補修は、現場の狭隘な裏面サイドからの上向き溶接によって補修することが要求されることもあり、その溶接欠陥の発生頻度が少なくても、被溶接鋼板の裏面側の補修作業は大変な作業であり、大きな問題点となる。
このため、前記した諸問題を究明して改善し、溶接欠陥が発生しない片面アーク溶接装置の開発が要望されていた。
【0019】
本発明は、かかる問題点に鑑みてなされたものであって、前記溶接欠陥が発生しないように溶接することができる片面アーク溶接装置を提供することを課題とする。
【課題を解決するための手段】
【0020】
前記した課題を解決するために、本発明の請求項1に記載の片面アーク溶接装置は、溶接方向に延びる裏当部材と、当該裏当部材の側部にて当該裏当部材の長手方向に複数配列され前記裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、前記溶接電源は、前記溶接線の溶接始端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、アース電流が、前記複数の磁気吸着部材と、前記溶接線の溶接始端側から溶接終端側まで配置されたアース部材の溶接始端側と、前記アース部材の溶接始端側と前記電源アース端子とに接続されたアースケーブルと、を経由して当該溶接電源に戻るようにしたことを特徴とする。
【0021】
かかる構成によれば、片面アーク溶接装置は、溶接する際に、電流が、溶接電源から溶接ワイヤ、被溶接鋼板、複数の磁気吸着部材を介して溶接電源の電源アース端子に流れて、溶接ワイヤと被溶接鋼板との間にアークを生成する。この場合、磁気吸着部材と電源アース端子とは、接続されているため、溶接欠陥が発生することがない。
【0022】
請求項2に記載の片面アーク溶接装置は、請求項1に記載の片面アーク溶接装置であって、前記複数の磁気吸着部材は、前記裏当部材の幅方向の両側に、当該裏当部材の長手方向に複数配列されると共に、全ての前記磁気吸着部材が前記電源アース端子に導通されていることを特徴とする。
【0023】
かかる構成によれば、片面アーク溶接装置は、磁気吸着部材が、裏当部材の幅方向の両側に複数配列されて、全ての磁気吸着部材が電源アース端子に接続されているので、溶接のアース電流が流れる電流経路の接続箇所の電気的接続の信頼性を向上させることができる。
【0024】
請求項3記載の片面アーク溶接装置は、請求項1に記載の片面アーク溶接装置であって、前記アース部材は、少なくとも前記磁気吸着部材、あるいは、溶接機を支持する架台フレームからなることを特徴とする。
【0025】
かかる構成によれば、片面アーク溶接装置は、架台フレームをアース部材としたことによって、特別なアース部材を設けることなく、アースすることができる。
【0026】
請求項4に記載の片面アーク溶接装置は、溶接方向に延びる裏当部材と、前記裏当部材の側部にて当該裏当部材の長手方向に複数配列され当該裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、前記溶接電源は、前記溶接線の溶接終端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、アース電流が、前記複数の磁気吸着部材と、前記溶接線の溶接始端側に設置され前記複数の磁気吸着部材に導通した電源アース接続端子と、前記溶接線の溶接始端側から溶接終端側に配置されると共に、前記電源アース接続端子と前記電源アース端子とに接続されたアースケーブルと、を経由して当該溶接電源に戻るようにしたことを特徴とする。
【0027】
かかる構成によれば、片面アーク溶接装置は、溶接線の溶接始端側から溶接終端側にアースケーブルを配置したことにより、被溶接鋼板を溶接始端側から溶接終端側に亘って溶接するときに、アース電流が、常に、アースケーブルの溶接始端側を介して流れて溶接電源に戻るようになる。
【発明の効果】
【0028】
本発明に係る片面アーク溶接装置は、次のような優れた効果を奏する。
請求項1の発明は、裏当部材の側部に配列された複数の磁気吸着部材を、被溶接鋼板の固定に使用することができると共に、被溶接鋼板からアース電流を導通し溶接電源に戻すための電流経路としても兼用することができる。この磁気吸着部材は、裏当部材の長手方向に複数配列し、溶接電源は溶接始端側に設置し、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通することにより、溶接電流が常に進行方向に対して後アースとなり、安定したアークが得られる。その結果、アーク変動による溶接欠陥が発生しない高品質の溶接を行うことができる。
【0029】
請求項2の発明は、磁気吸着部材を通してアーク電流を集電する際に、複数の集電部材に起因する接触電気抵抗のばらつきの影響を軽減し、かつ、複数の磁気吸着部材のアース電流の順次分配の諸原因に基づく乱れの発生を抑制することができる。その結果、良好な片面アーク溶接を得ることができる。
【0030】
請求項3の発明は、架台フレームをアース部材としたことによって、特別なアース部材を設けることなく、アースすることができるため、アース電流を流すための配線を簡素化することができる。
【0031】
請求項4の発明は、溶接線の溶接終端側に溶接電源を設置した場合であっても、溶接始端側に集電したアース端子から溶接電源アース端子にアースケーブルを配置したことにより、被溶接鋼板を溶接始端側から溶接終端側に亘って溶接するときに、溶接電流が常に進行方向に対して後アースとなり、安定したアークが得られる。その結果、溶接ビードの形状も安定化され、溶接欠陥の発生を防止することができる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施形態に係る片面アーク溶接装置を示す裏当部材に垂直方向の要部拡大縦断面図である。
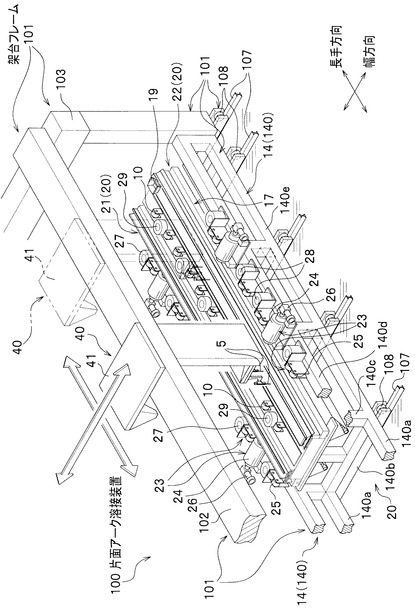
【図2】本発明の実施形態に係る片面アーク溶接装置を示す要部斜視図である。
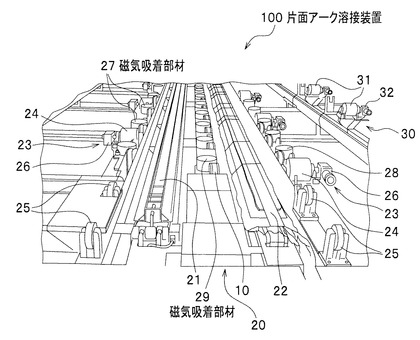
【図3】本発明の実施形態に係る片面アーク溶接装置の裏当部材及び磁気吸着部材の配置を示す要部斜視図である。
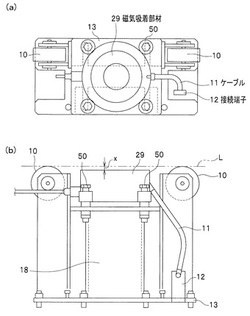
【図4】本発明の実施形態に係る片面アーク溶接装置の磁気吸着部材を示す図であり、(a)は平面図、(b)は正面図である。
【図5】本発明の実施形態に係る片面アーク溶接装置の裏当部材、磁気吸着部材及び溶接電源の配置を示す要部概略図である。
【図6】本発明の実施形態に係る片面アーク溶接装置の変形例を示す図であり、裏当部材、磁気吸着部材及び溶接電源の配置を示す要部概略図である。
【発明を実施するための形態】
【0033】
以下、本発明の実施形態について図1〜図5を参照して説明する。
なお、実施形態の説明において、長手方向は被溶接鋼板1,2の溶接線3に平行な方向、幅方向は溶接線3に直交する方向とする。
【0034】
≪片面アーク溶接装置の構成≫
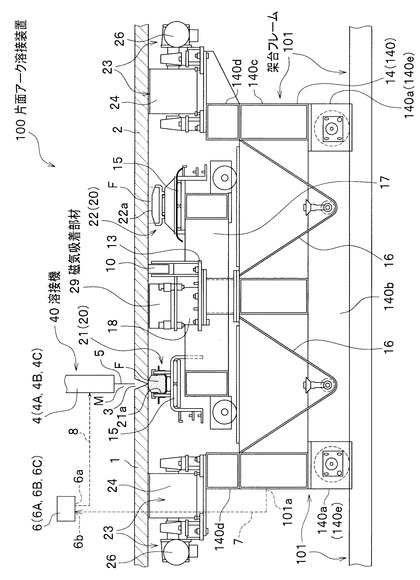
図1に示すように、片面アーク溶接装置100は、フラックスFを用いて被溶接鋼板1,2同士を溶接線3に沿って溶接機40を移動させながら片面溶接するサブマージアーク溶接装置である。図2に示すように、片面アーク溶接装置100は、それぞれ後記する溶接機40と、溶接電源6(6A,6B,6C)と、架台フレーム101と、被溶接材搬送装置23と、磁気吸着部材27,28,29と、裏当装置20と、昇降装置(図示省略)と、フラックス回収搬送装置16(図1参照)と、回収散布装置19(図1参照)と、を備えている。
【0035】
≪被溶接鋼板の構成≫
図1に示すように、被溶接鋼板1,2は、船舶等で用いられる大きな面積を有する鋼板等であり、例えば、1辺が10〜30mの長さの平板材からなる。この被溶接鋼板1,2は、溶接機40により大きな被溶接鋼板1,2の溶接線3を溶接して繋ぎ合わせて形成される。被溶接鋼板1,2の側端部は、相互に突き合わされて、突き合わせ端部に溶接線3が形成されている。溶接開先部Mは、仮付け溶接され、溶接線3に沿って複数の仮付け部が点在している。パネルは、溶接線3がフラックス裏当部材21の上に位置に搬送されて配置されている。そして、この溶接線3の上には、溶接機40が配置され、溶接機40が溶接機ビーム102上を溶接線3に沿って走行するようになっている。
【0036】
≪溶接機の構成≫
図1に示すように、溶接機40は、裏当装置20の上方に配置され、溶接線3の表側(上側)から被溶接鋼板1,2を溶接するアーク溶接機である。図2に示すように、溶接機40は、裏当装置20のフラックス裏当部材21(図1参照)、又は、銅板裏当部材22(図1参照)の長手方向に沿って延設される溶接機ビーム102を走行させる溶接機走行台車41(図2参照)と、溶接機走行台車41に移動可能に取り付けられた調整治具(図示省略)と、調整治具に取り付けられた溶接トーチ4(4A,4B,4C)と、を備えている。
【0037】
図2に示す溶接機走行台車41は、不図示の調整治具に設けられたレール(図示省略)が幅方向に移動することによって、溶接トーチ4(4A〜4C)を幅方向へ移動させる台車である。
そして、溶接機40には、例えば、3つの溶接トーチ4(4A〜4C)が下方に向けて延在し、各溶接トーチ4(4A〜4C)の先端が溶接線3の直上に位置するように配置される。複数の溶接トーチ4(4A〜4C)からは、各溶接ワイヤ5が溶接開先部Mに向けて送出される。各溶接ワイヤ5と被溶接鋼板1,2との間には、それぞれの溶接電源6(6A〜6C)から電圧が印加されることにより、アークが生成されてアーク溶接が行われる。
【0038】
≪溶接電源の構成≫
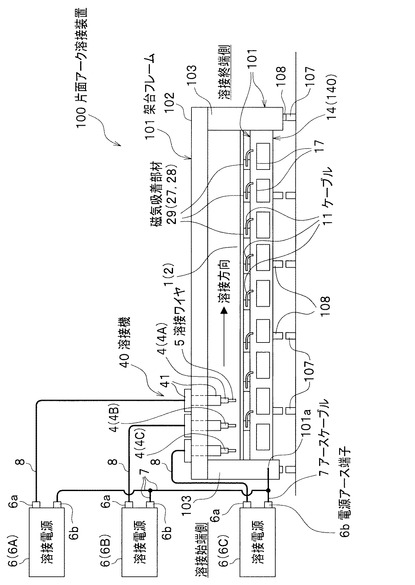
図5に示すように、各溶接電源6(6A〜6C)は、各溶接トーチ4(4A〜4C)の溶接ワイヤ5にそれぞれ大電流を給電して溶接ワイヤ5と被溶接鋼板1,2との間にアークを生成させるための電源であり、例えば、3つからなる。各溶接電源6(6A〜6C)は、出力端子6aと、電源アース端子6bと、を備えている。各溶接電源6(6A〜6C)は、溶接線3の溶接始端側に設置されると共に、各磁気吸着部材27,28,29と各溶接電源6(6A〜6C)は、電源アース端子6bとに導通している。各溶接電源6(6A〜6C)から溶接トーチ44A〜4C)、被溶接鋼板1,2を介してアースされるアース電流は、磁気吸着部材27〜29と、溶接線3の溶接始端側から溶接終端側まで配置された架台フレーム101(アース部材)の溶接始端側とを介して全溶接電流が集電されて各溶接電源6(6A〜6C)に配分されて戻るようにアース電流の電流回路が構成されている。
