
物体測定装置、物体測定方法、及び物体測定プログラム
【課題】回転工具の形状と性状を同時に測定する方法を提供する。
【解決手段】画像記憶部107は、回転する物体を撮影した画像を記憶する。画像処理部108は、一の撮影した画像の輝度値と他の撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する。また、画像処理部108は、基準となる形状を示す基準画像の輝度値と輝度値画像の輝度値との差分に基づいて差分画像を生成する。性状算出部110は、差分画像に基づいて物体の性状を示す性状変数を算出する。
【解決手段】画像記憶部107は、回転する物体を撮影した画像を記憶する。画像処理部108は、一の撮影した画像の輝度値と他の撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する。また、画像処理部108は、基準となる形状を示す基準画像の輝度値と輝度値画像の輝度値との差分に基づいて差分画像を生成する。性状算出部110は、差分画像に基づいて物体の性状を示す性状変数を算出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物体測定装置、物体測定方法、及び物体測定プログラムに関する。
【背景技術】
【0002】
物品の形状を機械的に加工するために、加工部材が回転する回転工具がしばしば使用されている。その回転工具は、例えば、ドリル、エンドミル等の軸物工具や、回転砥石、ネジ状電着工具などがあり、回転する加工部材が物品に接することで物品の形状を加工する。ここで、回転工具が機能を発揮する条件は、形状及び性状の両面で規定されている。特許文献1には、回転工具を回転させ、ラインセンサによって、回転工具の輪郭点を検知することにより形状を測定する方法が記載されている。特許文献2には、回転工具の表面から突出する砥粒を撮影した画像の焦点距離に基づき性状(砥粒の突出量)を算出する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭63−182505号公報
【特許文献2】特開2004−045078号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の方法は、回転工具の輪郭点を検知するために、ラインセンサを移動させる機構を用いる。よって、特許文献1に記載の方法では、例えば、その機構を備えるためのハードウェア規模が過大となる。他方、特許文献2に記載の方法は、焦点距離を算出するために、回転工具の一部のみを撮影する。よって、回転工具全体を撮影することができない。特許文献1及び特許文献2に記載の方法は、いずれも、形状と性状を同時に測定できない問題がある。
【0005】
本発明は上記の点に鑑みてなされたものであり、回転工具の形状と性状を同時に測定するできる物体測定装置、物体測定方法、及び物体測定プログラムを提供する。
【課題を解決するための手段】
【0006】
(1)本発明は上記の課題を解決するためになされたものであり、本発明の一態様は、回転する物体を撮影した画像を記憶する画像記憶部と、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成し、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する画像処理部と、前記差分画像に基づいて物体の性状を示す性状変数を算出する性状算出部と、を備えることを特徴とする物体測定装置である。
【0007】
(2)また、本発明の一態様は、上記の物体測定装置において、前記画像処理部は、画素毎に最小となる輝度値を抽出して、輝度値画像を生成することを特徴とする。
【0008】
(3)また、本発明の一態様は、上記の物体測定装置において、前記画像処理部は、
前記基準画像が一のフレームの画像の一部であり、前記撮影した画像又は前記輝度値画像が前記一のフレームの画像の他の部分であること、を特徴とする。
【0009】
(4)また、本発明の一態様は、上記の物体測定装置において、前記回転する物体は、台金と、前記台金を覆う層と、を具備し、前記基準画像は、前記台金の形状を示す画像であることを特徴とする。
【0010】
(5)また、本発明の一態様は、上記の物体測定装置において、前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層と、を具備し、前記基準画像は、前記メッキ層の表面の形状を示す画像であることを特徴とする。
【0011】
(6)また、本発明の一態様は、上記の物体測定装置において、前記画像処理部は、画素毎に最大となる輝度値を抽出して基準画像を生成することを特徴とする。
【0012】
(7)また、本発明の一態様は、上記の物体測定装置において、前記回転する物体は、台金と、台金を覆う層と、具備することを特徴とする。
【0013】
(8)また、本発明の一態様は、物体測定装置における物体測定方法であって、前記物体測定装置が、回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する第1の過程と、前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する第2の過程と、前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する第3の過程と、を有することを特徴とする。
【0014】
(9)また、本発明の一態様は、上記の物体測定方法において、前記回転する物体は、台金と、前記台金を覆う層とを具備する部分と、前記台金が露出する部分を具備し、前記第2の過程において、前記基準画像は前記台金が露出する部分の台金の形状を示す画像であること、を特徴とする。
【0015】
(10)また、本発明の一態様は、上記の物体測定方法において、前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層とを具備する部分と、前記メッキ層が露出する部分を具備し、前記第2の過程において、前記基準画像は前記メッキ層が露出する部分の表面の形状を示す画像であること、を特徴とする。
【0016】
(11)また、本発明の一態様は、物体測定装置のコンピュータに、回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する手順、前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する手順、前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する手順、を実行させるための物体測定プログラムである。
【発明の効果】
【0017】
本発明によれば、回転工具の形状と性状を同時に測定することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施形態に係る物体測定装置1を示すブロック図である。
【図2】本実施形態に係る回転工具103の構成を示す概略図である。
【図3】本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が表す画像と輝度値最小画像との関係を示す概念図である。
【図4】本実施形態に係る性状変数を説明するための概念図である。
【図5】本実施形態に係る輝度値最小画像、メッキ画像及び差分画像の関係を示す概念図である。
【図6】本実施形態に係る輝度値最小画像、台金画像及び差分画像の関係を示す概念図である。
【図7】本実施形態に係る別の性状変数を説明するための概念図である。
【図8】本実施形態に係る物体測定方法を示す流れ図である。
【図9】本実施形態に係る輝度値最小画像を生成する処理を示す流れ図である。
【図10】本発明の第2の実施形態に係る物体測定装置2を示すブロック図である。
【図11】本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が表す輝度値最大画像との関係を示す概念図である。
【図12】本実施形態に係る輝度値最大画像と断面図との関係を示す概念図である。
【図13】本実施形態に係る輝度値最小画像、輝度値最大画像及び差分画像の関係を示す概念図である。
【図14】本実施形態に係る物体測定方法を示す流れ図である。
【図15】本実施形態に係る輝度値最大画像信号Imaxを生成する処理を示す流れ図である。
【発明を実施するための形態】
【0019】
(第1の実施形態)
以下、図面を参照しながら第1の実施形態について詳しく説明する。
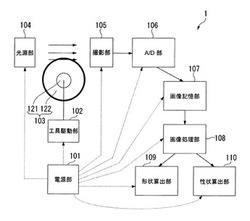
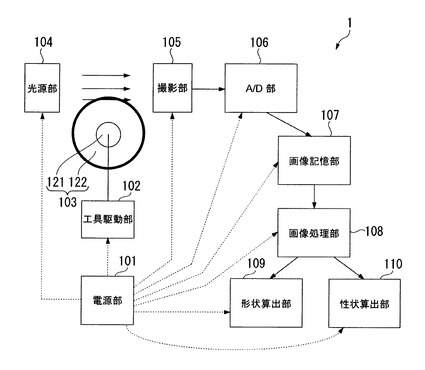
図1は、本発明の第1の実施形態に係る物体測定装置1を示すブロック図である。物体測定装置1は、電源部101、工具駆動部102、回転軸121、光源部104、撮影部105、A/D(Analog−to−Digital;アナログ・ディジタル)部106、画像記憶部107、画像処理部108、形状算出部109、及び性状算出部110を含んで構成される。
【0020】
電源部101は、物体測定装置1の各部に電力を供給し、各部を動作させる。
工具駆動部102は、回転軸121を回転させる。
回転軸121には、その軸を中心に回転できるように回転工具103が固定されている。回転軸121は、工具駆動部102の駆動によって、回転工具103とともに回転する。図1の例では、回転工具103は、紙面に垂直な方向に延びている回転軸121を中心に回転する。回転工具103は連続的に回転してもよいし、間欠的に回転してもよい。即ち、回転工具103は位置決め等のために一時的に静止し、その後、回転を開始してもよい。なお、回転速度は、例えば1rpmである。
【0021】
回転工具103は、回転中にそれに接した物体の一部を研磨又は切削する工具である。回転工具103は、例えば、円筒砥石である。回転工具(円筒砥石)103の構成例について、図2を用いて説明する。
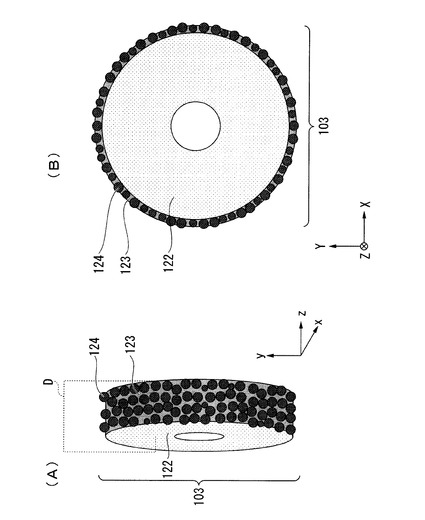
図2は、本実施形態に係る回転工具103の構成を示す概略図である。図2の左図(A)は、回転工具103の斜視図である。この図において、回転工具103の回転軸の方向をz軸方向である。図2の右図(B)は、回転工具103を回転軸方向から視た側面図である。
回転工具103は、台金122、メッキ層123及び砥粒124を含んで構成される。台金122は、回転軸121をはめ込むために、中心部に円筒状の中空を有する。台金122の半径は例えば50mmであり、その外縁の表面は薄い金属からなるメッキ層123(厚さは、例えば約0.05mm以上)で覆われている。メッキ層123は、その表面に砥粒124が付着されている。砥粒124は、例えば金属に密着し硬度が高いダイヤモンド又はCBN(Cubic Boron Nitride;立方晶窒化ホウ素)の約30〜400μmの直径をもつ粒子である。
【0022】
図1に戻り、光源部104は、複数の光源を備え、平行光を、その一部の光路が回転工具103の外縁に接し、その外縁の接線方向と光路の方向が一致するように、撮影部105に向けて照射する。平行光を照射する方向は、例えば、図2のx方向であり、撮影部105が備える撮影レンズの光軸の方向と同一である。これにより、被写体となる回転工具103の外縁の接線方向と撮影部105の撮影部分が同一となる。
