
物品仕分設備の物品入出庫方法
【課題】多数種類の物品を扱うようにしながらも、小型化を図ることができる物品仕分設備の物品入出庫方法を提供する。
【解決手段】複数種類の物品を保管する物品保管部と、物品仕分情報に基づいて、保管用収納器から物品を取出して集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、物品仕分情報に基づいて、物品保管部からパレットを順次出庫し、かつ、出庫したパレットから保管用収納器を取出して物品仕分処理部に搬送する収納器搬送処理、及び、パレットから取出した保管用収納器のうちで、物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器を、異なる種類の物品を収納する保管用収納器が一つのパレットに載置される混載状態となる形態で、パレットに積層して物品保管部に保管する収納器保管処理を行う。
【解決手段】複数種類の物品を保管する物品保管部と、物品仕分情報に基づいて、保管用収納器から物品を取出して集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、物品仕分情報に基づいて、物品保管部からパレットを順次出庫し、かつ、出庫したパレットから保管用収納器を取出して物品仕分処理部に搬送する収納器搬送処理、及び、パレットから取出した保管用収納器のうちで、物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器を、異なる種類の物品を収納する保管用収納器が一つのパレットに載置される混載状態となる形態で、パレットに積層して物品保管部に保管する収納器保管処理を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一種類の物品を複数収納する保管用収納器を積層状態で載置するパレットを保管する形態で、複数種類の物品を保管する物品保管部と、一つの集約用容器に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報に基づいて、前記保管用収納器から物品を取出して前記集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、前記物品仕分情報に基づいて、前記物品保管部から前記パレットを順次出庫し、かつ、出庫した前記パレットから前記保管用収納器を取出して前記物品仕分処理部に搬送する収納器搬送処理、及び、前記パレットから取出した前記保管用収納器のうちで、前記物品投入処理に用いないため前記物品仕分処理部に搬送しない前記保管用収納器、及び、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記パレットに積層して前記物品保管部に保管する収納器保管処理を行う物品仕分設備の物品入出庫方法に関する。
【背景技術】
【0002】
かかる物品仕分設備の物品入出庫方法は、例えば、複数の出荷先からの注文情報に基づいて、出荷先ごとに物品を仕分けるのに用いられることになる。
すなわち、複数の出荷先からの注文情報に基づいて、一つの集約用容器に投入する物品投入情報を複数備える形態で物品仕分情報が作成されることになる。
ちなみに、各集約用容器に対応する物品投入情報の夫々は、各出荷先に対応することになるが、物品仕分情報は、一つの集約用容器に収納可能な物品量を一つの物品投入情報とする状態で作成することになるため、一つの出荷先から多量の物品が注文されている場合には、一つの出荷先について複数の物品投入情報が存在する状態で、物品仕分情報が作成されることになる。
【0003】
そして、このような物品仕分情報に基づいて、物品保管部からパレットを順次出庫し、かつ、出庫したパレットから保管用収納器を取出して物品仕分処理部に搬送する収納器搬送処理が行われ、物品仕分処理部において、物品仕分情報に基づいて、保管用収納器から物品を取出して集約用容器に投入する物品投入処理が行われることにより、各出荷先が要求する物品が集約用容器に集約されることになる。
尚、物品投入処理は、人為作業にて行われることが多いが、ピッキング装置を用いて自動的に行われる場合もある。
【0004】
ちなみに、集約用容器が、出荷先に搬送する出荷用容器として使用される場合もあるが、一般には、一つの出荷先から多量の物品が注文されている場合が多く、一つの出荷先に対応する複数の集約用容器が存在することになるため、通常は、物品投入処理の後で、一つの出荷先に対応する複数の集約用容器に収納されている物品を大型の出荷用容器に収納して、その出荷用容器を、出荷先に搬送することが多い。
尚、出荷用容器は、同じ出荷先ものや同じ地域のものをカゴ台車に搭載した状態で、トラック等の搬送車にて出荷先に向けて搬送されることが多い。
【0005】
かかる物品仕分設備の物品入出庫方法の従来例として、物品保管部に、大型のパレットにて保管用収納器を積層した状態で保管する第1保管区分と、その第1保管区分のパレットよりも小さなパレットにて保管用収納器を積層した状態で保管する第2保管区分とを備えさせて、第1保管区分から出庫した大型のパレットから、最上段の層に対応する複数の保管用収納器を層単位で順次取出すようにし、そして、取出した保管用収納器のうちで、前記物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器、及び、物品仕分処理部にて物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で、第2保管区分の小さなパレットに載置して、第2保管区分に保管するようにしたものがある(例えば、特許文献1参照)。
【0006】
すなわち、特許文献1においては、収納器搬送処理が、先ず、第2保管区分からパレットを出庫することを優先して行い、出庫したパレットに載置されている保管用収納器を、パレットから全て取出し、取出した保管用収納器のうちで物品投入処理に必要となる保管用収納器を物品仕分処理部に搬送する形態で行われることになる。
そして、第2保管区分のパレットに載置されている保管用収納器だけでは、物品投入処理に必要となる物品数が不足する場合には、収納器搬送処理において、第1保管区分から同じ種類の物品を載置するパレットを出庫し、そのパレットから層単位で複数の保管用収納器を取出し、取出した保管用収納器のうちで、物品投入処理に必要となる保管用収納器を物品仕分処理部に搬送することになる。
【0007】
また、特許文献1においては、収納器保管処理が、第1保管区分や第2保管区分から出庫したパレットから取出した保管用収納器のうちで、物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器、つまり、物品投入処理には余剰となる保管用収納器や、物品仕分処理部にて物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、第2保管区分の小さなパレットに、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で載置して、第2保管区分に保管する形態で行われることになる。
【0008】
尚、特許文献1においては、第1保管区分の各パレットには、同じ種類の物品が載置されることに加えて、層単位で異なる種類の物品を収納する保管用収納器が載置されることも記載されている。
そして、層単位で異なる種類の物品を収納する保管用収納器が載置される場合において、取出すことが必要な種類の物品を収納する保管用収納器の層が最上層ではないときに、その層の保管用収納器をどのように取出すかについての説明はないが、このようなときには、取出す必要がある層に加えて、その層よりも上方側の層の保管用収納器をパレットから取出して、取出す必要がある層を取出すようにするものであると考えられる。
ちなみに、取出す必要がある層よりも上方側の層の保管用収納器は、第2保管区分のパレットに載置して、第2保管区分に保管されるものであると考えられる。
【0009】
また、特許文献1においては、第1保管区分についての詳しい説明はないが、第2保管区分には、スタッカークレーンを備えた保管棚を装備することが記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特許第4296254号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上記従来例の物品仕分設備の物品入出庫方法においては、物品の種類が多い場合には、物品保管部が大型化することに起因して、設備が大型化する不都合があった。
すなわち、上記従来例においては、収納器保管処理が、第1保管区分や第2保管区分から出庫したパレットから取出した保管用収納器のうちで、前記物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器や、物品仕分処理部にて物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、第2保管区分の小さなパレットに、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で載置して、第2保管区分に保管する形態で行われる。
【0012】
このように、収納器保管処理が、単品種載置状態となる形態で保管用収納器をパレットに載置して、第2保管区分に保管する形態で行われる場合には、少なくとも、一つの種類の物品に対して一つのパレットを備えさせる必要があるため、物品の種類が増加するに伴って、保管するパレット数が増加することになり、その結果、第2保管区分が備えるパレット収納部の数が増加して、第2保管区分が大型化することになる。
【0013】
本発明は、上記実情に鑑みて為されたものであって、その目的は、多数種類の物品を扱うようにしながらも、設備の小型化を図ることができる物品仕分設備の物品入出庫方法を提供する点にある。
【課題を解決するための手段】
【0014】
本発明は、一種類の物品を複数収納する保管用収納器を積層状態で載置するパレットを保管する形態で、複数種類の物品を保管する物品保管部と、
一つの集約用容器に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報に基づいて、前記保管用収納器から物品を取出して前記集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、
前記物品仕分情報に基づいて、前記物品保管部から前記パレットを順次出庫し、かつ、出庫した前記パレットから前記保管用収納器を取出して前記物品仕分処理部に搬送する収納器搬送処理、及び、
前記パレットから取出した前記保管用収納器のうちで、前記物品投入処理に用いないため前記物品仕分処理部に搬送しない前記保管用収納器、及び、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記パレットに積層して前記物品保管部に保管する収納器保管処理を行う物品仕分設備の物品入出庫方法であって、その第1特徴は、
前記収納器保管処理において、異なる種類の物品を収納する前記保管用収納器が一つの前記パレットに載置される混載状態となる形態で、前記保管用収納器を前記パレットに積層することを特徴とする
【0015】
すなわち、収納器保管処理において、異なる種類の物品を収納する保管用収納器が一つのパレットに載置される混載状態となる形態で、保管用収納器をパレットに積層することになるため、一つのパレットに載置する保管用収納器の積層数を多くして、保管用収納器を保管するために必要となるパレット数を減少させることができ、その結果、物品保管部の小型化を図ることができる。
【0016】
つまり、収納器保管処理において、混載状態で保管用収納器をパレットに載置するようにすることにより、収納器保管処理において、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で、保管用収納器をパレットに載置する場合に較べて、一つのパレットに載置する保管用収納器の積層数を多くして、保管用収納器を保管するために必要となるパレット数を減少させて、物品保管部の小型化を図ることができる。
【0017】
したがって、多数種類の物品を扱うようにしても、物品保管部の小型化により、設備の小型化を図ることができるのである。
【0018】
要するに、本願発明の第1特徴によれば、多数種類の物品を扱うようにしながらも、設備の小型化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0019】
本発明の物品仕分設備の物品入出庫方法の第2特徴は、上記第1特徴に加えて、
前記物品仕分情報が、時間帯を変えて行う複数の作業区分の夫々に区分けされ、
前記収納器搬送処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットについては、積層される全ての前記保管用収納器を前記パレットから取出すようにし、
前記収納器保管処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットから取出された前記保管用収納器のうちで前記物品仕分処理部に搬送しない前記保管用収納器については、現在の作業区分において前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、現在の作業区分において前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる前記パレットに積層することを特徴とする。
【0020】
すなわち、物品仕分情報が、時間帯を変えて行う複数の作業区分の夫々に区分けされているから、物品の仕分作業が、時間帯が異なる各作業区分の夫々において、各別に実行されることになる。
つまり、例えば、物品が電子機器を製作するのに必要な電子部品である場合において、国内の出荷先に対応する作業を午前中に行い、国外の出荷先に対応する作業を午後に行う等、多数の出荷先を複数の作業区分に分けて、各作業区分に対する作業を、一日のうちの異なる時間帯において集中的に行うバッチ作業形態で行うことになる。
【0021】
そして、収納器搬送処理においては、混載状態となる形態で保管用収納器を積層するパレットについては、積層される全ての保管用収納器をパレットから取出すように処理が行われるから、パレットから保管用収納器を取出す作業が簡素な作業となり、パレットから保管用収納器を取出す作業を迅速に行い易いものとなる。
【0022】
つまり、収納器搬送処理において、混載状態となる形態で保管用収納器を積層するパレットから保管用収納器を取出す形態として、パレットに積層された保管用収納器を上段側の層から順次取出すことを、物品仕分処理部に搬送する種類の物品を収納する保管用収納器の取出しが終了するまで行い、その後、取出した保管用収納器をパレットに戻すようにする形態で行うことが考えられる。
【0023】
しかしながら、この形態の場合には、パレットから保管用収納器を取出すごとに、取出した保管用収納器が、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを確認することになるため、その確認のために時間を要することに起因して、パレットから保管用収納器を取出す作業を迅速に行い難いものとなる。
【0024】
ちなみに、パレットから保管用収納器を取出す作業は、保管用収納器を一つずつ保持して取出すデパレタイズロボット等のデパレタイズ装置を用いて自動的に行うことも多いが、このようにデパレタイズ装置を用いる際においても、パレットから保管用収納器を取出すごとに、取出した保管用収納器が、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを確認するために時間を要することに起因して、パレットから保管用収納器を取出す作業を迅速に行い難いものとなる。
【0025】
つまり、デパレタイズ装置を用いてパレットから保管用収納器を取出す作業を自動的に行う際においては、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを確認するために、保管用収納器に装備したバーコードラベル等により表示される識別情報をバーコードリーダ等の識別情報読取センサにより検出し、その識別情報に基づいて、取出した保管用収納器が、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを情報管理手段に照合することになるが、識別情報を識別情報読取センサにより検出ための時間や、識別情報を情報管理手段に照合するための時間は、数秒程度の短時間ではあるものの時間を要するため、パレットから保管用収納器を取出す作業を迅速に行い難いものとなる。
【0026】
また、収納器保管処理においては、混載状態となる形態で保管用収納器を積層するパレットから取出された保管用収納器のうちで物品仕分処理部に搬送しない保管用収納器については、物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する保管用収納器とを、異なるパレットに積層することになるため、収納器搬送処理の効率化を図ることができるものとなる。
【0027】
つまり、物品仕分設備における物品仕分作業は、上述の如く、複数の作業区分に分けて実行されることになるが、各作業区分は、異なる出荷先に対する物品仕分作業を行うものであるため、各作業区分における物品投入処理にて集約用容器に投入される物品の種類は、各作業区分のいずれにおいても投入される種類と、各作業区分で異なる種類とが存在する傾向となる。
【0028】
したがって、混載状態となる形態で保管用収納器を積層するパレットから取出された保管用収納器のうちで物品仕分処理部に搬送しない保管用収納器をパレットに積層するにあたり、現在の作業区分において物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、現在の作業区分において物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する保管用収納器とを、異なるパレットに積層することにより、現在の作業区分の物品仕分作業において必要となる種類の物品を収納する保管用収納器と、他の作業区分にて必要となる種類の物品を収納する保管用収納器とを、異なるパレットに積層させることができるものとなる。
【0029】
その結果、各作業区分の仕分作業において必要となる種類の物品を収納する保管用収納器を、同じパレットに集約して載せた状態を現出させることができるため、各作業区分において収納器搬送処理を実行する際に、必要とする種類の物品を収納する保管用収納器を取出すために、物品保管部から出庫するパレット数を減少させることができるものとなり、収納器搬送処理の効率化を図ることができるのである。
