
物品の集荷装置制御方法
【課題】複数種の物品の各保管場所の在庫管理をリアルタイムで行なうこと。
【解決手段】物品の集荷装置制御方法であって、カートが各保管場所での検品が正常終了して集荷が完了する度に、在庫管理装置14にその保管場所を示す情報及びその保管場所で物品を入れたオリコンのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するもの。
【解決手段】物品の集荷装置制御方法であって、カートが各保管場所での検品が正常終了して集荷が完了する度に、在庫管理装置14にその保管場所を示す情報及びその保管場所で物品を入れたオリコンのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するもの。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品の集荷装置制御方法に関する。
【背景技術】
【0002】
物品の集荷装置制御方法として、特許文献1に記載の如く、物品毎に保管領域が設定された保管棚と、該保管棚の設置スペース内を移動可能なピッキングカートとを備え、予め指定された物品を、それぞれの物品の保管領域にピッキングカートを順次移動させつつ収集するものがある。
【0003】
カートは、カート上の集荷かごに取出すべき複数種の物品の保管場所とその保管場所で取出すべき物品数を含むピッキング情報をホストコンピュータからカート上の情報端末に送信される。作業者は、情報端末が表示する移動経路に沿ってカートを必要な保管棚に位置付けるように移動させ、情報端末に表示されている物品を各保管棚から取出して集荷かごに入れ、必要な物品の全てを収集する。
【0004】
カートは、取出すべき全ての物品の収集後に、検品部での検品手続を経て出荷スペースに移動し、それら物品を出荷する。このとき、検品部は、ホストコンピュータとの間の情報の送受信により、カートの収集物品の検品を行なう。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005-298076
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の物品の集荷装置制御方法では、カート上の集荷かごに収集した物品の検品を、該カートが集荷すべき全ての保管棚の集荷後に、全ての保管棚の集荷実績をまとめてホストコンピュータに送信することにて行なっている。従って、各保管棚の在庫管理をリアルタイムで行なうことができない。
【0007】
また、従来の物品の集荷装置制御方法は、カートを情報端末に表示した移動経路に沿って移動させるものであり、表示されている次の移動先が混雑しているときにも、その移動先を変更できず、カートの渋滞を招き、ピッキング能力を低下する。
【0008】
本発明の課題は、複数種の物品の各保管場所の在庫管理をリアルタイムで行なうことにある。
【0009】
本発明の他の課題は、カートの移動先を適宜変更可能にし、ピッキング能力の向上を図ることにある。
【課題を解決するための手段】
【0010】
請求項1の発明は、カート上の集荷かごに対応して該集荷かごに取出すべき複数種の物品の保管場所と、その物品の保管場所で取出すべき物品数を含むピッキング情報を記憶した記憶装置から、カート上の読取装置により該ピッキング情報を読取るステップと、カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップと、取出した物品のバーコードを読取ることで、その物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、完了ボタンが押されたことで、集荷かごに入れられた物品数が所定数であるかの検品を行なうステップと、検品が正常終了したら、その保管場所での集荷が完了したかを判断し、その保管場所での集荷が完了していないときは、続いて物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、その保管場所での検品が正常終了して集荷が完了したときは、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するステップと、を含む物品の集荷装置制御方法である。
【発明の効果】
【0011】
本発明によれば、カートが各保管場所での検品が正常終了して集荷が完了する度に、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するものにしたから、複数種の物品の各保管場所の在庫管理をリアルタイムで行なうことができる。また、本発明によれば、カート上の表示装置に、次の次に取出すべき物品の保管場所を示す情報も併せ表示するものにしたから、カートの移動先を適宜変更可能にし、ピッキング能力の向上を図ることができる。
【図面の簡単な説明】
【0012】
【図1】図1は物品仕分け設備を示す平面図である。
【図2】図2は仕分け用保管設備の保管部を示す平面図である。
【図3】図3は集荷装置を示すブロック図である。
【図4】図4はオリコンを示す模式図である。
【図5】図5はピッキングカートを示す斜視図である。
【図6】図6はメイン表示器と表示状態を示す模式図である。
【図7】図7はサブ表示器を示す模式図である。
【図8】図8はオリコンの準備ステップを示す流れ図である。
【図9】図9はカートの準備ステップを示す流れ図である。
【図10】図10はカートによる集荷ステップを示す流れ図である。
【図11】図11は在庫管理装置による管理ステップを示す流れ図である。
【発明を実施するための形態】
【0013】
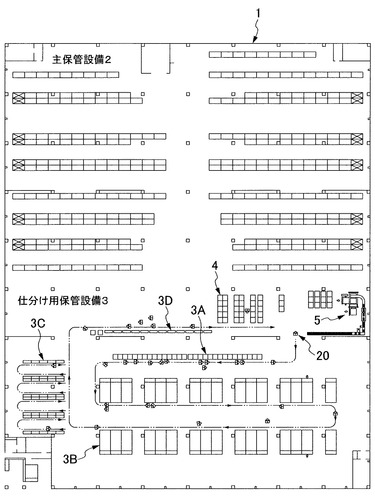
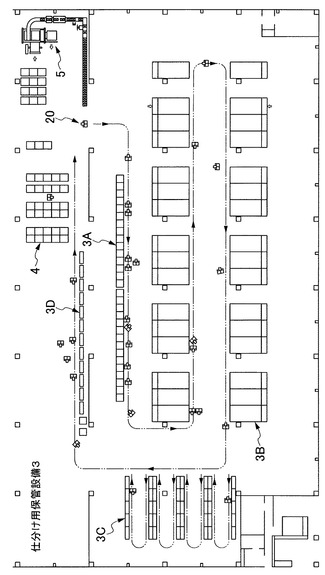
図1、図2に示す物品仕分け設備1は、例えば物流倉庫のフロア内に設けられ、主保管設備2と仕分け用保管設備3を備える。主保管設備2は外部から入荷されて、ケース単位で出荷される物品毎に保管領域が設定される。仕分け用保管設備3はオリコン40(オリコン等の物品収納箱容器)に取出される物品毎に保管領域(第1〜第4の保管部3A〜3D)が設定される。仕分け用保管設備3への物品補充は主保管設備2から行なわれる。
【0014】
物品仕分け設備1にトラック等で入荷される物品は主保管設備2に一時的に保管され、主保管設備2に保管した物品を出荷頻度、出荷量に応じて物品毎に区分けした仕分け用保管設備3の各保管部3A〜3Dに移動して保管し直し、ピッキングカート20に積み込んだオリコン40を、所望の物品が保管されている保管部3A〜3Dの前に移動し、必要量の物品をカート20上のオリコン40に取出して集荷し、カート20のオリコン40に集荷された物品を出荷スペース4で検品、梱包等して外部に出荷する。
【0015】
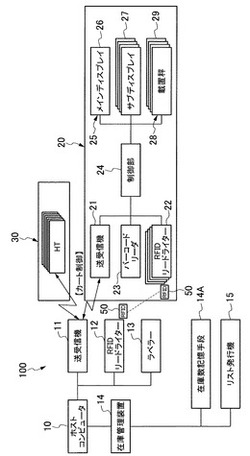
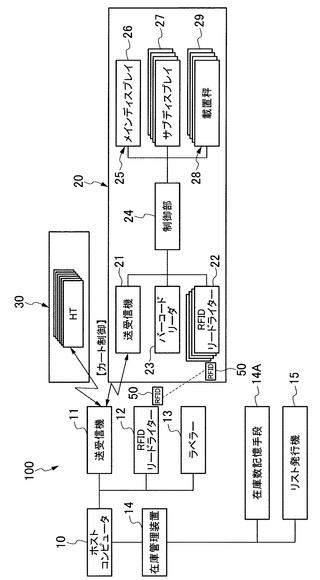
