
物品供給装置
【課題】搬送コンベヤからバッファコンベヤへ物品を送り込む際のサイクルタイムを短縮して、物品の高速処理を可能とする。
【解決手段】バッファコンベヤ12は、第1直線ラインL1に設定された物品供給位置Pで物品70を収容部34に受入れ、第1直線ラインL1に対向する第2直線ラインに設定された物品排出位置まで物品70を移送する。第1直線ラインL1の上方に搬送コンベヤ40が配置される。搬送コンベヤ40の搬送終端部44は、上下方向に延在すると共に、上部を支点として収容部34の移動方向前後に揺動する。搬送終端部44は、物品70の収容部34への供給タイミングに合わせて収容部34の前進移動に伴って該収容部34の移動速度と同一速度で移動する。
【解決手段】バッファコンベヤ12は、第1直線ラインL1に設定された物品供給位置Pで物品70を収容部34に受入れ、第1直線ラインL1に対向する第2直線ラインに設定された物品排出位置まで物品70を移送する。第1直線ラインL1の上方に搬送コンベヤ40が配置される。搬送コンベヤ40の搬送終端部44は、上下方向に延在すると共に、上部を支点として収容部34の移動方向前後に揺動する。搬送終端部44は、物品70の収容部34への供給タイミングに合わせて収容部34の前進移動に伴って該収容部34の移動速度と同一速度で移動する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、前工程から受入れた物品を、所定数単位で後工程に送出する物品供給装置に関するものである。
【背景技術】
【0002】
前工程から順次搬送される物品を所定数単位で後工程に送出する物品供給装置として、例えば特許文献1では、多数のポケットを備えた回転ベルトの供給位置へ物品を案内する一対の搬送コンベアを、回転ベルトが物品移送方向後側へ繰り出されるのに伴って揺動機構によって先端部を後側へ移動させるよう構成している。また、後側へ相対的に移動する供給位置に対応して搬送コンベヤの先端部を順次後側へ揺動してポケットに物品を供給する。そして、回転べルトを前側へ移動して供給位置と一直線上に位置する排出位置まで物品を水平移動し、排出位置において複数個単位で物品が取り出されて次工程に受渡される。
【特許文献1】特許第3273567号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1に開示の装置は、物品供給時には回転ベルトを停止したもとで供給位置を後側に移行させて物品を搬送ベルトから受入れた後、複数個づつの物品を排出位置まで移動させるため、その期間において物品を搬送ベルトから供給することはできず、高速処理には不向きなものであった。すなわち、このような従来の装置では、例えば毎分400個以上もの極めて高速で搬送されてきた物品を連続して受入れつつ所定数単位で送り出す場合において、物品毎の間隔のバラツキ等により歩留まりが生じてしまうといった問題があった。
【0004】
本発明は、従来の技術に内在する前記問題に鑑み、これらを好適に解決するべく提案されたものであって、高速処理が要求される物品の搬送処理を良好に行ない得る物品供給装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
前記課題を克服し、所期の目的を達成するため、本願の請求項1に係る発明の物品供給装置は、
前工程から受入れた物品を、所定数単位で後工程に送出する物品供給装置において、
移送方向前側へ連続移動する複数の収容部の夫々に物品を物品供給位置で受入れつつ、該物品供給位置と異なるラインの物品排出位置にて収容部を停止したもとで、移送方向と交差する方向へ所定数単位で物品を排出可能なバッファコンベヤと、
物品を吸着搬送する吸着ベルトを備え、前記物品供給位置における収容部の移動方向と交差する向きから物品を収容部に供給し得るよう配置したベルトコンベヤであって、前記収容部の配設間隔に応じてその搬送終端部を収容部の移動方向前後に向けて揺動する揺動手段を備えた搬送コンベヤと、
該搬送コンベヤにおける前記収容部への物品送り出し位置において物品を検知する物品検知手段とを備え、
前記搬送終端部は、前記物品検知手段の検知信号に応答して収容部の前進移動に同速で追従しつつ該収容部へ物品を供給し、その供給後において、搬送方向後方における前進移動中の後続の収容部の所定位置まで移動するよう前記揺動手段で往復作動するようにしたことを特徴とする。
これによれば、搬送終端部が収容部の移動に追従することで物品供給に際しての時間を長く確保することができると共に、物品供給後に搬送終端部が次の収容部に瞬時に位置決めされて物品供給し得るので、個々の物品供給についてのサイクルタイムが短縮されて高速処理が可能となる。また、物品検知手段による物品検知信号に応答して収容部を前進移動しつつ搬送終端部を揺動するから、収容部への物品供給の遅れに対応して収容部の前進移動を一時待機状態とするので、空物品の収容部が発生することなく確実な物品供給をなし得る。
【0006】
請求項2に係る発明では、前記搬送終端部の移動方向後方への移動速度を、前方への移動速度より高速に設定したことを要旨とする。
これによれば、サイクルタイムを短縮することができる。
【0007】
請求項3に係る発明では、前記バッファコンベヤにおける収容部の前進移動速度は、前記搬送終端部が収容部の前進移動に追従して移動後に収容部の移動方向後方へ移動する際の速度が高速となるよう設定したことを要旨とする。
これによれば、サイクルタイムをより一層短縮することができる。
【0008】
請求項4に係る発明では、前記バッファコンベヤは、前記収容部が水平面に沿ったループ軌道を移動するよう構成され、収容部が直線移動する第1直線ラインに前記物品供給位置を設定すると共に、前記第1直線ラインと対向する第2直線ラインに前記物品排出位置を設定したことを要旨とする。
これによれば、物品供給位置と物品排出位置との距離を長くとって、第1直線ラインの物品供給位置での物品供給を行ないつつ、第2直線ラインの物品排出位置での物品排出を余裕をもって行なうことができる。
【0009】
請求項5に係る発明では、前記搬送コンベヤは、物品を横向き姿勢から立てた姿勢に変換する搬送路からなり、上下方向に延在する前記搬送終端部が上部を支点として揺動するよう構成され、立てた姿勢の物品を前記収容部の上方から送り込むよう構成したことを要旨とする。
これによれば、物品排出位置から立てた物品を排出して集合状態とする場合において、バッファコンベヤへ供給されるまでの物品を立てた姿勢に変換する装置等を設置することなく物品を確実に立てた姿勢に変換して収容部内に供給し得る。