撮影部105は、回転工具103の外縁を含む画像を撮影する。撮影部105は、例えば撮影レンズとしてテレセントリックレンズを有するCCD(Charge Coupled Device)カメラである。ここで、撮影部105は、図2のz方向が横方向であり、y方向が縦方向となる画像を表す画像信号を撮影する。なお、図1の撮影部105がテレセントリックレンズを用いる場合には、光源部104から入射される平行光に基づく画像について歪の発生を防止できる。撮影部105は、撮影した画像信号をA/D部106に出力する。
【0023】
A/D部106は、撮影部105から入力されたアナログ画像信号を、ディジタル画像信号にA/D変換する。変換されたディジタル画像の形式は、例えば、1フレームあたり予め定められた画素数個分の輝度値からなるビットマップ形式である。A/D部106は、変換されたディジタル画像信号Imを画像記憶部107に記憶させる。A/D部106が、画像記憶部107にディジタル画像信号を出力する速度は、例えば、毎秒600フレームである。この条件のもとでは、回転工具103が0.01度回転するごとに1枚の画像分(1フレーム)のディジタル画像信号を画像記憶部107に書き込むこととなる。なお、A/D部106は、回転工具103が連続的に回転しているか否によらずディジタル画像信号の書き込みを行ってもよい。その場合には、物体測定装置1は、回転軸121の回転角度を検出する角度検出センサを備え、角度検出センサは検出した角度情報とディジタル画像信号とをフレームごとに対応付けて画像記憶部107に書き込む。
【0024】
画像記憶部107は、A/D部106から読み込まれたディジタル画像信号をフレームごとに入力された時点の時刻情報と対応付けて記憶する。また、画像記憶部107は、予め取得した基準画像信号Ibをフレームごとに時刻情報と対応付けて記憶する。基準画像信号とは、回転工具103を、ある基準となる状態で撮影された画像を表す画像信号である。例えば、基準画像信号Ibには、台金画像信号、またはメッキ画像信号がある。
【0025】
ここで、台金画像信号とは、砥粒124及びメッキ層123が被覆されていない台金122、つまり、台金122のみを回転軸121に取り付けて回転させ、撮影部で撮影した画像(台金画像と称する)を表す画像信号である。メッキ画像信号とは、メッキ層123のみを被覆した台金122、つまり、砥粒124で被覆されていない回転工具103を回転軸121に回転させ、撮影部105で撮影した画像(メッキ画像と称する)を表す画像信号である。
画像記憶部107は、画像処理部108から入力された画像信号をフレームごとに記憶する。
【0026】
画像処理部108は、画像記憶部107から撮影されたディジタル画像信号Imを読み出し、読み出したディジタル画像信号Imに基づいて、輝度値最小画像(図3参照)を表す輝度値最小画像信号Iminを生成する。輝度値最小画像信号Iminとは、各フレームのディジタル画像信号を構成する画素の輝度値が、複数のフレーム間で最小となる画素から構成される1フレームのディジタル画像信号である。
画像処理部108は、生成した輝度値最小画像信号Iminと画像記憶部107から読み出した基準画像信号Ibに基づいて、差分画像(図5、6参照)を表す差分画像信号Idを生成する。差分画像信号Idとは、1つのフレームの画像信号に含まれる画素の輝度値から、他のフレームの画像信号に含まれる対応する画素の輝度値を減算した輝度値の画像信号である。
画像処理部108は、生成した輝度値最小画像信号Iminを、形状算出部109及び性状算出部110に出力する。画像処理部108は、差分画像信号Id及び画像記憶部107から読み出したディジタル画像信号Imを、性状算出部110に出力する。なお、画像処理部108が行う差分画像信号Id及び輝度値最小画像信号Iminの生成処理については後述する。
【0027】
形状算出部109は、画像処理部108から入力された最小輝度値画像信号Iminが表す画像において、物体の輪郭(エッジ)を抽出する。具体的には、形状算出部109は、横座標(z座標)、縦座標(y座標)各々について、隣接する画素値同士の輝度値の差分を算出し、算出した差分を示す信号に対して予め定められた空間周波数以下の成分を抽出することで、物体の輪郭を抽出する。
【0028】
性状算出部110は、画像処理部108から入力された差分画像信号Id又は撮影されたディジタル画像信号Imに基づいて性状変数を算出する。性状変数とは、例えば、メッキ層からの砥粒突き出し量a、台金からの砥粒突き出し量b又は連続切れ刃間隔cである(図4,6参照)。
【0029】
以下、性状算出部110が行う性状変数の算出処理について説明をする。
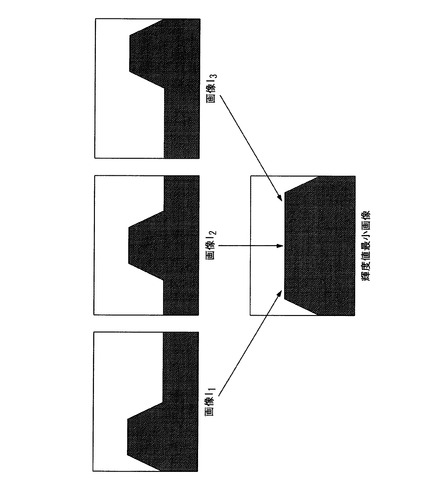
図3は、本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が表す画像と輝度値最小画像との関係を示す概念図である。この図において、画像I1、I2、I3は、それぞれ、互いに異なるフレームのディジタル画像信号I1、I2及びI3が表す画像である。また、この図の輝度値最小画像は、画像I1、I2、I3から生成された輝度値最小画像である。この輝度値最小画像は、画像I1、I2、I3の黒塗りされた部分(撮影部105が撮像した回転工具103の部分)の画像を重ね合わせた画像になっている。
回転工具103の部分の画像の輝度値は、黒塗りされていない部分の画像(背景画像、いわゆる白画面)の輝度値(ビットの最大値、例えば8ビットの場合は255)よりも低くなる。画像処理部108は、各画素毎のディジタル画像信号I1、I2、I3について、画像信号間で最小となる輝度値を抽出し、抽出した輝度値の画像を生成することで、輝度値最小画像を生成する。なお、輝度値最小画像は、異なる時刻で撮影されたフレームにわたり回転工具103が最も広範に占める領域を表すこととなる。
【0030】
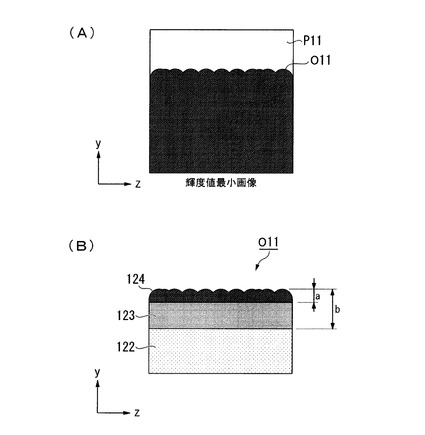
図4は、本実施形態に係る性状変数(メッキ層からの砥粒突き出し量a、台金からの砥粒突き出し量b)を説明するための概念図である。この図において、横軸は図2のz軸、縦軸は図2のy軸である。
図4の上図4(A)において、符号P11を付した画像P11は、画像処理部108が生成した輝度値最小画像Iminを示す。画像P11において、黒塗りされた部分の画像O11は、複数のフレームの回転工具103部分の輝度値が最小となる画像である。
【0031】
図4の下図4(B)は、画像O11に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、砥粒124の高さを合わせた高さとなっている。
図4の下図4(B)において、符号a、bを付した高さは、それぞれ、メッキ層からの砥粒突き出し量 a、台金からの砥粒突き出し量bを表す。メッキ層からの砥粒突き出し量aは、輝度値最小画像における物体の高さ(図2のy軸方向を高さという。以下、同じ)からメッキ層123表面の高さを差し引いた値である。台金からの砥粒突き出し量 b は、輝度値最小画像Iminにおける物体の高さから台金122表面の高さを差し引いた値である。
性状算出部110は、以下のようにして、メッキ層からの砥粒突き出し量a及び台金からの砥粒突き出し量bを算出する。
【0032】
<メッキ層からの砥粒突き出し量aの算出処理>
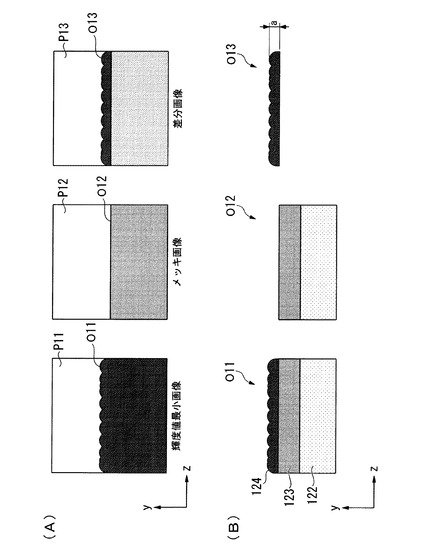
図5は、本実施形態に係る輝度値最小画像、メッキ画像、及び差分画像の関係を示す概念図である。この図の各画像において、横軸は図2のz軸、縦軸は図2のy軸である。
図5の上図5(A)において、符号P11、P12、P13を付した画像は、それぞれ、輝度値最小画像P11、メッキ画像P12、差分画像P13を示す。メッキ画像P12において、黒塗りされた部分の画像O12は、複数のフレームについて、メッキ層123が被覆され砥粒124が付着していない回転工具103部分の画素値が最小となる画像である。差分画像P13において、黒塗りされた部分の画像O13は、画素毎に、画像O11の輝度値から画像O12の輝度値を減算した輝度値を示す画像である。
【0033】
図5の下図5(B)は、画像O11、画像O12、画像O13に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、砥粒124の高さを合わせた高さである。画像O12の高さは、台金122、メッキ層123の高さを合わせた高さである。画像O13の高さは、砥粒124の高さである。
性状算出部110は、差分画像P13の画像O13の高さ方向の幅を算出することで、メッキ層からの砥粒突き出し量aを算出する。
【0034】
具体的には、性状算出部110は、画素毎に、輝度最小画像信号Iminの輝度値からメッキ画像信号の輝度値を減算する。性状算出部110は、減算後の信号に対して、一定値(例えば、8ビットの濃淡画像の場合には、その中心値128)を加算した値を、差分画像信号Idの輝度値とする。一定の値を加算することにより、輝度値が所定のビットで表現される値の範囲を超えないようにすることができる。また、輝度値最小画像P11とメッキ画像P12が重なる部分において、双方の画像の輝度値が異なる場合には、輝度値が一致するように予め定めた係数を一方の画像の輝度値に乗算してから、両画像を減算してもよい。
性状算出部110は、差分画像P13の画像O13(輝度値が予め定めた閾値より高い領域)のy軸方向の最大値及び最小値を算出する。性状算出部110は、算出した最大値から最小値を減算する。これにより、性状算出部110は、画像O13の高さ方向の幅を算出し、算出した幅をメッキ層からの砥粒突き出し量aとする。なお、性状算出部110は、z軸上の予め定めた複数の点で、画像O13の高さを算出して、それらの平均値を、画像O13の高さとしてもよい。
【0035】
<台金からの砥粒突き出し量b>
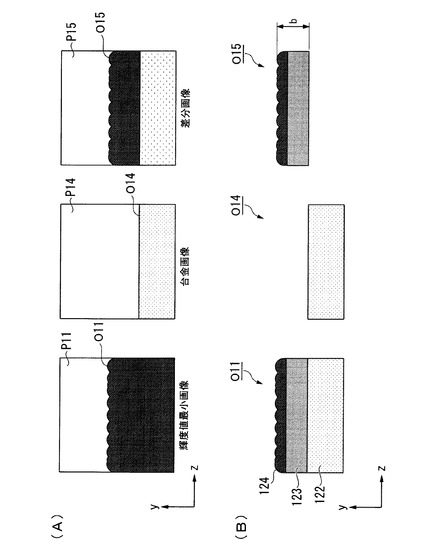
図6は、本実施形態に係る輝度値最小画像、台金画像、及び差分画像の関係を示す概念図である。この図の各画像において、横軸は図2のz軸、縦軸は図2のy軸である。
図6の上図6(A)において、符号P11、P14、P15を付した画像は、それぞれ、輝度値最小画像P11、台金画像P14、差分画像P15を示す。台金画像P14において、黒塗りされた部分の画像O14は、複数のフレームについて、台金122のみの部分の画像を重ねあわせた画像である。差分画像P15において、黒塗りされた部分の画像O15は、画素毎に、画像O11の輝度値から画像O14の輝度値を減算した輝度値を示す画像である。
【0036】
図6の下図6(B)は、画像O11、画像O14、画像O15に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、砥粒124の高さを合わせた高さである。画像O14の高さは、台金122の高さである。画像O15の高さは、メッキ層123及び砥粒124の高さを合わせた高さである。
性状算出部110は、差分画像P15の画像O15の高さ方向の幅を算出することで、台金からの砥粒突き出し量bを算出する。
【0037】
<連続切れ刃間隔cの算出処理>
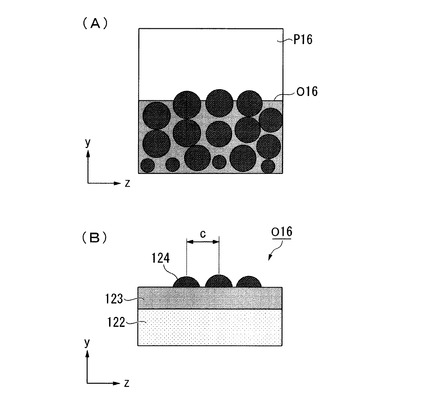
図7は、本実施形態に係る別の性状変数(連続切れ刃間隔c)を説明するための概念図である。この図において、横軸は図2のz軸、縦軸は図2のy軸である。図7の上図7(A)において、符号P16を付した画像P16は、ディジタル画像信号が表す画像を示す。画像P16において、画像O16は、あるフレームでの回転工具103部分の画像である。
図7の下図7(B)に示されるように、連続切れ刃間隔cは、隣接する砥粒の中心点間の距離である。この場合、性状算出部110は、撮影されたディジタル画像信号Imについて輪郭を抽出する処理を施して物体(回転工具103)表面の形状情報を生成する。
