
物品の包装装置
【課題】 シングルフィルムを巻き取ったフィルムロールを用いても判折りした折り目を確実に形成して筒成形フォーマーに供給することができる包装装置を提供する。
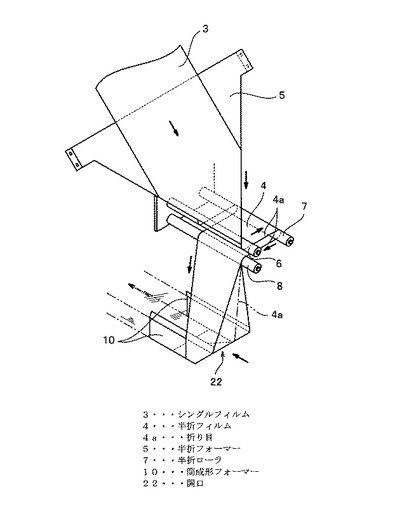
【解決手段】 フィルムロールから巻き出されたシングルフィルムを半折フォーマー5で半折りし、フィルムエンドローラ6を介して半折ローラ7に巻回す。半折ローラ7で折り目が形成されたフィルムを、ローラ8を介して拡開させながら折り返して筒成形フォーマー被装する。これにより、筒成形フォーマーによって重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に安定的に位置させて接合させることができる。
【解決手段】 フィルムロールから巻き出されたシングルフィルムを半折フォーマー5で半折りし、フィルムエンドローラ6を介して半折ローラ7に巻回す。半折ローラ7で折り目が形成されたフィルムを、ローラ8を介して拡開させながら折り返して筒成形フォーマー被装する。これにより、筒成形フォーマーによって重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に安定的に位置させて接合させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ロール状に巻かれた包装用のシングルフィルムを引き出して筒状に成形し、被包装用の物品をその筒状の中に挿通させて、フィルムで物品を包装する包装装置に関するものである。
【背景技術】
【0002】
従来から熱収縮性フィルムを用いて被包装用の物品を包み込んで包装する包装装置では、例えばロール状に巻き取られた包装用フィルムで物品を連続的あるいは間欠的に包み込むため、筒成形フォーマーが用いられていた。筒成形フォーマーは、フィルムの送り方向を変えるとともに半折りされたフィルムを拡げてその表裏を反転させて筒状に成形し、筒状のフィルム内に物品を挿入できる開口を形成するものである。
【0003】
筒状に成形されたフィルムの長手方向の両側縁部同士は、互いに重ね合わされ、筒状のフィルム内には、ベルトコンベア等により物品が搬入される。物品を収納したフィルムの前後端部を順次溶断溶着することで物品毎の包装を行うことができる。そして、包装された各物品に対して順次ヒートトンネル等において加熱処理を施し、包装したフィルムを熱収縮させることで物品に包装したフィルムを密着させている。
【0004】
この種の筒成形フォーマーを用いた包装装置では、フィルムを筒状に折り曲げながら開口させ、開口させた筒状のフィルム内に物品を挿入することになるが、フィルムの表裏を反転させて筒状に成形するためには、半折りされたフィルムを連続的あるいは間欠的に筒成形フォーマーに供給していかなければならない。
【0005】
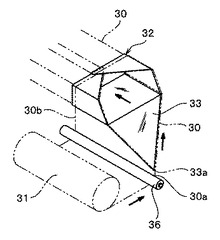
そのため、特許文献1に記載されているような物品の包装装置では、半折り状態の包装用フィルムをロール状に巻き取ったフィルムロールが用いられている。特許文献1に記載された物品の包装装置を、本発明の従来例1としてその使用状態を図8に示している。図8に示すように、半折り状態のフィルム30をフィルムロール31から繰り出し、転向ローラ36を経て、上方の筒成形フォーマー32に送る構成となっている。
【0006】
筒成形フォーマー32ではフィルム30の半折りの稜線30aが、突出部33の頂点33aに当接して、半折フィルム30の稜線部分から側縁部30bに張力が付与されることになる。この状態でフィルム30が繰り出されていくと、稜線30aはフィルム30の中心位置に安定した状態で維持されながら繰り出されていくことになる。
【0007】
しかし、半折りされたフィルム30を巻き取ってあるフィルムロール31の巻取り量について見ると、同じロール径となっている半折りされていないシングルフィルムを巻き取ったフィルムロールの巻取り量に比べて、約半分の巻取り量となっている。また、半折りされたフィルム30のフィルムロール31では、フィルムを半折するための加工費用が生じるため、フィルムロールの値段としては、シングルフィルムのフィルムロールに比べて割高になっている。
【0008】
このように、同じロール径のフィルムロールを用いて物品の包装を行った場合には、1本のフィルムロールで包装することのできる物品の数としては、シングルフィルムのフィルムロールを用いたときに比べて、半折りされたフィルムのフィルムロールを用いたときには、約半分の数しか包装作業を行うことができなくなる。しかも、割高のフィルムロールを用いなければならなくなる。
【0009】
また、市販されている半折フィルムの市場においては、幅の狭い半折フィルム、例えば、150mm以下の幅の半折フィルム、は殆ど流通していないのが実情である。このため、小物の包装を半折りされたフィルムで行うことは、実際上困難であった。これに対して、半折りされていないシングルフィルムとしては、幅の狭いフィルムが流通しているので、小物の包装を行うには、幅の狭いシングルフィルムを用いて行うことになる。
【0010】
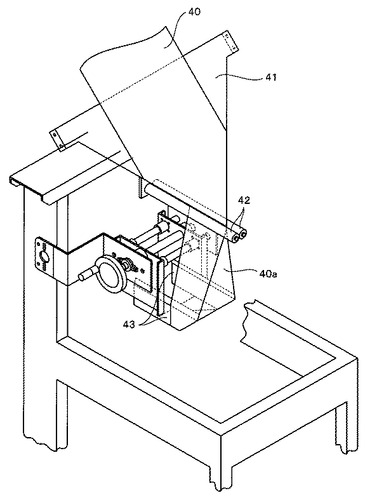
そこで、半折りされていないシングルフィルムを巻き取ったフィルムロールを用いた包装装置が提案されており、図9に示すような構成となっている。図9に示すように、図示せぬフィルムロールから繰り出されたシングルフィルム40は、二等辺三角形の頂点を下流側に配置した半折フォーマー41によって二つ折り(即ち、半折り)される。
【0011】
半折フォーマー41の下流には、一対のフィルムエンドローラ42が配置され、一対のフィルムエンドローラ42と筒成形フォーマー43との間で、半折りされたフィルム40aが拡げられる。拡げられたフィルムは、筒成形フォーマー43によってフィルムの送り方向が変えられるとともに表裏を反転させられて筒状に成形される。即ち、拡げられたフィルムの内面側の一部が、筒成形フォーマー43の外周面に摺接し、拡げられたフィルムの外面側が筒状となったフィルムの内周面となっていく。
【0012】
筒状に成形されたフィルムの長手方向の両側縁部同士は、重ね合わさった状態に構成されている筒成形フォーマー43の底面によって互いに重ね合わされ、筒状のフィルムを成形することができる。また、筒状のフィルム内には、図示せぬベルトコンベア等の搬入手段により物品が搬入されることになる。
【特許文献1】特開2005−112433号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
特許文献1に記載されているような包装装置では、半折りされたフィルムを巻き取ったフィルムロールが用いられているので、1本のフィルムロールで包装することができる物品の個数としては、シングルフィルムを巻き取ったフィルムロールを用いた場合の約半分の個数しか包装できないといった問題が生じる。