【0039】
<電源ケーブル及びアースケーブルの構成>
複数の溶接ワイヤ5毎に対応して設置した複数の溶接電源6(6A〜6C)から各溶接ワイヤ5への電源ケーブル8,8,8は、個々の溶接電源6(6A〜6C)毎に、その一端が、出力端子6aに接続され、他端が、溶接機40の溶接ワイヤ5に接続されている。
アースケーブル7は、大電流が供給可能な3本の電導線からなり、一端側が、溶接線3の溶接始端側に設置された電源アース接続端子101aに接続され、他端側が、3つに分岐されて各溶接電源6(6A〜6C)の電源アース端子6bにそれぞれ接続されている。
【0040】
≪架台フレームの構成≫
架台フレーム101は、片面アーク溶接装置100の略全体の骨組みを形成する骨格フレームであり、溶接機ビーム102と、ビーム走行ガイド103と、土台フレーム140と、を備えて幅方向に移動可能に構成されている。架台フレーム101は、導電性の金属製フレームからなり、アース電流の電流経路の一部を形成している。架台フレーム101の溶接始端側には、アースケーブル7を接続するための電源アース接続端子101aが設置されている。
【0041】
≪土台フレームの構成≫
図2に示すように、土台フレーム140は、上方が開放された状態に鋼製の角材を枠組みして、断面視して凹状を呈するように形成されたフレームであり、その内側に支持した裏当装置20の長手方向に沿って延設されている。土台フレーム140は、長手方向に沿って並設された2本の主梁140aと、主梁140a,140aの間に直角に連結された連結梁140bと、連結梁140bに垂直に立設された連結梁140cと、主梁140a,140aの上方で、それぞれ平行に設置された補助梁140dと、補助梁140dから裏当装置20の反対側に向かって張出した片持梁140eと、を備えている。又、土台フレーム140は、連結梁140bの下方に台車部108が設置され、裏当装置20の長手方向に所定の間隔をあけて並設された複数のレール107の上を台車部108が移動することによって、裏当装置20の幅方向に移動する。
【0042】
≪被溶接材搬送装置の構成≫
被溶接材搬送装置23は、土台フレーム140の補助梁140dの上部に配置され、裏当装置20の上方で被溶接鋼板1,2を水平移動させる装置である。被溶接材搬送装置23は、パネル移動ローラ24,24と、このパネル移動ローラ24,24を回転駆動させるモータ26,26等を備えて構成されている。又、被溶接材搬送装置23による被溶接鋼板1,2の搬送を補助するために、土台フレーム140の上部(片持梁140e)には、補助ローラ装置30(図3参照)が配置されている。
【0043】
パネル移動ローラ24,24は、例えば、パネルを裏当装置20の長手方向へ移動させるための装置であり、それぞれモータ26,26によって回転駆動される。なお、パネル移動ローラ24,24及びローラ25,25(図3参照)の向きは、パネルを移動させる方向に応じてその向きを変えることが可能になっている。なお、図2に示すパネル移動ローラ24,24及びローラ25,25は、パネルを長手方向に移動させる場合を示している。
【0044】
≪裏当装置の構成≫
図1に示すように、裏当装置20は、前記被溶接鋼板1,2同士を突き合わせた溶接線3の裏面にフラックスFを押し当てる装置であり、裏当装置走行台車17に載設された支持構造体の上に溶接方向に延設されている。裏当装置20は、フラックス裏当部材21と銅板裏当部材22とが並行に設けられた二列の裏当部材と、この二つの裏当部材をそれぞれ上昇及び下降させる昇降装置としてのエアホース15と、を備えている。フラックス裏当部材21と銅板裏当部材22とは、溶接方法により、いずれかが選択的に使用される。
なお、図1は、フラックス裏当部材21を使用して溶接するときの状態を示す要部縦断面図である。これらの裏当装置20の上には、被溶接鋼板1,2を仮付けしたパネルが搬送されて来て配置される。
【0045】
図1に示すように、フラックス裏当部材21及び銅板裏当部材22は、被溶接鋼板1,2を突き合わせた溶接線3の裏面にフラックスFを押し当てる部分である。フラックス裏当部材21は、トラフフレームに支持された断面U字状のトラフ21a内に収納したフラックスFを溶接線3の裏面に押し当てるトラフタイプのものである。銅板裏当部材22は、裏当銅板22aの上に散布されたフラックスFを溶接線3の裏面に押し当てるいわゆる銅板タイプのものである。
そして、これらのフラックス裏当部材21と銅板裏当部材22との間には、複数の磁気吸着部材29が長手方向に1列に配置されている。フラックス裏当部材21及び銅板裏当部材22の幅方向の左右外側には、被溶接材搬送装置23,23及び磁気吸着部材27,28が配置されている。
【0046】
フラックス裏当部材21は、トラフ21a内に散布されて貯留されたフラックスFを溶接開先部Mの下面に押し当てることにより、溶接時の溶融金属の垂れ落ちを防止する。このフラックス裏当部材21は、その下部にエアホース15が配置されて、エアホース15に圧縮空気が供給されることにより、エアホース15が膨らんで、フラックスFを被溶接鋼板1,2の溶接開先部Mの下面に押し当てるようになっている。
【0047】
一方、銅板裏当部材22は、フラックス裏当部材21と同様、エアホース15が配置されて、エアホース15に圧縮空気が供給されると、エアホース15が膨らんで、銅板裏当部材22が上昇し、フラックスFを被溶接鋼板1,2の下面に押当てるようになっている。これらのフラックス裏当部材21及び銅板裏当部材22の下方には、使用後のフラックスFを回収するフラックス回収搬送装置16が配置されている。
【0048】
≪磁気吸着部材の構成≫
図3に示すように、磁気吸着部材27,28,29(磁気吸着装置)は、裏当装置20の上方に配置されたパネルを下側から磁力で吸引して、被溶接鋼板1,2が浮き上がらないように固定する装置であり、略円柱形状に形成された電磁マグネットからなる。磁気吸着部材27〜29は、溶接装置走行台車14(図1参照)の上端に設置された支持部18にそれぞれ載設されると共に、裏当装置20に沿って長手方向に予め設定された間隔で、それぞれが1列に長手方向に多数配置されている。磁気吸着部材27〜29は、通電することによりその上方に配置されたパネル、即ち、被溶接鋼板1,2を磁力で吸着し、被溶接鋼板1,2を拘束するようになっている。磁気吸着部材27〜29は、その全てが各溶接電源6(6A〜6C)の電源アース端子6b(図示省略)に導通するように設けられている。
【0049】
磁気吸着部材27は、フラックス裏当部材21の外側に、パネル移動ローラ24とローラ25と共に長手方向に1列に複数配置されている。磁気吸着部材27は、複数のパネル移動ローラ24の前後にそれぞれ隣設されている。
【0050】
磁気吸着部材28は、前記磁気吸着部材27と同様に、銅板裏当部材22の外側に、モータ26によって回転駆動されるパネル移動ローラ24とローラ25とが、長手方向に1列に複数配置されている。磁気吸着部材28は、複数のパネル移動ローラ24の前後にそれぞれ隣設されている。
【0051】
図3に示すように、磁気吸着部材29は、フラックス裏当部材21と銅板裏当部材22との間に、それぞれ支持ローラ10を介在して長手方向に向けて1列に配置されている。図1に示すように、磁気吸着部材29は、この下側に支持部18が固定され、支持部18の下側に、裏当装置走行台車17の上端に載設された基台13が設置されている。
【0052】
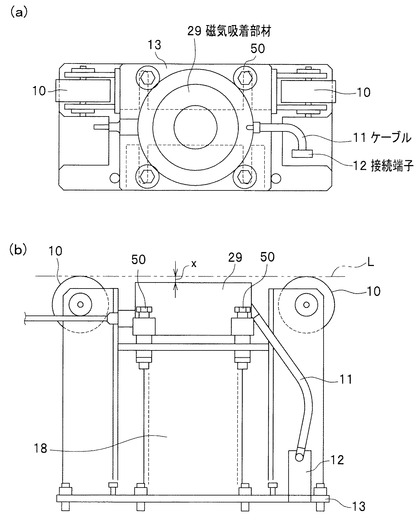
図4(b)に示すように、磁気吸着部材29は、電磁マグネットに通電しない場合、一対の支持ローラ10の上側の共通接線L(二点鎖線で示す部位)と磁気吸着部材29との間隔X、即ち、一対の支持ローラ10上に支持される被溶接鋼板1,2の下面と磁気吸着部材29との間隔Xが、約10mmになるように、磁気吸着部材29が共通接線Lより下方に位置している。そして、磁気吸着部材29の上方に被溶接鋼板1,2が位置している状態で、電磁マグネットに通電すると、磁気吸着部材29が、ガイドボルト50に案内されて被溶接鋼板1,2に吸引されて飛び上がる。この飛び上がり量は、ガイドボルト50によって、例えば、12mmに制限されているので、被溶接鋼板1,2が熱歪み等でそれ以上持ち上がろうとしても、磁気吸着部材29がクランプして被溶接鋼板1,2の変形及び持ち上がりを制限する。
【0053】
これにより、図1に示すフラックス裏当部材21が被溶接鋼板1,2の溶接開先部Mの下面に押し付けられて、被溶接鋼板1,2を上側へ力が作用しても、被溶接鋼板1,2が浮き上がるのが阻止されるようになっている。又、磁気吸着部材29は、磁力で被溶接鋼板1,2を吸着固定することにより、被溶接鋼板1,2の上方向に曲がるのを矯正し、溶接中の歪みによる被溶接鋼板1,2の湾曲変形及び移動を防止することができる。
【0054】
このような磁気吸着部材29がフラックス裏当部材21と銅板裏当部材22との中間に配置され、複数の磁気吸着部材29が裏当装置20の長手方向に配列されている。又、フラックス裏当部材21及び銅板裏当部材22の外側に配置されたパネル移動ローラ24及びローラ25の近傍にも、磁気吸着部材29と同様の構成の複数の磁気吸着部材27,28(図2及び図3参照)が配置されている。従って、各裏当装置20の両側に前記磁気吸着部材29,27,28が配置されている。
【0055】
これらの全ての磁気吸着部材27〜29は、図5に示すように、溶接機ビーム102、土台フレーム140等の架台フレーム101を経由して各溶接電源6(6A〜6C)の電源アース端子6bに導通するように電気的に接続されている。つまり、各磁気吸着部材29(27,28)には、土台フレーム140に固定された図4(b)に示す基台13上に、板状の接続端子12が立設されている。この接続端子12と磁気吸着部材29(27,28)とは、互いにケーブル11によって接続されている。従って、磁気吸着部材29(27,28)は、ケーブル11、接続端子12、基台13、及び、鉄製の架台フレーム101(溶接装置走行台車14、裏当装置走行台車17あるいは溶接機ビーム102等)、電源アース接続端子101a、アースケーブル7を経由して溶接始端側に配置された各溶接電源6(6A〜6C)の電源アース端子6bに接続されている(図5参照)。
【0056】