【0030】
要するに、本発明の第2特徴構成によれば、上記第1特徴構成による作用効果に加えて、パレットから保管用収納器を取出す作業の迅速化を図り、しかも、収納器搬送処理の効率化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0031】
本発明の物品仕分設備の物品入出庫方法の第3特徴構成は、上記第2特徴に加えて、
前記収納器保管処理において、前記物品仕分処理部に搬送しない前記保管用収納器と、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器とを、異なる前記パレットに積層し、
前記収納器搬送処理において、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を積層する前記パレットを、優先して出庫することを特徴とする。
【0032】
すなわち、収納器保管処理においては、物品仕分処理部に搬送しない保管用収納器と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器とを、異なるパレットに積層し、そして、収納器搬送処理においては、物品投入処理を行ったのちにおいて物品が残存する保管用収納器を積層するパレットを、優先して出庫することになるため、物品投入処理を行ったのちにおいて保管用収納器に残存する物品を、物品投入処理のための物品として、優先して使用するようにしながらも、収納器搬送処理の効率化を図ることができるものとなる。
【0033】
つまり、物品保管部に保管される同じ種類の物品は、先に保管されたものほど先に出庫して物品投入処理に使用することが必要となるため、収納器搬送処理において、物品保管部からパレットを出庫する際には、物品投入処理を行ったのちにおいて残存する物品を収納する保管用収納器を積層するパレットを、物品投入処理のための物品が取出されていない保管用収納器を積層するよりも、優先して出庫することになる。
【0034】
そして、収納器保管処理において、物品仕分処理部に搬送しない保管用収納器と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器とを、異なるパレットに積層することになるから、収納器搬送処理において、物品投入処理を行ったのちにおいて物品が残存する保管用収納器を積層するパレットを出庫すれば、一つのパレットを出庫することにより、物品投入処理を行ったのちにおいて物品が残存する保管用収納器として、多数の種類の物品についての保管用収納器を出庫することができる。
【0035】
このように、一つのパレットを出庫することにより、物品投入処理を行ったのちにおいて物品が残存する保管用収納器として、多数の種類の物品についての保管用収納器を出庫することができるため、出庫するパレット数を減少させるようにしながら、物品投入処理を行うのに必要とする種類の物品を取出すことができるものとなるのであり、物品投入処理を行ったのちにおいて保管用収納器に残存する物品を、物品投入処理のための物品として、優先して使用するようにしながら、収納器搬送処理の効率化を図ることができるものとなる。
【0036】
要するに、本発明の第3特徴構成によれば、上記第2特徴による作用効果に加えて、物品投入処理を行ったのちにおいて保管用収納器に残存する物品を、物品投入処理のための物品として、優先して使用することができ、しかも、収納器搬送処理の効率化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0037】
本発明の物品仕分設備の物品入出庫方法の第4特徴は、上記第2又は第3特徴に加えて、
前記物品保管部には、前記混載状態となる形態で前記保管用収納器を積層する前記パレット及び同じ種類の物品を収納する前記保管用収納器を積層する前記パレットが、物品を補充するために入庫されることを特徴とする。
【0038】
すなわち、物品保管部には、混載状態となる形態で保管用収納器を積層するパレット及び同じ種類の物品を収納する保管用収納器を積層するパレットが、物品を補充するために入庫されるものであるから、物品投入処理において多量に消費される種類の物品、及び、物品投入処理において多量に消費されない多数種類の物品を、効率良く物品保管部に収納することができる。
【0039】
つまり、物品投入処理において多量に消費される種類の物品については、パレットに同じ種類の物品を収納する保管用収納器を積層するようにするものの、物品投入処理において多量に消費されない種類の物品については、パレットに混載状態となる形態で保管用収納器を積層することにより、物品投入処理において多量に消費されない種類の物品が、多数種類存在しても、その多数種類の物品を効率良く物品保管部に収納することができるのである。
【0040】
ちなみに、混載状態となる形態で保管用収納器を積層するパレットについては、収納器搬送処理において、積層される全ての保管用収納器を前記パレットから取出すことになるが、同じ種類の物品を収納する保管用収納器を積層するパレットについては、収納器搬送処理において、物品仕分処理部に搬送する必要がある個数の保管用収納器を取出すようにするとよい。
【0041】
要するに、本発明の第4特徴によれば、上記第2又は第3特徴による作用効果に加えて、物品投入処理において多量に消費される種類の物品、及び、物品投入処理において多量に消費されない多数種類の物品を、効率良く物品保管部に収納することができる物品仕分設備の物品入出庫方法を提供できる。
【0042】
本発明の物品仕分設備の物品入出庫方法の第5特徴は、上記第4特徴に加えて、
前記物品保管部が、物品を補充するために入庫されるパレットと、前記収納器保管処理が行われることによって入庫される前記パレットとを保管する共通の保管棚を備えるように構成されていることを特徴とする。
【0043】
すなわち、物品保管部に備えさせた共通の保管棚に、物品を補充するために入庫するパレットと、収納器保管処理が行われることによって入庫するパレットとが保管されることになる。
【0044】
このように、物品を補充するために入庫するパレットと、収納器保管処理が行われることによって入庫するパレットとを、物品保管部に備えさせた共通の保管棚に入庫して保管するものであるから、物品保管部の簡素化を図ることができる。
【0045】
要するに、本発明の第5特徴によれば、上記第4特徴による作用効果に加えて、物品保管部の簡素化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0046】
本発明の物品仕分設備の物品入出庫方法の第6特徴は、上記第1〜第5特徴のいずれかに加えて、
前記物品仕分設備に、前記パレットから前記保管用収納器を取出すデパレタイズ装置を備えるデパレタイズ処理部と、前記保管用収納器を前記パレットに積み込むパレタイズ装置を備えるパレタイズ処理部と、前記物品保管部と前記デパレタイズ処理部との間及び前記パレタイズ処理部と前記物品保管部との間で前記パレットを搬送するパレット搬送手段と、前記デパレタイズ処理部にて前記パレットから取出された前記保管用収納器のうちで、前記物品仕分処理部に搬送すべき前記保管用収納器を前記物品仕分処理部に搬送し、かつ、前記物品仕分処理部に搬送しない前記保管用収納器を前記パレタイズ処理部に搬送する前処理用搬送コンベヤと、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記物品仕分処理部から前記パレタイズ処理部に搬送する後処理用搬送コンベヤとが設けられ、
前記収納器搬送処理、及び、前記収納器保管処理が、前記パレタイズ装置、前記デパレタイズ装置、前記パレット搬送手段、前記前処理用搬送コンベヤ、及び、前記後処理用搬送コンベヤを用いて行われることを特徴とする。
【0047】
すなわち、物品保管部に保管されているパレットが、パレット搬送手段にて、デパレタイズ処理部に搬送されて、パレットに積層された保管用収納器がデパレタイズ装置によってパレットから取出される。
パレットから取出された保管用収納器のうちで、物品仕分処理部に搬送すべき保管用収納器が、前処理用搬送コンベヤによって、物品仕分処理部に搬送される。
【0048】
パレットから取出された保管用収納器のうちで、物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器が、前処理用搬送コンベヤによって、パレタイズ処理部に搬送される。
また、物品投入処理を行ったのちにおいて物品が残存する保管用収納器が、後処理用搬送コンベヤによって、物品仕分処理部からパレタイズ処理部に搬送される。
【0049】
そして、前処理用搬送コンベヤや後処理用搬送コンベヤによって、パレタイズ処理部に搬送される保管用収納器が、パレタイズ装置によってパレットに積層される。
パレタイズ処理部において保管用収納器が積層されたパレットが、パレット搬送手段にて物品保管部に搬送されて、物品保管部に保管されることになる。
【0050】
つまり、収納器搬送処理、及び、収納器保管処理が、パレタイズ装置、デパレタイズ装置、パレット搬送手段、前処理用搬送コンベヤ、及び、後処理用搬送コンベヤを用いて行われることになる。
【0051】
したがって、物品仕分設備における物品入出庫作業の自動化を図るようにしながら、物品入出庫作業を良好に行うことができるものとなる。
【0052】
要するに、本発明の第6特徴によれば、上記第1〜第5特徴のいずれかによる作用効果に加えて、物品入出庫作業の自動化を図るようにしながら、物品入出庫作業を良好に行うことができる物品仕分設備の物品入出庫方法を提供できる。
【0053】
本発明の物品仕分設備の物品入出庫方法の第7特徴は、上記第6特徴に加えて、
前記前処理用搬送コンベヤが、前記デパレタイズ装置にてデパレタイズされた前記保管用収納器のうちの前記物品仕分処理部に搬送しない前記保管用収納器のうちで、前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる箇所に分岐搬送するように構成され、
前記後処理用搬送コンベヤが、前記前処理用搬送コンベヤが前記保管用収納器を搬送する箇所とは異なる箇所に、前記保管用収納器を搬送するように構成されていることを特徴とする。
【0054】
すなわち、デパレタイズ装置にてデパレタイズされた保管用収納器のうちの物品仕分処理部に搬送しない保管用収納器うちで、物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とが、前処理用搬送コンベヤによって、異なる箇所に分岐搬送されることなる。
また、物品投入処理を行ったのちにおいて物品が残存する保管用収納器が、後処理用搬送コンベヤによって、前処理用搬送コンベヤが保管用収納器を搬送する箇所とは異なる箇所に搬送されることになる。
【0055】
したがって、デパレタイズ装置にてデパレタイズされた保管用収納器のうちの物品仕分処理部に搬送しない保管用収納器うちで、物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、パレタイズ装置によって異なるパレットに積層すること、及び、物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、デパレタイズ装置にてデパレタイズされた保管用収納器のうちの物品仕分処理部に搬送しない保管用収納器を積層するパレットとは異なるパレットに、パレタイズ装置によって積層することを良好に行えるものとなる。
【0056】
つまり、上述した第2特徴及び第3特徴を実施する上で好都合となる形態で保管用収納器を搬送して、パレタイズ装置によるパレットの積層を良好に行うことができる。
【0057】
要するに、本発明の第7特徴によれば、上記第6特徴による作用効果に加えて、上述した第2特徴及び第3特徴を実施する上で好都合となる形態で保管用収納器を搬送できる物品仕分設備の物品入出庫方法を提供できる。
【図面の簡単な説明】
【0058】
【図1】物品仕分設備の概略平面図
【図2】保管棚に対するパレット搬送状態を示す斜視図
【図3】中継コンベヤに対するパレット移載状態を示す斜視図
【図4】デパレタイズ処理部の斜視図
【図5】パレタイズ処理部の斜視図
【図6】制御構成を示すブロック図
【発明を実施するための形態】
【0059】
本発明の実施形態を図面に基づいて説明する。
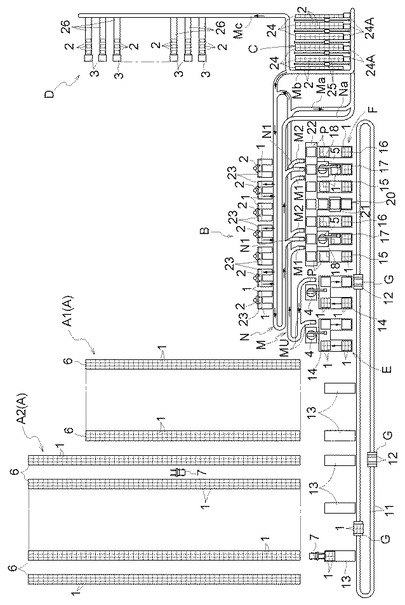
図1に示すように、一種類の物品を複数収納する保管用収納器1を積層状態で載置するパレットP(図2参照)を保管する形態で、複数種類の物品を保管する物品保管部Aと、一つの集約用容器2に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報L(図6参照)に基づいて、保管用収納器1から物品を取出して集約用容器2に投入する物品投入処理を行う物品仕分処理部Bと、物品が収納された集約用容器2を貯留する自動倉庫Cと、同じ出荷先の集約用容器2に収納されている物品を出荷用容器3に収納して梱包する出荷処理部Dを備える物品仕分設備が設けられている。
【0060】
この物品仕分設備においては、物品仕分情報に基づいて、物品保管部AからパレットPを順次出庫し、かつ、出庫したパレットPから保管用収納器1を取出して物品仕分処理部Bに搬送する収納器搬送処理、及び、パレットPから取出した保管用収納器1のうちで、物品仕分処理部Bに搬送しない保管用収納器1、及び、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1をパレットPに積層して物品保管部Aに保管する収納器保管処理を行うことによって、出荷すべき物品を集約用容器2に収納する物品入出庫作業が行われることになる。
【0061】
そして、この物品仕分設備においては、同じ出荷用容器3に収納する物品を収納する集約用容器2が揃うまで自動倉庫Cに集約用容器2を一旦貯留する貯留処理、同じ出荷用容器3に収納する集約用容器2が揃うと、それら集約用容器2を出荷処理部Dに搬送する出荷搬送処理、及び、集約用容器2に収納されている物品を出荷用容器3に収納して梱包する梱包処理が行われて、出荷用容器3が出荷されることになる。
【0062】
ちなみに、本実施形態においては、保管用収納器1として、上部が開口した直方体状の樹脂製容器が用いられ、集約用容器2として、保管用収納器1と同じ仕様の樹脂製容器が用いられるものとして説明するが、保管用収納器1や集約用容器2として、段ボール箱を用いてもよく、また、保管用収納器1や集約用容器2として、樹脂製容器と段ボール箱とを混在させてもよい。
尚、出荷用容器3としては、一般に、段ボール箱が使用されることになる。
【0063】
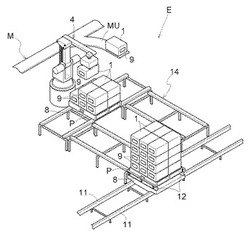
物品仕分設備には、上述した物品保管部A、物品仕分処理部B、自動倉庫C、及び、出荷処理部Dに加えて、パレットPから保管用収納器1を取出す(デパレタイズする)デパレタイズ装置としてのデパレタイズロボット4を備えるデパレタイズ処理部Eと、保管用収納器1をパレットPに積み込むパレタイズ装置としてのパレタイズロボット5を備えるパレタイズ処理部Fと、物品保管部Aとデパレタイズ処理部Eとの間及びパレタイズ処理部Fと物品保管部Aとの間でパレットを搬送するパレット搬送手段としての搬送車Gと、デパレタイズ処理部EにてパレットPから取出された保管用収納器1のうちで、物品仕分処理部Bに搬送すべき保管用収納器1を物品仕分処理部Bに搬送し、かつ、物品投入処理に用いないため物品仕分処理部Bに搬送しない保管用収納器1をパレタイズ処理部Fに搬送する前処理用搬送コンベヤMと、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を物品仕分処理部Bからパレタイズ処理部Fに搬送する後処理用搬送コンベヤNとが設けられている。
【0064】
そして、上述した収納器搬送処理、及び、収納器保管処理が、パレタイズロボット5、デパレタイズロボット4、搬送車G、前処理用搬送コンベヤM、及び、後処理用搬送コンベヤNを用いて行われるように構成されている。
【0065】
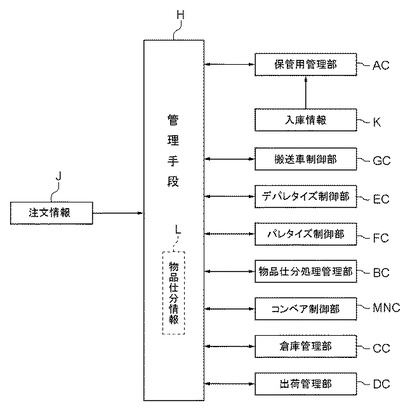
つまり、図6に示すように、物品仕分設備には、設備全体を管理する管理手段Hが装備され、また、物品保管部Aを管理する保管用管理部AC、搬送車Gの運転を管理する搬送車制御部GC、デパレタイズ処理部Eを管理するデパレタイズ制御部EC、パレタイズ処理部Fを管理するパレタイズ制御部FC、物品仕分処理部Bを管理する物品仕分処理管理部BC、前処理用搬送コンベヤMや後処理用搬送コンベヤNの作動を管理するコンベヤ制御部MNC、自動倉庫Cの運転を管理する倉庫管理部CC、及び、出荷処理部Dを管理する出荷管理部DCが、管理手段Hと通信自在に接続された状態で装備されている。
そして、収納器搬送処理、及び、収納器保管処理や、上述した貯留処理、及び、出荷搬送処理等の各種処理の自動化を図るように構成されており、その詳細は後述する。
【0066】
ちなみに、デパレタイズ処理部EにてパレットPから取出された保管用収納器1のうちで、物品仕分処理部Bに搬送すべき保管用収納器1は、一つの集約用容器2に収納する一つの種類の物品が多量である等により、一つの集約用容器2に一つの種類の物品を収納する場合においては、デパレタイズ処理部Eから物品仕分処理部Bに直接搬送され、一つの集約用容器2に複数種類の物品を収納する場合においては、一つの集約用容器2に収納する種類の物品を収納する保管用収納器1の全てが揃うまで、一旦、自動倉庫Cに保管されて、全ての保管用収納器1が揃うと、物品仕分処理部Bに搬送されることになる。
【0067】
したがって、図1に示すように、前処理用搬送コンベヤMからは、デパレタイズ処理部EにてパレットPから取出された保管用収納器1を自動倉庫Cに搬送する往き搬送用コンベヤMaが分岐され、また、保管用収納器1を自動倉庫Cから前処理用搬送コンベヤMに搬送する戻り搬送用コンベヤMbが、前処理用搬送コンベヤMに接続されている。
【0068】
また、上述の如く、同じ出荷用容器3に収納する物品を収納する集約用容器2が揃うまで自動倉庫Cに集約用容器2を一旦貯留する貯留処理を行うことになるため、集約用容器2を物品仕分処理部Bから自動倉庫Cに搬送することになるが、本実施形態においては、後処理用搬送コンベヤNの端部に、自動倉庫Cに向かう延長搬送コンベヤNaを接続して、後処理用搬送コンベヤNを利用して集約用容器2を自動倉庫Cに搬送するように構成されている。