【0014】
また、図9で示すような包装装置では、シングルフィルムを巻き取ったフィルムロールを用いることができるので、半折りされたフィルムを巻き取ったフィルムロールを用いた場合よりも、約倍の個数の物品に対して包装作業を行うことができる利点を有している。しかし、筒成形フォーマー43に供給されるフィルム40aは、半折フォーマー41によって半折りされた直後に拡げられる構成となっている。
【0015】
ところで、筒成形フォーマー43では、フィルムの送り方向に対してフィルムが左右に均等に引っ張られることで、筒状に成形されたフィルムの長手方向の両側縁部同士は、筒状としたフィルムの底部での略中央に位置させることができる。筒状としたフィルムの底部における略中央で、フィルムの長手方向の両側縁部同士を重ね合わせるには、半折りされたフィルムの折り目が確実に付けられており、しかも、フィルムの折り目を中心として左右対称にフィルムが筒成形フォーマーに掛けられながら摺動していくことが必要である。
【0016】
これに対して図9で示すような包装装置では、半折フォーマー41によって半折りされた直後に、フィルム40aが拡げられて筒成形フォーマー43に掛けられる構成となっている。このため、半折りされたフィルム40aに折り目が確実に付けられない状態のまま、フィルム40aは拡げられて筒成形フォーマー43に供給されてしまうことになる。しかも、折り目が確実に形成されていない状態のまま拡げられたフィルム40aは、筒成形フォーマー43においてフィルムの送り方向が変えられ、しかも、フィルムの表裏を反転させられて筒状に成形されていくことになる。
【0017】
即ち、フィルムの長手方向の両側縁部は、筒状としたフィルムの底部における略中央の位置に位置することなく左右方向にズレた位置で重ね合わされていくことになる。左右方向へのズレが大きくなった場合には、フィルムの長手方向の両側縁部同士が重ならずに、離れた状態のまま物品を包装してしまうことになる。
【0018】
このような状態で包装が行われると、物品の包装形態としては不良品となり包装を再度やり直さなければならなくなる。しかもそのときには、半折りされたフィルム40aにおける折り目の位置が左右にズレないようにしながら、物品に対する包装を行っていかなければならない。また、フィルムが平滑でない、厚みにムラがある等のフィルムに起因した場合でも、フィルムに折り目が付けられていないと、筒成形フォーマー43において蛇行してしまう問題が生じてしまう。
【0019】
一対のフィルムエンドローラ42において折り目を付けるように構成すると、一対のフィルムエンドローラ42間での把持力を高く構成しておかなければならなくなる。そうすると、一対のフィルムエンドローラ42の下流では、フィルム40を大きな張力で引っ張り出さないと、折り目が付けられたフィルムを一対のフィルムエンドローラ42間から引き出すことができず、筒成形フォーマー43に供給することができなくなる。
【0020】
一対のフィルムエンドローラ42において大きな把持力で把持されているフィルムを、引っ張り出すため大きな引張り力でフィルムを引っ張ると、フィルム40aに伸びが生じてしまうことになる。しかも、フィルム40aが伸ばされながら筒成形フォーマー43に供給されていくことになるので、筒成形フォーマー43による筒状の成形に支障を来たすことになる。特に、フィルム40aが不均一な状態で伸ばされながら筒成形フォーマー43に供給されると、伸びムラによる蛇行が筒成形フォーマー43において起きてしまい、物品を正しく包装することができなくなる。
【0021】
本願発明では、従来の包装装置におけるこれらの問題を解決し、シングルフィルムを巻き取ったフィルムロールを用いながらフィルムを安定した状態で筒成形フォーマーに供給することができ、しかも、重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に位置させることのできる包装装置を提供することにある。
【課題を解決するための手段】
【0022】
本願発明の課題は請求項1〜3に記載された各発明により達成することができる。
即ち、本願発明では物品を包装するためフィルムを筒状に形成する物品の包装装置において、包装用のシングルフィルムをロール状に巻き取ったフィルムロールと、前記フィルムロールから引き出された長尺のフィルムをその長手方向に沿って半折りする半折フォーマーと、前記半折フォーマーの下流に配設され、前記半折りされたフィルムを巻回して同フィルムに折り目を付ける半折ローラと、前記半折ローラの下流に配設され、前記折り目が付けられたフィルムを拡開させながら折り返して被装し、送り出し側を開口させながら横断面形状が筒状となるように成形する筒成形フォーマーと、筒状となった前記フィルム内に被包装用の物品を挿通させて供給する供給装置と、を備えてなることを最も主要な特徴となしている。
【0023】
また、本願発明では、半折ローラに巻回されるフィルムと半折ローラとの関係を特定したことを主要な特徴となしている。
更に、本願発明では、半折ローラの構成を特定したことを主要な特徴となしている。
【発明の効果】
【0024】
本願発明では、ロール状に巻き取った包装用のシングルフィルムを、半折フォーマーを用いてフィルムの長手方向に沿って半折りし、半折りした折り目を確実に付けるため、半折りしたフィルムを半折ローラに巻回している。
【0025】
これにより、半折りしたフィルムに折り目を確実に付けることができ、折り目が確実に付けられた半折りしたフィルムを拡げながら筒成形フォーマーに供給することができる。従って、筒成形フォーマーでの筒状形成に対してフィルムの折り目位置を常に安定させておくことができ、筒成形フォーマーによって重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に安定的に位置させることができる。
【0026】
従って、物品を包装した底部中央に重ね合わせ部を配することができるので、物品の包装形態を安定的に綺麗なものとすることができる。しかも、フィルムの折り目付けは、半折りしたフィルムを半折ローラに巻回させることにより行っている。このため、半折ローラから半折りしたフィルムを引き出すのに要する引っ張り力としては、従来例のところで説明した一対のフィルムエンドローラで折り目を付ける場合に比べて格段に小さな引張り力で行うことができる。
【0027】
即ち、半折ローラを巻回した後にフィルムが筒成形フォーマーに供給されるときには、フィルムに対して大きな伸びを生じさせることがない。このように、筒成形フォーマーでの筒状形成を安定的にしかも正確に行うことができる。
【0028】