しかるに、物品仕分け設備1では、図3に示す如くの集荷装置100が用いられる。集荷装置100は、ホストコンピュータ10と、カート20と、無線ハンディーターミナル(無線HT)30を有し、集荷かごとしてのオリコン40を用いて構成される。
【0016】
ホストコンピュータ10は、複数種の物品の保管場所(保管部3A〜3Dの保管間口)と、その物品の保管場所で取出すべき物品数を含むピッキング情報を保有しており、このピッキングに関する情報をカート20と無線HT30との間で送受信する送受信機11と、このピッキング情報をRFID(ピッキング情報記憶装置)50に書込むRFIDリードライター12と、そのピッキング情報を印字したラベルを出力するラベラー13を有する。
【0017】
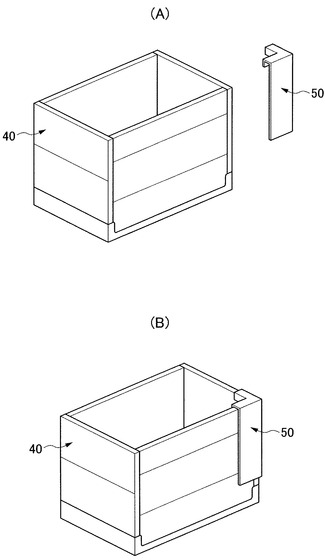
尚、オリコン40はオリコン組立機5等で組立てられ、図4に示す如く、上述のRFID50のタグを着脱されるとともに、対応するラベルを貼付され、カート20に搭載される。
【0018】
ホストコンピュータ10は、更に、仕分け用保管設備3の各保管場所(保管部3A〜3D)の物品保管間口に対応して物品の在庫数を記憶する在庫数記憶手段14Aを備えた在庫管理装置14を有する。
【0019】
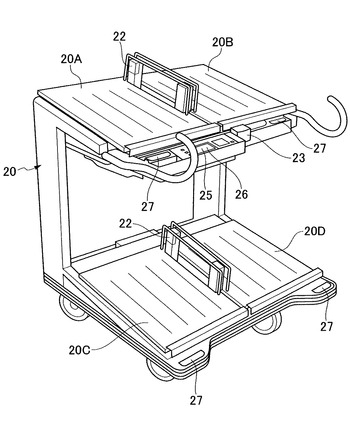
カート20は、図5に示す如く、作業者により運転される電動台車等からなり、複数のオリコン40、本実施例では4個のオリコン40のそれぞれを搭載するための荷台20A〜20Dを備える。カート20は、図3に示す如く、ホストコンピュータ10との間でピッキング情報に関する情報を送受信する送受信機21と、カート20の各荷台20A〜20Dに搭載した各オリコン40に据付けたRFID50に記憶された情報(当該オリコン40に取出すべく複数種の物品の保管場所(保管部3A〜3Dの保管間口)とその物品の保管場所で取出すべき物品数)を読取るRFIDリードライター22(読取り装置)を有する。カート20の4個の荷台20A〜20DのそれぞれにRFIDリードライター22が設置されている。
【0020】
カート20は、送受信機21とRFIDリードライター22の他に、保管場所(保管部3A〜3D)から取出した物品の商品コード(janコード)で示される品種を読取るバーコードリーダ23を有する。カート20は、送受信機21とRFIDリードライター22とバーコードリーダ23から取得した情報を制御部24で処理し、RFIDリードライター22が読取ったピッキング情報のうち、次に取出すべき物品の保管場所(保管部3A〜3Dの保管間口)と取出し物品数を示す情報を表示する表示装置25(1個のメイン表示器26と、各荷台20A〜20Dに対応する4個のサブ表示器27と、オリコン40に入れられた物品数が所定数であるかの検品を行なう検品手段28を有する。検品手段28は各荷台20A〜20Dに対応する4個の載置秤29により構成される。
【0021】
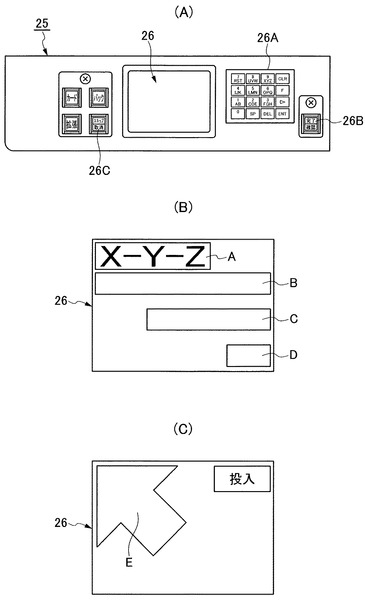
メイン表示器26は、図6に示す如く、キーシート26A、完了ボタン26B、スキップボタン26C等を付帯的に備える。このとき、メイン表示器26は、図6(B)に示す如く、次に取出すべき物品の保管場所(保管部3A〜3Dのピッキング間口(保管間口))を示す次取出し場所表示A、物品名表示B、取出し物品数Cを表示する。また、メイン表示器26は、次の次に取出すべき物品の保管場所(保管部3A〜3Dのピッキング間口(保管間口))を示す次の次取出し場所表示Dも併せ表示する。作業者は、メイン表示器26に表示された次取出し場所表示Aと次の次取出し場所表示Dの混雑状況等を見て、次取出し場所表示Aに表示の保管場所からの取出しを後回しにしようとするとき、スキップボタン26Cをオンして次の次取出し場所表示Dに表示の保管場所を次に取出すべき保管場所に変更することができる。
【0022】
また、メイン表示器26は、図6(C)に示す如く、投入荷台表示Eを表示する。作業者がメイン表示器26に表示された次取出し場所表示A、物品名表示B、取出し物品数Cに従って取出した物品の商品コードをバーコードリーダ23によりスキャンすると、制御部24がこの物品をカート20のいずれの荷台20A〜20D上のオリコン40に投入すべきか、その荷台20A〜20Dのある方向を例えば矢印の投入荷台表示Eによりメイン表示器26に指し示す。
【0023】
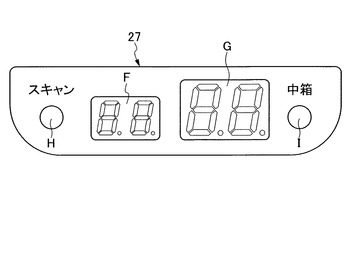
サブ表示器27は、図7示す如く、カート20の各荷台20A〜20D毎に設けられ、当該荷台20A〜20Dに搭載されているオリコン40に取出すべき物品の目標取出し数表示F、各載置秤29の測定結果により計数した実取出し数表示Gを表示する。尚、サブ表示器27は、載置秤29により取出し数を自動計数できない物品に対しては、その物品の全個数についてバーコードリーダ23の読取り結果からその取出し数を計数すべく、バーコード処理ランプHを点滅し、この読取り作業を作業者に促す。中箱表示ランプIは取出すべき物品の個数が中箱単位であることを示す。
【0024】
カート20は、RFIDリードライター22とバーコードリーダ23と載置秤29の情報を制御部24に入力し、その保管場所(バーコードリーダ23が読取った品種物品のための保管間口)(保管部3A〜3Dの保管間口)での検品が終了して集荷が完了したことを制御部24により確認したことを条件として、その保管場所(保管部3A〜3Dの保管間口)を示す情報及びその保管場所で物品を入れたオリコン40のID(識別番号)とその物品投入数を含む間口作業完了通知を送受信機21からホストコンピュータ10の在庫管理装置14に送信する。
【0025】
ホストコンピュータ10の在庫管理装置14は、カート20の送受信機21から送られてきた保管場所(保管部3A〜3Dの保管間口)を示す情報、その保管場所で物品を入れたオリコン40のIDとその物品投入数とから、対応する保管場所(保管部3A〜3Dの保管間口)の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段14Aに書込む。
【0026】
ホストコンピュータ10の在庫管理装置14は、作業者の無線HT30から伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段14Aに書込まれている在庫数を当該無線HT30に対し送信する。作業者による当該保管場所(保管部3A〜3Dの間口)の実在庫数確認の結果、作業者の無線HT30から返信されてくる実在個数を受信し、当該物品についての集荷の異常の有無を判定する制御手段を用いる。在庫管理装置14は、各保管場所(3A〜3Dの保管間口)の実在庫数が在庫数記憶手段14Aに書込まれている在庫数と違っているときは、制御手段のリスト発行機15により、前回在庫確認時から今回の在庫確認までに当該保管場所(保管部3A〜3Dの保管間口)から取出した物品を収納したオリコン40のIDをリストしたピッキング誤り候補集荷かごリストを発行する。
【0027】
以下、集荷装置100による集荷手順について説明する(図8〜図11).
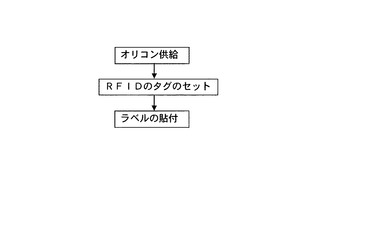