図1に示すように、前記支持ローラ10は、回転軸を裏当装置20の長手方向に直交する方向に向けて配置され、その上に搬送されて来るパネルの被溶接鋼板1,2の下面に当接して転動する。支持ローラ10は、この支持ローラ10の近傍に配置された磁気吸着部材29とで、被溶接鋼板1,2を下側から支持するように配置されている。
【0057】
フラックス裏当部材21及び銅板裏当部材22の外側に配置された左右のパネル移動ローラ24,24とローラ25,25(図3参照)は、その回転軸が裏当装置20の長手方向に直交する方向に向けて設置されている。パネル移動ローラ24,24は、それぞれモータ26,26によって回転駆動されると、パネルを裏当装置20の長手方向に移動させる。
【0058】
≪補助ローラ装置の構成≫
図3に示すように、補助ローラ装置30は、複数のローラ31が裏当装置20の長手方向(パネル搬送方向)に沿って配置されている。各ローラ31は、その回転軸が、フラックス裏当部材21及び銅板裏当部材22の長手方向に直交するように配置されて、モータ32によって回転駆動されると、パネルを裏当装置20の長手方向に移動させる。
【0059】
≪溶接装置走行台車の構成≫
図1に示すように、溶接装置走行台車14は、フラックス裏当部材21、銅板裏当部材22,磁気吸着部材29及び被溶接材搬送装置23,23を搭載して幅方向へ移動させるための台車である。
【0060】
≪裏当装置走行台車の構成≫
裏当装置走行台車17は、フラックス裏当部材21、磁気吸着部材29及び銅板裏当部材22を搭載して移動させるための台車であり、溶接装置走行台車14上を裏当装置20の長手方向に直交する方向に走行可能となっている。このため、フラックス裏当部材21、磁気吸着部材29及び銅板裏当部材22は、裏当装置走行台車17が移動することにより、幅方向の位置を微調整することができるようになっている。
【0061】
≪片面アーク溶接装置の動作≫
次に、図1〜図5を参照して片面アーク溶接装置100の動作について説明する。
図1に示すように、パネルが裏当装置20上に搬送されて来ると、被溶接鋼板1,2間の溶接線3の位置が、フラックス裏当部材21、又は、銅板裏当部材22の直上に位置決めされる。必要に応じて、溶接装置走行台車14を移動させて位置調整し、さらに、裏当装置走行台車17を移動させて位置を正確に微調整をする。
【0062】
そして、磁気吸着部材27〜29(図2及び図3参照)に通電し、被溶接鋼板1,2を磁力で吸着して拘束する。これにより、被溶接鋼板1,2は、磁気吸着部材27〜29等に接触する。この場合、被溶接鋼板1,2は、磁気吸着部材27〜29に吸引されているので、両者は、確実に接触して電気的に接続することができる。
【0063】
次に、フラックス裏当部材21のエアホース15に圧縮空気を供給して、エアホース15を膨らませて、トラフ21aを上昇させトラフ21a内のフラックスFを被溶接鋼板1,2の溶接開先部Mの下面に押し当てる。その後、各溶接トーチ4(4A〜4C)から繰り出される各溶接ワイヤ5と被溶接鋼板1,2の溶接開先部Mとの間に、各溶接電源6(6A〜6C)からの電圧を印加すると、アーク電流がそれぞれ流れてアークが生成され、溶接が行われる。
【0064】
図5に示す各溶接電源6(6A〜6C)の出力端子6aからの供給電流は、各溶接ワイヤ5毎に設置した溶接電源6(6A〜6C)毎の電源ケーブル8,8,8を介して各溶接ワイヤ5からアーク電流となって被溶接鋼板1,2に入り、その被溶接鋼板1,2から磁気吸着部材27〜29にそれぞれ流れ、ケーブル11、接続端子12(図4(b)参照)、基台13(図4(b)参照)、裏当装置走行台車17、架台フレーム101、電源アース接続端子101a、アースケーブル7を介して、各溶接電源6(6A〜6C)の各電源アース端子6bに流れる。
そして、溶接機40を溶接線3に沿って走行させ、各溶接ワイヤ5を溶接線3に沿って移動させると、各溶接ワイヤ5及び被溶接鋼板1,2の溶融及び溶接金属の凝固が溶接方向に連続的になされ、片面アーク溶接が行われる。
【0065】
この場合に、図1及び図2に示すように、磁気吸着部材27〜29は、溶接線3の両側に、溶接線3に沿って多数配置されている。例えば、フラックス裏当部材21を使用する場合には、溶接線3の両側近傍に、磁気吸着部材29,27が位置する。又、銅板裏当部材22を使用する場合には、溶接線3の両側近傍に磁気吸着部材29,28が位置する。
このように、溶接線3に沿って多数の磁気吸着部材27〜29が溶接線3の両側に配置されているので、アーク点から被溶接鋼板1,2に入るアース電流は、大きな偏りなく、常に、磁気吸着部材27〜29等を流れて各溶接電源6(6A〜6C)に戻る。
【0066】
図5に示すように、溶接始端側から溶接を開始して溶接終端側へ連続して被溶接鋼板1,2を溶接した場合、最初、溶接始端部の近傍に位置する磁気吸着部材29(27,28)を溶接電流が流れるが、その後の溶接後半に至っても最初に流れた磁気吸着部材29(27,28)を大部分のアース電流が流れる。
【0067】
つまり、溶接ワイヤ5からアーク発生を経て被溶接鋼板1,2に流れる溶接電流は、複数の磁気吸着部材29(27,28)を介して各溶接電源6(6A〜6C)に還流される。しかしながら、複数の磁気吸着部材29(27,28)を介して流れるアース電流は、その各部を流れる電流をいわゆるトグメータといわれている電流計で計測したところ、各磁気吸着部材29(27,28)を均等に流れるのではなく、複数の磁気吸着部材29(27,28)の内、最初に多く流れた溶接始端側の近傍に配置された磁気吸着部材29(27,28)の電流量が多いことが判明した。つまり、一旦導通した磁気吸着部材29(27,28)と被溶接鋼板1,2の間の接触電気抵抗は小さくなっており、溶接終端側にアークが移動しても、最初に導通した磁気吸着部材29(27,28)と被溶接鋼板1,2の間に比較的多く流れる傾向があることがわかった。
【0068】
従来から常識的に片面アーク溶接装置では、溶接終端側(前)アースが良いとされており、これまでの装置では溶接終端側(前)アースが採用されてきた。又、通常溶接ではこの溶接終端側(前)アースで安定した片面溶接が実現できてきた。しかしながら、通常、安定した溶接が得られる溶接終端側(前)アースであっても、前述のように、時として裏面ビード形状が乱れる溶接欠陥が発生することがあり、その原因究明を個々の磁気吸着部材29(27,28)を介して流れるアース電流の分流解析を行った。その結果、溶接終端側(前)アースを装置的には実現しているにもかかわらず、通常は溶接後半になっても溶接初期に流れた溶接始端部の磁気吸着部材29(27,28)を流れていることが判明した。ただし、時として、溶接終端側での溶接の際に、溶接終端近辺の磁気吸着部材29(27,28)を主アース電流が流れることがあり、この電流経路の大きな変化が生じた場合に、前記溶接欠陥が生じることがわかった。このことは、最初に導通した溶接始端側近傍の磁気吸着部材29(27,28)の接触電気抵抗の小ささと、溶接終端側近傍の磁気吸着部材29(27,28)を介しての電流回路の電気抵抗の少なさとのバランスでアース流路の変化が生じること、最初に導通した磁気吸着部材29(27,28)を介してのアース電流回路は溶接始端側(後)アースとなっているが、このアース電流状態でも溶接した箇所が溶接欠陥に繋がるわけではないことが実験で判明した。
【0069】
又、これらの試験を通して、磁気吸着部材29(27,28)と被溶接鋼板1,2との間の接触電気抵抗、あるいは、磁気吸着部材29(27,28)の吸着面の錆や表面汚れ等に起因した外乱が影響することが判った。又、溶接初期に流れた溶接始端側近傍の磁気吸着部材29(27,28)には、電流が流れ易い状態になっており、アーク点が移動した後も、溶接初期に流れた磁気吸着部材29(27,28)を通して流れる電流が多く存在することも判った。従来、常識とされていた前アースでなくても、アース電流の流路が乱れない場合には、アース電流の流路に大きな変更がないので、良好な安定した片面溶接が得られることも判った。
【0070】
このようなことから、各溶接電源6の電源アース端子6bを溶接始端部に接続した片面アーク溶接装置100では、溶接開始初期の良好な溶接状態が維持され、かつ、磁気吹きが発生しない。そして、磁気吸着部材29(27,28)は、磁力により確実に被溶接鋼板1,2の下面に接触しているので、接触状態も良好である。又、溶接中の被溶接鋼板1,2の歪みにより、磁気吸着部材29(27,28)との接触状態が悪化することもなく、アース電流は、確実に溶接初期の溶接始端側の磁気吸着部材29(27,28)を大部分が通って流れる。
【0071】
よって、溶接始端側から溶接終端側に亘って溶接線3全体を溶接しても、アース電流の電流経路が、溶接初期の溶接始端側の磁気吸着部材29(27,28)を流れる状態からふらつくことがなく安定しているので、アークの偏向を防止することができると共に、アース流路の変更による溶接の途中での突然の溶接欠陥が発生するのを防止することができる。なお、各溶接電源6の電源アース端子6bを溶接始端部に接続した場合にあっては、溶接が終端部に至った場合、それよりも終端側に位置する磁気吸着部材29(27,28)を介してアース電流が流れる流路発生はないことから、後アース状態が突然前アース状態になることはなく、時として発生していた溶接欠陥は防止できた。
【0072】
一般に、磁気吹き現象は、溶接電流が直流電流である場合に顕著に発生する、又、被溶接鋼板1,2が仮付けされただけの状態の場合に、被溶接鋼板1,2の水平度や吸着度が不正確であるので、いつも同じ状態でアース電流が流れるとは限らず、突然アース電流の流れが変わることにより、電流経路が不安定になって著しく発生することも判っている。
このため、本発明は、片面アーク溶接において、特に先行する第1電極が、直流電流を使用し、フラックス裏当部材21を裏当部材として使用したときに、特に、有益である。
【0073】
さらには、複数の電極が交流大電流で実施される片面アーク溶接の場合にあっては、先行の第1電極以降の電極には、先行の電極から120°の位相差となる電源結線方法を用いた場合には、さらに好適な安定した溶接結果が得られる。
【0074】
[変形例]
以上、本発明に係る実施形態について説明したが、本発明は、前記した実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において適宜変更は可能である。なお、既に説明した構成は同じ符号を付してその説明を省略する。
【0075】