本発明では、半折ローラの周囲に巻回される半折りされたフィルムの巻回す角度を、半折ローラの中心からの角度範囲として90度の角度よりも大きな角度範囲に構成しておくことができる。この構成とすることで、半折ローラから半折りしたフィルムを引き出すのに要する引っ張り力を、大きな引っ張り力にすることなく、即ち、フィルムに伸びを生じさせない程度の引っ張り力で行うことができる。しかも、半折りされたフィルムに対して確実に折り目を形成することができる。
【0029】
尚、半折りされたフィルムを半折ローラに巻回す角度としては、180度以上となるように構成しておくこともできる。この場合、巻回す角度が大きくなると、半折ローラから半折りしたフィルムを引き出すのに要する引っ張り力も大きくなるので、半折ローラに加える制動力を調整した状態で、ある程度自由回転可能なローラとして構成しておくこともできる。また、巻回す角度が90度よりも大きく180度よりも小さな角度となるように構成しておくこともできる。
【0030】
本発明では、半折りされたフィルムの巻回した半折ローラに押圧ローラを当接させておくことで、フィルムに伸びを生じさせずに、半折りされたフィルムに対して確実に折り目を形成することができる。押圧ローラによる押圧力としては、従来例のところで説明した一対のフィルムエンドローラで折り目を付ける場合に必要とする押圧力よりも低い押圧力で行うことができる。このため、半折ローラから引き出すのに必要な引き出し力も大きくする必要がなく、筒成形フォーマーで影響を与えるような伸びをフィルムに発生させず、フィルムを筒成形フォーマーに供給することができる。
【発明を実施するための最良の形態】
【0031】
本発明の好適な実施の形態について、添付図面に基づいて以下において具体的に説明する。本願発明の物品の包装装置の構成としては、以下で説明する形状、配置構成以外にも本願発明の課題を解決することができる形状、配置構成であれば、それらの形状、配置構成を採用することができるものである。このため、本発明は、以下に説明する実施例に限定されるものではなく、多様な変更が可能である。
【実施例1】
【0032】
図1は、本発明の実施形態に係わる包装装置の側面図である。図2は、図1の右方向から見た正面図であり、図3は、物品の搬入装置等の図示を省略した包装装置の概略斜視図である。図4は、フィルムの半折り部及び筒状形成部における構成を示す説明図であり、図5は、筒成形フォーマーの構成を説明する斜視図である。
【0033】
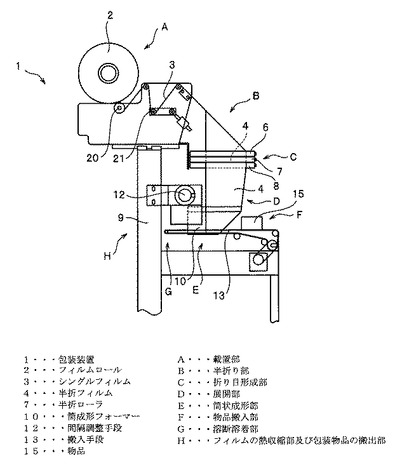
図1に示すように、包装装置1は、種々の物品を熱収縮性のフィルム、所謂、シュリンクフィルムで包み込んで包装することができる。包装装置1は、シングルフィルム3をロール状に巻いて形成したフィルムロール2を回動自在に支持する載置部A、繰り出しローラ20で繰り出されたシングルフィルム3を半折りする半折部B、半折りされたフィルム4aに折り目を形成する折り目形成部C、折り目が形成された半折フィルム4aを拡げる展開部D、展開されたフィルムの送り方向を変え表裏反転させて筒状のフィルムを成形する筒状成形部E、筒状に成形されたフィルムの開口内に被包装用の物品を搬入する物品搬入部F、及び図示を省略しているが、物品を包装した筒状のフィルムの端部を溶断して溶着させる溶断溶接部Gから構成されている。
【0034】
また、端部を溶断溶着されたフィルムで包装された物品に熱を加えてフィルムを熱収縮させる熱収縮部及び熱収縮部で完成した包装済みの物品を排出する搬出部Hを、包装装置の一部として、あるいは包装装置に隣接して配設した構成として設けておくことができる。
【0035】
次に、包装装置1を構成する各部の構成について、順次説明を行っていく。載置部Aには、シングルフィルム3をロール状に巻いて形成したフィルムロール2が回動自在に支持されており、繰り出しローラ20によってフィルムロール2からシングルフィルム3を繰り出していくことができる。繰り出されたシングルフィルム3は、ダンサーローラ21等によって張力が調整されて、半折部Bに供給されることになる。
【0036】
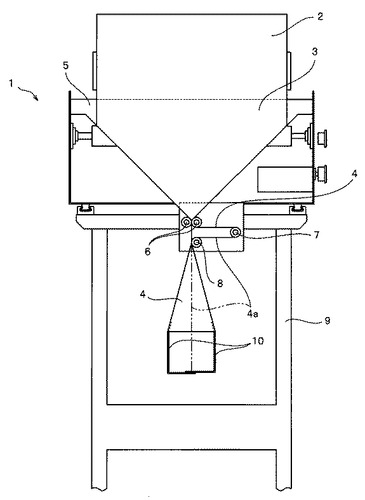
図2〜図4で示すように半折部Bでは、二等辺三角形形状をした半折フォーマー5が用いられている。シングルフィルム3が半折フォーマー5に沿って送られていくことで、シングルフィルム3は二等辺三角形形状の頂点部を中心として、シングルフィルム3の長手方向の中心線を中心として左右対称に二つ折り、即ち、半折りされていくことになる。ただ、半折フォーマー5で半折りされただけでは、半折りしたフィルムに折り目が確実に付けられた状態とはならないので、本発明では、折り目形成部において、半折りされたフィルム4に折り目を形成していくことになる。
尚、図示例の場合では、折り目4aが、図2では手前側、図3、図4では図に向かって右側に形成されることになる。
【0037】
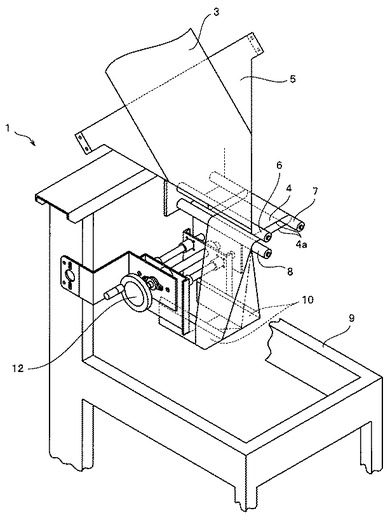
また、図2〜図4で示すように折り目形成部では、半折フォーマー5で半折りされたフィルム4は、フィルムエンドローラ6によって、その送り方向が変えられることになる。フィルムエンドローラ6によって送り方向が変えられた半折フィルム4は、半折ローラ7に巻回された後、再びローラ8を介して展開部Dに供給される。
【0038】
半折フィルム4を半折ローラ7に巻回させることで、半折りされたフィルム4を半折ローラ7側に付勢して、半折りされたフィルム4を重ね合わせた状態にすることができる。これにより、半折りされたフィルム4が重ね合わせられて、折り目4aが形成されていくことになる。
【0039】
尚、図1、2では、フィルムエンドローラ6を一対のローラとした例を例示しているが、図3、図4に示すように一本のローラとして構成しておくこともできる。また、フィルムエンドローラ6、半折ローラ7及びローラ8の外周面上を半折フィルム4が摺動するとき、両者の間で摺動抵抗があまり大きくならない程度に、フィルムエンドローラ6、半折ローラ7及びローラ8の外周面形状を構成しておくこともできる。
【0040】
また、フィルムエンドローラ6、半折ローラ7及びローラ8を、それぞれ自由回転自在に構成し、所望の制動力を加えることができるように構成しておくこともできる。制動力を調整する機構としては、ローラに当接させる制動部材の押圧力を調整する機構など従来から公知の構成を採用することができる。
【0041】
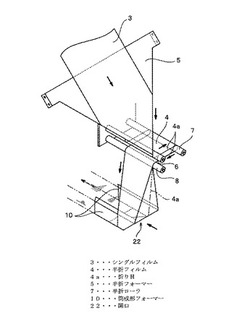
展開部Dでは、折り目4aが付けられた半折フィルム4を拡げて、筒成形フォーマー10に拡げた半折フィルム4の一部が引っ掛かるように掛け回す。そして、半折フィルム4の送り方向を略90度方向転換させながら、拡げられた半折フィルム4の表裏を反転させ、反転したフィルムの長手方向における両側縁部同士を、筒状としたフィルムの底部における略中央の位置において互いに重ね合わせていく。これにより、筒状のフィルムを連続的あるいは間欠的に成形していくことができる。