(A)オリコン40の準備(図8)
(1)オリコン組立機5等でオリコン40を組立てて供給し、このオリコン40にRFID50のタグをセットする。
【0028】
(2)ホストコンピュータ10に接続されているRFIDリードライター12からオリコン40のRFID50に対し、当該オリコン40に取出すべき物品のピッキング情報(取出すべき物品の保管場所と取出すべき物品数)を書込む。
【0029】
(3)ホストコンピュータ10に接続されているラベラー13により、上述(2)のピッキング情報を印字したラベルを発行し、このラベルをオリコン40に貼付する。
【0030】
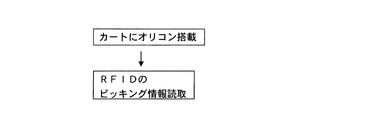
(B)カート20の準備(図9)
(1)カート20の各荷台20A〜20Dに上述(A)で準備した4個のオリコン40のそれぞれを搭載する。
【0031】
(2)カート20の制御部24は、カート20の各荷台20A〜20Dに搭載した各オリコン40に取付けてあるRFID50から、各荷台20A〜20Dに設けてある各RFIDリードライター22により、該RFIDに記憶させてある当該オリコン40のためのピッキング情報を読取る。
【0032】
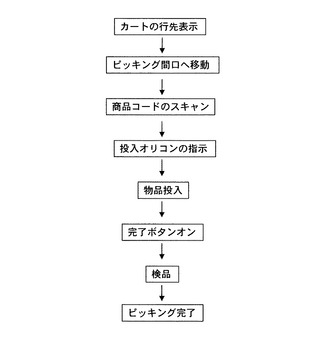
(C)カート20による集荷(図10)
(1)カート20上の表示装置25(メイン表示器26)に、カート20に搭載した各オリコン40に取付けてあるRFID50に記憶させたピッキング情報のうち、次に取出すべき物品の保管場所(カート20の行き先)と各物品の取出し数を表示する。表示装置25のメイン表示器26は、次取出し場所表示A、物品名表示B、取出し物品数表示C、次の次取出し場所表示D(図6(B))を表示する。
【0033】
ここで、作業者は、メイン表示器26に表示された次取出し場所表示Aと次の次取出し場所表示Dの混雑状況等を見て、次取出し場所表示Aに表示の保管場所からの取出しを後回しにしようとするとき、スキップボタン26Cをオンして、次の次取出し場所表示Dに表示の保管場所を次に取出すべき保管場所に変更することができる。
【0034】
(2)作業者は、表示装置25のメイン表示器26に表示された次に取出すべき物品の保管場所(保管部3A〜3Dのピッキング間口(保管間口))へカート20を移動する。
【0035】
(3)作業者が、上述(2)でメイン表示器26に表示された次取出し場所表示A、物品名表示B、取出し物品数Cに従って取出した物品の商品コードをバーコードリーダ23によりスキャンすると、制御部24がこの物品をカート20のいずれの荷台20A〜20D上のオリコン40に投入すべきか、その荷台20A〜20Dのある方向を例えば矢印の投入荷台表示Eによりメイン表示器26に指し示す。このとき、サブ表示器27の目標取出し数表示Fにより、当該オリコン40に入れるべき物品数も表示する。
【0036】
(4)作業者が、上述(3)でメイン表示器26に表示された今回物品投入すべきオリコン40に物品を投入し、当該オリコン40への集荷が完了したものと認識すると(サブ表示器27の目標取出し数表示Fと実取出し数表示Gの照合により認識することもできる)、作業者により完了ボタン26Bがオンされる。これにより、カート20の制御部24は、検品手段28を用いた検品を行なう。検品手段28は、当該オリコン40が搭載されているいずれかの荷台20A〜20Dの載置秤29の測定結果(その保管場所での当該オリコン40への物品の投入前後の秤29の測定重量の差と、当該物品1個当りの重量)により、当該オリコン40に入れられた物品数が対応するRFID50に記録されている所定数であるかの検品を行なう。
【0037】
(5)カート20の制御部24は、上述(4)のオリコン40に対する検品が正常終了したら、その保管場所での集荷が完了したことを判断する。制御部24は、その保管場所での集荷が完了していないときは、続いて物品を入れるべきオリコン40のカート20上における位置と、該オリコン40に入れるべき物品数を前述(3)と同様にしてメイン表示器26とサブ表示器27に表示する。
【0038】
(6)カート20の制御部24は、上述(4)のオリコン40に対する検品が正常終了し、更にその保管場所での集荷が完了したことを判断すると、送受信機21を用いて、ホストコンピュータ10の在庫管理装置14にその保管場所(保管部3A〜3Dの保管間口)を示す情報及びその保管場所で物品を入れたオリコン40のIDとその物品投入数を送信する。同時に、カート20の制御部24は、表示装置25のメイン表示器26に、次に取出すべき物品の保管場所を前述(1)の如くに表示する。
【0039】
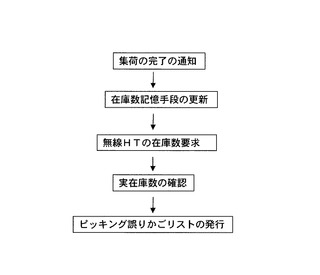
(D)在庫管理(図11)
(1)カート20の制御部24は、前述(c)のカート20によるピッキング行程で前述(6)の保管場所における検品が正常終了して集荷が完了したことを確認すると、その保管場所(保管部3A〜3Dの保管間口)を示す情報及びその保管場所で物品を入れたオリコン40のID(識別番号)とその物品投入数を含む間口作業完了通知を送受信機21からホストコンピュータ10の在庫管理装置14に送信する。
【0040】
(2)ホストコンピュータ10の在庫管理装置14は、カート20の送受信機21から送られてきた保管場所(保管部3A〜3Dの保管間口)を示す情報、その保管場所で物品を入れたオリコン40のIDとその物品投入数とから、対応する保管場所(保管部3A〜3Dの保管間口)の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段14Aに書込む。
【0041】
(3)作業者の無線HT30から伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段14Aに書込まれている在庫数を当該無線HT30に対し送信する。作業者による当該保管場所(保管部3A〜3Dの間口)の実在庫数確認の結果、作業者の無線HT30から返信されてくる実在個数を受信し、当該物品についての集荷の異常の有無を判定する。
【0042】
(4)在庫管理装置14は、各保管場所(3A〜3Dの保管間口)の実在庫数が在庫数記憶手段14Aに書込まれている在庫数と違っているときは、制御手段のリスト発行機15により、前回在庫確認時から今回の在庫確認までに当該保管場所(保管部3A〜3Dの保管間口)から取出した物品を収納したオリコン40のIDをリストしたピッキング誤り候補集荷かごリストを発行する。作業者は、このリストに基づき、ピッキング結果に誤りのあるオリコン40と各保管場所との間で、それらの物品のピッキング数量と在庫数量の過不足を補い合うことによって調整し、適正化する。
【0043】
尚、集荷装置100は、カート20上に1個のオリコン40のみを搭載して集荷することもできる。
【0044】
従って、本実施例によれば、以下の作用効果を奏する。
(a)カート20が各保管場所での検品が正常終了して集荷が完了する度に、在庫管理装置14にその保管場所を示す情報及びその保管場所で物品を入れたオリコン40のIDとその物品投入数を送信するものにした。従って、在庫管理装置14は、各保管場所の在庫数を常時更新し、それらの在庫管理をリアルタイムで行なうことができる。
