
物品供給装置
【課題】 作業者が二つの物品の取り出し順序を間違えることながないように、作業者に物品を供給することができる物品供給装置を提供する。
【解決手段】上部が開口した第1収容ボックス26を上下方向へ移動可能に設ける。第1収容ボックス26をシリンダ機構28によって供給位置と下待機位置との間を移動させる。上部が開口した第2収容ボックス27を前後方向へ移動可能に設ける。第2収容ボックス27をシリンダ機構29によって供給位置と後待機位置との間を移動させる。第1収容ボックス26が供給位置に位置しているときには、第2収容ボックス27が後退期位置に位置する。第2収容ボックス27が供給位置に位置しているときには、第1収容ボックス26が下待機位置に位置する。
【解決手段】上部が開口した第1収容ボックス26を上下方向へ移動可能に設ける。第1収容ボックス26をシリンダ機構28によって供給位置と下待機位置との間を移動させる。上部が開口した第2収容ボックス27を前後方向へ移動可能に設ける。第2収容ボックス27をシリンダ機構29によって供給位置と後待機位置との間を移動させる。第1収容ボックス26が供給位置に位置しているときには、第2収容ボックス27が後退期位置に位置する。第2収容ボックス27が供給位置に位置しているときには、第1収容ボックス26が下待機位置に位置する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えば本体に二つの部品を順次組み付ける際に、当該二つの物品を作業者に順次供給するための物品供給装置に関する。
【背景技術】
【0002】
従来、本体等に二つの部品を順次組み付けるための組立装置においては、組立装置の近傍に第1及び第2収容ボックスが左右に並べて設けられている。第1及び第2収容ボックスには、各部品が収容されている。そして、作業者は、第1及び第2収容ボックスから部品を順次取り出し、各部品を本体等に組み付けるようにしている。
【0003】
なお、上記の従来技術は、慣用技術であり、特定の先行技術文献に基づくものではない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
第1及び第2収容ボックスを左右に並べて配置した場合には、作業者が部品の順番を間違えて取り出してしまうおそれがある。そのような場合には、部品を本体に取り付けることができなくなったり、誤った製品が製造されたりしてしまう。
【課題を解決するための手段】
【0005】
この発明は、上記の問題を解決するために、上部に開口部を有し、供給位置とこの供給位置から下方へ所定距離だけ離間した下待機位置との間を上下方向へ移動可能である第1収容部材と、この第1収容部材を上記供給位置と上記下待機位置との間において移動させる第1移動手段と、上部に開口部を有し、上記供給位置とこの供給位置から後方へ所定距離だけ離間した後待機位置との間を前後方向へ移動可能である第2収容部材と、この第2収容部材を上記供給位置と上記後待機位置との間において移動させる第2移動手段とを備え、上記第1収容部材が上記第1移動手段によって上記供給位置に位置させられているときには、上記第2収容部材が上記第2移動手段によって上記後待機位置に位置させられ、上記第2収容部材が上記第2移動手段によって上記供給位置に位置させられているときには、上記第1収容部材が上記第1移動手段によって上記下待機位置に位置させられることを特徴としている。
この場合、上記第1収容部材が上記下待機位置に位置しているときには、上記第1収容部材に収容された物品を上記第1収容部材の開口部から取り出すことができないように、上記第1収容部材の開口部が上記供給位置に位置している上記第2収容部材によって遮蔽されることが望ましい。
上記第2収容部材が上記後待機位置に位置しているときには、上記第2収容部材に収容された物品を上記第2収容部材の開口部から取り出すことができないように、上記第2収容部材の開口部を遮蔽する遮蔽部材をさらに備えていることが望ましい。
【発明の効果】
【0006】
上記特徴構成を有するこの発明によれば、第1収容部材が供給位置に位置しているときには、第2収容部材が後待機位置に位置し、第2収容部材が供給位置に位置しているときには、第1収容部材が下待機位置に位置している。つまり、第1及び第2収容部材のいずれか一方だけしか供給位置に位置することがない。したがって、作業者が第1及び第2収容部材から順番を間違って物品を取り出すことを防止することができる。
【発明を実施するための最良の形態】
【0007】
以下、この発明を実施するための最良の形態を、図面を参照して説明する。
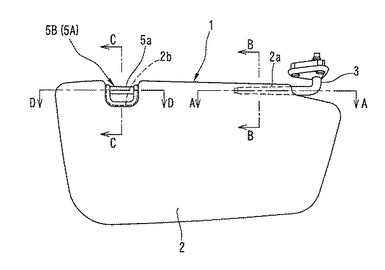
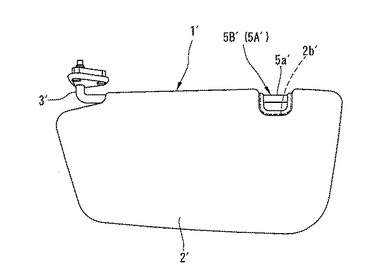
図1及び図2は、この発明に係る物品供給装置を用いて製造される車両用サンバイザー1,1′を示す。サンバイザー1,1′は、左右対称(鏡対称)である点を除き、同一に構成されている。そこで、サンバイザー1についてのみ説明し、サンバイザー1′については、サンバイザー1の各構成に付された符号に「′」を付してその説明を省略する。
【0008】
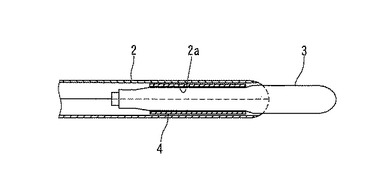