【0069】
さらに、上述の如く、自動倉庫Cに貯留されている集約用容器2を出荷処理部Dに搬送する出荷搬送処理を行うことになるため、上記戻り搬送用コンベヤMbに、出荷搬送用コンベヤMcが分岐されて、戻り搬送用コンベヤMbを利用して集約用容器2を出荷処理部Dに搬送するように構成されている。
【0070】
管理手段Hは、図6に示すように、出荷先からの注文情報Jに基づいて、物品仕分情報Lを作成して、その物品仕分情報Lを、保管用管理部AC、物品仕分処理管理部BC等に送信するように構成されている。
物品仕分情報Lは、上述の如く、一つの集約用容器2に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成されることになるが、さらに、本実施形態においては、時間帯を変えて行う複数の作業区分の夫々に区分けされる形態で作成されることになる。
【0071】
つまり、複数の作業区分は、例えば、国内の複数の出荷先に対する作業区分と、国外の複数の出荷先に対する作業区分とに区分される等、作業区分ごとに異なる出荷先に対する物品仕分作業を行うように区分されることなり、そして、その区分された作業区分に応じて区分される形態で、物品仕分情報Lが作成されることになる。
【0072】
尚、各物品投入情報は、一つの出荷先に対応することになるが、通常、一つの出荷先からは多量の物品が注文されることにより、一つの出荷先に対して、複数の物品投入情報が存在することになるため、上述の如く、物品が収納された集約用容器2を同じ出荷用容器3に収納する集約用容器2が揃うまで自動倉庫Cに一旦貯留する貯留処理や、同じ出荷用容器3に収納する集約用容器2が揃うと、それら集約用容器2を出荷処理部Dに搬送する出荷搬送処理が行われることになる。
【0073】
ちなみに、出荷先からの注文情報Jには、一つの種類の物品の注文数が、一つの保管用収納器1に収納されている物品数の整数倍と、一つの保管用収納器1に収納されている物品数よりも少ない数とを合計した数となる場合がある。
このような場合においては、一つの保管用収納器1に収納されている物品数よりも少ない数の物品については、物品仕分処理部Bにおいて物品投入処理を行うことにより仕分けられることになるが、一つの保管用収納器1に収納されている物品数の整数倍に対応する物品については、物品が満杯状態の保管用収納器1を、物品保管部Aから出荷処理部Dに直接搬送することによって行われる。
【0074】
物品保管部Aは、図1に示すように、出荷先から多量に注文される種類の物品を保管する多量品保管部A1と、出荷先からの注文量が少ない種類の物品を保管する少量品保管部A2とを備えるように構成されている。
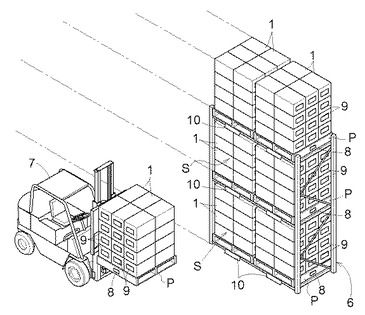
多量品保管部A1及び少量品保管部A2の夫々は、図2に示すように、保管用収納器1を積層する状態で載置したパレットPを収納する複数の収納部Sを縦横に備える保管棚6を、平行姿勢に並べて備えるものであって、隣接する保管棚6の間には、作業者によって手動運転されるフォークリフト7が走行する通路が形成されている。
【0075】
本実施形態においては、多量品保管部A1に保管されるパレットPには、同じ種類の物品を収納する保管用収納器1を載置する単品種載置状態で、保管用収納器1が積層され、少量品保管部A2に保管されるパレットPには、異なる種類の物品を収納する保管用収納器1を載置する混載状態で、保管用収納器1が積層されている。
つまり、多量品保管部A1には、単品種載置状態となる形態で保管用収納器1を載置するパレットPが、物品を補充するために入庫され、また、少量品保管部A2には、混載状態となる形態で保管用収納器1を載置するパレットPが、物品を補充するために入庫されるようになっている。
【0076】
ちなみに、物品補充のために入庫される混載状態のパレットPには、同じ種類の物品を収納する保管用収納器1が、通常、複数個(例えば、2〜3個)載置されている。
【0077】
各パレットPには、RFIDタグ等を用いて構成されて、各パレットPを識別するための識別情報を記憶するパレット情報記憶部8(図2参照)が装備されている。
また、保管用収納器1には、RFIDタグ等を用いて構成されて、物品情報を記憶する物品情報記憶部9(図2参照)が装備され、その物品情報記憶部9には、各保管用収納器1を識別するための収納器識別情報、及び、収納している物品の種類を示す物品識別情報等が、物品情報として記憶されている。
【0078】
また、保管棚6の各収納部Sには、図2に示すように、RFIDタグ等を用いて構成されて、各収納部Sを識別する収納部識別情報や各収納部Sのアドレスを示すアドレス情報等を収納部情報として記憶する収納部情報記憶部10が設けられている。
【0079】
そして、保管用収納器1を載置するパレットPを物品の補充のために入庫する際には、予め、そのパレットPを、RFIDリーダ等の情報読取装置の複数を分散配置する状態で備えたゲートを通過させることにより、パレットPの識別情報と、そのパレットPに載置されている保管用収納器1の物品情報とを入庫情報Kとして読取り、図6に示すように、保管用管理部ACが、その入庫情報Kに基づいて、それら識別情報と物品情報とを関連付けて記憶することになる。
【0080】
また、保管用管理部ACは、入庫情報Kが入力されると、複数の収納部Sのうちで空き状態の収納部Sを抽出して、空き状態の収納部Sのうちから入庫されるパレットPを収納する収納対象の収納部Sを設定し、そして、設定した収納部Sについての収納部情報を、フォークリフト7に装備した表示部(図示せず)に無線送信して表示させることになる。
したがって、フォークリフト7を運転する作業者は、入庫するパレットPを保持した後において、表示された収納部情報に対応する収納部Sに走行して、そのパレットPを収納部Sに収納することになる。
【0081】
尚、フォークリフト7には、RFIDリーダ等の情報読取装置、及び、作業良否判定手段が装備されており、保持しているパレットPを収納部Sに収納する際に、情報読取装置によって保管棚6の各収納部Sに対応して装備した収納部情報記憶部10の収納部情報を読取り、そして、作業良否判定手段によって、パレットPを収納しようとする収納部Sが、表示部に表示された収納部情報に対応する収納部Sであるか否かを判定して、異なる場合には、警報音等の警報情報を出力するように構成されている。
【0082】
物品仕分設備における物品入出庫方法は、上述の如く、収納器搬送処理及び収納器保管処理を行うことになるが、本実施形態においては、収納器搬送処理及び収納器保管処理が、具体的には下記の通り行われる。
【0083】
すなわち、収納器保管処理において、異なる種類の物品を収納する保管用収納器1が一つのパレットPに載置される混載状態となる形態で、保管用収納器1をパレットPに積層することが行われる。
【0084】
また、収納器搬送処理において、混載状態となる形態で保管用収納器1を積層するパレットPについては、積層される全ての保管用収納器1をパレットPから取出すようにし、かつ、同じ種類の物品を収納する保管用収納器1が積層される単品種載置状態となる形態で保管用収納器1を積層するパレットPについては、積層される保管用収納器1のうちから必要な保管用収納器1を取出すことが行われる。
【0085】
さらに、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1については、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1と、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1とを、異なるパレットPに積層することが行われる。
【0086】
加えて、収納器保管処理において、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを、異なるパレットに積層することが行われ、そして、収納器搬送処理において、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を積層するパレットPを、優先して出庫することが行われる。
【0087】
以下、収納器搬送処理及び収納器保管処理について、物品仕分設備の構成を説明しながら詳述する。
【0088】
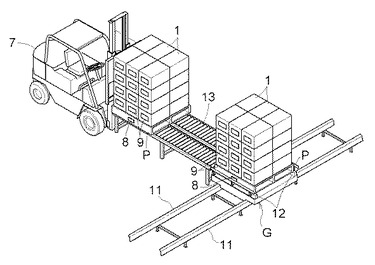
搬送車Gは、図1及び図3に示すように、環状に設置された左右一対の走行レール11に案内されて走行するように構成され、その上部には、チェーンコンベヤを用いて構成されたパレット移載用コンベヤ12が装備されている。
そして、搬送車制御部GCが、後述の如く、搬送車Gの走行を制御することになる。
【0089】
物品保管部Aには、搬送車G及びフォークリフト7がパレットPを移載する直線状の中継コンベヤ13(図3参照)が、走行レール11の長手方向に並べる状態で複数設置されている。
中継コンベヤ13は、走行レール11に近接する側の端部が搬送車用移載箇所となり、反対側の端部がフォークリフト用移載箇所となるものであって、搬送車Gから移載されたパレットPをフォークリフト用移載箇所に搬送し、かつ、フォークリフト7から移載されたパレットPを搬送車用移載箇所に搬送するために、正逆に駆動されるように構成されている。
【0090】
そして、保管用管理部ACが、管理手段Hから送信されてくる物品仕分情報Lに基づいて、物品保管部Aから出庫する保管用収納器1を順次選択して、その選択した保管用収納器1を物品保管部Aから中継コンベヤ13に搬出する搬出作業を、フォークリフト7の作業者に指令することになる。
【0091】
具体的には、保管用管理部ACは、選択した保管用収納器1が収納されている収納部Sについての収納部情報を、フォークリフト7に装備した表示部(図示せず)に無線送信して表示させることになる。
したがって、フォークリフト7を運転する作業者は、表示された収納部情報に対応する収納部Sに走行して、その収納部Sに収納されているパレットPを取出し、その後、中継コンベヤ13の設置箇所に走行して、パレットPを中継コンベヤ13に受け渡すことになる。
【0092】
尚、フォークリフト7には、上述の如く、情報読取装置、及び、作業良否判定手段が装備されており、収納部Sに収納されているパレットPを取出す際に、その情報読取装置によって保管棚6の各収納部Sに対応して装備した収納部情報記憶部10の情報を読取り、そして、作業良否判定手段によって、パレットPを取出そうとする収納部Sが、表示部に表示された収納部情報に対応する収納部Sであるか否かを判定して、異なる場合には、警報音等の警報情報を出力するように構成されている。
【0093】
そして、中継コンベヤ13に受け渡されたパレットPは、フォークリフト用移載箇所から搬送車用移載箇所に搬送され、その後、搬送車制御部GCが、パレットPを中継コンベヤ13からデパレタイズ処理部Eに搬送すべく、搬送車Gの作動を制御するように構成されている。
【0094】
また、パレタイズ処理部Fから搬送車Gによって中継コンベヤ13にパレットPが搬送されてくると、そのパレットPが搬送車用移載箇所からフォークリフト用移載箇所から搬送車用移載箇所に搬送され、その後、保管用管理部ACが、複数の収納部Sのうちで空き状態の収納部Sを抽出して、空き状態の収納部Sのうちから入庫されるパレットPを収納する収納対象の収納部Sを選択し、そして、選択した収納部Sについての収納部情報を、フォークリフト7に装備した表示部(図示せず)に無線送信して表示させることになる。
【0095】
したがって、フォークリフト7を運転する作業者は、入庫するパレットPを保持した後、表示された収納部情報に対応する収納部Sに走行して、そのパレットPを収納部Sに収納することになる。
尚、物品を補充するためにパレットPを入庫する場合と同様に、保持しているパレットPを収納部Sに収納する際に、フォークリフト7に装備した情報読取装置によって保管棚6の各収納部Sに対応して装備した収納部情報記憶部10の情報を読取り、そして、作業良否判定手段によって、パレットPを収納しようとする収納部Sが、表示部に表示された収納部情報に対応する収納部Sであるか否かを判定して、異なる場合には、警報音等の警報情報を出力するように構成されている。
【0096】
ちなみに、中継コンベヤ13には、RFIDリーダ等の情報読取装置が装備されており、パレットPに装備したパレット情報記憶部8の識別情報が読取られるように構成されている。
したがって、保管用管理部ACは、情報読取装置にて読取られた識別情報に基づいて収納対象のパレットPを認識して、その識別情報と収納対象の収納部Sとの関係を示す収納位置情報を記憶することになる。
【0097】
尚、収納されるパレットPに積層される複数個の保管用収納器1についての情報、つまり、パレットPの識別情報と、そのパレットPに載置されている保管用収納器1の物品情報との関係を示す積層情報が、後述の如く、デパレタイズ制御部ECから保管用管理部ACに通信される。
つまり、保管用管理部ACは、収納位置情報と積層情報とを記憶して、上述の如く、物品仕分情報Lに基づいて出庫する保管用収納器1の選択、及び、フォークリフト7への指示を行うことになる。
【0098】
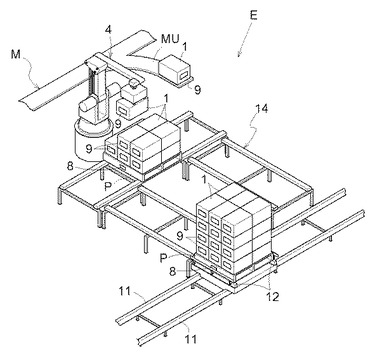
デパレタイズ処理部Eには、図1及び図4に示すように、平面視形状がコの字状の一対の作業用コンベヤ14が、両端部を走行レール11に隣接させた状態で、走行レール11の長手方向に並べて設置され、各作業用コンベヤ14に対応して、デパレタイズロボット4が設置されている。
【0099】
作業用コンベヤ14は、一端部を搬送車Gからのパレット受取箇所として、他端部を搬送車Gへのパレット受渡箇所とし、中間部をデパレタイズ作業箇所とするものである。
尚、搬送車Gは、物品保管部Aから搬送してきたパレットPを、両作業用コンベヤ14に交互に搬出するようになっている。
【0100】
そして、前処理用搬送コンベヤMが、左右一対のデパレタイズロボット4に対応する状態で、一対の受入コンベヤ部MUを備えている。
つまり、搬送車Gからパレット受取箇所に供給されたパレットPがデパレタイズ作業箇所に搬送され、デパレタイズロボット4が、デパレタイズ作業箇所に位置するパレットPに積層された保管用収納器1を一つずつ取出して、前処理用搬送コンベヤMの受入コンベヤ部MUに供給するデパレタイズ作業を行うことになり、デパレタイズ作業が終了したパレットPが、パレット受渡箇所に搬送されることになる。
【0101】
デパレタイズロボット4は、上述の通り、混載状態となる形態で保管用収納器1を積層するパレットPについては、積層される全ての保管用収納器1をパレットPから取出すようにし、かつ、単品種載置状態となる形態で保管用収納器1を積層するパレットPについては、積層される保管用収納器1のうちから必要数の保管用収納器1を取出すことが行われる。
そして、デパレタイズ制御部ECが、デパレタイズロボット4の作動を制御することになる。
【0102】
すなわち、作業用コンベヤ14には、例示はしないが、RFIDリーダ等の情報読取装置が装備されており、パレットPに装備したパレット情報記憶部8に記憶されている識別情報を読取るように構成されている。
また、一対の受入コンベヤ部MUには、例示はしないが、RFIDリーダ等の情報読取装置が装備されており、保管用収納器1に装備した物品情報記憶部9に記憶されている物品情報を読取るように構成されている。
尚、パレットPに積層される複数個の保管用収納器1についての情報、つまり、パレットPの識別情報と、そのパレットPに載置されている保管用収納器1の物品情報との関係を示す積層情報が、保管用管理部ACからデパレタイズ制御部ECに管理手段Hを経由して送信される。
【0103】
したがって、デパレタイズ制御部ECが、作業用コンベヤ14に装備した情報読取装置によって読取ったパレットPの識別情報と、保管用管理部ACから通信される積層情報に基づいて、デパレタイズしているパレットPの積層情報を認識し、そして、受入コンベヤ部MUに装備した情報読取装置によって読取った保管用収納器1の物品情報及び積層情報に基づいて、デパレタイズしているパレットPに積層した保管用収納器1の取出し作業が終了したか否かを判別するように構成されている。
【0104】
つまり、デパレタイズ制御部ECは、混載状態のパレットPについては、積層している保管用収納器1の全てを取出すように、デパレタイズロボット4の作動を制御し、単品種載置状態のパレットPについては、物品仕分情報Lに基づいて、必要数の保管用収納器1を取出すように、デパレタイズロボット4の作動を制御するように構成されている。
【0105】
また、デパレタイズ制御部ECは、一つのパレットPについての作業が終了すると、パレットPをデパレタイズ作業箇所からパレット受渡箇所に搬送すべく、作業用コンベヤ14を作動させることになり、かつ、そのパレットPについての搬送先を、搬送車制御部GCに送信するように構成されている。
尚、パレットPについての搬送先は、物品が残存するパレットPは、物品保管部Aであり、空状態のパレットPに搬送先は、後述の如く、パレタイズ処理部Fに装備した空パレット段積処理部20である。
【0106】
ちなみに、受入コンベヤ部MUに装備した情報読取装置によって読取った保管用収納器1の物品情報は、コンベヤ制御部MNCに入力されることになり、コンベヤ制御部MNCは、入力される物品情報に基づいて、保管用収納器1の搬送先を定めて、その搬送先に搬送すべく、前処理用搬送コンベヤMの作動を制御することになる。
つまり、保管用収納器1の搬送先は、物品仕分処理部Bに直接搬送する保管用収納器1の場合には、物品仕分処理部Bであり、自動倉庫Cに一旦貯留した後に物品仕分処理部Bに搬送する保管用収納器1の場合には、自動倉庫Cであり、物品投入処理に用いないため物品仕分処理部Bに搬送しない保管用収納器1の場合には、パレタイズ処理部Fである。
【0107】
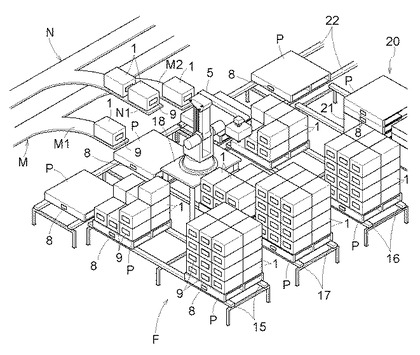
パレタイズ処理部Fには、図1及び図5に示すように、2台のパレタイズロボット5が走行レール11の長手方向に間隔を隔てて設置され、各パレタイズロボット5の夫々に対応して、直線状の第1処理コンベヤ15、直線状の第2処理コンベヤ16、及び、直線状の第3処理コンベヤ17が、走行レール11の長手方向に沿って並ぶ状態で装備されている。
【0108】
第1処理コンベヤ15は、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1を積層処理する(パレタイズ処理する)ためのコンベヤである。