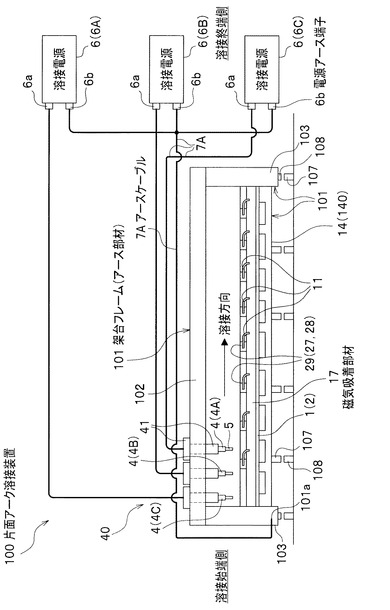
図6は、本発明の実施形態に係る片面アーク溶接装置の変形例を示す図であり、裏当部材、磁気吸着部材及び溶接電源の配置を示す要部概略図である。
前記実施形態では、図5に示すように、各溶接電源6(6A〜6C)を溶接始端側に設置させると共に、各磁気吸着部材27〜29と、各溶接電源6(6A〜6C)の電源アース端子6bとを接続することによって、アース電流が、磁気吸着部材27〜29を経由して溶接始端側に集電され、各電流アース端子6bを介して各溶接電源6(6A〜6C)に戻るように電流回路が形成されているが、これに限定されるものではない。
【0076】
例えば、本発明に係る片面アーク溶接装置100は、図6に示すように、各溶接電源6(6A〜6C)を、溶接線3の溶接終端側に設置すると共に、各磁気吸着部材27〜29と各溶接電源6(6A〜6C)の各電源アース端子6bをそれぞれ導通させてもよい。この場合、架台フレーム101は、溶接線3の溶接始端側から溶接終端側に亘って設置されて、溶接線3の溶接始端側に一本の電源アース接続端子101aが設けられている。その溶接線3の溶接始端側の一つの電源アース接続端子101aから三つに分岐されて各溶接電源6(6A〜6C)の電源アース端子6bにアースケーブル7Aがぞれぞれ接続されている。
【0077】
このようにしても、前記実施形態と同様に、被溶接鋼板1,2を溶接始端側から溶接終端側に亘って溶接するときに、各溶接電源6(6A〜6C)から溶接機40に供給された電流は、そのアース電流が、各磁気吸着部材27〜29、ケーブル11、溶接装置走行台車14、溶接始端側の電源アース接続端子101aを介して各アースケーブル7Aから各溶接電源6(各電源アース端子6b)に戻るようになる。
このため、アース電流の流れの経路が安定化されて、溶接の際に、溶接線3の全体に亘って均一化されたアークが生成され、溶接ビードの形状も安定化されて、溶接欠陥の発生を防止することができる。
【0078】
又、前記実施形態では磁気吸着装置が、磁気吸着部材27〜29を三列に配置した例を説明したが、二種類の裏当装置20のフラックス裏当部材21と、銅板裏当部材22との間に、磁気吸着部材29の1列のみを配置して、磁気吸着部材29のみにアース電流を流すようにしても構わない。
【0079】
又、片面アーク溶接装置100には、複数の溶接装置走行台車14を配置すると共に、複数の溶接線3の下方に裏当装置20(フラックス裏当部材21又は銅板裏当部材22)を配置して、複数の溶接機40,40(図2参照)により、複数の溶接線3を同時に溶接するようにしてもよい。
【0080】
前記実施形態では裏当装置20の一例として、フラックス裏当装置21と銅板裏当装置22とを備えたタイプのものを例に挙げて説明したが、これに限定されるものではなく、裏当装置20のタイプは特に限定されない。例えば、裏当装置20は、フラックス裏当装置21だけ備えたタイプのものでもよく、又、銅板裏当装置22だけ備えたタイプのものでもよい。
【符号の説明】
【0081】
1,2 被溶接鋼板
3 溶接線
4,4A,4B,4C 溶接トーチ
5 溶接ワイヤ
6,6A,6B,6C 溶接電源
6b 電源アース端子
7,7A,7B アースケーブル
11 ケーブル
12 接続端子
13 基台
14,17 台車
15 エアホース
16 回収部材
20 裏当装置
21 フラックス裏当部材(裏当部材)
22 銅板裏当部材(裏当部材)
27,28,29 磁気吸着部材
40 溶接機
100 片面アーク溶接装置
101 架台フレーム(アース部材)
101a,101b 電源アース接続端子
140 土台フレーム
【技術分野】
【0001】
本発明は、裏当装置上に、複数の被溶接鋼板の溶接線に沿って溶接機を走行させることにより、上面から溶接を行う片面アーク溶接装置に関する。
【背景技術】
【0002】
片面サブマージアーク溶接装置(以下、「片面アーク溶接装置」という)は、一対の被溶接鋼板の側端同士を突き合わせた溶接線の下部に裏当装置を配置して、溶融金属の垂れ落ちを防止しながら溶接線に沿って走行する溶接機によって、溶接線の被溶接鋼板の片面をアーク溶接する装置である。
【0003】
この片面アーク溶接装置においては、例えば、フラックス裏当装置及び/又は銅板裏当装置が溶接方向へ延設されて、この裏当装置上に複数の被溶接鋼板が仮付けされたパネルが搬送されて来て、その溶接線が裏当装置に一致するように配置される。そして、片面アーク溶接装置は、溶接機の溶接トーチから溶接線の近傍に向けて溶接ワイヤを送出し、溶接ワイヤと被溶接鋼板との間に電圧を印加することによってアークを形成しながら溶接機を、溶接機ビーム上を走行させることにより、溶接開先部を溶接する。
【0004】
アークを形成するためには、溶接ワイヤと被溶接鋼板との間に溶接電流を流して、被溶接鋼板から溶接電流のアース電流を集電する必要がある。従来、そのアース電流の集電方法としては、次のような3つの集電方法が主に行われている。
【0005】
その第1の集電方法は、被溶接鋼板に直接アースケーブルを接続する方法である。この集電方法の場合は、パネルが搬送されて来る都度、その被溶接鋼板にアースケーブルを万力等により接続している。
第2の集電方法は、被溶接鋼板を支持する支持装置に、溶接電源のアースケーブルを接続する方法である。
第3の集電方法は、被溶接鋼板の支持装置にアース集電装置を複数設置する方法である。そのアース集電装置は、被溶接鋼板をローラで搬送するのに対処させるために、集電接触子を、油圧シリンダ等で被溶接鋼板に向けて進退移動させることによって、被溶接鋼板に接触させる装置である。
その他、片面溶接装置に使用されるものではないが、被溶接鋼板に電源アース端子を接続してアースする方法が知られている(例えば、特許文献1参照)。
【0006】
しかしながら、前記第1〜3のアース電流の集電方法には、次のような問題点がある。
先ず、第1の集電方法では、アース電流の集電位置を溶接始端側にするか、溶接終端側にするか、又は、中間位置にするかによって、アークの状態が変化する。このため、アース電流の集電位置により溶接アーク状態が不安定になるという問題点がある。この現象は、一般的に「磁気吹き」といわれ、溶接電流が直流である場合に、特に、著しく現れる。このため、良好な溶接ビードを得ることができないという問題点がある。
【0007】
前記磁気吹き現象は、電流経路が被溶接鋼板上で複数になった場合に、各電流に発生する磁界が反発したり、吸い寄せられたりして、アークが真っ直ぐに被溶接鋼板に向かないで偏向することをいう。溶接前の被溶接鋼板同士は、溶接開先部で溶接線方向に点在する仮付け部により連結されているにすぎない。このため、アース電流がいずれの被溶接鋼板をどの方向に通流して行くのか予想がつかない。この被溶接鋼板を流れる電流の方向と向きに対して、アーク中を流れる電流が直交しているので、被溶接鋼板を流れる電流により、アークがアーク方向と垂直の方向に電磁力を受ける。このため、被溶接鋼板を流れる電流の経路が安定しない場合には、アークが所望の方向を向かず、不安定になるという問題点がある。特に、アークが後方向を向いた場合には、溶接ビードが溶接線の裏面側に形成されないという問題点がある。
【0008】
又、集電部と被溶接鋼板との接触が不安定である場合には、アーク状態も不安定になり、接触が不安定な被溶接鋼板と接触部との間でスパークが生じ、被溶接鋼板及び集電部にアーク痕が生じるという問題点がある。
【0009】
特に、第1の集電方法は、被溶接鋼板に直接アースケーブルを接続した場合、溶接電流が大きいときに、アースケーブルが重くなると共に、パネルを交換する都度、アースケーブルを万力で被溶接鋼板に取り付けたり、取り外したりする作業が必要となる。このため、溶接作業を行う前の準備作業に時間がかかると共に、作業工数が、増えて作業が煩雑になるという問題点がある。
又、パネルを交換するときに、アースケーブルの取り外しを忘れた場合には、アースケーブルが切断してしまうという不慮の事故が発生することもある。更に、パネルの被溶接鋼板の大きさが変わる場合には、アースケーブルの取付位置も変わるため、重いアースケーブルをその都度新しい取付位置まで運ぶ必要があり、作業性が悪いという問題点がある。
【0010】
又、第2の集電方法では、次のような問題点がある。
鋼板支持装置は、複数のローラ、又は、支持台等の支持部材で被溶接鋼板を受けて、アース電流が、被溶接鋼板から支持部材を通って溶接電源に戻るようになっている。しかし、被溶接鋼板は、その表面に錆や汚れや塵埃等があることがあるため、全ての支持点が、常に、鋼板支持装置に密着又は接触しているわけではない。又、被溶接鋼板の曲がり及び支持部材の支持高さも不均一になっているため、接触点が不安定である。このため、アース電流は、いつも同じ状態に流れるとは限らず、アークが不安定であるという問題点がある。
【0011】
更に、溶接中は、溶接熱により被溶接鋼板に歪みが発生し、接触していた箇所が溶接中に離れてスパークが発生することがある。
又、接触点が移動することによって、アース電流の良好な集電状態が崩れ、磁気吹きが発生することがある。特に、被溶接鋼板が薄くて、単位面積あたりの質量が軽い場合には、被溶接鋼板が動き易いので、前記した全ての問題点が起きる可能性がある。
更に、ローラで被溶接鋼板を支持する場合は、ローラ内の軸受ベアリングにアース電流が流れるため、ベアリングを損傷させるという問題点がある。ベアリングにかかる荷重が大きい場合には、電流の通過抵抗が小さいが、荷重が小さい場合は、通過抵抗が大きくなり、損傷を促進させるという問題点がある。
【0012】
更に、第3の集電方法においては、次のような問題点がある。
アース集電装置は、アースケーブルを溶接線の溶接終端(エンド)側に設けるいわゆる前アースが、磁気吹きの抑制に好ましいといわれていた。このアース集電装置は、被溶接鋼板における溶接が進行する先の溶接終端部分にアース集電接触子を接触させる方法である。
【0013】
しかしながら、このアース集電装置の集電接触子を溶接線の溶接終端位置に接触させたとしても、被溶接鋼板の大きさ及び置き方によっては、正確に溶接線の溶接終端位置になるとは限らない。従って、集電接触子が接触する位置が被溶接鋼板の溶接線の溶接終端位置よりも手前になった場合、その位置までは溶接が良好にできたとしても、その集電接触子の接触位置を通過した後に、溶接アークに磁気吹きが発生することがある。このため、アース集電装置は、全体に亘って、磁気吹きを確実に防止することはできないという問題点がある。
【0014】