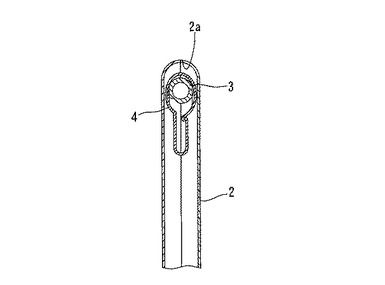
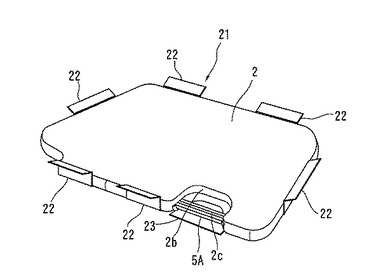
図1に示すように、サンバイザー1は、板状をなす本体部2を有している。本体部2の右上部には、水平方向に延びる装着孔2aが形成されており、この装着孔2aには、ステー3が回動可能に挿入されている。図4に示すように、装着孔2aには、クリック機構4が設けられている。クリック機構4は、ステー3を所定の回動位置において所定の大きさの力でクリック感をもって位置固定する。
【0009】
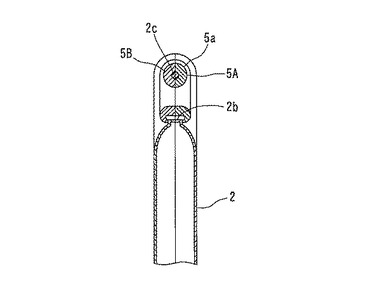
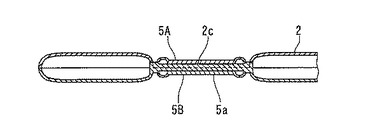
本体部2の左側の上部には、凹部2bが形成されている。図5及び図6に示すように、本体部2には、凹部2bの開口部側の端部を水平方向に横断する軸部2cが設けられている。この軸部2c及び本体部2の凹部2bに臨む縁部によって四角形の孔が形成されている。軸部2cを含む四角形の孔の縁部は、前後一対のカラー5A,5Bによって挟持されている。一対のカラー5A,5Bは、略四角形のリング状をなしており、互いの対向面の一方に設けられた突起(図示せず)を他方の対向面に設けられた凹部(図示せず)に嵌め込むことによって互いに固定されている。カラー5A,5Bのうちの軸部2cを囲む部分によって支持軸部5aが形成されている。
【0010】
上記のように構成されたサンバイザー1は、ステー3が車体の運転席(右ハンドル車両の運転席)側の上部に固定されると共に、支持軸部5aが車体の運転席側の上部に設けられたフック(図示せず)に回動可能に支持される。これにより、サンバイザー1が車体に回動可能に支持される。なお、サンバイザー1′は、車体の助手席側の上部に取り付けられる。
【0011】
次に、上記構成のサンバイザー1(1′)を組み立てるための組立装置10について図7〜図13を参照して説明する。なお、この組立装置10は、本体部2(2′)に対しステー3(3′)及び一対のカラー5A,5B(5A′,5B′)を組み付けるものであり、サンバイザー1(1′)の他の構成部分は前工程までにおいて組み立てられている。また、組立装置10には、この発明に係る物品供給装置25が設けられている。
【0012】
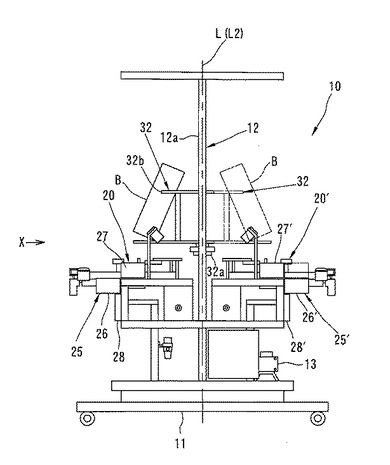
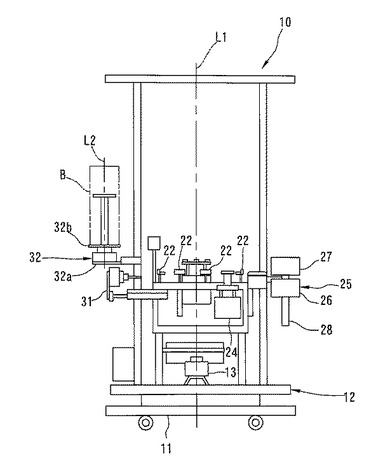
図7及び図8に示すように、組立装置10は、基台(ベースフレーム)11を有している。基台11の上には、回動フレーム12が鉛直な回動軸線Lを中心として回動可能に設けられている。回動フレーム12は、図7に示す第1の位置とこの第1の位置から回動軸線Lを中心として周方向へ180°離れた第2の位置との間を回動可能であり、モータ13等の回動手段によって回動させられる。基台11と回動フレーム12との間には、回動フレーム12を第1の位置と第2の位置とにおいて停止させるためのストッパ機構(図示せず)設けられている。
【0013】
回動フレーム12のうちの図7において支柱12aから左側(作業者側、つまり前側)に位置する部分には、第1組立部(第1加工部)20が設けられており、左側(後側)に位置する部分には第2組立部(第2加工部)20′が設けられている。したがって、回動フレーム12を第1の位置に回動させると、第1組立部20が左側に位置し、回動フレーム12を第2の位置に回動させると、第2組立部20′が左側に位置する。第1組立部20は、本体部2にステー3及び一対のカラー5A,5Bを組み付けるためのものであり、第2組立部20′は、本体部2′にステー3′及び一対のカラー5A′,5B′を組み付けるためのものである。
【0014】
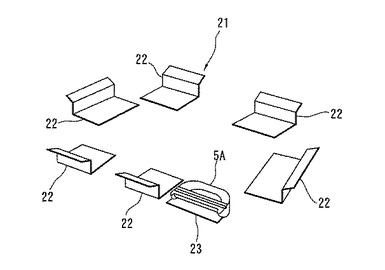
第1組立部20は、回動フレーム12に設けられ載置部21を有している。載置部21は、図8の左右方向において回動フレーム12のほぼ中央部に位置し、しかも作業者が作業をしやすいように、所定の高さに配置されている。図9に示すように、載置部21は、複数の載置板22を有している。図9に示すように、載置板22の上には、本体部2が所定の姿勢で水平に、しかも水平方向へ移動不能に載置される。複数の載置板22は、一体に形成してもよい。
【0015】
載置部21の近傍には、載置板23が設けられている。この載置板23は、カラー5A,5Bのうちの一方のカラー5Aが載置されるものであり、載置板23上にカラー5Aを載置した状態で載置部21に本体部2を載置すると、カラー5Aが本体2に対して所定の位置に位置するようになっている。つまり、カラー5Aが軸部2c及び凹部2bの縁部に係合するようになっている。
【0016】
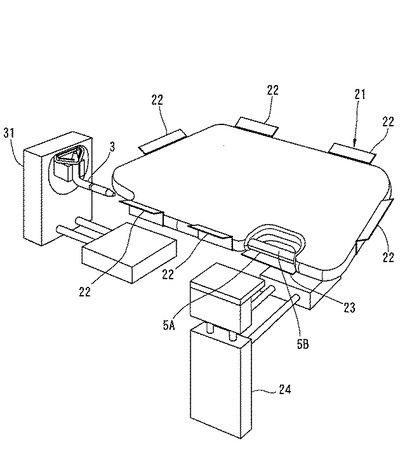
載置板23にカラー5Aが載置され、載置部21に本体2が載置された後、カラー5Aの上には、カラー5Bが載置される。そして、回動フレーム12に設けられたプレス機24(図8及び図11参照)によってカラー5Bが下方へ所定の力で押されることにより、カラー5A,5Bが一体に組み立てられる。この結果、カラー5A,5Bによって支持軸部5aが構成されるとともに、凹部2bの縁部が挟持される。