【0045】
(b)在庫管理装置14は、送られてきた保管場所を示す情報、その保管場所で物品を入れたオリコン40のIDとその物品投入数とから、対応する保管場所の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段14Aに書込み、作業者の無線HT30から伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段14Aに書込まれている在庫数を送信し、作業者による当該保管場所の実在庫数確認の結果、返信されてくる実在庫数を受信し、集荷の異常を判定する制御手段を用い、各保管場所での実在庫数が在庫数記憶手段14Aに書込まれている在庫数と違っているときは、制御手段により、前回在庫確認時から今回の在庫確認までに当該保管場所から取出した物品を収納したオリコン40のIDをリストしたピッキング誤り候補オリコンリストを発行する。従って、作業者からの任意の物品の間口在庫数要求に対し、当該物品に対応する保管場所の在庫管理を最新の在庫実績に基づいてリアルタイムで行なうことができる。
【0046】
更に、在庫管理の結果、異常を判定したときには、ピッキング誤りオリコンリストが発行され、ピッキング不良のオリコン40を追跡調査できるし、各保管場所の在庫の適正を図ることができる。
【0047】
(c)カート20上の表示装置25(メイン表示器26)に、ピッキング情報のうち、次に取出すべき物品の保管場所を示す情報を表示するとともに、次の次に取出すべき物品の保管場所を示す情報も併せ表示するものにした。従って、作業者は表示装置25に表示されている次の取出し先となる保管場所が他の作業者等で混雑しているときに、次の次の取出し先として表示されている保管場所の様子をみて、次に取出すべき物品の保管場所を、次の取出し先として設定してあった保管場所から、次の次に設定してあった保管場所に変更することができ、ピッキング能力の向上を図ることができる。
【0048】
(d)上述(c)において、次の取出し先として設定してあった保管場所を、RFID50に記憶されている取出し先保管場所の順の最後に移すことで、上述(c)で次の次に設定してあった保管場所によってスキップされた保管場所(次の取出し先として設定してあった保管場所)の物品を最後に忘れずに収集できる。
【産業上の利用可能性】
【0049】
本発明は、仕分け用保管設備に設置されている複数種の物品のための各保管場所の在庫管理をリアルタイムで行なうことができる。また、仕分け用保管設備で各保管場所から物品を集荷するカートの移動先を適宜変更可能にし、ピッキング能力の向上を図ることができる。
【符号の説明】
【0050】
1 物品仕分け設備
3 仕分け用保管設備
3A〜3D 保管部(保管場所)
10 ホストコンピュータ
12 RFIDリードライター
14 在庫管理装置
14A 在庫数記憶手段
15 ピッキング誤り候補集荷かごリスト発行機
20 カート
22 RFIDリードライター(読取り装置)
23 バーコードリーダ
25 表示装置
26 メイン表示器
27 サブ表示器
28 検品手段
29 秤
30 無線HT(無線ハンディーターミナル)
40 オリコン(集荷かご)
50 RFID(ピッキング情報記憶装置)
【技術分野】
【0001】
本発明は、物品の集荷装置制御方法に関する。
【背景技術】
【0002】
物品の集荷装置制御方法として、特許文献1に記載の如く、物品毎に保管領域が設定された保管棚と、該保管棚の設置スペース内を移動可能なピッキングカートとを備え、予め指定された物品を、それぞれの物品の保管領域にピッキングカートを順次移動させつつ収集するものがある。
【0003】
カートは、カート上の集荷かごに取出すべき複数種の物品の保管場所とその保管場所で取出すべき物品数を含むピッキング情報をホストコンピュータからカート上の情報端末に送信される。作業者は、情報端末が表示する移動経路に沿ってカートを必要な保管棚に位置付けるように移動させ、情報端末に表示されている物品を各保管棚から取出して集荷かごに入れ、必要な物品の全てを収集する。
【0004】
カートは、取出すべき全ての物品の収集後に、検品部での検品手続を経て出荷スペースに移動し、それら物品を出荷する。このとき、検品部は、ホストコンピュータとの間の情報の送受信により、カートの収集物品の検品を行なう。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005-298076
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の物品の集荷装置制御方法では、カート上の集荷かごに収集した物品の検品を、該カートが集荷すべき全ての保管棚の集荷後に、全ての保管棚の集荷実績をまとめてホストコンピュータに送信することにて行なっている。従って、各保管棚の在庫管理をリアルタイムで行なうことができない。
【0007】
また、従来の物品の集荷装置制御方法は、カートを情報端末に表示した移動経路に沿って移動させるものであり、表示されている次の移動先が混雑しているときにも、その移動先を変更できず、カートの渋滞を招き、ピッキング能力を低下する。
【0008】
本発明の課題は、複数種の物品の各保管場所の在庫管理をリアルタイムで行なうことにある。
【0009】
本発明の他の課題は、カートの移動先を適宜変更可能にし、ピッキング能力の向上を図ることにある。
【課題を解決するための手段】
【0010】
請求項1の発明は、カート上の集荷かごに対応して該集荷かごに取出すべき複数種の物品の保管場所と、その物品の保管場所で取出すべき物品数を含むピッキング情報を記憶した記憶装置から、カート上の読取装置により該ピッキング情報を読取るステップと、カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップと、取出した物品のバーコードを読取ることで、その物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、完了ボタンが押されたことで、集荷かごに入れられた物品数が所定数であるかの検品を行なうステップと、検品が正常終了したら、その保管場所での集荷が完了したかを判断し、その保管場所での集荷が完了していないときは、続いて物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、その保管場所での検品が正常終了して集荷が完了したときは、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するステップと、を含む物品の集荷装置制御方法である。
【発明の効果】
【0011】
本発明によれば、カートが各保管場所での検品が正常終了して集荷が完了する度に、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するものにしたから、複数種の物品の各保管場所の在庫管理をリアルタイムで行なうことができる。また、本発明によれば、カート上の表示装置に、次の次に取出すべき物品の保管場所を示す情報も併せ表示するものにしたから、カートの移動先を適宜変更可能にし、ピッキング能力の向上を図ることができる。