又、アース集電装置の機構は、前記したように、集電接触子を油圧シリンダ等で被溶接鋼板に押し付ける装置である。このため、被溶接鋼板が薄くて軽い場合には、油圧シリンダによる押付力で被溶接鋼板を持ち上げてしまい、被溶接鋼板に対する集電接触子の接触圧力が十分に伝わらず、接触不良となるという問題点がある。
【0015】
そのような前記第1〜3のアース電流の集電方法の問題点を解消すべく開発されたものとしては、例えば、特許文献2に開示された片面溶接装置がある。
その片面溶接装置は、溶接方向に延びる裏当部材と、この裏当部材の側部にて裏当部材の長手方向に複数配列され、裏当部材上に位置した被溶接鋼板を磁力で吸着して拘束する複数の磁気吸着部材と、被溶接鋼板の溶接線に沿って移動して溶接ワイヤを送出する溶接トーチと、溶接ワイヤに給電して溶接ワイヤと被溶接鋼板との間にアークを生成させる溶接電源と、を備えて、各磁気吸着部材と溶接電源の電源アース端子とを接続することにより、アース電流が、複数の磁気吸着部材を介して溶接電源に戻るようにさせている。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】実開昭50−53430号公報
【特許文献2】特許第4401324号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
前記特許文献2に記載の片面溶接装置は、アース集電装置が、溶接線の溶接終端(エンド)に設けられるいわゆる前アースが用いられ、複数の磁気吸着部材に接続された電源アース端子を介している場合にあっては、通常、良好な片面溶接結果が得られとされていた。ところが、時として片面溶接の裏面ビード形状が乱れることがあった。その場合、その都度、現場補修を余儀なくされ、裏面ビード形状が乱れる原因の解明と対策が急務とされていた。
この場合、裏面ビード形状が乱れたときには、溶接施工上の異常が生じたものと判断され、その都度の現場対応として溶接条件を調節すること等により対処していた。その溶接条件の調節作業は、片面アーク溶接装置を停止して作業が行われる。このため、裏面ビード形状の乱れの原因の究明に時間がかかった場合には、片面アーク溶接装置が何ヶ月も立ち上がらない状態になることもあり、検査コストや製作コストがアップすると共に、製品の納期等にも過大な影響を与えることもあった。
【0018】
しかしながら、複数の溶接ワイヤに関する個々の溶接条件を調節された後においても、相変わらず、時として裏面ビード形状が乱れる溶接欠陥が発生することから、その原因が施工上の異常ではなく、装置面からの原因究明と根絶が急務となった。なお、その溶接欠陥は、往々にして溶接線裏面の溶接箇所の形状欠陥となる。その溶接欠陥を補修は、現場の狭隘な裏面サイドからの上向き溶接によって補修することが要求されることもあり、その溶接欠陥の発生頻度が少なくても、被溶接鋼板の裏面側の補修作業は大変な作業であり、大きな問題点となる。
このため、前記した諸問題を究明して改善し、溶接欠陥が発生しない片面アーク溶接装置の開発が要望されていた。
【0019】
本発明は、かかる問題点に鑑みてなされたものであって、前記溶接欠陥が発生しないように溶接することができる片面アーク溶接装置を提供することを課題とする。
【課題を解決するための手段】
【0020】
前記した課題を解決するために、本発明の請求項1に記載の片面アーク溶接装置は、溶接方向に延びる裏当部材と、当該裏当部材の側部にて当該裏当部材の長手方向に複数配列され前記裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、前記溶接電源は、前記溶接線の溶接始端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、アース電流が、前記複数の磁気吸着部材と、前記溶接線の溶接始端側から溶接終端側まで配置されたアース部材の溶接始端側と、前記アース部材の溶接始端側と前記電源アース端子とに接続されたアースケーブルと、を経由して当該溶接電源に戻るようにしたことを特徴とする。
【0021】
かかる構成によれば、片面アーク溶接装置は、溶接する際に、電流が、溶接電源から溶接ワイヤ、被溶接鋼板、複数の磁気吸着部材を介して溶接電源の電源アース端子に流れて、溶接ワイヤと被溶接鋼板との間にアークを生成する。この場合、磁気吸着部材と電源アース端子とは、接続されているため、溶接欠陥が発生することがない。
【0022】
請求項2に記載の片面アーク溶接装置は、請求項1に記載の片面アーク溶接装置であって、前記複数の磁気吸着部材は、前記裏当部材の幅方向の両側に、当該裏当部材の長手方向に複数配列されると共に、全ての前記磁気吸着部材が前記電源アース端子に導通されていることを特徴とする。
【0023】
かかる構成によれば、片面アーク溶接装置は、磁気吸着部材が、裏当部材の幅方向の両側に複数配列されて、全ての磁気吸着部材が電源アース端子に接続されているので、溶接のアース電流が流れる電流経路の接続箇所の電気的接続の信頼性を向上させることができる。
【0024】
請求項3記載の片面アーク溶接装置は、請求項1に記載の片面アーク溶接装置であって、前記アース部材は、少なくとも前記磁気吸着部材、あるいは、溶接機を支持する架台フレームからなることを特徴とする。
【0025】
かかる構成によれば、片面アーク溶接装置は、架台フレームをアース部材としたことによって、特別なアース部材を設けることなく、アースすることができる。
【0026】
請求項4に記載の片面アーク溶接装置は、溶接方向に延びる裏当部材と、前記裏当部材の側部にて当該裏当部材の長手方向に複数配列され当該裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、前記溶接電源は、前記溶接線の溶接終端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、アース電流が、前記複数の磁気吸着部材と、前記溶接線の溶接始端側に設置され前記複数の磁気吸着部材に導通した電源アース接続端子と、前記溶接線の溶接始端側から溶接終端側に配置されると共に、前記電源アース接続端子と前記電源アース端子とに接続されたアースケーブルと、を経由して当該溶接電源に戻るようにしたことを特徴とする。
【0027】
かかる構成によれば、片面アーク溶接装置は、溶接線の溶接始端側から溶接終端側にアースケーブルを配置したことにより、被溶接鋼板を溶接始端側から溶接終端側に亘って溶接するときに、アース電流が、常に、アースケーブルの溶接始端側を介して流れて溶接電源に戻るようになる。
【発明の効果】
【0028】
本発明に係る片面アーク溶接装置は、次のような優れた効果を奏する。
請求項1の発明は、裏当部材の側部に配列された複数の磁気吸着部材を、被溶接鋼板の固定に使用することができると共に、被溶接鋼板からアース電流を導通し溶接電源に戻すための電流経路としても兼用することができる。この磁気吸着部材は、裏当部材の長手方向に複数配列し、溶接電源は溶接始端側に設置し、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通することにより、溶接電流が常に進行方向に対して後アースとなり、安定したアークが得られる。その結果、アーク変動による溶接欠陥が発生しない高品質の溶接を行うことができる。
【0029】
請求項2の発明は、磁気吸着部材を通してアーク電流を集電する際に、複数の集電部材に起因する接触電気抵抗のばらつきの影響を軽減し、かつ、複数の磁気吸着部材のアース電流の順次分配の諸原因に基づく乱れの発生を抑制することができる。その結果、良好な片面アーク溶接を得ることができる。
【0030】
請求項3の発明は、架台フレームをアース部材としたことによって、特別なアース部材を設けることなく、アースすることができるため、アース電流を流すための配線を簡素化することができる。
【0031】
請求項4の発明は、溶接線の溶接終端側に溶接電源を設置した場合であっても、溶接始端側に集電したアース端子から溶接電源アース端子にアースケーブルを配置したことにより、被溶接鋼板を溶接始端側から溶接終端側に亘って溶接するときに、溶接電流が常に進行方向に対して後アースとなり、安定したアークが得られる。その結果、溶接ビードの形状も安定化され、溶接欠陥の発生を防止することができる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施形態に係る片面アーク溶接装置を示す裏当部材に垂直方向の要部拡大縦断面図である。
【図2】本発明の実施形態に係る片面アーク溶接装置を示す要部斜視図である。
【図3】本発明の実施形態に係る片面アーク溶接装置の裏当部材及び磁気吸着部材の配置を示す要部斜視図である。
【図4】本発明の実施形態に係る片面アーク溶接装置の磁気吸着部材を示す図であり、(a)は平面図、(b)は正面図である。
【図5】本発明の実施形態に係る片面アーク溶接装置の裏当部材、磁気吸着部材及び溶接電源の配置を示す要部概略図である。
【図6】本発明の実施形態に係る片面アーク溶接装置の変形例を示す図であり、裏当部材、磁気吸着部材及び溶接電源の配置を示す要部概略図である。
【発明を実施するための形態】
【0033】
以下、本発明の実施形態について図1〜図5を参照して説明する。
なお、実施形態の説明において、長手方向は被溶接鋼板1,2の溶接線3に平行な方向、幅方向は溶接線3に直交する方向とする。
【0034】
≪片面アーク溶接装置の構成≫
図1に示すように、片面アーク溶接装置100は、フラックスFを用いて被溶接鋼板1,2同士を溶接線3に沿って溶接機40を移動させながら片面溶接するサブマージアーク溶接装置である。図2に示すように、片面アーク溶接装置100は、それぞれ後記する溶接機40と、溶接電源6(6A,6B,6C)と、架台フレーム101と、被溶接材搬送装置23と、磁気吸着部材27,28,29と、裏当装置20と、昇降装置(図示省略)と、フラックス回収搬送装置16(図1参照)と、回収散布装置19(図1参照)と、を備えている。
【0035】
≪被溶接鋼板の構成≫
図1に示すように、被溶接鋼板1,2は、船舶等で用いられる大きな面積を有する鋼板等であり、例えば、1辺が10〜30mの長さの平板材からなる。この被溶接鋼板1,2は、溶接機40により大きな被溶接鋼板1,2の溶接線3を溶接して繋ぎ合わせて形成される。被溶接鋼板1,2の側端部は、相互に突き合わされて、突き合わせ端部に溶接線3が形成されている。溶接開先部Mは、仮付け溶接され、溶接線3に沿って複数の仮付け部が点在している。パネルは、溶接線3がフラックス裏当部材21の上に位置に搬送されて配置されている。そして、この溶接線3の上には、溶接機40が配置され、溶接機40が溶接機ビーム102上を溶接線3に沿って走行するようになっている。