【0017】
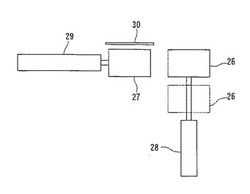
図8に示すように、第1組立部20の前方から見たときにおいて、回動フレーム12の左側上部に位置する部分には、カラー5A,5Bの供給装置(物品供給装置)25が設けられている。この供給装置25は、それぞれ上部が開口した第1及び第2収容ボックス(第1及び第2収容部材)26,27を有している。第1収容ボックス26は、図12及び図13に示すように、回動フレーム12に供給位置とこの供給位置に対して下方へ所定の距離だけ離間した下待機位置との間を上下方向へ移動可能に設けられており、シリンダ機構(第1移動手段)28によって供給位置と下待機位置との間を移動させられる。第2収容ボックス27は、回動フレーム12に供給位置とこの供給位置に対して後方へ所定の距離だけ離間した後待機位置との間を前後方向へ移動可能に設けられており、シリンダ機構(第2移動手段)29によって供給位置と後待機位置との間を移動させられる。第1ボックス26の供給位置と第2ボックス27の供給位置とは、互いに同一位置である。第1、第2収容ボックス26,27は、シリンダ機構28,29以外の移動手段によって移動させるようにしてもよい。
【0018】
第1収容ボックス26には、一対のカラー(物品)5A,5Bのうちの一方のカラー5Aが収容されている。第1収容ボックス26は、カラー5Aを載置板23に載置する前は供給位置に位置している。第1収容ボックス26からカラー5Aを取り出して載置板23上に載せると、例えば発光素子と受光素子とからなる光センサ等の検出手段(図示せず)が、載置板23上に載置されたカラー25Aを検出する。この検出信号に基づいてシリンダ機構28が第1収容ボックス25を供給位置から下待機位置まで移動させる。第1収容ボックス26が下待機位置に移動すると、それに続いてシリンダ機構29が第2収容ボックス27を後待機位置から供給位置まで移動させる。第2収容ボックス27からカラー5Bを取り出してカラー5Aの上に載置した後、プレス機24の起動スイッチ(図示せず)をONにすると、プレス機24がカラー5Bを下方に押してカラー5Aに一体に連結する。その後、プレス機24は、元の位置に復帰して自動的にOFF状態になる。これと同時に又は前後して、第2収容ボックス27が供給位置から後待機位置まで移動させられる。その後、第1収容ボックス26が下待機位置から供給位置まで移動させられ、元の状態に復帰する。
【0019】
ここで、第1収容ボックス26からカラー5Aを取り出すときには、第1収容ボックス26がカラー5Aを取り出し易い供給位置に位置している。しかも、第2収容ボックス27は第1収容ボックス26の後方に位置し、第2収容ボックス27からはカラー5Bが取り出し難くなっている。したがって、カラー5Aを取り出すべきところを誤ってカラー5Bを取り出してしまうような事故を未然に防止することができる。特に、この実施の形態においては、第2収容ボックス27が後待機位置に位置しているきには、第2収容ボックス27の開口部が蓋体(遮蔽部材)30によって遮蔽されている。したがって、カラー5Aを取り出すべきところを誤ってカラー5Bを取り出すような事故を確実に防止することができる。
【0020】
また、第2収容ボックス27からカラー5Bを取り出すときには、第2収容ボックス27が供給位置に位置しており、第1収容ボックス26が下待機位置に位置している。そして、第1収容ボックス26からカラー5Aを取り出すことができないように、第1収容ボックス26の開口部が第2収容ボックス27によって遮蔽されている。したがって、カラー5Bを取り出すべきところを誤ってカラー5Aを取り出してしまうような事故を確実に防止することができる。
【0021】
図8及び図11に示すように、回動フレーム12の図8において左側に位置する部分には、ステー取付機31が設けられている。このステー取付機31にステー3を取り付けた後、ステー取付機31の起動スイッチ(図示せず)をON操作すると、ステー取付機31がステー3を本体部2の装着孔2aに挿入し、ステー3を本体部2に回動可能に取り付ける。その後、ステー取付機31が元の位置まで復帰して停止する。
【0022】
図7及び図8に示すように、回動フレーム12には、ケース載置部32が設けられている。ケース載置部32は、ステー取付機31の上側に配置されており、回動フレーム12に固定された基部32aと、この基部32aに鉛直方向を向く回動軸線L2を中心として回動可能に支持された保持部32bとを有している。
【0023】
ケース載置部32は、第1組立部20と第2組立部20′とで共用することができるようにするために、保持部32bが図7において実線で示す第1組立位置と想像線で示す第2組立位置との間を回動可能になっている。回動フレーム12を第1の位置に位置させた状態において保持部32bを打1組立位置に回動させると、保持部32bがステー取付機31の上方に位置する。そして、保持部32bには、前面が開口したステー収容ボックスBがその開口部を斜め上前方に向けた状態で載置される。ボックスBには、ステー3が収容されている。したがって、ステー3をボックスBから取り出してステー取付機31に素早く取り付けることができる。
【0024】