【0109】
第2処理コンベヤ16は、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1を積層処理する(パレタイズ処理する)ためのコンベヤである。
【0110】
第3処理コンベヤ17は、第1処理コンベヤ15と第2処理コンベヤ16との間に配置されて、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を積層処理する(パレタイズ処理)するためのコンベヤである。
【0111】
このように、第1処理コンベヤ15、及び、第2処理コンベヤ16が設置されることに合わせて、前処理用搬送コンベヤMには、一対の受入コンベヤ部MUにて受け入れた保管用収納器1を第1処理コンベヤ15に対応する箇所に分岐搬送する第1分岐部M1、及び、一対の受入コンベヤ部MUにて受け入れた保管用収納器1を第2処理コンベヤ16に対応する箇所に分岐搬送する第2分岐部M2が、物品仕分処理部Bよりも搬送上手側に相当する箇所に設けられている。
【0112】
また、第2処理コンベヤ16が設置されることに合わせて、後処理用搬送コンベヤNには、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を第2処理コンベヤ16に対応する箇所に分岐搬送する一対の分岐部N1が設けられている。
【0113】
すなわち、コンベヤ制御部MNCが、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1を、第1分岐部M1に分岐搬送するように構成されている。
尚、コンベヤ制御部MNCは、一対の第1分岐部M1を交互に選択して、保管用収納器1を搬送する。
【0114】
また、コンベヤ制御部MNCが、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1を、第2分岐部M2に分岐搬送するように構成されている。
尚、コンベヤ制御部MNCは、一対の第2分岐部M2を交互に選択して、保管用収納器1を搬送する。
【0115】
さらに、コンベヤ制御部MNCが、物品仕分処理部Bにて物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を、後処理用搬送コンベヤNの分岐部N1に分岐搬送するように構成されている。
尚、コンベヤ制御部MNCは、一対の分岐部N1を交互に選択して、保管用収納器1を搬送する。
【0116】
そして、パレタイズロボット5が、前処理用搬送コンベヤMの第1分岐部M1に搬送されてくる保管用収納器1を、第1処理コンベヤ15に載置されているパレットPに積層し、前処理用搬送コンベヤMの第2分岐部M2に搬送されてくる保管用収納器1を、第2処理コンベヤ16に載置されているパレットPに積層し、後処理用搬送コンベヤNの分岐部N1に搬送されてくる保管用収納器1を、第3処理コンベヤ17に載置されているパレットPに積層する作業を行うことになる。
【0117】
つまり、パレタイズ制御部FCが、パレタイズロボット5の作動を制御して、保管用収納器1をパレットPに積層状態で積み込むことになり、また、パレタイズ制御部FCは、積層したパレットPについての積層情報を作成することになる。
【0118】
説明を加えると、前処理用搬送コンベヤMの第1分岐部M1、前処理用搬送コンベヤMの第2分岐部M2、及び、後処理用搬送コンベヤNの分岐部N1の夫々に、図示はしないが、RFIDリーダ等の情報読取装置が装備されており、保管用収納器1に装備した物品情報記憶部9に記憶されている物品情報を読取るように構成されている。
また、第1処理コンベヤ15、第2処理コンベヤ16、及び、第3処理コンベヤ17の夫々に、例示はしないが、RFIDリーダ等の情報読取装置が装備されており、パレットPに装備したパレット情報記憶部8に記憶されている識別情報を読取るように構成されている。
【0119】
したがって、パレタイズ制御部FCが、第1処理コンベヤ15、第2処理コンベヤ16、及び、第3処理コンベヤ17の夫々に載置されているパレットPに対して、保管用収納器1を設定積層条件にて積込み、かつ、パレットPに装備したパレット情報記憶部8に記憶されている識別情報、及び、パレットPに積層した保管用収納器1の物品情報と関係を示す積層情報を作成するように構成されている。
ちなみに、積層情報は、上述の如く、保管用管理部ACに送信されることになる。
尚、設定積層条件は、本実施形態の場合においては、図2に示すように、各段において縦横に6つの保管用収納器1を並べて、4段に積層する条件に設定されている。
【0120】
第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17の夫々は、走行レール11に隣接する端部を搬送車Gに対する受渡箇所とし、反対側の端部を保管用収納器1の積層箇所とするものであって、パレタイズ制御部FCが、保管用収納器1の積層が終了したパレットPを受渡箇所に搬送すべく、第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17の夫々の作動を制御し、また、受渡箇所に位置するパレットPを物品保管部Aに搬送する搬送要求を搬送車制御部GCに送信することになる。
【0121】
ちなみに、パレタイズロボット5は、図5に示すように、第3処理コンベヤ17の上方に相当する箇所に、架台18に載置された状態で設置されている。
【0122】
2台のパレタイズロボット5の夫々に対応する第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17からなるコンベヤ群の間に位置させる状態で、空パレット段積処理部20、及び、段ばらし処理部21が設けられ、そして、その段ばらし処理部21からの空状態のパレットPを第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17に供給するパレット供給コンベヤ22が設けられている。
【0123】
つまり、デパレタイズ処理部Eにて保管用収納器1が取出されて空状態になったパレットPが、搬送車Gにて空パレット段積処理部20に供給されて段積みされ、段積みされたパレットPが段ばらし処理部21に供給されて段ばらし処理され、段ばらしされた空状態のパレットPが、パレット供給コンベヤ22にて第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17に供給されるようになっている。
【0124】
物品仕分処理部Bには、図1に示すように、平面視形状がコの字状の複数の仕分処理コンベヤ23が、前処理用搬送コンベヤMに接続される状態で設けられており、前処理用搬送コンベヤMにて搬送される保管用収納器1が、同じ集約用容器2に収納するものは同じ仕分処理コンベヤ23に分岐搬送されるようになっている。
【0125】
各仕分処理コンベヤ23には、物品投入処理を行う作業員が配置され、また、例示はしないが、搬送されてくる保管用収納器1から集約用容器2に投入する物品数を示す投入指示情報を表示する表示部が、各仕分処理コンベヤ23に対応して設置されている。
そして、物品仕分処理管理部BCが、投入指示情報を表示部に表示させる表示制御を行うことになり、作業員が、表示部にて表示される投入指示情報に基づいて、保管用収納器1から集約用容器2に投入する作業を行うようになっている。
【0126】
ちなみに、集約用容器2は、各仕分処理コンベヤ23の側脇箇所に順次補給されることになる。
集約用容器2には、例示はしないが、RFIDタグ等を用いて構成されて、各集約用容器2を識別するための識別情報を記憶する収納器情報記憶部が装備され、RFIDリーダ等にて構成されて、収納器情報記憶部にて記憶されている識別情報を読取る情報読取装置が、各仕分処理コンベヤ23に対応して装備されている。
【0127】
そして、作業員は、仕分処理コンベヤ23の側脇箇所に位置する集約用容器2のうちから、一つの集約用容器2を選択して仕分処理コンベヤ23に載置して、保管用収納器1から集約用容器2に投入する作業を行うことになるが、その作業に先立って、集約用容器2の収納器情報記憶部に記憶されている識別情報を情報読取装置にて読取って、集約用容器2と投入される物品の種類との関係を物品仕分処理管理部BCに入力することになる。
尚、保管用収納器1と集約用容器2とは同仕様であるため、物品投入処理を行うことによって空状態となった保管用収納器1は、集約用容器2として、仕分処理コンベヤ23の側脇箇所に保管されることになる。
【0128】
自動倉庫Cは、図1に示すように、集約用容器2を複数の収納部を縦横に備えた複数の収納棚24と、収納棚24に対する複数の入出庫部24Aと収納棚24収納部との間で集約用容器2を搬送する複数台のスタッカークレーン25とを備えるものである。
そして、倉庫管理部CCが、スタッカークレーン25の作動を制御することになる。
尚、往き搬送用コンベヤMa、戻り搬送用コンベヤMb、及び、延長搬送コンベヤNaの夫々は、自動倉庫Cの近くにおいては、上下方向に並ぶ状態で設置されている。
【0129】
出荷処理部Dには、出荷用容器3に投入する物品を収納する集約用容器2を載置搬送する出荷作業用コンベヤ26が並置されており、出荷搬送用コンベヤMcにて搬送される集約用容器2が、同じ出荷先のものは同じ出荷作業用コンベヤ26に分岐搬送されるようになっている。
そして、出荷管理部DCが、出荷搬送用コンベヤMcにて搬送される集約用容器2を、同じ出荷先のものは同じ出荷作業用コンベヤ26に分岐搬送すべく、出荷搬送用コンベヤMcの作動を制御するように構成されている。
【0130】
以上の通り、本実施形態においては、収納器保管処理において、異なる種類の物品を収納する保管用収納器1が一つのパレットPに載置される混載状態となる形態で、保管用収納器1をパレットPに積層するため、多数種類の物品を扱うようにしながらも、物品保管部Aの小型化を図ることができる。
【0131】
また、収納器搬送処理において、混載状態となる形態で保管用収納器1を積層するパレットPについては、積層される全ての保管用収納器1をパレットPから取出すようにし、そして、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1については、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1と、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1とを、異なるパレットPに積層するため、各作業区分にて出庫するパレットPの数を減少させることができる。
【0132】
加えて、収納器保管処理において、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを、異なるパレットに積層することが行われ、そして、収納器搬送処理において、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を積層するパレットPを、優先して出庫することが行われるため、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を、効率良く搬送することができる。
【0133】
〔別実施形態〕
次に、別実施形態を列記する。
(1)上記実施形態では、収納器保管処理において、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを、異なるパレットPに積層する場合を例示したが、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを同じパレットに積層する形態で実施してもよい。
【0134】
(2)上記実施形態では、物品保管部Aに物品の補充のために入庫されるパレットPが、混載状態のパレットPと単品種載置状態のパレットPとが存在する場合を例示したが、物品保管部Aに物品の補充のために入庫されるパレットPの全てを、単品種載置状態のパレットPとする形態で実施してもよい。
【0135】
(3)上記実施形態では、物品保管部Aに、物品を補充するために入庫されるパレットPと、収納器保管処理が行われることによって入庫されるパレットPとを保管する共通の保管棚6を備えさせる場合を例示したが、物品を補充するために入庫されるパレットPを保管する棚部分と、収納器保管処理が行われることによって入庫されるパレットPとを保管する棚部分とを、各別に備えさせる形態で実施してもよい。
【0136】
(4)上記実施形態では、物品投入処理が、作業員によって手作業にて行われる場合を例示したが、物品を把持して移動させる物品搬送ロボットを用いて自動的に行わせる形態で実施してもよい。
【0137】
(5)上記実施形態では、作業者によって運転されるフォークリフト7を用いて、物品保管部AからのパレットPの出庫や、物品保管部AへのパレットPの入庫を行わせる場合を例示したが、物品保管部Aを、自動倉庫Cの如く、スタッカークレーン25等の物品搬送手段を備えて、パレットPを自動的に入出庫する形態で実施してもよい。
【0138】
(6)上記実施形態では、物品保管部Aとデパレタイズ処理部Eとの間及びパレタイズ処理部Fと物品保管部Aとの間でパレットPを搬送するパレット搬送手段として、走行レール11に沿って走行する有軌道型の搬送車Gを例示したが、パレット搬送手段としては、無軌道型の無人車やコンベヤ装置等の各種の搬送装置を適用できる。
【0139】
(7)上記実施形態では、デパレタイズ装置としてのデパレタイズロボット4を用いて、パレットPに積層されている保管用収納器1を取出す場合を例示したが、作業員による手作業によって、パレットPに積層されている保管用収納器1を取出すようにしてもよい。
同様に、上記実施形態では、パレタイズ装置としてのパレタイズロボット5を用いて、パレットPに保管用収納器1を積込む場合を例示したが、作業員による手作業によって、パレットPに保管用収納器1を積込むようにしてもよい。
【符号の説明】
【0140】
1 保管用収納器
2 集約用容器
4 デパレタイズ装置
5 パレタイズ装置
6 保管棚
A 物品保管部
B 物品仕分処理部
E デパレタイズ処理部
F パレタイズ処理部
G パレット搬送手段
L 物品仕分情報
M 前処理用搬送コンベヤ
N 後処理用搬送コンベヤ
P パレット
【技術分野】
【0001】
本発明は、一種類の物品を複数収納する保管用収納器を積層状態で載置するパレットを保管する形態で、複数種類の物品を保管する物品保管部と、一つの集約用容器に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報に基づいて、前記保管用収納器から物品を取出して前記集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、前記物品仕分情報に基づいて、前記物品保管部から前記パレットを順次出庫し、かつ、出庫した前記パレットから前記保管用収納器を取出して前記物品仕分処理部に搬送する収納器搬送処理、及び、前記パレットから取出した前記保管用収納器のうちで、前記物品投入処理に用いないため前記物品仕分処理部に搬送しない前記保管用収納器、及び、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記パレットに積層して前記物品保管部に保管する収納器保管処理を行う物品仕分設備の物品入出庫方法に関する。
【背景技術】
【0002】
かかる物品仕分設備の物品入出庫方法は、例えば、複数の出荷先からの注文情報に基づいて、出荷先ごとに物品を仕分けるのに用いられることになる。
すなわち、複数の出荷先からの注文情報に基づいて、一つの集約用容器に投入する物品投入情報を複数備える形態で物品仕分情報が作成されることになる。
ちなみに、各集約用容器に対応する物品投入情報の夫々は、各出荷先に対応することになるが、物品仕分情報は、一つの集約用容器に収納可能な物品量を一つの物品投入情報とする状態で作成することになるため、一つの出荷先から多量の物品が注文されている場合には、一つの出荷先について複数の物品投入情報が存在する状態で、物品仕分情報が作成されることになる。
【0003】
そして、このような物品仕分情報に基づいて、物品保管部からパレットを順次出庫し、かつ、出庫したパレットから保管用収納器を取出して物品仕分処理部に搬送する収納器搬送処理が行われ、物品仕分処理部において、物品仕分情報に基づいて、保管用収納器から物品を取出して集約用容器に投入する物品投入処理が行われることにより、各出荷先が要求する物品が集約用容器に集約されることになる。
尚、物品投入処理は、人為作業にて行われることが多いが、ピッキング装置を用いて自動的に行われる場合もある。
【0004】
ちなみに、集約用容器が、出荷先に搬送する出荷用容器として使用される場合もあるが、一般には、一つの出荷先から多量の物品が注文されている場合が多く、一つの出荷先に対応する複数の集約用容器が存在することになるため、通常は、物品投入処理の後で、一つの出荷先に対応する複数の集約用容器に収納されている物品を大型の出荷用容器に収納して、その出荷用容器を、出荷先に搬送することが多い。
尚、出荷用容器は、同じ出荷先ものや同じ地域のものをカゴ台車に搭載した状態で、トラック等の搬送車にて出荷先に向けて搬送されることが多い。
【0005】
かかる物品仕分設備の物品入出庫方法の従来例として、物品保管部に、大型のパレットにて保管用収納器を積層した状態で保管する第1保管区分と、その第1保管区分のパレットよりも小さなパレットにて保管用収納器を積層した状態で保管する第2保管区分とを備えさせて、第1保管区分から出庫した大型のパレットから、最上段の層に対応する複数の保管用収納器を層単位で順次取出すようにし、そして、取出した保管用収納器のうちで、前記物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器、及び、物品仕分処理部にて物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で、第2保管区分の小さなパレットに載置して、第2保管区分に保管するようにしたものがある(例えば、特許文献1参照)。
【0006】
すなわち、特許文献1においては、収納器搬送処理が、先ず、第2保管区分からパレットを出庫することを優先して行い、出庫したパレットに載置されている保管用収納器を、パレットから全て取出し、取出した保管用収納器のうちで物品投入処理に必要となる保管用収納器を物品仕分処理部に搬送する形態で行われることになる。