【図面の簡単な説明】
【0012】
【図1】図1は物品仕分け設備を示す平面図である。
【図2】図2は仕分け用保管設備の保管部を示す平面図である。
【図3】図3は集荷装置を示すブロック図である。
【図4】図4はオリコンを示す模式図である。
【図5】図5はピッキングカートを示す斜視図である。
【図6】図6はメイン表示器と表示状態を示す模式図である。
【図7】図7はサブ表示器を示す模式図である。
【図8】図8はオリコンの準備ステップを示す流れ図である。
【図9】図9はカートの準備ステップを示す流れ図である。
【図10】図10はカートによる集荷ステップを示す流れ図である。
【図11】図11は在庫管理装置による管理ステップを示す流れ図である。
【発明を実施するための形態】
【0013】
図1、図2に示す物品仕分け設備1は、例えば物流倉庫のフロア内に設けられ、主保管設備2と仕分け用保管設備3を備える。主保管設備2は外部から入荷されて、ケース単位で出荷される物品毎に保管領域が設定される。仕分け用保管設備3はオリコン40(オリコン等の物品収納箱容器)に取出される物品毎に保管領域(第1〜第4の保管部3A〜3D)が設定される。仕分け用保管設備3への物品補充は主保管設備2から行なわれる。
【0014】
物品仕分け設備1にトラック等で入荷される物品は主保管設備2に一時的に保管され、主保管設備2に保管した物品を出荷頻度、出荷量に応じて物品毎に区分けした仕分け用保管設備3の各保管部3A〜3Dに移動して保管し直し、ピッキングカート20に積み込んだオリコン40を、所望の物品が保管されている保管部3A〜3Dの前に移動し、必要量の物品をカート20上のオリコン40に取出して集荷し、カート20のオリコン40に集荷された物品を出荷スペース4で検品、梱包等して外部に出荷する。
【0015】
しかるに、物品仕分け設備1では、図3に示す如くの集荷装置100が用いられる。集荷装置100は、ホストコンピュータ10と、カート20と、無線ハンディーターミナル(無線HT)30を有し、集荷かごとしてのオリコン40を用いて構成される。
【0016】
ホストコンピュータ10は、複数種の物品の保管場所(保管部3A〜3Dの保管間口)と、その物品の保管場所で取出すべき物品数を含むピッキング情報を保有しており、このピッキングに関する情報をカート20と無線HT30との間で送受信する送受信機11と、このピッキング情報をRFID(ピッキング情報記憶装置)50に書込むRFIDリードライター12と、そのピッキング情報を印字したラベルを出力するラベラー13を有する。
【0017】
尚、オリコン40はオリコン組立機5等で組立てられ、図4に示す如く、上述のRFID50のタグを着脱されるとともに、対応するラベルを貼付され、カート20に搭載される。
【0018】
ホストコンピュータ10は、更に、仕分け用保管設備3の各保管場所(保管部3A〜3D)の物品保管間口に対応して物品の在庫数を記憶する在庫数記憶手段14Aを備えた在庫管理装置14を有する。
【0019】
カート20は、図5に示す如く、作業者により運転される電動台車等からなり、複数のオリコン40、本実施例では4個のオリコン40のそれぞれを搭載するための荷台20A〜20Dを備える。カート20は、図3に示す如く、ホストコンピュータ10との間でピッキング情報に関する情報を送受信する送受信機21と、カート20の各荷台20A〜20Dに搭載した各オリコン40に据付けたRFID50に記憶された情報(当該オリコン40に取出すべく複数種の物品の保管場所(保管部3A〜3Dの保管間口)とその物品の保管場所で取出すべき物品数)を読取るRFIDリードライター22(読取り装置)を有する。カート20の4個の荷台20A〜20DのそれぞれにRFIDリードライター22が設置されている。
【0020】
カート20は、送受信機21とRFIDリードライター22の他に、保管場所(保管部3A〜3D)から取出した物品の商品コード(janコード)で示される品種を読取るバーコードリーダ23を有する。カート20は、送受信機21とRFIDリードライター22とバーコードリーダ23から取得した情報を制御部24で処理し、RFIDリードライター22が読取ったピッキング情報のうち、次に取出すべき物品の保管場所(保管部3A〜3Dの保管間口)と取出し物品数を示す情報を表示する表示装置25(1個のメイン表示器26と、各荷台20A〜20Dに対応する4個のサブ表示器27と、オリコン40に入れられた物品数が所定数であるかの検品を行なう検品手段28を有する。検品手段28は各荷台20A〜20Dに対応する4個の載置秤29により構成される。
【0021】
メイン表示器26は、図6に示す如く、キーシート26A、完了ボタン26B、スキップボタン26C等を付帯的に備える。このとき、メイン表示器26は、図6(B)に示す如く、次に取出すべき物品の保管場所(保管部3A〜3Dのピッキング間口(保管間口))を示す次取出し場所表示A、物品名表示B、取出し物品数Cを表示する。また、メイン表示器26は、次の次に取出すべき物品の保管場所(保管部3A〜3Dのピッキング間口(保管間口))を示す次の次取出し場所表示Dも併せ表示する。作業者は、メイン表示器26に表示された次取出し場所表示Aと次の次取出し場所表示Dの混雑状況等を見て、次取出し場所表示Aに表示の保管場所からの取出しを後回しにしようとするとき、スキップボタン26Cをオンして次の次取出し場所表示Dに表示の保管場所を次に取出すべき保管場所に変更することができる。
【0022】
また、メイン表示器26は、図6(C)に示す如く、投入荷台表示Eを表示する。作業者がメイン表示器26に表示された次取出し場所表示A、物品名表示B、取出し物品数Cに従って取出した物品の商品コードをバーコードリーダ23によりスキャンすると、制御部24がこの物品をカート20のいずれの荷台20A〜20D上のオリコン40に投入すべきか、その荷台20A〜20Dのある方向を例えば矢印の投入荷台表示Eによりメイン表示器26に指し示す。
【0023】
サブ表示器27は、図7示す如く、カート20の各荷台20A〜20D毎に設けられ、当該荷台20A〜20Dに搭載されているオリコン40に取出すべき物品の目標取出し数表示F、各載置秤29の測定結果により計数した実取出し数表示Gを表示する。尚、サブ表示器27は、載置秤29により取出し数を自動計数できない物品に対しては、その物品の全個数についてバーコードリーダ23の読取り結果からその取出し数を計数すべく、バーコード処理ランプHを点滅し、この読取り作業を作業者に促す。中箱表示ランプIは取出すべき物品の個数が中箱単位であることを示す。
【0024】
カート20は、RFIDリードライター22とバーコードリーダ23と載置秤29の情報を制御部24に入力し、その保管場所(バーコードリーダ23が読取った品種物品のための保管間口)(保管部3A〜3Dの保管間口)での検品が終了して集荷が完了したことを制御部24により確認したことを条件として、その保管場所(保管部3A〜3Dの保管間口)を示す情報及びその保管場所で物品を入れたオリコン40のID(識別番号)とその物品投入数を含む間口作業完了通知を送受信機21からホストコンピュータ10の在庫管理装置14に送信する。