回動フレーム12を第2の位置に位置させた状態において保持部32bを第2組立位置に回動させると、保持部32bがステー取付機31′(図示されていないが、図8においてステー取付機31の後方(紙面の表から裏へ向う方向)に配置されている。)の上方に位置する。そして、保持部32bには、前面が開口したステー収容ボックスBがその開口部を斜め上前方に向けた状態で載置される。勿論、この場合には、ボックスBにステー3′が収容されている。したがって、ステー3′をボックスBから取り出してステー取付機31′に素早く取り付けることができる。
【0025】
上記構成のサンバイザー組立装置10を用いて右勝手用のサンバイザー1を組み立てる場合には、回動フレーム12を第1の位置に位置させるとともに、保持部32bを第1組立位置に位置させておく。そして、載置板22の上にカラー5Aを載置した後、載置部21に本体2を載置し、さらにカラー5Aの上にカラー5Bを載置する。一方、収容ボックスBからステー3を取り出してステー取付機31に取り付ける。その後、カラー5A,5Bをプレス機24によって一体に連結する。また、ステー取付機31によって本体2にステー3を取り付ける。
【0026】
一方、サンバイザー1′を組み立てる場合には、回動フレーム12を第2の位置に回動させ、第2組立部20′を図7の左側(前側)に位置させる。また、保持部32bを第2組立位置に回動させる。勿論、保持部32bには、ステー3′を収容した収容ボックスBを載置する。ここで、第2組立部20′は、回動フレーム12が第2の位置に位置したときに、回動フレーム12が第1の位置に位置しているときの第1組立部20と左右対称(鏡対称)になるように設けられており、第1組立部20の載置部21、載置板23、プレス機24、供給装置25の第1及び第2収容ボックス26,27、蓋体30及びステー取付機31等に対応した載置部21′、載置板23′、プレス機24′、供給装置25′の第1及び第2収容ボックス26′,27′、蓋体30′及びステー取付機31′等を有している。また、第2組立部20′は、ケース載置部32を第1組立部20と共用している。したがって、第2組立部20′によれば、第1組立部20によってサンバイザー1を組み立てる場合と同様にしてサンバイザー1′を組み立てることができる。
【0027】
このように、この組立装置10によれば、サンバイザー1を組み立てるときには、回動フレーム2を第1の位置に回動させ、サンバイザー1′を組み立てるときには、回動フレーム2を第2の位置に回動させればよい。したがって、作業者は移動する必要が全くなく、同じ位置で作業を続けることができる。したがって、作業効率を向上させることができる。
【0028】
なお、この発明は、上記の実施の形態に限定されるものでなく、その要旨を逸脱しない範囲において適宜変更可能である。
例えば、上記の実施の形態は、この発明を車両用サンバイザー1の組立装置に適用したものであるが、この発明は、他の組立装置において二つの物品を供給するための物品供給装置にも適用可能である。
【図面の簡単な説明】
【0029】
【図1】この発明に係る物品供給装置を有する組立装置によって組み立てられるサンバイザーの一例を示す平面図である。
【図2】図1に示すサンバイザーと勝手が異なるサンバイザーを示す平面図である。
【図3】図1のA−A線に沿う拡大断面図である。
【図4】図1のB−B線に沿う拡大断面図である。
【図5】図1のC−C線に沿う拡大断面図である。
【図6】図1のD−D線に沿う拡大断面図である。
【図7】図1及び図2に示す各サンバイザーを組み立てるための、この発明に係る物品供給装置を有する組立装置を示す側面図である。
【図8】図7のX矢視図である。
【図9】図7に示す組立装置の載置部及びカラーの載置板を示す斜視図である。
【図10】図9に示す載置部にサンバイザーの本体部を載置した状態で示す斜視図である。
【図11】一対のカラーを上下に押圧して一体化するためのプレス機及びステーを本体部に取り付けるためのステー取付機を示す斜視図である。
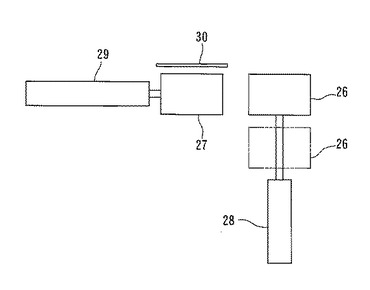
【図12】一対のカラーを供給するための供給装置を、第1収容ボックスを供給位置に、第2収容ボックスを後待機位置にそれぞれ位置させた状態で示す側面図である。
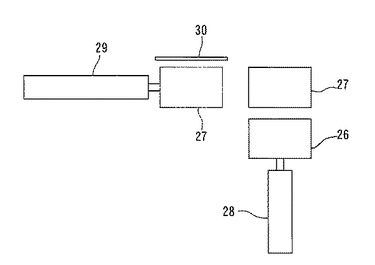
【図13】同供給装置を、第1収容ボックスを下待機位置に、第2収容ボックスを供給位置にそれぞれ位置させた状態で示す側面図である。
【符号の説明】
【0030】
5A カラー(物品)
5B カラー(物品)
25 供給装置(物品供給装置)
26 第1収容ボックス(第1収容部材)
27 第2収容ボックス(第2収容部材)
28 シリンダ機構(第1移動手段)
29 シリンダ機構(第2移動手段)
30 蓋体(遮蔽部材)
【技術分野】
【0001】
この発明は、例えば本体に二つの部品を順次組み付ける際に、当該二つの物品を作業者に順次供給するための物品供給装置に関する。
【背景技術】
【0002】
従来、本体等に二つの部品を順次組み付けるための組立装置においては、組立装置の近傍に第1及び第2収容ボックスが左右に並べて設けられている。第1及び第2収容ボックスには、各部品が収容されている。そして、作業者は、第1及び第2収容ボックスから部品を順次取り出し、各部品を本体等に組み付けるようにしている。