【0010】
請求項6に係る発明では、前記搬送コンベヤの上流側に、後続物品との間隔を検知する間隔検知手段と、該間隔検知手段で得られた物品間隔が規定より狭い場合に当該物品を搬送路外へ排出する物品排除手段とを設けたことを要旨とする。
これによれば、物品間隔を常に規定値以上として、複数物品が1つの収容部に送り込まれてしまうという事態を未然に防止することができる。
【発明の効果】
【0011】
本発明に係る物品供給装置によれば、搬送コンベヤからバッファコンベヤへ物品を送り込む際のサイクルタイムを短縮できるので、高速処理が可能となる。
【発明を実施するための最良の形態】
【0012】
次に、本発明に係る物品供給装置につき、好適な実施例を挙げて、添付図面を参照して以下に説明する。
【実施例】
【0013】
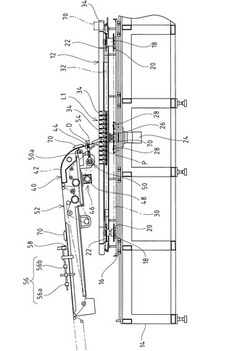
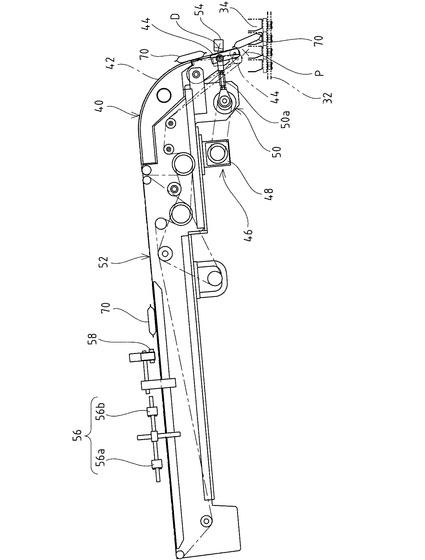
図1は、実施例に係る物品供給装置を示すものであって、物品70を物品供給位置Pで収容部34に受入れて、物品排出位置Qまで移送して次工程へ受渡すバッファコンベヤ12の上方に、物品70をバッファコンベヤ12の各収容部34へ供給する搬送コンベヤ40が配置されている。なお、実施例の搬送コンベヤ40は、その上流側に接続された送りコンベヤ52を介して前工程から物品70を受入れるようになっている。
【0014】
前記バッファコンベヤ12は、横長の機枠14に対して、その長手方向に沿って所定範囲で略水平に往復移動自在に移動台16が配設されている(図2または図3参照)。移動台16には、その移動方向に所定間隔離間して一対の垂直な軸体18,18が回転可能に軸支されている。各軸体18には、上下に離間して下部スプロケット20および上部スプロケット22が夫々水平に配設され、両スプロケット20,22は軸体18と一体的に回転するよう構成される。機枠14には、独立して回転制御される2基のサーボモータ24,24が移動台16を挟んで短手方向に離間して配設され、両サーボモータ24,24の出力軸に夫々駆動用スプロケット26が取着されている(図3参照)。そして、両下部スプロケット20,20および両駆動用スプロケット26,26には、下部索体30が巻掛けられており、一方のサーボモータ24を停止状態としたもとで他方のサーボモータ24を回転することによって移動台16を、長手方向の前または後へ移動させるよう構成される。なお、機枠14には、各駆動用スプロケット26を挟む両側位置に、下部索体30の外側面に当接するテンションローラ28,28が夫々回転可能に配設され、下部索体30を常に駆動用スプロケット26に押付けるようになっている。
【0015】
前記両上部スプロケット22,22間には、上部索体32が巻掛けられており、この上部索体32に対して所定間隔毎に上方および側方が開放した複数の収容部34が配設されている。バッファコンベヤ12は、サーボモータ24の回転による移動台16の移動と共に上部索体32が回転することで、収容部34が水平方向に延在する平面略小判状のループ軌道に沿って循環移動される(図2参照)。バッファコンベヤ12は、ループ軌道における長手方向に沿う第1直線ラインL1に設定された物品供給位置Pで前記搬送コンベヤ40から物品70を収容部34に受入れ、この第1直線ラインL1に対向する第2直線ライン(異なるライン)L2に設定された物品排出位置Qまで物品70を移送するよう構成される。またバッファコンベヤ12は、2つのサーボモータ24,24を独立して回転または停止制御することで、物品供給位置Pと物品排出位置Qとにおいて収容部34を独立して移動または停止することが可能であって、第1直線ラインL1で収容部34を連続的に移動すると同時に、第2直線ラインL2の物品排出位置Qで収容部34を停止し得るようになっている。バッファコンベヤ12は、物品排出位置Qに排出プッシャ(図示せず)を備え、物品排出位置Qに停止された所定数単位の収容部34から物品70を、その移動方向に直交する外側方へ夫々押し出して、物品70を所定数単位毎で次工程へ送出するよう構成される。
【0016】
前記バッファコンベヤ12は、搬送コンベヤ40の物品供給速度に応じた速度で収容部34を移動するように基本的に駆動制御される。なお、バッファコンベヤ12の第1直線ラインL1では、搬送コンベヤ40の後述する搬送終端部44が収容部34の移動方向前方へ移動する時の収容部34の移動速度より、該搬送終端部44が移動方向後方へ移動する時の収容部34の移動速度を高速に設定することが好ましい。
【0017】
前記搬送コンベヤ40は、その終端がバッファコンベヤ12における第1直線ラインL1の所定位置となる物品供給位置Pに臨んでバッファコンベヤ12の上方に配置され、収容部34に対してその移動方向と交差する上方から物品70を1個ずつ供給するようになっている(図1参照)。図4または図5に示すように、搬送コンベヤ40は、空気の吸引負圧により吸引口を介して横向きの袋詰め品である物品70を吸着して搬送する吸着ベルト42を有し、コンベヤ始端からコンベヤ終端に向けて下方へ円弧状に湾曲した経路を吸着ベルト42が巻掛け案内されて、横向き姿勢で搬送されてきた物品70を立てた姿勢に変換する搬送路を形成している。また、搬送コンベヤ40は、その下端が物品供給位置Pにおける前記収容部34の通路の上方に臨む搬送終端部44を、揺動手段46によって第1直線ラインL1における収容部34の移動方向前後に揺動し得るよう構成される。
【0018】
前記揺動手段46は、揺動用のサーボモータ48と、このサーボモータ48の回転によって回転するクランク機構50とから構成される。上下方向に延在する前記搬送終端部44には、クランク機構50におけるクランクアーム50aの一端が接続され、クランクアーム50aの往復動により搬送終端部44は、上部を支点として第1直線ラインL1における収容部34の移動方向前後に、各収容部34,34の配設間隔に対応する距離だけ揺動する(図4の実線および二点鎖線)。揺動用のサーボモータ48は、物品70の収容部34への供給タイミングに合わせて搬送終端部44を、該終端部44から送り出される物品70が空の収容部34に送り込まれるように一往復動させるよう回転制御される。また、搬送終端部44の往動時(バッファコンベヤ12における収容部34の移動方向前方への移動時)には収容部34の前進移動に追従して移動するよう、その速度が、収容部34の移動速度と同一速度となるようサーボモータ48はバッファコンベヤ12と同期するよう回転制御される。そして、搬送終端部44が往動終点に至るまでに、該搬送終端部44から吸着解除された物品70が収容部34に送り込まれるようになっている。また揺動用のサーボモータ48は、収容部34に物品70が送り込まれてから搬送終端部44が復動する(バッファコンベヤ12における収容部34の移動方向後方へ移動する)間において、搬送終端部44の復動速度が往動速度より高速となるように回転制御される。