【0042】
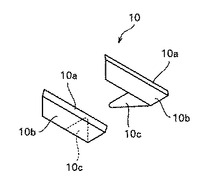
筒成形フォーマー10は、図5で示すように左右一対の部材から構成されている。左右一対の部材は、互いに隙間を介して互いの一部が重ね合わすことのできる閉じ合わせ片10c、閉じ合わせ片10cから連続した側板10b、側板10bから連続し内側に傾斜した上片10aを備えている。側板10bは、閉じ合わせ片10c同士の間に隙間を形成して重ね合わせたときに、上片10aの高さ位置が左右とも等しくなるように、閉じ合わせ片10cの厚みと隙間の分だけ高さ方向の長さ寸法が異なっている。また、閉じ合わせ片10c同士を重ね合わせたときに形成される隙間は、筒状に成形されるフィルムを挿入可能とする隙間に構成されている。
【0043】
左右の側板10b間の間隔は、間隔調整手段12によって調整することができ、被包装用の物品15の横幅に応じて、左右の側板10b間の間隔を調整することができる。左右の側板10bの側縁部11は、拡げられた半折フィルム4の表裏を略90度方向転換させながら表裏を反転させ易くするため、傾斜して形成されている。
【0044】
反転したフィルムの長手方向における両側縁部は、それぞれ側板10b及び閉じ合わせ片10cの外面側を摺動し、閉じ合わせ片10cの下流側において互いに重ね合わされていく。反転したフィルムの長手方向における両側縁部同士を重ね合わせた後に、超音波加工処理や加熱処理、静電気による接合処理等を施して重ね合わせ部を接合させておくこともできる。また、これらの接合処理を施さずに、重ね合わせた状態のままとしておくこともできる。
【0045】
筒成形フォーマー10によって筒状のフィルムが成形されると、物品の搬入部Fから物品15が搬入される。物品の搬入部Fとしては、図示例ではベルトコンベアを用いた搬入装置を示しているが、プッシャー等による搬入装置等を用いることもできる。搬入装置としては、筒状のフィルムの開口22内に物品15を搬入できるように、筒状のフィルム内まで挿入された配置構成となっている。
【0046】
物品の搬入部Fにおける搬入装置の下流側には、物品を内部に収納した筒状のフィルムの端部を溶断溶着する溶断溶接部Gが配設されている。尚、本実施例では、溶断溶接部Gの構成について図示を省略しているが、従来から公知の溶断溶着を行うことのできる溶断溶着装置を用いることができる。
【0047】
溶断溶接部Gにおいて個別に分離された物品は、順次ヒートトンネル等において加熱処理を施すことができ、加熱処理によって包装したフィルムを熱収縮させ、物品に包装したフィルムを密着させることができる。
【0048】
本発明では、半折りしたフィルムに折り目を確実に形成することができるので、筒成形フォーマー10内においてフィルムの折り目位置を常に一定の位置に保持しておくことができる。これにより、常に安定した状態で、綺麗で正確な筒状にフィルムを成形することができる。
【実施例2】
【0049】
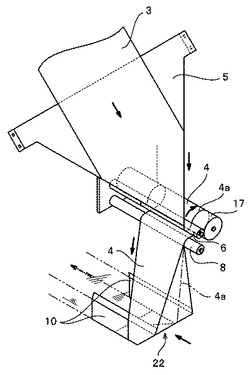
図5は、本発明に係わる他の実施例を示す斜視図であり、実施例1における図4と同様に、要部構成についての斜視図を示している。実施例2では、半折ローラとして径の大きな半折ローラを用いた点で、実施例1における半折ローラの構成と異なっている。他の構成は、実施例1における構成と同様の構成となっている。このため、実施例1と実施例2とにおいて同じ構成については、実施例1において用いた部材符号と同じ部材符号を用いることでその説明を省略する。
【0050】
図6に示すように、径の大きな半折ローラ17を用いているので、半折フォーマー5で半折りされたフィルム4は、実施例1の場合よりも大きな巻き角度で半折ローラ17に巻回すことができる。これにより、半折りされたフィルム4に対して折り目4aを形成しやすくなる。
【0051】
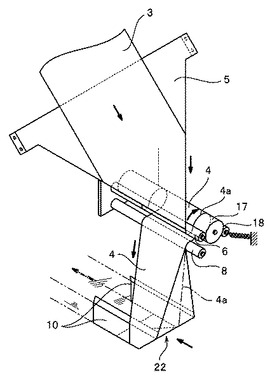
また、図7で示すように半折ローラ17に対して、押圧ローラ18を当接させておくことにより、半折ローラ17と押圧ローラ18との共同作用によって、折り目4aを更に形成しやすく構成することもできる。この押圧ローラ18を半折ローラ17に当接させる押圧力としては、押圧ローラ18の両端部に対して付与させているバネ力を調整することで押圧力の調整を行うことができる。
【0052】
押圧ローラ18の押圧力としては、大きな押圧力を与えておく必要がなく、押圧ローラ18と半折ローラ17との下流側から引き出されるフィルムに伸びを発生させない程度の押圧力として構成しておくことができる。フィルムに対する伸びとしては、完全に伸びの発生が生じないように構成しておく必要はない。ただ、筒成形フォーマー10での筒成形が妨げられない程度の伸びであれば、フィルムが多少伸びてしまっても問題にはならない。
【産業上の利用可能性】
【0053】
本願発明は、本願発明の技術思想を適用することができる装置等に対しては、本願発明の技術思想を適用することができる。
【図面の簡単な説明】
【0054】
【図1】包装装置の概略側面図である。(実施例1)
【図2】包装装置の概略正面図である。(実施例1)
【図3】包装装置の要部拡大図である。(実施例1)
【図4】包装装置の要部斜視図である。(実施例1)
【図5】筒成形フォーマーの斜視図である。(実施例1)
【図6】他の構成における包装装置の要部斜視図である。(実施例2)
【図7】他の構成における包装装置の変形例を示す要部斜視図である。(実施例2)
【図8】包装装置の使用状態を示す図である。(従来例1)
【図9】包装装置の要部拡大図である。(従来例2)
【符号の説明】
【0055】
1・・・包装装置、
2・・・フィルムロール、
3・・・シングルフィルム、
4・・・半折フィルム、
4a・・・折り目、
5・・・半折フォーマー、
7・・・半折ローラ、
10・・・筒成形フォーマー、
12・・・間隔調整手段、
13・・・搬入手段、
15・・・物品、
17・・・半折ローラ、
18・・・押圧ローラ、
22・・・開口、
30・・・フィルム、
32・・・筒成形フォーマー、
33a・・・頂点、
40・・・シングルフィルム、
41・・・半折フォーマー、
42・・・フィルムエンドローラ、
43・・・筒成形フォーマー、
A・・・載置部、
B・・・半折り部、
C・・・折り目形成部、
D・・・展開部、
E・・・筒状成形部、
F・・・物品搬入部、
G・・・溶断溶着部、
H・・・フィルムの熱収縮部及び包装物品の搬出部。
【技術分野】
【0001】
本発明は、ロール状に巻かれた包装用のシングルフィルムを引き出して筒状に成形し、被包装用の物品をその筒状の中に挿通させて、フィルムで物品を包装する包装装置に関するものである。
【背景技術】
【0002】