【0003】
なお、上記の従来技術は、慣用技術であり、特定の先行技術文献に基づくものではない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
第1及び第2収容ボックスを左右に並べて配置した場合には、作業者が部品の順番を間違えて取り出してしまうおそれがある。そのような場合には、部品を本体に取り付けることができなくなったり、誤った製品が製造されたりしてしまう。
【課題を解決するための手段】
【0005】
この発明は、上記の問題を解決するために、上部に開口部を有し、供給位置とこの供給位置から下方へ所定距離だけ離間した下待機位置との間を上下方向へ移動可能である第1収容部材と、この第1収容部材を上記供給位置と上記下待機位置との間において移動させる第1移動手段と、上部に開口部を有し、上記供給位置とこの供給位置から後方へ所定距離だけ離間した後待機位置との間を前後方向へ移動可能である第2収容部材と、この第2収容部材を上記供給位置と上記後待機位置との間において移動させる第2移動手段とを備え、上記第1収容部材が上記第1移動手段によって上記供給位置に位置させられているときには、上記第2収容部材が上記第2移動手段によって上記後待機位置に位置させられ、上記第2収容部材が上記第2移動手段によって上記供給位置に位置させられているときには、上記第1収容部材が上記第1移動手段によって上記下待機位置に位置させられることを特徴としている。
この場合、上記第1収容部材が上記下待機位置に位置しているときには、上記第1収容部材に収容された物品を上記第1収容部材の開口部から取り出すことができないように、上記第1収容部材の開口部が上記供給位置に位置している上記第2収容部材によって遮蔽されることが望ましい。
上記第2収容部材が上記後待機位置に位置しているときには、上記第2収容部材に収容された物品を上記第2収容部材の開口部から取り出すことができないように、上記第2収容部材の開口部を遮蔽する遮蔽部材をさらに備えていることが望ましい。
【発明の効果】
【0006】
上記特徴構成を有するこの発明によれば、第1収容部材が供給位置に位置しているときには、第2収容部材が後待機位置に位置し、第2収容部材が供給位置に位置しているときには、第1収容部材が下待機位置に位置している。つまり、第1及び第2収容部材のいずれか一方だけしか供給位置に位置することがない。したがって、作業者が第1及び第2収容部材から順番を間違って物品を取り出すことを防止することができる。
【発明を実施するための最良の形態】
【0007】
以下、この発明を実施するための最良の形態を、図面を参照して説明する。
図1及び図2は、この発明に係る物品供給装置を用いて製造される車両用サンバイザー1,1′を示す。サンバイザー1,1′は、左右対称(鏡対称)である点を除き、同一に構成されている。そこで、サンバイザー1についてのみ説明し、サンバイザー1′については、サンバイザー1の各構成に付された符号に「′」を付してその説明を省略する。
【0008】
図1に示すように、サンバイザー1は、板状をなす本体部2を有している。本体部2の右上部には、水平方向に延びる装着孔2aが形成されており、この装着孔2aには、ステー3が回動可能に挿入されている。図4に示すように、装着孔2aには、クリック機構4が設けられている。クリック機構4は、ステー3を所定の回動位置において所定の大きさの力でクリック感をもって位置固定する。
【0009】
本体部2の左側の上部には、凹部2bが形成されている。図5及び図6に示すように、本体部2には、凹部2bの開口部側の端部を水平方向に横断する軸部2cが設けられている。この軸部2c及び本体部2の凹部2bに臨む縁部によって四角形の孔が形成されている。軸部2cを含む四角形の孔の縁部は、前後一対のカラー5A,5Bによって挟持されている。一対のカラー5A,5Bは、略四角形のリング状をなしており、互いの対向面の一方に設けられた突起(図示せず)を他方の対向面に設けられた凹部(図示せず)に嵌め込むことによって互いに固定されている。カラー5A,5Bのうちの軸部2cを囲む部分によって支持軸部5aが形成されている。
【0010】
上記のように構成されたサンバイザー1は、ステー3が車体の運転席(右ハンドル車両の運転席)側の上部に固定されると共に、支持軸部5aが車体の運転席側の上部に設けられたフック(図示せず)に回動可能に支持される。これにより、サンバイザー1が車体に回動可能に支持される。なお、サンバイザー1′は、車体の助手席側の上部に取り付けられる。
【0011】
次に、上記構成のサンバイザー1(1′)を組み立てるための組立装置10について図7〜図13を参照して説明する。なお、この組立装置10は、本体部2(2′)に対しステー3(3′)及び一対のカラー5A,5B(5A′,5B′)を組み付けるものであり、サンバイザー1(1′)の他の構成部分は前工程までにおいて組み立てられている。また、組立装置10には、この発明に係る物品供給装置25が設けられている。
【0012】