【0019】
前記搬送コンベヤ40には、搬送終端部44における前記収容部34への物品送り出し位置Dにおいて、搬送されてきた物品70の通過を検知する物品検知センサ(物品検知手段)54が配設されている(図2参照)。物品検知センサ54で物品70が検知される毎に、搬送コンベヤ40の搬送終端部44を1往復動するよう揺動手段46を作動し、物品検知センサ54により物品70が検知されない場合は、揺動手段46による搬送終端部44の往復動を停止すると共にバッファコンベヤ12の第1直線ラインL1における収容部34の前進移動を停止するよう制御する。なお、物品送り出し位置Dは、搬送されてきた物品70を収容部34に供給できるタイミングとなる位置であって、終端より手前となる搬送コンベヤ40から収容部34に向けて物品70が送り出される位置に設定される。また物品検知センサ54は、物品70の通過を検知するものに限らず、物品70が到来したことを検知するものであってもよく、物品70を収容部34に供給できるタイミングで搬送終端部44を1往復動するよう揺動手段46を作動させ得る検知信号を出力し得るものであればよい。
【0020】
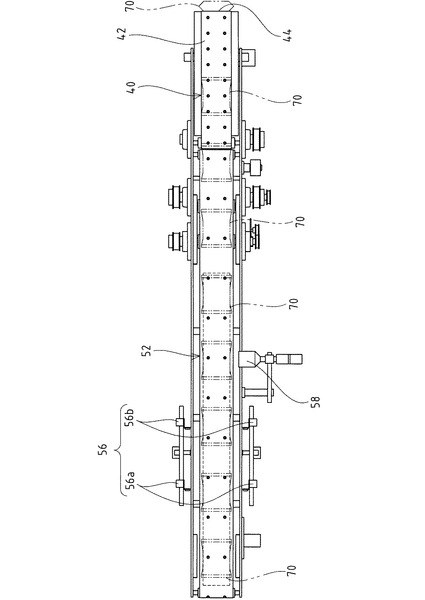
図4または図5に示すように、前記搬送コンベヤ40の上流側に接続された送りコンベヤ52は、バッファコンベヤ12の上方において下流側に向けて上り勾配で延在するように配設されて、搬送コンベヤ40における吸着ベルト42と同一速度で物品70を搬送するように設定されている。なお、送りコンベヤ52は、搬送コンベヤ40と同様にベルト面に物品70を吸着保持して搬送するベルトコンベヤからなり、物品70を寝かせた横向き状態で搬送するよう構成される。送りコンベヤ52による物品70の搬送途中で、所定間隔毎に搬送されてくる後続物品70との搬送間隔の良否を検知する間隔検知手段56と、この間隔検知手段56の搬送方向下流側に配設された物品排除手段58とを備えている。間隔検知手段56は、第1センサ56aと、この第1センサ56aの搬送方向下流側に配置された第2センサ56bとからなり、第1センサ56aおよび第2センサ56bの何れも送りコンベヤ52を挟んで配設されたセンサ対から構成される。間隔検知手段56は、送りコンベヤ52で搬送される物品70の第1センサ56aおよび第2センサ56bでの検知タイミングにより、各物品間の良否が検知されるようになっている。物品排除手段58は、送りコンベヤ52の一側方に配設され、間隔検知手段56によって物品間隔が規定より狭い不良を検知した際に、その物品70を圧縮エアの噴射ノズルによる吹付けにより送りコンベヤ52の搬送路外に排出するようになっている。
【0021】
〔実施例の作用〕
次に、実施例に係る物品供給装置の作用について説明する。前記送りコンベヤ52は、前工程から搬送されてきた袋詰品となっている物品70を寝た横向き姿勢で所定間隔毎に吸着保持して搬送し、搬送コンベヤ40に受渡す。物品70は、搬送コンベヤ40の吸着ベルト42で吸着保持されて搬送される際に、円弧状の湾曲した経路を経て搬送路が交差方向に変換されることで、物品70の搬送姿勢が立てた姿勢に変換されて搬送終端部44に到来する。搬送コンベヤ40における収容部34への物品送り出し位置Dにおいて前記物品検知センサ54が物品70の通過を検知すると、前記サーボモータ48が回転駆動され、搬送終端部44が、該終端部44から送り出される物品70をバッファコンベヤ12における空の収容部34に送り込むように揺動され、物品70は第1直線ラインL1における物品供給位置Pの収容部34へ立てた姿勢で供給される。吸着ベルト42によって保持された物品70が搬送終端部44から収容部34に供給される際には、搬送終端部44は、第1直線ラインL1で連続的に前進移動している収容部34に追従して同一速度で移動しつつ物品70が収容部34に送り込まれるので、物品供給に際しての時間を長く確保することができ、搬送コンベヤ40から高速でバッファコンベヤ12に物品70を受渡す高速処理時においても、安定して物品70を供給できる。そして、搬送終端部44は、物品供給後に復動して収容部34の移動方向後方の後続の収容部34における物品70を供給し得る所定位置まで迎えにいくので、次の収容部34に対して物品70を送り込み得るようになるまでのサイクルタイムが短縮され、一層の高速処理が可能となる。また、搬送終端部44の復動速度を往動速度より高速に設定したり、またはバッファコンベヤ12において搬送終端部44が往動する時の収容部34の移動速度より、該搬送終端部44が復動する時の収容部34の移動速度を高速に設定することにより、何れも、搬送終端部44と次に物品70を送り込むべき収容部34とが互いに近づく方向へ高速で移動するから、搬送終端部44が次の収容部34を迎えて物品70を送り込み得る位置まで移動する時間が短縮され、サイクルタイムを更に短縮化できる。なお、物品検知センサ54は、搬送終端部44における収容部34へ物品70を送り出す直前位置(物品送り出し位置D)に配置されているから、該センサ54での物品検知以後に物品70が位置ズレすることなく、収容部34への確実な送り込みが達成される。
【0022】
前記物品70を受入れた収容部34は前進移動に伴い、第2直線ラインL2の物品排出位置Qに達して停止され、排出プッシャにより所定数単位の収容部34から物品70が移動方向に直交する外側方へ夫々押し出され、次工程へ向けて所定数単位で送出される。バッファコンベヤ12は、2つのサーボモータ24,24を独立して回転または停止制御することで、物品供給位置Pと物品排出位置Qとにおいて収容部34を独立して停止または移動可能であって、第2直線ラインL2の物品排出位置Qで停止した収容部34から物品70を排出している間にも、第1直線ラインL1の物品供給位置Pで収容部34に物品70を連続して供給することができる。
【0023】