従来から熱収縮性フィルムを用いて被包装用の物品を包み込んで包装する包装装置では、例えばロール状に巻き取られた包装用フィルムで物品を連続的あるいは間欠的に包み込むため、筒成形フォーマーが用いられていた。筒成形フォーマーは、フィルムの送り方向を変えるとともに半折りされたフィルムを拡げてその表裏を反転させて筒状に成形し、筒状のフィルム内に物品を挿入できる開口を形成するものである。
【0003】
筒状に成形されたフィルムの長手方向の両側縁部同士は、互いに重ね合わされ、筒状のフィルム内には、ベルトコンベア等により物品が搬入される。物品を収納したフィルムの前後端部を順次溶断溶着することで物品毎の包装を行うことができる。そして、包装された各物品に対して順次ヒートトンネル等において加熱処理を施し、包装したフィルムを熱収縮させることで物品に包装したフィルムを密着させている。
【0004】
この種の筒成形フォーマーを用いた包装装置では、フィルムを筒状に折り曲げながら開口させ、開口させた筒状のフィルム内に物品を挿入することになるが、フィルムの表裏を反転させて筒状に成形するためには、半折りされたフィルムを連続的あるいは間欠的に筒成形フォーマーに供給していかなければならない。
【0005】
そのため、特許文献1に記載されているような物品の包装装置では、半折り状態の包装用フィルムをロール状に巻き取ったフィルムロールが用いられている。特許文献1に記載された物品の包装装置を、本発明の従来例1としてその使用状態を図8に示している。図8に示すように、半折り状態のフィルム30をフィルムロール31から繰り出し、転向ローラ36を経て、上方の筒成形フォーマー32に送る構成となっている。
【0006】
筒成形フォーマー32ではフィルム30の半折りの稜線30aが、突出部33の頂点33aに当接して、半折フィルム30の稜線部分から側縁部30bに張力が付与されることになる。この状態でフィルム30が繰り出されていくと、稜線30aはフィルム30の中心位置に安定した状態で維持されながら繰り出されていくことになる。
【0007】
しかし、半折りされたフィルム30を巻き取ってあるフィルムロール31の巻取り量について見ると、同じロール径となっている半折りされていないシングルフィルムを巻き取ったフィルムロールの巻取り量に比べて、約半分の巻取り量となっている。また、半折りされたフィルム30のフィルムロール31では、フィルムを半折するための加工費用が生じるため、フィルムロールの値段としては、シングルフィルムのフィルムロールに比べて割高になっている。
【0008】
このように、同じロール径のフィルムロールを用いて物品の包装を行った場合には、1本のフィルムロールで包装することのできる物品の数としては、シングルフィルムのフィルムロールを用いたときに比べて、半折りされたフィルムのフィルムロールを用いたときには、約半分の数しか包装作業を行うことができなくなる。しかも、割高のフィルムロールを用いなければならなくなる。
【0009】
また、市販されている半折フィルムの市場においては、幅の狭い半折フィルム、例えば、150mm以下の幅の半折フィルム、は殆ど流通していないのが実情である。このため、小物の包装を半折りされたフィルムで行うことは、実際上困難であった。これに対して、半折りされていないシングルフィルムとしては、幅の狭いフィルムが流通しているので、小物の包装を行うには、幅の狭いシングルフィルムを用いて行うことになる。
【0010】
そこで、半折りされていないシングルフィルムを巻き取ったフィルムロールを用いた包装装置が提案されており、図9に示すような構成となっている。図9に示すように、図示せぬフィルムロールから繰り出されたシングルフィルム40は、二等辺三角形の頂点を下流側に配置した半折フォーマー41によって二つ折り(即ち、半折り)される。
【0011】
半折フォーマー41の下流には、一対のフィルムエンドローラ42が配置され、一対のフィルムエンドローラ42と筒成形フォーマー43との間で、半折りされたフィルム40aが拡げられる。拡げられたフィルムは、筒成形フォーマー43によってフィルムの送り方向が変えられるとともに表裏を反転させられて筒状に成形される。即ち、拡げられたフィルムの内面側の一部が、筒成形フォーマー43の外周面に摺接し、拡げられたフィルムの外面側が筒状となったフィルムの内周面となっていく。
【0012】
筒状に成形されたフィルムの長手方向の両側縁部同士は、重ね合わさった状態に構成されている筒成形フォーマー43の底面によって互いに重ね合わされ、筒状のフィルムを成形することができる。また、筒状のフィルム内には、図示せぬベルトコンベア等の搬入手段により物品が搬入されることになる。
【特許文献1】特開2005−112433号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
特許文献1に記載されているような包装装置では、半折りされたフィルムを巻き取ったフィルムロールが用いられているので、1本のフィルムロールで包装することができる物品の個数としては、シングルフィルムを巻き取ったフィルムロールを用いた場合の約半分の個数しか包装できないといった問題が生じる。
【0014】
また、図9で示すような包装装置では、シングルフィルムを巻き取ったフィルムロールを用いることができるので、半折りされたフィルムを巻き取ったフィルムロールを用いた場合よりも、約倍の個数の物品に対して包装作業を行うことができる利点を有している。しかし、筒成形フォーマー43に供給されるフィルム40aは、半折フォーマー41によって半折りされた直後に拡げられる構成となっている。
【0015】
ところで、筒成形フォーマー43では、フィルムの送り方向に対してフィルムが左右に均等に引っ張られることで、筒状に成形されたフィルムの長手方向の両側縁部同士は、筒状としたフィルムの底部での略中央に位置させることができる。筒状としたフィルムの底部における略中央で、フィルムの長手方向の両側縁部同士を重ね合わせるには、半折りされたフィルムの折り目が確実に付けられており、しかも、フィルムの折り目を中心として左右対称にフィルムが筒成形フォーマーに掛けられながら摺動していくことが必要である。
【0016】
これに対して図9で示すような包装装置では、半折フォーマー41によって半折りされた直後に、フィルム40aが拡げられて筒成形フォーマー43に掛けられる構成となっている。このため、半折りされたフィルム40aに折り目が確実に付けられない状態のまま、フィルム40aは拡げられて筒成形フォーマー43に供給されてしまうことになる。しかも、折り目が確実に形成されていない状態のまま拡げられたフィルム40aは、筒成形フォーマー43においてフィルムの送り方向が変えられ、しかも、フィルムの表裏を反転させられて筒状に成形されていくことになる。
【0017】
即ち、フィルムの長手方向の両側縁部は、筒状としたフィルムの底部における略中央の位置に位置することなく左右方向にズレた位置で重ね合わされていくことになる。左右方向へのズレが大きくなった場合には、フィルムの長手方向の両側縁部同士が重ならずに、離れた状態のまま物品を包装してしまうことになる。