【0025】
ホストコンピュータ10の在庫管理装置14は、カート20の送受信機21から送られてきた保管場所(保管部3A〜3Dの保管間口)を示す情報、その保管場所で物品を入れたオリコン40のIDとその物品投入数とから、対応する保管場所(保管部3A〜3Dの保管間口)の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段14Aに書込む。
【0026】
ホストコンピュータ10の在庫管理装置14は、作業者の無線HT30から伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段14Aに書込まれている在庫数を当該無線HT30に対し送信する。作業者による当該保管場所(保管部3A〜3Dの間口)の実在庫数確認の結果、作業者の無線HT30から返信されてくる実在個数を受信し、当該物品についての集荷の異常の有無を判定する制御手段を用いる。在庫管理装置14は、各保管場所(3A〜3Dの保管間口)の実在庫数が在庫数記憶手段14Aに書込まれている在庫数と違っているときは、制御手段のリスト発行機15により、前回在庫確認時から今回の在庫確認までに当該保管場所(保管部3A〜3Dの保管間口)から取出した物品を収納したオリコン40のIDをリストしたピッキング誤り候補集荷かごリストを発行する。
【0027】
以下、集荷装置100による集荷手順について説明する(図8〜図11).
(A)オリコン40の準備(図8)
(1)オリコン組立機5等でオリコン40を組立てて供給し、このオリコン40にRFID50のタグをセットする。
【0028】
(2)ホストコンピュータ10に接続されているRFIDリードライター12からオリコン40のRFID50に対し、当該オリコン40に取出すべき物品のピッキング情報(取出すべき物品の保管場所と取出すべき物品数)を書込む。
【0029】
(3)ホストコンピュータ10に接続されているラベラー13により、上述(2)のピッキング情報を印字したラベルを発行し、このラベルをオリコン40に貼付する。
【0030】
(B)カート20の準備(図9)
(1)カート20の各荷台20A〜20Dに上述(A)で準備した4個のオリコン40のそれぞれを搭載する。
【0031】
(2)カート20の制御部24は、カート20の各荷台20A〜20Dに搭載した各オリコン40に取付けてあるRFID50から、各荷台20A〜20Dに設けてある各RFIDリードライター22により、該RFIDに記憶させてある当該オリコン40のためのピッキング情報を読取る。
【0032】
(C)カート20による集荷(図10)
(1)カート20上の表示装置25(メイン表示器26)に、カート20に搭載した各オリコン40に取付けてあるRFID50に記憶させたピッキング情報のうち、次に取出すべき物品の保管場所(カート20の行き先)と各物品の取出し数を表示する。表示装置25のメイン表示器26は、次取出し場所表示A、物品名表示B、取出し物品数表示C、次の次取出し場所表示D(図6(B))を表示する。
【0033】
ここで、作業者は、メイン表示器26に表示された次取出し場所表示Aと次の次取出し場所表示Dの混雑状況等を見て、次取出し場所表示Aに表示の保管場所からの取出しを後回しにしようとするとき、スキップボタン26Cをオンして、次の次取出し場所表示Dに表示の保管場所を次に取出すべき保管場所に変更することができる。
【0034】
(2)作業者は、表示装置25のメイン表示器26に表示された次に取出すべき物品の保管場所(保管部3A〜3Dのピッキング間口(保管間口))へカート20を移動する。
【0035】
(3)作業者が、上述(2)でメイン表示器26に表示された次取出し場所表示A、物品名表示B、取出し物品数Cに従って取出した物品の商品コードをバーコードリーダ23によりスキャンすると、制御部24がこの物品をカート20のいずれの荷台20A〜20D上のオリコン40に投入すべきか、その荷台20A〜20Dのある方向を例えば矢印の投入荷台表示Eによりメイン表示器26に指し示す。このとき、サブ表示器27の目標取出し数表示Fにより、当該オリコン40に入れるべき物品数も表示する。
【0036】
(4)作業者が、上述(3)でメイン表示器26に表示された今回物品投入すべきオリコン40に物品を投入し、当該オリコン40への集荷が完了したものと認識すると(サブ表示器27の目標取出し数表示Fと実取出し数表示Gの照合により認識することもできる)、作業者により完了ボタン26Bがオンされる。これにより、カート20の制御部24は、検品手段28を用いた検品を行なう。検品手段28は、当該オリコン40が搭載されているいずれかの荷台20A〜20Dの載置秤29の測定結果(その保管場所での当該オリコン40への物品の投入前後の秤29の測定重量の差と、当該物品1個当りの重量)により、当該オリコン40に入れられた物品数が対応するRFID50に記録されている所定数であるかの検品を行なう。
【0037】
(5)カート20の制御部24は、上述(4)のオリコン40に対する検品が正常終了したら、その保管場所での集荷が完了したことを判断する。制御部24は、その保管場所での集荷が完了していないときは、続いて物品を入れるべきオリコン40のカート20上における位置と、該オリコン40に入れるべき物品数を前述(3)と同様にしてメイン表示器26とサブ表示器27に表示する。
【0038】
(6)カート20の制御部24は、上述(4)のオリコン40に対する検品が正常終了し、更にその保管場所での集荷が完了したことを判断すると、送受信機21を用いて、ホストコンピュータ10の在庫管理装置14にその保管場所(保管部3A〜3Dの保管間口)を示す情報及びその保管場所で物品を入れたオリコン40のIDとその物品投入数を送信する。同時に、カート20の制御部24は、表示装置25のメイン表示器26に、次に取出すべき物品の保管場所を前述(1)の如くに表示する。
【0039】
(D)在庫管理(図11)
(1)カート20の制御部24は、前述(c)のカート20によるピッキング行程で前述(6)の保管場所における検品が正常終了して集荷が完了したことを確認すると、その保管場所(保管部3A〜3Dの保管間口)を示す情報及びその保管場所で物品を入れたオリコン40のID(識別番号)とその物品投入数を含む間口作業完了通知を送受信機21からホストコンピュータ10の在庫管理装置14に送信する。
【0040】
(2)ホストコンピュータ10の在庫管理装置14は、カート20の送受信機21から送られてきた保管場所(保管部3A〜3Dの保管間口)を示す情報、その保管場所で物品を入れたオリコン40のIDとその物品投入数とから、対応する保管場所(保管部3A〜3Dの保管間口)の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段14Aに書込む。
【0041】