図7及び図8に示すように、組立装置10は、基台(ベースフレーム)11を有している。基台11の上には、回動フレーム12が鉛直な回動軸線Lを中心として回動可能に設けられている。回動フレーム12は、図7に示す第1の位置とこの第1の位置から回動軸線Lを中心として周方向へ180°離れた第2の位置との間を回動可能であり、モータ13等の回動手段によって回動させられる。基台11と回動フレーム12との間には、回動フレーム12を第1の位置と第2の位置とにおいて停止させるためのストッパ機構(図示せず)設けられている。
【0013】
回動フレーム12のうちの図7において支柱12aから左側(作業者側、つまり前側)に位置する部分には、第1組立部(第1加工部)20が設けられており、左側(後側)に位置する部分には第2組立部(第2加工部)20′が設けられている。したがって、回動フレーム12を第1の位置に回動させると、第1組立部20が左側に位置し、回動フレーム12を第2の位置に回動させると、第2組立部20′が左側に位置する。第1組立部20は、本体部2にステー3及び一対のカラー5A,5Bを組み付けるためのものであり、第2組立部20′は、本体部2′にステー3′及び一対のカラー5A′,5B′を組み付けるためのものである。
【0014】
第1組立部20は、回動フレーム12に設けられ載置部21を有している。載置部21は、図8の左右方向において回動フレーム12のほぼ中央部に位置し、しかも作業者が作業をしやすいように、所定の高さに配置されている。図9に示すように、載置部21は、複数の載置板22を有している。図9に示すように、載置板22の上には、本体部2が所定の姿勢で水平に、しかも水平方向へ移動不能に載置される。複数の載置板22は、一体に形成してもよい。
【0015】
載置部21の近傍には、載置板23が設けられている。この載置板23は、カラー5A,5Bのうちの一方のカラー5Aが載置されるものであり、載置板23上にカラー5Aを載置した状態で載置部21に本体部2を載置すると、カラー5Aが本体2に対して所定の位置に位置するようになっている。つまり、カラー5Aが軸部2c及び凹部2bの縁部に係合するようになっている。
【0016】
載置板23にカラー5Aが載置され、載置部21に本体2が載置された後、カラー5Aの上には、カラー5Bが載置される。そして、回動フレーム12に設けられたプレス機24(図8及び図11参照)によってカラー5Bが下方へ所定の力で押されることにより、カラー5A,5Bが一体に組み立てられる。この結果、カラー5A,5Bによって支持軸部5aが構成されるとともに、凹部2bの縁部が挟持される。
【0017】
図8に示すように、第1組立部20の前方から見たときにおいて、回動フレーム12の左側上部に位置する部分には、カラー5A,5Bの供給装置(物品供給装置)25が設けられている。この供給装置25は、それぞれ上部が開口した第1及び第2収容ボックス(第1及び第2収容部材)26,27を有している。第1収容ボックス26は、図12及び図13に示すように、回動フレーム12に供給位置とこの供給位置に対して下方へ所定の距離だけ離間した下待機位置との間を上下方向へ移動可能に設けられており、シリンダ機構(第1移動手段)28によって供給位置と下待機位置との間を移動させられる。第2収容ボックス27は、回動フレーム12に供給位置とこの供給位置に対して後方へ所定の距離だけ離間した後待機位置との間を前後方向へ移動可能に設けられており、シリンダ機構(第2移動手段)29によって供給位置と後待機位置との間を移動させられる。第1ボックス26の供給位置と第2ボックス27の供給位置とは、互いに同一位置である。第1、第2収容ボックス26,27は、シリンダ機構28,29以外の移動手段によって移動させるようにしてもよい。
【0018】
第1収容ボックス26には、一対のカラー(物品)5A,5Bのうちの一方のカラー5Aが収容されている。第1収容ボックス26は、カラー5Aを載置板23に載置する前は供給位置に位置している。第1収容ボックス26からカラー5Aを取り出して載置板23上に載せると、例えば発光素子と受光素子とからなる光センサ等の検出手段(図示せず)が、載置板23上に載置されたカラー25Aを検出する。この検出信号に基づいてシリンダ機構28が第1収容ボックス25を供給位置から下待機位置まで移動させる。第1収容ボックス26が下待機位置に移動すると、それに続いてシリンダ機構29が第2収容ボックス27を後待機位置から供給位置まで移動させる。第2収容ボックス27からカラー5Bを取り出してカラー5Aの上に載置した後、プレス機24の起動スイッチ(図示せず)をONにすると、プレス機24がカラー5Bを下方に押してカラー5Aに一体に連結する。その後、プレス機24は、元の位置に復帰して自動的にOFF状態になる。これと同時に又は前後して、第2収容ボックス27が供給位置から後待機位置まで移動させられる。その後、第1収容ボックス26が下待機位置から供給位置まで移動させられ、元の状態に復帰する。
【0019】
ここで、第1収容ボックス26からカラー5Aを取り出すときには、第1収容ボックス26がカラー5Aを取り出し易い供給位置に位置している。しかも、第2収容ボックス27は第1収容ボックス26の後方に位置し、第2収容ボックス27からはカラー5Bが取り出し難くなっている。したがって、カラー5Aを取り出すべきところを誤ってカラー5Bを取り出してしまうような事故を未然に防止することができる。特に、この実施の形態においては、第2収容ボックス27が後待機位置に位置しているきには、第2収容ボックス27の開口部が蓋体(遮蔽部材)30によって遮蔽されている。したがって、カラー5Aを取り出すべきところを誤ってカラー5Bを取り出すような事故を確実に防止することができる。