前記搬送コンベヤ40の搬送終端部44における収容部34への物品送り出し位置Dへ物品70が到来せず物品検知センサ54でその通過が検知されない場合に、搬送終端部44の揺動および第1直線ラインL1における収容部34の前進移動を停止し、搬送終端部44はすでに供給済の収容部34に後続する空の収容部34に物品70を供給し得る所定の位置に位置合わせされて待機し、物品検知センサ54の次の物品70の通過による検知信号に応答して搬送終端部44の往復動および第1直線ラインL1における収容部34の前進移動を再開する。これにより、物品70が供給されていない収容部34が第2直線ラインL2の物品排出位置Qまで移動することはないので、次工程に所定数単位の物品70を確実に受渡すことができる。
【0024】
前記第1センサ56aと第2センサ56bとによる検出結果によって間隔検知手段56が、前記送りコンベヤ52で搬送される先行物品70と後続物品70との物品間隔が規定より狭いものと判断した場合には、当該後続物品70が、前記物品排除手段58によって送りコンベヤ52の搬送路外に排出される。
【0025】
すなわち、前記搬送コンベヤ40の上流側で間隔不良の物品70を予め排除することができるので、1つの収容部34に複数の物品70が送り込まれるといった不具合を回避でき、各収容部34に1つの物品70を適切に送り込むことができる。従って、物品排出位置Qでの複数個単位での物品排出に支障を来たすこともない。
【0026】
(変更例)
本願は前述した実施例の構成に限定されるものではなく、その他の構成を適宜に採用することができる。
1.搬送コンベヤ40における搬送終端部44の往復動速度、およびバッファコンベヤ12における第1直線ラインL1での収容部34の移動速度については、実施例の制御態様に限定されるものでなく、必要に応じて収容部34の移動速度および搬送終端部44の往復動速度を一定に設定してもよい。
2.実施例では、搬送終端部44を揺動させる手段として、揺動用のサーボモータ48でクランク機構50を作動させる構成を採用したが、揺動手段としてはこれに限定されるものでなく、搬送終端部44を往復動可能であれば、汎用モータで作動するカム機構によって速度変化を与える等、その他の構成を採用し得る。
3.実施例では、物品排除手段58として噴射空気により物品70を搬送路外に排出する構成で説明したが、この構成に限定されるものでなく、コンベヤ上から物品70を排除し得るものであれば、その他の各種手段であってもよい。
4.実施例では、バッファコンベヤ12の上方に搬送コンベヤ40を配置し、収容部34に物品70を上方から供給する場合で説明したが、搬送コンベヤ40をバッファコンベヤ12の側方に交差するよう配置し、収容部34に対して物品70を側方から送り込む構成、その他の少なくとも収容部34の移動方向と交差する向きから物品70を供給するものであればよい。
5.実施例では、バッファコンベヤ12として、収容部34を水平面に沿って循環移動する構成で説明したが、収容部34を鉛直面に沿って循環移動する構成としてもよく、この場合において、例えば上側の搬送路に物品供給位置Pを設定すると共に横あるいは下側の搬送路に物品排出位置Qを設定すればよい。またバッファコンベヤ12の駆動方式については、物品供給位置Pにおいて連続移動する各収容部34へ物品70を受入れつつ、物品排出位置Qにおいて収容部34を停止して物品70を排出し得るものであれば、実施例以外の各種方式を採用し得る。
【図面の簡単な説明】
【0027】
【図1】本発明の好適な実施例に係る物品供給装置を示す側断面図である。
【図2】実施例の物品供給装置を示す概略平面図である。
【図3】実施例の物品供給装置を示す要部縦断面図である。
【図4】実施例の物品供給装置における搬送コンベヤおよび送りコンベヤを示す側面図である。
【図5】実施例の物品供給装置における搬送コンベヤおよび送りコンベヤを示す平面図である。
【符号の説明】
【0028】
12 バッファコンベヤ,34 収容部,40 搬送コンベヤ,42 吸着ベルト,
44 搬送終端部,46 揺動手段,54 物品検知センサ(物品検知手段)
56 間隔検知手段,58 物品排除手段,70 物品,L1 第1直線ライン
L2 第2直線ライン(異なるライン),D 物品送り出し位置,P 物品供給位置
Q 物品排出位置
【技術分野】
【0001】
この発明は、前工程から受入れた物品を、所定数単位で後工程に送出する物品供給装置に関するものである。
【背景技術】
【0002】
前工程から順次搬送される物品を所定数単位で後工程に送出する物品供給装置として、例えば特許文献1では、多数のポケットを備えた回転ベルトの供給位置へ物品を案内する一対の搬送コンベアを、回転ベルトが物品移送方向後側へ繰り出されるのに伴って揺動機構によって先端部を後側へ移動させるよう構成している。また、後側へ相対的に移動する供給位置に対応して搬送コンベヤの先端部を順次後側へ揺動してポケットに物品を供給する。そして、回転べルトを前側へ移動して供給位置と一直線上に位置する排出位置まで物品を水平移動し、排出位置において複数個単位で物品が取り出されて次工程に受渡される。
【特許文献1】特許第3273567号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1に開示の装置は、物品供給時には回転ベルトを停止したもとで供給位置を後側に移行させて物品を搬送ベルトから受入れた後、複数個づつの物品を排出位置まで移動させるため、その期間において物品を搬送ベルトから供給することはできず、高速処理には不向きなものであった。すなわち、このような従来の装置では、例えば毎分400個以上もの極めて高速で搬送されてきた物品を連続して受入れつつ所定数単位で送り出す場合において、物品毎の間隔のバラツキ等により歩留まりが生じてしまうといった問題があった。
【0004】
本発明は、従来の技術に内在する前記問題に鑑み、これらを好適に解決するべく提案されたものであって、高速処理が要求される物品の搬送処理を良好に行ない得る物品供給装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
前記課題を克服し、所期の目的を達成するため、本願の請求項1に係る発明の物品供給装置は、
前工程から受入れた物品を、所定数単位で後工程に送出する物品供給装置において、
移送方向前側へ連続移動する複数の収容部の夫々に物品を物品供給位置で受入れつつ、該物品供給位置と異なるラインの物品排出位置にて収容部を停止したもとで、移送方向と交差する方向へ所定数単位で物品を排出可能なバッファコンベヤと、
物品を吸着搬送する吸着ベルトを備え、前記物品供給位置における収容部の移動方向と交差する向きから物品を収容部に供給し得るよう配置したベルトコンベヤであって、前記収容部の配設間隔に応じてその搬送終端部を収容部の移動方向前後に向けて揺動する揺動手段を備えた搬送コンベヤと、