そして、第2保管区分のパレットに載置されている保管用収納器だけでは、物品投入処理に必要となる物品数が不足する場合には、収納器搬送処理において、第1保管区分から同じ種類の物品を載置するパレットを出庫し、そのパレットから層単位で複数の保管用収納器を取出し、取出した保管用収納器のうちで、物品投入処理に必要となる保管用収納器を物品仕分処理部に搬送することになる。
【0007】
また、特許文献1においては、収納器保管処理が、第1保管区分や第2保管区分から出庫したパレットから取出した保管用収納器のうちで、物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器、つまり、物品投入処理には余剰となる保管用収納器や、物品仕分処理部にて物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、第2保管区分の小さなパレットに、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で載置して、第2保管区分に保管する形態で行われることになる。
【0008】
尚、特許文献1においては、第1保管区分の各パレットには、同じ種類の物品が載置されることに加えて、層単位で異なる種類の物品を収納する保管用収納器が載置されることも記載されている。
そして、層単位で異なる種類の物品を収納する保管用収納器が載置される場合において、取出すことが必要な種類の物品を収納する保管用収納器の層が最上層ではないときに、その層の保管用収納器をどのように取出すかについての説明はないが、このようなときには、取出す必要がある層に加えて、その層よりも上方側の層の保管用収納器をパレットから取出して、取出す必要がある層を取出すようにするものであると考えられる。
ちなみに、取出す必要がある層よりも上方側の層の保管用収納器は、第2保管区分のパレットに載置して、第2保管区分に保管されるものであると考えられる。
【0009】
また、特許文献1においては、第1保管区分についての詳しい説明はないが、第2保管区分には、スタッカークレーンを備えた保管棚を装備することが記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特許第4296254号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上記従来例の物品仕分設備の物品入出庫方法においては、物品の種類が多い場合には、物品保管部が大型化することに起因して、設備が大型化する不都合があった。
すなわち、上記従来例においては、収納器保管処理が、第1保管区分や第2保管区分から出庫したパレットから取出した保管用収納器のうちで、前記物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器や、物品仕分処理部にて物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、第2保管区分の小さなパレットに、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で載置して、第2保管区分に保管する形態で行われる。
【0012】
このように、収納器保管処理が、単品種載置状態となる形態で保管用収納器をパレットに載置して、第2保管区分に保管する形態で行われる場合には、少なくとも、一つの種類の物品に対して一つのパレットを備えさせる必要があるため、物品の種類が増加するに伴って、保管するパレット数が増加することになり、その結果、第2保管区分が備えるパレット収納部の数が増加して、第2保管区分が大型化することになる。
【0013】
本発明は、上記実情に鑑みて為されたものであって、その目的は、多数種類の物品を扱うようにしながらも、設備の小型化を図ることができる物品仕分設備の物品入出庫方法を提供する点にある。
【課題を解決するための手段】
【0014】
本発明は、一種類の物品を複数収納する保管用収納器を積層状態で載置するパレットを保管する形態で、複数種類の物品を保管する物品保管部と、
一つの集約用容器に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報に基づいて、前記保管用収納器から物品を取出して前記集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、
前記物品仕分情報に基づいて、前記物品保管部から前記パレットを順次出庫し、かつ、出庫した前記パレットから前記保管用収納器を取出して前記物品仕分処理部に搬送する収納器搬送処理、及び、
前記パレットから取出した前記保管用収納器のうちで、前記物品投入処理に用いないため前記物品仕分処理部に搬送しない前記保管用収納器、及び、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記パレットに積層して前記物品保管部に保管する収納器保管処理を行う物品仕分設備の物品入出庫方法であって、その第1特徴は、
前記収納器保管処理において、異なる種類の物品を収納する前記保管用収納器が一つの前記パレットに載置される混載状態となる形態で、前記保管用収納器を前記パレットに積層することを特徴とする
【0015】
すなわち、収納器保管処理において、異なる種類の物品を収納する保管用収納器が一つのパレットに載置される混載状態となる形態で、保管用収納器をパレットに積層することになるため、一つのパレットに載置する保管用収納器の積層数を多くして、保管用収納器を保管するために必要となるパレット数を減少させることができ、その結果、物品保管部の小型化を図ることができる。
【0016】
つまり、収納器保管処理において、混載状態で保管用収納器をパレットに載置するようにすることにより、収納器保管処理において、一つのパレットには同じ種類の物品を収納する保管用収納器を載置する単品種載置状態となる形態で、保管用収納器をパレットに載置する場合に較べて、一つのパレットに載置する保管用収納器の積層数を多くして、保管用収納器を保管するために必要となるパレット数を減少させて、物品保管部の小型化を図ることができる。
【0017】
したがって、多数種類の物品を扱うようにしても、物品保管部の小型化により、設備の小型化を図ることができるのである。
【0018】
要するに、本願発明の第1特徴によれば、多数種類の物品を扱うようにしながらも、設備の小型化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0019】
本発明の物品仕分設備の物品入出庫方法の第2特徴は、上記第1特徴に加えて、
前記物品仕分情報が、時間帯を変えて行う複数の作業区分の夫々に区分けされ、
前記収納器搬送処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットについては、積層される全ての前記保管用収納器を前記パレットから取出すようにし、
前記収納器保管処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットから取出された前記保管用収納器のうちで前記物品仕分処理部に搬送しない前記保管用収納器については、現在の作業区分において前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、現在の作業区分において前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる前記パレットに積層することを特徴とする。
【0020】
すなわち、物品仕分情報が、時間帯を変えて行う複数の作業区分の夫々に区分けされているから、物品の仕分作業が、時間帯が異なる各作業区分の夫々において、各別に実行されることになる。
つまり、例えば、物品が電子機器を製作するのに必要な電子部品である場合において、国内の出荷先に対応する作業を午前中に行い、国外の出荷先に対応する作業を午後に行う等、多数の出荷先を複数の作業区分に分けて、各作業区分に対する作業を、一日のうちの異なる時間帯において集中的に行うバッチ作業形態で行うことになる。
【0021】
そして、収納器搬送処理においては、混載状態となる形態で保管用収納器を積層するパレットについては、積層される全ての保管用収納器をパレットから取出すように処理が行われるから、パレットから保管用収納器を取出す作業が簡素な作業となり、パレットから保管用収納器を取出す作業を迅速に行い易いものとなる。
【0022】
つまり、収納器搬送処理において、混載状態となる形態で保管用収納器を積層するパレットから保管用収納器を取出す形態として、パレットに積層された保管用収納器を上段側の層から順次取出すことを、物品仕分処理部に搬送する種類の物品を収納する保管用収納器の取出しが終了するまで行い、その後、取出した保管用収納器をパレットに戻すようにする形態で行うことが考えられる。
【0023】
しかしながら、この形態の場合には、パレットから保管用収納器を取出すごとに、取出した保管用収納器が、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを確認することになるため、その確認のために時間を要することに起因して、パレットから保管用収納器を取出す作業を迅速に行い難いものとなる。
【0024】
ちなみに、パレットから保管用収納器を取出す作業は、保管用収納器を一つずつ保持して取出すデパレタイズロボット等のデパレタイズ装置を用いて自動的に行うことも多いが、このようにデパレタイズ装置を用いる際においても、パレットから保管用収納器を取出すごとに、取出した保管用収納器が、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを確認するために時間を要することに起因して、パレットから保管用収納器を取出す作業を迅速に行い難いものとなる。
【0025】
つまり、デパレタイズ装置を用いてパレットから保管用収納器を取出す作業を自動的に行う際においては、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを確認するために、保管用収納器に装備したバーコードラベル等により表示される識別情報をバーコードリーダ等の識別情報読取センサにより検出し、その識別情報に基づいて、取出した保管用収納器が、物品仕分処理部に搬送する種類の物品を収納する保管用収納器であるか否かを情報管理手段に照合することになるが、識別情報を識別情報読取センサにより検出ための時間や、識別情報を情報管理手段に照合するための時間は、数秒程度の短時間ではあるものの時間を要するため、パレットから保管用収納器を取出す作業を迅速に行い難いものとなる。
【0026】
また、収納器保管処理においては、混載状態となる形態で保管用収納器を積層するパレットから取出された保管用収納器のうちで物品仕分処理部に搬送しない保管用収納器については、物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する保管用収納器とを、異なるパレットに積層することになるため、収納器搬送処理の効率化を図ることができるものとなる。
【0027】
つまり、物品仕分設備における物品仕分作業は、上述の如く、複数の作業区分に分けて実行されることになるが、各作業区分は、異なる出荷先に対する物品仕分作業を行うものであるため、各作業区分における物品投入処理にて集約用容器に投入される物品の種類は、各作業区分のいずれにおいても投入される種類と、各作業区分で異なる種類とが存在する傾向となる。
【0028】
したがって、混載状態となる形態で保管用収納器を積層するパレットから取出された保管用収納器のうちで物品仕分処理部に搬送しない保管用収納器をパレットに積層するにあたり、現在の作業区分において物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、現在の作業区分において物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する保管用収納器とを、異なるパレットに積層することにより、現在の作業区分の物品仕分作業において必要となる種類の物品を収納する保管用収納器と、他の作業区分にて必要となる種類の物品を収納する保管用収納器とを、異なるパレットに積層させることができるものとなる。
【0029】
その結果、各作業区分の仕分作業において必要となる種類の物品を収納する保管用収納器を、同じパレットに集約して載せた状態を現出させることができるため、各作業区分において収納器搬送処理を実行する際に、必要とする種類の物品を収納する保管用収納器を取出すために、物品保管部から出庫するパレット数を減少させることができるものとなり、収納器搬送処理の効率化を図ることができるのである。
【0030】
要するに、本発明の第2特徴構成によれば、上記第1特徴構成による作用効果に加えて、パレットから保管用収納器を取出す作業の迅速化を図り、しかも、収納器搬送処理の効率化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0031】
本発明の物品仕分設備の物品入出庫方法の第3特徴構成は、上記第2特徴に加えて、
前記収納器保管処理において、前記物品仕分処理部に搬送しない前記保管用収納器と、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器とを、異なる前記パレットに積層し、
前記収納器搬送処理において、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を積層する前記パレットを、優先して出庫することを特徴とする。
【0032】
すなわち、収納器保管処理においては、物品仕分処理部に搬送しない保管用収納器と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器とを、異なるパレットに積層し、そして、収納器搬送処理においては、物品投入処理を行ったのちにおいて物品が残存する保管用収納器を積層するパレットを、優先して出庫することになるため、物品投入処理を行ったのちにおいて保管用収納器に残存する物品を、物品投入処理のための物品として、優先して使用するようにしながらも、収納器搬送処理の効率化を図ることができるものとなる。
【0033】
つまり、物品保管部に保管される同じ種類の物品は、先に保管されたものほど先に出庫して物品投入処理に使用することが必要となるため、収納器搬送処理において、物品保管部からパレットを出庫する際には、物品投入処理を行ったのちにおいて残存する物品を収納する保管用収納器を積層するパレットを、物品投入処理のための物品が取出されていない保管用収納器を積層するよりも、優先して出庫することになる。
【0034】
そして、収納器保管処理において、物品仕分処理部に搬送しない保管用収納器と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器とを、異なるパレットに積層することになるから、収納器搬送処理において、物品投入処理を行ったのちにおいて物品が残存する保管用収納器を積層するパレットを出庫すれば、一つのパレットを出庫することにより、物品投入処理を行ったのちにおいて物品が残存する保管用収納器として、多数の種類の物品についての保管用収納器を出庫することができる。
【0035】
このように、一つのパレットを出庫することにより、物品投入処理を行ったのちにおいて物品が残存する保管用収納器として、多数の種類の物品についての保管用収納器を出庫することができるため、出庫するパレット数を減少させるようにしながら、物品投入処理を行うのに必要とする種類の物品を取出すことができるものとなるのであり、物品投入処理を行ったのちにおいて保管用収納器に残存する物品を、物品投入処理のための物品として、優先して使用するようにしながら、収納器搬送処理の効率化を図ることができるものとなる。
【0036】
要するに、本発明の第3特徴構成によれば、上記第2特徴による作用効果に加えて、物品投入処理を行ったのちにおいて保管用収納器に残存する物品を、物品投入処理のための物品として、優先して使用することができ、しかも、収納器搬送処理の効率化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0037】
本発明の物品仕分設備の物品入出庫方法の第4特徴は、上記第2又は第3特徴に加えて、
前記物品保管部には、前記混載状態となる形態で前記保管用収納器を積層する前記パレット及び同じ種類の物品を収納する前記保管用収納器を積層する前記パレットが、物品を補充するために入庫されることを特徴とする。
【0038】
すなわち、物品保管部には、混載状態となる形態で保管用収納器を積層するパレット及び同じ種類の物品を収納する保管用収納器を積層するパレットが、物品を補充するために入庫されるものであるから、物品投入処理において多量に消費される種類の物品、及び、物品投入処理において多量に消費されない多数種類の物品を、効率良く物品保管部に収納することができる。
【0039】
つまり、物品投入処理において多量に消費される種類の物品については、パレットに同じ種類の物品を収納する保管用収納器を積層するようにするものの、物品投入処理において多量に消費されない種類の物品については、パレットに混載状態となる形態で保管用収納器を積層することにより、物品投入処理において多量に消費されない種類の物品が、多数種類存在しても、その多数種類の物品を効率良く物品保管部に収納することができるのである。
【0040】
ちなみに、混載状態となる形態で保管用収納器を積層するパレットについては、収納器搬送処理において、積層される全ての保管用収納器を前記パレットから取出すことになるが、同じ種類の物品を収納する保管用収納器を積層するパレットについては、収納器搬送処理において、物品仕分処理部に搬送する必要がある個数の保管用収納器を取出すようにするとよい。
【0041】
要するに、本発明の第4特徴によれば、上記第2又は第3特徴による作用効果に加えて、物品投入処理において多量に消費される種類の物品、及び、物品投入処理において多量に消費されない多数種類の物品を、効率良く物品保管部に収納することができる物品仕分設備の物品入出庫方法を提供できる。
【0042】
本発明の物品仕分設備の物品入出庫方法の第5特徴は、上記第4特徴に加えて、
前記物品保管部が、物品を補充するために入庫されるパレットと、前記収納器保管処理が行われることによって入庫される前記パレットとを保管する共通の保管棚を備えるように構成されていることを特徴とする。
【0043】
すなわち、物品保管部に備えさせた共通の保管棚に、物品を補充するために入庫するパレットと、収納器保管処理が行われることによって入庫するパレットとが保管されることになる。