【0038】
具体的には、性状算出部110は、その表面の高さ情報(図2のy座標)に基づいて極大値をとる画素の水平横座標を抽出し、隣接点間の横座標の値の差を性状変数として算出する。また、回転工具103が回転するため、その表面の高さが変化する。そこで、性状算出部110は、各時刻で撮影されたディジタル画像信号Imが示す物体表面の高さを算出し、その高さが極大値となる時刻から、次に極大値となる時刻までの時間を算出する。性状算出部110は、算出された時間に物体(回転工具103)の移動速度(即ち、回転数と回転工具の半径の積)を乗ずることによって、連続切れ刃間隔cを算出することができる。
【0039】
なお、性状算出部110は、算出した連続切れ刃間隔 cに、さらに回転工具の位置又は時間にわたる平均値を連続切れ刃間隔 cの代表値として算出してもよい。これにより、本実施形態に係る物体測定装置1は、測定対象となる物体(回転工具103)の性状を形状と同時に算出することができる。
【0040】
次に本実施形態に係る物体測定処理について図を用いて説明する。
図8は、本実施形態に係る物体測定処理を示す流れ図である。
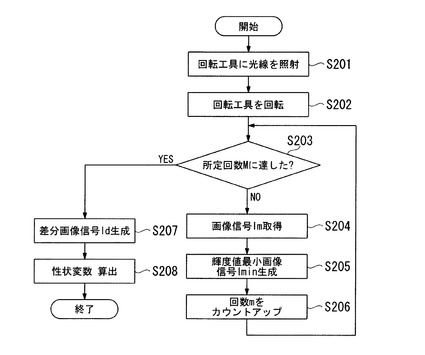
(ステップS201)光源部104は、平行光を撮影部105に向けて照射する。撮影部105は、回転工具103の外縁部を含む画像を撮影し、撮影した画像を表すディジタル画像信号をフレームごとに画像記憶部107に書き込む。その後、ステップS202に進む。
(ステップS202)工具駆動部102は、回転軸121を回転させることで、これに取り付けられた回転工具103を回転させる。その後、ステップS203に進む。
【0041】
(ステップS203)画像処理部108は、処理の繰り返し回数mが予め設定された所定回数Mに達したか否かを判定する。繰り返し回数mが所定回数Mに達したと判定した場合(ステップS203 Y)、ステップS207に進む。一方、繰り返し回数mが所定回数Mに達していないと判定した場合(ステップS203 N)、ステップS204に進む。
なお、この所定回数Mは、測定時間や回転工具を測定する区間の範囲によって予め定められた値である。
(ステップS204)画像処理部108は、画像記憶部107からフレームごとに撮影されたディジタル画像信号Imを取得する。ここで、取得される画像信号Imは、繰り返し回数mごとに異なる。例えば、繰り返し回数mは、フレーム時刻である。その後、ステップS205に進む。
【0042】
(ステップS205)画像処理部108は、ディジタル画像信号Imと前(m−1回目)における輝度値最小画像信号Iminに基づいて、現在(m回目)における輝度値最小画像信号Iminを生成する。なお、繰り返し回数mが初期値である場合には、画像処理部108は、輝度値最小画像信号Iminを生成する処理を実行せず、Iminをディジタル画像信号Imと定める。その後ステップS206に進む。
(ステップS206)画像処理部108は、繰り返し回数mに1を加算することによって、カウントアップする。そして、ステップS203に戻る。
【0043】
(ステップS207)画像処理部108は、生成した輝度値最小画像信号Iminと基準画像信号Ibに基づいて、差分画像Idを生成する。その後、ステップS208に進む。
(ステップS208)性状算出部110は、画像処理部108から入力された差分画像信号Idに基づいて性状変数(メッキ層からの砥粒突き出し量a及び台金からの砥粒突き出し量b)を算出する。その後、処理を終了する。
【0044】
なお、性状算出部110が、連続切れ刃間隔cを算出する際は、例えば、ステップS205において、画像処理部108に輝度値最小画像信号Iminを生成したり、ステップS207において、画像処理部108に差分画像Idを生成する処理を実行させなくともよい。その代わり、性状算出部110は、ステップS205において、ディジタル画像信号Imに基づいて、連続切れ刃間隔cを算出する。
【0045】
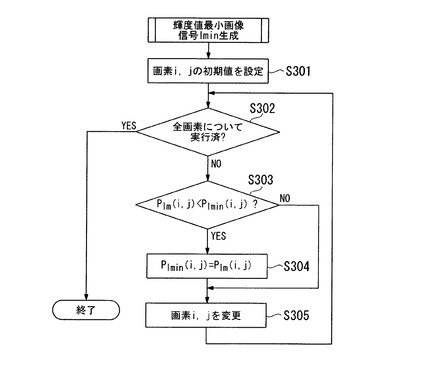
図9は、本実施形態に係る輝度値最小画像信号Iminを生成する処理を示す流れ図である。
(ステップS301)画像処理部108は、最初に処理の対象とする画素(例えば、i=0,j=0;初期値)を設定する。その後、ステップS302に進む。
(ステップS302)画像処理部108は、全画素について処理を実行済みか否か判断する。全画素について実行済みの場合は(ステップS302 Y)、輝度値最小画像信号Iminを生成する処理を終了する。全画素について実行済みではない場合は(ステップS302 N)、輝度値最小画像信号Iminを生成する処理を終了する。
【0046】
(ステップS303)画像処理部108は、ディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)が直前の繰り返しm−1における輝度値最小画像信号Iminの画素i,jにおける輝度値PImin(i,j)よりも小さいか否か判断する。輝度値PIm(i,j)のほうが小さいと判断された場合(ステップS303 Y)、ステップS304に進む。一方、輝度値PIm(i,j)と等しい又は大きいと判断された場合(ステップS303 N)、ステップS305に進む。
【0047】
(ステップS304)画像処理部108は、輝度値最小画像信号Iminの画素i,jにおける輝度値PImin(i,j)を現在の繰り返しmにおけるディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)と定める。その後、ステップS305に進む。
(ステップS305)画像処理部108は、処理の対象とする画素(i,j)を変更する。
その後、ステップS302に戻る。
このようにして、輝度値最小画像信号Iminは、ディジタル画像信号Imと輝度値を比較し、輝度値が小さいほうの画素で構成される。
例えば、繰り返し回数M=3の場合、画像処理部108は、ディジタル画像信号I1、I2及びI3に基づいて、輝度値最小画像信号Iminを生成する(図3参照)。
【0048】
特に、回転工具103の形状は、回転軸を中心とした回転対称性を有するため、輝度値最小画像信号Iminは回転工具103が最も突き出た部分の半径で囲まれる領域(外形)を示す。また、予め撮影した、回転工具103の一部の構成(例えば、台金122)の画像を基準画像Ibとして、輝度値最小画像信号Iminから生成した差分画像Idは、その一部の構成に付加された領域(例えば、メッキ層123又は砥粒124)を抽出することができる。従って、図4の下図4(B)に示すように、その領域の形状に基づいて回転工具123の性状変数、例えば、メッキ層からの砥粒突き出し量a又は台金からの砥粒突き出し量bを算出することができる。
【0049】
このように本実施形態によれば、画像処理部108は、一のフレームの画像の輝度値と他のフレームの画像の輝度値に基づいて輝度値最小画像Iminを生成し、基準となる形状を示す基準画像の輝度値と前記輝度値最小画像の輝度値との差分に基づいて差分画像を生成する。性状算出部110は、差分画像に基づいて物体の性状を示す性状変数を算出する。また、被写体となる物体の外縁の接線方向と撮影方向が同一であり、撮影された画像には、その物体の外縁を表す部分を含む。
これにより、物体測定装置1では、撮影された画像に基づいて輝度値最小画像が表す物体形状と性状変数を求めることができる。そのため、物体測定装置1では、回転工具103を撮影した画像を用いて、その形状(画像)と性状を同時に測定し、短時間に得ることができる。例えば、物体測定装置1では、形状を計測するために物体の表面に沿ってラインセンサを移動させる機構や、性状変数を計測するために別途の機器や工具(例えば、印章材を用いて作成したレプリカ)を要しない。よって、物体測定装置1では、回転工具の状態を検査するための効率を向上させることができる。
【0050】
(第2の実施形態)
次に、本発明の第2の実施形態について図を用いて説明する。
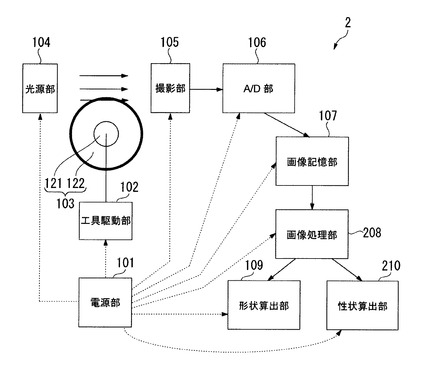
図10は、本発明の第2の実施形態に係る物体測定装置2を示すブロック図である。物体測定装置2と第1の実施形態に係る物体測定装置(図1)を比較すると、画像処理部208及び性状算出部210が異なる。しかしながら、他の構成要素が持つ機能は、第1の実施形態と同じである。第1の実施形態と同じ構成については説明を省略する。
【0051】
画像処理部208は、画像処理部108が持つ機能に加えて、以下の機能を持つ。
画像処理部208は、画像記憶部107から読み出したディジタル画像信号に基づいて輝度値最大画像信号Imaxを生成し、生成した輝度値最大画像信号Imaxを基準画像信号とする。輝度値最大画像信号Imaxとは、各フレームのディジタル画像信号を構成する画素の輝度値が、複数のフレーム間で最大となる画素から構成される1フレームのディジタル画像信号である。
【0052】
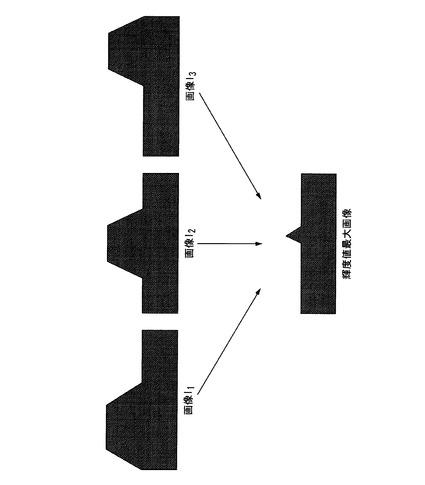
図11は、本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が示す画像と輝度値最大画像との関係を示す概念図である。この図において、画像I1、I2、I3は、互いに異なるフレームのディジタル画像信号I1、I2及びI3が表す画像である。また、この図の輝度値最大画像は、画像I1、I2、I3の輝度値最大画像である。この輝度値最大画像は、画像I1、I2、I3の黒塗りされた部分の画像のうち、輝度値を最大とする画素からなる画像になっている。
画像処理部208は、画素毎のディジタル画像信号I1、I2、I3について、画像信号間で最大となる輝度値を抽出し、抽出した輝度値の画像を生成することで、輝度値最大画像を生成する。なお、輝度値最大画像は、異なる時刻で撮影されたフレームにわたり物体(回転工具103)が共通に表される領域を示す。
【0053】
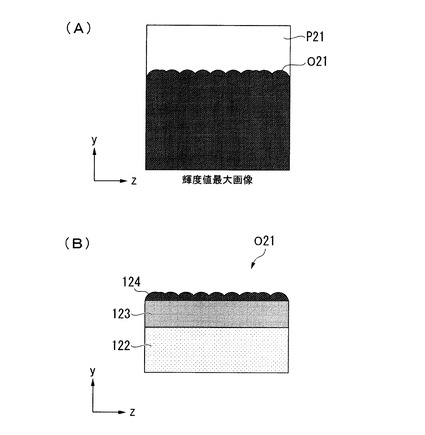
図12は、本実施形態に係る輝度値最大画像と断面図との関係を示す概念図である。この図において、横軸は図2のz軸、縦軸は図2のy軸である。
図12の上図12(A)において、符号P21を付した画像P21は、画像処理部108が生成した輝度値最大画像Imaxを示す。画像P21において、黒塗りされた部分の画像O21は、複数のフレームの回転工具103部分の画像について、画像すべてが重なった部分の画像である。
【0054】
図12の下図12(B)は、画像O21に対応する断面図であって、図2の平面Dでの断面図に対応する図である。この図において、画像O21の高さは、台金122、メッキ層123、最も高さの低い(凹んだ)砥粒124の高さを合わせた高さとなっている。
次に、性状算出部210における砥粒凹凸量dの算出処理について説明する。
【0055】
<砥粒凹凸量dの算出処理>
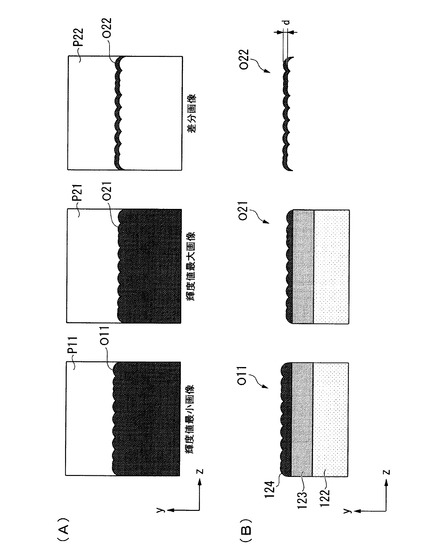
図13は、本実施形態に係る輝度値最小画像、輝度値最大画像及び差分画像との関係を示す概念図である。
図13の上図13(A)において、符号P11、P21、P22を付した画像は、それぞれ、輝度値最小画像P11、輝度値最大画像P21、差分画像P22を示す。画像P21において、黒塗りされた部分の画像O21は、複数のフレームの回転工具103部分の画像について、画像すべてで輝度値が最小となる画素からなる画像である。差分画像P22において、黒塗りされた部分の画像O22は、画素毎に、画像O11の輝度値から画像O21の輝度値を減算した輝度値を示す画像である。