該搬送コンベヤにおける前記収容部への物品送り出し位置において物品を検知する物品検知手段とを備え、
前記搬送終端部は、前記物品検知手段の検知信号に応答して収容部の前進移動に同速で追従しつつ該収容部へ物品を供給し、その供給後において、搬送方向後方における前進移動中の後続の収容部の所定位置まで移動するよう前記揺動手段で往復作動するようにしたことを特徴とする。
これによれば、搬送終端部が収容部の移動に追従することで物品供給に際しての時間を長く確保することができると共に、物品供給後に搬送終端部が次の収容部に瞬時に位置決めされて物品供給し得るので、個々の物品供給についてのサイクルタイムが短縮されて高速処理が可能となる。また、物品検知手段による物品検知信号に応答して収容部を前進移動しつつ搬送終端部を揺動するから、収容部への物品供給の遅れに対応して収容部の前進移動を一時待機状態とするので、空物品の収容部が発生することなく確実な物品供給をなし得る。
【0006】
請求項2に係る発明では、前記搬送終端部の移動方向後方への移動速度を、前方への移動速度より高速に設定したことを要旨とする。
これによれば、サイクルタイムを短縮することができる。
【0007】
請求項3に係る発明では、前記バッファコンベヤにおける収容部の前進移動速度は、前記搬送終端部が収容部の前進移動に追従して移動後に収容部の移動方向後方へ移動する際の速度が高速となるよう設定したことを要旨とする。
これによれば、サイクルタイムをより一層短縮することができる。
【0008】
請求項4に係る発明では、前記バッファコンベヤは、前記収容部が水平面に沿ったループ軌道を移動するよう構成され、収容部が直線移動する第1直線ラインに前記物品供給位置を設定すると共に、前記第1直線ラインと対向する第2直線ラインに前記物品排出位置を設定したことを要旨とする。
これによれば、物品供給位置と物品排出位置との距離を長くとって、第1直線ラインの物品供給位置での物品供給を行ないつつ、第2直線ラインの物品排出位置での物品排出を余裕をもって行なうことができる。
【0009】
請求項5に係る発明では、前記搬送コンベヤは、物品を横向き姿勢から立てた姿勢に変換する搬送路からなり、上下方向に延在する前記搬送終端部が上部を支点として揺動するよう構成され、立てた姿勢の物品を前記収容部の上方から送り込むよう構成したことを要旨とする。
これによれば、物品排出位置から立てた物品を排出して集合状態とする場合において、バッファコンベヤへ供給されるまでの物品を立てた姿勢に変換する装置等を設置することなく物品を確実に立てた姿勢に変換して収容部内に供給し得る。
【0010】
請求項6に係る発明では、前記搬送コンベヤの上流側に、後続物品との間隔を検知する間隔検知手段と、該間隔検知手段で得られた物品間隔が規定より狭い場合に当該物品を搬送路外へ排出する物品排除手段とを設けたことを要旨とする。
これによれば、物品間隔を常に規定値以上として、複数物品が1つの収容部に送り込まれてしまうという事態を未然に防止することができる。
【発明の効果】
【0011】
本発明に係る物品供給装置によれば、搬送コンベヤからバッファコンベヤへ物品を送り込む際のサイクルタイムを短縮できるので、高速処理が可能となる。
【発明を実施するための最良の形態】
【0012】
次に、本発明に係る物品供給装置につき、好適な実施例を挙げて、添付図面を参照して以下に説明する。
【実施例】
【0013】
図1は、実施例に係る物品供給装置を示すものであって、物品70を物品供給位置Pで収容部34に受入れて、物品排出位置Qまで移送して次工程へ受渡すバッファコンベヤ12の上方に、物品70をバッファコンベヤ12の各収容部34へ供給する搬送コンベヤ40が配置されている。なお、実施例の搬送コンベヤ40は、その上流側に接続された送りコンベヤ52を介して前工程から物品70を受入れるようになっている。
【0014】
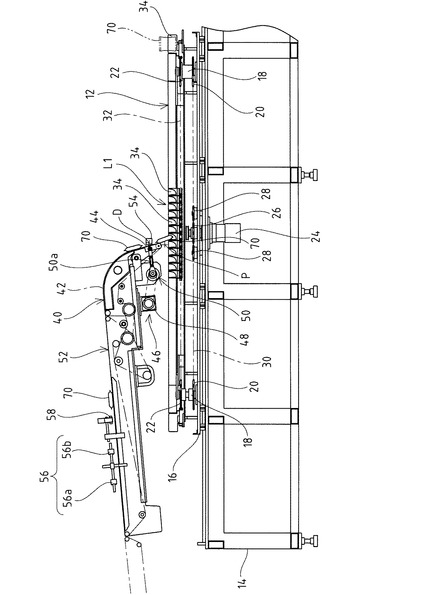
前記バッファコンベヤ12は、横長の機枠14に対して、その長手方向に沿って所定範囲で略水平に往復移動自在に移動台16が配設されている(図2または図3参照)。移動台16には、その移動方向に所定間隔離間して一対の垂直な軸体18,18が回転可能に軸支されている。各軸体18には、上下に離間して下部スプロケット20および上部スプロケット22が夫々水平に配設され、両スプロケット20,22は軸体18と一体的に回転するよう構成される。機枠14には、独立して回転制御される2基のサーボモータ24,24が移動台16を挟んで短手方向に離間して配設され、両サーボモータ24,24の出力軸に夫々駆動用スプロケット26が取着されている(図3参照)。そして、両下部スプロケット20,20および両駆動用スプロケット26,26には、下部索体30が巻掛けられており、一方のサーボモータ24を停止状態としたもとで他方のサーボモータ24を回転することによって移動台16を、長手方向の前または後へ移動させるよう構成される。なお、機枠14には、各駆動用スプロケット26を挟む両側位置に、下部索体30の外側面に当接するテンションローラ28,28が夫々回転可能に配設され、下部索体30を常に駆動用スプロケット26に押付けるようになっている。
【0015】
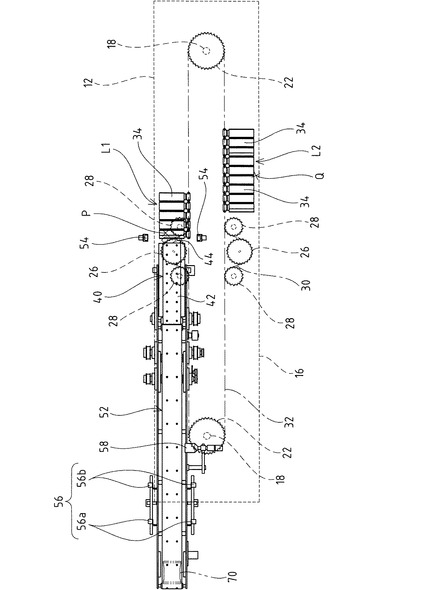
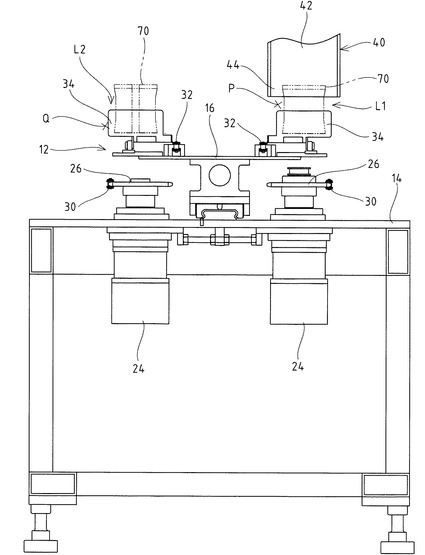
前記両上部スプロケット22,22間には、上部索体32が巻掛けられており、この上部索体32に対して所定間隔毎に上方および側方が開放した複数の収容部34が配設されている。バッファコンベヤ12は、サーボモータ24の回転による移動台16の移動と共に上部索体32が回転することで、収容部34が水平方向に延在する平面略小判状のループ軌道に沿って循環移動される(図2参照)。バッファコンベヤ12は、ループ軌道における長手方向に沿う第1直線ラインL1に設定された物品供給位置Pで前記搬送コンベヤ40から物品70を収容部34に受入れ、この第1直線ラインL1に対向する第2直線ライン(異なるライン)L2に設定された物品排出位置Qまで物品70を移送するよう構成される。またバッファコンベヤ12は、2つのサーボモータ24,24を独立して回転または停止制御することで、物品供給位置Pと物品排出位置Qとにおいて収容部34を独立して移動または停止することが可能であって、第1直線ラインL1で収容部34を連続的に移動すると同時に、第2直線ラインL2の物品排出位置Qで収容部34を停止し得るようになっている。バッファコンベヤ12は、物品排出位置Qに排出プッシャ(図示せず)を備え、物品排出位置Qに停止された所定数単位の収容部34から物品70を、その移動方向に直交する外側方へ夫々押し出して、物品70を所定数単位毎で次工程へ送出するよう構成される。