【0020】
また、第2収容ボックス27からカラー5Bを取り出すときには、第2収容ボックス27が供給位置に位置しており、第1収容ボックス26が下待機位置に位置している。そして、第1収容ボックス26からカラー5Aを取り出すことができないように、第1収容ボックス26の開口部が第2収容ボックス27によって遮蔽されている。したがって、カラー5Bを取り出すべきところを誤ってカラー5Aを取り出してしまうような事故を確実に防止することができる。
【0021】
図8及び図11に示すように、回動フレーム12の図8において左側に位置する部分には、ステー取付機31が設けられている。このステー取付機31にステー3を取り付けた後、ステー取付機31の起動スイッチ(図示せず)をON操作すると、ステー取付機31がステー3を本体部2の装着孔2aに挿入し、ステー3を本体部2に回動可能に取り付ける。その後、ステー取付機31が元の位置まで復帰して停止する。
【0022】
図7及び図8に示すように、回動フレーム12には、ケース載置部32が設けられている。ケース載置部32は、ステー取付機31の上側に配置されており、回動フレーム12に固定された基部32aと、この基部32aに鉛直方向を向く回動軸線L2を中心として回動可能に支持された保持部32bとを有している。
【0023】
ケース載置部32は、第1組立部20と第2組立部20′とで共用することができるようにするために、保持部32bが図7において実線で示す第1組立位置と想像線で示す第2組立位置との間を回動可能になっている。回動フレーム12を第1の位置に位置させた状態において保持部32bを打1組立位置に回動させると、保持部32bがステー取付機31の上方に位置する。そして、保持部32bには、前面が開口したステー収容ボックスBがその開口部を斜め上前方に向けた状態で載置される。ボックスBには、ステー3が収容されている。したがって、ステー3をボックスBから取り出してステー取付機31に素早く取り付けることができる。
【0024】
回動フレーム12を第2の位置に位置させた状態において保持部32bを第2組立位置に回動させると、保持部32bがステー取付機31′(図示されていないが、図8においてステー取付機31の後方(紙面の表から裏へ向う方向)に配置されている。)の上方に位置する。そして、保持部32bには、前面が開口したステー収容ボックスBがその開口部を斜め上前方に向けた状態で載置される。勿論、この場合には、ボックスBにステー3′が収容されている。したがって、ステー3′をボックスBから取り出してステー取付機31′に素早く取り付けることができる。
【0025】
上記構成のサンバイザー組立装置10を用いて右勝手用のサンバイザー1を組み立てる場合には、回動フレーム12を第1の位置に位置させるとともに、保持部32bを第1組立位置に位置させておく。そして、載置板22の上にカラー5Aを載置した後、載置部21に本体2を載置し、さらにカラー5Aの上にカラー5Bを載置する。一方、収容ボックスBからステー3を取り出してステー取付機31に取り付ける。その後、カラー5A,5Bをプレス機24によって一体に連結する。また、ステー取付機31によって本体2にステー3を取り付ける。
【0026】
一方、サンバイザー1′を組み立てる場合には、回動フレーム12を第2の位置に回動させ、第2組立部20′を図7の左側(前側)に位置させる。また、保持部32bを第2組立位置に回動させる。勿論、保持部32bには、ステー3′を収容した収容ボックスBを載置する。ここで、第2組立部20′は、回動フレーム12が第2の位置に位置したときに、回動フレーム12が第1の位置に位置しているときの第1組立部20と左右対称(鏡対称)になるように設けられており、第1組立部20の載置部21、載置板23、プレス機24、供給装置25の第1及び第2収容ボックス26,27、蓋体30及びステー取付機31等に対応した載置部21′、載置板23′、プレス機24′、供給装置25′の第1及び第2収容ボックス26′,27′、蓋体30′及びステー取付機31′等を有している。また、第2組立部20′は、ケース載置部32を第1組立部20と共用している。したがって、第2組立部20′によれば、第1組立部20によってサンバイザー1を組み立てる場合と同様にしてサンバイザー1′を組み立てることができる。
【0027】
このように、この組立装置10によれば、サンバイザー1を組み立てるときには、回動フレーム2を第1の位置に回動させ、サンバイザー1′を組み立てるときには、回動フレーム2を第2の位置に回動させればよい。したがって、作業者は移動する必要が全くなく、同じ位置で作業を続けることができる。したがって、作業効率を向上させることができる。
【0028】
なお、この発明は、上記の実施の形態に限定されるものでなく、その要旨を逸脱しない範囲において適宜変更可能である。
例えば、上記の実施の形態は、この発明を車両用サンバイザー1の組立装置に適用したものであるが、この発明は、他の組立装置において二つの物品を供給するための物品供給装置にも適用可能である。