【0056】
図13の下図13(B)は、画像O11、画像O21、画像O22に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、最も高さの高い(突き出た)砥粒124の高さを合わせた高さである。画像O21の高さは、台金122、メッキ層123、最も高さの低い(凹んだ)砥粒124の高さを合わせた高さである。
性状算出部210は、差分画像P22の画像O22の高さ方向の幅を算出することで、砥粒凹凸量dを算出する。砥粒凹凸量dは、図13の下図(B)において、符号dを付した高さであり、輝度値最小画像が示す物体の高さから輝度値最大画像が示す物体の高さを差し引いた値である。なお、性状算出部210は、z軸上の予め定めた複数の点で、画像O22の高さを算出して、それらの平均値を、画像O22の高さとしてもよい。
これにより、性状算出部210は、輝度値最大画像信号Imaxを基準画像Ibとして、輝度値最小画像信号Iminから生成した差分画像Idを生成する。この差分画像Idの画像O22は、回転工具103の砥粒124の最も突き出た部分と最も凹んだ部分で囲まれる領域である。つまり、物体測定装置2は、製造工程における凹凸のバラツキや、回転工具103の利用による摩耗でできた凹凸のバラツキを検出できる。
【0057】
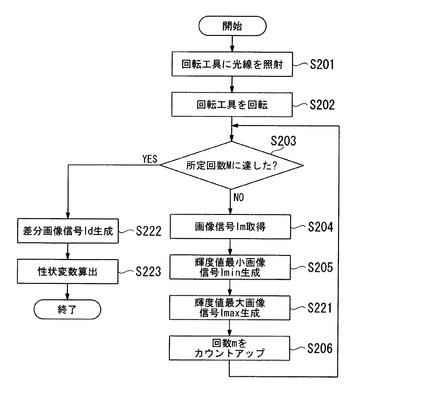
図14は、本実施形態に係る物体測定処理を示す流れ図である。
図14に示す物体測定処理は、第1の実施形態に係る物体測定処理(図8)のステップS205とS206の間に、ステップS221を有し、ステップS207とS208に代えてステップS222とS223を有する。第1の実施形態と同じステップについては説明を省略する。
【0058】
(ステップS221)画像処理部108は、ディジタル画像信号Imと前の(m−1回目)輝度値最大画像信号Imaxに基づいて、現在の(m回目)における輝度値最大画像信号Imaxを生成する。輝度値最大画像信号Imaxを生成する処理については後述する。なお、繰り返し回数mが初期値である場合には、画像処理部108は、輝度値最大画像信号Imaxを生成する処理を実行せず、Imaxをディジタル画像信号Imと定める。その後、ステップS206に進む。
【0059】
(ステップS222)画像処理部108は、生成した輝度値最小画像信号Iminと基準画像信号Ibに基づいて、ステップS207と同様に差分画像信号Idを生成する。また、画像処理部108は、生成した差分画像信号Idを性状算出部110に出力する。但し、本実施形態では、基準画像信号Ibは、輝度値最大画像信号Imaxである。その後、ステップS223に進む。
【0060】
(ステップS223)性状算出部110は、画像処理部108から入力された差分画像信号Idに基づいて性状変数を算出する。本実施形態では、性状算出部110は、砥粒凹凸量dを算出する(図12参照)。砥粒凹凸量dは、輝度値最小画像から輝度値最大画像を除いた領域の上下方向の幅である(図13参照)。なお、性状算出部110は、使用開始当初において砥粒が摩耗していない回転工具103について砥粒凹凸量の初期値を算出し、保持しておく。性状算出部110は、保持された初期値から算出された砥粒凹凸量の差分を性状変数(摩耗量)として算出してもよい。
【0061】
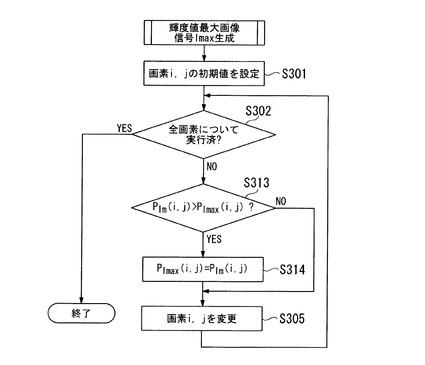
図15は、本実施形態に係る輝度値最大画像信号Imaxを生成する処理を示す流れ図である。図15に示す処理は、第1の実施形態に係る処理(図9)におけるステップS303及びS304に代え、ステップS313及びS314を有する。第1の実施形態と同じステップについては説明を省略する。
【0062】
(ステップS313)画像処理部108は、ディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)が直前の(m−1回目)における輝度値最大画像信号Imaxの画素i,jにおける輝度値PImax(i,j)よりも大きいか否か判断する。輝度値PIm(i,j)のほうが大きいと判断された場合は、ステップS314に進む(ステップS313 Y)。輝度値PIm(i,j)と等しい又は大きいと判断された場合は、ステップS305に進む(ステップS313 N)。
【0063】
(ステップS314)画像処理部108は、輝度値最大画像信号Imaxの画素i,jにおける輝度値PImax(i,j)を現在の(m回目)ディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)と定める。その後、ステップS305に進む。
このようにして、輝度値最大画像信号Imaxは、ディジタル画像信号Imと輝度値を比較し、輝度値が大きいほうの画素で構成される。
【0064】
例えば、繰り返し回数M=3の場合、輝度値最大画像信号Imaxはディジタル画像信号I1、I2及びI3に基づいて生成される。
【0065】
このように本実施形態によれば、撮影された物体の画像に基づいて、その物体の形状及び性状変数とりわけ砥粒凹凸量を同時に計測することができる。そのため、形状及び性状変数を短時間に得ることができ、性状変数を計測するために別途の機器や工具を要せずに済む。ひいては、回転工具の状態を検査するための効率を向上させることができる。
【0066】
なお、上述した実施形態における物体測定装置1,2では、撮影された画像、基準画像、輝度値最小画像、輝度値最大画像各々を表す画像信号に対する処理が、必ずしもフレーム単位で行われるものとは限られない。物体計測装置1,2は、例えば、ある画像のフレームの一部を表す画像信号を基準画像信号として用い、そのフレームの他の部分に係る撮影された画像、輝度値最小画像又は輝度値最大画像を表す画像信号を用いてもよい。即ち、物体計測装置1,2は、被写体となる回転工具103の一部(例えば、摩耗を受けない部分;台金が露出する部分、メッキ層が露出する部分、等)を表す画像を基準画像とし、その他の部分(例えば、摩耗する部分;台金が覆う層を具備する部分、メッキ層から突出する砥粒の層を具備する部分)を表す画像に基づく輝度値最小画像又は輝度値最大画像とを用いて性状変数を算出してもよい。
【0067】
なお、上述した実施形態における物体測定装置1,2によれば、各実施形態により異なる性状変数を算出する旨の説明を行ったが、必ずしもこれに限られず、上記の性状変数を全て又はその一部である任意の組み合わせを算出する構成及び機能を有するようにしてもよい。
【0068】
なお、上述した実施形態における物体測定装置1,2の一部、例えば、画像処理部108、形状算出部109、及び性状算出部110をコンピュータで実現するようにしても良い。その場合、この制御機能を実現するためのプログラムをコンピュータ読み取り可能な記録媒体に記録して、この記録媒体に記録されたプログラムをコンピュータシステムに読み込ませ、実行することによって実現しても良い。なお、ここでいう「コンピュータシステム」とは、物体測定装置に内蔵されたコンピュータシステムであって、OSや周辺機器等のハードウェアを含むものとする。また、「コンピュータ読み取り可能な記録媒体」とは、フレキシブルディスク、光磁気ディスク、ROM、CD−ROM等の可搬媒体、コンピュータシステムに内蔵されるハードディスク等の記憶装置のことをいう。さらに「コンピュータ読み取り可能な記録媒体」とは、インターネット等のネットワークや電話回線等の通信回線を介してプログラムを送信する場合の通信線のように、短時間、動的にプログラムを保持するもの、その場合のサーバやクライアントとなるコンピュータシステム内部の揮発性メモリのように、一定時間プログラムを保持しているものも含んでも良い。また上記プログラムは、前述した機能の一部を実現するためのものであっても良く、さらに前述した機能をコンピュータシステムにすでに記録されているプログラムとの組み合わせで実現できるものであっても良い。
また、上述した実施形態における物体測定装置の一部、または全部を、LSI(Large Scale Integration)等の集積回路として実現しても良い。物体測定装置の各機能ブロックは個別にプロセッサ化してもよいし、一部、または全部を集積してプロセッサ化しても良い。また、集積回路化の手法はLSIに限らず専用回路、または汎用プロセッサで実現しても良い。また、半導体技術の進歩によりLSIに代替する集積回路化の技術が出現した場合、当該技術による集積回路を用いても良い。
【0069】
以上、図面を参照してこの発明の一実施形態について詳しく説明してきたが、具体的な構成は上述のものに限られることはなく、この発明の要旨を逸脱しない範囲内において様々な設計変更等をすることが可能である。
【符号の説明】
【0070】
1、2…物体測定装置、101…電源部、102…工具駆動部、103…回転工具、104…光源部、105…撮影部、106…A/D部、107…画像記憶部、108、208…画像処理部、109、209…形状算出部、110…性状算出部、121…回転軸、122…台金、123…メッキ層、124…砥粒
【技術分野】
【0001】
本発明は、物体測定装置、物体測定方法、及び物体測定プログラムに関する。
【背景技術】
【0002】
物品の形状を機械的に加工するために、加工部材が回転する回転工具がしばしば使用されている。その回転工具は、例えば、ドリル、エンドミル等の軸物工具や、回転砥石、ネジ状電着工具などがあり、回転する加工部材が物品に接することで物品の形状を加工する。ここで、回転工具が機能を発揮する条件は、形状及び性状の両面で規定されている。特許文献1には、回転工具を回転させ、ラインセンサによって、回転工具の輪郭点を検知することにより形状を測定する方法が記載されている。特許文献2には、回転工具の表面から突出する砥粒を撮影した画像の焦点距離に基づき性状(砥粒の突出量)を算出する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭63−182505号公報
【特許文献2】特開2004−045078号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の方法は、回転工具の輪郭点を検知するために、ラインセンサを移動させる機構を用いる。よって、特許文献1に記載の方法では、例えば、その機構を備えるためのハードウェア規模が過大となる。他方、特許文献2に記載の方法は、焦点距離を算出するために、回転工具の一部のみを撮影する。よって、回転工具全体を撮影することができない。特許文献1及び特許文献2に記載の方法は、いずれも、形状と性状を同時に測定できない問題がある。
【0005】
本発明は上記の点に鑑みてなされたものであり、回転工具の形状と性状を同時に測定するできる物体測定装置、物体測定方法、及び物体測定プログラムを提供する。
【課題を解決するための手段】
【0006】
(1)本発明は上記の課題を解決するためになされたものであり、本発明の一態様は、回転する物体を撮影した画像を記憶する画像記憶部と、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成し、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する画像処理部と、前記差分画像に基づいて物体の性状を示す性状変数を算出する性状算出部と、を備えることを特徴とする物体測定装置である。
【0007】
(2)また、本発明の一態様は、上記の物体測定装置において、前記画像処理部は、画素毎に最小となる輝度値を抽出して、輝度値画像を生成することを特徴とする。