【0036】
≪溶接機の構成≫
図1に示すように、溶接機40は、裏当装置20の上方に配置され、溶接線3の表側(上側)から被溶接鋼板1,2を溶接するアーク溶接機である。図2に示すように、溶接機40は、裏当装置20のフラックス裏当部材21(図1参照)、又は、銅板裏当部材22(図1参照)の長手方向に沿って延設される溶接機ビーム102を走行させる溶接機走行台車41(図2参照)と、溶接機走行台車41に移動可能に取り付けられた調整治具(図示省略)と、調整治具に取り付けられた溶接トーチ4(4A,4B,4C)と、を備えている。
【0037】
図2に示す溶接機走行台車41は、不図示の調整治具に設けられたレール(図示省略)が幅方向に移動することによって、溶接トーチ4(4A〜4C)を幅方向へ移動させる台車である。
そして、溶接機40には、例えば、3つの溶接トーチ4(4A〜4C)が下方に向けて延在し、各溶接トーチ4(4A〜4C)の先端が溶接線3の直上に位置するように配置される。複数の溶接トーチ4(4A〜4C)からは、各溶接ワイヤ5が溶接開先部Mに向けて送出される。各溶接ワイヤ5と被溶接鋼板1,2との間には、それぞれの溶接電源6(6A〜6C)から電圧が印加されることにより、アークが生成されてアーク溶接が行われる。
【0038】
≪溶接電源の構成≫
図5に示すように、各溶接電源6(6A〜6C)は、各溶接トーチ4(4A〜4C)の溶接ワイヤ5にそれぞれ大電流を給電して溶接ワイヤ5と被溶接鋼板1,2との間にアークを生成させるための電源であり、例えば、3つからなる。各溶接電源6(6A〜6C)は、出力端子6aと、電源アース端子6bと、を備えている。各溶接電源6(6A〜6C)は、溶接線3の溶接始端側に設置されると共に、各磁気吸着部材27,28,29と各溶接電源6(6A〜6C)は、電源アース端子6bとに導通している。各溶接電源6(6A〜6C)から溶接トーチ44A〜4C)、被溶接鋼板1,2を介してアースされるアース電流は、磁気吸着部材27〜29と、溶接線3の溶接始端側から溶接終端側まで配置された架台フレーム101(アース部材)の溶接始端側とを介して全溶接電流が集電されて各溶接電源6(6A〜6C)に配分されて戻るようにアース電流の電流回路が構成されている。
【0039】
<電源ケーブル及びアースケーブルの構成>
複数の溶接ワイヤ5毎に対応して設置した複数の溶接電源6(6A〜6C)から各溶接ワイヤ5への電源ケーブル8,8,8は、個々の溶接電源6(6A〜6C)毎に、その一端が、出力端子6aに接続され、他端が、溶接機40の溶接ワイヤ5に接続されている。
アースケーブル7は、大電流が供給可能な3本の電導線からなり、一端側が、溶接線3の溶接始端側に設置された電源アース接続端子101aに接続され、他端側が、3つに分岐されて各溶接電源6(6A〜6C)の電源アース端子6bにそれぞれ接続されている。
【0040】
≪架台フレームの構成≫
架台フレーム101は、片面アーク溶接装置100の略全体の骨組みを形成する骨格フレームであり、溶接機ビーム102と、ビーム走行ガイド103と、土台フレーム140と、を備えて幅方向に移動可能に構成されている。架台フレーム101は、導電性の金属製フレームからなり、アース電流の電流経路の一部を形成している。架台フレーム101の溶接始端側には、アースケーブル7を接続するための電源アース接続端子101aが設置されている。
【0041】
≪土台フレームの構成≫
図2に示すように、土台フレーム140は、上方が開放された状態に鋼製の角材を枠組みして、断面視して凹状を呈するように形成されたフレームであり、その内側に支持した裏当装置20の長手方向に沿って延設されている。土台フレーム140は、長手方向に沿って並設された2本の主梁140aと、主梁140a,140aの間に直角に連結された連結梁140bと、連結梁140bに垂直に立設された連結梁140cと、主梁140a,140aの上方で、それぞれ平行に設置された補助梁140dと、補助梁140dから裏当装置20の反対側に向かって張出した片持梁140eと、を備えている。又、土台フレーム140は、連結梁140bの下方に台車部108が設置され、裏当装置20の長手方向に所定の間隔をあけて並設された複数のレール107の上を台車部108が移動することによって、裏当装置20の幅方向に移動する。
【0042】
≪被溶接材搬送装置の構成≫
被溶接材搬送装置23は、土台フレーム140の補助梁140dの上部に配置され、裏当装置20の上方で被溶接鋼板1,2を水平移動させる装置である。被溶接材搬送装置23は、パネル移動ローラ24,24と、このパネル移動ローラ24,24を回転駆動させるモータ26,26等を備えて構成されている。又、被溶接材搬送装置23による被溶接鋼板1,2の搬送を補助するために、土台フレーム140の上部(片持梁140e)には、補助ローラ装置30(図3参照)が配置されている。
【0043】
パネル移動ローラ24,24は、例えば、パネルを裏当装置20の長手方向へ移動させるための装置であり、それぞれモータ26,26によって回転駆動される。なお、パネル移動ローラ24,24及びローラ25,25(図3参照)の向きは、パネルを移動させる方向に応じてその向きを変えることが可能になっている。なお、図2に示すパネル移動ローラ24,24及びローラ25,25は、パネルを長手方向に移動させる場合を示している。
【0044】
≪裏当装置の構成≫
図1に示すように、裏当装置20は、前記被溶接鋼板1,2同士を突き合わせた溶接線3の裏面にフラックスFを押し当てる装置であり、裏当装置走行台車17に載設された支持構造体の上に溶接方向に延設されている。裏当装置20は、フラックス裏当部材21と銅板裏当部材22とが並行に設けられた二列の裏当部材と、この二つの裏当部材をそれぞれ上昇及び下降させる昇降装置としてのエアホース15と、を備えている。フラックス裏当部材21と銅板裏当部材22とは、溶接方法により、いずれかが選択的に使用される。
なお、図1は、フラックス裏当部材21を使用して溶接するときの状態を示す要部縦断面図である。これらの裏当装置20の上には、被溶接鋼板1,2を仮付けしたパネルが搬送されて来て配置される。
【0045】
図1に示すように、フラックス裏当部材21及び銅板裏当部材22は、被溶接鋼板1,2を突き合わせた溶接線3の裏面にフラックスFを押し当てる部分である。フラックス裏当部材21は、トラフフレームに支持された断面U字状のトラフ21a内に収納したフラックスFを溶接線3の裏面に押し当てるトラフタイプのものである。銅板裏当部材22は、裏当銅板22aの上に散布されたフラックスFを溶接線3の裏面に押し当てるいわゆる銅板タイプのものである。
そして、これらのフラックス裏当部材21と銅板裏当部材22との間には、複数の磁気吸着部材29が長手方向に1列に配置されている。フラックス裏当部材21及び銅板裏当部材22の幅方向の左右外側には、被溶接材搬送装置23,23及び磁気吸着部材27,28が配置されている。
【0046】
フラックス裏当部材21は、トラフ21a内に散布されて貯留されたフラックスFを溶接開先部Mの下面に押し当てることにより、溶接時の溶融金属の垂れ落ちを防止する。このフラックス裏当部材21は、その下部にエアホース15が配置されて、エアホース15に圧縮空気が供給されることにより、エアホース15が膨らんで、フラックスFを被溶接鋼板1,2の溶接開先部Mの下面に押し当てるようになっている。
【0047】
一方、銅板裏当部材22は、フラックス裏当部材21と同様、エアホース15が配置されて、エアホース15に圧縮空気が供給されると、エアホース15が膨らんで、銅板裏当部材22が上昇し、フラックスFを被溶接鋼板1,2の下面に押当てるようになっている。これらのフラックス裏当部材21及び銅板裏当部材22の下方には、使用後のフラックスFを回収するフラックス回収搬送装置16が配置されている。
【0048】
≪磁気吸着部材の構成≫
図3に示すように、磁気吸着部材27,28,29(磁気吸着装置)は、裏当装置20の上方に配置されたパネルを下側から磁力で吸引して、被溶接鋼板1,2が浮き上がらないように固定する装置であり、略円柱形状に形成された電磁マグネットからなる。磁気吸着部材27〜29は、溶接装置走行台車14(図1参照)の上端に設置された支持部18にそれぞれ載設されると共に、裏当装置20に沿って長手方向に予め設定された間隔で、それぞれが1列に長手方向に多数配置されている。磁気吸着部材27〜29は、通電することによりその上方に配置されたパネル、即ち、被溶接鋼板1,2を磁力で吸着し、被溶接鋼板1,2を拘束するようになっている。磁気吸着部材27〜29は、その全てが各溶接電源6(6A〜6C)の電源アース端子6b(図示省略)に導通するように設けられている。
【0049】
磁気吸着部材27は、フラックス裏当部材21の外側に、パネル移動ローラ24とローラ25と共に長手方向に1列に複数配置されている。磁気吸着部材27は、複数のパネル移動ローラ24の前後にそれぞれ隣設されている。
【0050】
磁気吸着部材28は、前記磁気吸着部材27と同様に、銅板裏当部材22の外側に、モータ26によって回転駆動されるパネル移動ローラ24とローラ25とが、長手方向に1列に複数配置されている。磁気吸着部材28は、複数のパネル移動ローラ24の前後にそれぞれ隣設されている。
【0051】
図3に示すように、磁気吸着部材29は、フラックス裏当部材21と銅板裏当部材22との間に、それぞれ支持ローラ10を介在して長手方向に向けて1列に配置されている。図1に示すように、磁気吸着部材29は、この下側に支持部18が固定され、支持部18の下側に、裏当装置走行台車17の上端に載設された基台13が設置されている。
【0052】
図4(b)に示すように、磁気吸着部材29は、電磁マグネットに通電しない場合、一対の支持ローラ10の上側の共通接線L(二点鎖線で示す部位)と磁気吸着部材29との間隔X、即ち、一対の支持ローラ10上に支持される被溶接鋼板1,2の下面と磁気吸着部材29との間隔Xが、約10mmになるように、磁気吸着部材29が共通接線Lより下方に位置している。そして、磁気吸着部材29の上方に被溶接鋼板1,2が位置している状態で、電磁マグネットに通電すると、磁気吸着部材29が、ガイドボルト50に案内されて被溶接鋼板1,2に吸引されて飛び上がる。この飛び上がり量は、ガイドボルト50によって、例えば、12mmに制限されているので、被溶接鋼板1,2が熱歪み等でそれ以上持ち上がろうとしても、磁気吸着部材29がクランプして被溶接鋼板1,2の変形及び持ち上がりを制限する。