【0016】
前記バッファコンベヤ12は、搬送コンベヤ40の物品供給速度に応じた速度で収容部34を移動するように基本的に駆動制御される。なお、バッファコンベヤ12の第1直線ラインL1では、搬送コンベヤ40の後述する搬送終端部44が収容部34の移動方向前方へ移動する時の収容部34の移動速度より、該搬送終端部44が移動方向後方へ移動する時の収容部34の移動速度を高速に設定することが好ましい。
【0017】
前記搬送コンベヤ40は、その終端がバッファコンベヤ12における第1直線ラインL1の所定位置となる物品供給位置Pに臨んでバッファコンベヤ12の上方に配置され、収容部34に対してその移動方向と交差する上方から物品70を1個ずつ供給するようになっている(図1参照)。図4または図5に示すように、搬送コンベヤ40は、空気の吸引負圧により吸引口を介して横向きの袋詰め品である物品70を吸着して搬送する吸着ベルト42を有し、コンベヤ始端からコンベヤ終端に向けて下方へ円弧状に湾曲した経路を吸着ベルト42が巻掛け案内されて、横向き姿勢で搬送されてきた物品70を立てた姿勢に変換する搬送路を形成している。また、搬送コンベヤ40は、その下端が物品供給位置Pにおける前記収容部34の通路の上方に臨む搬送終端部44を、揺動手段46によって第1直線ラインL1における収容部34の移動方向前後に揺動し得るよう構成される。
【0018】
前記揺動手段46は、揺動用のサーボモータ48と、このサーボモータ48の回転によって回転するクランク機構50とから構成される。上下方向に延在する前記搬送終端部44には、クランク機構50におけるクランクアーム50aの一端が接続され、クランクアーム50aの往復動により搬送終端部44は、上部を支点として第1直線ラインL1における収容部34の移動方向前後に、各収容部34,34の配設間隔に対応する距離だけ揺動する(図4の実線および二点鎖線)。揺動用のサーボモータ48は、物品70の収容部34への供給タイミングに合わせて搬送終端部44を、該終端部44から送り出される物品70が空の収容部34に送り込まれるように一往復動させるよう回転制御される。また、搬送終端部44の往動時(バッファコンベヤ12における収容部34の移動方向前方への移動時)には収容部34の前進移動に追従して移動するよう、その速度が、収容部34の移動速度と同一速度となるようサーボモータ48はバッファコンベヤ12と同期するよう回転制御される。そして、搬送終端部44が往動終点に至るまでに、該搬送終端部44から吸着解除された物品70が収容部34に送り込まれるようになっている。また揺動用のサーボモータ48は、収容部34に物品70が送り込まれてから搬送終端部44が復動する(バッファコンベヤ12における収容部34の移動方向後方へ移動する)間において、搬送終端部44の復動速度が往動速度より高速となるように回転制御される。
【0019】
前記搬送コンベヤ40には、搬送終端部44における前記収容部34への物品送り出し位置Dにおいて、搬送されてきた物品70の通過を検知する物品検知センサ(物品検知手段)54が配設されている(図2参照)。物品検知センサ54で物品70が検知される毎に、搬送コンベヤ40の搬送終端部44を1往復動するよう揺動手段46を作動し、物品検知センサ54により物品70が検知されない場合は、揺動手段46による搬送終端部44の往復動を停止すると共にバッファコンベヤ12の第1直線ラインL1における収容部34の前進移動を停止するよう制御する。なお、物品送り出し位置Dは、搬送されてきた物品70を収容部34に供給できるタイミングとなる位置であって、終端より手前となる搬送コンベヤ40から収容部34に向けて物品70が送り出される位置に設定される。また物品検知センサ54は、物品70の通過を検知するものに限らず、物品70が到来したことを検知するものであってもよく、物品70を収容部34に供給できるタイミングで搬送終端部44を1往復動するよう揺動手段46を作動させ得る検知信号を出力し得るものであればよい。
【0020】
図4または図5に示すように、前記搬送コンベヤ40の上流側に接続された送りコンベヤ52は、バッファコンベヤ12の上方において下流側に向けて上り勾配で延在するように配設されて、搬送コンベヤ40における吸着ベルト42と同一速度で物品70を搬送するように設定されている。なお、送りコンベヤ52は、搬送コンベヤ40と同様にベルト面に物品70を吸着保持して搬送するベルトコンベヤからなり、物品70を寝かせた横向き状態で搬送するよう構成される。送りコンベヤ52による物品70の搬送途中で、所定間隔毎に搬送されてくる後続物品70との搬送間隔の良否を検知する間隔検知手段56と、この間隔検知手段56の搬送方向下流側に配設された物品排除手段58とを備えている。間隔検知手段56は、第1センサ56aと、この第1センサ56aの搬送方向下流側に配置された第2センサ56bとからなり、第1センサ56aおよび第2センサ56bの何れも送りコンベヤ52を挟んで配設されたセンサ対から構成される。間隔検知手段56は、送りコンベヤ52で搬送される物品70の第1センサ56aおよび第2センサ56bでの検知タイミングにより、各物品間の良否が検知されるようになっている。物品排除手段58は、送りコンベヤ52の一側方に配設され、間隔検知手段56によって物品間隔が規定より狭い不良を検知した際に、その物品70を圧縮エアの噴射ノズルによる吹付けにより送りコンベヤ52の搬送路外に排出するようになっている。
【0021】
〔実施例の作用〕