【0008】
(3)また、本発明の一態様は、上記の物体測定装置において、前記画像処理部は、
前記基準画像が一のフレームの画像の一部であり、前記撮影した画像又は前記輝度値画像が前記一のフレームの画像の他の部分であること、を特徴とする。
【0009】
(4)また、本発明の一態様は、上記の物体測定装置において、前記回転する物体は、台金と、前記台金を覆う層と、を具備し、前記基準画像は、前記台金の形状を示す画像であることを特徴とする。
【0010】
(5)また、本発明の一態様は、上記の物体測定装置において、前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層と、を具備し、前記基準画像は、前記メッキ層の表面の形状を示す画像であることを特徴とする。
【0011】
(6)また、本発明の一態様は、上記の物体測定装置において、前記画像処理部は、画素毎に最大となる輝度値を抽出して基準画像を生成することを特徴とする。
【0012】
(7)また、本発明の一態様は、上記の物体測定装置において、前記回転する物体は、台金と、台金を覆う層と、具備することを特徴とする。
【0013】
(8)また、本発明の一態様は、物体測定装置における物体測定方法であって、前記物体測定装置が、回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する第1の過程と、前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する第2の過程と、前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する第3の過程と、を有することを特徴とする。
【0014】
(9)また、本発明の一態様は、上記の物体測定方法において、前記回転する物体は、台金と、前記台金を覆う層とを具備する部分と、前記台金が露出する部分を具備し、前記第2の過程において、前記基準画像は前記台金が露出する部分の台金の形状を示す画像であること、を特徴とする。
【0015】
(10)また、本発明の一態様は、上記の物体測定方法において、前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層とを具備する部分と、前記メッキ層が露出する部分を具備し、前記第2の過程において、前記基準画像は前記メッキ層が露出する部分の表面の形状を示す画像であること、を特徴とする。
【0016】
(11)また、本発明の一態様は、物体測定装置のコンピュータに、回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する手順、前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する手順、前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する手順、を実行させるための物体測定プログラムである。
【発明の効果】
【0017】
本発明によれば、回転工具の形状と性状を同時に測定することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施形態に係る物体測定装置1を示すブロック図である。
【図2】本実施形態に係る回転工具103の構成を示す概略図である。
【図3】本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が表す画像と輝度値最小画像との関係を示す概念図である。
【図4】本実施形態に係る性状変数を説明するための概念図である。
【図5】本実施形態に係る輝度値最小画像、メッキ画像及び差分画像の関係を示す概念図である。
【図6】本実施形態に係る輝度値最小画像、台金画像及び差分画像の関係を示す概念図である。
【図7】本実施形態に係る別の性状変数を説明するための概念図である。
【図8】本実施形態に係る物体測定方法を示す流れ図である。
【図9】本実施形態に係る輝度値最小画像を生成する処理を示す流れ図である。
【図10】本発明の第2の実施形態に係る物体測定装置2を示すブロック図である。
【図11】本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が表す輝度値最大画像との関係を示す概念図である。
【図12】本実施形態に係る輝度値最大画像と断面図との関係を示す概念図である。
【図13】本実施形態に係る輝度値最小画像、輝度値最大画像及び差分画像の関係を示す概念図である。
【図14】本実施形態に係る物体測定方法を示す流れ図である。
【図15】本実施形態に係る輝度値最大画像信号Imaxを生成する処理を示す流れ図である。
【発明を実施するための形態】
【0019】
(第1の実施形態)
以下、図面を参照しながら第1の実施形態について詳しく説明する。
図1は、本発明の第1の実施形態に係る物体測定装置1を示すブロック図である。物体測定装置1は、電源部101、工具駆動部102、回転軸121、光源部104、撮影部105、A/D(Analog−to−Digital;アナログ・ディジタル)部106、画像記憶部107、画像処理部108、形状算出部109、及び性状算出部110を含んで構成される。
【0020】
電源部101は、物体測定装置1の各部に電力を供給し、各部を動作させる。
工具駆動部102は、回転軸121を回転させる。
回転軸121には、その軸を中心に回転できるように回転工具103が固定されている。回転軸121は、工具駆動部102の駆動によって、回転工具103とともに回転する。図1の例では、回転工具103は、紙面に垂直な方向に延びている回転軸121を中心に回転する。回転工具103は連続的に回転してもよいし、間欠的に回転してもよい。即ち、回転工具103は位置決め等のために一時的に静止し、その後、回転を開始してもよい。なお、回転速度は、例えば1rpmである。
【0021】
回転工具103は、回転中にそれに接した物体の一部を研磨又は切削する工具である。回転工具103は、例えば、円筒砥石である。回転工具(円筒砥石)103の構成例について、図2を用いて説明する。
図2は、本実施形態に係る回転工具103の構成を示す概略図である。図2の左図(A)は、回転工具103の斜視図である。この図において、回転工具103の回転軸の方向をz軸方向である。図2の右図(B)は、回転工具103を回転軸方向から視た側面図である。
回転工具103は、台金122、メッキ層123及び砥粒124を含んで構成される。台金122は、回転軸121をはめ込むために、中心部に円筒状の中空を有する。台金122の半径は例えば50mmであり、その外縁の表面は薄い金属からなるメッキ層123(厚さは、例えば約0.05mm以上)で覆われている。メッキ層123は、その表面に砥粒124が付着されている。砥粒124は、例えば金属に密着し硬度が高いダイヤモンド又はCBN(Cubic Boron Nitride;立方晶窒化ホウ素)の約30〜400μmの直径をもつ粒子である。
【0022】
図1に戻り、光源部104は、複数の光源を備え、平行光を、その一部の光路が回転工具103の外縁に接し、その外縁の接線方向と光路の方向が一致するように、撮影部105に向けて照射する。平行光を照射する方向は、例えば、図2のx方向であり、撮影部105が備える撮影レンズの光軸の方向と同一である。これにより、被写体となる回転工具103の外縁の接線方向と撮影部105の撮影部分が同一となる。
撮影部105は、回転工具103の外縁を含む画像を撮影する。撮影部105は、例えば撮影レンズとしてテレセントリックレンズを有するCCD(Charge Coupled Device)カメラである。ここで、撮影部105は、図2のz方向が横方向であり、y方向が縦方向となる画像を表す画像信号を撮影する。なお、図1の撮影部105がテレセントリックレンズを用いる場合には、光源部104から入射される平行光に基づく画像について歪の発生を防止できる。撮影部105は、撮影した画像信号をA/D部106に出力する。
【0023】
A/D部106は、撮影部105から入力されたアナログ画像信号を、ディジタル画像信号にA/D変換する。変換されたディジタル画像の形式は、例えば、1フレームあたり予め定められた画素数個分の輝度値からなるビットマップ形式である。A/D部106は、変換されたディジタル画像信号Imを画像記憶部107に記憶させる。A/D部106が、画像記憶部107にディジタル画像信号を出力する速度は、例えば、毎秒600フレームである。この条件のもとでは、回転工具103が0.01度回転するごとに1枚の画像分(1フレーム)のディジタル画像信号を画像記憶部107に書き込むこととなる。なお、A/D部106は、回転工具103が連続的に回転しているか否によらずディジタル画像信号の書き込みを行ってもよい。その場合には、物体測定装置1は、回転軸121の回転角度を検出する角度検出センサを備え、角度検出センサは検出した角度情報とディジタル画像信号とをフレームごとに対応付けて画像記憶部107に書き込む。
【0024】
画像記憶部107は、A/D部106から読み込まれたディジタル画像信号をフレームごとに入力された時点の時刻情報と対応付けて記憶する。また、画像記憶部107は、予め取得した基準画像信号Ibをフレームごとに時刻情報と対応付けて記憶する。基準画像信号とは、回転工具103を、ある基準となる状態で撮影された画像を表す画像信号である。例えば、基準画像信号Ibには、台金画像信号、またはメッキ画像信号がある。
【0025】
ここで、台金画像信号とは、砥粒124及びメッキ層123が被覆されていない台金122、つまり、台金122のみを回転軸121に取り付けて回転させ、撮影部で撮影した画像(台金画像と称する)を表す画像信号である。メッキ画像信号とは、メッキ層123のみを被覆した台金122、つまり、砥粒124で被覆されていない回転工具103を回転軸121に回転させ、撮影部105で撮影した画像(メッキ画像と称する)を表す画像信号である。
画像記憶部107は、画像処理部108から入力された画像信号をフレームごとに記憶する。
【0026】
画像処理部108は、画像記憶部107から撮影されたディジタル画像信号Imを読み出し、読み出したディジタル画像信号Imに基づいて、輝度値最小画像(図3参照)を表す輝度値最小画像信号Iminを生成する。輝度値最小画像信号Iminとは、各フレームのディジタル画像信号を構成する画素の輝度値が、複数のフレーム間で最小となる画素から構成される1フレームのディジタル画像信号である。
画像処理部108は、生成した輝度値最小画像信号Iminと画像記憶部107から読み出した基準画像信号Ibに基づいて、差分画像(図5、6参照)を表す差分画像信号Idを生成する。差分画像信号Idとは、1つのフレームの画像信号に含まれる画素の輝度値から、他のフレームの画像信号に含まれる対応する画素の輝度値を減算した輝度値の画像信号である。
画像処理部108は、生成した輝度値最小画像信号Iminを、形状算出部109及び性状算出部110に出力する。画像処理部108は、差分画像信号Id及び画像記憶部107から読み出したディジタル画像信号Imを、性状算出部110に出力する。なお、画像処理部108が行う差分画像信号Id及び輝度値最小画像信号Iminの生成処理については後述する。
【0027】
形状算出部109は、画像処理部108から入力された最小輝度値画像信号Iminが表す画像において、物体の輪郭(エッジ)を抽出する。具体的には、形状算出部109は、横座標(z座標)、縦座標(y座標)各々について、隣接する画素値同士の輝度値の差分を算出し、算出した差分を示す信号に対して予め定められた空間周波数以下の成分を抽出することで、物体の輪郭を抽出する。