【0044】
このように、物品を補充するために入庫するパレットと、収納器保管処理が行われることによって入庫するパレットとを、物品保管部に備えさせた共通の保管棚に入庫して保管するものであるから、物品保管部の簡素化を図ることができる。
【0045】
要するに、本発明の第5特徴によれば、上記第4特徴による作用効果に加えて、物品保管部の簡素化を図ることができる物品仕分設備の物品入出庫方法を提供できる。
【0046】
本発明の物品仕分設備の物品入出庫方法の第6特徴は、上記第1〜第5特徴のいずれかに加えて、
前記物品仕分設備に、前記パレットから前記保管用収納器を取出すデパレタイズ装置を備えるデパレタイズ処理部と、前記保管用収納器を前記パレットに積み込むパレタイズ装置を備えるパレタイズ処理部と、前記物品保管部と前記デパレタイズ処理部との間及び前記パレタイズ処理部と前記物品保管部との間で前記パレットを搬送するパレット搬送手段と、前記デパレタイズ処理部にて前記パレットから取出された前記保管用収納器のうちで、前記物品仕分処理部に搬送すべき前記保管用収納器を前記物品仕分処理部に搬送し、かつ、前記物品仕分処理部に搬送しない前記保管用収納器を前記パレタイズ処理部に搬送する前処理用搬送コンベヤと、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記物品仕分処理部から前記パレタイズ処理部に搬送する後処理用搬送コンベヤとが設けられ、
前記収納器搬送処理、及び、前記収納器保管処理が、前記パレタイズ装置、前記デパレタイズ装置、前記パレット搬送手段、前記前処理用搬送コンベヤ、及び、前記後処理用搬送コンベヤを用いて行われることを特徴とする。
【0047】
すなわち、物品保管部に保管されているパレットが、パレット搬送手段にて、デパレタイズ処理部に搬送されて、パレットに積層された保管用収納器がデパレタイズ装置によってパレットから取出される。
パレットから取出された保管用収納器のうちで、物品仕分処理部に搬送すべき保管用収納器が、前処理用搬送コンベヤによって、物品仕分処理部に搬送される。
【0048】
パレットから取出された保管用収納器のうちで、物品投入処理に用いないため物品仕分処理部に搬送しない保管用収納器が、前処理用搬送コンベヤによって、パレタイズ処理部に搬送される。
また、物品投入処理を行ったのちにおいて物品が残存する保管用収納器が、後処理用搬送コンベヤによって、物品仕分処理部からパレタイズ処理部に搬送される。
【0049】
そして、前処理用搬送コンベヤや後処理用搬送コンベヤによって、パレタイズ処理部に搬送される保管用収納器が、パレタイズ装置によってパレットに積層される。
パレタイズ処理部において保管用収納器が積層されたパレットが、パレット搬送手段にて物品保管部に搬送されて、物品保管部に保管されることになる。
【0050】
つまり、収納器搬送処理、及び、収納器保管処理が、パレタイズ装置、デパレタイズ装置、パレット搬送手段、前処理用搬送コンベヤ、及び、後処理用搬送コンベヤを用いて行われることになる。
【0051】
したがって、物品仕分設備における物品入出庫作業の自動化を図るようにしながら、物品入出庫作業を良好に行うことができるものとなる。
【0052】
要するに、本発明の第6特徴によれば、上記第1〜第5特徴のいずれかによる作用効果に加えて、物品入出庫作業の自動化を図るようにしながら、物品入出庫作業を良好に行うことができる物品仕分設備の物品入出庫方法を提供できる。
【0053】
本発明の物品仕分設備の物品入出庫方法の第7特徴は、上記第6特徴に加えて、
前記前処理用搬送コンベヤが、前記デパレタイズ装置にてデパレタイズされた前記保管用収納器のうちの前記物品仕分処理部に搬送しない前記保管用収納器のうちで、前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる箇所に分岐搬送するように構成され、
前記後処理用搬送コンベヤが、前記前処理用搬送コンベヤが前記保管用収納器を搬送する箇所とは異なる箇所に、前記保管用収納器を搬送するように構成されていることを特徴とする。
【0054】
すなわち、デパレタイズ装置にてデパレタイズされた保管用収納器のうちの物品仕分処理部に搬送しない保管用収納器うちで、物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とが、前処理用搬送コンベヤによって、異なる箇所に分岐搬送されることなる。
また、物品投入処理を行ったのちにおいて物品が残存する保管用収納器が、後処理用搬送コンベヤによって、前処理用搬送コンベヤが保管用収納器を搬送する箇所とは異なる箇所に搬送されることになる。
【0055】
したがって、デパレタイズ装置にてデパレタイズされた保管用収納器のうちの物品仕分処理部に搬送しない保管用収納器うちで、物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する保管用収納器と、物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、パレタイズ装置によって異なるパレットに積層すること、及び、物品投入処理を行ったのちにおいて物品が残存する保管用収納器を、デパレタイズ装置にてデパレタイズされた保管用収納器のうちの物品仕分処理部に搬送しない保管用収納器を積層するパレットとは異なるパレットに、パレタイズ装置によって積層することを良好に行えるものとなる。
【0056】
つまり、上述した第2特徴及び第3特徴を実施する上で好都合となる形態で保管用収納器を搬送して、パレタイズ装置によるパレットの積層を良好に行うことができる。
【0057】
要するに、本発明の第7特徴によれば、上記第6特徴による作用効果に加えて、上述した第2特徴及び第3特徴を実施する上で好都合となる形態で保管用収納器を搬送できる物品仕分設備の物品入出庫方法を提供できる。
【図面の簡単な説明】
【0058】
【図1】物品仕分設備の概略平面図
【図2】保管棚に対するパレット搬送状態を示す斜視図
【図3】中継コンベヤに対するパレット移載状態を示す斜視図
【図4】デパレタイズ処理部の斜視図
【図5】パレタイズ処理部の斜視図
【図6】制御構成を示すブロック図
【発明を実施するための形態】
【0059】
本発明の実施形態を図面に基づいて説明する。
図1に示すように、一種類の物品を複数収納する保管用収納器1を積層状態で載置するパレットP(図2参照)を保管する形態で、複数種類の物品を保管する物品保管部Aと、一つの集約用容器2に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報L(図6参照)に基づいて、保管用収納器1から物品を取出して集約用容器2に投入する物品投入処理を行う物品仕分処理部Bと、物品が収納された集約用容器2を貯留する自動倉庫Cと、同じ出荷先の集約用容器2に収納されている物品を出荷用容器3に収納して梱包する出荷処理部Dを備える物品仕分設備が設けられている。
【0060】
この物品仕分設備においては、物品仕分情報に基づいて、物品保管部AからパレットPを順次出庫し、かつ、出庫したパレットPから保管用収納器1を取出して物品仕分処理部Bに搬送する収納器搬送処理、及び、パレットPから取出した保管用収納器1のうちで、物品仕分処理部Bに搬送しない保管用収納器1、及び、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1をパレットPに積層して物品保管部Aに保管する収納器保管処理を行うことによって、出荷すべき物品を集約用容器2に収納する物品入出庫作業が行われることになる。
【0061】
そして、この物品仕分設備においては、同じ出荷用容器3に収納する物品を収納する集約用容器2が揃うまで自動倉庫Cに集約用容器2を一旦貯留する貯留処理、同じ出荷用容器3に収納する集約用容器2が揃うと、それら集約用容器2を出荷処理部Dに搬送する出荷搬送処理、及び、集約用容器2に収納されている物品を出荷用容器3に収納して梱包する梱包処理が行われて、出荷用容器3が出荷されることになる。
【0062】
ちなみに、本実施形態においては、保管用収納器1として、上部が開口した直方体状の樹脂製容器が用いられ、集約用容器2として、保管用収納器1と同じ仕様の樹脂製容器が用いられるものとして説明するが、保管用収納器1や集約用容器2として、段ボール箱を用いてもよく、また、保管用収納器1や集約用容器2として、樹脂製容器と段ボール箱とを混在させてもよい。
尚、出荷用容器3としては、一般に、段ボール箱が使用されることになる。
【0063】
物品仕分設備には、上述した物品保管部A、物品仕分処理部B、自動倉庫C、及び、出荷処理部Dに加えて、パレットPから保管用収納器1を取出す(デパレタイズする)デパレタイズ装置としてのデパレタイズロボット4を備えるデパレタイズ処理部Eと、保管用収納器1をパレットPに積み込むパレタイズ装置としてのパレタイズロボット5を備えるパレタイズ処理部Fと、物品保管部Aとデパレタイズ処理部Eとの間及びパレタイズ処理部Fと物品保管部Aとの間でパレットを搬送するパレット搬送手段としての搬送車Gと、デパレタイズ処理部EにてパレットPから取出された保管用収納器1のうちで、物品仕分処理部Bに搬送すべき保管用収納器1を物品仕分処理部Bに搬送し、かつ、物品投入処理に用いないため物品仕分処理部Bに搬送しない保管用収納器1をパレタイズ処理部Fに搬送する前処理用搬送コンベヤMと、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を物品仕分処理部Bからパレタイズ処理部Fに搬送する後処理用搬送コンベヤNとが設けられている。
【0064】
そして、上述した収納器搬送処理、及び、収納器保管処理が、パレタイズロボット5、デパレタイズロボット4、搬送車G、前処理用搬送コンベヤM、及び、後処理用搬送コンベヤNを用いて行われるように構成されている。
【0065】
つまり、図6に示すように、物品仕分設備には、設備全体を管理する管理手段Hが装備され、また、物品保管部Aを管理する保管用管理部AC、搬送車Gの運転を管理する搬送車制御部GC、デパレタイズ処理部Eを管理するデパレタイズ制御部EC、パレタイズ処理部Fを管理するパレタイズ制御部FC、物品仕分処理部Bを管理する物品仕分処理管理部BC、前処理用搬送コンベヤMや後処理用搬送コンベヤNの作動を管理するコンベヤ制御部MNC、自動倉庫Cの運転を管理する倉庫管理部CC、及び、出荷処理部Dを管理する出荷管理部DCが、管理手段Hと通信自在に接続された状態で装備されている。
そして、収納器搬送処理、及び、収納器保管処理や、上述した貯留処理、及び、出荷搬送処理等の各種処理の自動化を図るように構成されており、その詳細は後述する。
【0066】
ちなみに、デパレタイズ処理部EにてパレットPから取出された保管用収納器1のうちで、物品仕分処理部Bに搬送すべき保管用収納器1は、一つの集約用容器2に収納する一つの種類の物品が多量である等により、一つの集約用容器2に一つの種類の物品を収納する場合においては、デパレタイズ処理部Eから物品仕分処理部Bに直接搬送され、一つの集約用容器2に複数種類の物品を収納する場合においては、一つの集約用容器2に収納する種類の物品を収納する保管用収納器1の全てが揃うまで、一旦、自動倉庫Cに保管されて、全ての保管用収納器1が揃うと、物品仕分処理部Bに搬送されることになる。
【0067】
したがって、図1に示すように、前処理用搬送コンベヤMからは、デパレタイズ処理部EにてパレットPから取出された保管用収納器1を自動倉庫Cに搬送する往き搬送用コンベヤMaが分岐され、また、保管用収納器1を自動倉庫Cから前処理用搬送コンベヤMに搬送する戻り搬送用コンベヤMbが、前処理用搬送コンベヤMに接続されている。
【0068】
また、上述の如く、同じ出荷用容器3に収納する物品を収納する集約用容器2が揃うまで自動倉庫Cに集約用容器2を一旦貯留する貯留処理を行うことになるため、集約用容器2を物品仕分処理部Bから自動倉庫Cに搬送することになるが、本実施形態においては、後処理用搬送コンベヤNの端部に、自動倉庫Cに向かう延長搬送コンベヤNaを接続して、後処理用搬送コンベヤNを利用して集約用容器2を自動倉庫Cに搬送するように構成されている。
【0069】
さらに、上述の如く、自動倉庫Cに貯留されている集約用容器2を出荷処理部Dに搬送する出荷搬送処理を行うことになるため、上記戻り搬送用コンベヤMbに、出荷搬送用コンベヤMcが分岐されて、戻り搬送用コンベヤMbを利用して集約用容器2を出荷処理部Dに搬送するように構成されている。
【0070】
管理手段Hは、図6に示すように、出荷先からの注文情報Jに基づいて、物品仕分情報Lを作成して、その物品仕分情報Lを、保管用管理部AC、物品仕分処理管理部BC等に送信するように構成されている。
物品仕分情報Lは、上述の如く、一つの集約用容器2に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成されることになるが、さらに、本実施形態においては、時間帯を変えて行う複数の作業区分の夫々に区分けされる形態で作成されることになる。
【0071】
つまり、複数の作業区分は、例えば、国内の複数の出荷先に対する作業区分と、国外の複数の出荷先に対する作業区分とに区分される等、作業区分ごとに異なる出荷先に対する物品仕分作業を行うように区分されることなり、そして、その区分された作業区分に応じて区分される形態で、物品仕分情報Lが作成されることになる。
【0072】
尚、各物品投入情報は、一つの出荷先に対応することになるが、通常、一つの出荷先からは多量の物品が注文されることにより、一つの出荷先に対して、複数の物品投入情報が存在することになるため、上述の如く、物品が収納された集約用容器2を同じ出荷用容器3に収納する集約用容器2が揃うまで自動倉庫Cに一旦貯留する貯留処理や、同じ出荷用容器3に収納する集約用容器2が揃うと、それら集約用容器2を出荷処理部Dに搬送する出荷搬送処理が行われることになる。
【0073】
ちなみに、出荷先からの注文情報Jには、一つの種類の物品の注文数が、一つの保管用収納器1に収納されている物品数の整数倍と、一つの保管用収納器1に収納されている物品数よりも少ない数とを合計した数となる場合がある。
このような場合においては、一つの保管用収納器1に収納されている物品数よりも少ない数の物品については、物品仕分処理部Bにおいて物品投入処理を行うことにより仕分けられることになるが、一つの保管用収納器1に収納されている物品数の整数倍に対応する物品については、物品が満杯状態の保管用収納器1を、物品保管部Aから出荷処理部Dに直接搬送することによって行われる。
【0074】
物品保管部Aは、図1に示すように、出荷先から多量に注文される種類の物品を保管する多量品保管部A1と、出荷先からの注文量が少ない種類の物品を保管する少量品保管部A2とを備えるように構成されている。
多量品保管部A1及び少量品保管部A2の夫々は、図2に示すように、保管用収納器1を積層する状態で載置したパレットPを収納する複数の収納部Sを縦横に備える保管棚6を、平行姿勢に並べて備えるものであって、隣接する保管棚6の間には、作業者によって手動運転されるフォークリフト7が走行する通路が形成されている。
【0075】
本実施形態においては、多量品保管部A1に保管されるパレットPには、同じ種類の物品を収納する保管用収納器1を載置する単品種載置状態で、保管用収納器1が積層され、少量品保管部A2に保管されるパレットPには、異なる種類の物品を収納する保管用収納器1を載置する混載状態で、保管用収納器1が積層されている。
つまり、多量品保管部A1には、単品種載置状態となる形態で保管用収納器1を載置するパレットPが、物品を補充するために入庫され、また、少量品保管部A2には、混載状態となる形態で保管用収納器1を載置するパレットPが、物品を補充するために入庫されるようになっている。
【0076】
ちなみに、物品補充のために入庫される混載状態のパレットPには、同じ種類の物品を収納する保管用収納器1が、通常、複数個(例えば、2〜3個)載置されている。
【0077】
各パレットPには、RFIDタグ等を用いて構成されて、各パレットPを識別するための識別情報を記憶するパレット情報記憶部8(図2参照)が装備されている。
また、保管用収納器1には、RFIDタグ等を用いて構成されて、物品情報を記憶する物品情報記憶部9(図2参照)が装備され、その物品情報記憶部9には、各保管用収納器1を識別するための収納器識別情報、及び、収納している物品の種類を示す物品識別情報等が、物品情報として記憶されている。
【0078】
また、保管棚6の各収納部Sには、図2に示すように、RFIDタグ等を用いて構成されて、各収納部Sを識別する収納部識別情報や各収納部Sのアドレスを示すアドレス情報等を収納部情報として記憶する収納部情報記憶部10が設けられている。
【0079】
そして、保管用収納器1を載置するパレットPを物品の補充のために入庫する際には、予め、そのパレットPを、RFIDリーダ等の情報読取装置の複数を分散配置する状態で備えたゲートを通過させることにより、パレットPの識別情報と、そのパレットPに載置されている保管用収納器1の物品情報とを入庫情報Kとして読取り、図6に示すように、保管用管理部ACが、その入庫情報Kに基づいて、それら識別情報と物品情報とを関連付けて記憶することになる。
【0080】
また、保管用管理部ACは、入庫情報Kが入力されると、複数の収納部Sのうちで空き状態の収納部Sを抽出して、空き状態の収納部Sのうちから入庫されるパレットPを収納する収納対象の収納部Sを設定し、そして、設定した収納部Sについての収納部情報を、フォークリフト7に装備した表示部(図示せず)に無線送信して表示させることになる。
したがって、フォークリフト7を運転する作業者は、入庫するパレットPを保持した後において、表示された収納部情報に対応する収納部Sに走行して、そのパレットPを収納部Sに収納することになる。
【0081】
尚、フォークリフト7には、RFIDリーダ等の情報読取装置、及び、作業良否判定手段が装備されており、保持しているパレットPを収納部Sに収納する際に、情報読取装置によって保管棚6の各収納部Sに対応して装備した収納部情報記憶部10の収納部情報を読取り、そして、作業良否判定手段によって、パレットPを収納しようとする収納部Sが、表示部に表示された収納部情報に対応する収納部Sであるか否かを判定して、異なる場合には、警報音等の警報情報を出力するように構成されている。
【0082】
物品仕分設備における物品入出庫方法は、上述の如く、収納器搬送処理及び収納器保管処理を行うことになるが、本実施形態においては、収納器搬送処理及び収納器保管処理が、具体的には下記の通り行われる。