【0018】
このような状態で包装が行われると、物品の包装形態としては不良品となり包装を再度やり直さなければならなくなる。しかもそのときには、半折りされたフィルム40aにおける折り目の位置が左右にズレないようにしながら、物品に対する包装を行っていかなければならない。また、フィルムが平滑でない、厚みにムラがある等のフィルムに起因した場合でも、フィルムに折り目が付けられていないと、筒成形フォーマー43において蛇行してしまう問題が生じてしまう。
【0019】
一対のフィルムエンドローラ42において折り目を付けるように構成すると、一対のフィルムエンドローラ42間での把持力を高く構成しておかなければならなくなる。そうすると、一対のフィルムエンドローラ42の下流では、フィルム40を大きな張力で引っ張り出さないと、折り目が付けられたフィルムを一対のフィルムエンドローラ42間から引き出すことができず、筒成形フォーマー43に供給することができなくなる。
【0020】
一対のフィルムエンドローラ42において大きな把持力で把持されているフィルムを、引っ張り出すため大きな引張り力でフィルムを引っ張ると、フィルム40aに伸びが生じてしまうことになる。しかも、フィルム40aが伸ばされながら筒成形フォーマー43に供給されていくことになるので、筒成形フォーマー43による筒状の成形に支障を来たすことになる。特に、フィルム40aが不均一な状態で伸ばされながら筒成形フォーマー43に供給されると、伸びムラによる蛇行が筒成形フォーマー43において起きてしまい、物品を正しく包装することができなくなる。
【0021】
本願発明では、従来の包装装置におけるこれらの問題を解決し、シングルフィルムを巻き取ったフィルムロールを用いながらフィルムを安定した状態で筒成形フォーマーに供給することができ、しかも、重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に位置させることのできる包装装置を提供することにある。
【課題を解決するための手段】
【0022】
本願発明の課題は請求項1〜3に記載された各発明により達成することができる。
即ち、本願発明では物品を包装するためフィルムを筒状に形成する物品の包装装置において、包装用のシングルフィルムをロール状に巻き取ったフィルムロールと、前記フィルムロールから引き出された長尺のフィルムをその長手方向に沿って半折りする半折フォーマーと、前記半折フォーマーの下流に配設され、前記半折りされたフィルムを巻回して同フィルムに折り目を付ける半折ローラと、前記半折ローラの下流に配設され、前記折り目が付けられたフィルムを拡開させながら折り返して被装し、送り出し側を開口させながら横断面形状が筒状となるように成形する筒成形フォーマーと、筒状となった前記フィルム内に被包装用の物品を挿通させて供給する供給装置と、を備えてなることを最も主要な特徴となしている。
【0023】
また、本願発明では、半折ローラに巻回されるフィルムと半折ローラとの関係を特定したことを主要な特徴となしている。
更に、本願発明では、半折ローラの構成を特定したことを主要な特徴となしている。
【発明の効果】
【0024】
本願発明では、ロール状に巻き取った包装用のシングルフィルムを、半折フォーマーを用いてフィルムの長手方向に沿って半折りし、半折りした折り目を確実に付けるため、半折りしたフィルムを半折ローラに巻回している。
【0025】
これにより、半折りしたフィルムに折り目を確実に付けることができ、折り目が確実に付けられた半折りしたフィルムを拡げながら筒成形フォーマーに供給することができる。従って、筒成形フォーマーでの筒状形成に対してフィルムの折り目位置を常に安定させておくことができ、筒成形フォーマーによって重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に安定的に位置させることができる。
【0026】
従って、物品を包装した底部中央に重ね合わせ部を配することができるので、物品の包装形態を安定的に綺麗なものとすることができる。しかも、フィルムの折り目付けは、半折りしたフィルムを半折ローラに巻回させることにより行っている。このため、半折ローラから半折りしたフィルムを引き出すのに要する引っ張り力としては、従来例のところで説明した一対のフィルムエンドローラで折り目を付ける場合に比べて格段に小さな引張り力で行うことができる。
【0027】
即ち、半折ローラを巻回した後にフィルムが筒成形フォーマーに供給されるときには、フィルムに対して大きな伸びを生じさせることがない。このように、筒成形フォーマーでの筒状形成を安定的にしかも正確に行うことができる。
【0028】
本発明では、半折ローラの周囲に巻回される半折りされたフィルムの巻回す角度を、半折ローラの中心からの角度範囲として90度の角度よりも大きな角度範囲に構成しておくことができる。この構成とすることで、半折ローラから半折りしたフィルムを引き出すのに要する引っ張り力を、大きな引っ張り力にすることなく、即ち、フィルムに伸びを生じさせない程度の引っ張り力で行うことができる。しかも、半折りされたフィルムに対して確実に折り目を形成することができる。
【0029】
尚、半折りされたフィルムを半折ローラに巻回す角度としては、180度以上となるように構成しておくこともできる。この場合、巻回す角度が大きくなると、半折ローラから半折りしたフィルムを引き出すのに要する引っ張り力も大きくなるので、半折ローラに加える制動力を調整した状態で、ある程度自由回転可能なローラとして構成しておくこともできる。また、巻回す角度が90度よりも大きく180度よりも小さな角度となるように構成しておくこともできる。
【0030】
本発明では、半折りされたフィルムの巻回した半折ローラに押圧ローラを当接させておくことで、フィルムに伸びを生じさせずに、半折りされたフィルムに対して確実に折り目を形成することができる。押圧ローラによる押圧力としては、従来例のところで説明した一対のフィルムエンドローラで折り目を付ける場合に必要とする押圧力よりも低い押圧力で行うことができる。このため、半折ローラから引き出すのに必要な引き出し力も大きくする必要がなく、筒成形フォーマーで影響を与えるような伸びをフィルムに発生させず、フィルムを筒成形フォーマーに供給することができる。
【発明を実施するための最良の形態】
【0031】
本発明の好適な実施の形態について、添付図面に基づいて以下において具体的に説明する。本願発明の物品の包装装置の構成としては、以下で説明する形状、配置構成以外にも本願発明の課題を解決することができる形状、配置構成であれば、それらの形状、配置構成を採用することができるものである。このため、本発明は、以下に説明する実施例に限定されるものではなく、多様な変更が可能である。