【0028】
性状算出部110は、画像処理部108から入力された差分画像信号Id又は撮影されたディジタル画像信号Imに基づいて性状変数を算出する。性状変数とは、例えば、メッキ層からの砥粒突き出し量a、台金からの砥粒突き出し量b又は連続切れ刃間隔cである(図4,6参照)。
【0029】
以下、性状算出部110が行う性状変数の算出処理について説明をする。
図3は、本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が表す画像と輝度値最小画像との関係を示す概念図である。この図において、画像I1、I2、I3は、それぞれ、互いに異なるフレームのディジタル画像信号I1、I2及びI3が表す画像である。また、この図の輝度値最小画像は、画像I1、I2、I3から生成された輝度値最小画像である。この輝度値最小画像は、画像I1、I2、I3の黒塗りされた部分(撮影部105が撮像した回転工具103の部分)の画像を重ね合わせた画像になっている。
回転工具103の部分の画像の輝度値は、黒塗りされていない部分の画像(背景画像、いわゆる白画面)の輝度値(ビットの最大値、例えば8ビットの場合は255)よりも低くなる。画像処理部108は、各画素毎のディジタル画像信号I1、I2、I3について、画像信号間で最小となる輝度値を抽出し、抽出した輝度値の画像を生成することで、輝度値最小画像を生成する。なお、輝度値最小画像は、異なる時刻で撮影されたフレームにわたり回転工具103が最も広範に占める領域を表すこととなる。
【0030】
図4は、本実施形態に係る性状変数(メッキ層からの砥粒突き出し量a、台金からの砥粒突き出し量b)を説明するための概念図である。この図において、横軸は図2のz軸、縦軸は図2のy軸である。
図4の上図4(A)において、符号P11を付した画像P11は、画像処理部108が生成した輝度値最小画像Iminを示す。画像P11において、黒塗りされた部分の画像O11は、複数のフレームの回転工具103部分の輝度値が最小となる画像である。
【0031】
図4の下図4(B)は、画像O11に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、砥粒124の高さを合わせた高さとなっている。
図4の下図4(B)において、符号a、bを付した高さは、それぞれ、メッキ層からの砥粒突き出し量 a、台金からの砥粒突き出し量bを表す。メッキ層からの砥粒突き出し量aは、輝度値最小画像における物体の高さ(図2のy軸方向を高さという。以下、同じ)からメッキ層123表面の高さを差し引いた値である。台金からの砥粒突き出し量 b は、輝度値最小画像Iminにおける物体の高さから台金122表面の高さを差し引いた値である。
性状算出部110は、以下のようにして、メッキ層からの砥粒突き出し量a及び台金からの砥粒突き出し量bを算出する。
【0032】
<メッキ層からの砥粒突き出し量aの算出処理>
図5は、本実施形態に係る輝度値最小画像、メッキ画像、及び差分画像の関係を示す概念図である。この図の各画像において、横軸は図2のz軸、縦軸は図2のy軸である。
図5の上図5(A)において、符号P11、P12、P13を付した画像は、それぞれ、輝度値最小画像P11、メッキ画像P12、差分画像P13を示す。メッキ画像P12において、黒塗りされた部分の画像O12は、複数のフレームについて、メッキ層123が被覆され砥粒124が付着していない回転工具103部分の画素値が最小となる画像である。差分画像P13において、黒塗りされた部分の画像O13は、画素毎に、画像O11の輝度値から画像O12の輝度値を減算した輝度値を示す画像である。
【0033】
図5の下図5(B)は、画像O11、画像O12、画像O13に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、砥粒124の高さを合わせた高さである。画像O12の高さは、台金122、メッキ層123の高さを合わせた高さである。画像O13の高さは、砥粒124の高さである。
性状算出部110は、差分画像P13の画像O13の高さ方向の幅を算出することで、メッキ層からの砥粒突き出し量aを算出する。
【0034】
具体的には、性状算出部110は、画素毎に、輝度最小画像信号Iminの輝度値からメッキ画像信号の輝度値を減算する。性状算出部110は、減算後の信号に対して、一定値(例えば、8ビットの濃淡画像の場合には、その中心値128)を加算した値を、差分画像信号Idの輝度値とする。一定の値を加算することにより、輝度値が所定のビットで表現される値の範囲を超えないようにすることができる。また、輝度値最小画像P11とメッキ画像P12が重なる部分において、双方の画像の輝度値が異なる場合には、輝度値が一致するように予め定めた係数を一方の画像の輝度値に乗算してから、両画像を減算してもよい。
性状算出部110は、差分画像P13の画像O13(輝度値が予め定めた閾値より高い領域)のy軸方向の最大値及び最小値を算出する。性状算出部110は、算出した最大値から最小値を減算する。これにより、性状算出部110は、画像O13の高さ方向の幅を算出し、算出した幅をメッキ層からの砥粒突き出し量aとする。なお、性状算出部110は、z軸上の予め定めた複数の点で、画像O13の高さを算出して、それらの平均値を、画像O13の高さとしてもよい。
【0035】
<台金からの砥粒突き出し量b>
図6は、本実施形態に係る輝度値最小画像、台金画像、及び差分画像の関係を示す概念図である。この図の各画像において、横軸は図2のz軸、縦軸は図2のy軸である。
図6の上図6(A)において、符号P11、P14、P15を付した画像は、それぞれ、輝度値最小画像P11、台金画像P14、差分画像P15を示す。台金画像P14において、黒塗りされた部分の画像O14は、複数のフレームについて、台金122のみの部分の画像を重ねあわせた画像である。差分画像P15において、黒塗りされた部分の画像O15は、画素毎に、画像O11の輝度値から画像O14の輝度値を減算した輝度値を示す画像である。
【0036】
図6の下図6(B)は、画像O11、画像O14、画像O15に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、砥粒124の高さを合わせた高さである。画像O14の高さは、台金122の高さである。画像O15の高さは、メッキ層123及び砥粒124の高さを合わせた高さである。
性状算出部110は、差分画像P15の画像O15の高さ方向の幅を算出することで、台金からの砥粒突き出し量bを算出する。
【0037】
<連続切れ刃間隔cの算出処理>
図7は、本実施形態に係る別の性状変数(連続切れ刃間隔c)を説明するための概念図である。この図において、横軸は図2のz軸、縦軸は図2のy軸である。図7の上図7(A)において、符号P16を付した画像P16は、ディジタル画像信号が表す画像を示す。画像P16において、画像O16は、あるフレームでの回転工具103部分の画像である。
図7の下図7(B)に示されるように、連続切れ刃間隔cは、隣接する砥粒の中心点間の距離である。この場合、性状算出部110は、撮影されたディジタル画像信号Imについて輪郭を抽出する処理を施して物体(回転工具103)表面の形状情報を生成する。
【0038】
具体的には、性状算出部110は、その表面の高さ情報(図2のy座標)に基づいて極大値をとる画素の水平横座標を抽出し、隣接点間の横座標の値の差を性状変数として算出する。また、回転工具103が回転するため、その表面の高さが変化する。そこで、性状算出部110は、各時刻で撮影されたディジタル画像信号Imが示す物体表面の高さを算出し、その高さが極大値となる時刻から、次に極大値となる時刻までの時間を算出する。性状算出部110は、算出された時間に物体(回転工具103)の移動速度(即ち、回転数と回転工具の半径の積)を乗ずることによって、連続切れ刃間隔cを算出することができる。
【0039】
なお、性状算出部110は、算出した連続切れ刃間隔 cに、さらに回転工具の位置又は時間にわたる平均値を連続切れ刃間隔 cの代表値として算出してもよい。これにより、本実施形態に係る物体測定装置1は、測定対象となる物体(回転工具103)の性状を形状と同時に算出することができる。
【0040】
次に本実施形態に係る物体測定処理について図を用いて説明する。
図8は、本実施形態に係る物体測定処理を示す流れ図である。
(ステップS201)光源部104は、平行光を撮影部105に向けて照射する。撮影部105は、回転工具103の外縁部を含む画像を撮影し、撮影した画像を表すディジタル画像信号をフレームごとに画像記憶部107に書き込む。その後、ステップS202に進む。
(ステップS202)工具駆動部102は、回転軸121を回転させることで、これに取り付けられた回転工具103を回転させる。その後、ステップS203に進む。
【0041】
(ステップS203)画像処理部108は、処理の繰り返し回数mが予め設定された所定回数Mに達したか否かを判定する。繰り返し回数mが所定回数Mに達したと判定した場合(ステップS203 Y)、ステップS207に進む。一方、繰り返し回数mが所定回数Mに達していないと判定した場合(ステップS203 N)、ステップS204に進む。
なお、この所定回数Mは、測定時間や回転工具を測定する区間の範囲によって予め定められた値である。
(ステップS204)画像処理部108は、画像記憶部107からフレームごとに撮影されたディジタル画像信号Imを取得する。ここで、取得される画像信号Imは、繰り返し回数mごとに異なる。例えば、繰り返し回数mは、フレーム時刻である。その後、ステップS205に進む。
【0042】
(ステップS205)画像処理部108は、ディジタル画像信号Imと前(m−1回目)における輝度値最小画像信号Iminに基づいて、現在(m回目)における輝度値最小画像信号Iminを生成する。なお、繰り返し回数mが初期値である場合には、画像処理部108は、輝度値最小画像信号Iminを生成する処理を実行せず、Iminをディジタル画像信号Imと定める。その後ステップS206に進む。
(ステップS206)画像処理部108は、繰り返し回数mに1を加算することによって、カウントアップする。そして、ステップS203に戻る。
【0043】
(ステップS207)画像処理部108は、生成した輝度値最小画像信号Iminと基準画像信号Ibに基づいて、差分画像Idを生成する。その後、ステップS208に進む。
(ステップS208)性状算出部110は、画像処理部108から入力された差分画像信号Idに基づいて性状変数(メッキ層からの砥粒突き出し量a及び台金からの砥粒突き出し量b)を算出する。その後、処理を終了する。
【0044】
なお、性状算出部110が、連続切れ刃間隔cを算出する際は、例えば、ステップS205において、画像処理部108に輝度値最小画像信号Iminを生成したり、ステップS207において、画像処理部108に差分画像Idを生成する処理を実行させなくともよい。その代わり、性状算出部110は、ステップS205において、ディジタル画像信号Imに基づいて、連続切れ刃間隔cを算出する。
【0045】
図9は、本実施形態に係る輝度値最小画像信号Iminを生成する処理を示す流れ図である。
(ステップS301)画像処理部108は、最初に処理の対象とする画素(例えば、i=0,j=0;初期値)を設定する。その後、ステップS302に進む。