次に、実施例に係る物品供給装置の作用について説明する。前記送りコンベヤ52は、前工程から搬送されてきた袋詰品となっている物品70を寝た横向き姿勢で所定間隔毎に吸着保持して搬送し、搬送コンベヤ40に受渡す。物品70は、搬送コンベヤ40の吸着ベルト42で吸着保持されて搬送される際に、円弧状の湾曲した経路を経て搬送路が交差方向に変換されることで、物品70の搬送姿勢が立てた姿勢に変換されて搬送終端部44に到来する。搬送コンベヤ40における収容部34への物品送り出し位置Dにおいて前記物品検知センサ54が物品70の通過を検知すると、前記サーボモータ48が回転駆動され、搬送終端部44が、該終端部44から送り出される物品70をバッファコンベヤ12における空の収容部34に送り込むように揺動され、物品70は第1直線ラインL1における物品供給位置Pの収容部34へ立てた姿勢で供給される。吸着ベルト42によって保持された物品70が搬送終端部44から収容部34に供給される際には、搬送終端部44は、第1直線ラインL1で連続的に前進移動している収容部34に追従して同一速度で移動しつつ物品70が収容部34に送り込まれるので、物品供給に際しての時間を長く確保することができ、搬送コンベヤ40から高速でバッファコンベヤ12に物品70を受渡す高速処理時においても、安定して物品70を供給できる。そして、搬送終端部44は、物品供給後に復動して収容部34の移動方向後方の後続の収容部34における物品70を供給し得る所定位置まで迎えにいくので、次の収容部34に対して物品70を送り込み得るようになるまでのサイクルタイムが短縮され、一層の高速処理が可能となる。また、搬送終端部44の復動速度を往動速度より高速に設定したり、またはバッファコンベヤ12において搬送終端部44が往動する時の収容部34の移動速度より、該搬送終端部44が復動する時の収容部34の移動速度を高速に設定することにより、何れも、搬送終端部44と次に物品70を送り込むべき収容部34とが互いに近づく方向へ高速で移動するから、搬送終端部44が次の収容部34を迎えて物品70を送り込み得る位置まで移動する時間が短縮され、サイクルタイムを更に短縮化できる。なお、物品検知センサ54は、搬送終端部44における収容部34へ物品70を送り出す直前位置(物品送り出し位置D)に配置されているから、該センサ54での物品検知以後に物品70が位置ズレすることなく、収容部34への確実な送り込みが達成される。
【0022】
前記物品70を受入れた収容部34は前進移動に伴い、第2直線ラインL2の物品排出位置Qに達して停止され、排出プッシャにより所定数単位の収容部34から物品70が移動方向に直交する外側方へ夫々押し出され、次工程へ向けて所定数単位で送出される。バッファコンベヤ12は、2つのサーボモータ24,24を独立して回転または停止制御することで、物品供給位置Pと物品排出位置Qとにおいて収容部34を独立して停止または移動可能であって、第2直線ラインL2の物品排出位置Qで停止した収容部34から物品70を排出している間にも、第1直線ラインL1の物品供給位置Pで収容部34に物品70を連続して供給することができる。
【0023】
前記搬送コンベヤ40の搬送終端部44における収容部34への物品送り出し位置Dへ物品70が到来せず物品検知センサ54でその通過が検知されない場合に、搬送終端部44の揺動および第1直線ラインL1における収容部34の前進移動を停止し、搬送終端部44はすでに供給済の収容部34に後続する空の収容部34に物品70を供給し得る所定の位置に位置合わせされて待機し、物品検知センサ54の次の物品70の通過による検知信号に応答して搬送終端部44の往復動および第1直線ラインL1における収容部34の前進移動を再開する。これにより、物品70が供給されていない収容部34が第2直線ラインL2の物品排出位置Qまで移動することはないので、次工程に所定数単位の物品70を確実に受渡すことができる。
【0024】
前記第1センサ56aと第2センサ56bとによる検出結果によって間隔検知手段56が、前記送りコンベヤ52で搬送される先行物品70と後続物品70との物品間隔が規定より狭いものと判断した場合には、当該後続物品70が、前記物品排除手段58によって送りコンベヤ52の搬送路外に排出される。
【0025】
すなわち、前記搬送コンベヤ40の上流側で間隔不良の物品70を予め排除することができるので、1つの収容部34に複数の物品70が送り込まれるといった不具合を回避でき、各収容部34に1つの物品70を適切に送り込むことができる。従って、物品排出位置Qでの複数個単位での物品排出に支障を来たすこともない。
【0026】
(変更例)
本願は前述した実施例の構成に限定されるものではなく、その他の構成を適宜に採用することができる。
1.搬送コンベヤ40における搬送終端部44の往復動速度、およびバッファコンベヤ12における第1直線ラインL1での収容部34の移動速度については、実施例の制御態様に限定されるものでなく、必要に応じて収容部34の移動速度および搬送終端部44の往復動速度を一定に設定してもよい。
2.実施例では、搬送終端部44を揺動させる手段として、揺動用のサーボモータ48でクランク機構50を作動させる構成を採用したが、揺動手段としてはこれに限定されるものでなく、搬送終端部44を往復動可能であれば、汎用モータで作動するカム機構によって速度変化を与える等、その他の構成を採用し得る。
3.実施例では、物品排除手段58として噴射空気により物品70を搬送路外に排出する構成で説明したが、この構成に限定されるものでなく、コンベヤ上から物品70を排除し得るものであれば、その他の各種手段であってもよい。
4.実施例では、バッファコンベヤ12の上方に搬送コンベヤ40を配置し、収容部34に物品70を上方から供給する場合で説明したが、搬送コンベヤ40をバッファコンベヤ12の側方に交差するよう配置し、収容部34に対して物品70を側方から送り込む構成、その他の少なくとも収容部34の移動方向と交差する向きから物品70を供給するものであればよい。
5.実施例では、バッファコンベヤ12として、収容部34を水平面に沿って循環移動する構成で説明したが、収容部34を鉛直面に沿って循環移動する構成としてもよく、この場合において、例えば上側の搬送路に物品供給位置Pを設定すると共に横あるいは下側の搬送路に物品排出位置Qを設定すればよい。またバッファコンベヤ12の駆動方式については、物品供給位置Pにおいて連続移動する各収容部34へ物品70を受入れつつ、物品排出位置Qにおいて収容部34を停止して物品70を排出し得るものであれば、実施例以外の各種方式を採用し得る。
【図面の簡単な説明】
【0027】
【図1】本発明の好適な実施例に係る物品供給装置を示す側断面図である。
【図2】実施例の物品供給装置を示す概略平面図である。
【図3】実施例の物品供給装置を示す要部縦断面図である。
【図4】実施例の物品供給装置における搬送コンベヤおよび送りコンベヤを示す側面図である。
【図5】実施例の物品供給装置における搬送コンベヤおよび送りコンベヤを示す平面図である。
【符号の説明】
【0028】
12 バッファコンベヤ,34 収容部,40 搬送コンベヤ,42 吸着ベルト,
44 搬送終端部,46 揺動手段,54 物品検知センサ(物品検知手段)
56 間隔検知手段,58 物品排除手段,70 物品,L1 第1直線ライン
L2 第2直線ライン(異なるライン),D 物品送り出し位置,P 物品供給位置
Q 物品排出位置
【特許請求の範囲】