【0083】
すなわち、収納器保管処理において、異なる種類の物品を収納する保管用収納器1が一つのパレットPに載置される混載状態となる形態で、保管用収納器1をパレットPに積層することが行われる。
【0084】
また、収納器搬送処理において、混載状態となる形態で保管用収納器1を積層するパレットPについては、積層される全ての保管用収納器1をパレットPから取出すようにし、かつ、同じ種類の物品を収納する保管用収納器1が積層される単品種載置状態となる形態で保管用収納器1を積層するパレットPについては、積層される保管用収納器1のうちから必要な保管用収納器1を取出すことが行われる。
【0085】
さらに、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1については、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1と、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1とを、異なるパレットPに積層することが行われる。
【0086】
加えて、収納器保管処理において、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを、異なるパレットに積層することが行われ、そして、収納器搬送処理において、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を積層するパレットPを、優先して出庫することが行われる。
【0087】
以下、収納器搬送処理及び収納器保管処理について、物品仕分設備の構成を説明しながら詳述する。
【0088】
搬送車Gは、図1及び図3に示すように、環状に設置された左右一対の走行レール11に案内されて走行するように構成され、その上部には、チェーンコンベヤを用いて構成されたパレット移載用コンベヤ12が装備されている。
そして、搬送車制御部GCが、後述の如く、搬送車Gの走行を制御することになる。
【0089】
物品保管部Aには、搬送車G及びフォークリフト7がパレットPを移載する直線状の中継コンベヤ13(図3参照)が、走行レール11の長手方向に並べる状態で複数設置されている。
中継コンベヤ13は、走行レール11に近接する側の端部が搬送車用移載箇所となり、反対側の端部がフォークリフト用移載箇所となるものであって、搬送車Gから移載されたパレットPをフォークリフト用移載箇所に搬送し、かつ、フォークリフト7から移載されたパレットPを搬送車用移載箇所に搬送するために、正逆に駆動されるように構成されている。
【0090】
そして、保管用管理部ACが、管理手段Hから送信されてくる物品仕分情報Lに基づいて、物品保管部Aから出庫する保管用収納器1を順次選択して、その選択した保管用収納器1を物品保管部Aから中継コンベヤ13に搬出する搬出作業を、フォークリフト7の作業者に指令することになる。
【0091】
具体的には、保管用管理部ACは、選択した保管用収納器1が収納されている収納部Sについての収納部情報を、フォークリフト7に装備した表示部(図示せず)に無線送信して表示させることになる。
したがって、フォークリフト7を運転する作業者は、表示された収納部情報に対応する収納部Sに走行して、その収納部Sに収納されているパレットPを取出し、その後、中継コンベヤ13の設置箇所に走行して、パレットPを中継コンベヤ13に受け渡すことになる。
【0092】
尚、フォークリフト7には、上述の如く、情報読取装置、及び、作業良否判定手段が装備されており、収納部Sに収納されているパレットPを取出す際に、その情報読取装置によって保管棚6の各収納部Sに対応して装備した収納部情報記憶部10の情報を読取り、そして、作業良否判定手段によって、パレットPを取出そうとする収納部Sが、表示部に表示された収納部情報に対応する収納部Sであるか否かを判定して、異なる場合には、警報音等の警報情報を出力するように構成されている。
【0093】
そして、中継コンベヤ13に受け渡されたパレットPは、フォークリフト用移載箇所から搬送車用移載箇所に搬送され、その後、搬送車制御部GCが、パレットPを中継コンベヤ13からデパレタイズ処理部Eに搬送すべく、搬送車Gの作動を制御するように構成されている。
【0094】
また、パレタイズ処理部Fから搬送車Gによって中継コンベヤ13にパレットPが搬送されてくると、そのパレットPが搬送車用移載箇所からフォークリフト用移載箇所から搬送車用移載箇所に搬送され、その後、保管用管理部ACが、複数の収納部Sのうちで空き状態の収納部Sを抽出して、空き状態の収納部Sのうちから入庫されるパレットPを収納する収納対象の収納部Sを選択し、そして、選択した収納部Sについての収納部情報を、フォークリフト7に装備した表示部(図示せず)に無線送信して表示させることになる。
【0095】
したがって、フォークリフト7を運転する作業者は、入庫するパレットPを保持した後、表示された収納部情報に対応する収納部Sに走行して、そのパレットPを収納部Sに収納することになる。
尚、物品を補充するためにパレットPを入庫する場合と同様に、保持しているパレットPを収納部Sに収納する際に、フォークリフト7に装備した情報読取装置によって保管棚6の各収納部Sに対応して装備した収納部情報記憶部10の情報を読取り、そして、作業良否判定手段によって、パレットPを収納しようとする収納部Sが、表示部に表示された収納部情報に対応する収納部Sであるか否かを判定して、異なる場合には、警報音等の警報情報を出力するように構成されている。
【0096】
ちなみに、中継コンベヤ13には、RFIDリーダ等の情報読取装置が装備されており、パレットPに装備したパレット情報記憶部8の識別情報が読取られるように構成されている。
したがって、保管用管理部ACは、情報読取装置にて読取られた識別情報に基づいて収納対象のパレットPを認識して、その識別情報と収納対象の収納部Sとの関係を示す収納位置情報を記憶することになる。
【0097】
尚、収納されるパレットPに積層される複数個の保管用収納器1についての情報、つまり、パレットPの識別情報と、そのパレットPに載置されている保管用収納器1の物品情報との関係を示す積層情報が、後述の如く、デパレタイズ制御部ECから保管用管理部ACに通信される。
つまり、保管用管理部ACは、収納位置情報と積層情報とを記憶して、上述の如く、物品仕分情報Lに基づいて出庫する保管用収納器1の選択、及び、フォークリフト7への指示を行うことになる。
【0098】
デパレタイズ処理部Eには、図1及び図4に示すように、平面視形状がコの字状の一対の作業用コンベヤ14が、両端部を走行レール11に隣接させた状態で、走行レール11の長手方向に並べて設置され、各作業用コンベヤ14に対応して、デパレタイズロボット4が設置されている。
【0099】
作業用コンベヤ14は、一端部を搬送車Gからのパレット受取箇所として、他端部を搬送車Gへのパレット受渡箇所とし、中間部をデパレタイズ作業箇所とするものである。
尚、搬送車Gは、物品保管部Aから搬送してきたパレットPを、両作業用コンベヤ14に交互に搬出するようになっている。
【0100】
そして、前処理用搬送コンベヤMが、左右一対のデパレタイズロボット4に対応する状態で、一対の受入コンベヤ部MUを備えている。
つまり、搬送車Gからパレット受取箇所に供給されたパレットPがデパレタイズ作業箇所に搬送され、デパレタイズロボット4が、デパレタイズ作業箇所に位置するパレットPに積層された保管用収納器1を一つずつ取出して、前処理用搬送コンベヤMの受入コンベヤ部MUに供給するデパレタイズ作業を行うことになり、デパレタイズ作業が終了したパレットPが、パレット受渡箇所に搬送されることになる。
【0101】
デパレタイズロボット4は、上述の通り、混載状態となる形態で保管用収納器1を積層するパレットPについては、積層される全ての保管用収納器1をパレットPから取出すようにし、かつ、単品種載置状態となる形態で保管用収納器1を積層するパレットPについては、積層される保管用収納器1のうちから必要数の保管用収納器1を取出すことが行われる。
そして、デパレタイズ制御部ECが、デパレタイズロボット4の作動を制御することになる。
【0102】
すなわち、作業用コンベヤ14には、例示はしないが、RFIDリーダ等の情報読取装置が装備されており、パレットPに装備したパレット情報記憶部8に記憶されている識別情報を読取るように構成されている。
また、一対の受入コンベヤ部MUには、例示はしないが、RFIDリーダ等の情報読取装置が装備されており、保管用収納器1に装備した物品情報記憶部9に記憶されている物品情報を読取るように構成されている。
尚、パレットPに積層される複数個の保管用収納器1についての情報、つまり、パレットPの識別情報と、そのパレットPに載置されている保管用収納器1の物品情報との関係を示す積層情報が、保管用管理部ACからデパレタイズ制御部ECに管理手段Hを経由して送信される。
【0103】
したがって、デパレタイズ制御部ECが、作業用コンベヤ14に装備した情報読取装置によって読取ったパレットPの識別情報と、保管用管理部ACから通信される積層情報に基づいて、デパレタイズしているパレットPの積層情報を認識し、そして、受入コンベヤ部MUに装備した情報読取装置によって読取った保管用収納器1の物品情報及び積層情報に基づいて、デパレタイズしているパレットPに積層した保管用収納器1の取出し作業が終了したか否かを判別するように構成されている。
【0104】
つまり、デパレタイズ制御部ECは、混載状態のパレットPについては、積層している保管用収納器1の全てを取出すように、デパレタイズロボット4の作動を制御し、単品種載置状態のパレットPについては、物品仕分情報Lに基づいて、必要数の保管用収納器1を取出すように、デパレタイズロボット4の作動を制御するように構成されている。
【0105】
また、デパレタイズ制御部ECは、一つのパレットPについての作業が終了すると、パレットPをデパレタイズ作業箇所からパレット受渡箇所に搬送すべく、作業用コンベヤ14を作動させることになり、かつ、そのパレットPについての搬送先を、搬送車制御部GCに送信するように構成されている。
尚、パレットPについての搬送先は、物品が残存するパレットPは、物品保管部Aであり、空状態のパレットPに搬送先は、後述の如く、パレタイズ処理部Fに装備した空パレット段積処理部20である。
【0106】
ちなみに、受入コンベヤ部MUに装備した情報読取装置によって読取った保管用収納器1の物品情報は、コンベヤ制御部MNCに入力されることになり、コンベヤ制御部MNCは、入力される物品情報に基づいて、保管用収納器1の搬送先を定めて、その搬送先に搬送すべく、前処理用搬送コンベヤMの作動を制御することになる。
つまり、保管用収納器1の搬送先は、物品仕分処理部Bに直接搬送する保管用収納器1の場合には、物品仕分処理部Bであり、自動倉庫Cに一旦貯留した後に物品仕分処理部Bに搬送する保管用収納器1の場合には、自動倉庫Cであり、物品投入処理に用いないため物品仕分処理部Bに搬送しない保管用収納器1の場合には、パレタイズ処理部Fである。
【0107】
パレタイズ処理部Fには、図1及び図5に示すように、2台のパレタイズロボット5が走行レール11の長手方向に間隔を隔てて設置され、各パレタイズロボット5の夫々に対応して、直線状の第1処理コンベヤ15、直線状の第2処理コンベヤ16、及び、直線状の第3処理コンベヤ17が、走行レール11の長手方向に沿って並ぶ状態で装備されている。
【0108】
第1処理コンベヤ15は、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1を積層処理する(パレタイズ処理する)ためのコンベヤである。
【0109】
第2処理コンベヤ16は、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1を積層処理する(パレタイズ処理する)ためのコンベヤである。
【0110】
第3処理コンベヤ17は、第1処理コンベヤ15と第2処理コンベヤ16との間に配置されて、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を積層処理する(パレタイズ処理)するためのコンベヤである。
【0111】
このように、第1処理コンベヤ15、及び、第2処理コンベヤ16が設置されることに合わせて、前処理用搬送コンベヤMには、一対の受入コンベヤ部MUにて受け入れた保管用収納器1を第1処理コンベヤ15に対応する箇所に分岐搬送する第1分岐部M1、及び、一対の受入コンベヤ部MUにて受け入れた保管用収納器1を第2処理コンベヤ16に対応する箇所に分岐搬送する第2分岐部M2が、物品仕分処理部Bよりも搬送上手側に相当する箇所に設けられている。
【0112】
また、第2処理コンベヤ16が設置されることに合わせて、後処理用搬送コンベヤNには、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を第2処理コンベヤ16に対応する箇所に分岐搬送する一対の分岐部N1が設けられている。
【0113】
すなわち、コンベヤ制御部MNCが、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1を、第1分岐部M1に分岐搬送するように構成されている。
尚、コンベヤ制御部MNCは、一対の第1分岐部M1を交互に選択して、保管用収納器1を搬送する。
【0114】
また、コンベヤ制御部MNCが、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1で、かつ、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1を、第2分岐部M2に分岐搬送するように構成されている。
尚、コンベヤ制御部MNCは、一対の第2分岐部M2を交互に選択して、保管用収納器1を搬送する。
【0115】
さらに、コンベヤ制御部MNCが、物品仕分処理部Bにて物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を、後処理用搬送コンベヤNの分岐部N1に分岐搬送するように構成されている。
尚、コンベヤ制御部MNCは、一対の分岐部N1を交互に選択して、保管用収納器1を搬送する。
【0116】
そして、パレタイズロボット5が、前処理用搬送コンベヤMの第1分岐部M1に搬送されてくる保管用収納器1を、第1処理コンベヤ15に載置されているパレットPに積層し、前処理用搬送コンベヤMの第2分岐部M2に搬送されてくる保管用収納器1を、第2処理コンベヤ16に載置されているパレットPに積層し、後処理用搬送コンベヤNの分岐部N1に搬送されてくる保管用収納器1を、第3処理コンベヤ17に載置されているパレットPに積層する作業を行うことになる。
【0117】
つまり、パレタイズ制御部FCが、パレタイズロボット5の作動を制御して、保管用収納器1をパレットPに積層状態で積み込むことになり、また、パレタイズ制御部FCは、積層したパレットPについての積層情報を作成することになる。
【0118】
説明を加えると、前処理用搬送コンベヤMの第1分岐部M1、前処理用搬送コンベヤMの第2分岐部M2、及び、後処理用搬送コンベヤNの分岐部N1の夫々に、図示はしないが、RFIDリーダ等の情報読取装置が装備されており、保管用収納器1に装備した物品情報記憶部9に記憶されている物品情報を読取るように構成されている。
また、第1処理コンベヤ15、第2処理コンベヤ16、及び、第3処理コンベヤ17の夫々に、例示はしないが、RFIDリーダ等の情報読取装置が装備されており、パレットPに装備したパレット情報記憶部8に記憶されている識別情報を読取るように構成されている。
【0119】
したがって、パレタイズ制御部FCが、第1処理コンベヤ15、第2処理コンベヤ16、及び、第3処理コンベヤ17の夫々に載置されているパレットPに対して、保管用収納器1を設定積層条件にて積込み、かつ、パレットPに装備したパレット情報記憶部8に記憶されている識別情報、及び、パレットPに積層した保管用収納器1の物品情報と関係を示す積層情報を作成するように構成されている。
ちなみに、積層情報は、上述の如く、保管用管理部ACに送信されることになる。
尚、設定積層条件は、本実施形態の場合においては、図2に示すように、各段において縦横に6つの保管用収納器1を並べて、4段に積層する条件に設定されている。
【0120】
第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17の夫々は、走行レール11に隣接する端部を搬送車Gに対する受渡箇所とし、反対側の端部を保管用収納器1の積層箇所とするものであって、パレタイズ制御部FCが、保管用収納器1の積層が終了したパレットPを受渡箇所に搬送すべく、第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17の夫々の作動を制御し、また、受渡箇所に位置するパレットPを物品保管部Aに搬送する搬送要求を搬送車制御部GCに送信することになる。
【0121】
ちなみに、パレタイズロボット5は、図5に示すように、第3処理コンベヤ17の上方に相当する箇所に、架台18に載置された状態で設置されている。
【0122】
2台のパレタイズロボット5の夫々に対応する第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17からなるコンベヤ群の間に位置させる状態で、空パレット段積処理部20、及び、段ばらし処理部21が設けられ、そして、その段ばらし処理部21からの空状態のパレットPを第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17に供給するパレット供給コンベヤ22が設けられている。
【0123】
つまり、デパレタイズ処理部Eにて保管用収納器1が取出されて空状態になったパレットPが、搬送車Gにて空パレット段積処理部20に供給されて段積みされ、段積みされたパレットPが段ばらし処理部21に供給されて段ばらし処理され、段ばらしされた空状態のパレットPが、パレット供給コンベヤ22にて第1処理コンベヤ15、第2処理コンベヤ16及び第3処理コンベヤ17に供給されるようになっている。
【0124】
物品仕分処理部Bには、図1に示すように、平面視形状がコの字状の複数の仕分処理コンベヤ23が、前処理用搬送コンベヤMに接続される状態で設けられており、前処理用搬送コンベヤMにて搬送される保管用収納器1が、同じ集約用容器2に収納するものは同じ仕分処理コンベヤ23に分岐搬送されるようになっている。