【図面の簡単な説明】
【0029】
【図1】この発明に係る物品供給装置を有する組立装置によって組み立てられるサンバイザーの一例を示す平面図である。
【図2】図1に示すサンバイザーと勝手が異なるサンバイザーを示す平面図である。
【図3】図1のA−A線に沿う拡大断面図である。
【図4】図1のB−B線に沿う拡大断面図である。
【図5】図1のC−C線に沿う拡大断面図である。
【図6】図1のD−D線に沿う拡大断面図である。
【図7】図1及び図2に示す各サンバイザーを組み立てるための、この発明に係る物品供給装置を有する組立装置を示す側面図である。
【図8】図7のX矢視図である。
【図9】図7に示す組立装置の載置部及びカラーの載置板を示す斜視図である。
【図10】図9に示す載置部にサンバイザーの本体部を載置した状態で示す斜視図である。
【図11】一対のカラーを上下に押圧して一体化するためのプレス機及びステーを本体部に取り付けるためのステー取付機を示す斜視図である。
【図12】一対のカラーを供給するための供給装置を、第1収容ボックスを供給位置に、第2収容ボックスを後待機位置にそれぞれ位置させた状態で示す側面図である。
【図13】同供給装置を、第1収容ボックスを下待機位置に、第2収容ボックスを供給位置にそれぞれ位置させた状態で示す側面図である。
【符号の説明】
【0030】
5A カラー(物品)
5B カラー(物品)
25 供給装置(物品供給装置)
26 第1収容ボックス(第1収容部材)
27 第2収容ボックス(第2収容部材)
28 シリンダ機構(第1移動手段)
29 シリンダ機構(第2移動手段)
30 蓋体(遮蔽部材)
【特許請求の範囲】
【請求項1】
上部に開口部を有し、供給位置とこの供給位置から下方へ所定距離だけ離間した下待機位置との間を上下方向へ移動可能である第1収容部材と、この第1収容部材を上記供給位置と上記下待機位置との間において移動させる第1移動手段と、上部に開口部を有し、上記供給位置とこの供給位置から後方へ所定距離だけ離間した後待機位置との間を前後方向へ移動可能である第2収容部材と、この第2収容部材を上記供給位置と上記後待機位置との間において移動させる第2移動手段とを備え、上記第1収容部材が上記第1移動手段によって上記供給位置に位置させられているときには、上記第2収容部材が上記第2移動手段によって上記後待機位置に位置させられ、上記第2収容部材が上記第2移動手段によって上記供給位置に位置させられているときには、上記第1収容部材が上記第1移動手段によって上記下待機位置に位置させられることを特徴とする物品供給装置。
【請求項2】
上記第1収容部材が上記下待機位置に位置しているときには、上記第1収容部材に収容された物品を上記第1収容部材の開口部から取り出すことができないように、上記第1収容部材の開口部が上記供給位置に位置している上記第2収容部材によって遮蔽されることを特徴とする請求項1に記載の物品供給装置。
【請求項3】
上記第2収容部材が上記後待機位置に位置しているときには、上記第2収容部材に収容された物品を上記第2収容部材の開口部から取り出すことができないように、上記第2収容部材の開口部を遮蔽する遮蔽部材をさらに備えていることを特徴とする請求項1又は2に記載の物品供給装置。
【請求項1】
上部に開口部を有し、供給位置とこの供給位置から下方へ所定距離だけ離間した下待機位置との間を上下方向へ移動可能である第1収容部材と、この第1収容部材を上記供給位置と上記下待機位置との間において移動させる第1移動手段と、上部に開口部を有し、上記供給位置とこの供給位置から後方へ所定距離だけ離間した後待機位置との間を前後方向へ移動可能である第2収容部材と、この第2収容部材を上記供給位置と上記後待機位置との間において移動させる第2移動手段とを備え、上記第1収容部材が上記第1移動手段によって上記供給位置に位置させられているときには、上記第2収容部材が上記第2移動手段によって上記後待機位置に位置させられ、上記第2収容部材が上記第2移動手段によって上記供給位置に位置させられているときには、上記第1収容部材が上記第1移動手段によって上記下待機位置に位置させられることを特徴とする物品供給装置。
【請求項2】
上記第1収容部材が上記下待機位置に位置しているときには、上記第1収容部材に収容された物品を上記第1収容部材の開口部から取り出すことができないように、上記第1収容部材の開口部が上記供給位置に位置している上記第2収容部材によって遮蔽されることを特徴とする請求項1に記載の物品供給装置。
【請求項3】
上記第2収容部材が上記後待機位置に位置しているときには、上記第2収容部材に収容された物品を上記第2収容部材の開口部から取り出すことができないように、上記第2収容部材の開口部を遮蔽する遮蔽部材をさらに備えていることを特徴とする請求項1又は2に記載の物品供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−241202(P2009−241202A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−90910(P2008−90910)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]