【実施例1】
【0032】
図1は、本発明の実施形態に係わる包装装置の側面図である。図2は、図1の右方向から見た正面図であり、図3は、物品の搬入装置等の図示を省略した包装装置の概略斜視図である。図4は、フィルムの半折り部及び筒状形成部における構成を示す説明図であり、図5は、筒成形フォーマーの構成を説明する斜視図である。
【0033】
図1に示すように、包装装置1は、種々の物品を熱収縮性のフィルム、所謂、シュリンクフィルムで包み込んで包装することができる。包装装置1は、シングルフィルム3をロール状に巻いて形成したフィルムロール2を回動自在に支持する載置部A、繰り出しローラ20で繰り出されたシングルフィルム3を半折りする半折部B、半折りされたフィルム4aに折り目を形成する折り目形成部C、折り目が形成された半折フィルム4aを拡げる展開部D、展開されたフィルムの送り方向を変え表裏反転させて筒状のフィルムを成形する筒状成形部E、筒状に成形されたフィルムの開口内に被包装用の物品を搬入する物品搬入部F、及び図示を省略しているが、物品を包装した筒状のフィルムの端部を溶断して溶着させる溶断溶接部Gから構成されている。
【0034】
また、端部を溶断溶着されたフィルムで包装された物品に熱を加えてフィルムを熱収縮させる熱収縮部及び熱収縮部で完成した包装済みの物品を排出する搬出部Hを、包装装置の一部として、あるいは包装装置に隣接して配設した構成として設けておくことができる。
【0035】
次に、包装装置1を構成する各部の構成について、順次説明を行っていく。載置部Aには、シングルフィルム3をロール状に巻いて形成したフィルムロール2が回動自在に支持されており、繰り出しローラ20によってフィルムロール2からシングルフィルム3を繰り出していくことができる。繰り出されたシングルフィルム3は、ダンサーローラ21等によって張力が調整されて、半折部Bに供給されることになる。
【0036】
図2〜図4で示すように半折部Bでは、二等辺三角形形状をした半折フォーマー5が用いられている。シングルフィルム3が半折フォーマー5に沿って送られていくことで、シングルフィルム3は二等辺三角形形状の頂点部を中心として、シングルフィルム3の長手方向の中心線を中心として左右対称に二つ折り、即ち、半折りされていくことになる。ただ、半折フォーマー5で半折りされただけでは、半折りしたフィルムに折り目が確実に付けられた状態とはならないので、本発明では、折り目形成部において、半折りされたフィルム4に折り目を形成していくことになる。
尚、図示例の場合では、折り目4aが、図2では手前側、図3、図4では図に向かって右側に形成されることになる。
【0037】
また、図2〜図4で示すように折り目形成部では、半折フォーマー5で半折りされたフィルム4は、フィルムエンドローラ6によって、その送り方向が変えられることになる。フィルムエンドローラ6によって送り方向が変えられた半折フィルム4は、半折ローラ7に巻回された後、再びローラ8を介して展開部Dに供給される。
【0038】
半折フィルム4を半折ローラ7に巻回させることで、半折りされたフィルム4を半折ローラ7側に付勢して、半折りされたフィルム4を重ね合わせた状態にすることができる。これにより、半折りされたフィルム4が重ね合わせられて、折り目4aが形成されていくことになる。
【0039】
尚、図1、2では、フィルムエンドローラ6を一対のローラとした例を例示しているが、図3、図4に示すように一本のローラとして構成しておくこともできる。また、フィルムエンドローラ6、半折ローラ7及びローラ8の外周面上を半折フィルム4が摺動するとき、両者の間で摺動抵抗があまり大きくならない程度に、フィルムエンドローラ6、半折ローラ7及びローラ8の外周面形状を構成しておくこともできる。
【0040】
また、フィルムエンドローラ6、半折ローラ7及びローラ8を、それぞれ自由回転自在に構成し、所望の制動力を加えることができるように構成しておくこともできる。制動力を調整する機構としては、ローラに当接させる制動部材の押圧力を調整する機構など従来から公知の構成を採用することができる。
【0041】
展開部Dでは、折り目4aが付けられた半折フィルム4を拡げて、筒成形フォーマー10に拡げた半折フィルム4の一部が引っ掛かるように掛け回す。そして、半折フィルム4の送り方向を略90度方向転換させながら、拡げられた半折フィルム4の表裏を反転させ、反転したフィルムの長手方向における両側縁部同士を、筒状としたフィルムの底部における略中央の位置において互いに重ね合わせていく。これにより、筒状のフィルムを連続的あるいは間欠的に成形していくことができる。
【0042】
筒成形フォーマー10は、図5で示すように左右一対の部材から構成されている。左右一対の部材は、互いに隙間を介して互いの一部が重ね合わすことのできる閉じ合わせ片10c、閉じ合わせ片10cから連続した側板10b、側板10bから連続し内側に傾斜した上片10aを備えている。側板10bは、閉じ合わせ片10c同士の間に隙間を形成して重ね合わせたときに、上片10aの高さ位置が左右とも等しくなるように、閉じ合わせ片10cの厚みと隙間の分だけ高さ方向の長さ寸法が異なっている。また、閉じ合わせ片10c同士を重ね合わせたときに形成される隙間は、筒状に成形されるフィルムを挿入可能とする隙間に構成されている。
【0043】
左右の側板10b間の間隔は、間隔調整手段12によって調整することができ、被包装用の物品15の横幅に応じて、左右の側板10b間の間隔を調整することができる。左右の側板10bの側縁部11は、拡げられた半折フィルム4の表裏を略90度方向転換させながら表裏を反転させ易くするため、傾斜して形成されている。
【0044】
反転したフィルムの長手方向における両側縁部は、それぞれ側板10b及び閉じ合わせ片10cの外面側を摺動し、閉じ合わせ片10cの下流側において互いに重ね合わされていく。反転したフィルムの長手方向における両側縁部同士を重ね合わせた後に、超音波加工処理や加熱処理、静電気による接合処理等を施して重ね合わせ部を接合させておくこともできる。また、これらの接合処理を施さずに、重ね合わせた状態のままとしておくこともできる。
【0045】
筒成形フォーマー10によって筒状のフィルムが成形されると、物品の搬入部Fから物品15が搬入される。物品の搬入部Fとしては、図示例ではベルトコンベアを用いた搬入装置を示しているが、プッシャー等による搬入装置等を用いることもできる。搬入装置としては、筒状のフィルムの開口22内に物品15を搬入できるように、筒状のフィルム内まで挿入された配置構成となっている。
【0046】
物品の搬入部Fにおける搬入装置の下流側には、物品を内部に収納した筒状のフィルムの端部を溶断溶着する溶断溶接部Gが配設されている。尚、本実施例では、溶断溶接部Gの構成について図示を省略しているが、従来から公知の溶断溶着を行うことのできる溶断溶着装置を用いることができる。