(ステップS302)画像処理部108は、全画素について処理を実行済みか否か判断する。全画素について実行済みの場合は(ステップS302 Y)、輝度値最小画像信号Iminを生成する処理を終了する。全画素について実行済みではない場合は(ステップS302 N)、輝度値最小画像信号Iminを生成する処理を終了する。
【0046】
(ステップS303)画像処理部108は、ディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)が直前の繰り返しm−1における輝度値最小画像信号Iminの画素i,jにおける輝度値PImin(i,j)よりも小さいか否か判断する。輝度値PIm(i,j)のほうが小さいと判断された場合(ステップS303 Y)、ステップS304に進む。一方、輝度値PIm(i,j)と等しい又は大きいと判断された場合(ステップS303 N)、ステップS305に進む。
【0047】
(ステップS304)画像処理部108は、輝度値最小画像信号Iminの画素i,jにおける輝度値PImin(i,j)を現在の繰り返しmにおけるディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)と定める。その後、ステップS305に進む。
(ステップS305)画像処理部108は、処理の対象とする画素(i,j)を変更する。
その後、ステップS302に戻る。
このようにして、輝度値最小画像信号Iminは、ディジタル画像信号Imと輝度値を比較し、輝度値が小さいほうの画素で構成される。
例えば、繰り返し回数M=3の場合、画像処理部108は、ディジタル画像信号I1、I2及びI3に基づいて、輝度値最小画像信号Iminを生成する(図3参照)。
【0048】
特に、回転工具103の形状は、回転軸を中心とした回転対称性を有するため、輝度値最小画像信号Iminは回転工具103が最も突き出た部分の半径で囲まれる領域(外形)を示す。また、予め撮影した、回転工具103の一部の構成(例えば、台金122)の画像を基準画像Ibとして、輝度値最小画像信号Iminから生成した差分画像Idは、その一部の構成に付加された領域(例えば、メッキ層123又は砥粒124)を抽出することができる。従って、図4の下図4(B)に示すように、その領域の形状に基づいて回転工具123の性状変数、例えば、メッキ層からの砥粒突き出し量a又は台金からの砥粒突き出し量bを算出することができる。
【0049】
このように本実施形態によれば、画像処理部108は、一のフレームの画像の輝度値と他のフレームの画像の輝度値に基づいて輝度値最小画像Iminを生成し、基準となる形状を示す基準画像の輝度値と前記輝度値最小画像の輝度値との差分に基づいて差分画像を生成する。性状算出部110は、差分画像に基づいて物体の性状を示す性状変数を算出する。また、被写体となる物体の外縁の接線方向と撮影方向が同一であり、撮影された画像には、その物体の外縁を表す部分を含む。
これにより、物体測定装置1では、撮影された画像に基づいて輝度値最小画像が表す物体形状と性状変数を求めることができる。そのため、物体測定装置1では、回転工具103を撮影した画像を用いて、その形状(画像)と性状を同時に測定し、短時間に得ることができる。例えば、物体測定装置1では、形状を計測するために物体の表面に沿ってラインセンサを移動させる機構や、性状変数を計測するために別途の機器や工具(例えば、印章材を用いて作成したレプリカ)を要しない。よって、物体測定装置1では、回転工具の状態を検査するための効率を向上させることができる。
【0050】
(第2の実施形態)
次に、本発明の第2の実施形態について図を用いて説明する。
図10は、本発明の第2の実施形態に係る物体測定装置2を示すブロック図である。物体測定装置2と第1の実施形態に係る物体測定装置(図1)を比較すると、画像処理部208及び性状算出部210が異なる。しかしながら、他の構成要素が持つ機能は、第1の実施形態と同じである。第1の実施形態と同じ構成については説明を省略する。
【0051】
画像処理部208は、画像処理部108が持つ機能に加えて、以下の機能を持つ。
画像処理部208は、画像記憶部107から読み出したディジタル画像信号に基づいて輝度値最大画像信号Imaxを生成し、生成した輝度値最大画像信号Imaxを基準画像信号とする。輝度値最大画像信号Imaxとは、各フレームのディジタル画像信号を構成する画素の輝度値が、複数のフレーム間で最大となる画素から構成される1フレームのディジタル画像信号である。
【0052】
図11は、本実施形態に係る撮影されたディジタル画像信号I1、I2及びI3が示す画像と輝度値最大画像との関係を示す概念図である。この図において、画像I1、I2、I3は、互いに異なるフレームのディジタル画像信号I1、I2及びI3が表す画像である。また、この図の輝度値最大画像は、画像I1、I2、I3の輝度値最大画像である。この輝度値最大画像は、画像I1、I2、I3の黒塗りされた部分の画像のうち、輝度値を最大とする画素からなる画像になっている。
画像処理部208は、画素毎のディジタル画像信号I1、I2、I3について、画像信号間で最大となる輝度値を抽出し、抽出した輝度値の画像を生成することで、輝度値最大画像を生成する。なお、輝度値最大画像は、異なる時刻で撮影されたフレームにわたり物体(回転工具103)が共通に表される領域を示す。
【0053】
図12は、本実施形態に係る輝度値最大画像と断面図との関係を示す概念図である。この図において、横軸は図2のz軸、縦軸は図2のy軸である。
図12の上図12(A)において、符号P21を付した画像P21は、画像処理部108が生成した輝度値最大画像Imaxを示す。画像P21において、黒塗りされた部分の画像O21は、複数のフレームの回転工具103部分の画像について、画像すべてが重なった部分の画像である。
【0054】
図12の下図12(B)は、画像O21に対応する断面図であって、図2の平面Dでの断面図に対応する図である。この図において、画像O21の高さは、台金122、メッキ層123、最も高さの低い(凹んだ)砥粒124の高さを合わせた高さとなっている。
次に、性状算出部210における砥粒凹凸量dの算出処理について説明する。
【0055】
<砥粒凹凸量dの算出処理>
図13は、本実施形態に係る輝度値最小画像、輝度値最大画像及び差分画像との関係を示す概念図である。
図13の上図13(A)において、符号P11、P21、P22を付した画像は、それぞれ、輝度値最小画像P11、輝度値最大画像P21、差分画像P22を示す。画像P21において、黒塗りされた部分の画像O21は、複数のフレームの回転工具103部分の画像について、画像すべてで輝度値が最小となる画素からなる画像である。差分画像P22において、黒塗りされた部分の画像O22は、画素毎に、画像O11の輝度値から画像O21の輝度値を減算した輝度値を示す画像である。
【0056】
図13の下図13(B)は、画像O11、画像O21、画像O22に対応する断面図であって、図2の平面Dを断面とする。この図において、画像O11の高さは、台金122、メッキ層123、最も高さの高い(突き出た)砥粒124の高さを合わせた高さである。画像O21の高さは、台金122、メッキ層123、最も高さの低い(凹んだ)砥粒124の高さを合わせた高さである。
性状算出部210は、差分画像P22の画像O22の高さ方向の幅を算出することで、砥粒凹凸量dを算出する。砥粒凹凸量dは、図13の下図(B)において、符号dを付した高さであり、輝度値最小画像が示す物体の高さから輝度値最大画像が示す物体の高さを差し引いた値である。なお、性状算出部210は、z軸上の予め定めた複数の点で、画像O22の高さを算出して、それらの平均値を、画像O22の高さとしてもよい。
これにより、性状算出部210は、輝度値最大画像信号Imaxを基準画像Ibとして、輝度値最小画像信号Iminから生成した差分画像Idを生成する。この差分画像Idの画像O22は、回転工具103の砥粒124の最も突き出た部分と最も凹んだ部分で囲まれる領域である。つまり、物体測定装置2は、製造工程における凹凸のバラツキや、回転工具103の利用による摩耗でできた凹凸のバラツキを検出できる。
【0057】
図14は、本実施形態に係る物体測定処理を示す流れ図である。
図14に示す物体測定処理は、第1の実施形態に係る物体測定処理(図8)のステップS205とS206の間に、ステップS221を有し、ステップS207とS208に代えてステップS222とS223を有する。第1の実施形態と同じステップについては説明を省略する。
【0058】
(ステップS221)画像処理部108は、ディジタル画像信号Imと前の(m−1回目)輝度値最大画像信号Imaxに基づいて、現在の(m回目)における輝度値最大画像信号Imaxを生成する。輝度値最大画像信号Imaxを生成する処理については後述する。なお、繰り返し回数mが初期値である場合には、画像処理部108は、輝度値最大画像信号Imaxを生成する処理を実行せず、Imaxをディジタル画像信号Imと定める。その後、ステップS206に進む。
【0059】
(ステップS222)画像処理部108は、生成した輝度値最小画像信号Iminと基準画像信号Ibに基づいて、ステップS207と同様に差分画像信号Idを生成する。また、画像処理部108は、生成した差分画像信号Idを性状算出部110に出力する。但し、本実施形態では、基準画像信号Ibは、輝度値最大画像信号Imaxである。その後、ステップS223に進む。
【0060】
(ステップS223)性状算出部110は、画像処理部108から入力された差分画像信号Idに基づいて性状変数を算出する。本実施形態では、性状算出部110は、砥粒凹凸量dを算出する(図12参照)。砥粒凹凸量dは、輝度値最小画像から輝度値最大画像を除いた領域の上下方向の幅である(図13参照)。なお、性状算出部110は、使用開始当初において砥粒が摩耗していない回転工具103について砥粒凹凸量の初期値を算出し、保持しておく。性状算出部110は、保持された初期値から算出された砥粒凹凸量の差分を性状変数(摩耗量)として算出してもよい。
【0061】
図15は、本実施形態に係る輝度値最大画像信号Imaxを生成する処理を示す流れ図である。図15に示す処理は、第1の実施形態に係る処理(図9)におけるステップS303及びS304に代え、ステップS313及びS314を有する。第1の実施形態と同じステップについては説明を省略する。
【0062】
(ステップS313)画像処理部108は、ディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)が直前の(m−1回目)における輝度値最大画像信号Imaxの画素i,jにおける輝度値PImax(i,j)よりも大きいか否か判断する。輝度値PIm(i,j)のほうが大きいと判断された場合は、ステップS314に進む(ステップS313 Y)。輝度値PIm(i,j)と等しい又は大きいと判断された場合は、ステップS305に進む(ステップS313 N)。
【0063】
(ステップS314)画像処理部108は、輝度値最大画像信号Imaxの画素i,jにおける輝度値PImax(i,j)を現在の(m回目)ディジタル画像信号Imの画素i,jにおける輝度値PIm(i,j)と定める。その後、ステップS305に進む。
このようにして、輝度値最大画像信号Imaxは、ディジタル画像信号Imと輝度値を比較し、輝度値が大きいほうの画素で構成される。
【0064】
例えば、繰り返し回数M=3の場合、輝度値最大画像信号Imaxはディジタル画像信号I1、I2及びI3に基づいて生成される。
【0065】
このように本実施形態によれば、撮影された物体の画像に基づいて、その物体の形状及び性状変数とりわけ砥粒凹凸量を同時に計測することができる。そのため、形状及び性状変数を短時間に得ることができ、性状変数を計測するために別途の機器や工具を要せずに済む。ひいては、回転工具の状態を検査するための効率を向上させることができる。