【0125】
各仕分処理コンベヤ23には、物品投入処理を行う作業員が配置され、また、例示はしないが、搬送されてくる保管用収納器1から集約用容器2に投入する物品数を示す投入指示情報を表示する表示部が、各仕分処理コンベヤ23に対応して設置されている。
そして、物品仕分処理管理部BCが、投入指示情報を表示部に表示させる表示制御を行うことになり、作業員が、表示部にて表示される投入指示情報に基づいて、保管用収納器1から集約用容器2に投入する作業を行うようになっている。
【0126】
ちなみに、集約用容器2は、各仕分処理コンベヤ23の側脇箇所に順次補給されることになる。
集約用容器2には、例示はしないが、RFIDタグ等を用いて構成されて、各集約用容器2を識別するための識別情報を記憶する収納器情報記憶部が装備され、RFIDリーダ等にて構成されて、収納器情報記憶部にて記憶されている識別情報を読取る情報読取装置が、各仕分処理コンベヤ23に対応して装備されている。
【0127】
そして、作業員は、仕分処理コンベヤ23の側脇箇所に位置する集約用容器2のうちから、一つの集約用容器2を選択して仕分処理コンベヤ23に載置して、保管用収納器1から集約用容器2に投入する作業を行うことになるが、その作業に先立って、集約用容器2の収納器情報記憶部に記憶されている識別情報を情報読取装置にて読取って、集約用容器2と投入される物品の種類との関係を物品仕分処理管理部BCに入力することになる。
尚、保管用収納器1と集約用容器2とは同仕様であるため、物品投入処理を行うことによって空状態となった保管用収納器1は、集約用容器2として、仕分処理コンベヤ23の側脇箇所に保管されることになる。
【0128】
自動倉庫Cは、図1に示すように、集約用容器2を複数の収納部を縦横に備えた複数の収納棚24と、収納棚24に対する複数の入出庫部24Aと収納棚24収納部との間で集約用容器2を搬送する複数台のスタッカークレーン25とを備えるものである。
そして、倉庫管理部CCが、スタッカークレーン25の作動を制御することになる。
尚、往き搬送用コンベヤMa、戻り搬送用コンベヤMb、及び、延長搬送コンベヤNaの夫々は、自動倉庫Cの近くにおいては、上下方向に並ぶ状態で設置されている。
【0129】
出荷処理部Dには、出荷用容器3に投入する物品を収納する集約用容器2を載置搬送する出荷作業用コンベヤ26が並置されており、出荷搬送用コンベヤMcにて搬送される集約用容器2が、同じ出荷先のものは同じ出荷作業用コンベヤ26に分岐搬送されるようになっている。
そして、出荷管理部DCが、出荷搬送用コンベヤMcにて搬送される集約用容器2を、同じ出荷先のものは同じ出荷作業用コンベヤ26に分岐搬送すべく、出荷搬送用コンベヤMcの作動を制御するように構成されている。
【0130】
以上の通り、本実施形態においては、収納器保管処理において、異なる種類の物品を収納する保管用収納器1が一つのパレットPに載置される混載状態となる形態で、保管用収納器1をパレットPに積層するため、多数種類の物品を扱うようにしながらも、物品保管部Aの小型化を図ることができる。
【0131】
また、収納器搬送処理において、混載状態となる形態で保管用収納器1を積層するパレットPについては、積層される全ての保管用収納器1をパレットPから取出すようにし、そして、収納器保管処理において、混載状態となる形態で保管用収納器1を積層するパレットPから取出された保管用収納器1のうちで物品仕分処理部Bに搬送しない保管用収納器1については、現在の作業区分において物品仕分処理部Bに搬送する種類の物品とは異なる種類の物品を収納する保管用収納器1と、現在の作業区分において物品仕分処理部Bに搬送する種類の物品と同じ種類の物品を収納する保管用収納器1とを、異なるパレットPに積層するため、各作業区分にて出庫するパレットPの数を減少させることができる。
【0132】
加えて、収納器保管処理において、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを、異なるパレットに積層することが行われ、そして、収納器搬送処理において、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を積層するパレットPを、優先して出庫することが行われるため、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1を、効率良く搬送することができる。
【0133】
〔別実施形態〕
次に、別実施形態を列記する。
(1)上記実施形態では、収納器保管処理において、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを、異なるパレットPに積層する場合を例示したが、物品仕分処理部Bに搬送しない保管用収納器1と、物品投入処理を行ったのちにおいて物品が残存する保管用収納器1とを同じパレットに積層する形態で実施してもよい。
【0134】
(2)上記実施形態では、物品保管部Aに物品の補充のために入庫されるパレットPが、混載状態のパレットPと単品種載置状態のパレットPとが存在する場合を例示したが、物品保管部Aに物品の補充のために入庫されるパレットPの全てを、単品種載置状態のパレットPとする形態で実施してもよい。
【0135】
(3)上記実施形態では、物品保管部Aに、物品を補充するために入庫されるパレットPと、収納器保管処理が行われることによって入庫されるパレットPとを保管する共通の保管棚6を備えさせる場合を例示したが、物品を補充するために入庫されるパレットPを保管する棚部分と、収納器保管処理が行われることによって入庫されるパレットPとを保管する棚部分とを、各別に備えさせる形態で実施してもよい。
【0136】
(4)上記実施形態では、物品投入処理が、作業員によって手作業にて行われる場合を例示したが、物品を把持して移動させる物品搬送ロボットを用いて自動的に行わせる形態で実施してもよい。
【0137】
(5)上記実施形態では、作業者によって運転されるフォークリフト7を用いて、物品保管部AからのパレットPの出庫や、物品保管部AへのパレットPの入庫を行わせる場合を例示したが、物品保管部Aを、自動倉庫Cの如く、スタッカークレーン25等の物品搬送手段を備えて、パレットPを自動的に入出庫する形態で実施してもよい。
【0138】
(6)上記実施形態では、物品保管部Aとデパレタイズ処理部Eとの間及びパレタイズ処理部Fと物品保管部Aとの間でパレットPを搬送するパレット搬送手段として、走行レール11に沿って走行する有軌道型の搬送車Gを例示したが、パレット搬送手段としては、無軌道型の無人車やコンベヤ装置等の各種の搬送装置を適用できる。
【0139】
(7)上記実施形態では、デパレタイズ装置としてのデパレタイズロボット4を用いて、パレットPに積層されている保管用収納器1を取出す場合を例示したが、作業員による手作業によって、パレットPに積層されている保管用収納器1を取出すようにしてもよい。
同様に、上記実施形態では、パレタイズ装置としてのパレタイズロボット5を用いて、パレットPに保管用収納器1を積込む場合を例示したが、作業員による手作業によって、パレットPに保管用収納器1を積込むようにしてもよい。
【符号の説明】
【0140】
1 保管用収納器
2 集約用容器
4 デパレタイズ装置
5 パレタイズ装置
6 保管棚
A 物品保管部
B 物品仕分処理部
E デパレタイズ処理部
F パレタイズ処理部
G パレット搬送手段
L 物品仕分情報
M 前処理用搬送コンベヤ
N 後処理用搬送コンベヤ
P パレット
【特許請求の範囲】
【請求項1】
一種類の物品を複数収納する保管用収納器を積層状態で載置するパレットを保管する形態で、複数種類の物品を保管する物品保管部と、
一つの集約用容器に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報に基づいて、前記保管用収納器から物品を取出して前記集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、
前記物品仕分情報に基づいて、前記物品保管部から前記パレットを順次出庫し、かつ、出庫した前記パレットから前記保管用収納器を取出して前記物品仕分処理部に搬送する収納器搬送処理、及び、
前記パレットから取出した前記保管用収納器のうちで、前記物品投入処理に用いないため前記物品仕分処理部に搬送しない前記保管用収納器、及び、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記パレットに積層して前記物品保管部に保管する収納器保管処理を行う物品仕分設備の物品入出庫方法であって、
前記収納器保管処理において、異なる種類の物品を収納する前記保管用収納器が一つの前記パレットに載置される混載状態となる形態で、前記保管用収納器を前記パレットに積層することを特徴とする物品仕分設備の物品入出庫方法。
【請求項2】
前記物品仕分情報が、時間帯を変えて行う複数の作業区分の夫々に区分けされ、
前記収納器搬送処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットについては、積層される全ての前記保管用収納器を前記パレットから取出すようにし、
前記収納器保管処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットから取出された前記保管用収納器のうちで前記物品仕分処理部に搬送しない前記保管用収納器については、現在の作業区分において前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、現在の作業区分において前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる前記パレットに積層することを特徴とする請求項1記載の物品仕分設備の物品入出庫方法。
【請求項3】
前記収納器保管処理において、前記物品仕分処理部に搬送しない前記保管用収納器と、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器とを、異なる前記パレットに積層し、
前記収納器搬送処理において、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を積層する前記パレットを、優先して出庫することを特徴とする請求項2記載の物品仕分設備の物品入出庫方法。
【請求項4】
前記物品保管部には、前記混載状態となる形態で前記保管用収納器を積層する前記パレット及び同じ種類の物品を収納する前記保管用収納器を積層する前記パレットが、物品を補充するために入庫されることを特徴とする請求項2又は3記載の物品仕分設備の物品入出庫方法。
【請求項5】
前記物品保管部が、物品を補充するために入庫される前記パレットと、前記収納器保管処理が行われることによって入庫される前記パレットとを保管する共通の保管棚を備えるように構成されている請求項4記載の物品仕分設備の物品入出庫方法。
【請求項6】
前記物品仕分設備に、前記パレットから前記保管用収納器を取出すデパレタイズ装置を備えるデパレタイズ処理部と、前記保管用収納器を前記パレットに積み込むパレタイズ装置を備えるパレタイズ処理部と、前記物品保管部と前記デパレタイズ処理部との間及び前記パレタイズ処理部と前記物品保管部との間で前記パレットを搬送するパレット搬送手段と、前記デパレタイズ処理部にて前記パレットから取出された前記保管用収納器のうちで、前記物品仕分処理部に搬送すべき前記保管用収納器を前記物品仕分処理部に搬送し、かつ、前記物品仕分処理部に搬送しない前記保管用収納器を前記パレタイズ処理部に搬送する前処理用搬送コンベヤと、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記物品仕分処理部から前記パレタイズ処理部に搬送する後処理用搬送コンベヤとが設けられ、
前記収納器搬送処理、及び、前記収納器保管処理が、前記パレタイズ装置、前記デパレタイズ装置、前記パレット搬送手段、前記前処理用搬送コンベヤ、及び、前記後処理用搬送コンベヤを用いて行われる請求項1〜5のいずれか1項に記載の物品仕分設備の物品入出庫方法。
【請求項7】
前記前処理用搬送コンベヤが、前記デパレタイズ装置にてデパレタイズされた前記保管用収納器のうちの前記物品仕分処理部に搬送しない前記保管用収納器のうちで、前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる箇所に分岐搬送するように構成され、
前記後処理用搬送コンベヤが、前記前処理用搬送コンベヤが前記保管用収納器を搬送する箇所とは異なる箇所に、前記保管用収納器を搬送するように構成されている請求項6記載の物品仕分設備の物品入出庫方法。
【請求項1】
一種類の物品を複数収納する保管用収納器を積層状態で載置するパレットを保管する形態で、複数種類の物品を保管する物品保管部と、
一つの集約用容器に投入する物品の種類とその数量とを定める物品投入情報を複数備える形態で作成された物品仕分情報に基づいて、前記保管用収納器から物品を取出して前記集約用容器に投入する物品投入処理を行う物品仕分処理部とを備える物品仕分設備が設けられ、
前記物品仕分情報に基づいて、前記物品保管部から前記パレットを順次出庫し、かつ、出庫した前記パレットから前記保管用収納器を取出して前記物品仕分処理部に搬送する収納器搬送処理、及び、
前記パレットから取出した前記保管用収納器のうちで、前記物品投入処理に用いないため前記物品仕分処理部に搬送しない前記保管用収納器、及び、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記パレットに積層して前記物品保管部に保管する収納器保管処理を行う物品仕分設備の物品入出庫方法であって、
前記収納器保管処理において、異なる種類の物品を収納する前記保管用収納器が一つの前記パレットに載置される混載状態となる形態で、前記保管用収納器を前記パレットに積層することを特徴とする物品仕分設備の物品入出庫方法。
【請求項2】
前記物品仕分情報が、時間帯を変えて行う複数の作業区分の夫々に区分けされ、
前記収納器搬送処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットについては、積層される全ての前記保管用収納器を前記パレットから取出すようにし、
前記収納器保管処理において、前記混載状態となる形態で前記保管用収納器を積層する前記パレットから取出された前記保管用収納器のうちで前記物品仕分処理部に搬送しない前記保管用収納器については、現在の作業区分において前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、現在の作業区分において前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる前記パレットに積層することを特徴とする請求項1記載の物品仕分設備の物品入出庫方法。
【請求項3】
前記収納器保管処理において、前記物品仕分処理部に搬送しない前記保管用収納器と、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器とを、異なる前記パレットに積層し、
前記収納器搬送処理において、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を積層する前記パレットを、優先して出庫することを特徴とする請求項2記載の物品仕分設備の物品入出庫方法。
【請求項4】
前記物品保管部には、前記混載状態となる形態で前記保管用収納器を積層する前記パレット及び同じ種類の物品を収納する前記保管用収納器を積層する前記パレットが、物品を補充するために入庫されることを特徴とする請求項2又は3記載の物品仕分設備の物品入出庫方法。
【請求項5】
前記物品保管部が、物品を補充するために入庫される前記パレットと、前記収納器保管処理が行われることによって入庫される前記パレットとを保管する共通の保管棚を備えるように構成されている請求項4記載の物品仕分設備の物品入出庫方法。
【請求項6】
前記物品仕分設備に、前記パレットから前記保管用収納器を取出すデパレタイズ装置を備えるデパレタイズ処理部と、前記保管用収納器を前記パレットに積み込むパレタイズ装置を備えるパレタイズ処理部と、前記物品保管部と前記デパレタイズ処理部との間及び前記パレタイズ処理部と前記物品保管部との間で前記パレットを搬送するパレット搬送手段と、前記デパレタイズ処理部にて前記パレットから取出された前記保管用収納器のうちで、前記物品仕分処理部に搬送すべき前記保管用収納器を前記物品仕分処理部に搬送し、かつ、前記物品仕分処理部に搬送しない前記保管用収納器を前記パレタイズ処理部に搬送する前処理用搬送コンベヤと、前記物品投入処理を行ったのちにおいて物品が残存する前記保管用収納器を前記物品仕分処理部から前記パレタイズ処理部に搬送する後処理用搬送コンベヤとが設けられ、
前記収納器搬送処理、及び、前記収納器保管処理が、前記パレタイズ装置、前記デパレタイズ装置、前記パレット搬送手段、前記前処理用搬送コンベヤ、及び、前記後処理用搬送コンベヤを用いて行われる請求項1〜5のいずれか1項に記載の物品仕分設備の物品入出庫方法。
【請求項7】
前記前処理用搬送コンベヤが、前記デパレタイズ装置にてデパレタイズされた前記保管用収納器のうちの前記物品仕分処理部に搬送しない前記保管用収納器のうちで、前記物品仕分処理部に搬送する種類の物品とは異なる種類の物品を収納する前記保管用収納器と、前記物品仕分処理部に搬送する種類の物品と同じ種類の物品を収納する前記保管用収納器とを、異なる箇所に分岐搬送するように構成され、
前記後処理用搬送コンベヤが、前記前処理用搬送コンベヤが前記保管用収納器を搬送する箇所とは異なる箇所に、前記保管用収納器を搬送するように構成されている請求項6記載の物品仕分設備の物品入出庫方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−103836(P2013−103836A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250895(P2011−250895)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000003643)株式会社ダイフク (1,209)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000003643)株式会社ダイフク (1,209)
【Fターム(参考)】
[ Back to top ]