(3)作業者の無線HT30から伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段14Aに書込まれている在庫数を当該無線HT30に対し送信する。作業者による当該保管場所(保管部3A〜3Dの間口)の実在庫数確認の結果、作業者の無線HT30から返信されてくる実在個数を受信し、当該物品についての集荷の異常の有無を判定する。
【0042】
(4)在庫管理装置14は、各保管場所(3A〜3Dの保管間口)の実在庫数が在庫数記憶手段14Aに書込まれている在庫数と違っているときは、制御手段のリスト発行機15により、前回在庫確認時から今回の在庫確認までに当該保管場所(保管部3A〜3Dの保管間口)から取出した物品を収納したオリコン40のIDをリストしたピッキング誤り候補集荷かごリストを発行する。作業者は、このリストに基づき、ピッキング結果に誤りのあるオリコン40と各保管場所との間で、それらの物品のピッキング数量と在庫数量の過不足を補い合うことによって調整し、適正化する。
【0043】
尚、集荷装置100は、カート20上に1個のオリコン40のみを搭載して集荷することもできる。
【0044】
従って、本実施例によれば、以下の作用効果を奏する。
(a)カート20が各保管場所での検品が正常終了して集荷が完了する度に、在庫管理装置14にその保管場所を示す情報及びその保管場所で物品を入れたオリコン40のIDとその物品投入数を送信するものにした。従って、在庫管理装置14は、各保管場所の在庫数を常時更新し、それらの在庫管理をリアルタイムで行なうことができる。
【0045】
(b)在庫管理装置14は、送られてきた保管場所を示す情報、その保管場所で物品を入れたオリコン40のIDとその物品投入数とから、対応する保管場所の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段14Aに書込み、作業者の無線HT30から伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段14Aに書込まれている在庫数を送信し、作業者による当該保管場所の実在庫数確認の結果、返信されてくる実在庫数を受信し、集荷の異常を判定する制御手段を用い、各保管場所での実在庫数が在庫数記憶手段14Aに書込まれている在庫数と違っているときは、制御手段により、前回在庫確認時から今回の在庫確認までに当該保管場所から取出した物品を収納したオリコン40のIDをリストしたピッキング誤り候補オリコンリストを発行する。従って、作業者からの任意の物品の間口在庫数要求に対し、当該物品に対応する保管場所の在庫管理を最新の在庫実績に基づいてリアルタイムで行なうことができる。
【0046】
更に、在庫管理の結果、異常を判定したときには、ピッキング誤りオリコンリストが発行され、ピッキング不良のオリコン40を追跡調査できるし、各保管場所の在庫の適正を図ることができる。
【0047】
(c)カート20上の表示装置25(メイン表示器26)に、ピッキング情報のうち、次に取出すべき物品の保管場所を示す情報を表示するとともに、次の次に取出すべき物品の保管場所を示す情報も併せ表示するものにした。従って、作業者は表示装置25に表示されている次の取出し先となる保管場所が他の作業者等で混雑しているときに、次の次の取出し先として表示されている保管場所の様子をみて、次に取出すべき物品の保管場所を、次の取出し先として設定してあった保管場所から、次の次に設定してあった保管場所に変更することができ、ピッキング能力の向上を図ることができる。
【0048】
(d)上述(c)において、次の取出し先として設定してあった保管場所を、RFID50に記憶されている取出し先保管場所の順の最後に移すことで、上述(c)で次の次に設定してあった保管場所によってスキップされた保管場所(次の取出し先として設定してあった保管場所)の物品を最後に忘れずに収集できる。
【産業上の利用可能性】
【0049】
本発明は、仕分け用保管設備に設置されている複数種の物品のための各保管場所の在庫管理をリアルタイムで行なうことができる。また、仕分け用保管設備で各保管場所から物品を集荷するカートの移動先を適宜変更可能にし、ピッキング能力の向上を図ることができる。
【符号の説明】
【0050】
1 物品仕分け設備
3 仕分け用保管設備
3A〜3D 保管部(保管場所)
10 ホストコンピュータ
12 RFIDリードライター
14 在庫管理装置
14A 在庫数記憶手段
15 ピッキング誤り候補集荷かごリスト発行機
20 カート
22 RFIDリードライター(読取り装置)
23 バーコードリーダ
25 表示装置
26 メイン表示器
27 サブ表示器
28 検品手段
29 秤
30 無線HT(無線ハンディーターミナル)
40 オリコン(集荷かご)
50 RFID(ピッキング情報記憶装置)
【特許請求の範囲】
【請求項1】
カート上の集荷かごに対応して該集荷かごに取出すべき複数種の物品の保管場所と、その物品の保管場所で取出すべき物品数を含むピッキング情報を記憶した記憶装置から、カート上の読取装置により該ピッキング情報を読取るステップと、
カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップと、
取出した物品のバーコードを読取ることで、その物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、
完了ボタンが押されたことで、集荷かごに入れられた物品数が所定数であるかの検品を行なうステップと、
検品が正常終了したら、その保管場所での集荷が完了したかを判断し、その保管場所での集荷が完了していないときは、続いて物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、
その保管場所での検品が正常終了して集荷が完了したときは、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するステップと、を含む物品の集荷装置制御方法。
【請求項2】
カート上の集荷かごに対応して該集荷かごに取出すべき複数種の物品の保管場所と、その物品の保管場所で取出すべき物品数を含むピッキング情報を記憶した記憶装置から、カート上の読取装置により該ピッキング情報を読取るステップと、
カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップと、
取出した物品のバーコードを読取ることで、集荷かごに入れるべき物品数を表示するステップと、
完了ボタンが押されたことで、集荷かごに入れられた物品数が所定数であるかの検品を行なうステップと、
その保管場所での検品が正常終了して集荷が完了したときは、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するステップと、を含む物品の集荷装置制御方法。
【請求項3】
前記カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップで、次の次に取出すべき物品の保管場所を示す情報を併せ表示する請求項1又は2に記載の物品の集荷装置制御方法。