【0053】
これにより、図1に示すフラックス裏当部材21が被溶接鋼板1,2の溶接開先部Mの下面に押し付けられて、被溶接鋼板1,2を上側へ力が作用しても、被溶接鋼板1,2が浮き上がるのが阻止されるようになっている。又、磁気吸着部材29は、磁力で被溶接鋼板1,2を吸着固定することにより、被溶接鋼板1,2の上方向に曲がるのを矯正し、溶接中の歪みによる被溶接鋼板1,2の湾曲変形及び移動を防止することができる。
【0054】
このような磁気吸着部材29がフラックス裏当部材21と銅板裏当部材22との中間に配置され、複数の磁気吸着部材29が裏当装置20の長手方向に配列されている。又、フラックス裏当部材21及び銅板裏当部材22の外側に配置されたパネル移動ローラ24及びローラ25の近傍にも、磁気吸着部材29と同様の構成の複数の磁気吸着部材27,28(図2及び図3参照)が配置されている。従って、各裏当装置20の両側に前記磁気吸着部材29,27,28が配置されている。
【0055】
これらの全ての磁気吸着部材27〜29は、図5に示すように、溶接機ビーム102、土台フレーム140等の架台フレーム101を経由して各溶接電源6(6A〜6C)の電源アース端子6bに導通するように電気的に接続されている。つまり、各磁気吸着部材29(27,28)には、土台フレーム140に固定された図4(b)に示す基台13上に、板状の接続端子12が立設されている。この接続端子12と磁気吸着部材29(27,28)とは、互いにケーブル11によって接続されている。従って、磁気吸着部材29(27,28)は、ケーブル11、接続端子12、基台13、及び、鉄製の架台フレーム101(溶接装置走行台車14、裏当装置走行台車17あるいは溶接機ビーム102等)、電源アース接続端子101a、アースケーブル7を経由して溶接始端側に配置された各溶接電源6(6A〜6C)の電源アース端子6bに接続されている(図5参照)。
【0056】
図1に示すように、前記支持ローラ10は、回転軸を裏当装置20の長手方向に直交する方向に向けて配置され、その上に搬送されて来るパネルの被溶接鋼板1,2の下面に当接して転動する。支持ローラ10は、この支持ローラ10の近傍に配置された磁気吸着部材29とで、被溶接鋼板1,2を下側から支持するように配置されている。
【0057】
フラックス裏当部材21及び銅板裏当部材22の外側に配置された左右のパネル移動ローラ24,24とローラ25,25(図3参照)は、その回転軸が裏当装置20の長手方向に直交する方向に向けて設置されている。パネル移動ローラ24,24は、それぞれモータ26,26によって回転駆動されると、パネルを裏当装置20の長手方向に移動させる。
【0058】
≪補助ローラ装置の構成≫
図3に示すように、補助ローラ装置30は、複数のローラ31が裏当装置20の長手方向(パネル搬送方向)に沿って配置されている。各ローラ31は、その回転軸が、フラックス裏当部材21及び銅板裏当部材22の長手方向に直交するように配置されて、モータ32によって回転駆動されると、パネルを裏当装置20の長手方向に移動させる。
【0059】
≪溶接装置走行台車の構成≫
図1に示すように、溶接装置走行台車14は、フラックス裏当部材21、銅板裏当部材22,磁気吸着部材29及び被溶接材搬送装置23,23を搭載して幅方向へ移動させるための台車である。
【0060】
≪裏当装置走行台車の構成≫
裏当装置走行台車17は、フラックス裏当部材21、磁気吸着部材29及び銅板裏当部材22を搭載して移動させるための台車であり、溶接装置走行台車14上を裏当装置20の長手方向に直交する方向に走行可能となっている。このため、フラックス裏当部材21、磁気吸着部材29及び銅板裏当部材22は、裏当装置走行台車17が移動することにより、幅方向の位置を微調整することができるようになっている。
【0061】
≪片面アーク溶接装置の動作≫
次に、図1〜図5を参照して片面アーク溶接装置100の動作について説明する。
図1に示すように、パネルが裏当装置20上に搬送されて来ると、被溶接鋼板1,2間の溶接線3の位置が、フラックス裏当部材21、又は、銅板裏当部材22の直上に位置決めされる。必要に応じて、溶接装置走行台車14を移動させて位置調整し、さらに、裏当装置走行台車17を移動させて位置を正確に微調整をする。
【0062】
そして、磁気吸着部材27〜29(図2及び図3参照)に通電し、被溶接鋼板1,2を磁力で吸着して拘束する。これにより、被溶接鋼板1,2は、磁気吸着部材27〜29等に接触する。この場合、被溶接鋼板1,2は、磁気吸着部材27〜29に吸引されているので、両者は、確実に接触して電気的に接続することができる。
【0063】
次に、フラックス裏当部材21のエアホース15に圧縮空気を供給して、エアホース15を膨らませて、トラフ21aを上昇させトラフ21a内のフラックスFを被溶接鋼板1,2の溶接開先部Mの下面に押し当てる。その後、各溶接トーチ4(4A〜4C)から繰り出される各溶接ワイヤ5と被溶接鋼板1,2の溶接開先部Mとの間に、各溶接電源6(6A〜6C)からの電圧を印加すると、アーク電流がそれぞれ流れてアークが生成され、溶接が行われる。
【0064】
図5に示す各溶接電源6(6A〜6C)の出力端子6aからの供給電流は、各溶接ワイヤ5毎に設置した溶接電源6(6A〜6C)毎の電源ケーブル8,8,8を介して各溶接ワイヤ5からアーク電流となって被溶接鋼板1,2に入り、その被溶接鋼板1,2から磁気吸着部材27〜29にそれぞれ流れ、ケーブル11、接続端子12(図4(b)参照)、基台13(図4(b)参照)、裏当装置走行台車17、架台フレーム101、電源アース接続端子101a、アースケーブル7を介して、各溶接電源6(6A〜6C)の各電源アース端子6bに流れる。
そして、溶接機40を溶接線3に沿って走行させ、各溶接ワイヤ5を溶接線3に沿って移動させると、各溶接ワイヤ5及び被溶接鋼板1,2の溶融及び溶接金属の凝固が溶接方向に連続的になされ、片面アーク溶接が行われる。
【0065】
この場合に、図1及び図2に示すように、磁気吸着部材27〜29は、溶接線3の両側に、溶接線3に沿って多数配置されている。例えば、フラックス裏当部材21を使用する場合には、溶接線3の両側近傍に、磁気吸着部材29,27が位置する。又、銅板裏当部材22を使用する場合には、溶接線3の両側近傍に磁気吸着部材29,28が位置する。
このように、溶接線3に沿って多数の磁気吸着部材27〜29が溶接線3の両側に配置されているので、アーク点から被溶接鋼板1,2に入るアース電流は、大きな偏りなく、常に、磁気吸着部材27〜29等を流れて各溶接電源6(6A〜6C)に戻る。
【0066】
図5に示すように、溶接始端側から溶接を開始して溶接終端側へ連続して被溶接鋼板1,2を溶接した場合、最初、溶接始端部の近傍に位置する磁気吸着部材29(27,28)を溶接電流が流れるが、その後の溶接後半に至っても最初に流れた磁気吸着部材29(27,28)を大部分のアース電流が流れる。
【0067】
つまり、溶接ワイヤ5からアーク発生を経て被溶接鋼板1,2に流れる溶接電流は、複数の磁気吸着部材29(27,28)を介して各溶接電源6(6A〜6C)に還流される。しかしながら、複数の磁気吸着部材29(27,28)を介して流れるアース電流は、その各部を流れる電流をいわゆるトグメータといわれている電流計で計測したところ、各磁気吸着部材29(27,28)を均等に流れるのではなく、複数の磁気吸着部材29(27,28)の内、最初に多く流れた溶接始端側の近傍に配置された磁気吸着部材29(27,28)の電流量が多いことが判明した。つまり、一旦導通した磁気吸着部材29(27,28)と被溶接鋼板1,2の間の接触電気抵抗は小さくなっており、溶接終端側にアークが移動しても、最初に導通した磁気吸着部材29(27,28)と被溶接鋼板1,2の間に比較的多く流れる傾向があることがわかった。
【0068】
従来から常識的に片面アーク溶接装置では、溶接終端側(前)アースが良いとされており、これまでの装置では溶接終端側(前)アースが採用されてきた。又、通常溶接ではこの溶接終端側(前)アースで安定した片面溶接が実現できてきた。しかしながら、通常、安定した溶接が得られる溶接終端側(前)アースであっても、前述のように、時として裏面ビード形状が乱れる溶接欠陥が発生することがあり、その原因究明を個々の磁気吸着部材29(27,28)を介して流れるアース電流の分流解析を行った。その結果、溶接終端側(前)アースを装置的には実現しているにもかかわらず、通常は溶接後半になっても溶接初期に流れた溶接始端部の磁気吸着部材29(27,28)を流れていることが判明した。ただし、時として、溶接終端側での溶接の際に、溶接終端近辺の磁気吸着部材29(27,28)を主アース電流が流れることがあり、この電流経路の大きな変化が生じた場合に、前記溶接欠陥が生じることがわかった。このことは、最初に導通した溶接始端側近傍の磁気吸着部材29(27,28)の接触電気抵抗の小ささと、溶接終端側近傍の磁気吸着部材29(27,28)を介しての電流回路の電気抵抗の少なさとのバランスでアース流路の変化が生じること、最初に導通した磁気吸着部材29(27,28)を介してのアース電流回路は溶接始端側(後)アースとなっているが、このアース電流状態でも溶接した箇所が溶接欠陥に繋がるわけではないことが実験で判明した。
【0069】
又、これらの試験を通して、磁気吸着部材29(27,28)と被溶接鋼板1,2との間の接触電気抵抗、あるいは、磁気吸着部材29(27,28)の吸着面の錆や表面汚れ等に起因した外乱が影響することが判った。又、溶接初期に流れた溶接始端側近傍の磁気吸着部材29(27,28)には、電流が流れ易い状態になっており、アーク点が移動した後も、溶接初期に流れた磁気吸着部材29(27,28)を通して流れる電流が多く存在することも判った。従来、常識とされていた前アースでなくても、アース電流の流路が乱れない場合には、アース電流の流路に大きな変更がないので、良好な安定した片面溶接が得られることも判った。
【0070】
このようなことから、各溶接電源6の電源アース端子6bを溶接始端部に接続した片面アーク溶接装置100では、溶接開始初期の良好な溶接状態が維持され、かつ、磁気吹きが発生しない。そして、磁気吸着部材29(27,28)は、磁力により確実に被溶接鋼板1,2の下面に接触しているので、接触状態も良好である。又、溶接中の被溶接鋼板1,2の歪みにより、磁気吸着部材29(27,28)との接触状態が悪化することもなく、アース電流は、確実に溶接初期の溶接始端側の磁気吸着部材29(27,28)を大部分が通って流れる。