【請求項1】
前工程から受入れた物品(70)を、所定数単位で後工程に送出する物品供給装置において、
移送方向前側へ連続移動する複数の収容部(34)の夫々に物品(70)を物品供給位置(P)で受入れつつ、該物品供給位置(P)と異なるライン(L2)の物品排出位置(Q)にて収容部(34)を停止したもとで、移送方向と交差する方向へ所定数単位で物品(70)を排出可能なバッファコンベヤ(12)と、
物品(70)を吸着搬送する吸着ベルト(42)を備え、前記物品供給位置(P)における収容部(34)の移動方向と交差する向きから物品(70)を収容部(34)に供給し得るよう配置したベルトコンベヤであって、前記収容部(34,34)の配設間隔に応じてその搬送終端部(44)を収容部(34)の移動方向前後に向けて揺動する揺動手段(46)を備えた搬送コンベヤ(40)と、
該搬送コンベヤ(40)における前記収容部(34)への物品送り出し位置(D)において物品(70)を検知する物品検知手段(54)とを備え、
前記搬送終端部(44)は、前記物品検知手段(54)の検知信号に応答して収容部(34)の前進移動に同速で追従しつつ該収容部(34)へ物品(70)を供給し、その供給後において、搬送方向後方における前進移動中の後続の収容部(34)の所定位置まで移動するよう前記揺動手段(46)で往復作動するようにした
ことを特徴とする物品供給装置。
【請求項2】
前記搬送終端部(44)の移動方向後方への移動速度を、前方への移動速度より高速に設定した請求項1記載の物品供給装置。
【請求項3】
前記バッファコンベヤ(12)における収容部(34)の前進移動速度は、前記搬送終端部(44)が収容部(34)の前進移動に追従して移動後に収容部(34)の移動方向後方へ移動する際の速度が高速となるよう設定した請求項1または2記載の物品供給装置。
【請求項4】
前記バッファコンベヤ(12)は、前記収容部(34)が水平面に沿ったループ軌道を移動するよう構成され、収容部(34)が直線移動する第1直線ライン(L1)に前記物品供給位置(P)を設定すると共に、前記第1直線ライン(L1)と対向する第2直線ライン(L2)に前記物品排出位置(Q)を設定した請求項1〜3の何れか一項に記載の物品供給装置。
【請求項5】
前記搬送コンベヤ(40)は、物品(70)を横向き姿勢から立てた姿勢に変換する搬送路からなり、上下方向に延在する前記搬送終端部(44)が上部を支点として揺動するよう構成され、立てた姿勢の物品(70)を前記収容部(34)の上方から送り込むよう構成した請求項4記載の物品供給装置。
【請求項6】
前記搬送コンベヤ(40)の上流側に、後続物品(70)との間隔を検知する間隔検知手段(56)と、該間隔検知手段(56)で得られた物品間隔が規定より狭い場合に当該物品(70)を搬送路外へ排出する物品排除手段(58)とを設けた請求項1〜5の何れか一項に記載の物品供給装置。
【請求項1】
前工程から受入れた物品(70)を、所定数単位で後工程に送出する物品供給装置において、
移送方向前側へ連続移動する複数の収容部(34)の夫々に物品(70)を物品供給位置(P)で受入れつつ、該物品供給位置(P)と異なるライン(L2)の物品排出位置(Q)にて収容部(34)を停止したもとで、移送方向と交差する方向へ所定数単位で物品(70)を排出可能なバッファコンベヤ(12)と、
物品(70)を吸着搬送する吸着ベルト(42)を備え、前記物品供給位置(P)における収容部(34)の移動方向と交差する向きから物品(70)を収容部(34)に供給し得るよう配置したベルトコンベヤであって、前記収容部(34,34)の配設間隔に応じてその搬送終端部(44)を収容部(34)の移動方向前後に向けて揺動する揺動手段(46)を備えた搬送コンベヤ(40)と、
該搬送コンベヤ(40)における前記収容部(34)への物品送り出し位置(D)において物品(70)を検知する物品検知手段(54)とを備え、
前記搬送終端部(44)は、前記物品検知手段(54)の検知信号に応答して収容部(34)の前進移動に同速で追従しつつ該収容部(34)へ物品(70)を供給し、その供給後において、搬送方向後方における前進移動中の後続の収容部(34)の所定位置まで移動するよう前記揺動手段(46)で往復作動するようにした
ことを特徴とする物品供給装置。
【請求項2】
前記搬送終端部(44)の移動方向後方への移動速度を、前方への移動速度より高速に設定した請求項1記載の物品供給装置。
【請求項3】
前記バッファコンベヤ(12)における収容部(34)の前進移動速度は、前記搬送終端部(44)が収容部(34)の前進移動に追従して移動後に収容部(34)の移動方向後方へ移動する際の速度が高速となるよう設定した請求項1または2記載の物品供給装置。
【請求項4】
前記バッファコンベヤ(12)は、前記収容部(34)が水平面に沿ったループ軌道を移動するよう構成され、収容部(34)が直線移動する第1直線ライン(L1)に前記物品供給位置(P)を設定すると共に、前記第1直線ライン(L1)と対向する第2直線ライン(L2)に前記物品排出位置(Q)を設定した請求項1〜3の何れか一項に記載の物品供給装置。
【請求項5】
前記搬送コンベヤ(40)は、物品(70)を横向き姿勢から立てた姿勢に変換する搬送路からなり、上下方向に延在する前記搬送終端部(44)が上部を支点として揺動するよう構成され、立てた姿勢の物品(70)を前記収容部(34)の上方から送り込むよう構成した請求項4記載の物品供給装置。
【請求項6】
前記搬送コンベヤ(40)の上流側に、後続物品(70)との間隔を検知する間隔検知手段(56)と、該間隔検知手段(56)で得られた物品間隔が規定より狭い場合に当該物品(70)を搬送路外へ排出する物品排除手段(58)とを設けた請求項1〜5の何れか一項に記載の物品供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−230846(P2008−230846A)
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願番号】特願2007−77425(P2007−77425)
【出願日】平成19年3月23日(2007.3.23)
【出願人】(000136387)株式会社フジキカイ (129)
【Fターム(参考)】
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願日】平成19年3月23日(2007.3.23)
【出願人】(000136387)株式会社フジキカイ (129)
【Fターム(参考)】
[ Back to top ]