【請求項4】
前記カート上の表示装置に表示された次に取出すべき物品の保管場所を、記憶装置に記憶されている、物品を取出すべき保管場所の順の最後に移し、次の次に取出すべき物品の保管場所を、新たな次に取出すべき物品の保管場所に変更する請求項3に記載の物品の集荷装置制御方法。
【請求項5】
保管場所に対応して物品の在庫数を記憶する在庫数記憶手段を備えた在庫管理装置と、
集荷かごに着脱可能であって、該集荷かごに取出すべき複数種の物品の保管場所とその物品の保管場所で取出すべき物品数を記憶したピッキング情報記憶装置と、
集荷かごに備え付けたピッキング情報記憶装置に記憶された情報を読取る読取り装置と、
読取り装置が読取ったピッキング情報のうち、次に取出すべき物品の保管場所と物品数を示す情報を表示する表示装置と、
集荷かごに入れられた物品数が所定数であるかの検品を行なう検品手段と、
その保管場所での検品が正常終了して集荷が完了したことを条件として、前記在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を含む間口作業完了通知を送信する手段と、
を有する物品の集荷装置を備え、
前記在庫管理装置は、送られてきた保管場所を示す情報、その保管場所で物品を入れた集荷かごのIDとその物品投入数とから、対応する保管場所の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段に書込み、作業者の無線ハンディーターミナルから伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段に書込まれている在庫数を送信し、作業者による当該保管場所の実在庫数確認の結果、返信されてくる実在庫数を受信し、集荷の異常を判定する制御手段を用い、各保管場所での実在庫数が在庫数記憶手段に書込まれている在庫数と違っているときは、制御手段により、前回在庫確認時から今回の在庫確認までに当該保管場所から取出した物品を収納した集荷かごのIDをリストしたピッキング誤り候補集荷かごリストを発行するピッキングシステム。
【請求項1】
カート上の集荷かごに対応して該集荷かごに取出すべき複数種の物品の保管場所と、その物品の保管場所で取出すべき物品数を含むピッキング情報を記憶した記憶装置から、カート上の読取装置により該ピッキング情報を読取るステップと、
カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップと、
取出した物品のバーコードを読取ることで、その物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、
完了ボタンが押されたことで、集荷かごに入れられた物品数が所定数であるかの検品を行なうステップと、
検品が正常終了したら、その保管場所での集荷が完了したかを判断し、その保管場所での集荷が完了していないときは、続いて物品を入れるべき集荷かごのカート上における位置と、該集荷かごに入れるべき物品数を表示するステップと、
その保管場所での検品が正常終了して集荷が完了したときは、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するステップと、を含む物品の集荷装置制御方法。
【請求項2】
カート上の集荷かごに対応して該集荷かごに取出すべき複数種の物品の保管場所と、その物品の保管場所で取出すべき物品数を含むピッキング情報を記憶した記憶装置から、カート上の読取装置により該ピッキング情報を読取るステップと、
カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップと、
取出した物品のバーコードを読取ることで、集荷かごに入れるべき物品数を表示するステップと、
完了ボタンが押されたことで、集荷かごに入れられた物品数が所定数であるかの検品を行なうステップと、
その保管場所での検品が正常終了して集荷が完了したときは、在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を送信するとともに、次に取出すべき物品の保管場所を示す情報を表示するステップと、を含む物品の集荷装置制御方法。
【請求項3】
前記カート上の表示装置に、ピッキング情報のうち次に取出すべき物品の保管場所を示す情報を表示するステップで、次の次に取出すべき物品の保管場所を示す情報を併せ表示する請求項1又は2に記載の物品の集荷装置制御方法。
【請求項4】
前記カート上の表示装置に表示された次に取出すべき物品の保管場所を、記憶装置に記憶されている、物品を取出すべき保管場所の順の最後に移し、次の次に取出すべき物品の保管場所を、新たな次に取出すべき物品の保管場所に変更する請求項3に記載の物品の集荷装置制御方法。
【請求項5】
保管場所に対応して物品の在庫数を記憶する在庫数記憶手段を備えた在庫管理装置と、
集荷かごに着脱可能であって、該集荷かごに取出すべき複数種の物品の保管場所とその物品の保管場所で取出すべき物品数を記憶したピッキング情報記憶装置と、
集荷かごに備え付けたピッキング情報記憶装置に記憶された情報を読取る読取り装置と、
読取り装置が読取ったピッキング情報のうち、次に取出すべき物品の保管場所と物品数を示す情報を表示する表示装置と、
集荷かごに入れられた物品数が所定数であるかの検品を行なう検品手段と、
その保管場所での検品が正常終了して集荷が完了したことを条件として、前記在庫管理装置にその保管場所を示す情報及びその保管場所で物品を入れた集荷かごのIDとその物品投入数を含む間口作業完了通知を送信する手段と、
を有する物品の集荷装置を備え、
前記在庫管理装置は、送られてきた保管場所を示す情報、その保管場所で物品を入れた集荷かごのIDとその物品投入数とから、対応する保管場所の従来の在庫数から取出された物品数を減算した数を、再度在庫数記憶手段に書込み、作業者の無線ハンディーターミナルから伝達されてくる物品の商品コードによる間口在庫数要求に応じ、在庫数記憶手段に書込まれている在庫数を送信し、作業者による当該保管場所の実在庫数確認の結果、返信されてくる実在庫数を受信し、集荷の異常を判定する制御手段を用い、各保管場所での実在庫数が在庫数記憶手段に書込まれている在庫数と違っているときは、制御手段により、前回在庫確認時から今回の在庫確認までに当該保管場所から取出した物品を収納した集荷かごのIDをリストしたピッキング誤り候補集荷かごリストを発行するピッキングシステム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−6185(P2011−6185A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−150290(P2009−150290)
【出願日】平成21年6月24日(2009.6.24)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月24日(2009.6.24)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]