【0071】
よって、溶接始端側から溶接終端側に亘って溶接線3全体を溶接しても、アース電流の電流経路が、溶接初期の溶接始端側の磁気吸着部材29(27,28)を流れる状態からふらつくことがなく安定しているので、アークの偏向を防止することができると共に、アース流路の変更による溶接の途中での突然の溶接欠陥が発生するのを防止することができる。なお、各溶接電源6の電源アース端子6bを溶接始端部に接続した場合にあっては、溶接が終端部に至った場合、それよりも終端側に位置する磁気吸着部材29(27,28)を介してアース電流が流れる流路発生はないことから、後アース状態が突然前アース状態になることはなく、時として発生していた溶接欠陥は防止できた。
【0072】
一般に、磁気吹き現象は、溶接電流が直流電流である場合に顕著に発生する、又、被溶接鋼板1,2が仮付けされただけの状態の場合に、被溶接鋼板1,2の水平度や吸着度が不正確であるので、いつも同じ状態でアース電流が流れるとは限らず、突然アース電流の流れが変わることにより、電流経路が不安定になって著しく発生することも判っている。
このため、本発明は、片面アーク溶接において、特に先行する第1電極が、直流電流を使用し、フラックス裏当部材21を裏当部材として使用したときに、特に、有益である。
【0073】
さらには、複数の電極が交流大電流で実施される片面アーク溶接の場合にあっては、先行の第1電極以降の電極には、先行の電極から120°の位相差となる電源結線方法を用いた場合には、さらに好適な安定した溶接結果が得られる。
【0074】
[変形例]
以上、本発明に係る実施形態について説明したが、本発明は、前記した実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において適宜変更は可能である。なお、既に説明した構成は同じ符号を付してその説明を省略する。
【0075】
図6は、本発明の実施形態に係る片面アーク溶接装置の変形例を示す図であり、裏当部材、磁気吸着部材及び溶接電源の配置を示す要部概略図である。
前記実施形態では、図5に示すように、各溶接電源6(6A〜6C)を溶接始端側に設置させると共に、各磁気吸着部材27〜29と、各溶接電源6(6A〜6C)の電源アース端子6bとを接続することによって、アース電流が、磁気吸着部材27〜29を経由して溶接始端側に集電され、各電流アース端子6bを介して各溶接電源6(6A〜6C)に戻るように電流回路が形成されているが、これに限定されるものではない。
【0076】
例えば、本発明に係る片面アーク溶接装置100は、図6に示すように、各溶接電源6(6A〜6C)を、溶接線3の溶接終端側に設置すると共に、各磁気吸着部材27〜29と各溶接電源6(6A〜6C)の各電源アース端子6bをそれぞれ導通させてもよい。この場合、架台フレーム101は、溶接線3の溶接始端側から溶接終端側に亘って設置されて、溶接線3の溶接始端側に一本の電源アース接続端子101aが設けられている。その溶接線3の溶接始端側の一つの電源アース接続端子101aから三つに分岐されて各溶接電源6(6A〜6C)の電源アース端子6bにアースケーブル7Aがぞれぞれ接続されている。
【0077】
このようにしても、前記実施形態と同様に、被溶接鋼板1,2を溶接始端側から溶接終端側に亘って溶接するときに、各溶接電源6(6A〜6C)から溶接機40に供給された電流は、そのアース電流が、各磁気吸着部材27〜29、ケーブル11、溶接装置走行台車14、溶接始端側の電源アース接続端子101aを介して各アースケーブル7Aから各溶接電源6(各電源アース端子6b)に戻るようになる。
このため、アース電流の流れの経路が安定化されて、溶接の際に、溶接線3の全体に亘って均一化されたアークが生成され、溶接ビードの形状も安定化されて、溶接欠陥の発生を防止することができる。
【0078】
又、前記実施形態では磁気吸着装置が、磁気吸着部材27〜29を三列に配置した例を説明したが、二種類の裏当装置20のフラックス裏当部材21と、銅板裏当部材22との間に、磁気吸着部材29の1列のみを配置して、磁気吸着部材29のみにアース電流を流すようにしても構わない。
【0079】
又、片面アーク溶接装置100には、複数の溶接装置走行台車14を配置すると共に、複数の溶接線3の下方に裏当装置20(フラックス裏当部材21又は銅板裏当部材22)を配置して、複数の溶接機40,40(図2参照)により、複数の溶接線3を同時に溶接するようにしてもよい。
【0080】
前記実施形態では裏当装置20の一例として、フラックス裏当装置21と銅板裏当装置22とを備えたタイプのものを例に挙げて説明したが、これに限定されるものではなく、裏当装置20のタイプは特に限定されない。例えば、裏当装置20は、フラックス裏当装置21だけ備えたタイプのものでもよく、又、銅板裏当装置22だけ備えたタイプのものでもよい。
【符号の説明】
【0081】
1,2 被溶接鋼板
3 溶接線
4,4A,4B,4C 溶接トーチ
5 溶接ワイヤ
6,6A,6B,6C 溶接電源
6b 電源アース端子
7,7A,7B アースケーブル
11 ケーブル
12 接続端子
13 基台
14,17 台車
15 エアホース
16 回収部材
20 裏当装置
21 フラックス裏当部材(裏当部材)
22 銅板裏当部材(裏当部材)
27,28,29 磁気吸着部材
40 溶接機
100 片面アーク溶接装置
101 架台フレーム(アース部材)
101a,101b 電源アース接続端子
140 土台フレーム
【特許請求の範囲】
【請求項1】
溶接方向に延びる裏当部材と、当該裏当部材の側部にて当該裏当部材の長手方向に複数配列され前記裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、
前記溶接電源は、前記溶接線の溶接始端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、
アース電流が、前記複数の磁気吸着部材と、
前記溶接線の溶接始端側から溶接終端側まで配置されたアース部材の溶接始端側と、
前記アース部材の溶接始端側と前記電源アース端子とに接続されたアースケーブルと、
を経由して当該溶接電源に戻るようにしたことを特徴とする片面アーク溶接装置。
【請求項2】
前記複数の磁気吸着部材は、前記裏当部材の幅方向の両側に、当該裏当部材の長手方向に複数配列されると共に、全ての前記磁気吸着部材が前記電源アース端子に導通されていることを特徴とする請求項1に記載の片面アーク溶接装置。
【請求項3】
前記アース部材は、少なくとも前記磁気吸着部材、あるいは、溶接機を支持する架台フレームからなることを特徴とする請求項1に記載の片面アーク溶接装置。
【請求項4】
溶接方向に延びる裏当部材と、前記裏当部材の側部にて当該裏当部材の長手方向に複数配列され当該裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、
前記溶接電源は、前記溶接線の溶接終端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、
アース電流が、前記複数の磁気吸着部材と、
前記溶接線の溶接始端側に設置され前記複数の磁気吸着部材に導通した電源アース接続端子と、
前記溶接線の溶接始端側から溶接終端側に配置されると共に、前記電源アース接続端子と前記電源アース端子とに接続されたアースケーブルと、
を経由して当該溶接電源に戻るようにしたことを特徴とする片面アーク溶接装置。
【請求項1】
溶接方向に延びる裏当部材と、当該裏当部材の側部にて当該裏当部材の長手方向に複数配列され前記裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、
前記溶接電源は、前記溶接線の溶接始端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、
アース電流が、前記複数の磁気吸着部材と、
前記溶接線の溶接始端側から溶接終端側まで配置されたアース部材の溶接始端側と、
前記アース部材の溶接始端側と前記電源アース端子とに接続されたアースケーブルと、
を経由して当該溶接電源に戻るようにしたことを特徴とする片面アーク溶接装置。
【請求項2】
前記複数の磁気吸着部材は、前記裏当部材の幅方向の両側に、当該裏当部材の長手方向に複数配列されると共に、全ての前記磁気吸着部材が前記電源アース端子に導通されていることを特徴とする請求項1に記載の片面アーク溶接装置。
【請求項3】
前記アース部材は、少なくとも前記磁気吸着部材、あるいは、溶接機を支持する架台フレームからなることを特徴とする請求項1に記載の片面アーク溶接装置。
【請求項4】
溶接方向に延びる裏当部材と、前記裏当部材の側部にて当該裏当部材の長手方向に複数配列され当該裏当部材上に位置した被溶接鋼板を磁気的に吸着して拘束する複数の磁気吸着部材と、前記被溶接鋼板の溶接線に沿って移動し溶接ワイヤを送出する溶接トーチと、前記溶接ワイヤに電流を給電して前記溶接ワイヤと前記被溶接鋼板との間にアークを生成するための溶接電源と、を有する片面アーク溶接装置であって、
前記溶接電源は、前記溶接線の溶接終端側に設置されると共に、前記各磁気吸着部材と当該溶接電源の電源アース端子とを導通させたことにより、
アース電流が、前記複数の磁気吸着部材と、
前記溶接線の溶接始端側に設置され前記複数の磁気吸着部材に導通した電源アース接続端子と、
前記溶接線の溶接始端側から溶接終端側に配置されると共に、前記電源アース接続端子と前記電源アース端子とに接続されたアースケーブルと、
を経由して当該溶接電源に戻るようにしたことを特徴とする片面アーク溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−665(P2012−665A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−140919(P2010−140919)
【出願日】平成22年6月21日(2010.6.21)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月21日(2010.6.21)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]