【0047】
溶断溶接部Gにおいて個別に分離された物品は、順次ヒートトンネル等において加熱処理を施すことができ、加熱処理によって包装したフィルムを熱収縮させ、物品に包装したフィルムを密着させることができる。
【0048】
本発明では、半折りしたフィルムに折り目を確実に形成することができるので、筒成形フォーマー10内においてフィルムの折り目位置を常に一定の位置に保持しておくことができる。これにより、常に安定した状態で、綺麗で正確な筒状にフィルムを成形することができる。
【実施例2】
【0049】
図5は、本発明に係わる他の実施例を示す斜視図であり、実施例1における図4と同様に、要部構成についての斜視図を示している。実施例2では、半折ローラとして径の大きな半折ローラを用いた点で、実施例1における半折ローラの構成と異なっている。他の構成は、実施例1における構成と同様の構成となっている。このため、実施例1と実施例2とにおいて同じ構成については、実施例1において用いた部材符号と同じ部材符号を用いることでその説明を省略する。
【0050】
図6に示すように、径の大きな半折ローラ17を用いているので、半折フォーマー5で半折りされたフィルム4は、実施例1の場合よりも大きな巻き角度で半折ローラ17に巻回すことができる。これにより、半折りされたフィルム4に対して折り目4aを形成しやすくなる。
【0051】
また、図7で示すように半折ローラ17に対して、押圧ローラ18を当接させておくことにより、半折ローラ17と押圧ローラ18との共同作用によって、折り目4aを更に形成しやすく構成することもできる。この押圧ローラ18を半折ローラ17に当接させる押圧力としては、押圧ローラ18の両端部に対して付与させているバネ力を調整することで押圧力の調整を行うことができる。
【0052】
押圧ローラ18の押圧力としては、大きな押圧力を与えておく必要がなく、押圧ローラ18と半折ローラ17との下流側から引き出されるフィルムに伸びを発生させない程度の押圧力として構成しておくことができる。フィルムに対する伸びとしては、完全に伸びの発生が生じないように構成しておく必要はない。ただ、筒成形フォーマー10での筒成形が妨げられない程度の伸びであれば、フィルムが多少伸びてしまっても問題にはならない。
【産業上の利用可能性】
【0053】
本願発明は、本願発明の技術思想を適用することができる装置等に対しては、本願発明の技術思想を適用することができる。
【図面の簡単な説明】
【0054】
【図1】包装装置の概略側面図である。(実施例1)
【図2】包装装置の概略正面図である。(実施例1)
【図3】包装装置の要部拡大図である。(実施例1)
【図4】包装装置の要部斜視図である。(実施例1)
【図5】筒成形フォーマーの斜視図である。(実施例1)
【図6】他の構成における包装装置の要部斜視図である。(実施例2)
【図7】他の構成における包装装置の変形例を示す要部斜視図である。(実施例2)
【図8】包装装置の使用状態を示す図である。(従来例1)
【図9】包装装置の要部拡大図である。(従来例2)
【符号の説明】
【0055】
1・・・包装装置、
2・・・フィルムロール、
3・・・シングルフィルム、
4・・・半折フィルム、
4a・・・折り目、
5・・・半折フォーマー、
7・・・半折ローラ、
10・・・筒成形フォーマー、
12・・・間隔調整手段、
13・・・搬入手段、
15・・・物品、
17・・・半折ローラ、
18・・・押圧ローラ、
22・・・開口、
30・・・フィルム、
32・・・筒成形フォーマー、
33a・・・頂点、
40・・・シングルフィルム、
41・・・半折フォーマー、
42・・・フィルムエンドローラ、
43・・・筒成形フォーマー、
A・・・載置部、
B・・・半折り部、
C・・・折り目形成部、
D・・・展開部、
E・・・筒状成形部、
F・・・物品搬入部、
G・・・溶断溶着部、
H・・・フィルムの熱収縮部及び包装物品の搬出部。
【特許請求の範囲】
【請求項1】
包装用のシングルフィルムをロール状に巻き取ったフィルムロールと、前記フィルムロールから引き出された長尺のフィルムをその長手方向に沿って半折りする半折フォーマーと、前記半折フォーマーの下流に配設され、前記半折りされたフィルムを巻回して同フィルムに折り目を付ける半折ローラと、前記半折ローラの下流に配設され、前記折り目が付けられたフィルムを拡開させながら折り返して被装し、送り出し側を開口させながら横断面形状が筒状となるように成形する筒成形フォーマーと、筒状となった前記フィルム内に被包装用の物品を挿通させて供給する供給装置と、を備えてなることを特徴とする物品の包装装置。
【請求項2】
前記半折ローラの周囲に巻回される前記半折りされたフィルムの巻回し角度が、前記半折ローラの中心からの角度範囲として90度の角度よりも大きな角度範囲に構成されてなることを特徴とする請求項1記載の物品の包装装置。
【請求項3】
前記半折ローラに押圧ローラを当接させてなることを特徴とする請求項1又は2記載の物品の包装装置。
【請求項1】
包装用のシングルフィルムをロール状に巻き取ったフィルムロールと、前記フィルムロールから引き出された長尺のフィルムをその長手方向に沿って半折りする半折フォーマーと、前記半折フォーマーの下流に配設され、前記半折りされたフィルムを巻回して同フィルムに折り目を付ける半折ローラと、前記半折ローラの下流に配設され、前記折り目が付けられたフィルムを拡開させながら折り返して被装し、送り出し側を開口させながら横断面形状が筒状となるように成形する筒成形フォーマーと、筒状となった前記フィルム内に被包装用の物品を挿通させて供給する供給装置と、を備えてなることを特徴とする物品の包装装置。
【請求項2】
前記半折ローラの周囲に巻回される前記半折りされたフィルムの巻回し角度が、前記半折ローラの中心からの角度範囲として90度の角度よりも大きな角度範囲に構成されてなることを特徴とする請求項1記載の物品の包装装置。
【請求項3】
前記半折ローラに押圧ローラを当接させてなることを特徴とする請求項1又は2記載の物品の包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−184189(P2008−184189A)
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2007−19860(P2007−19860)
【出願日】平成19年1月30日(2007.1.30)
【出願人】(000135575)株式会社ハナガタ (8)
【Fターム(参考)】
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成19年1月30日(2007.1.30)
【出願人】(000135575)株式会社ハナガタ (8)
【Fターム(参考)】
[ Back to top ]