【0066】
なお、上述した実施形態における物体測定装置1,2では、撮影された画像、基準画像、輝度値最小画像、輝度値最大画像各々を表す画像信号に対する処理が、必ずしもフレーム単位で行われるものとは限られない。物体計測装置1,2は、例えば、ある画像のフレームの一部を表す画像信号を基準画像信号として用い、そのフレームの他の部分に係る撮影された画像、輝度値最小画像又は輝度値最大画像を表す画像信号を用いてもよい。即ち、物体計測装置1,2は、被写体となる回転工具103の一部(例えば、摩耗を受けない部分;台金が露出する部分、メッキ層が露出する部分、等)を表す画像を基準画像とし、その他の部分(例えば、摩耗する部分;台金が覆う層を具備する部分、メッキ層から突出する砥粒の層を具備する部分)を表す画像に基づく輝度値最小画像又は輝度値最大画像とを用いて性状変数を算出してもよい。
【0067】
なお、上述した実施形態における物体測定装置1,2によれば、各実施形態により異なる性状変数を算出する旨の説明を行ったが、必ずしもこれに限られず、上記の性状変数を全て又はその一部である任意の組み合わせを算出する構成及び機能を有するようにしてもよい。
【0068】
なお、上述した実施形態における物体測定装置1,2の一部、例えば、画像処理部108、形状算出部109、及び性状算出部110をコンピュータで実現するようにしても良い。その場合、この制御機能を実現するためのプログラムをコンピュータ読み取り可能な記録媒体に記録して、この記録媒体に記録されたプログラムをコンピュータシステムに読み込ませ、実行することによって実現しても良い。なお、ここでいう「コンピュータシステム」とは、物体測定装置に内蔵されたコンピュータシステムであって、OSや周辺機器等のハードウェアを含むものとする。また、「コンピュータ読み取り可能な記録媒体」とは、フレキシブルディスク、光磁気ディスク、ROM、CD−ROM等の可搬媒体、コンピュータシステムに内蔵されるハードディスク等の記憶装置のことをいう。さらに「コンピュータ読み取り可能な記録媒体」とは、インターネット等のネットワークや電話回線等の通信回線を介してプログラムを送信する場合の通信線のように、短時間、動的にプログラムを保持するもの、その場合のサーバやクライアントとなるコンピュータシステム内部の揮発性メモリのように、一定時間プログラムを保持しているものも含んでも良い。また上記プログラムは、前述した機能の一部を実現するためのものであっても良く、さらに前述した機能をコンピュータシステムにすでに記録されているプログラムとの組み合わせで実現できるものであっても良い。
また、上述した実施形態における物体測定装置の一部、または全部を、LSI(Large Scale Integration)等の集積回路として実現しても良い。物体測定装置の各機能ブロックは個別にプロセッサ化してもよいし、一部、または全部を集積してプロセッサ化しても良い。また、集積回路化の手法はLSIに限らず専用回路、または汎用プロセッサで実現しても良い。また、半導体技術の進歩によりLSIに代替する集積回路化の技術が出現した場合、当該技術による集積回路を用いても良い。
【0069】
以上、図面を参照してこの発明の一実施形態について詳しく説明してきたが、具体的な構成は上述のものに限られることはなく、この発明の要旨を逸脱しない範囲内において様々な設計変更等をすることが可能である。
【符号の説明】
【0070】
1、2…物体測定装置、101…電源部、102…工具駆動部、103…回転工具、104…光源部、105…撮影部、106…A/D部、107…画像記憶部、108、208…画像処理部、109、209…形状算出部、110…性状算出部、121…回転軸、122…台金、123…メッキ層、124…砥粒
【特許請求の範囲】
【請求項1】
回転する物体を撮影した画像を記憶する画像記憶部と、
一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成し、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する画像処理部と、
前記差分画像に基づいて物体の性状を示す性状変数を算出する性状算出部と、
を備えることを特徴とする物体測定装置。
【請求項2】
前記画像処理部は、画素毎に最小となる輝度値を抽出して、輝度値画像を生成することを特徴とする請求項1に記載の物体測定装置。
【請求項3】
前記画像処理部は、
前記基準画像が一のフレームの画像の一部であり、前記撮影した画像又は前記輝度値画像が前記一のフレームの画像の他の部分であること、
を特徴とする請求項1に記載の物体測定装置。
【請求項4】
前記回転する物体は、台金と、前記台金を覆う層と、を具備し、
前記基準画像は、前記台金の形状を示す画像であることを特徴とする請求項1に記載の物体測定装置。
【請求項5】
前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層と、を具備し、
前記基準画像は、前記メッキ層表面の形状を示す画像であることを特徴とする請求項1に記載の物体測定装置。
【請求項6】
前記画像処理部は、画素毎に最大となる輝度値を抽出して前記基準画像を生成することを特徴とする請求項2に記載の物体測定装置。
【請求項7】
前記回転する物体は、台金と、前記台金を覆う層と、を具備することを特徴とする請求項5に記載の物体測定装置。
【請求項8】
物体測定装置における物体測定方法であって、
前記物体測定装置が、回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する第1の過程と、
前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する第2の過程と、
前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する第3の過程と、
を有することを特徴とする物体測定方法。
【請求項9】
前記回転する物体は、台金と、前記台金を覆う層とを具備する部分と、前記台金が露出する部分を具備し、
前記第2の過程において、
前記基準画像は前記台金が露出する部分の台金の形状を示す画像であること、
を特徴とする請求項8に記載の物体測定方法。
【請求項10】
前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層とを具備する部分と、前記メッキ層が露出する部分を具備し、
前記第2の過程において、
前記基準画像は前記メッキ層が露出する部分の表面の形状を示す画像であること、
を特徴とする請求項8に記載の物体測定方法。
【請求項11】
物体測定装置のコンピュータに、
回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する手順、
前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する手順、
前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する手順、
を実行させるための物体測定プログラム。
【請求項1】
回転する物体を撮影した画像を記憶する画像記憶部と、
一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成し、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する画像処理部と、
前記差分画像に基づいて物体の性状を示す性状変数を算出する性状算出部と、
を備えることを特徴とする物体測定装置。
【請求項2】
前記画像処理部は、画素毎に最小となる輝度値を抽出して、輝度値画像を生成することを特徴とする請求項1に記載の物体測定装置。
【請求項3】
前記画像処理部は、
前記基準画像が一のフレームの画像の一部であり、前記撮影した画像又は前記輝度値画像が前記一のフレームの画像の他の部分であること、
を特徴とする請求項1に記載の物体測定装置。
【請求項4】
前記回転する物体は、台金と、前記台金を覆う層と、を具備し、
前記基準画像は、前記台金の形状を示す画像であることを特徴とする請求項1に記載の物体測定装置。
【請求項5】
前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層と、を具備し、
前記基準画像は、前記メッキ層表面の形状を示す画像であることを特徴とする請求項1に記載の物体測定装置。
【請求項6】
前記画像処理部は、画素毎に最大となる輝度値を抽出して前記基準画像を生成することを特徴とする請求項2に記載の物体測定装置。
【請求項7】
前記回転する物体は、台金と、前記台金を覆う層と、を具備することを特徴とする請求項5に記載の物体測定装置。
【請求項8】
物体測定装置における物体測定方法であって、
前記物体測定装置が、回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する第1の過程と、
前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する第2の過程と、
前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する第3の過程と、
を有することを特徴とする物体測定方法。
【請求項9】
前記回転する物体は、台金と、前記台金を覆う層とを具備する部分と、前記台金が露出する部分を具備し、
前記第2の過程において、
前記基準画像は前記台金が露出する部分の台金の形状を示す画像であること、
を特徴とする請求項8に記載の物体測定方法。
【請求項10】
前記回転する物体は、メッキ層と、前記メッキ層から突出する砥粒の層とを具備する部分と、前記メッキ層が露出する部分を具備し、
前記第2の過程において、
前記基準画像は前記メッキ層が露出する部分の表面の形状を示す画像であること、
を特徴とする請求項8に記載の物体測定方法。
【請求項11】
物体測定装置のコンピュータに、
回転する物体を撮影した画像を読み出し、一の前記撮影した画像の輝度値と他の前記撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する手順、
前記物体測定装置が、基準となる形状を示す基準画像の輝度値と前記輝度値画像の輝度値との差分に基づいて差分画像を生成する手順、
前記物体測定装置が、前記差分画像に基づいて物体の性状を示す性状変数を算出する手順、
を実行させるための物体測定プログラム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−108037(P2012−108037A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−257849(P2010−257849)
【出願日】平成22年11月18日(2010.11.18)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【出願人】(000125347)学校法人近畿大学 (389)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月18日(2010.11.18)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【出願人】(000125347)学校法人近畿大学 (389)
【Fターム(参考)】
[ Back to top ]